
FUNDICIONES FERREAS Y NO FERREAS EN …metalspain.com/FUNDIDORES-163.pdf · COQUILLA Y FUNDICION A...
40
1 FUNDIDORES. DICIEMBRE 2009 FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION DICIEMBRE 2009 • N.º 163 Albert Director David Varela Publicidad Porfiria Rodríguez Administración Dr. Jordi Tartera Asesor Técnico Inmaculada Gómez José Luis Enríquez Antonio Sorroche Colaboradores C/ CID, 3 - P2 28001 MADRID TEL. 91 576 56 09 www.metalspain.com [email protected] Por su amable y desinteresada colaboración en la redacción de este número, agradecemos sus informaciones, realización de re- portajes y redacción de artículos a sus autores. FUNDIDORES aparece mensual- mente nueve veces al año (excepto enero, julio y agosto). Los autores son los únicos responsables de las opiniones y conceptos por ellos emi- tidos. Queda prohibida la reproduc- ción total o parcial de cualquier texto o artículos de FUNDIDORES sin previo acuerdo con la revista. EDITA CAPITOLE PRESS DISEÑO APM MAQUETACIÓN MFC - Artes Gráficas, S.L. IMPRESIÓN MFC - Artes Gráficas, S.L. Depósito legal: M. 16.827-1991 ISSN: 1132 - 0362 Comité de Orientación Pág. EDITORIAL ..................................................................... 2 INFORMACIONES ............................................................. 2 FLOW – 3D: Un software avanzado para la simulación computacional de procesos de fundición • TECNO DISSENY.–Molde de silicona para series de 100 piezas • TECNO DISSENY.–Preseries y prototipos en material final • III Feria líder internacional de técnicas de lacado. Del 13 al 16 de abril de 2010 en Karlsruhe (Alemania) • GE presenta la última generación de equipos radiográficos mó- viles • AZTERLAN aumentará el número de proyectos de I+D en 2009. ARTÍCULOS ATM 2000 ¿Qiénes somos? ............................................................ 11 Idra en Euroguss ....................................................................... 12 Tecnopres en Euroguss 2010 ........................................................... 13 Mejore la huella de carbono en su planta de fundición! .................................. 14 GERLIEVA............................................................................ 16 Perfil de la empresa BARALDI-MOTULTECH ........................................ 17 La consistencia de Proceso de Inyección en Fundición Inyectada ........................ 18 OMS PRESSE llega a España y Portugal ............................................... 20 Una nueva tecnología para las máquinas de inyección de cámara fría .................... 21 En AURRENAK apostamos por la innovación en moldes de inyección de aluminio, mejorando sus prestaciones ............................................................. 22 IMF DIECASTING.–Industrialización máquinas inyección, S.L......................... 25 CONDAT: Lubricantes para la fundición ............................................... 28 Evolut, “soluciones para la fundición” .................................................. 29 Nuevo sistema de visualización de curvas de inyección IMF DIECASTING integrable en cuadros de control ................................................................... 31 Lubrificantes WD-40 ................................................................... 31 Moldeo por inyección rápida: Aptitud para navegación aérea ............................ 32 VARIOS .............................................................................. 34 EMPLEO ............................................................................. 35 GUÍA ................................................................................. 36 SERVICIO LECTOR ................................................................ 40 D. Ignacio Sáenz de Gorbea Nuestra Portada ATM 2000, S.L. Pol. Erletxe - Edif. 152, D - Nave 20 48960 GALDACANO (VIZCAYA) Tel. 944 57 10 99 Fax 944 57 28 00 [email protected] 92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 1
-
Upload
truonglien -
Category
Documents
-
view
224 -
download
0
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN …metalspain.com/FUNDIDORES-163.pdf · COQUILLA Y FUNDICION A...
1FUNDIDORES. DICIEMBRE 2009
FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION DICIEMBRE 2009 • N.º 163
AlbertDirector
David VarelaPublicidad
Porfiria RodríguezAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
C/ CID, 3 - P228001 MADRIDTEL. 91 576 56 09
Por su amable y desinteresadacolaboración en la redacción deeste número, agradecemos susinformaciones, realización de re-portajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual-mente nueve veces al año (exceptoenero, julio y agosto). Los autoresson los únicos responsables de lasopiniones y conceptos por ellos emi-tidos. Queda prohibida la reproduc-ción total o parcial de cualquier textoo artículos de FUNDIDORES sinprevio acuerdo con la revista.
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2FLOW – 3D: Un software avanzado para la simulación computacional de procesos de fundición •TECNO DISSENY.–Molde de silicona para series de 100 piezas • TECNO DISSENY.–Preseries yprototipos en material final • III Feria líder internacional de técnicas de lacado. Del 13 al 16 de abrilde 2010 en Karlsruhe (Alemania) • GE presenta la última generación de equipos radiográficos mó-viles • AZTERLAN aumentará el número de proyectos de I+D en 2009.
ARTÍCULOSATM 2000 ¿Qiénes somos? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Idra en Euroguss . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Tecnopres en Euroguss 2010 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Mejore la huella de carbono en su planta de fundición! . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14GERLIEVA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Perfil de la empresa BARALDI-MOTULTECH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17La consistencia de Proceso de Inyección en Fundición Inyectada . . . . . . . . . . . . . . . . . . . . . . . . 18OMS PRESSE llega a España y Portugal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Una nueva tecnología para las máquinas de inyección de cámara fría . . . . . . . . . . . . . . . . . . . . 21En AURRENAK apostamos por la innovación en moldes de inyección de aluminio, mejorando sus prestaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22IMF DIECASTING.–Industrialización máquinas inyección, S.L. . . . . . . . . . . . . . . . . . . . . . . . . 25CONDAT: Lubricantes para la fundición . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Evolut, “soluciones para la fundición” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Nuevo sistema de visualización de curvas de inyección IMF DIECASTING integrable en cuadros de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Lubrificantes WD-40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Moldeo por inyección rápida: Aptitud para navegación aérea. . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
VARIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
D. Ignacio Sáenz de Gorbea
Nuestra Portada
ATM 2000, S.L.
Pol. Erletxe - Edif. 152, D - Nave 2048960 GALDACANO (VIZCAYA)
Tel. 944 57 10 99Fax 944 57 28 [email protected]
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 1

