FUNDICIONES FERREAS Y NO FERREAS EN ARENA, …metalspain.com/Fundidores-oct-170.pdf · FUNDICIONES...
44
OCTUBRE 2010 • N.º 170 www.metalspain.com FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN ARENA, …metalspain.com/Fundidores-oct-170.pdf · FUNDICIONES...

OCTUBRE 2010 • N.º 170www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
OC
TU
BR
E 2
010
• N
º 17
0



OCTUBRE 2010 • N.º 170www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
OC
TU
BR
E 2
010
• N
º 17
0

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION OCTUBRE 2010 • N.º 170
AlbertDirector
David VarelaPublicidad
PabloAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
C/ CID, 3 - P228001 MADRIDTEL. 91 576 56 09
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Pág.
EDITORIAL 2
INFORMACIONES 2
ARTÍCULOSSoftware AMV Alea para preparación de cargas: beneficios probados 17
Automatización de colada en cucharay calentamiento por plasma 18
Sistemas de impresión 3D en versiones de alto rendimiento 19
La eliminación de dioxinas en gases de cubilotes 21Depuración de gases de equipos fusores 23FAED fundiciones de aceros especailes 25La solución completa al proceso de fundición para Zinc: económico, eficiente y productivo 26Hornos fundidores de aluminio para la fundición a presión Fornos de fusão de alumínio para fundiçãoIngeniero Klaus Malpohl, Director de Desarrollo, StrikoWestofen GmbHIngeniero Rudolf Hillen, Desarrollo Tecnología de Fundición, StrikoWestofen GMBH 17
Dossier proveedores 35
SEGUNDA MANO 36
EMPLEO 37GUÍA 37SERVICIO LECTOR 40
Por su amable y desinteresada colabora-ción en la redacción de este número, agra-decemos sus informaciones, realizaciónde reportajes y redacción de artículos asus autores.
FUNDIDORES aparece mensualmentenueve veces al año (excepto enero, julio yagosto). Los autores son los únicos res-ponsables de las opiniones y conceptospor ellos emitidos. Queda prohibida la re-producción total o parcial de cualquiertexto o artículos de FUNDIDORES sin pre-vio acuerdo con la revista.
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez

INFORMACIONES
PINTURAS A ELEVADAREFRACTARIEDAD PARAMACHOS Y MOLDES ENSUSTITUCION DE PINTURAS ABASE DE ZIRCONIO
La nueva serie de pinturas FOUNDRY-LAC ZBF y HYDROLAC AL ha sido de-sarrollada por el laboratorio I&D F.lliMazzon S.p.A., según la solicitud deunos clientes buscando alternativas a laspinturas a base de zirconio, que mante-niesen una elevada refractariedad.
Esas pinturas contienen cargas conelevado punto de fusión que han per-mitido su empleo – con éxito – en lu-gar de las pinturas a base de zirconioque los clientes utilizaban habitual-mente.
La primera ventaja es la eliminaciónde la radioactividad natural del zirco-nio, que puede dar problemas de con-trol radar al ingreso en la fundición o
en el momento de desechar los emba-lajes residuos.
Otro importante aspecto es la posibili-dad de utilizar esas pinturas con are-nas de cromita nuevas y recuperadas,que pueden causar defectos de reac-ción metal/molde si utilizadas conpinturas de zirconio, bajandose elpunto de fusión. Se han elimidadotambién unos defectos de calcinacio-nes, grietas y pin-holes, resultando enun mejor aspecto superficial de laspiezas.
Las pinturas ZBF y AL - disponibles alagua y al alcohol para todo tipo deaplicación (pistola, jarrillo, brocha) -han dado los mejores resultados enfundiciones de acero y de hierro no-dular con moldeo manual en resinafuránica, fenolica alcalina o alquídica,en piezas hasta 100 toneladas.
Servicio Lector 1
EDITORIAL
El evento ferial más importante dela industria de la fundición de Ar-gentina es EXPOFUN 2010 y COL-FUN’10 en Buenos Aires.
LINGOTES ESPECIALES otorgó aSERT un pedido para equipar y au-tomatizar una nueva cuchara decolada con su sistema de coladaautomática y calentamiento porplasma. Se continua esta informa-ción en esta edición.
Otro tema importante es el temadel cubilote que sigue siendo en laactualidad un aparato para fundirhierro eficaz y práctico. Es el temadel interesante artículo escrito porFIVEMASA en esta revista.
Se pueden enviar textos y artículospara publicar en la próxima edi-ción a [email protected]
La Redacción
MEJORANDO LA CALIDADEN LAS FUNDICIONES



INFORMACIONES
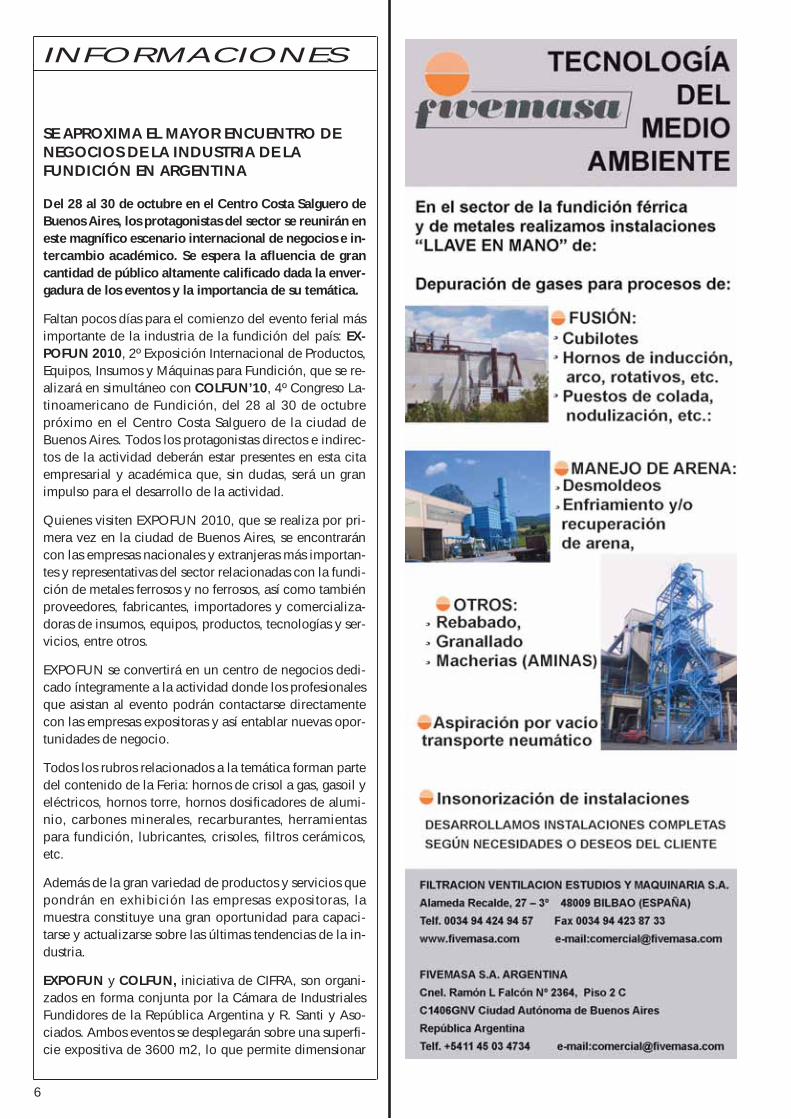
SE APROXIMA EL MAYOR ENCUENTRO DENEGOCIOS DE LA INDUSTRIA DE LAFUNDICIÓN EN ARGENTINA
Del 28 al 30 de octubre en el Centro Costa Salguero deBuenos Aires, los protagonistas del sector se reunirán eneste magnífico escenario internacional de negocios e in-tercambio académico. Se espera la afluencia de grancantidad de público altamente calificado dada la enver-gadura de los eventos y la importancia de su temática.
Faltan pocos días para el comienzo del evento ferial másimportante de la industria de la fundición del país: EX-POFUN 2010, 2º Exposición Internacional de Productos,Equipos, Insumos y Máquinas para Fundición, que se re-alizará en simultáneo con COLFUN’10, 4º Congreso La-tinoamericano de Fundición, del 28 al 30 de octubrepróximo en el Centro Costa Salguero de la ciudad deBuenos Aires. Todos los protagonistas directos e indirec-tos de la actividad deberán estar presentes en esta citaempresarial y académica que, sin dudas, será un granimpulso para el desarrollo de la actividad.
Quienes visiten EXPOFUN 2010, que se realiza por pri-mera vez en la ciudad de Buenos Aires, se encontraráncon las empresas nacionales y extranjeras más importan-tes y representativas del sector relacionadas con la fundi-ción de metales ferrosos y no ferrosos, así como tambiénproveedores, fabricantes, importadores y comercializa-doras de insumos, equipos, productos, tecnologías y ser-vicios, entre otros.
EXPOFUN se convertirá en un centro de negocios dedi-cado íntegramente a la actividad donde los profesionalesque asistan al evento podrán contactarse directamentecon las empresas expositoras y así entablar nuevas opor-tunidades de negocio.
Todos los rubros relacionados a la temática forman partedel contenido de la Feria: hornos de crisol a gas, gasoil yeléctricos, hornos torre, hornos dosificadores de alumi-nio, carbones minerales, recarburantes, herramientaspara fundición, lubricantes, crisoles, filtros cerámicos,etc.
Además de la gran variedad de productos y servicios quepondrán en exhibición las empresas expositoras, lamuestra constituye una gran oportunidad para capaci-tarse y actualizarse sobre las últimas tendencias de la in-dustria.
EXPOFUN y COLFUN, iniciativa de CIFRA, son organi-zados en forma conjunta por la Cámara de IndustrialesFundidores de la República Argentina y R. Santi y Aso-ciados. Ambos eventos se desplegarán sobre una superfi-cie expositiva de 3600 m2, lo que permite dimensionar
6


INFORMACIONES
la envergadura que tendrá esta pri-mera edición porteña.
SOBRESALE CON GRAN EXPECTA-TIVA LA REALIZACIÓN DEL EVENTOACADÉMICO QUE CONVOCARÁ ATODOS LOS ACTORES DE UN SEG-MENTO INDUSTRIAL FUNDAMEN-TAL EN EL PROCESO PRODUCTIVO
COLFUN’10, 4º CONGRESO LATI-NOAMERICANO DE FUNDICIÓN
Con la presencia de reconocidos espe-cialistas en fundición de Argentina y elexterior, el 4º Congreso Latinoameri-cano de Fundición tendrá lugar en pa-ralelo con la Feria. COLFUN’10 seráun espacio académico de excelenciadonde poder debatir y buscar solucio-nes eficaces para los nuevos desafíostecnológicos con los que se enfrentadiariamente el sector.
TEMÁTICAS DE GRAN ACTUALI-DAD HACEN PREVER INTERESAN-TES DEBATES
La transferencia de conocimientos yexperiencias es el principal objetivode las conferencias que se desarrolla-rán a los largo de los tres días de Con-greso. Habrá más de 40 disertantes na-cionales y extranjeros, donde sedestaca la presencia de representantesde entidades internacionales como laOrganización Mundial de la Fundi-ción, la Asociación Brasileña de laFundición, la Sociedad Mexicana deFundidores y la Sociedad de Ingenie-ría para la Fundición de Japón. Tam-bién habrá conferencistas de EstadosUnidos, Reino Unido, Italia, Perú yUruguay, entre otros países.
Durante el Congreso se presentarántrabajos técnicos inéditos sobre asun-tos de relevancia para la industria. Al-gunos de los títulos de las ponenciasson los siguientes:
– “Estado actual y perspectivas de de-sarrollo de la industria de la fundiciónen Argentina, en México y en Brasil”.
– “Perspectiva global de la industriade la fundición en el mundo”.
– “Estudio y desarrollo de fundicionesesferoidales ‘Adi Dual-Phase’, resi-duos de arenas”.
– “Residuos de arenas de fundición.Tendencia y limitantes en pos de unagestión integral”.
– “Desarrollo de nueva tecnología enresinas fenólicas – uretánicas para fun-dición con mejoras en el desempeñomecánico, productividad y medio am-biente”.
– “Influencia del silicio en la tempe-ratura de transformación eutectoide ysus aplicaciones”.
– “La tecnología informática puesta alservicio del fundidor y de su entorno”.
– “Arenas de fundición: su reaprove-chamiento como mejorador de suelosen calles y caminos – Reducción delimpacto ambiental – Sistema ecoló-gico y económico”.
– “Optimización del proceso de in-vestment casting para mejorar la cali-dad del acero inoxidable ASTM F138usado como biomaterial”.
– “Fabricación de hierro nodular basepara la manufactura de hierros CADI”.
– “Aspecto práctico de los conceptoscarbono equivalente y composicióneutectica y su relación”.
– “Resina 5ta. Generación – SistemaCold Box con emisión de gases redu-cida”.
– “Técnicas para mejorar propieda-des mecánicas de moldes para Micro-fusión”.
– “Fenol en arenas de fundición y suminimización”.
– “Alternativas para la obtención demetal líquido: cubilote, horno de in-ducción y horno eléctrico de arco”.
– “Utilización de tapones porosos enhornos de inducción sin núcleo parala elaboración de aceros especiales”.
– “Innovador método para el controlde las arenas en verde”.
– “Utilización de arenas descartadasde fundición (ADF) como insumo enotro proceso”.
Servicio Lector 2
AKELO: PIEZAS DE ORO
Piezas de oro fun-didas y con unacabado de unacalidad digna delos tiempos de losEtruscos. Las obrasde ANDREA CAG-
NETTI estan compradas por museosy uan clientela que sabe apreciar untrabajo y una estética clasica.
Servicio Lector 3
THE 7TH GLOBAL FOUNDRYSOURCING CONFERENCE2010 EN EL REGENCY HOTELQINGDAO, CHINA
Organizado por el China FoundrySuppliers Union and Suppliers ChinaCo., Ltd, co-sponsored by NationalTechnical Committee on Foundry ofStandardization Administration ofChina. Este evento fue promocionado
9FUNDIDORES. OCTUBRE 2010

