FUNDICIONES FERREAS Y NO FERREAS EN ARENA, …metalspain.com/FUNDIDORES SEPTIEMBRE.pdf ·...
44
SEPTIEMBRE 2011 • N.º 179 www.metalspain.com FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN ARENA, …metalspain.com/FUNDIDORES SEPTIEMBRE.pdf ·...
SEPTIEMBRE 2011 • N.º 179www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
SE
PT
IEM
BR
E 2
011
• N
º 17
9



SEPTIEMBRE 2011 • N.º 179www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
SE
PT
IEM
BR
E 2
011
• N
º 17
9

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION SEPTIEMBRE 2011 • N.º 179
AlbertDirector
David VarelaPublicidad
PabloAdministraciónDr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
C/ CID, 3 - P228001 MADRIDTEL. 91 576 56 09
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Por su amable y desinteresada colabora-ción en la redacción de este número, agra-decemos sus informaciones, realizaciónde reportajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual mentenueve veces al año (excepto enero yagosto). Los autores son los únicos res-ponsables de las opiniones y conceptospor ellos emitidos. Queda prohibida la re-producción total o parcial de cualquiertexto o artículos de FUNDIDORES sin pre-vio acuerdo con la revista.
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL 2
INFORMACIONES 3
ARTÍCULOS
Exitosa participación de OTTO JUNKER GmbH en la
GIFA/THERMPROCESS 2011 ...................................... 29
30 años facilitando la medida de la dureza in situ .............. 30
El mazarotado de los hierros nodulares - errores comunes
de diseño
J. Alva ............................................................................ 32
Ahora, con ciclo de trabajo ilimitado: Sistema gato de 500
toneladas de Pfaff-silberblau ............................................ 35
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
EMPLEO. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
GUÍA 37
SERVICIO LECTOR 40

EDITORIAL
COSTES Y TÉCNICAS PARA HACER GAÑAR LA FUNDICIÓN
Todas las informaciones y publicidades presentes en esta edición fueron selecio-nadas para optimizar los costes con las técnicas más inovadoras.
Para que nuestras fundiciones estén lo más competitivas, tienen que comprar conlos mejores costes/calidad. Es indispensable para el éxito… tanto en España, Por-tugal, Brasil (que celebra FENAF), Argentina, Cuba y todos los países que nos leen,sin olvidar a México donde fue fotografiada la foto adjunta. Esta foto es de NeftalíInfante, Fundicion Artística Neleco, en México *.
El estudio publicado en FUNDIDORES con todos los ensayos ambientales y decalidad pudo llevarse a cabo gracias al apoyo y a los recursos de ADIMRA (Aso-ciación de Industriales Metalúrgicos de la República Argentina) y al convenci-miento personal sobre la importancia de los temas de Medio Ambiente en la In-dustria de la Fundición del Sr. Ricardo Velázquez (Presidente de CIFRA).
Nuestra revista está ahora además en Twitter, Linkedin, FaceBook … ver datos decontacto en www.metalspain.com
La próxima edición se dedica a proveedores: envíen sus informaciones ([email protected]) para estar presente y obtener contactos nuevos.
La Redacción
*Calle 5 de Mayo No. 86, Col. Cuautepec de Madero, Del. Gustavo A. Madero, México, D.F. C.P. 07190
INFORMACIONES
SETEC S.A.
Es una empresa Argentina fundada en elaño 1991 con el objetivo de brindar a laindustria de la Fundición de Aluminio,Ingeniería Industrial y de Procesos, Insu-mos Cerámicos, Refractarios especialesde avanzada y Equipos e Instalacionesde Coladas Verticales para producciónde Barrotes y Placas de Aluminio paraextrusión o laminación.
DIVISIÓN CERÁMICOS
Setec S.A. desarrolla y fabrica piezasCerámicas y Productos Cerámicos de lamás alta calidad para todos los Sistemasy procesos de Colada de Aluminio (pi-cos-boquillas-vainas-montantes-cucha-ras-niples-conos-canales-distribuidores-bujes-tubos de aspiración- etc.).
DIVISIÓN HORMIGONES
Setec S.A. Fabrica bajo estrictas normasde Calidad, Premoldeados de Hormi-
gones Refractarios especiales paracontacto con Aluminio, Canales de Co-lada y Transvase, Cajas de Filtro, Pique-ras y Buzas de Hornos, etc.
DIVISIÓN METAL METALÚRGICA
Setec S.A. Diseña y Fabrica Equipos deColada Vertical para la producción deBarrotes y Placas de Aluminio destina-dos a Extrusión y Laminación bajo tec-nología de fundición Hot-Top.
Instala Estaciones de Colada Vertical deAluminio completas “llave en mano”,Totalmente Automatizadas. Equipos einstalaciones especialmente diseñados alas necesidades de las Empresas Pymes.
La actividad de Setec S.A. ha giradohasta el presente en torno al mercadoArgentino, siendo proveedores de AluarS.A. productora de Aluminio primario,semi productos y productos y otras im-portantes empresas del país.
El Directorio de la empresa inició unapolítica de internacionalización de laempresa a los efectos de expandir su ac-tividad en el mercado Internacional.
Servicio Lector 1
INVERSIONES DE 1000MILLONES DE DOLLARES PARAAUMENTAR LA CAPACIDADDE AS FUNDICIONESBRASILEÑAS
Las fundiciones brasilenas se han recu-perado y empezan a investir de nuevo,con las todas las nuevas inversiones quefueron suspendidas desde la crisis.
Entusiasmadas con la recuperación delos negocios tras la crisis, las industriasde la fundición de producción vuelven i

INFORMACIONES
investir. El ritmo de la inversión no es lomismo que antes de 2008, cuando laproducción mensual alcanzó de nuevo a130.000 toneladas en diciembre, des-pués de máximos históricos en julio deeste año, con una producción de305.000 toneladas.
Servicio Lector 2
ARTIMPIANTI HADESARROLLADO DURANTE 25AÑOS TECNOLOGÍA PARA LAAUTOMATIZACIÓN DE LASFUNDICIONES DE HIERROGRIS Y ALUMINIO EN ELMUNDO
La gama de equipos fabricados son:– Hornos de todos tipo.– Coquilladoras a gravedad, estáticas y
basculantes.
– Maquinas de Colada a Baja Presión– Tray Outs de Colada de Dos, Tres o
cuatro Bancos.– Carruseles Completos y Automáticos.– Maquinas de Desarenado, Mecánicas
y Vibrantes.– Sistemas de Acabado de piezas,
Corta-Coladas, Corta-Mazarotas, deRebarbado.
A partir de 1966 Artimpianti cuenta conuna Sucursal en Monterrey Mexico, quereúne los requisitos para realizar solu-ciones Llave en Mano y sobre todo asis-tencia Pos-Venta en todo el ContinenteAmericano.
ARTIMPIANTI, esta orgulloso de contarcon clientes líder en el sector como NE-MAK, TEKSID, MONTUPET.
A partir del 2010 Artimpianti es dis-tribuidor de los productos de SOGEMIque durante más de 40 años en líder desus propias Tecnologías están presentesen las siguientes líneas de procesos:
Maquinas para líneas de Moldeo , Ma-teriales Ferrosos y no Ferrosos.– Recuperadores de Arena, Mecánicos,
Térmicos, Térmicos-Mecánicos.– Desarenadores, Shake-Outs.– Transporte neumático de Arena.– Hornos Rotatorios para Fierro Gris,
Combustión de Oxigeno y Gas. – SOGEMI está presente en todas las
Fundiciones del Mundo gracias a laModernidad y Flexibilidad de susProductos.
Servicio Lector 3
PROFUSA: PRODUCTOSAUXILIARES PARA FUNDICIÓNY ACERO
La profusa es una empresa brasileña quedesde hace casi cinco décadas ofreceproductos auxiliares para fundición yacero.


INFORMACIONES
Titular de la norma ISO 9001: 2000, for-malmente a buscar la certeza de la ver-dadera calidad en sus procesos y pro-ductos.
Nuestra línea de productos se componede:
Revestimiento refractario para hombresy Moldes (Pinturas)
Tenemos una línea completa de revesti-mientos refractarios / aislamiento de labase de agua o alcohol para los moldesde la pintura y núcleos de las fundicio-nes de hierro y acero.
Refractarios Powder ®
Presentado el mercado de la fundiciónde la primera línea de recubrimientos enpolvo refractario ®, para sustituir a la di-lución água.A disolvente inflamable
agua cumple con las exigencias de la se-guridad de la tecnología trabalho.Estanuevo viene con una maximización dela rentabilidad, porque para su mejordesempeño.
Taparil ®
Cable de Sellado de juntas, que se uti-liza en el moldeo y la toma de variascentrales. Sus principales funcionesson: prevenir la fuga de metales enmoldes y reducir la formación de reba-bas y la deformación en los moldes. In-cluido en la caja con cadenas de 1 me-tro de longitud en calibres de 03, 05,07, 10, 15 y 20 mm.
Vintex ®
Cordón permeable utilizado como unconducto para los gases de escape desdeel interior de los núcleos y los moldes se
eliminan de modo que el acto de lanza-miento. Evita la formación de burbujasen las piezas. También se utiliza comoayuda y la tensión en los núcleos y mol-des, cuyo colapso es débil, la preven-ción de las grietas y se rompe en peda-zos. Se suministra en rollos de 100metros en calibres 03, 04, 05, 06, 08,10, 12, 15 y 20 mm.
Procola
Es utilizado para pegar y fijar el molde yel núcleo en el proceso de curado enfrío. Se trata de una cola fría de curado,listo para su uso, sobre la base de sili-cato de sodio. Tiene alta resistencia a latracción y la evolución del gas baja. Sesuministra en un tubo de plástico.
Servicio Lector 4


INFORMACIONES
ANTEOJOS DE PROTECCIÓNDE IRIS SAFETY OC. DE SEG.LTDA
Para uso en fundiciones: anteojos deprotección contra fuentes de alta in ten-sidad de luminosidad y irradiación .
Adaptable a varios cascos, con 2 tor-nillos para fijación en el casco. Lentesen tonalidads 3,5,6,8.
Montura en termoplástico y soporte enacero inoxidable. MODELO MG 245.
Servicio Lector 5
71 AÑOS DE MENEGOTTI
Una gran fiesta ha reunido más de milpersonas el sábado para el aniversariode 71 años de Menegotti, con sede enJaragua do Sul en Brasil. Además de losempleados y su familia, el Presidente delConsejo de Administración, Mercia Me-negotti S. F. Horn, y el director generalJefferson R. F. dos Santos asistieron tam-bién a la celebración.
Menegotti es una empresa familiar quedestaca a nivel nacional con sus divi-siones de maquinaria para la construc-ción y de hierro fundido, que han expe-rimentado un importante crecimiento enlos últimos años. Para 2011, el objetivo
es mantener el importante crecimientode la compañía ha tenido en los últimosocho años, lo que supera un promediode 35% anual.
Menegotti tiene clientes en la industriade la construcción además de lasgrandes constructoras como Odebrechty Andrade Gutierrez, y clientes en másde 30 países. En el segmento de la fundi-ción Menegotti proporciona directa o in-directamente a las principales industriasnacionales e internacionales, tales comoBosch, Caterpillar, Randon, Iveco, Fiat,Ford, Toyota, Volvo y Mercedes Benz.
Servicio Lector 6
DYNACAST VENDIDO
Dynacast, Charlotte, Carolina del Norte,ha sido vendido por el holding MelrosePLC, Londres, a una empresa de reciente