INFORMACIONES
FLOW – 3D: UN SOFTWAREAVANZADO PARA LASIMULACIÓNCOMPUTACIONAL DEPROCESOS DE FUNDICIÓN
FLOW-3D® es un software avanzado
para la simulación computacional de
procesos de fundición. El software ha
sido desarrollado desde hace más de 20
años por la empresa ubicada en Nuevo
Méjico (EE.UU.) Flow Science Inc.
FLOW-3D® acerca la simulación a las
empresas de fundición dado que per-
mite al usuario a través de un entorno
sencillo y fácilmente customizable, la
simulación de prácticamente cualquier
proceso de fundición y formación de
machos, entre otros:
• HPDC High Pressure Die Casting
(procesos de cámara caliente y fría).
• Fundición a baja presión (Low pres-
sure casting).
• Fundición Semi-solida foundry
(Thixocasting, Rheocasting, …).
• Fundición de Gravedad (gravity die
casting, sand casting).
• Transition casting (RotaCast,
Cosworth process, …).
• Fundición Centrífuga (Centrifugal
Casting).
• Espuma perdida (Lost Foam Casting).
• Fundición a presión (Squeeze cas-
ting).
• Fundicion a la cera (Investment
Casting).
• Counter Pressure Casting.
• Fundición en continuo (Continuous
casting).
Es posible a través del software realizar
la predicción de defectos en la fundi-
ción como son la porosidad, rechupe,
microporosidad, etc. permitiendo de
esta manera eliminar el costoso proce-
so, en tiempo y diero, del sistema prue-
ba-error.
El software se distribuye tanto en ver-
siones comerciales como educacionales
para investigación y docencia, en entor-
no Windows y Linux de 32 y 64 bits.
El pasado Octubre fue lanzada la ver-
sión FLOW-3D® 9.4 en la que se ha
incorporado un modelo único en el
mercado para simular la formación de
sopladuras en el macho por la evapo-
ración de los aglomerantes (Core Gas
model). En esta versión el solver pue-
de funcionar en modo SMP (Shared
Memory) empleando núcleos de pro-
cesado en paralelo.
Como mejora importante, el pasado 24
de Noviembre Flow Science Inc. ha lan-
zado al mercado la versión FLOW-
3D/MP v4.0 basada en la versión 9.3.2
que permite emplear hasta 32 núcleos
en paralelo en un Cluster de ordena-
dores. Se alcanzan de esta manera
mejoras en la velocidad de procesado
de hasta 16 veces.
2 FUNDIDORES. DICIEMBRE 2009
EDITORIAL
La presencia de IDRA en Euroguss afianza laimportancia del mercato alemán en el queestá presente desde los años 50 y donde siem-pre ha sido apreciada por el alto nivel tec-nológico y la calidad de sus máquinas.
Siguiendo el camino de la innovación tec-nológica por la que Idra siempre se ha dis-tinguido en Euroguss, presentará la nuevaserie de máquinas OLS desde el modelo OL 420 S hasta las de mayor tonelaje.
Esta nueva realización se distingue por elesmerado proyecto que ha simplificado la par-te de comando de oleodinámica, utilizandoválvulas de última generación que ofrecenprestaciones en todos los tipos del mercadoy al mismo tiempo ofreciendo una fiabilidady simplicidad de mantenimiento.
ATM 2000, representante también en Españade las tecnologías medioambientales deKMA (Alemania), ofrece, con sus sistemas detratamiento del aire ULTRAVENT solucionesreales y actuales para aumentar la eficaciaenergética en las fundiciones.
Iñaki Sagasti, Director de ATM 2000, señalaque los modernos sistemas de extracción deaire contaminado pueden hacer mucho máspor la protección del medioambiente que laprotección medioambiental en el sentido clá-sico de promesas: los filtros de aire de alta tec-nología no sólo aspiran el humo y los resi-duos de polvo y aceite del aire sino que ase-guran a la vez una reducción significativa delos costes de calefacción del edificio median-te la recirculación de energía eficiente del aireemitido. El resultado: las inversiones en elmedioambiente pueden recuperarse median-te ahorros de energía en 3 años. Cuando losfiltros de aire nuevos son adquiridos median-te leasing, el ahorro en un consumo de ener-gía menor es mayor que el gasto del leasingdesde el primer año.
«La consistencia de Proceso de Inyección enFundición Inyectada: Objetivo: aumentar la productividad» es el título del artículo deALLPER con el fin de cumplir los requisitosactuales de la industria para responder a lasnecesidades de los clientes, es decir, piezasligeras de fundición o nuevas piezas de fun-dición que permiten reducir el peso del coche.
Muchas otras informaciones en esta edición,nacionales e internacionales.
Aprovechamos esta edición para desearlesexcelentes fiestas y un próspero Año.
Empezamos 2010 con una edición importantede FUNDIDORES (toda información enhttp://www.metalspain.com/FUNDIDORES-FUNDICION.html)
La Redacción
AUMENTO DE LAPRODUCTIVIDAD
343.000
290.000
237.000
184.000
131.000
78.000
25.000
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 2