INFORMACIONES
con un BANNER en la web de la re-vista FUNDIDORES.
Ha reunido más de 260 representan-tes de compañías como Alstom, Lin-der Forklift, Ingersoll-Rand, AtlasCorpco, Franklin, Danieli etc.
Servicio Lector 4
MONITORICE LASCONDICIONES AMBIENTECON EL TERMOHIGROMETROPOR INFRARROJOS TESTO 845
El termómetro por infrarrojos testo 845destaca por incorporar una ópticazoom para mediciones lejanas y cer-canas.
Gracias a dicha óptica zoom, por pri-mera vez se pueden medir temperatu-ras en superficies de tan solo 1 mm dediámetro. Incluso en distancias máslargas se puede medir en un punto demedición reducido.
En largas distancias el testo 845 usauna resolución de 75:1 para la medi-
ción. Un láser con puntero en cruz in-dica exactamente la marca de medi-ción a cualquier distancia. Por eso encualquier momento de la medición sesabe con exactitud el lugar donde seesta midiendo, evitando así lecturasfalsas.
A corta distancia, la óptica zoom per-mite la medición en superficies de tansolo 1 mm a una distancia de 70 mm.En este caso la marca de medición seindica con un láser en dos puntos.
Gracias a su avanzada tecnología demedición permite la rápida compro-bación y evaluación de las superficies.En un intervalo de 100 ms se actuali-zan los valores mín/máx y los valoresexcedidos. En el rango de temperaturade -35 a +950 ºC se consigue unaexactitud de +/- 0,75 ºC.
Servicio Lector 5
CHRISTOPHER M. CRANEELEGIDO DIRECTOR DEALERIS INTERNATIONAL, INC.Y ALERIS HOLDING COMPANY
Aleris International, Inc. es una com-pañía privada, líder global en produc-tos chapados en aluminio y extrusio-nes, reciclaje de aluminio yproducción de aleaciones específicas.Con casa matriz en Beachwood,Ohio, la compañía opera más de 40plantas de producción en América,Europa y Asia.
Crane es director general y consejerodelegado de Exelon Corporation, unade las principales compañías eléctri-cas de Estados Unidos, y director ge-neral de Exelon Generation, el mayordueño/operador del país de plantas deenergía nuclear, además de titular deuno de las carteras más importantes decapacidad de generación de electrici-dad de América.
Como reconocido líder dentro de laindustria nuclear, Crane forma partedel consejo de dirección del Institute
of Nuclear Power Operations y de laFoundation for Nuclear Studies.Forma parte del comité ejecutivo delNuclear Energy Institute y es presi-dente de la World Nuclear Associa-tion.
Servicio Lector 6
INTERMACH 2011 DEBECRECER EL 20% Y AMPLIARPRESENCIA INTERNACIONAL
Messe Brasil lanza Intermach 2011 –Feria y Congreso Internacional de Tec-nología, Máquinas, Equipos, Automa-tización y Servicios para la IndustriaMetal mecánica, que ocurre en Joinvi-lle de 12 a 16 de septiembre de 2011.“La expectativa de crecimiento de In-termach 2011 es de aproximadamenteel 20%, por la recuperación de la eco-nomía del sector de máquinas y equi-pos, además del esfuerzo que seráconcentrado en atraer expositores yvisitantes de otros países, todos obser-vando el buen momento del mercadobrasileño”, explica Richard Spirande-lli, gerente de marketing de MesseBrasil.
Servicio Lector 7
INFAIMON DESTACA LASVENTAJAS DE LOS SISTEMASDE TRIANGULACIÓN LASER3D H
Los avances tecnológicos y la expe-riencia en el desarrollo de aplicacio-nes han impulsado la utilización de la
10 FUNDIDORES. OCTUBRE 2010

INFORMACIONES
Visión 3D como una herramienta bá-sica en los procesos productivos y decontrol de calidad.
En la BIEMH, INFAIMON ha presen-tado en su stand ejemplos prácticoscentrándose en las técnicas de Trian-gulación Laser 3D y sus ventajas.Cada vez son más frecuentes las apli-caciones que requieren 3D en tiemporeal y entre las más usuales se puedendestacar la determinación del cordónde soldadura, la identificación de po-sición de los objetos para poder sermanipulados por robots, la determina-ción de calidad por comparación conpiezas patrón y el análisis volumé-trico, entre otros.
Servicio Lector 8
AEROGENERADORES: 20.000MILLONES EUROS
Se van a invertir esta suma gigantescapara la compra de 600 Aerogenerado-res en Francia, que no tiene fundiciónpara producir Aerogeneradores.
A 31 de diciembre de 2009 la capaci-dad de energía eólica en España erade 18.263 MW (18,5 % de la capaci-dad del sistema eléctrico nacional),siendo así el tercer país en el mundoen cuanto a potencia instalada, pordetrás de Alemania y EEUU.
España producía ya a mediados de2007, el 20 % de la energía eólicamundial.
El 8 de noviembre de 2009 se registra-ron máximos históricos de produccióneólica diaria, con 11.429 MWh deproducción eólica horaria y 251.543MWh de producción eólica diaria, el44,9% de la demanda eléctrica de esedía. El anterior máximo de potenciainstantánea, 11.203 MW se produjo el5 de marzo de este mismo año, mien-tras que los de producción eólica ho-raria y diaria tuvieron lugar el 22 deenero del 2009, con 11.074 MWh y234.059 MWh, respectivamente. Esta
es una potencia superior a la produ-cida por las siete centrales nuclearesque hay en España que suman 8 reac-tores y que juntas generan 7.742,32MW.
El 24 de Febrero del 2010 a las 11:20horas se produjo el máximo históricode producción instantánea, con12.902 megavatios; siendo este día elrecord de producción de energia eó-lica y la máxima energía de genera-ción de electricidad con 270.420MWh producidos.
Servicio Lector 9
ÉXITO DE METALURGIAANTICIPA RENOVACION DECONTRATOS
Exposición reúne 23 000 visitantes de19 países y 14 estados brasileños, condestaque para profesionales de lossegmentos de fundición y automotor.
Metalurgia 2010, realizada de 14 a 17de septiembre, en los dos pabellonesde Expoville, en Joinville/SC, reu-niendo 450 expositores, ya está concasi todos los espacios renovados para2012, gracias a los pedidos de re-serva/renovación de espacios de losactuales expositores, incluyendo soli-citaciones de ampliación de áreas, ynuevos expositores interesados en par-ticipar. Para abrigar esa demanda,Messe Brasil, organizadora del evento,ya evalúa un espacio alternativo paraabrigar una posible ampliación delevento. “Los dos pabellones ya fueron100% ocupados y para garantizar esecrecimiento, necesitamos ampliarnuestra estructura física a través de al-ternativas temporarias o permanen-tes”, comenta Richard Spirandelli, ge-rente de marketing de Messe Brasil.
La feria recibió 23 mil visitantes, un15% de público superior a 2008, veni-dos de 19 países y 14 estados brasile-ños, con mayor representatividad delos segmentos de fundición y automo-
tor, además de ingeniería, electrónica,electro electrónica, electrodomésti-cos, servicios, entre otros. El principalporcentaje de visitantes, el 39% es dedecisores de las organizaciones, el18% del área de investigación y el12% de planeamiento. Las principalesáreas de interés de los visitantes sonmaterias primas, máquinas, equipos,insumos, fundidos, medio ambiente,modelación, herramientas y proyec-tos.
La previsión de los organizadores esque la generación de negocios du-rante la feria y en los siguientes seismeses supere los R$ 450 millones, enfunción de negociaciones y contactosiniciados en el evento. Varios exposi-tores ya anunciaron la renovación delos contratos para 2012, satisfechoscon el éxito de esta edición.
La percepción de los expositores
Euroair especializada en solucionesde medio ambiente ya ha renovado elcontrato para Metalurgia 2012, man-teniendo la presencia de seguidosaños. “La feria en Joinville siempre hatraido excelentes resultados para laempresa, incluso mejores que exposi-ciones similares en Sao Paulo. La ubi-cación es estratégica y atrae visitantesde todo el sur, sudeste y de otras re-giones y países”, comenta Remo Ca-marotto, director de Euroair. La em-presa anunció dos nuevos proyectoshechos durante Metalurgia, totali-zando R$ 5 millones. Según el diri-gente los productos de Euroair tieneuna aceptación cada vez mayor en to-das las regiones del país, la empresa,además, atiende los mercados de Ar-gentina y Chile, y provee materialespara una empresa en Italia. Camarottoelogia la organización y belleza visualdel evento. “Parece una feria euro-pea”, refuerza.
Votorantim Metales es otra empresaque ya visualiza un nuevo espacio enMetalurgia 2012. Este año participócon el lanzamiento del manual Za-mac, supliendo la carencia de infor-
11FUNDIDORES. OCTUBRE 2010

INFORMACIONES
mación técnica de ese producto en elmercado. “La feria es estratégica por lafuerza del polo industrial de la regiónque viabiliza oportunidades en zinc(presente en la feria) y aluminio”,afirma Nataly Yuko Yoshino, del mar-keting de zinc de Votorantim Metales.
Tupy nuevamente hizo de su presen-cia en Metalurgia la oportunidad paraaproximar el público visitante de pro-ductos finales como automóvil, ca-mión, tractor y otras máquinas, paralos cuales la empresa provee compo-nentes, especialmente bloques y cula-tas de motor. Para acomodar todos losvehículos y aún un generador de ener-gía, la empresa ocupó la mayor áreaentre todas las negociadas, aproxima-damente 400 m2. El vehículo que dehecho agitó el stand de Tupy, atra-yendo una multitud de curiosos, fueun auto Toyota Camry, de la FórmulaNascar, traído de Estados Unidos es-pecialmente para la exposición.Aunque no haya salido del lugar, elCamry hizo mucho ruido y fue objetode admiración de los enamorados porvelocidad. El motor de ese vehículo,desarrollado por Toyota Racing Deve-lopment (TRD), está montado en unbloque fabricado por Tupy en hierrofundido vermicular. El auto trae lafirma del piloto Brian Vickers, delequipo Red Bull, que disputa la princi-pal serie de Nascar, Sprint Cup. Unode los principales objetivos de Tupy,al patrocinar y estar presente en Meta-lurgia, es mostrar a la propia comuni-dad su posición actual, como una delas mayores fundiciones del mundo.“Queremos que Joinville se enorgu-llece de poseer, como la tecnología depunta para competir con igualdad enel escenario internacional”, afirmóLuis Carlos Guedes, vice-presidentede operaciones e ingeniería de Tupy.
Vick llevó para Metalurgia una inno-vación tecnológica para las fundicio-nes, un equipo que permite recicladoy casi el 100% de reaprovechamientode la arena de fundición. El principaldiferencial es la operación en la super-
ficie, lo que le atribuye el concepto desustentabilidad. Los demás modelosdisponibles en el mercado necesitande un orificio abajo del equipo parafuncionar, lo que aumenta el riesgo decontaminación del medio ambiente.“Esa es la mejor feria en calidad de vi-sitante y por los contactos realizadosya garantizamos nuestras ventas hastael primer semestre de 2011”, conme-mora Edson Vick, director-presidentede Vick.
El Grupo Voges, una de las mayoresfundiciones de Brasil, estrenó bien suparticipación en Metalurgia y piensaampliar la participación en la pró-xima edición. “Nuestra presencia esestratégica en esta región que ‘res-pira’ fundición, donde hicimos bue-nos contactos”, destaca RobertoViero, director general de la Fundi-ción Voges. La empresa está constru-yendo una nueva unidad industrialque amplía la capacidad productivaen un 80%, con inicio de operaciónprevisto para 2012.
El Sindicato de las Industrias Metalúr-gicas, Mecánicas y de Material Eléc-trico y Electrónico de Sao Leopoldo –Sindimetal trajo para la feria 12 em-presas asociadas, haciendo posible lapresencia de pequeñas y medianas.“La región es estratégica para nuestrosasociados y posibilitó buenos contac-tos y posibilidades de negocios”, dicePaulo Ziegler, secretario-ejecutivo dedesarrollo industrial de Sindimetal.
Principales números
450 expositores en 283 stands – au-mento del 12% con relación a 2008.
20 mil m2 de área – 15% superior a2008.
23 mil visitantes – 15% superior a2008.
39% de decisores, 18% del área de in-vestigación y el 12% de planea-miento.
Estimativa de negocios – R$ 450 mi-llones en hasta seis meses post feria.
Países visitantes
Alemania, Argentina, Austria, Bolivia,Canadá, Chile, China, Colombia,Ecuador, EEUU, Francia, Gran Bre-taña/Irlanda, India, Italia, México, Pa-raguay, Perú, Tailandia y Venezuela.
Estados visitantes
Amazonas, Bahia, Ceará, EspíritoSanto, Goiás, Minas Gerais, MatoGrosso, Paraíba, Paraná, Rio de Ja-neiro, Roraima, Rio Grande do Sul,Santa Catarina y Sao Paulo.
Servicio Lector 10
BRASIL: REFRATA CERÂMICAREFRATÁRIA
La REFRATA CERÂMICA REFRATÁRIALTDA produce refractarios y solucio-nes para la fundición desde 1989 enBrasil y América del Sur, con unagama completa de canales y conexio-nes para la fundición de acero y tam-bién plásticos, hormigónes, morteros,ladrillos, buzas y piezas especiales re-fractarias.
Servicio Lector 11
SAINT-GOBAIN CERAMICS
Células de reducción de aluminio
Refractarios de SiC nitrurado de lasmarcas Refrax® y AnnaSicon® 25para las paredes laterales de las nue-vas células de reducción de Aluminio
ADVANCAL®, El Carburo de Siliciomás avanzado del mundo combina lasmejores propiedades requeridas, ba-sándose en nuestra larga experienciacon la Industria del Aluminio. Conuna resistencia a la corrosión de hastael 40% mejor que otros bloques haceque permanezcan mucho tiempo des-pués que se hayan retirado otros blo-ques.
12 FUNDIDORES. OCTUBRE 2010