INFORMACIONES
creación, KDI Holdings Inc., gestionadopor la firma de inversión privada Kenner& Company Inc., New York.
Según un ejecutivo de Melrose, Dyna-cast ha funcionado: “Como resultado dela mejora de su rendimiento, hemoscuadruplicado la inversión de los accio-nistas en Dynacast en plazo de seisaños”, dijo el presidente de MelroseChristopher Miller.
Dynacast proporciona compuestos dezinc, aluminio y magnesio fundido a pre-sión a la salud, las industrias electrónicasde consumo, ordenadores y periféricos, yla industria automotriz, entre otros.
Servicio Lector 7
DISCO EN FORMA DE “V” MUY ÚTIL EN LA FUNDICIÓN
Los diferentes discos en forma de V sonuna solución óptima para el tratamientode ranuras, molduras, ángulos y piezassimilares de difícil acceso.
Para obtener el máximo rendimiento,hay que aprovechar el canto, o sea, setrabaja en y con el diámetro exterior deldisco. Para evitar un desbaste en unúnico sitio, se recomienda un movi-miento de vaivén, al estilo de una osci-lación en la pieza.
El tipo F está pensado para el empleo enmáquinas fijas.
La versión FR es idónea para máquinasradiales, aconsejable con una tuerca M-14.
Discos de láminas para trabajar ranuras,molduras, ángulos, etc.
Entre otras aplicaciones, este disco esidóneo para piezas de fundición de alu-minio o zamak. También se usa frecuen-temente para el tratamiento de aceroinoxidable, con unos resultados exce-lentes.
Servicio Lector 8


INFORMACIONES
12 FUNDIDORES. SEPTIEMBRE 2011
INDUCCIÓN
Como una de las em-presas lideres euro-peas en su sector laempresa FoundryService entre otrasactividades cubretambién la tecnolo-gía de inducción.
Para el aumento de la funcionalidad y la vida útil de Hornosde Inducción una reparación y revisión basada en los más mo-dernos conocimientos técnicos es imprescindible.
Para la revisión La Foundry Service cuenta con un espectro demétodos de análisis y pruebas, como Matriz de Materiales, En-doscopia y Rayos X, también bajo presión y en caliente, testdel Ratio de Inestanquidad por Helio, tal como pruebas bajoalta tensión.
El posterior mantenimiento o la recuperación se efectúa siem-bre aplicando los mas modernos conocimientos incluyendomateriales y métodos específicamente desarrollados para ello,como la muy innovadora tecnología Vac-Top®, el muy acre-ditado aislamiento de núcleos Diro-Tech®, o el abrigo protec-tor exterior para bobinas Induction-Safe®.
Para esto los principa-les criterios son siembrela seguridad del opera-dor y la de la instala-ción – así En la FoundryService no solamente seacumulan saber como yasesoramiento sinotambién ella tambiéngarantiza una asequibi-
lidad las 24 horas, día por día. También la Foundry Service essu Colaborador confiable para una gran variedad de compo-nentes de instalaciones y su periferia y añada a sus prestacio-nes recambios o producción nueva modificada de Núcleos,Cables de Corriente refrigerados por agua, Bobinas de Reac-tancia, Transformadores y Condensadores.
TECNOLOGÍA DE CUCHARAS
La Foundry Service planifica, construye, y produce cucharasde transporte por grúa para Fundición hasta una capacidadde 100 tds. y cucharas para Acería dehasta 350 tds. de capacidad. Tambiéncucharas de tratamiento, cucharas detambor y cucharas especiales formanparte del abanico de ofertas de laFoundry Service.
Alli Foundry Service satisface cualquierperfil de necesidades.
Con amplias variedades de prestaciones se puede así segúnnecesidad cumplir cualquier deseo y imperativo de las Fundi-ciones. En ello la seguridad de las instalaciones de fundicióntiene prioridad absoluta. Por ello Foundry Service solo tra-baja bajo la más actual normativa europea EN 1247, unanormativa que especifica las condiciones de seguridad paracucharas y instalaciones de fundición.
A la vez Foundry Service ofrece clases de revisiones visualesde cucharas de fundición a base de esta normativa.
INSTALACIONES DE INYECCIÓN DE ALAMBRE
El uso de alambres rellenos en la fundición es hoy en día unmétodo generalmente reconocido y aprobado para una pro-ducción mas exacta al que Foundry Service recientementetambién se dedica. En una cuchara rellena de hierro se intro-duce el alambre con la finalidad de emitir su contenido porejemplo polvo de magnesio.
Aplicando este método se intenta que la disolución del alam-bre de magnesio se efectúe lo más cera posible de la solera dela cuchara, que se consigue por una velocidad adecuada deinyección.
¿Cuales son las verdaderas ventajas de este método de trata-miento con magnesio?• Tratamiento con magnesio confiable con resultados esta-
bles y a la vez una alta flexibilidad en caso de cambio decondiciones.
• Tratamiento de hierro procediendo de cubilotes en un solopaso de proceso.
• Más alta calidad metalúrgica por adaptación optima a lascondiciones presentes.
• Tratamiento excesivo del hierro o su posterior correcciónson posibles.
• Definido tratamiento deficitario para la producción de hie-rro vermicular.
• Fácil maniobro y automatización del proceso.• Posibilidad de documentar y verificar los parámetros del
tratamiento efectuado. • Aportación para el mantenimiento de la limpieza del aire
de la fundición.
Inyección de alambres en múltiples variaciones para diver-sos perfiles de exigencias y diferentes aplicaciones – todoesto son cualidades que ins-talaciones de inyección dealambres de Foundry Ser-vice cumplen. Tanto alam-bres de t ratamiento pormagnesio como alambrespara inoculación entre 9mm y 13 mm se puede ma-nipular fácilmente.
Servicio Lector 3

INFORMACIONES
PRODUQUÍMICA EN ELMERCADO DE LASALEACIONES DEL COBRE
La empresa posee entre su gama deproductos el Cobre Fosforoso 85 / 15%
Fundada en 1965, Produquímica lleva45 años en pleno proceso de expansión,innovación y renovación. El GrupoProduquímica mantiena una posicióndestacada en los mercados demicronutrientes, de químicos paraprocesos industriales y de productospara el tratamiento de aguas. Actúatambién a nivel internacional,especialmente en el Mercosur, Europa yOriente Medio.
En el área de fundición de bronce y sus aleaciones, Produquímica esespecialista en la producción de COBREFOSFOROSO 85/15 en placas ygranulado, que tienen como principalfinalidad desoxidación del baño a travésdel fósforo, que reacciona con el oxígenodisuelto en el metal líquido formando elP205, saliendo en forma de gas.
Este producto posee otras ventajascomo: la disminución de la viscosidaddel metal debido a la disminución delpunto de fusión, favoreciendo elproceso de vaciamiento. También actúacomo limpiador del metal líquido,arrastrando los óxidos a la superficie delbaño. La adición de fósforo a lasaleaciones mejora la resistencia a laabrasión y en algunos casos laestanquedad de las piezas fundidas,recomendadas para aplicaciones comoengranajes, conexiones de tubos,tornillos, válvulas, empalmes, etc.
Servicio Lector 9
FERIA DE FUNDICION ENINDIA
Shree Hans Alloys Limited tiene previstoduplicar la producción de su planta
Shree Hans Alloys Limited (SHAL) secomplace en anunciar su plan para am-pliar su capacidad de fundición de acerode su planta de Dholka 2000 a 4000 to-neladas al año
El proyecto de ampliación abarca piezasde acero fundido y las instalaciones demecanizado.
Para la fundición de acero, el planconsiste en modernizar las instalacionesexistentes con las últimas tecnologías yestándares de seguridad y medio am-biente. El proyecto de expansión añadirá2.000 toneladas de capacidad total deacero y mejorar el acabado superficialde la piezas de fundición.
Por último, estas inversiones se comple-mentan con una inversión de USD 3millones para la mejora continua en la



INFORMACIONES
modernización de las ya existentes ins-talaciones de fundición.
Estas inversiones también reducenconsiderablemente las emisiones y ayu-dar a alcanzar los más altos estándaresambientales.
Al comentar sobre el proyecto de expan-sión, SHAL CMD Dinesh B. Daga, dijo:“Con esta importante inversión, que sonmantener y desarrollar nuestra posicióncomo proveedor líder en los mercados re-gionales y globales OEM. Hemos formadoun equipo de proyecto fuerte para estu-diar diversos aspectos de los proyectos, deentre las opciones tecnológicas para lamezcla de productos. Usaremos el estadode las tecnologías de última generaciónque minimizan el impacto sobre el medioambiente y optimizar la producción, ha-ciendo un mundo sostenible y la calidadde la operación se centró la fundición.
MAESTRO SHREE HANS Alloys Limitedse ha centrado durante muchos años enofrecer a sus clientes a nivel mundialque operan con los productos queapoyan su acero inoxidable, Duplex y
Super Duplex de acero inoxidable, alea-ciones de níquel, acero al carbono,acero de baja aleación, acero Hadfieldmanganeso, níquel duro, hi-Chrome,Cast y los requisitos de mecanizado decomponentes.
Servicio Lector 10
TIMD
TIMD trabaja sobre el principio de in-ducción de pulso avanzado, conocidopor su capacidad para detectar los tro-zos de metal de los minerales conduc-tores. Lugares donde la magnetita, he-matita, pirita, los materiales mojados setransmiten y es el mejor reemplazo paralos detectores de Foucault viejas y anti-cuadas actuales que son muy sensibles alas interferencias y la alta tasa de falsasalarmas. La ventaja de este detector demetales industriales para cemento /planta de manejo de carbón. Se le damal funcionamiento de cero a la vibra-
ción en comparación con otros detec-tores de metales. La soldadura, el efectotalky loco es también anulado en 06gama Mtrs. Una alta sensibilidad ade-cuada se logra también de acuerdo conel tamaño de la abertura.
Detector de metales industriales de ce-mento / planta de manejo de carbón sonadecuados para detectar el tamaño ade-cuado de Metales pasado en cualquierlugar dentro del área de apertura. Detec-tor de metales se ajustan a la cinta trans-portadora sin fin. Siempre que sea co-mida pasa a través de la apertura, eldetector de metales ofrece audio / visualde la señal. Contactos libres de poten-cial se proporcionan para detener o ma-nejar a la puerta de desvío.
Muestra disponible: Sí
Código de proveedor del producto:TIMD - 1200
Ventajas competitivas del producto:
– Control automático de conjunto.– El diseño compacto requiere menos
espacio de instalación.