INFORMACIONES
Las innovadoras tecnologías de refracta-rios de SAINT-GOBAIN han fijado unnuevo estándar de funcionamiento paralos bloques para las células de reduc-ción. Con su excepcional resistencia ala corrosión, los nuevos bloques de AD-VANCAL duran más que los bloquesconvencionales. Como consecuencia,se obtienen sustanciales ahorros en lasreparaciones y se minimizan las para-das de la célula - beneficios importantespara cualquier planta de aluminio.Aprobado por los principales suminis-tradores de tecnología
Hornos de fusión y mantenimiento,cucharas de transferencia, rutas decolada
Hormigones densos de bauxita o deChamota (Z 95AL, Y 75 LCC) especial-mente desarrollados para las áreas,donde se necesita resistencia térmica ymecánica. Una combinación de ladri-llos de SiC nitrurado (Advancal®, Crys-ton® CN190) y ladrillos de Alúmina li-gados químicamente de baja porosidad(Alfrax® PB111) ofrecen un compro-miso óptimo del calidad-coste para elrevestimiento de rampa y solera.
Hornos de crisol de inducción paraAluminio Los hormigones secos, tantolos basados en Alúmina (VA112,VA126) como en Mullita (VK130), elaislante de ligado hidráulico CA333para bóveda y los hormigones de AltaAlúmina de ramming, tanto el PA452,o el TA102 para el anillo superior y elcanal. La bobina del inductor se recu-bre con un hormigón convencional deenlace hidráulico, CA337 o CA339.
Los rotores de desgasificación, Cali-dades de SiC nitrurado para eliminarel aire de la mezcla e introducir gasespara alcalinos reducir la mezcla.
Sistemas de Canal de colada, Calida-des de Sílice fundida, Prosil, con unaalta resistencia de choque térmico yuna conductividad térmica baja o deSiC nitrurado.
Servicio Lector 12
FIVES CELES SU SOCIO PARAEL CALENTAMIENTO PORINDUCCION
Creada en 1967 para industrializar ycomercializar una innovación técnicaimportante para su época, el genera-dor aperiódico alta y media frecuen-cia, Fives Celes ha seguido concen-trando sus esfuerzos en desarrollarnuevas fuentes de energía, para au-mentar el rendimiento. Con más de 40años de experiencia, Fives Celes gozaahora de una reputación internacionalen el sector de los equipos de calenta-miento por inducción. Con una am-plia gama de productos, Fives Celes,cubre ahora casi todo el espectro deaplicaciones de calentamiento por in-ducción, electrónica de potencia y re-frigeración industrial. Con la realiza-ción de más de 5.000 generadorespara calentamiento por inducción, lafilial de Fives es el líder francés de lasfuentes de energía para la inducción.
Fives Celes diseña y fabrica las fuentesde energía de alta o media frecuenciapara el calentamiento por inducción.
Fives Celes siempre ha sido el sociocomercial preferido de laboratorios ycentros de investigación, y ha desarro-llado a lo largo de varias décadas rela-ciones con institutos de investigación,
universidades y facultades. Hoy endía, trabajamos para el futuro de to-dos, al unirnos con grupos de trabajorelacionados con las Nano partículas.
Con su plataforma de pruebas, FivesCeles desarrolla en asociación con losclientes, sistemas para ofrecerles el ca-lentamiento por inducción el más efi-ciente para las aplicaciones siguien-tes:
Soldaduras, pegados, recocidos, fusio-nes, forjaduras, tratamientos térmicos,laminados de tornillos, calentamientode hilos y cables, calentamiento ysoldadura de tubos, empotramiento encaliente, precalentamiento antes deformar, hornos de grafitización, hor-nos en atmósfera y en vacío, thixofor-ming, fusión de vidrio, fusión en crisolfrío...
Servicio Lector 13
SUMINISTRADO ROBOT DEGRANALLADO BLASTMAN ENALSTOM DE SANTA PERPETUA/ BARCELONA
La empresa finlandesa Blastman Ro-botics a través de su agente en España,Celpap Equipos s.l. ha suministrado en
13FUNDIDORES. OCTUBRE 2010

INFORMACIONES
Alstom de Sta. Perpetua un robot de 8ejes tipo B20 para el granallado de va-gones.
Su facilidad de maniobra y amplia po-sibilidad de programas que permitenautomatizar el granallado de los dis-tintos vagones han permitido un au-mento considerable de la produccióny mejorar la calidad del acabado.
Las condiciones de trabajo son:
Boquillas de 19 mm.
Presión 6,5 bars.
Velocidad de granallado: aprox. 80-120 m2/h/boquilla.
Abrasivo: corindón.
Robot tipo B20 de 8 ejes.
Servicio Lector 14
HEINRICH KREEB GMBH & CO.KG EN LA FERIA DE ALUMINIO2010 DE ESSEN (ALEMANIA
La empresa Heinrich Kreeb GMBH &Co. KG es fabricante de material parael esmerilado y pulido para el trata-miento mecánico de superficies. Susproductos se emplean para el desbar-bado, esmerilado, matizado, cepi-llado y pulido de los más variadosmateriales.
Un sector de gran importancia es eltratamiento de piezas de aluminio.Para ello, la empresa Kreeb fabricadiscos de sisal y cepillos metálicos, asícomo discos para el matizado y el pu-lido de molduras y manetas para auto-móviles, herrajes y perfiles. Tanto enesta área como en otras aplicaciones,Kreeb encuentra la solución a los pro-blemas, produciendo discos adapta-dos explícitamente a las necesidadesdel cliente. Un buen ejemplo lo en-contramos en los cepillos radiales denylon abrasivo, adaptados a cada tipode rueda para el desbarbado de llantasde aluminio. Ya hay varios fabricantesde este tipo de ruedas de gran renom-bre que usan estos cepillos especiales.
Aparte de fabricar en su sede principalde Goeppingen (Alemania), la firmaKreeb también produce en su sucursalbi-flex Birkenstock GMBH & Co. KGen la ciudad de Haan.
En España sus productos son represen-tados por PULE, S.A.
Servicio Lector 15
ARCELORMITTAL: UNINCREMENTO DEL 43%
La cifra de negocio correspondiente alsegundo trimestre de 2010 ascendió a21.700 millones de dólares, lo que su-pone un incremento del 43% con res-pecto a la cifra de negocio de 15.200millones de dólares del segundo tri-mestre de 2009. El crecimiento de lacifra de negocio en el segundo trimes-tre de 2010 con respecto al primer tri-mestre de 2010 se debe al aumento re-gistrado en los volúmenes deexpediciones (+6%) y en los preciosmedios de venta de los productos si-derúrgicos (+9%), impulsados funda-mentalmente por el incremento de losprecios de las materias primas.
El resultado de explotación del se-gundo trimestre de 2010 ascendió a1.700 millones de dólares, frente a700 millones de dólares en el primertrimestre de 2010 y frente a pérdidasde explotación por valor de 1.200 mi-llones de dólares en el segundo tri-mestre de 2009.
El índice de utilización de capacida-des de producción aumentó en el se-gundo trimestre de 2010, situándoseen el 78% frente al 72% en el primertrimestre de 2010
Servicio Lector 16
LA ENERGIA EOLICAOFFSHORE ESTA EN CAMINODE REGISTRAR CIFRAS RÉCORD
Durante el primer semestre de 2010,se conectaron totalmente a la red 118turbinas eólicas nuevas offshore, se-gún las estadísticas que acaba de pu-blicar la Asociación Europea de Ener-gía Eólica. Esas 118 turbinas tienenuna capacidad de 333 MW - muy porencima de la mitad de los 577 MWoffshore instalados el año pasado -, loque demuestra el sólido y continuadocrecimiento de la energía eólica offs-hore a pesar de la crisis financiera. LaEWEA también ha revelado hoy que sehan instalado otras 151 turbinas (440MW), pero que todavía no se han co-nectado a la red.
Había 16 granjas eólicas offshore enconstrucción (con una capacidad totalde 3.972 MW). De dichas granjas, 4 sevolvieron completamente operativas:Poseidon en Dinamarca, Alpha Ven-tus en Alemania, Gunfleet Sands y Ro-bin Rigg en Reino Unido.
Hasta la fecha, en Europa hay 948 tur-binas eólicas offshore repartidas por43 granjas eólicas offshore completa-mente operativas, con una capacidadtotal de 2.396 MW.
Entre los promotores, E.ON Climate yRenewables desarrollaron el 64% de
14 FUNDIDORES. OCTUBRE 2010

INFORMACIONES
la capacidad offshore conectada a reddurante el primer semestre de 2010,seguidos por Dong (21%) y Vattenfal(11%). Entre los fabricantes, Siemensrepresentó el 55% de la capacidadoffshore conectada a red durante elprimer semestre de 2010, seguido porVestas 36% y REpower 9%.
“A pesar de la crisis financiera, laenergía eólica offshore sigue siendouna industria de gran crecimiento”,afirmó Justin Wilkes, director de políti-cas de EWEA. “La cantidad de turbinaseólicas offshore conectadas a la reddurante el primer semestre del añoestá muy por encima de la mitad del
importe total instalado el año pasado yestoy seguro de que este año va a re-gistrar cifras récord.”
“Europa es líder mundial en energíaeólica offshore y el crecimiento conti-nuo - así como la disponibilidad de fi-nanciación - es fundamental para elempleo y la competitividad europeos,así como para la reducción de emisio-nes de CO2”.
Servicio Lector 17
LAS MAYORES PRESTACIONESPARA LA LIMPIEZA DE PIEZASCONSTRUCTIVAS YSUPERFICIES
La limpieza de piezas constructivas ysuperficies es un tema de importanciacapital para la calidad en práctica-mente todos los sectores de la indus-tria productiva, el mantenimiento y laremanufacturación. En los últimosaños, esto ha ocasionado un enormeaumento de los requerimientos de lim-pieza. Por ello, el gasto financiero ypersonal necesario para la limpiezasólo se puede mantener dentro deciertos límites con un concepto delimpieza adecuado a las necesidades.La Feria parts2clean presenta la ofertamás completa del mundo en solucio-nes para una limpieza de piezas eco-
nómica y ecológica, además de repro-ducible e industrial, del 12 al 14 deoctubre de 2010 en el recinto ferial deStuttgart (Alemania).
Desarrollos innovadores a lo largo detoda la cadena de proceso
“Independientemente de que se tratede tareas de limpieza en la industriadel automóvil, de la electrónica, delos semiconductores o los alimentos,de la construcción de maquinaria o deinstalaciones, la tecnología médica, laindustria fotovoltaica, la industria es-pacial o aeronáutica, la tecnología hi-dráulica o neumática, la mecánica deprecisión y la microtécnica o el man-tenimiento y la remanufacturación,parts2clean permite con su ampliaoferta que los usuarios se informen demodo multidisciplinar acerca de la so-lución óptima para ellos. Gran partede las empresas expositoras aprove-chan la feria internacional para pre-sentar sus nuevos productos y servi-cios, además de sus desarrollos”, noscomenta Hartmut Herdin, director ge-rente de la empresa organizadorafairXperts GmbH. Entre ellas secuenta, por ejemplo, una instalacióncompacta de dos vías para la limpiezade piezas de diferentes tamaños y geo-metrías. La instalación dispone encada vía de un sistema de pulveriza-ción y secado libremente programabley ajustable. Una novedad mundial esun innovador sistema rotativo de se-cado por aire caliente que, además deuna reducción considerable de lostiempos de proceso, también contri-buye a una significativa mejora de laeficiencia. En el sector de la limpiezapor plasma y CO2, los expositorestambién le esperan con productos in-novadores, como los fluidos de lim-pieza. Para la tarea, cada vez más im-portante en muchos sectores, delcontrol y documentación de la lim-pieza, por ejemplo conforme a lanorma VDA 19, los expositores tam-bién tienen preparadas algunas nove-dades, entre las que se encuentra unasolución para la medición tridimen-
sional de partículas. De conseguir unplus de rentabilidad y seguridad deproceso se encargan así mismo otrosdesarrollos innovadores en el sectorde la tecnología de filtrado y prepara-ción, así como en la automatización.Si se trata de la protección anticorro-sión, conservación y embalaje de pie-zas y superficies ya limpias, los expo-sitores del área de productosCOROSAVE le ofrecen variadas solu-ciones que garantizan que las piezas,bien protegidas de acuerdo con susnecesidades, puedan ponerse a dispo-sición del siguiente paso de proceso,montaje o uso final con la calidad ne-cesaria.
Servicio Lector 18
LOS NUEVOS TERMOMETROSPORTÁTILES CYCLOPS FIJANNUEVOS ESTANDARES PARAMEDIDA INFRARROJA EN ALTATEMPERATURA
Los termómetros infrarrojos portátilesCyclops de Land Instruments Interna-tional han fijado los estándares en me-dida de temperatura sin contacto a al-tas temperaturas durante dos décadasy el nuevo termómetro portátil Cy-clops 100 supera estos estándares in-dustriales.
Hay dos modelos disponibles, Cy-clops 100 y Cyclops 100B. Ambos ter-mómetros proporcionan comunica-ción serie RS232C. El Cyclops 100Btambién ofrece conexión sin cablesBluetooth.
15FUNDIDORES. OCTUBRE 2010
INFORMACIONES
Estos innovadores termómetros portáti-les utilizan las últimas técnicas de pro-cesamiento de señal digital para pro-porcionar una lectura rápida, fiable yprecisa en un rango de 550 a 3000ºC.
Su configuración flexible y simple, in-dependiente del idioma y su menú poriconos hacen del C100 un sistema ex-tremadamente fácil de utilizar.
El panel gráfico multifunción retroilu-minado proporciona una indicacióndel estado del termómetro y configu-ración, junto con indicación simultá-nea de temperatura en continuo, pro-medio, máximo y mínimo. El modoseleccionado por el usuario se mues-tra también en el visor.
El sistema óptico reflex de precisiónproporciona un campo de visión estre-cho (180:1, 98% de energía), permi-tiendo definir claramente la medida aaltas temperaturas de objetos tan pe-queños como 4.8mm a 1m de distancia.Objetos con un diámetro más pequeño0.4mm. pueden medirse utilizando len-tes de enfoque corto opcionales.
La longitud de onda corta de trabajo,1.0 micra, con filtro espectral avan-zado, ha sido cuidadosamente selec-cionado para reducir al mínimo loserrores derivados de una emisividadincierta y los efectos de los compo-nentes de vapor atmosféricos.
Con emisividad ajustable extendidahasta 1.20, el Cyclops 100 puede pro-gramarse para proporcionar compen-sación de reflectividad de objetos enambientes más calientes.
Proporciona diferentes modos de ad-quisición de datos. El C100 ofrece elmodo clásico, histórico y rápido (hasta35 lecturas por sg.) de registro al soft-ware opcional DL-1000 vía conexiónpor cable a la iPAQ HP o al PC. ElC100B proporciona además adquisi-ción de datos sin hilos mediante Blue-tooth.
El Cyclops 100 proporciona al usuarionumerosos beneficios como: no con-
taminación interferencia o perjuicio alproceso o al material a medir; ayudaal control de calidad del producto, in-cremento de producción.
Tiene un diseño robusto, ideal parauso en la industria de la siderurgia, vi-drio, refractarios, tratamiento térmi-cos, semiconductores y muchas másaplicaciones.
Servicio Lector 19
MAGNETIC ANALYSISCORPORATION SE EXPANDE AUNA PLANTA NUEVA
Después de más de 40 años en MountVernon, Nueva York, Magnetic Analy-sis Corporación, un fabricante líder desistemas de pruebas sofisticadas paralos fabricantes de metal en todo elmundo, se traslada a una planta másgrande en el 103 Fairview Park Drive,Elmsford, Nueva York. La mudanzaestá prevista para principios del otoñode 2010.
Las nuevas instalaciones proporciona-rán un aumento de 80% en el espacio,ampliando enormemente nuestra ca-pacidad de fabricación y montaje degrandes sistemas de inspección y mos-trarlos a los clientes, la compañía se-ñala presidente Joseph Vitulli. Estemovimiento es fundamental paranuestra estrategia de ofrecer la másalta calidad de los equipos de pruebapara satisfacer las crecientes deman-das de la inspección de tubos, barras,alambres y otros componentes de me-tal a través del mundo.
La compañía preve desplazar a susempleados de la fábrica de MountVernon a Elmsford, donde ocuparáaproximadamente 4.366 metros cua-drados de espacio para su sede, la in-vestigación, ingeniería y operacionesde fabricación, con 2.415 metros cua-drados destinados a producción ymontaje. La nueva ubicación, a 40 ki-lómetros del centro de Manhattan,
tiene fácil acceso a la Interestatal 287y otras carreteras importantes en elNueva York / Nueva Jersey / y Con-necticut. Es también estratégicamentesituado para facilitar el envío de lossistemas de ensayo general a través delos aeropuertos de Nueva York y lospuertos marítimos de la zona a desti-nos nacionales e internacionales.
Fundada en Long Island City, NuevaYork, en 1928 para desarrollar equi-pos de pruebas no destructivas, Mag-netic Analysis desarrollado el primersistema de fabricación utilizando elelectromagnetismo para detectar fallasen los productos de acero sin destruiro dañar el producto bajo prueba. En1934, la compañía introdujo el primermedidor no destructivos para detectarfisuras en las barras de acero.
Desde entonces, la compañía ha cre-cido hasta convertirse en una impor-tante fuente de sistemas de inspecciónsobre ensayos no destructivos para me-tales a través del mundo, con plantasde fabricación situadas en Ohio y Sue-cia, las filiales en el Reino Unido, Italia,Australia y Suecia, y una Oficina de Re-presentación en China. Tecnologías deprueba ahora incluyen las corrientes deFoucault, ultrasónico, y fuga de flujomagnético que permiten una detecciónprecisa de los defectos y las condicio-nes de una gama de productos inclu-yendo tubo pesado y espeso para latransmisión de energía, barra y tubopara aplicaciones de automóvil, chapade acero y otros. Los componentes adi-cionales de inspección, como cintastransportadoras, sistemas de alimenta-ción, y controles automáticos tambiénson ofrecidos por la empresa. A travésde su red de representantes con expe-riencia, sistemas móviles de inspeccióny los servicios técnicos están tambiéndisponibles en un número de países,entre ellos, Argentina, Brasil, Chile,México, España, Rusia, Ucrania, Tur-quía, Sudáfrica, Tailandia, Corea e In-dia
Servicio Lector 20
16 FUNDIDORES. OCTUBRE 2010

Ya han pasado dos años desde que AMV Soluciones In-formáticas lanzó al mercado su aplicación AMV Alea. Suobjetivo: eliminar los tediosos cálculos necesarios paraseleccionar los materiales de carga en fundición y pro-porcionar de forma instantánea una solución que, nosólo cumpla los límites de elementos impuestos por lasnormas o requeridos por cada cliente, si no que lo hagacon la garantía de que no existe otra más económica. Porsupuesto, respetando todas las condiciones adicionalesimpuestas por el usuario y llevando control de stock deforma sencilla y precisa.
Desde entonces, son cada vez más las empresas que yase están beneficiando de las ventajas de su utilización.Ha sido implantada en fundiciones del País Vasco, Na-varra, Galicia, norte de Portugal y Cantabria, en materia-les tan variados como el acero, bronce o aleaciones enbase estaño y plomo. Recientemente ha entrado en lati-noamérica en países como México, Chile o Ecuador yAMV Soluciones prevé una ampliación de mercado acorto plazo a países de habla no hispana.
La acumulación de experiencias durante este perido hapermitido mejorar la aplicación y verificar el cumpli-miento de todas las expectativas que se habían deposi-tado sobre ella durante su desarrollo. Estas expectativasse han concretado en BENEFICIOS PROBADOS, entrelos que podemos destacar:
1. Precisión: Mejores ajustes de composición, elimina-ción de errores y adaptación inmediata a la produc-ción de nuevas aleaciones.
2. Facilidad de uso: El tiempo de aprendizaje de su ma-nejo es mínimo, permitiendo sacarle rendimientodesde el primer momento de su implantación.
3. Ahorro de dinero: Este es uno de los pilares de AMVAlea. Puede llegar a sorprendernos con solucionesque suponen ahorros de un 40% respecto a las op-ciones asequibles por otros métodos de cálculo.
4. Ahorro de tiempo:
• En producción: Las cargas se seleccionan en déci-mas de segundo.
• En ventas: Facilita la estimación de costes de caraa la elaboración de ofertas a clientes.
• En compras: Permite valorar la rentabilidad de lasdistintas materias primas disponibles en el mer-cado de forma rápida.
5. Personalización: Cada fundición puede hacer uso desu Know-How mediante la definición de plantillascon indicaciones de restricciones para cada tipo dematerial, la anticipación de mermas de elementos enlos distintos hornos, etc.
6. Fiabilidad: AMV Alea es capaz de para analizar todaslas soluciones posibles, algo impensable con métodostradicionales, y elegir la mejor de entre todas ellas.
7. Máximo aprovechamiento de rertornos: Permite darsalida a cualquier tipo de retorno, independiente-mente de la complejidad de su composición y de ladisimilitud con la aleación buscada.
8. Amortización inmediata: Se ha comprobado que suplazo de amortización, siempre en función de la ca-pacidad de producción, es a menudo inferior a lostreinta días.
9. Independencia: Una vez configurada la aplicación,cualquier usuario con una experiencia mínima en sumanejo podrá seleccionar las cargas para cualquieraleación, incluso para aquéllas que se produzcan porprimera vez.
10. Garantía de calidad: AMV Alea supone una herra-mienta transparente y precisa de cara a garantizarnuestro método de selección de cargas ante clienteso auditores.
AMV Soluciones Informáticas ofrece una versión deprueba de esta aplicación totalmente operativa duranteTREINTA DÍAS, con formación y asesoramiento gratuito,para que el usuario pueda contrastar por sí mismo los be-neficios aquí expuestos.
Además, AMV es también experta en personalización deaplicaciones y conexión de las suyas a bases de datos ex-ternas. Por ello, incluye entre sus servicios la posibilidadde conectar Alea a cualquier aplicación de gestion destocks o leer de forma automática los datos de composi-ción obtenidos por el espectrómetro, evitando de estemodo duplicidades en la introducción de datos y elimi-nando los errores inevitables en su tratamiento manual.
Servicio Lector 30 ■
17FUNDIDORES. OCTUBRE 2010
SOFTWARE AMV ALEA PARA PREPARACIÓN DE CARGAS: BENEFICIOSPROBADOS

Colada automática de moldes, posicionamiento automá-tico, cuchara de colada y control de volqueo, calenta-miento por plasma en cuchara de colada, monitor deinoculación, dosificador de inoculante, medición detemperatura en chorro.
AUTOMATIZACION DE COLADA YCALENTAMIENTO POR PLASMA EN LINGOTESESPECIALES (ESPAÑA)
En Marzo de 2010, LINGOTES ESPECIALES otorgó a SERTun pedido para equipar y automatizar una nueva cucharade colada con su sistema de colada automática y calenta-miento por plasma para su instalación en su fundición deValladolid. La cuchara de colada así como su sistema devolqueo se han instalado en una línea de moldeo automá-
tico Disamatic 230X conhierro gris. La cuchara decolada y su sistema de vol-teo están fabricados local-mente. El conjunto de laautomatización de coladaestá diseñado y suminis-trado por SERT.
Detalle del suministro de SERT:
• Posicionamiento automático de cuchara con sistemaMAGELLOR.
• Relleno automático de cuchara (por medios de senso-res de peso).
• Sistema de colada automática UCERAM:
– Conjunto de 2 cámaras OPTONUM (colada y postcolada).
– Controlador adaptativo.
– Conjunto de accionamiento de stoppereléctrico/mecánico DEM-MQS.
• Software de almacenamiento y análisis de datos UCE-LOG.
• Alimentador de inoculante en chorro dinámico INO-FEED.
• Detector de presencia de inoculante en chorro INO-CHECK.
• Medidor óptico de temperatura en chorro TEMPS-TREAM.
• Calentamiento por arco de plasma para estabilizaciónde temperatura en bañera.
Con este proyecto SERT cuenta con dos instalacio-nes de calentamiento por plasma en
España :
– Fuchosa: horno de co-lada presurizado conhierro nodular.
– Lingotes Especiales: cu-chara de colada conhierro gris.
Servicio Lector 31 ■
18 FUNDIDORES. OCTUBRE 2010
AUTOMATIZACION DE COLADA EN CUCHARAY CALENTAMIENTO POR PLASMA

Gracias a sus innovadores sistemas de impresión 3D,que permiten la producción rápida, automática y sin he-rramientas de piezas de plástico de alta calidad, voxel-jet technology GmbH se ha labrado un nombre entre losfabricantes de prototipos y series limitadas. Ahora, lasconocidas máquinas VX500 y VX800 están disponiblesen una versión de alto rendimiento, sus datos técnicosson realmente extraordinarios.
Voxeljet tiene una larga tradición de superación de fron-teras, innovación de procedimientos y de mejorar lo ex-celente. No en vano, el especialista en fabricación digitalde Augsburgo cuenta entre las 100 empresas más innova-doras de Alemania. Gracias a las nuevas versiones de altorendimiento de los sistemas de impresión 3D en plástico,la empresa volverá a hacerse digna acreedora de este dis-tintivo. Una gran ventaja para los clientes: con su estruc-tura modular, las máquinas estándar en uso se pueden re-equipar y ampliar de forma sencilla y económica.
“Queremos ofrecer a nuestros clientes una seguridadmáxima en sus decisiones de inversión”, señala el direc-tor comercial de voxeljet, el Dr. Ingo Ederer. “Por eso,nuestros sistemas de impresión 3D tienen una estructuramodular y están diseñados de forma que puedan adap-tarse en cualquier momento a las últimas novedades tec-nológicas. Un ejemplo concreto: si es necesario, losusuarios pueden reequipar sus VX500 a un equipoVX500 HD. De igual forma, pueden reequipar un VX800para convertirlo en una máquina VX800 HP. De estaforma, nuestros sistemas se pueden adaptar fielmente alas necesidades y exigencias de nuestros clientes.”
Por supuesto, los reputados sistemas de impresión 3DVX500 y VX800 permanecen en el catálogo, ya que lacapacidad de esta maquinaria estándar es óptima para
gran número de usos. Estas impresoras estándar consi-guen una alta velocidad de moldeado. En tan sólo 35 se-gundos crean una capa completa. La calidad de las su-perficies de las piezas responde a los más altos perfilesde calidad.
PARA LOS MAS EXIGENTES: VX500 HD Y VX800 HP
Los modelos nuevos VX500 HD y VX800 HP están desti-nados para la creación de piezas en las que es necesariauna alta precisión de detalles y una representación alta-mente fiel de contornos. Además, la impresora de for-mato grande VX800 HP consigue (en comparación conla versión estándar) velocidades de moldeado muchomás elevadas con una resolución notablemente mejo-
19FUNDIDORES. OCTUBRE 2010
SISTEMAS DE IMPRESION 3D EN VERSIONES DE ALTO RENDIMIENTO