INFORMACIONES
– Fácil de instalar y operar.– La alta sensibilidad a todos los me-
tales, incluyendo los más difíciles non-de acero inoxidable magnético.
– Construido en el gráfico de barrasLED para controlar la contaminaciónpor metales.
– El rendimiento se mantiene estable alo largo de la vida.
– Fácil de módulos electrónicos inter-cambiables.
– Bajo consumo de energía.
Servicio Lector 11
RÖSLER EN GIFA 2011 LAGRANALLADORA RMBC 8.2DISEÑADA PARA FUNDICIÓNY FORJA
En las fundiciones y forjas, los sistemasde granallado soportan cargas de trabajoextremadamente duras. Para alcanzarestos requerimientos, Rösler ha desarro-llado el sistema de granallado a tapizpara carga por lotes modelo RMBC 8.2.Este gran sistema puede tratar piezas dehasta 150 kg in lotes de hasta 800 piezas(máxima carga por lote 2000 kg) y des-taca por su robustez y su alta intensidadde proceso. Un revestimiento de aceroal manganeso protege el interior de lacabina de granallado contra el desgaste.Este sistema incluye dos turbinas de altapotencia de 22 a 45 kw cada una, de-pendiendo de la intensidad requeridadel proceso. Cuando se diseñó el sis-tema, los ingenieros de Rösler se centra-ron en un diseño de fácil uso y manteni-miento, mediante la instalación de unsistema automático de control y asegu-rando que los trabajos de inspección ymantenimiento puedan ser realizadossin incurrir en tiempos de inactividad in-necesarios.
Servicio Lector 12
REPRESENTADAS EUSKATFUND DESPUÉS DE LA GIFA -DIFUSION DE PRENSA
En La GIFA, el Grupo IMF ha mostradosu posición como líder en el mercadoglobal, atrayendo visitantes de 37 paísesen su gran stand.
En estos cinco días de Feria más de 400visitantes han mostrado su interés en losequipos deI IMF, BANFI y FOUNDRYAUTOMATION, exhibidos y se han fir-mado cinco pedidos importantes en elstand.
Creemos que el interés demostrado pornuestros visitantes hace que el GrupoIMF mejore en la innovación del diseñoy fabricación de nuestros equipos y elreconocimiento de la posición de líderdel Grupo IMF en el mercado mundial.
Para celebrar el éxito de la exhibición serealizó un crucero nocturno por el Rincon la participación de más de 170clientes de 20 países diferentes.
20 FUNDIDORES. SEPTIEMBRE 2011
Tanto en número de expositores como en número devisitantes la feria alcanzó un nuevo récord: 1.958expositores de todo el mundo reunieron a 79.000visitantes de 83 países. El evento confirmó de estámanera tan rotunda ser el buque insignia de las ferias delsector. Dada la internacionalidad tanto de los expositorescomo de los visitantes, la feria hace reflejo de la
demanda existente en todo el mundo. En comparación con los eventosanteriores, la proporción de visitantes extranjeros aumentó: más del 54por ciento viajó a Düsseldorf desde el extranjero, principalmente deIndia, Italia, Francia, Austria y Estados Unidos.
Publicamos un reporte de lo visto en GIFA. Siguirá en nuestra próximaedición.
BELLOI & ROMAGNOLI
OMEGA
PRIMAFOND
MAZZON


INFORMACIONES
FOUNDRY SERVICE GMBH ENLA GIFA
Foundry Service ha mostrado al visitantemuestras impresionantes de la tecnolo-gía de la inducción, cucharas y reducto-ras. Muchos visitantes han utilizado lacómoda lounge para visitas y para eldialogo, otros simplemente para descan-sar un momento. Atractivo y la sorpresamás destacada del muy acogedor estandabierto ha sido la bobina de 8 tds, en laque Foundry Service ha revelado su másmoderna tecnología de aislamientos, talcomo materiales establecidos.
Durante la feria el equipo de FoundryService ha dado la bienvenida a nume-rosos visitantes nacionales, españoles yotros extranjeros. Muchos de los clientesalemanes y europeos y otras personasinteresadas así como numerosos repre-sentantes de empresas del LejanoOriente, aprovecharon la oportunidadpara obtener en conversaciones perso-nales información.
Entre ellos también representantes de unagran fundición europea cuales durante laGIFA han efectuado a Foundry ServiceGmbH un gran pedido de una cabina deinyección de alambre para tratamientonodular, incluyendo varias cucharas detratamiento con capacidades entre 30 y50 toneladas. “Un factor importante en laadjudicación del pedido han sido la ver-sión del sistema de bajas emisiones y unaseguridad optimizada” resume el gerenteSr. Stefan Brands. Igualmente agradablefue la GIFA para el departamento de la in-ducción, que podía salir de la GIFA deeste año con el resultado de un impor-tante pedido para la modificación de treshornos de media frecuencia de alto rendi-miento donde se usara la técnica de aisla-miento de la casa.
El aumento de la importancia de la se-guridad en las fundiciones fue confir-mado por el alto interés en la versión re-
visada de la normativa europea - EN1247, la que de acuerdo con las normasmás recientes, requiere en las revisionesperiódicas bi anuales de las unidades detransmisión (reductoras) que se efectuélas mismas en una bancada de pruebas.Muchos de los interesados han notadocon interés, que la Foundry ServiceGmbH en su posición como un lídertécnico desde el año 2006 efectúa susrevisiones de acuerdo con los últimosrequisitos de la norma DIN EN 1247 ypuede basarse en una amplia experien-cia en este sector.
Dice el gerente Iraklis Papadopoulostras los cinco días de feria que “a partedel estand, de la calidad y cantidad decontactos y el cierre de pedidos, lo másimpresionante fueron los comentariospositivos de nuestros clientes y otrasempresas de la fundición y la industriadel acero sobre el trabajo de nuestraempresa.”
STAND ROSLER
SOLUCIONES ENTRANSMISIÓN DE CORRIENTEPARA FUNDICIONES YACERÍAS
La empresa P. Druseidt EletrotechnischeSpeziafabrick GmbH & Co. KG expusoen la feria GIFA con gran éxito un am-plio espectro de productos de solu-ciones en transmisión de corriente parafundiciones y acerías. Junto a construc-ciones especiales para clientes específi-cos, Druseidt fabrica cables enfriadoscon agua de hasta 6500mm”, shunt decable trenzado y de toma de tierra, cin-tas de dilatación y otros componentes desistemas de transmisión tanto en uni-dades sueltas como a gran escala. El su-
ministro se realiza a todos los paisesdesde nuestra fábrica en Alemania.
El representante para el mercado es-pañol es Bremsalco SL.
EHP: DESDE 0-100.000 KG –VER ANUNCIO EN AL REVISTA
ALJU
22 FUNDIDORES. SEPTIEMBRE 2011


INFORMACIONES
25FUNDIDORES. SEPTIEMBRE 2011
GRAN PARTICIPACIÓN EN LAFERIA GIFA 2011 DEDÜSSELDORF
GIS ha participado de forma activa en laferia GIFA 2011, desde aquí queremosagradecer la visita de todas las personasque se acercaron por nuestro stand.
Al mismo tiempo, agradecer el interésmostrado hacia nuestra compañía, ynuestros productos y servicios, de-seando haberles atendido adecuada-mente.
Un cordial saludo de todo el equipo hu-mano de GIS.
ASK CHEMICALS SE PRESENTAPOR PRIMERA VEZ COMOPROVEEDOR GLOBAL EN LAFERIA GIFA 2011
Hilden, 25 de julio de 2011. Con motivode la feria sectorial GIFA 2011, la em-presa ASK Chemicals GmbH, de Hilden,se ha presentado por primera vez comoproveedor integral de la industria de lafundición a escala mundial. A través delos diversos objetos expuestos en elstand de ASK Chemicals GmbH, los visi-tantes del sector tuvieron la oportunidadde conocer de cerca la amplia gama deproductos y servicios específicos parafundiciones del proveedor global. Con
sus ponencias durante el WFOForum,los expertos de ASK ofrecieron, a los vi-sitantes, información detallada sobreprocesos de fabricación y productos debajas emisiones para las fundiciones. Enel marco de un panel de debate quecontó con la participación de prestigio-sos expertos de empresas, la política y laciencia, se debatieron cuestiones entorno a la importancia ecológica y eco-nómica de la sostenibilidad.
ASK Chemicals, empresa especializadaen productos químicos para fundicio-nes, participó en la feria GIFA 2011 conel objetivo de mostrar a los visitantes delsector, tanto nacionales como interna-cionales, la cartera mundial de produc-tos y la transferencia de know-how de laempresa en cuestiones apremiantescomo el impacto ambiental y la preser-vación de recursos.
Además de asistir a las interesantes po-nencias presentadas por expertos deASK Chemicals en el marco del WFOTechnical Forum sobre diversos temas,como por ejemplo: “Cómo evitar defec-tos de veining” y “Empleo eficiente desistemas inorgánicos de aglutinantes”,los visitantes también tuvieron oportuni-dad de informarse acerca de las nuevasgeneraciones de productos de la em-presa. ASK Chemicals expuso su ampliacartera de productos mediante numero-sas muestras de materiales auxiliaresquímicos para fundiciones, pinturas,aditivos, mazarotas y filtros, tanto en elárea orgánica como inorgánica, asícomo, productos metalúrgicos. Compe-tentes representantes de las 24 sedes dela empresa en Europa, Asia y América,atendieron las demandas del público in-ternacional. Los expertos respondieron apreguntas y consultas en más de 15 idio-mas y hablaron de las soluciones técni-cas más modernas en diálogo individualcon el cliente. Con ayuda de una dispa-radora de machos de la empresa DISA,el equipo de ASK demostró la complejaproducción de machos para piezas demotores, en base al aglutinante inorgá-nico sin olores INOTEC®.
“Durante las numerosas entrevistas conclientes y empresas del sector hemos no-tado el gran interés por nuestros produc-tos, soluciones y programa integral deservicios. Algunos temas, como la pro-ducción con eficiencia energética y de
recursos, fueron los que más interés handespertado”, afirma el CEO Stefan Som-mer. Con el One-Stop-Shop de ASKChemicals hemos convencido sobretodo a clientes de Asia y América.
Para el CEO, el tema sostenibilidad en elproceso de producción tiene especial im-portancia en el ámbito de la fundición. Enun gran panel de debate durante el se-gundo día de la feria, participaron, entreotros, Svenja Schultze, ministra de Inno-vación, Ciencias e Investigación del Es-tado federado de Renania del Norte-Westfalia, el profesor Mojib Latif, uno delos más prestigiosos expertos en cambioclimático del mundo, y She Weihua, cón-sul encargado del departamento de asun-tos económicos y comerciales del Consu-lado General de la República Popular deChina. Como conclusión, los participan-tes resaltaron el gran compromiso de to-dos los agentes empresariales, científicosy políticos a la hora de asumir la respon-sabilidad económica, ecológica y socialen favor de las futuras generaciones.
En este campo, el proveedor global ASKChemicals se considera un líder tecnoló-gico: procesos de producción sosteni-bles, uso eficiente de energía y materia-les, así como, la reducción de emisionesson aspectos básicos de las líneas deproducto de la compañía. La optimiza-ción de procesos es el negocio cotidianode la empresa. “La utilización de nues-tros productos y procesos genera mejo-ras de eficiencia, incrementos del rendi-miento y de la productividad, a la vezque reduce las emisiones y el impactoen los recursos”, afirma el CEO StefanSommer describiendo la cartera de pro-ductos. Como consecuencia de estecompromiso, la empresa asume su res-ponsabilidad frente a la sociedad en ge-neral.
Para este año está prevista la participa-ción en otras ferias, en las que tambiénse subrayarán estos objetivos. La pró-xima presencia será a principios de oc-tubre, en la FENAF 2011 de São Paulo,Brasil, la feria sudamericana más impor-tante para el sector de fundición.
Acerca de ASK Chemicals GmbH
ASK Chemicals GmbH es uno de los ma-yores proveedores mundiales de pro-ductos químicos de fundición con unaamplia cartera de productos y servicios