rada. El grosor de capa que se obtiene con un pase es de100 micrómetros, el tiempo de construcción de capas esinferior a 20 segundos. De esta forma, esta impresora dealto rendimiento prácticamente duplica la velocidad dela máquina estándar. Otra ventaja: las piezas creadas tie-nen unas mejores propiedades mecánicas.
El secreto de este rendimiento está tanto en el uso de pro-cedimientos de creación de capas de alta precisióncomo en el uso de una tecnología de impresión innova-dora. Para la creación de una pieza se requieren variosmiles de procesos de creación de capa y cada uno deellos se debe ejecutar con absoluta precisión. Cada capadebe tener exactamente el mismo grosor, espesor y es-tructura. Para lograrlo, voxeljet trabaja con un meca-nismo patentado que desplaza en oscilaciones un depó-
sito de polvo con una ranura dispuesta en el sentido delrevestimiento. En el proceso, el polvo se licua en el de-pósito y fluye homogéneamente a través de la ranura so-bre la base de moldeado. La punta montada en el depó-sito nivela el volumen de polvo al nivel establecido ygarantiza una compactación idónea de las partículas.
El fabricante alemán también define nuevos estándaresen tecnología de impresión. Tanto el VX500 HD como elVX800 HP utilizan cabezales de impresión de nuevo de-sarrollo. El cabezal de impresión extra grande de la im-presora de gran formato VX800 HP tiene un ancho de450 milímetros y una extraordinaria resolución de 600ppp. Hasta ahora se utilizaban 1.024 boquillas. El nuevocabezal incorpora 10.600, que garantizan una absolutaprecisión en la aplicación del fijador PolyPor. En ambosmodelos, se utiliza un nuevo tipo de fijador que contri-buye de forma decisiva al mayor rendimiento de lanueva generación de impresoras.
“Gracias a la ampliación de nuestro catálogo de impre-soras en plástico 3D, disponemos de la solución idealpara cada necesidad de uso. El VX500 y el VX800 de ma-yor tamaño permiten aprovechar de forma eficaz todaslas posibilidades de los nuevos procesos de fabricación.Además, si surgen nuevas necesidades, la máquina sepuede ampliar gracias a la posibilidad de actualización.Del mismo modo, los usuarios con altas necesidadespueden recurrir desde un principio al extraordinario ren-dimiento de las versiones VX500 HD o VX800 HP”,afirma el Dr. Ingo Ederer.
Servicio Lector 32 ■
20 FUNDIDORES. OCTUBRE 2010
BREVES
EXPECTATIVAS DE AMT EN
CCMT 2010 EN CHINA
Las empresas expositoras presentarán
en CCMT los desarrollos de producto
que han realizado en estos dos años, con
el objetivo de dar soluciones a los usua-
rios: de mecanizado, de amarre, de mo-
vimiento, etc. Estos desarrollos han per-
mitido asimismo que se amplíen los
sectores destino de las empresas que
componen el sector de accesorios, com-
ponentes y herramientas de corte.
China, como país consumidor de acce-
sorios, componentes y herramientas, ha
venido ganando posiciones en los últi-
mos años. Actualmente es el cuarto
mercado en volumen de exportaciones y
primer país destino de los productos de
AMT fuera de la unión europea. Así, los
fabricantes de accesorios, componentes
y herramientas han aumentado sus ven-
tas en China un 445% en el periodo2004 a 2008, alcanzando los 5.4 millo-nes de euros.
El elevado consumo en maquinaria al queno pueden hacer frente tan sólo con la pro-ducción nacional, así como el desarrollode nuevos sectores de alto contenido tec-nológico como el aeronáutico, ha brin-dado la oportunidad de aumentar la pre-sencia de la empresa española en aquellossegmentos de alta calidad y asesoría en loscuales es más competitiva.

Aunque sea un equipo muy “primitivo” o antiguo, en laindustria de la fundición férrica, el cubilote sigue siendoen la actualidad un aparato para fundir hierro eficaz ypráctico y su vigencia está establecida por sus buenos re-sultados metalúrgicos y su capacidad de “digerir” unaamplia gama de materiales, que en principio son pocoreciclables con otros sistemas de fusión y obtener deellos otras piezas nuevas con calidad exigida.
Las chatarras, que se introducen como materia prima,contienen restos carbono-orgánicos y compuestos clora-dos o fluorados como son aceites, pinturas, plásticos deltipo PVC, etc., lo que da lugar a que los gases de salidade los cubilotes contengan ciertas cantidades de dioxi-nas o furanos (PCDD y PCDF).
Como es ya conocido la OMS clasificó en 1.997 a estoscompuestos químicos como “carcinogénicos humanos”y la agencia estadounidense EPA establece, que una in-gestión (por cualquier vía) y durante toda la vida de unser humano de sólo 0,1 pg/kg de peso, pueden hacerlecontraer cáncer con un grado de probabilidad de 1 entre1 millón de personas.
Estos compuestos químicos son muy persistentes ya queno se degradan, prácticamente, en el medio ambiente yson acumulativos en los tejidos grasos de animales o deseres humanos.
Por todo ello, las legislaciones medio ambientales, deprácticamente todo el mundo, establecen límites de emi-sión muy estrictos que son del orden de 0,1 ng/Nm3 degases emitidos.
Conviene recordar que para que se formen este tipo decompuestos se tienen que dar varias condiciones, que enlos gases de los cubilotes se dan habitualmente, como son:
Presencia en los gases de:
• COV´S
• Iones de Cl- o F-
• Oxigeno
• Metales pesados como cobre, etc.(que actúan comocatalizador) y además :
• Temperatura del flujo de gases inferior a 500ºC
• Tiempo de residencia para producirse su formación.
También hay que tener en cuenta que si bien a tempera-turas por encima de 850ºC las posibles dioxinas forma-das se destruyen, al descender dicha temperatura deforma progresiva, sobretodo en el rango de 250 a 450ºC,se vuelven a formar, nuevamente.
Aunque en los cubilotes, se dan dichas condiciones, se-gún cuales sean las materias primas que se utilicen, segeneran cantidades muy variables de dioxinas y aunque
21FUNDIDORES. OCTUBRE 2010
LA ELIMINACIÓN DE DIOXINAS EN GASES DE CUBILOTES
en los gases de salida, habitualmente, llegan a estar porencima de los umbrales legales citados en cualquier casono alcanzan niveles exagerados (como máximo son de 5a 7 ng/Nm3 ) es decir, son inferiores que los niveles quese dan en otro tipo de aplicaciones, como por ejemplo,en filtración de gases de incineración, pero en todo casosi se precisa de su eliminación.
FIVEMASA tiene desarrollado y aplicado un procedi-miento sencillo y eficaz para evitar que estas sustanciasen estas aplicaciones se emitan a la atmósfera. Consis-tente en introducir dentro del caudal de gases aspiradosy a depurar, justo antes del propio equipo separador departículas, es decir, del filtro de mangas, polvo de carbónactivo de lignito de una superficie específica determi-nada y en cantidades adecuadamente dosificadas segúnnecesidades, mediante un sistema de inyección.
Este polvo de carbón es convenientemente pulverizado,e introducido a contracorriente como una nube dentrodel flujo de gases y adsorbe muy rápidamente los com-puestos orgánicos formados como dioxinas o furanos oincluso “precursores” de los mismos. Este es un procedi-miento probado que resuelve muy eficaz, sencillo ypráctico.
Teniendo en cuenta que el consumo de carbón activonecesario no es muy grande tampoco en el filtro se re-coge una mayor cantidad significativa de residuos sóli-
dos, , ye tampoco exige excesivas necesidades de espa-cio ni de reformas para su instalación.
En una instalación de depuración de gases de cubiloteexistente en España que años atrás realizo FIVEMASA, seha instalado, en fechas recientes, un sistema de adsor-ción como el descrito con resultados excelentes en dio-xinas con valores del orden de 0,005 a 0,010 ng/Nm3
corregidos al 11% de oxigeno es decir, 10 veces meno-res que la exigencia legal, según resultados de medicio-nes realizadas por una Entidad Oficial.
FIVEMASA es una empresa española, creada hace másde 30 años, es pionera en el campo de la depuración degases y tiene tecnología propia y experiencia probada enaplicaciones que requieren un alto grado tanto de efica-cia o rendimiento como de fiabilidad para este tipo deaplicación concreta como para otras no solo en sectorde la fundición férrica como también en la fundición noférrica (aluminio, etc), en ferroaleaciones, en incinera-ción de residuos (hospitalarios, biomasa, etc.), etc.
Las referencias que tiene FIVEMASA no sólo se refieren aequipos o equipamientos fabricados para diferentes apli-caciones sino que mas específicamente desarrolla insta-laciones o proyectos completos en los que su alcance seajusta o adapta a las necesidades o criterios que estable-cen o solicitan sus clientes.
Servicio Lector 33 ■
22 FUNDIDORES. OCTUBRE 2010
BREVES
LA QUIMICA ESPAÑOLA,PROTAGONISTA EN ELMAYOR EVENTOCIENTIFICO DEL SECTORDE LOS ESTADOS UNIDOS
El Congreso de Ingeniería Química delMediterráneo promueve la participa-ción de seis expertos españoles comoponentes
10/02/ Químicos (AIChE, en sus siglasen inglés), que se celebra del 21 al 25 demarzo en San Antonio (Texas), dedicauna sesión a la situación de la químicaespañola en la que participarán seiscientíficos españoles en una iniciativaimpulsada por la Sociedad Españolade Química Industrial e IngenieríaQuímica (SEQUI) y el Congreso de In-geniería Química del Mediterráneo.
Gracias a las gestiones realizadas por ladirección del Congreso, que se celebracada tres años en el marco de Expoqui-mia, y de SEQUI, los asistentes al con-greso de primavera de AIChE -entidadque cuenta con 43.000 asociados de 90países de todo el mundo- podrán conocerde primera mano los últimos avances lo-grados por la industria química españolaque, en estos momentos, ha logrado ungran prestigio en los Estados Unidos.
La jornada “España: tendencias en ener-gía e investigación biológica” ha sido or-ganizado por el Congreso de IngenieríaQuímica del Mediterráneo y SEQUI ytendrá lugar el día 22 de marzo con laparticipación de seis reputados químicosespañoles.
La primera ponencia será presentada porFernando Fernández de Troconiz, expresidente de la Comisión Nacional de
Energía Eléctrica, y tratará sobre la ener-gía eólica como energía alternativa y nocontaminante. Seguidamente, el profesorde la Universidad de Salamanca, MiguelÁngel Galán, mostrará los últimos avan-ces en la generación de combustible bio-diesel a partir de microalgas. La doctoraen ingeniería química por la Universidadde Salamanca, Eva Martín del Valle, ex-plicará el desarrollo de nuevas tecnolo-gías en aplicaciones biomédicas. Trasella, el doctor Santiago Esplugas de laUniversidad de Barcelona dará a conocercómo se utilizan los procesos fotocatalí-ticos para la extracción de elementoscontaminantes del agua. Por último, elprofesor Hermenegildo García, del Insti-tuto de Tecnología Química de la Uni-versidad Politécnica de Valencia, diser-tará sobre la catalisis en la llamadaquímica verde.

En la industria de la fundición férrica se están utilizandovarios sistemas para la producción de hierro liquido yaunque, obviamente, todos generan gases que deben serdepurados ,son muy diferenciados y por ello planteanproblemáticas distintas para su captación y filtración.
Genéricamente se pueden agrupar en cuatro grandes fa-milias:
– Hornos de inducción eléctrica (de frecuencia red ymedia frecuencia).
– Hornos de arco eléctrico.
– Hornos rotativos
– Cubilotes
Se da a continuación una semblanza resumida de las ca-racterísticas básicas de cada tipo de horno y de las de susequipos de depuración correspondientes.
HORNOS DE INDUCCIÓN
Pueden ser de frecuencia red y media frecuencia, con ta-maños y capacidades de producción muy variables(desde menos de 300 kg/h a más de 18 Tm/h).
La captación de gases se hace mediante campanas sobrela boca del horno que pueden adoptar diseños o formasdiversas (anulares, adosadas y basculantes, superiores ygiratorias, etc.) aunque en Europa lo más común suelecorresponder a diseños de campanas adosadas y bascu-lantes.
El caudal a aspirar se determina en función de las carac-terísticas y tamaño del horno y también del tipo de ma-teria prima que utiliza o si realiza procesos directos deafino o nodulización, etc. Su sistema de depuración pre-
cisa de una separación previa de partículas gruesas (quepueden ser incandescentes) y seguidamente un filtro demangas.
Por el sistema de fusión y tipo de materia prima que uti-lizan no suelen generarse dioxinas pero si hay metalespesados ya que suelen utilizar para fundir chatarra de au-tomoción, rica en zinc, por lo que los niveles de emisiónde partículas que se exigen en Europa suelen estar pordebajo de los 10 mg/Nm3.
HORNOS DE ARCO ELÉCTRICO
Su tamaño también es muy variable aunque el el sectorde la fundición no es habitual utilizar hornos con pro-ducciones mayores de 6 a 8 T/h.
Al igual que lo indicado con los hornos de inducción elcaudal que es necesario aspirar es función de las carac-terísticas y tamaño del horno, sistema de captación utili-zado y también del tipo de materia prima.
Dado que no suelen ser muy grandes, el sistema de cap-tación más habitual que se utiliza es por campana supe-rior móvil o por campana adosada (side draft) y en raraocasión por 4º agujero o con cerramiento completo (doghouse).
Su sistema de depuración es muy similar a los de induc-ción, es decir preseparador y filtro, aunque aquí, dado supropio proceso de producción, el tipo de chatarras queutilizan y la inyección de oxigeno, si se debe considerarque habrá formación de dioxinas que, obviamente, ha-brá que eliminar. Los niveles de emisión en Europa sue-len estar por debajo de los 10 mg/Nm3 para partículas y0,1 ng/Nm3 para dioxinas.
23FUNDIDORES. OCTUBRE 2010
DEPURACIÓN DE GASES DE EQUIPOS FUSORES