INFORMACIONES
en el campo de materiales auxiliarespara la fundición, desde aglutinantes,pinturas, mazarotas, filtros y agentes se-paradores, hasta productos metalúrgicoscomo inoculantes e inoculantes en hiloy ferroaleaciones para la fundición dehierro.
La nueva empresa está presente en 24países con 30 sedes, de las cuales 16 sonplantas propias de producción, y empleaa aproximadamente 1.600 personas entodo el mundo. Con actividades de in-vestigación y desarrollo en Europa,América y Asia, ASK Chemicals se de-fine como empresa impulsora de inno-vaciones en su sector de actividad, quemantiene el fuerte compromiso de pro-porcionar constantemente altos nivelesde calidad a sus clientes. Para ello es de-cisivo contar con flexibilidad y agilidad,calidad y sostenibilidad, así como, ren-tabilidad de los productos y servicios.
RAND YORK
STRIKO
FLOW SCIENCE INC. LANZAAL MERCADO LA NUEVAVERSION 10.0 DE FLOW-3D /FLOW-3D CAST
Flow Science, Inc. anuncia el lanza-miento de una nueva versión de su soft-ware FLOW-3D para cálculo de diná-mica de fluidos (CFD). FLOW-3D versión
10.0 es una actuali-zación importanteque avanza en elmodelado de la in-teracción fluido-es-
tructura y los modelos de estrés térmicos.Esto permite simular y analizar la defor-mación de los componentes sólidos y re-giones de fluido solidificadas y los estre-ses resultantes en respuesta a las fuerzasdebidas a la presión y los gradientes tér-micos. Los modelos usan una combina-ción de elementos finitos y mallas estruc-turadas en diferencias finitas y tienen unaamplia aplicación para diversos camposde la industria.
Los usuarios de FLOW-3D experimenta-rán asimismo un aumento importante enla velocidad de cálculo con la imple-mentación de la paralelización SMPpara prácticamente todos los modelos fí-sicos implementados en FLOW-3Dv10.0.
“La Versión 10 es uno de los lanzamien-tos más importantes en la historia deFLOW-3D. El código ha avanzado tre-mendamente con la inclusión de los mo-delos de interacción fluido-estructura ylos modelos de estrés térmicos, los cua-les darán a los usuarios capacidades demodelado más profundas”, comentó Mi-chael Barkhudarov, Vicepresidente deldepartamento de I+D de Flow Science.
Los modelos clave y mejoras incluyenentre otras:
• Modelo de interacción fluido-estruc-tura.
• Evolución del modelo de Estrés Tér-mico.
• Modelo de solidificación de aceros.• Modelo de flujo granular.• Modelo de Secado de humedad.• Modelo de disolución de solutos sóli-
dos.• Extensión de la paralelización SMP.• Base de datos de materiales opciona-
les.
MOMENTIVE SPECIALTYCHEMICALS IBÉRICA S.A.
Como uno de los productores líderes deresinas industriales, adhesivos y produc-tos relacionados, Momentive SpecialtyChemicals, Inc. cuenta con más de 70años de experiencia en la creación desoluciones innovadoras para las necesi-dades de aplicación de sus clientes.Nuestra red mundial de plantas de fabri-cación nos permite servir a nuestrosclientes en todo el mundo. Con produc-tos formulados para satisfacer cientos deaplicaciones finales, tenemos experien-cia en el servicio a una gran variedad deindustrias. Puesto que hay tantosclientes que cuentan con nosotros,
nuestros equipos de ventas y producciónestán respaldados por la asistencia y elservicio técnico que marcan las normasindustriales. En un mundo cada vez máscompetitivo, puede contar con Momen-tive para encontrar una solución econó-mica e innovadora para sus necesidadesindustriales de pegado y encolado.
Momentive Specialty Chemicals es unproductor líder a nivel mundial de sub-stancias químicas para recubrimientos,adhesivos, tintas, composites, tejidos notejidos y fibra textiles. Momentive posee120 centros de producción y distribu-ción y cuenta con más de 11.000 em-pleados en América, Europa y Asia paraofrecer sus servicios a clientes de todo elmundo.
Momentive Specialty Chemicals ofreceuna amplia gama de aglomerantes parael moldeo químico de la industria de lafundición: sistemas fenólicos ácidos, sis-temas furánicos, sistemas fenólicos alca-linos AlpHaset y sistemas autofraguantesde poliuretano Sigmaset. Tambiénofrece sistemas de caja fría de poliure-tano Sigmacure, sistemas alcalinos Beta-set y sistemas Epoxi-SO2. Momentive
26 FUNDIDORES. SEPTIEMBRE 2011

INFORMACIONES
Specialty Chemical posee una larga ex-periencia en el suministro de resinasfenólicas (novolacas en escama, pastillao disolución) para el revestimiento dearena.
ZIRCAR: CRISOLES DESDEINDIA
El fabricante indio de crisoles – veranuncio en FUNDIDORES de la ediciónGIFA, ya que buscan representantes-fue muy satisfecho de la feria y de loscontactos, tanto el nivel de clientes in-ternacionales que de posibles represen-tantes.
NO SE TRATA SÓLO DELEQUIPO, SE TRATA TAMBIÉNDEL PRODUCTO FINAL
FTL Foundry Equipment (Equipo de Fun-dición de FTL) atrae muchas visitas a suespacio de la exposición de GIFA de-bido a sus moldes de calidad expuestosy a las piezas moldeadas NASCAR juntocon un equipo de máxima calidad.
Según FTL Foundry Equipment, debido asu presencia en GIFA, se ha producidoun marcado interés en consultas y pedi-dos tanto para Green Sand como para elequipo No-Bake, así como un nuevo in-terés en el equipo de reclamación tér-mica, incluidos pedidos confirmados.
Al acoger a los visitantes procedentes detodo el mundo y ser testigos de un inte-rés en particular de Turquía, Rusia, Indiay el Reino Unido, el fabricante consa-grado de maquinaria de moldes y siste-mas de manipulación de materiales ad-mitió un desplazamiento notable en lacantidad de consultas y una base declientes con más confianza.
“Hemos recibido muchas más consultaspara la maquinaria de Green Sand (arenaverde), en particular de países del bloqueeste, lo que es indicativo de cómo hemosvisto el desplazamiento del mercado re-cientemente, en especial con un incre-mento de volumen,” declaró John Grif-fiths, de FTL. “Salieron varios pedidoscomo resultado directo de nuestra asis-tencia a GIFA e hicimos contactos. La ex-posición también nos brindó la oportuni-dad de hablar con personas que tomanlas decisiones y progresar con cosas enlas que hemos estado trabajando antes dela exposición. También tenemos la opor-tunidad de ver a las personas en un am-biente relajado, lejos de la fundición.”
Cabe destacar la finalización de las es-pecificaciones, y un pedido de maqui-
naria de Moldeado Carousel N-Bake yun Sistema de Reclamación de Arenapara una fundición importante de Estam-bul. FTL ya tiene un historial probado enlas zonas turcas de Konya e Izmir yahora está consiguiendo pedidos en An-kara e Estambul gracias a un mayor per-fil en el país. Se produjo un incrementonotable del número de personas proce-dentes de fundiciones turcas que visita-ron el espacio en GIFA comparado conlos años anteriores y se mantuvieron dis-cusiones con nuevos proveedores sobrefuturos proyectos.
Una parte esencial de la exposición deFTL en GIFA fue una mezcladora articu-lada de 30 toneladas con sistema decontrol de mezclas de resina, mesa decompactación con un control de fre-cuencia y una máquina de vuelco decinta de 1200 x 1400 x 450 – toda estamaquinaria era para un cliente en Tur-quía – y que demostró ser un foco deatención en la exposición, en especialpara las fundiciones turcas y rusas.
Lo cierto es que durante el periodo deGIFA se procesaron numerosas consul-tas y pedidos para fundiciones rusas, unmercado, que según John, tiene muchofuturo y se recupera con mucha fuerza.
Quizá una de las mayores atraccionesdel espacio de FTL, fueron los moldespara cajas de transmisión para camio-nes comerciales y los bloques de cilin-dro NASCAR y las cajas de cabezalesde cilindros fabricadas por Graingerand Worrall Ltd en el Reino Unido uti-lizando equipo de FTL. Brian Griffithsretoma la historia: “Queríamos mostrara los profesionales de la fundición loque nuestro equipo puede hacer, yGrainger and Worrall tuvieron la ama-bilidad de apoyarnos en ello. Hubomucho interés en la calidad de los mol-des y piezas moldeadas en el espaciode exposición y dimos una mejor im-presión de lo que se puede lograr conel equipo de moldeado.” Grainger andWorrall están ubicados en Bridgnorth,Shropshire y se especializan en piezasmoldeadas complejas y de alta calidady FTL se enorgullece de su asociacióncon ellos tras haber instalado reciente-mente maquinaria de mezcla, molde-ado, manipulación de moldes y recla-mación nueva en las instalaciones dealta calidad en 2010.
27FUNDIDORES. SEPTIEMBRE 2011

INFORMACIONES
BARALDI
CHINA
HORMESA, SOLUCIONESTECNOLÓGICAS Y CONVALOR AÑADIDO EN ELÁMBITO DE LA FUNDICIÓN
Ante la irregularidad de la automoción–principal motor del sector de la fundi-ción en nuestro país–, aquellos provee-dores de equipos que no sean capacesde aportar soluciones que vayan másallá de los hornos estándares tienencomplicado asegurar su supervivencia.Manteniendo un espíritu pionero queapuesta por el valor añadido, Hormesaha logrado consolidarse como un refe-rente internacional en soluciones para lafundición a través de su capacidad inno-vadora y sus desarrollos a medida.
Hornos y Metales, S.A. (Hormesa) iniciósu actividad en diciembre de 1988 enAjalvir (Madrid), buscando aportar unservicio de calidad en el suministro desoluciones en el área de la fundición.Desde entonces, prácticamente todoslos años ha crecido de forma impor-tante, con un incremento anual de lafacturación en un 30%. De forma para-lela, desde el año 2000 la compañía hapotenciado el mercado de la exporta-ción, una orientación que se consolidóunos años más tarde para aglutinar en laactualidad el 90% de su actividad.
Y es que si en sus inicios su labor se con-centraba básicamente en el suministro deequipos para fundiciones de aluminio(sobre todo en el sector de la automo-ción), progresivamente ha ido dejando delado los productos estandarizados y haapostado por soluciones completas queaportan un elevado valor añadido. Conesa intención adquirió la empresa de altatecnología Conticast, con gran experien-cia en el desarrollo de procesos de coladacontinua.
En la actualidad, Hormesa colabora enel desarrollo y suministro de solucionesespecíficas a medida para optimizar losprocesos en las fundiciones, sobre todoen el procesamiento de metales no ferro-sos (aluminio, cobre, plomo,...) y su se-mitransformación en barras y lingotes.En este sentido, la compañía presta unservicio integral, contando con unequipo de ingenieros de proceso que es-tudian las necesidades de los clientes yun conjunto de operarios encargados dela fabricación de todos los equipos y sis-temas necesarios en las propias instala-ciones de la firma: hornos crisol, rever-beros, eléctricos, dosificadores, deinducción, con mantenimiento a pie demáquina,... Asimismo, también se en-carga de su instalación y puesta en mar-cha, además del mantenimiento quepuedan requerir.
“Somos capaces de aportar desde equi-pos con pequeñas producciones –comoun horno para el reciclaje de chatarras–hasta la mayor planta de colada de platade Estados Unidos”, señala con orgulloGonzalo Aguirre, Director General deHormesa.
La creatividad y vocación innovadoraes uno de los rasgos más importantesde la compañía, que a lo largo de losúltimos dos ejercicios ha llevado acabo una inversión en I+D que alcanza1,5 millones de euros. Paralelamente,colabora con el Centro para el Desarro-llo Tecnológico Industrial (CDTI), dis-poniendo de diversas patentes registra-das en los últimos años.
Presencia internacional global
Por otra parte, para atender con la má-xima calidad de servicio y cercanía a susclientes internacionales, la compañíacuenta con filiales en México, Colombiay Tailandia, así como un laboratorio deinvestigación en Escocia y una joint-venture en Brasil. Esta presencia le per-mite desarrollar su labor con las máxi-mas garantías en los cinco continentes.
De cara al futuro, el objetivo de Hor-mesa es proseguir con su apuesta por elvalor añadido como estrategia diferen-ciadora, con desarrollos a medida y‘llave en mano’ que logren la satisfac-ción de las empresas de fundición. Paraello, seguirá investigando tecnologíashasta ahora inexistentes, ayudando consu labor a que sus clientes mejoren laproductividad y su eficiencia energética.En este proyecto de empresa, la firmacuenta con el apoyo inestimable de enti-dades financieras como el Banco Saba-dell, que confían en el crecimiento sos-tenido de Hormesa.
De hecho, las principales magnitudeseconómicas de la empresa corroboran laestabilidad prevista para el futuro:cuenta con una carga de trabajo contra-tada para los próximos quince meses, ypeticiones de ofertas en cola por cuatromeses más.
Por este motivo, Hormesa continuaráfortaleciendo su cartera de clientes inter-nacionales, que de cara al 2015 esperaque alcancen el 95% de su actividad.Del mismo modo, para el mismo perí-odo augura un crecimiento de la factura-ción de un 35% anual.
28 FUNDIDORES. SEPTIEMBRE 2011