HORNOS ROTATIVOS
También en este tipo de hornos su tamaño es muy varia-ble en 1 y 18 T/h, y suelen utilizar combustible gaseoso(gas natural) y también se da la formación de dioxinas.
La captación de gases es directa por la boca de salida delhorno y estos pueden alcanzar temperaturas elevadas yel sistema de depuración que se utiliza similar a los an-teriores. Es decir, preseparadores y filtros de mangas aun-que también puede ser necesario que se precise para suenfriamiento hasta la temperatura que admita el materialde filtración colocar intercambiadores de calor o preversu diluyción con aire exterior. También se da la forma-ción de dioxinas que deberán eliminarse y los niveles deemisión exigidos son similares a los anteriores hornos
CUBILOTES
Existen, básicamente, 2 tipos de cubilotes:
– de viento frío para producciones no superiores a 7/8T/h
– de viento caliente para largas campañas y con pro-ducciones mayores alcanzando tamaños muy grandes(60/80 Tn/h)
Los de viento frío no recuperan el calor de los humos yemiten monóxido de carbono que se deberá quemar enla salida antes de depurar. Su sistema de depuración esmuy parecido al de los hornos rotativos.Sin embargo losde viento caliente recuperan dicho calor y no tienen eseproblema pero se requieren instalaciones de depuraciónde gases más complejas.
También en ambos tipos de cubilotes se da la formaciónde dioxinas y los niveles de emisión exigidos son simila-res a los anteriores hornos
FIVEMASA con más de 30 años de experiencia en elcampo de la depuración de gases, esta dotada con tec-nología propia y posee innumerables referencias en to-dos los sistemas de fusión descritos, siendo pionera enlograr resultados de niveles de emisión de partículas ydioxinas por debajo de las, cada vez mayores, exigen-cias de las autoridades medioambientales.
Servicio Lector 34 ■
24 FUNDIDORES. OCTUBRE 2010
BREVES
DUPONT TITANIUM
TECHNOLOGIES ANUNCIO
UN ALZA DE PRECIOS PARA
TODOS LOS GRADOS DE
DIOXIDO DE TITANIO (TIO2)
TI-PURE(R) DE DUPONT(TM)
VENDIDOS EN AMÉRICA
LATINA.
Efectivo desde el 1 de abril de 2010, o se-gún lo permita el contrato, los precios netosen América Latina aumentarán en $150(USD) por tonelada métrica.
DuPont Titanium Technologies es el ma-yor fabricante mundial de dióxido de tita-nio, y atiende a clientes a nivel internacio-nal en las industrias de los revestimientos,el papel y los plásticos. La compañía operaplantas en DeLisle, Mississippi; NewJohnsonville, Tennessee; Edge Moor, De-
laware; Altamira, México; y Kuan Yin,Taiwán; todas las cuales usan el procesode fabricación de cloruro. La compañíatambién opera una mina en Starke, Flo-rida. Tiene centros de servicio técnico enPaulinia, Brasil; Ciudad de México, Mé-xico; Mechelen, Bélgica; Dzerzhinskiy,Rusia; Kuan Yin, Taiwán; Ulsan, Corea;Shanghai, China; y Wilmington, Dela-ware, para atender los mercados de Amé-rica Latina, Europa, el Oriente Medio,Asia y Norteamérica.

FAED produce aceros al carbono,aceros de baja aleación, acerosinoxidables martensíticos y ausen-tísicos, dúplex y súper dúplex, ace-ros refractarios, aleaciones de ace-ros especiales y altamente aleados.
Moldeo: Fundición en arena quí-micamente aglomerada con feno-lico alcalino, utilizando modelos de madera o poliesti-reno. Moldeo manual de series medias o unitarias, depequeñas y grandes piezas. Rangos de 5 a 9.000kg.
SECTORES:
– Matriceria: Conseguido una alta especialización,compartimos soluciones con nuestros clientes, siendoun referente en el mercado nacional y europeo. Late-rales, Pisadores, Machos, Carros, Cuchillas.
– Control de fluidos: Piezas en diferentes calidades,para todo tipo de válvulas y bombas, piezas unitariasy series cortas.
– Generación de energía: Piezas con altas exigenciastécnicas, como válvulas, bombas, energías de tipo:Hidroeléctrica, térmica, nuclear.
– Plantas siderúrgicas: Componentes habituales Am-puesas, sectores, etc.
– Construcción Naval: Arbotan-tes, Bocinas, Trocolas, Cabiro-nes, Barbotéense, (homologa-ción por GL, BV y LR)
– Minería y obras públicas: Car-casas de Reductores, Parrillas,Martillos, Placas de impacto,Mandíbulas.
– Turbinas: Hidroeléctricas (Kaplan, Francis, Pelton),Palas, Directrices, Bandas, Coronas.
Capacidad productiva de 3.800 tn/año, capacidad depieza según sectores hasta 9 toneladas netas, 4 hornos defusión eléctricos de inducción y cajas máximas de 5.000x 3.500 mm. Tratamientos térmicos eléctricos con trescapacidades de carro, 4000x3000x1700,3000x2000x1500 y 1200x700x800.
Acabado superficial con granalla de acero, granalla deinoxidable, arena y bajo requerimiento pintado de piezao imprimación antioxidante para transporte.
FAED ha establecido, documenta, aplica y mantiene unsistema de calidad conforme a los requisitos de la normaISO 9001: 2000. Además cuenta con las homologacio-nes del Lloyd’s Register y del Germanische Lloyd’s.
FAED utiliza la tecnología más avanzada, de esta ma-nera, cuenta con software de simulación .
Servicio Lector 35 ■
25FUNDIDORES. OCTUBRE 2010
FAED FUNDICIONES DE ACEROS ESPECIALES

26 FUNDIDORES. OCTUBRE 2010
LA SOLUCION COMPLETA AL PROCESO DE FUNDICION PARA ZINC: ECONOMICO, EFICIENTE Y PRODUCTIVO

27FUNDIDORES. OCTUBRE 2010

28 FUNDIDORES. OCTUBRE 2010

29FUNDIDORES. OCTUBRE 2010
30 FUNDIDORES. OCTUBRE 2010

31FUNDIDORES. OCTUBRE 2010
BREVES
SOFTWARE HALCON:INFAIMON MUESTRA LAPOTENCIA DE ESTEESTÁNDAR DE VISIÓNARTIFICIAL
En la feria BIEMH 2010 INFAIMON haexpuesto ejemplos de aplicaciones utili-zando el sofware HALCON, el entorno
de programación para visión industrialmás extendido a nivel mundial. La flexi-bilidad de HALCON permite un rápidodesarrollo de aplicaciones con un costereducido. De la misma forma, al ser unentorno fácilmente configurable, permitedar solución tanto a necesidades de vi-sión industrial como de procesado deimagen, incluyendo un gran número de
herramientas para trabajar en 3D. HAL-CON proporciona soluciones de altasprestaciones, siendo completamente fun-cional, tanto en avanzadas plataformasMulti-Core como en distintos formatosde hardware de proceso, permitiendo in-cluso la utilización de HALCON en cá-maras inteligentes sin la necesidad de uti-lizar un PC como unidad de proceso.

32 FUNDIDORES. OCTUBRE 2010
Los resultados del estudio sólo representan valores de referencia para aleacio-nes estándar. En la práctica, hay ocasiones en que pueden aparecer resultadosalgo diferentes como por ejemplo, cuando no es posible trabajar de modo inin-terrumpido o si la calidad del material de retorno se reduce por impurezas oalto porcentaje de laminillas. La extracción meticulosa de escorias del metalsobre la mesa de fusión desempeña un papel importantísimo. El análisis proto-calario de turnos mostró un decrecimiento de hasta 0,5 % del rendimiento delmetal comparado con la medición de referencia. En el caso de lingotes puros,la disparidad se muestra, tendencialmente, algo menor; con porcentaje ele-vado de material de retorno, algo más alto.
CONSUMO ENERGÉTICO Y POTENCIAL ECONOMICO
El consumo energético de los hornos de cuba depende enormemente de los di-ferentes conceptos de hornos que se encuentran en el mercado. En estudios in-dependientes se los sitúa entre 580 y 900 kWh/t de aluminio [1]. En general, elconsumo de energía depende del tamaño del horno, la temperatura de coladaen el baño como así también del material a utilizar (aleación, tamaño). En elcaso del StrikoMelter® con cuba ETAMAX® mencionado anteriormente, Striko-Westofen garantiza un consumo en marcha permanente de 600 kWh/t a tem-peratura de fusión de 720° C. Esto se aplica a la utilización de lingotes y mate-rial de retorno en trozos.
Para la reducción del consumo de energía en los hornos de cuba, las medidasa continuación deberían estar presentes o, de ser necesario, ponerse en prác-tica :• Buen aprovechamiento del horno; de ser posible, modo de funcionamiento
continuo• Adaptación del tamaño de la cuba al material de carga. De ser necesario,
deberá agrandarse la cuba• Automatización de la carga• Instalación de un láser en la cuba para el control del nivel de llenado y para
la optimización del momento de carga• Montaje de una tapa de cuba• Control de la presión del horno (de ser necesario)• Evaluación de los datos de funcionamiento• Capacitación del personal
Es recomendable un funcionamiento continuo, puesto que cada interrupciónocasiona un pérdida de calor. Además, con cada detención, el metal fundidose congela, con lo que la energía perdida deberá volverse a suministrar al po-ner de nuevo en marcha la producción. Este doble proceso de fusión produceoxidación intensa y formación de escorias, lo cual influye de manera negativala calidad del metal. Como consecuencia de las fluctuaciones en las cantida-
Os resultados das investigações só podem ser considerados como valores de re-ferência para as ligas padrão. Em operações práticas os resultados podem variar, porexemplo, se a interrupção da fusão não for possível ou se o material de retorno forde baixa qualidade devido à presença de contaminantes ou alto teor de flocos deóxidos. Outro aspecto importante são os cuidados exercidos durante a remoção deescória. A avaliação dos registros referentes aos turnos operacionais mostrou que emalguns casos o rendimento metálico foi de até 0,5% abaixo da medição de referên-cia. Em fundidos feitos a partir de lingotes puros, esta diferença tende a ser ligeira-mente inferior; em fundidos com alto teor de material de retorno, tende a ser ligei-ramente superior.
CONSUMO DE ENERGIA E POTENCIAL DE ECONOMIA
O consumo de energia específica dos fornos de fusão tipo torre difere substancial-mente entre os vários conceitos de fornos disponíveis no mercado. Estudos inde-pendentes trazem taxas de consumo que vão desde 580 até 900 kWh/t de alumínio[1]. Como regra geral, o consumo de energia é influenciado pelo tamanho do forno,pela temperatura do fundido no banho e pelo material de entrada (liga, tamanho degrão, etc.) Para o acima descrito, StrikoMelter® com sistema ETAMAX®, a Striko-Westofen garante um consumo de energia específico de 600 kWh/t para operaçãocontínua e uma temperatura de fusão de 720°C. O valor refere-se à utilização de lin-gotes e retornos volumosos como matéria prima.
Para reduzir o consumo de energia dos fornos tipo torre de fusão, as seguintes me-dições devem ser feitas no local ou tratadas:• Alto grau de utilização do forno, se possível operação de fusão contínua• Tamanho de torre adaptado à matéria prima. Se necessário, o aumento da torre
deve ser considerado• Operação de carregamento automatizada• Instalação de um laser na torre para monitorar o nível de preenchimento e otimi-
zar o ponto de início do carregamento • Instalação de um tampa abafadora na torre• Controle da pressão do forno (se necessário)• Avaliação das informações operacionais• Treinamento personalizado
Geralmente recomenda-se utilizar operação de fusão contínua, já que qualquer in-terrupção no processo resulta em perda de energia térmica. Outra desvantagem éque sempre que o processo é interrompido, o metal fundido re-solidifica. Quando oprocesso é retomado, a energia de fusão perdida deve ser reposta. Além disso, esta“fusão dupla” também promove oxidação e, por conseguinte, a formação de escó-ria, que traz impacto negativo na qualidade do metal. Devido à demanda variávelde metal na fundição nem sempre é possível otimizar o uso na capacidade do forno.Em situações de baixa utilização do forno, a utilização deverá ser feita na capaci-
(PARTE 2)HORNOS FUNDIDORES DE ALUMINIO PARA LA FUNDICION A PRESION
FORNOS DE FUSÃO DE ALUMINIO PARA FUNDIÇÃO
Ingeniero Klaus Malpohl, Director de Desarrollo, StrikoWestofen GmbHIngeniero Rudolf Hillen, Desarrollo Tecnología de Fundición, StrikoWestofen GmbH