Todavía no han concluido el análisis y la evaluación de lasnumerosas conversaciones sobre proyectos y discusionestécnicas; no obstante, ya podemos hacer un resumen básicode nuestra participación en esta feria líder internacional.
Del amplio programa de hornos de fusión por inducción yde colada orientados al usuario que ofrecen OTTO JUNKERy su filial INDUGA, en la parada se presentaron principal-mente los siguientes productos e innovaciones:
Potente horno de inducción de crisol de media frecuenciacon capacidad de carga de 10 t y potencia nominal de8.000 kW
El horno para la fundición DUOMELT está destinado a unaconocida empresa de fundición china y ofrece una capaci-dad de 15 t/h con una temperatura de caldo de 1.550 °C.
El horno expuesto está concebido para la operación contecnología multifrecuencia que permite una conmutaciónde 250 a 125 Hz para una mezcla intensiva por agitación deelementos de aleación y medios de cementación.
Para facilitar la salida de la escoria y reducir la dureza deltrabajo físico del fundidor, se puede volcar el horno haciaatrás sin escalonamiento en un ángulo máximo de 20 gra-dos.
El horno está equipado con una campana de extracción denuevo diseño. La optimización fue posible gracias a las ex-periencias prácticas con las versiones anteriores. La nuevacampana de extracción se caracteriza por un diseño másplano y una protección segura y mejorada de los elementoshidráulicos.
Instalación de fundición en coquilla a baja presión paralatón
La instalación completa consiste en un horno de fusión porinducción y de colada de 90 kW, una unidad de manipula-ción para la coquilla, un baño de revestimiento y un controlelectrónico con panel de mando.
La instalación destinada a un cliente chino ha sido conce-bida para la fundición de grifería de latón con un tiempo deciclo de 45 segundos y permite la producción automáticade hasta 500 piezas de fundición por turno. La complejainstalación abarca todas las fases del proceso, desde la re-cogida de la coquilla hasta la retirada de la pieza fundada y
la limpieza y el revestimiento posteriores de la coquilla.Con la ayuda de un manipulador montado en un portal li-neal se lleva la coquilla a las distintas estaciones de trabajo.
La tecnología de fundición a baja presión garantiza el lle-nado del molde tranquilo y con reducidas turbulencias yaque el metal fundido se presiona desde abajo en la coquilla,con un incremento controlado de la presión.
Representación de un innovador procedimiento de fusiónde magnesio
Al fundir y colar aleaciones de magnesio se protege el pro-ducto de fusión de reacciones químicas indeseables con ga-ses relevantes para el clima o bien corrosivos de acuerdo alestado de la técnica.
Para la fusión y colada de magnesio con empleo considera-blemente reducido de este tipo de gases de protección se hadesarrollado un nuevo principio de procedimiento ensayán-dolo exitosamente a escala de laboratorio. Especialmente elservicio casi continuo demostró ser ventajoso.
El objetivo en este momento consiste en transferir el con-cepto del grupo de fusión de nuevo tipo de la escala de la-boratorio a un estado apto para serie.
Actualmente damos continuidad al proyecto con la cons-trucción de una instalación de este tipo a escala de servicioy su empleo en la fundición a presión de magnesio de un re-nombrado fabricante de la industria automotriz alemana.
29FUNDIDORES. SEPTIEMBRE 2011
EXITOSA PARTICIPACIÓN DE OTTO JUNKER GMBH EN LAGIFA/THERMPROCESS 2011
Desarrollos para la reducción de pérdidas en las bobinas ymejora de la supervisión del crisol
Para continuar con el incremento de la eficiencia de ener-gía de la fusión inductiva, el descenso de las pérdidas oh-micas en las bobinas es un paso determinante.
El enfoque de solución consiste en reducir la densidad decorriente y con ello las pérdidas ohmicas, mediante el in-cremento de la superficie conductiva de corriente. Comoideal se aspira a una distribución de densidad de corrientelo más homogénea posible en la bobina. Esto suena sencillopero es difícil de alcanzar, debido a que la corriente no sedistribuye de forma uniforme sobre toda la sección.
Se ha desarrollado un diseño especial de las bobina y conello alcanzado una distribución de la corriente sobre unasuperficie mayor.
En las aplicaciones industriales de esta nueva construcciónde bobina fueron confirmadas de forma inequívoca los aho-rros calculados teóricamente. Sobre esta base se está traba-jando en el perfeccionamiento y la mayor optimización deeste concepto de bobina.
Ejemplo de un desarrollo exitoso es el sistema de supervi-sión del crisol OCP que ya se está aplicando ampliamenteen la industria.
El sistema OCP (Optical Coil Protection) es un sistema desupervisión y medición de temperatura de nueva genera-ción y se maneja con sensores de fibra óptica que se prestanespecialmente bien para la supervisión exenta de anomalíasen hornos de fundición por inducción y permiten una de-terminación directa e independiente de la temperatura.
Con un cable sensor incorporado en el revestimiento per-manente del horno se realiza una medición de área exten-dida del campo de temperatura sobre la superficie interiorde la bobina. A diferencia de la supervisión de contacto atierra es posible aquí una localización puntual sumamenteexacta de un eventual daño del crisol.
Potente instalación de horno de crisol de OTTO JUNKERen la exposición especial “Eficiencia de energía” de laGIFA
En el ejemplo de un horno de fundición de altas prestacio-nes de OTTO JUNKER GmbH con moderna técnica de con-trol de procesos, en el pabellón 13 fueron presentados, en elmarco de la exposición especial del Instituto para Tecnolo-gía de fundición (IfG), las posibilidades de ahorro de ener-gía en la fusión inductiva.
Fue expuesto un horno de 10 t dimensionado para una po-tencia nominal de 8.000 kW. Además, la tecnología multi-frecuencia permite una conmutación de 250 a 125 Hz parauna mezcla intensiva por agitación de elementos de alea-ción y medios de cementación.
Desde el inicio de la aplicación industrial de hornos de in-ducción para la fusión de metales en los años 1950 se hapodido alcanzar, a través de perfeccionamiento técnico einnovación, una notable reducción del consumo de energíay un considerable incremento de la prestación de fusión.
Con referencia a la fusión de hierro fundido se ha podido re-ducir el consumo de energía en aprox. 25 % e incrementarla prestación de fusión a 485 %.
Y este desarrollo continúa: con el empleo de bobinas deinducción optimizadas se apunta a rendimientos totales deaprox. 85 %.
Conclusión
Aun cuando la participación en la misma feria en el año2007 ya fue del todo exitosa, en este año se ha conseguidoun notable incremento. Esto se refiere tanto a la excelenterepercusión que ha tenido con los clientes como a la canti-dad de conversaciones técnicas serias sobre nuevos proyec-tos y desarrollos.
Ha sido alentador, que junto a muchos clientes habitualestambién han estado numerosos interesados nuevos entre losvisitantes e interlocutores. Hemos detectado con gusto unaelevada capacidad profesional de los visitantes y hemos po-dido saludar en el stand un creciente número de ejecutivosnacionales e internacionales.
Aun cuando la cantidad de visitantes alemanes y europeosha sido predominante, también se han realizado muchoscontactos intensivos con numerosos profesionales no-euro-peos.
Naturalmente los objetos expuestos, las innovaciones im-portantes de productos y la mejora de la eficiencia ener-gética han sido temas de conversación. Los puntos esen-ciales fueron consultas concretas sobre proyectos,propuestas técnicas para inversiones y consultas sobreofertas actuales.
Sin lugar a dudas, de ese modo fue creada la base para bue-nos negocios a futuro, pero ya en la feria se han podido con-cretar importantes pedidos, así por ejemplo cuatro pedidosde instalaciones de fusión por inducción de Europa del Esteo bien de los países árabes. El contrato con la fábrica de ca-miones KAMAZ en Rusia preparado para la feria entretantoya ha podido ser firmado. En este caso, se trata de una po-tente instalación de fusión de frecuencia media constituidade dos hornos de 25 t con una potencia nominal de 15 MWen tecnología DUOMELT, así como un horno de fundiciónde 10 t.
El balance sumamente exitoso de la feria es una notable ex-presión del liderazgo tecnológico de mercado de OTTOJUNKER GmbH.
Servicio Lector 30 ■
30 FUNDIDORES. SEPTIEMBRE 2011

La medida de dureza de materiales metálicos es, desde losinicios de la industrialización, uno de los factores decisivosde cara a la durabilidad de las prestaciones de un bien deconsumo. Las características actuales de la fabricación me-tálica, tanto desde el punto de vista de terminaciones, tra-tamientos, composiciones, como de la instalación, fabrica-ción en serie y conservación del producto han hecho cadavez más necesaria la medida de dureza in situ por la impo-sibilidad de trasladar la muestra a un durómetro de sobre-mesa, por necesidad de controlar grandes series de piezaso, sencillamente, por agilizar y reducir tiempos en laprueba. Desde 1975 somos especialistas en aparatos portá-tiles para medir la dureza.
Desde el sencillo y económico método de la lima de rayadoa los ultrasonidos o el sistema de sonda portátil de precargay carga, conocemos y suministramos los más variadas equi-pos de medida de dureza in situ. Y sin duda, uno de los mé-todos portátiles de medida de dureza que goza de mayorpredicamento en el mundo es, por su sencillez, exactitud yversatilidad, el sistema Leeb de rebote.
Desde que en 1975 el físico suizo Dietmar Leeb patentó elsistema de rebote –normas ASTM 956 y DIN 50156-, el du-rómetro que lleva su nombre es utilizado desde por grandesfabricantes –acerías, automoción, aeronáutica, energética- aempresas de mecanizado, fundición, tratamiento o industriacomplementaria. El método de rebote permite convertir suvalor normalizado de dureza “L” en todas las escalas con-vencionales, sobre nueve materiales estándar, hacia todas lasdirecciones, en superficies planas o curvas o en lugares de di-fícil acceso mediante una prueba con repetitividad, rápida ycon escaso margen de error. Las tres únicas condiciones son
que la pieza tenga masa suficiente parano vibrar al golpe, que el ensayo se
efectúe de forma perpendicular a lasuperficie y que ésta no presentecrestas muy acusadas. Condiciones
que, por otra parte, son inherentes aprácticamente todos los sistemas
convencionales de medida dedureza.
Sobre ele-m e n t o s
como fundi-ción, soldadura,
raíles montados o piezas masi-vas, el método de rebote ha sidodurante años la única alternativapara determinar la dureza, perolos laboratorios y departamentosde control lo han incorporadoampliamente en las pasadas dé-cadas como alternativa al duró-metro de sobremesa sobre todotipo de piezas metálicas.
Desde hace varios años hemosañadido a nuestro catálogo unalínea más económica de sietedurómetros Leeb a los del fabri-cante original, a la cual hemosdado nuestro nombre: Dagaleeb.Esta línea, más asequible, haceahora el método de rebote acce-sible a todo tipo de empresas quenecesiten realizar este tipo deensayos bien de forma regular omás puntual, de una forma sencilla, sin nece-sidad de una preparación exhaustiva del ope-rario que lo realiza, con un mantenimientomínimo, a través de un procedimiento rá-pido y dentro de las tolerancias del duró-metro original suizo.
Durante el siglo XXI, este sistema ha incor-porado software de transferencia de datos,USB, posibilidad de manejo sincables y posibilidad de usohasta con ocho instrumentos deimpacto diferentes. La conver-sión a la escala deseada es auto-mática, con un amplio rango demedida y claros menús en espa-ñol. Conocemos el durómetroportátil que puede encajar ensus necesidades: desde la lima sencilla al accesorio que per-mite medir dureza sobre piezas susceptibles de vibración algolpe como tubos, chavetas o chapas. En prestaciones y pre-cios, incluso aunque su uso sea ocasional, es seguro queexiste un durómetro portátil adecuado a su empresa.
Servicio Lector 31 ■
31FUNDIDORES. SEPTIEMBRE 2011
30 AÑOS FACILITANDO LA MEDIDA DE LA DUREZA IN SITU
punto caliente de esta se encuentra en esa zona. Si no el de-fecto permanece en el interior de la pieza (fig.2c).
Errores comunes de diseño
Es experiencia del autor que en el diseño de las mazarotas(y no sólo en le nodular) algunos errores se cometen enmodo repetitivo por el personal de las oficinas técnicas. Ta-les errores son relacionados con:
1. una errada valoración de modulos;
2. un errado posicionamiento del las mazarotas;
3. fallo en la identificación de fenómenos de saturación tér-mica;
4. una errada distribución del metal.
Introducción
La capacidad de autoalimentación es una característica delos hierros nodulares que permite de minimizare el númerode mazarotas. Desgraciadamente esta capacidad no es unacostante del material y puede variar en modo notable de-pendiendo de la calidad del molde, de la llamada calidadmetalúrgica (CM) y por último de la geometría o configura-ción de la pieza en examen. Estos factores no son goberna-bles al 100% y por este motivo una solución cierta para ob-tener piezas sanas debe preveer un contatto bastante directoentre la mazarota y el punto o puntos calientes de la pieza.
Para conseguir una mayor reproducibilidad, el módulo de-lla mazarota (o también del manguito) en general debe seren lo posible un 20% mayor al del punto más caliente de lapieza. Il modulo del cuello deve avere almeno il 70% delvalore di quest’ultimo. Entre los otros puntos calientes de lapieza y aquel mayor se debe mantenere un contacto tér-mico nuevamente igual al 70% del módulo del punto ca-liente consderado. Donde asegurar una buena direccionali-dad, las mazarotas o manguitos deben ser en lo posiblecalientes (con ingreso de caldo). Ello no es naturalmente ne-cesario para las minimazarotas.
Funcionalidad de las mazarotas
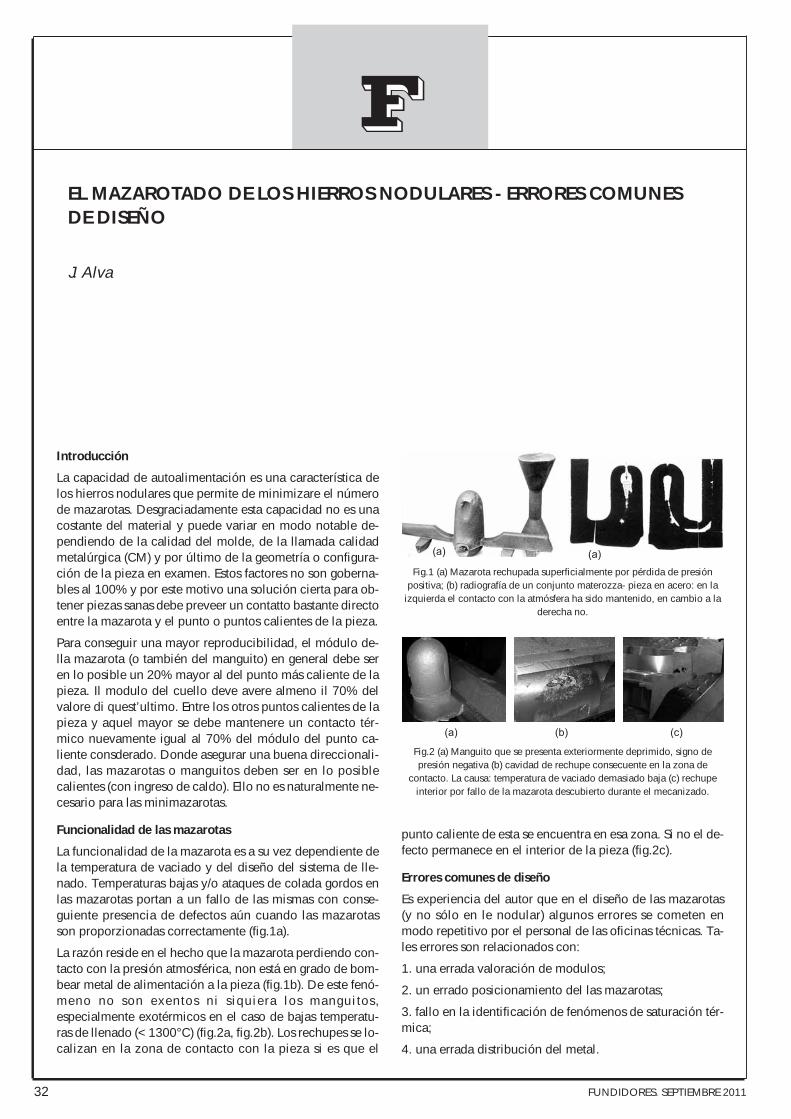
La funcionalidad de la mazarota es a su vez dependiente dela temperatura de vaciado y del diseño del sistema de lle-nado. Temperaturas bajas y/o ataques de colada gordos enlas mazarotas portan a un fallo de las mismas con conse-guiente presencia de defectos aún cuando las mazarotasson proporzionadas correctamente (fig.1a).
La razón reside en el hecho que la mazarota perdiendo con-tacto con la presión atmosférica, non está en grado de bom-bear metal de alimentación a la pieza (fig.1b). De este fenó-meno no son exentos ni siquiera los manguitos,especialmente exotérmicos en el caso de bajas temperatu-ras de llenado (< 1300°C) (fig.2a, fig.2b). Los rechupes se lo-calizan en la zona de contacto con la pieza si es que el
32 FUNDIDORES. SEPTIEMBRE 2011
EL MAZAROTADO DE LOS HIERROS NODULARES - ERRORES COMUNES DE DISEÑO
J. Alva
(a) (a)
Fig.1 (a) Mazarota rechupada superficialmente por pérdida de presiónpositiva; (b) radiografía de un conjunto materozza- pieza en acero: en la
izquierda el contacto con la atmósfera ha sido mantenido, en cambio a laderecha no.
Fig.2 (a) Manguito que se presenta exteriormente deprimido, signo depresión negativa (b) cavidad de rechupe consecuente en la zona de
contacto. La causa: temperatura de vaciado demasiado baja (c) rechupeinterior por fallo de la mazarota descubierto durante el mecanizado.
(a) (b) (c)
Se ilustrarán con casos reales algunos de estos errores ha-ciendo uso del software “SOLIDCast” della Finite SolutionsInc. (www.finitesolutions.com). Ello demostrará la utilidadde esta técnica en el identificar a priori el riesgo de defectosque de otra manera pasarían inobservados.
Valoración errada de modulos
Con frecuencia las mazarotas se eligen sin realizar previa-mente un analisis de modulos de la pieza, en parte simple-mente porque su cálculo no resulta fácil en caso de geome-trías complejas. Cualquiera que sea la razón, elposicionamiento se hace basándose exclusivamente sobrelas posibilidades de aplicación ofrecidas por el modelo. Elloporta normalmente a tropezar con problemas de integridadque aunque leves pueden no ser tolerables.
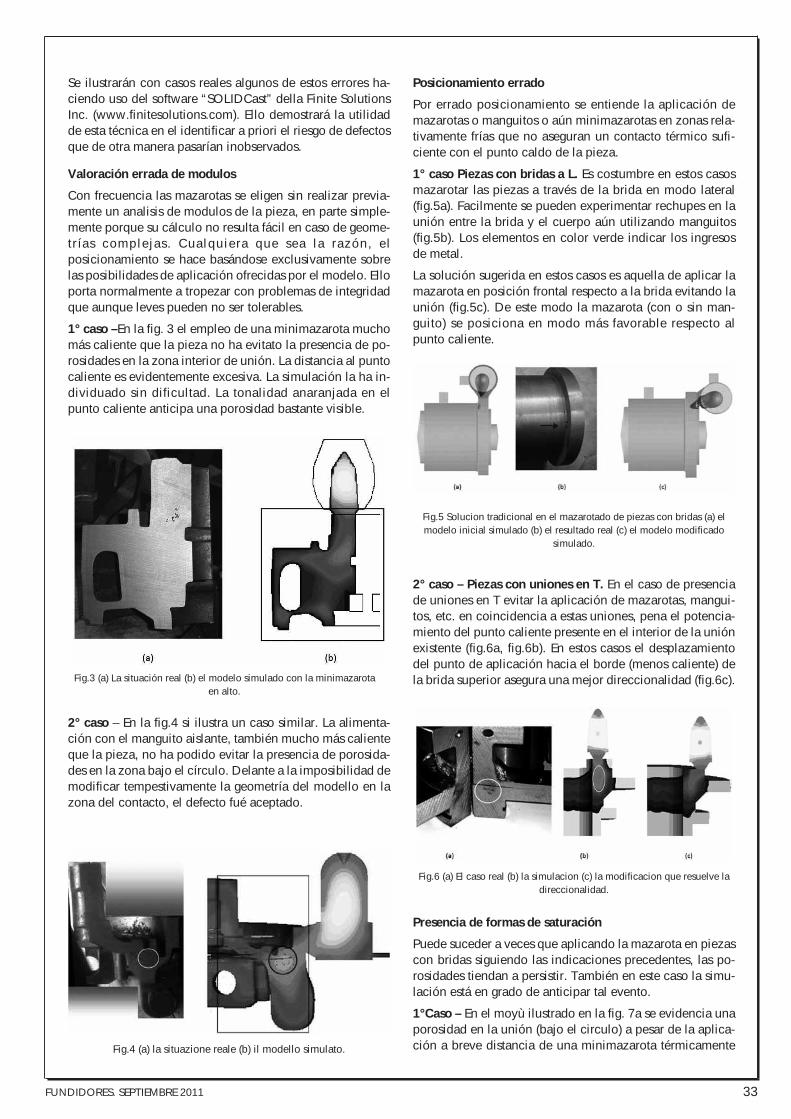
1° caso –En la fig. 3 el empleo de una minimazarota muchomás caliente que la pieza no ha evitato la presencia de po-rosidades en la zona interior de unión. La distancia al puntocaliente es evidentemente excesiva. La simulación la ha in-dividuado sin dificultad. La tonalidad anaranjada en elpunto caliente anticipa una porosidad bastante visible.
2° caso – En la fig.4 si ilustra un caso similar. La alimenta-ción con el manguito aislante, también mucho más calienteque la pieza, no ha podido evitar la presencia de porosida-des en la zona bajo el círculo. Delante a la imposibilidad demodificar tempestivamente la geometría del modello en lazona del contacto, el defecto fué aceptado.
Posicionamiento errado
Por errado posicionamiento se entiende la aplicación demazarotas o manguitos o aún minimazarotas en zonas rela-tivamente frías que no aseguran un contacto térmico sufi-ciente con el punto caldo de la pieza.
1° caso Piezas con bridas a L. Es costumbre en estos casosmazarotar las piezas a través de la brida en modo lateral(fig.5a). Facilmente se pueden experimentar rechupes en launión entre la brida y el cuerpo aún utilizando manguitos(fig.5b). Los elementos en color verde indicar los ingresosde metal.
La solución sugerida en estos casos es aquella de aplicar lamazarota en posición frontal respecto a la brida evitando launión (fig.5c). De este modo la mazarota (con o sin man-guito) se posiciona en modo más favorable respecto alpunto caliente.
2° caso – Piezas con uniones en T. En el caso de presenciade uniones en T evitar la aplicación de mazarotas, mangui-tos, etc. en coincidencia a estas uniones, pena el potencia-miento del punto caliente presente en el interior de la uniónexistente (fig.6a, fig.6b). En estos casos el desplazamientodel punto de aplicación hacia el borde (menos caliente) dela brida superior asegura una mejor direccionalidad (fig.6c).
Presencia de formas de saturación
Puede suceder a veces que aplicando la mazarota en piezascon bridas siguiendo las indicaciones precedentes, las po-rosidades tiendan a persistir. También en este caso la simu-lación está en grado de anticipar tal evento.
1°Caso – En el moyù ilustrado en la fig. 7a se evidencia unaporosidad en la unión (bajo el circulo) a pesar de la aplica-ción a breve distancia de una minimazarota térmicamente
33FUNDIDORES. SEPTIEMBRE 2011
Fig.6 (a) El caso real (b) la simulacion (c) la modificacion que resuelve ladireccionalidad.
Fig.5 Solucion tradicional en el mazarotado de piezas con bridas (a) elmodelo inicial simulado (b) el resultado real (c) el modelo modificado
simulado.
Fig.3 (a) La situación real (b) el modelo simulado con la minimazarotaen alto.
Fig.4 (a) la situazione reale (b) il modello simulato.