33FUNDIDORES. OCTUBRE 2010
des de extracción durante la fusión, no siempre es posible alcanzar el rendi-miento óptimo del horno. En el caso de un aprovechamiento reducido, debe-ría utilizarse al máximo la cantidad de baño disponible, a la cual se le podráextraer el metal líquido necesario mientras el modo de fundición se encuentrainterrumpido. El horno trabaja durante este período exclusivamente en modode mantenimiento; la pérdida de calor puede reducirse cerrando la tapa de lacuba. Recién cuando la cámara de baño se vacía en un 50 %, podrá recomen-zarse con un nuevo proceso de fundición que, se-gún la dimensión del baño, podrá durar varias ho-ras.
El precalentamiento del metal es otro factor im-portante en la utilización de energía. El espectrodel consumo energético de los diferentes tipos dehorno que aparece en la prensa especializada, co-nocido bajo el nombre general de “Hornos decuba”, tiene fundamentalmente su origen en dife-rencias geométricas de cuba y, como consi-guiente, en los efectos que se producen en lamisma durante el precalentamiento del metal. Unhorno de cuba eficiente presenta un área de tra-bajo “fría”, en la cual se introduce la materiaprima, seguida por una cuba “caliente” para elprecalentamiento del metal y la “zona de fusión”,en donde debería lograrse una alta densidad deenergía. Otra condición fundamental para el apo-vechamiento de calor es el llenado elevado y ho-mogéneo de la cuba con alta concentración dematerial.
La carga de la cuba se realiza con el dispositivo elevador/de vuelco compro-bados. La misma debería llevarse a cabo, básicamente, de forma automática einiciarse por medio de una señal que registre de manera segura el progreso dela fundición. Para mantener siempre la cuba bien llena, es posible efectuar unmuestreo con láser de la sección transversal de la cuba desde una posiciónadecuada ubicada por debajo del sistema de carga. Si el sensor señaliza que lacuba está vacía en este sector, el control del horno arrancará automáticamenteel proceso de carga. El barrido del láser detecta así inmediatamente el nivel dellenado en la cuba y facilita el recargado lo más rápido posible, independien-temente de forma, tamaño y concentración de la materia a llenar. Gacias aello, el principio de la cuba se aprovecha óptimamente y el rendimiento ener-gético mejora si se lo compara con la utilización de procesos indirectos como,por ejemplo, una medición de la temperatura del horno o vía control deltiempo. En modo de fusión normal, la unidad de transporte horizontal del sis-tema de carga (ver imagen 9) ocasiona un nuevo incremento en el aprovecha-mieno de la cuba. El sistema de carga y el horno están sincronizados entre sí demanera tal, que los lingotes y el material de retorno son encauzados automáti-camente. El agobio físico del personal de manejo se reduce a un mínimo, elcual podrá disponerse para otras tareas. Además, este tipo de automatizaciónaumenta la productividad laboral.
A menudo se interpreta la temperatura de la superficie del horno como medidapara el desperdicio de radiación. Sin embargo, este enfoque desatiende las pér-didas por puertas y carga, que tampoco deben olvidarse. Todos estos malgas-tes influyen negativamente en el rendimiento del horno. A causa de puertasque no cierran correctamente, el calor se pierde por convección. Si para cargardeben abrirse las puertas del área caliente de la cámara de fusión, esto produ-cirá además una enorme pérdida de calor suplementaria. Por el contrario, loshornos de fundición, en los cuales el metal se carga desde la parte superior -área fría de la cuba-, no ocasionan, prácticamente, desperdicios de calor almomento de cargar. Al fin de cuenta, es sólo el rendimiento general el que re-presenta la medida para el consumo energético del horno, el cual resulta de lamultiplicación del aprovechamiento de la técnica de calefacción con la delhorno. Un horno de cuba eficiente consigue aquí un grado de rendimiento demás del 50 %.
CALIDAD DE METAL
Mientras que en el pasado las fundiciones a presión producían primordial-mente artículos en masa, hoy en día elaboran también piezas con exigencia dealta calidad en respuesta al progreso en el perfeccionamiento de aleaciones ytécnicas de fundición para piezas dúctiles, soldables y tratables con calor;
dade de espera do forno. Em seguida, enquanto a operação de fusão está sendo sus-pensa, a quantidade necessária de metal fundido pode ser retirada do banho de es-pera. Durante este tempo o forno opera exclusivamente na capacidade de espera. Aperda metálica pode ser minimizada pelo fechamento da tampa abafadora da torre.Somente quando o banho estiver aproximadamente 50% vazio uma nova etapa defusão deverá iniciar, a qual – dependendo do tamanho do banho – deverá ocorrerpor algumas horas.
O pré-aquecimento do material é outro fator decisivona otimização do uso de energia. A ampla gama de ta-xas de consumo de energia dos fornos, resumido na li-teratura sob o termo “fornos de fusão tipo torre”, é emgrande parte devido à diferença na geometria das torrese aos efeitos resultantes no pré-aquecimento do mate-rial da torre. Um forno tipo torre eficiente apresentauma zona de alimentação “a frio”, seguida por umazona de “aquecimento” na torre, onde o material é pré-aquecido, e uma zona de fusão onde a densidade deenergia deverá ser a maior possível. Outra condição im-portante para uma alta taxa de utilização de energia tér-mica é uma torre uniformemente carregada com alturade preenchimento elevada e grande densidade de aco-modação da carga.
O carregamento do forno é geralmente por meio de dis-positivos de elevação e basculamento. O carregamentodeve ocorrer automaticamente, ativado por um sensorque detecta com segurança o progresso da fusão na to-rre. Para assegurar que a torre está preenchida de forma
otimizada o tempo todo, a secção transversal da torre deve ser escaneada por um feixede laser em uma posição adequada abaixo do dispositivo de carga. Tão logo que osensor sinalizar que a torre está vazia naquela posição, o sistema de controle do fornoirá automaticamente iniciar o carregamento do forno. Este sistema de monitoramentoa laser detecta o nível de preenchimento diretamente na torre, habilitando o início doprocesso de carregamento o mais rápido possível, independente da forma, tamanho edensidade volumétrica do material de carregamento. Esta abordagem explora de ma-neira otimizada as vantagens do princípio de funcionamento da torre e atinge maioreficiência energética em relação à procedimentos indiretos, como medições de tem-peratura do forno ou operação baseada no controle de tempo. Numa fundição típica,a eficiência pode ser melhorada através da instalação de uma mesa de rolos como dis-positivo de carregamento, vide figura 9. As instalações de controle do carregamento edo forno são coordenadas de maneira que o manuseio e transporte dos materiais de re-torno e lingote se posicionam de maneira totalmente automática. Isto reduz ao mínimoo trabalho físico a ser executado pelos operadores. Os funcionários ficam disponíveispara outras tarefas. Assim, este passo no sentido de aumentar a automatização tambémcontribui para aumentar a produtividade no trabalho.
A temperatura superficial dos fornos é frequentemente usada como medida para aradiação perdida. Entretanto, esta abordagem negligencia as perdas de calor atravésdas portas do forno e perdas durante carregamento, que também devem ser levadosem conta. Todas essas perdas são fatores que co-determinam a eficiência tecnoló-gica do forno. Consideráveis quantias de calor escapam através de portas com defi-ciência na vedação. Se as portas localizadas na área das zonas quentes de fusão ne-cessitarem ser abertas para carregamento, cada operação de carga dá origem aenormes perdas adicionais de calor. Fornos de fusão projetados para carregamentode metal de cima para dentro da zona fria da torre, ao contrário sofrem praticamentenenhuma perda de calor durante o carregamento. Eventualmente, a única medidapara o desempenho energético do forno é a eficiência global, a qual é obtida multi-plicando-se a eficiência do sistema de queima pela eficiência tecnológica do forno.Bons fornos de fusão tipo torre atingem eficiências maiores que 50%.
QUALIDADE DO METAL
Considerando que, no passado a fundição era utilizada predominantemente paraprodutos produzidos em massa, hoje a gama de produtos foi ampilada incluindotambém componentes que devem atender requisitos de qualidade mais rigorosos.Isto é devido ao desenvolvimento de novas ligas e técnicas de fundição para fundi-dos dúcteis, soldáveis e tratadas termicamente. Por exemplo, fundições para engen-haria automativa, como carcaças automotivas e componentes do chassi feitos dealumínio.
Defeitos típicos de fundição, como inclusões de óxidos e porosidade são freqüente-mente causadas pela qualidade insuficiente do metal fundido. O tratamento de fun-
Imagen 9 Unidad de transporte horizontal comoalmacenador de contenedores para carga
automatizada.
Figura 9. Mesa com rolos usada como buffer paracontainers em carregamentos totalmente automatizados.