suficiente (fig.7b). El motivo se explica con fenómenos desaturación entre la minimazarota y el moyù (fig.7c).
2° caso. Un defecto muy común son los rechupes en loscuellos cuando las mazarotas o incluso manguitos se posi-cionan en el interior de piezas de forma anular o de revolu-ción. Una fonderia lamentaba rechazos por tal defecto queaparentemente se acentuava cuando se recurría a un man-guito. La simulación ha evidenciado fenómenos de satura-ción térmica en el macho que contenia el manguito (fig.8)
Conclusiones
El mazarotado de piezas en hierro nodular de siempre re-presenta un enigma para muchas fundiciones. Ello es de-bido al hecho que el mecanismo del ritiro no es una cons-tante del material. Tal mecanismo es dependiente de la
calidad del molde, de la calidad metalúrgica y por últimode la configuración o geometría de la pieza. Esta últimapuede dar lugar a fenómenos solapados de saturación tér-mica. A estos se agregan los fallos ocasionales de maza-rotas y manguitos por las causas ya indicadas. De losejemplos se evidencia las dificultades que se pueden en-contrar en la solución de los problemas de sanidad o in-tegridad basándose exclusivamente en la experiencia eincluso en cálculos basados en la teoria de módulos. Lautilización de la simulación como complemento de estateoria representa sin duda la solución natural de tal pro-blemática.
Servicio Lector 32 ■
34 FUNDIDORES. SEPTIEMBRE 2011
Fig.8 (a) El análisis de módulos mostraba que el manguito en el interior delmacho favorecía la formación de un punto caliente en la zona del cuello
que motivaba la presencia de defectos persistentes de rechupe (b) perfil detemperaturas: la zona del macho aparece térmicamente alterada.
Fig.7(a) Defecto presente bajo el circulo a pesar del uso de unaminimazarota (b) la simulacion advierte una falta de direccionalidad (c)
perfil de las temperaturas en la pieza y en el molde. La zona amarilla bajoel circulo señala una saturacion termica local del molde.
BREVES
BENTELER Y FIAT,PIONEROS EN LACONTRATACIÓN DESERVICIOS DE MEDICIÓNCON EL NUEVO COGNITENSWLS400M
Hexagon Metrology se mantiene en el pri-mer plano como proveedor de sistemas yservicios de medición en sectores como laautomoción gracias a la confianza que lasempresas de este sector depositan en lacompañía, sus máquinas de medición y sucualificado personal.
En esta ocasión ha sido Benteler, la granmultinacional, fabricantes de componentespara automoción y proveedora de las másprestigiosas marcas de coches que cuentacon 23.750 empleados distribuidos en 170factorías y 38 países de todo el mundo.
Benteler España ha requerido los serviciosde medición de Hexagon Metrology pararesolver unas diferencias de medición en“Postes B” efectuada para su cliente, la ita-liana Fiat. Ante la diversidad de resultados,tanto Benteler como Fiat han convenido re-alizar distintas mediciones utilizando el re-volucionario sistema de medición por luzblanca, Cognitens WLS400M de HexagonMetrology, y realizar las mediciones enpresencia de expertos de ambas compañías.
El trabajo se ha realizado en 2 fases, unaprimera en las nuevas instalaciones de He-xagon Metrology Vitoria, y la segunda enlas instalaciones de Benteler España. El tra-bajo de análisis realizado ha mostrado laprecisión, fiabilidad y efectividad delnuevo Cognitens WLS400 y ha satisfecho aBenteler y Fiat.
Al margen de los distintos informes en pdfde las mediciones de cada una de las piezas,los clientes han recibido las mismas en el
formato Coreview Lite de Cognitens a travésdel que se puede visualizar la medición rea-lizada en 3D y moverla y rotarla, definiendoincluso nuevos puntos para obtener sus des-viaciones sobre la medición realizada.
El máximo responsable de la calidad de losproductos que Benteler pone a disposiciónde un buen número de fabricantes define deesta forma la importancia de la medición ysu cometido: “Lo más destacable en el tra-bajo de nuestro laboratorio de mediciones,es el área dimensional, que resulta vitalpara nosotros ya que nos permite controlary garantizar la calidad y precisión de nues-tras piezas ante nuestros clientes finales.Por este motivo, los servicios prestados porHexagon Metrology; sus técnicos y máqui-nas, ha sido, una vez más, de gran utilidad”.
La colaboración con Benteler, supone unaprimicia al ser de las primeras empresasque han gozado de los servicios de medi-ción que ofrece Hexagon Metrology S.A.en España y Portugal con el nuevo Cogni-tens WLS400M, un equipo con especialaplicación en el sector de la automoción, yque se está extendiendo rápidamente enproveedores y fabricantes automovilísticosde todo el mundo.
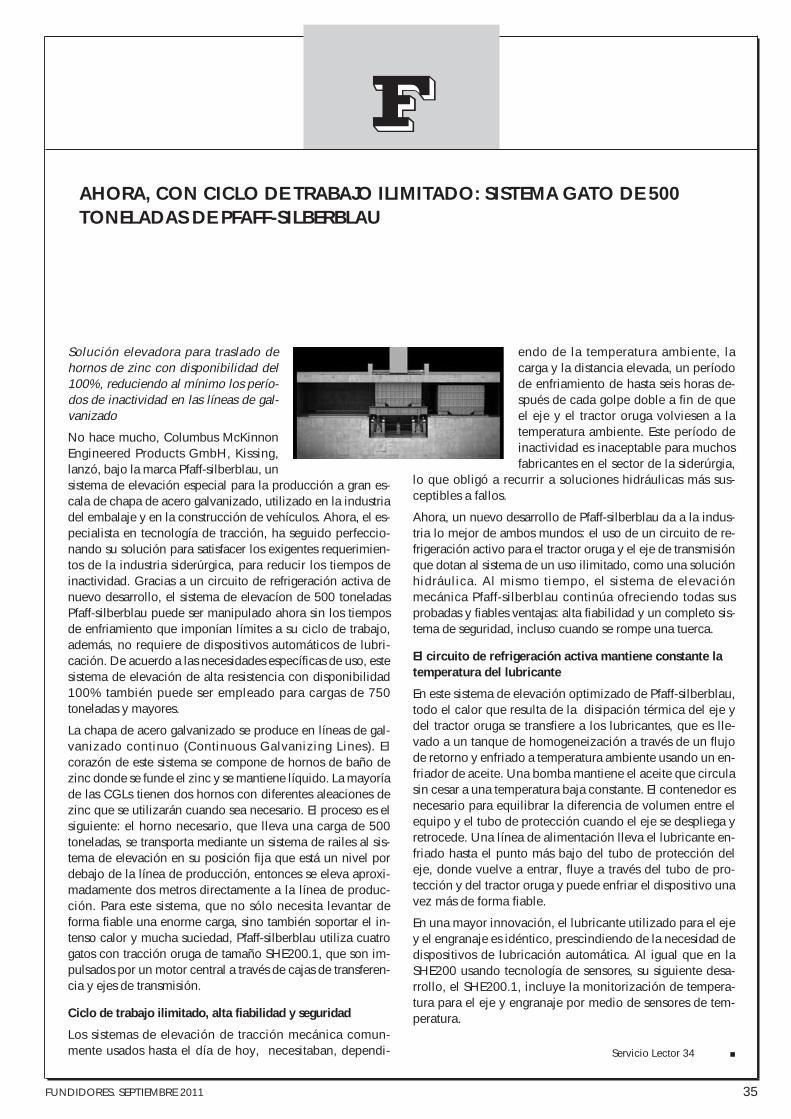
Solución elevadora para traslado dehornos de zinc con disponibilidad del100%, reduciendo al mínimo los perío-dos de inactividad en las líneas de gal-vanizado
No hace mucho, Columbus McKinnonEngineered Products GmbH, Kissing,lanzó, bajo la marca Pfaff-silberblau, unsistema de elevación especial para la producción a gran es-cala de chapa de acero galvanizado, utilizado en la industriadel embalaje y en la construcción de vehículos. Ahora, el es-pecialista en tecnología de tracción, ha seguido perfeccio-nando su solución para satisfacer los exigentes requerimien-tos de la industria siderúrgica, para reducir los tiempos deinactividad. Gracias a un circuito de refrigeración activa denuevo desarrollo, el sistema de elevacíon de 500 toneladasPfaff-silberblau puede ser manipulado ahora sin los tiemposde enfriamiento que imponían límites a su ciclo de trabajo,además, no requiere de dispositivos automáticos de lubri-cación. De acuerdo a las necesidades específicas de uso, estesistema de elevación de alta resistencia con disponibilidad100% también puede ser empleado para cargas de 750toneladas y mayores.
La chapa de acero galvanizado se produce en líneas de gal-vanizado continuo (Continuous Galvanizing Lines). Elcorazón de este sistema se compone de hornos de baño dezinc donde se funde el zinc y se mantiene líquido. La mayoríade las CGLs tienen dos hornos con diferentes aleaciones dezinc que se utilizarán cuando sea necesario. El proceso es elsiguiente: el horno necesario, que lleva una carga de 500toneladas, se transporta mediante un sistema de railes al sis-tema de elevación en su posición fija que está un nivel pordebajo de la línea de producción, entonces se eleva aproxi-madamente dos metros directamente a la línea de produc-ción. Para este sistema, que no sólo necesita levantar deforma fiable una enorme carga, sino también soportar el in-tenso calor y mucha suciedad, Pfaff-silberblau utiliza cuatrogatos con tracción oruga de tamaño SHE200.1, que son im-pulsados por un motor central a través de cajas de transferen-cia y ejes de transmisión.
Ciclo de trabajo ilimitado, alta fiabilidad y seguridad
Los sistemas de elevación de tracción mecánica comun-mente usados hasta el día de hoy, necesitaban, dependi-
endo de la temperatura ambiente, lacarga y la distancia elevada, un períodode enfriamiento de hasta seis horas de-spués de cada golpe doble a fin de queel eje y el tractor oruga volviesen a latemperatura ambiente. Este período deinactividad es inaceptable para muchosfabricantes en el sector de la siderúrgia,
lo que obligó a recurrir a soluciones hidráulicas más sus-ceptibles a fallos.
Ahora, un nuevo desarrollo de Pfaff-silberblau da a la indus-tria lo mejor de ambos mundos: el uso de un circuito de re-frigeración activo para el tractor oruga y el eje de transmisiónque dotan al sistema de un uso ilimitado, como una soluciónhidráulica. Al mismo tiempo, el sistema de elevaciónmecánica Pfaff-silberblau continúa ofreciendo todas susprobadas y fiables ventajas: alta fiabilidad y un completo sis-tema de seguridad, incluso cuando se rompe una tuerca.
El circuito de refrigeración activa mantiene constante latemperatura del lubricante
En este sistema de elevación optimizado de Pfaff-silberblau,todo el calor que resulta de la disipación térmica del eje ydel tractor oruga se transfiere a los lubricantes, que es lle-vado a un tanque de homogeneización a través de un flujode retorno y enfriado a temperatura ambiente usando un en-friador de aceite. Una bomba mantiene el aceite que circulasin cesar a una temperatura baja constante. El contenedor esnecesario para equilibrar la diferencia de volumen entre elequipo y el tubo de protección cuando el eje se despliega yretrocede. Una línea de alimentación lleva el lubricante en-friado hasta el punto más bajo del tubo de protección deleje, donde vuelve a entrar, fluye a través del tubo de pro-tección y del tractor oruga y puede enfriar el dispositivo unavez más de forma fiable.
En una mayor innovación, el lubricante utilizado para el ejey el engranaje es idéntico, prescindiendo de la necesidad dedispositivos de lubricación automática. Al igual que en laSHE200 usando tecnología de sensores, su siguiente desa-rrollo, el SHE200.1, incluye la monitorización de tempera-tura para el eje y engranaje por medio de sensores de tem-peratura.
Servicio Lector 34 ■
35FUNDIDORES. SEPTIEMBRE 2011
AHORA, CON CICLO DE TRABAJO ILIMITADO: SISTEMA GATO DE 500TONELADAS DE PFAFF-SILBERBLAU