34 FUNDIDORES. OCTUBRE 2010
ejemplo de ello son las partes de aluminio para ca-rrocerías y para tren delantero en la industria auto-motriz.
Óxido y porosidades son fallas típicas en las piezasfundidas, que se atribuyen a la calidad deficientede la colada. Su tratamiento por medio de gases delimpieza ha dado buenos resultados. A menudo,este proceso se lleva a cabo en una estación impe-ler durante el transporte del metal, en las calderasde transporte, desde el horno de fusión al horno dedosificación u horno cazuela. Si se es posible pres-cindir de este paso, se podrá economizar energía,puesto que el metal se enfría durante el tratamientoen la estación impeler. Bajo esta luz, la calidad dela colada gana en significado: si la masa fundidaposee suficiente pureza es posible, al prescindir del tratamiento, descender latemperatura del baño de fusión.
Un proceso sencillo, rápido y práctico para evaluar la pureza de la colada es laprueba de densidad bajo vacío (Imagen 10). Este procedimiento suministra elíndice de densidad (ID) de la masa fundida. Esta combinación de factores per-mite deducir tanto el contenido de hidrógeno como el de la segregación de lamasa fundida y demuestra con ello el potencial de la colada para piezas falla-das. A mayor índice de densidad, mayor peligro de porosidad en la pieza fun-dida.
El grado de pureza de colada lograble depende de los procesos de fundición ymantenimiento, además del estado de la materia prima. La calidad de la piezafundida tiene su comienzo en el horno de fundición. El índice de densidad decolada que se logra generalmente con aleaciones estándar de alumino-silicioen un horno de cuba doble cámara tipo StrikoMelter®, oscila entre 4 y 8 %. Deeste modo, la colada producida se adecua en muchos casos al proceso de fun-dición a presión sin necesidad de tratamientos suplementarios. Gracias a la se-paración consecuente de las áreas de fundición y de mantenimiento, es posi-ble alcanzar un metal de alta calidad a pesar de la inserción de uno de baja. Ladimensión del baño de mantenimiento, en especial la limitación de su profun-didad a menos de 600 mm, como así también el acondicionamiento térmicohomogéneo por medio de quemadores regulables, son factores primordiales enel logro de una alta calidad de metal. Una elevada capacidad de baño trae apa-rejada también una duración de reposo de colada suficiente, lo cual favorecepositivamente su pureza.
Mediciones en un horno StrikoMelter® muestran resultados óptimos en el pro-ceso de fundición. Aquí fueron determinados en las calderas de transporte, di-rectamente luego de la colada, índices de densidad (ID) entre 4 y 5 %. La tem-peratura de colada comportó en este caso 740° C. Un índice de densidadsemejante es, en general, más que suficiente para transportar inmediatamentela colada sin necesidad de tratamiento con gas de limpieza al horno cazuela ode dosificación.
De ser necesaria una excelente calidad de las piezasfundidas, como es en el caso de la fabricación deunidades dúctiles de exigencia máxima, el trata-miento de colada puede comenzarse con ayuda depiedras de desgasificación directamente en el bañode mantenimiento del horno de fundición (Imagen11). El objetivo principal de la limpieza con gasinerte (nitrógeno o argón) es la purificación previade colada, comparado con el tratamiento de reposo,con una desgasificación más rápida y homogénea.Esta última reduce además el consumo de energíaen el mantenimiento. Por el contrario, no es aconse-jable limpiar con piedras de desgasificación en elpiso de una cámara de mantenimiento cuando elhorno trabaja carga por carga o cuando la cámara sevacía en gran parte. Hay que agregar además que,con temperaturas de fusión de 800° C o más –de-pendiendo de ciertos elementos aleatorios-, podríaproducirse una infiltración de colada en la piedradesgasificadora, lo que reduciría la efectividad de lalimpieza o incrementaría el consumo de gas.
didos por purga de gases tem se tornado uma práticacomprovada nas fundições de alumínio. O tratamentogeralmente é realizado em uma estação de desfaseifi-cação (FDU) enquanto o fundido está na concha detransferência a caminho do forno de fusão para oforno de espera ou de tanque anexo. Se esta etapa deprocesso puder ser dispensada, as vantagens para afundição são múltiplas. Isto economiza tempo, capitalinvestido e, por último, porém não menos importante,na energia, visto que sempre que um fundido é tra-tado numa estação FDU, ele resfria. Neste contexto, aqualidade do fundido no forno aparece sob uma novaluz. Com uma limpeza suficientemente boa do fun-dido, a temperatura do metal pode ser reduzida jáque um tratamento do banho pode ser dispensado.
Um método simples, rápido e comprovado na prática para avaliar o grau de limpezado metal fundido é o teste de densidade a vácuo (figura 10). Ele fornece o índice dedensidade (DI) do metal. Este parâmetro misto permite conclusões a serem elabora-das tanto para conteúdo de hidrogênio quanto para o conteúdo de inclusões do fun-dido, servindo como um indicador para uma potencial propensão da fusão na ori-gem dos defeitos de fundição. Quanto maior o índice de densidade, maior será orisco de porosidade no fundido.
A limpeza que poderá ser alcançada no fundido é influenciada pelos processos defusão e espera e pela qualidade do material carregado. Portanto, a base para a qua-lidade de um fundido é prevista o quanto antes no forno de fusão. Para ligas padrãoalumínio-silício, fornos de fusão dupla-câmara da série StrikoMelter® normalmentealcançam índice de densidade do fundido entre 4% e 8%. Com índice de densidadenesta faixa a produção é, em muitos casos, fundida sem nenhum tratamento adicio-nal. Graças à separação clara das zonas de espera e fusão, um fundido de alta qua-lidade pode ser obtido mesmo quando se carregam materiais de qualidade inferior.O tamanho do banho de espera, especialmente a limitação da profundidade dobanho menor que 600 mm, e o ajuste de uma temperatura uniforme dos queimado-res contando com tecnologia de regulagem moderna são fatores fundamentais paraa obtenção de um metal de alta qualidade. Adicionalmente, com a capacidade debanho generosamente dimensionada, a fusão pode ser realizada em tempo sufi-ciente, influenciando favoravelmente o seu grau de limpeza.
Medições em um forno de fusão tipo torre StrikoMelter® mostram como um pro-cesso de fusão otimizado e controle de temperatura eficiente traduzsem em uma altaqualidade de fusão. Na concha de transferência, imediatamente após a purga dometal, valores de DI entre 4% e 5% foram observados. A temperatura de purga nestecaso foi 740 °C. Valores de DI tão baixos são geralmente suficientes para transferiro fundido diretamente para o forno de tanque anexo ou forno dosador, sem necessi-dade de desgaseificação.
Quando forem produzidas fundições de alta escala, por exemplo, fundições dúc-teis altamente carregadas, o tratamento do metal fundido pode iniciar já no banhode espera do forno de fusão por meio de plugs porosos (figura 11). Os principaisobjetivos do uso da injeção de gás inerte (nitrogênio ou argônio) são primeira-
mente para pré-limpeza do metal fundido, ou seja, adesgaseificação do fundido em um ritmo superiorpode ser obtida no banho de espera e, em segundolugar, para homegeneizar o metal fundido. Este úl-timo também reduz o consumo de energia durante aespera subseqüente. Entretanto, o tratamento atravésdos plugs porosos instalados na parte inferior da câ-mara de espera não é recomendado se o forno forcarregado por bateladas ou se a câmara necessitaresvaziamento freqüentemente. Adicionalmente,com temperaturas de banho de 800°C e acima – de-pendendo de certos elementos de liga – os plugs po-rosos podem entupir c/ o metal fundido. Esta si-tuação prejudica a eficiência da injeção de gás e/ouaumenta o consumo do mesmo.
(Continúa en número siguiente)
Servicio Lector 37 ■
Imagen 10 Cortes transversales de 3 pruebas dedensidad bajo vacío demuestran la diferencia de
la porosidad con valores ID distintos.
Figura 10. Seções de três amostras de teste de densidadea vácuo ilustram as diferenças na porosidade para
diferentes valores DI.
Imagen 11 Las piedras de desgasificaciónubicadas en el piso de la cámara de
mantenimiento permiten el mejoramiento de lacalidad del metal mediante la limpieza con gas.
Figura 11. Plugs porosos instalados na parte inferior dacâmara de espera melhoram a qualidade do banho por
injeção de gás inerte.
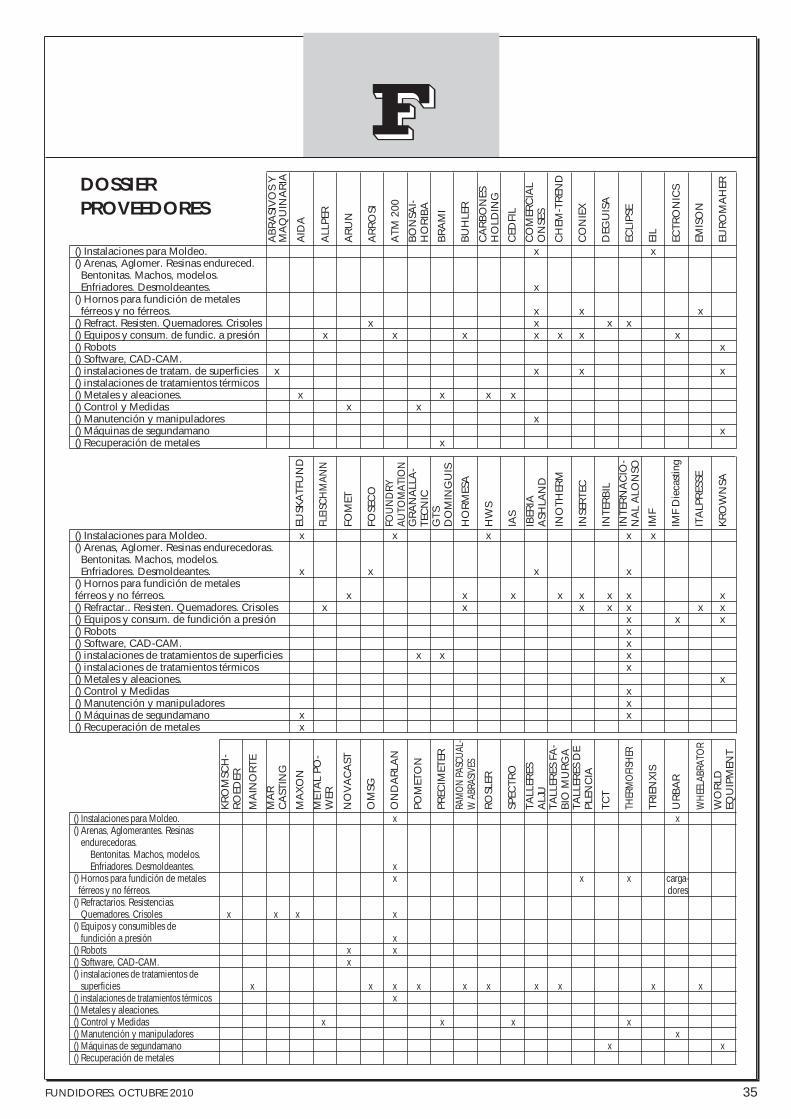
35FUNDIDORES. OCTUBRE 2010
() Instalaciones para Moldeo. x x() Arenas, Aglomer. Resinas endureced. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x
() Hornos para fundición de metales férreos y no férreos. x x x
() Refract. Resisten. Quemadores. Crisoles x x x x() Equipos y consum. de fundic. a presión x x x x x x x() Robots x() Software, CAD-CAM. () instalaciones de tratam. de superficies x x x x() instalaciones de tratamientos térmicos() Metales y aleaciones. x x x x() Control y Medidas x x() Manutención y manipuladores x() Máquinas de segundamano x() Recuperación de metales x
AID
A
AB
RA
SIV
OS
YM
AQ
UIN
AR
IA
ALL
PER
AR
UN
AR
RO
SI
BO
NSA
I-H
OR
IBA
ATM
200
BR
AM
I
BU
HLE
R
CA
RB
ON
ESH
OLD
ING
CED
FIL
CO
MER
CIA
LO
NSE
S
CO
NIE
X
CH
EM-T
REN
D
DEG
UIS
A
ECLI
PSE
EIL
ECTR
ON
ICS
EUR
OM
AH
ER
EMIS
ON
() Instalaciones para Moldeo. x x x x x() Arenas, Aglomer. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x x x x
() Hornos para fundición de metales férreos y no férreos. x x x x x x x x() Refractar.. Resisten. Quemadores. Crisoles x x x x x x x() Equipos y consum. de fundición a presión x x x() Robots x() Software, CAD-CAM. x() instalaciones de tratamientos de superficies x x x() instalaciones de tratamientos térmicos x() Metales y aleaciones. x() Control y Medidas x() Manutención y manipuladores x() Máquinas de segundamano x x() Recuperación de metales x
EUSK
ATF
UN
D
FLEI
SCH
MA
NN
FOSE
CO
FOM
ET
FOU
ND
RY
AU
TOM
ATI
ON
GR
AN
ALL
A-
TEC
NIC
GTS
D
OM
ING
UIS
HO
RM
ESA
HW
S
IAS
IBER
IA
ASH
LAN
D
INO
THER
M
INSE
RTE
C
INTE
RB
IL
IMF
INTE
RN
AC
IO-
NA
L A
LON
SO
IMF
Die
cast
ing
ITA
LPR
ESSE
KR
OW
NSA
() Instalaciones para Moldeo. x x() Arenas, Aglomerantes. Resinas
endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x
() Hornos para fundición de metales x x x carga-férreos y no férreos. dores
() Refractarios. Resistencias. Quemadores. Crisoles x x x x
() Equipos y consumibles de fundición a presión x
() Robots x x() Software, CAD-CAM. x() instalaciones de tratamientos de
superficies x x x x x x x x x x() instalaciones de tratamientos térmicos x() Metales y aleaciones.() Control y Medidas x x x x() Manutención y manipuladores x() Máquinas de segundamano x x() Recuperación de metales
MA
INO
RTE
KR
OM
SCH
-R
OED
ER
MA
R
CA
STIN
G
MA
XO
N
MET
AL
PO-
WER
OM
SG
NO
VA
CA
ST
ON
DA
RLA
N
POM
ETO
N
PREC
IMET
ER
RAM
ON
PASC
UAL-
W A
BRAS
IVES
RO
SLER
SPEC
TRO
TALL
ERES
ALJ
UTA
LLER
ES F
A-
BIO
MU
RG
ATA
LLER
ES D
EPL
ENC
IA
TCT
THER
MO
FISH
ER
TRIE
NX
IS
UR
BA
R
WH
EELA
BRAT
OR
WO
RLD
EQ
UIP
MEN
T
DOSSIER PROVEEDORES

36 FUNDIDORES. OCTUBRE 2010
SEGUNDA MANO FUNDIDORESRELACION DE EQUIPAMIENTOS
2 Máquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
1 COMPRESOR PUSKAS DE 100 CV1 COMPRESOR CELLATA DE 100 CV
Los compresores disponen de secador, acumulador y filtros Año 2003 y 2004
1 SILO semi nuevo de 30 tns.
1 PARRILLA de desmoldeo medidas 1800 x 1400 mm1 PARRILLA de desmoldeo medidas 2500 x 2500 mm
1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora2 VENTILADORES SOPLANTES de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 HORNO eléctrico de aluminio m/ NABER, 500 KG1 CUCHARA Hidráulica. Capacidad 300 Kg. aluminio.
1 CINTA transportadora de 8.500x40 mm de banda (nueva)
1 ENVIADOR NEUMÁTICO de 6 tn/hora
4 MEZCLADOR discontinuos desde 50 Litros hasta 150 Litros.
2 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA continúa LORAMENDI (6Tn.)1 MEZCLADORA OMEGA Spartan 20P (20 Tns.) 1 MEZCLADORA articulada continua IMF (12/15 Tn.)1 MEZCLADORA articulada contínua IMF. Brazos 6,5 m. (30 Tns.)
1 MANIPULADOR de motas IMF. Mod. ML 1100
1 MESA COMPACTADORA (1000 x 1000 mm)1 MESA COMPACTADORA (1000 X 800 mm)
1 DISPARADORA Machos HANSBERG (6 Litros)1 DISPARADORA Machos HANSBERG (12 Litros)1 DISPARADORA Machos LORAMENDI (5 Litros)
3 SONDAS DE NIVEL para silos de arena2 Balancines de 1.600 mm
1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de2500 x 2500 mm x 10 Tns.
1 RECUPERADORA MECÁNICA, 6 Tns/hora y parrilla de1500 x 1500 mm x 2 Tns.
1 Espectómetro SPECTROLAB de 15 elementos. Base Fe. SEMI NUEVO.1 Durómetro digital, marca HOYTOM.1 Durómetro de bola.1 Pulidora de probetas metalográfica (NUEVA).
1 Equipo de alta frecuencia para las radiales de rebarbado.
1 GRUPO FRIGORIFICO para recuperadora de arena de 12 tns.NUEVO
1 CARRUSEL con dos carros transfer y 18 placas/carros De 1400x1100 mm (con grupo hidráulico)
1 MAQUINA DE CHORRO A PRESION m/CLEMCO)
Motores eléctricos de varias potencias
VIBRADORES URBAR
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab.27Telf.945465581 Fax.945465953
01170 Legutiano (Álava)E-mail: [email protected]
www.euskatfund.comSr.Juan Medina. Móvil 649 961 497
EXCELLENT HWS MOULDING LINEWITH EIRICH SAND PLANT FOR
SALE IN GERMANY!
Complete Moulding Line (HWS Make) alongwithSand Plant (Eirich Make) making Aluminium SandCastings for German Automobile Industry is availablefor immediate sale. The equipments are in excellentcondition, well maintained and have long residiual life.
• HWS Automatic Moulding line Flask size: 900x7000x300/300 mmOutput: 30 Moulds/h (can be upgraded)Type: EFA- SD Seiatsu AirFlow & Multi Ram PressYear: 1991With flasks, pouring/cooling line, shake out, roll-over unit, closing unit, transfer trollies, seperating unit, PLCcontrols etc.
• EIRICH Sand PlantCapacity: 30 t/h approx.Type: RV 15Year: 1991with Polygon sieve, Bucket elevators, storage hoppers,belt conveyors, complete steel structure etc.
Above plant can be inspected in production until end July 2010.
Details upon request or visit our website: www.tct-tesic.com
Mail to: [email protected]
TCT Tesic can provide complete services such asDismantling, packing, shipping, Re-assembly, Start-Upand Training.
TCT TESIC GmbH - Im Kurzen Busch 11D 58640 IserlohnTel. +49 (0) 2371 - 77 26 0 - Fax +49 (0) 2371 - 77 26 [email protected]

37FUNDIDORES. OCTUBRE 2010
GUIA
EMPLEO
COMERCIALES EN DIVERSAS ZONAS DE ESPAÑA
Empresa catalana dedicada al mecanizado a láser de tubo con máquinas de ùltima generación
y corte de tubo a medida, interesados contactar con:
[email protected]: 669 86 91 91 Fax: 935 93 88 76
E-64
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67

38 FUNDIDORES. OCTUBRE 2010
GUIA

39FUNDIDORES. OCTUBRE 2010
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAINTel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]

SERVICIOLECTOR
OCTUBRE 2010
ENVIAR A:
C/ Cid, 3, P2 - 28001 MADRIDTel.: 91 576 56 09
✃
FUNDIDORES. OCTUBRE 201040
GUIA
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09