Carlos Zamayoa, Ingeniero Industrial egresado de la UniversidadPanamericana Ciudad de México, tengo ya casi 15 años de experiencia en elmercado del Empaque Flexible en empresas como Alcan Packaging México,Artes Gráficas Unidas y una empresa argentina llamada Celomat EtiquetasEspeciales de México, he estado a nivel Gerente en las áreas de Servicio a
Clientes, Cuentas Clave, Administración de la Demanda y Logística. charlyzg (Skype) y http://mx.linkedin.com/pub/
carlos-zamayoa/4/120/805
36 FUNDIDORES. SEPTIEMBRE 2011
SEGUNDA MANO FUNDIDORESRELACION DE EQUIPAMIENTOS
2 Máquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
1 COMPRESOR CELLATA DE 100 CVEl compresor dispone de secador, acumulador y filtro.Año 2004
1 SILO seminuevo de 30 tns.
1 PARRILLA de desmoldeo medidas 1800 x 1400 mm1 PARRILLA de desmoldeo medidas 1400 x 1400 mm1 PARRILLA de desmoldeo medidas 2500 x 2500 mm
1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora 2 VENTILADORES SOPLANTES de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 HORNO eléctrico de aluminio m/ NABER, 500 KG1 CUCHARA Hidráulica. Capacidad 300 Kg. aluminio.
1 CINTA transportadora de 8.500x40 mm de banda (nueva)
1 ENVIADOR NEUMÁTICO de 6 tn/hora
3 MEZCLADOR discontinuos desde 50 Litros hasta 150 Litros.
1 MEZCLADORA continua IMF (1/3 Tn)1 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA OMEGA Spartan 20P (20 Tns.)1 MEZCLADORA articulada continua IMF (12/15 Tn.)
1 MANIPULADOR de motas IMF. Mod. ML 1100
1 MESA COMPACTADORA (1000 X 800 mm)
1 DISPARADORA Machos HANSBERG (6 Litros).1 DISPARADORA Machos HANSBERG (12 Litros).1 DISPARADORA Machos ARABAMENDI (6 Litros).1 DISPATADORA Machos ARABAMENDI (20 Litros).
2 Balancines de 1.600 mm
1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de2500 x 2500 mm x 10 Tns.
1 Máquina de ensayo. Rompedor de probetas. Marca HOYTOM.1 Rectificadora pulidora para probetas, con diferentes cabezales (diferentes
granos) para rectificar las probetas antes de proceder al ensayo mecánico.
1 Espectómetro SPECTROLAB de 15 elementos. Base Fe. SEMINUEVO.1 Durómetro digital, marca HOYTOM.1 Durómetro de bola.1 Pulidora de probetas.
3 Electroimanes para manipulación de piezas.
1 Lijadora madera (modelistas).
1 CARRUSEL con dos carros transfer y 18 placas/carros de 1400x1100 mm (con grupo hidráulico).
1 Depósito a presión para inyectar recarburante al horno.
Motores eléctricos de varias potencias
VIBRADORES URBAR
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab.27Telf. 945465581 - Fax. 945465953
01170 Legutiano (Álava)E-mail: [email protected]
www.euskatfund.comSr. Juan Medina. Móvil 649 961 497
Interim ManagerIngeniero Industrial con más de 15 años de experiencia directiva en Compras,Ventas, Ingeniería e I+D en el sector de la Automoción. Habituado a trabajaren equipo y por objetivos dentro de un entorno internacional. Inglés, Francés
e Italiano nivel alto, Alemán nivel medio. Se ofrece como Interim Managerpara proyectos puntuales de todo tipo. Movilidad geográfica internacional.
Web: www.JMH-Interim.com http://www.JMH-Interim.comE-1
EMPLEO
E-2
I am looking for Manufacturing Manager - Die Casting (Based in Shenzhen, China)Requirements :- Diploma or above in Mechanical Engineering / Manufacturing Management or related disciplines- Minimum 10 years of relevant working experiences from sizeable manufacturing companies- Experienced in management of high volume manufacturing operation and transition project from
overseas- Good working knowledge in Aluminum/Zinc Die Casting and CNC (Concern/Non-Conformance) ma-
chining, tooling preferably in precision components manufacturing environment- Good Planning skills in production materials, capacity and resources- Familiar with lean manufacturing and good knowledge of process improvement tools like Gemba
Kaizen, 6 sigma Statistical Process Control (SPC) etc.- Good people and leadership skill with the ability to build and promote team spirits- Flexible and adaptable in a fast and changing environment- Good command in English and Mandarin- 5-day stationed in Shenzhen PlantIf you are interested in this position please contact me at:Tel:020-38216690 ,Mail address:[email protected] [email protected]:zhuangliufang MSN: [email protected]
E-3
SoldadorReferencia :CanacintraUbicación:Uruapan, Mich.Tipo de Contrato: Tiempo IndeterminadoInformación de la Compañía : Canacintra UruapanWeb: http://www.canacintrauruapan.com.mxDescripción del TrabajoEDAD: entre 27 y 45 añosSEXO: Masculino EXPERIENCIA: interpretación de planos de soldadura, sistemas de medición armado ydesarmado.(indispensable soldadura con argón) ACTIVIDADES A REALIZAR: Habili-tar y cortar elementos de acero inoxidable, armar y desarmar maquinaria, soldar ma-quinaria y equipo en proceso de fabricación.
Grado de EstudiosESCOLARIDAD MINIMA: Secundaria
Cómo ContactarINFORMES PASEO LAZARO CARDENAS 1661 COL. LOS ANGELES. TEL 524 5026 Y52 523 5440. FAVOR DE TRAER O MANDAR SU SOLICITUD O CURRICULUM A NUESTRAS OFICINAS.
E-4
37FUNDIDORES. SEPTIEMBRE 2011
Para estar presente en esta GUIA, contactar con [email protected] precio es: 45 Euros / mes (un precio anual preferencial de 485 Euros.
Además de la presencia impresa en la revista, las tarjetas están en el nuevo repertorio InternetFUNDIDORES. Ver: http://www.metalspain.com/directorio-fundidores.html
Las tarjetas publicadas en internet vienen con unvínculo directamente a su web
Además con su tarjeta viene con presencia en ellisting de proveedores en internet.
El precio es: 45 Euros / mes (un precio anual preferencial de 485 Euros.
Para toda informaciónTel : 91 576 56 09
contactar con [email protected]
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09
GUIA

FUNDIDORES. SEPTIEMBRE 201138
GUIA

FUNDIDORES. SEPTIEMBRE 2011 39
GUIA
SERVICIOLECTOR
SEPTIEMBRE 2011
ENVIAR A:
C/ Cid, 3, P2 - 28001 MADRIDTel.: 91 576 56 09
✃
FUNDIDORES. SEPTIEMBRE 201140
GUIA