92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 3

INFORMACIONES
FLOW-3D® cuenta con importante
usuarios en el mundo de la fundición
principalmente del sector de la auto-
moción y la fundición de precisión.
Dispone de distribución y soporte téc-
nico en España.
Servicio Lector 1
TECNO DISSENYMOLDE DE SILICONA PARASERIES DE 100 PIEZAS
Tras largo tiempo de investigación con-
tinuada de nuestros productos, y con el
objetivo de dar solución a las necesi-
dades de nuestros clientes, Tecno
Disseny lanza como novedad única en
el mercado, la fabricación del molde de
silicona especial para la fabricación de
100 piezas.
Se añade, como complemento positi-
vo a la propia construcción de 100 pie-
zas, el hecho de que estos moldes de
silicona hacen posible incorporar modi-
ficaciones durante el proceso de fabri-
cación de la mencionada preserie.
Materiales plásticos funcionales similares
a PA, ABS, PC, PP, POM, EPDM, en
monomateria y sobremoldeados bimate-
ria de variada gama de durezas shore A.
Acabados pulidos, matizados, textura-
dos con grabados según referencia
específica, transparente cristal, trans-
parente color, pintados, etc.
Piezas de gran tamaño 1850 x 600 x
600 ó 10 kg de peso y materiales de
resistencia térmica 160°C.
Servicio Lector 2
TECNO DISSENY PRESERIES Y PROTOTIPOS ENMATERIAL FINAL
SOLUCIONES TECNO DISSENY PARA500-1000 PIEZAS Y 1000-20000.
MATERIALES: ABS, PP, PA, POM,PMMA, ...
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 4

92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 5

92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 6

92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:20 Página 7

92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 8

INFORMACIONES
Una vez más, Tecno Disseny aporta
soluciones a las necesidades del mer-
cado.
Los procesos de desarrollos propios
TD25inyección y TD500inyeccióninvestigados durante largo tiempo, cul-
minan
en una interesante oferta de nuevos ser-
vicios para obtener prototipos y prese-
ries en buen material.
Tecno Disseny ofrece la posibilidad de
poder disponer en un corto plazo de
tiempo (3-6 semanas) de pequeñas y
medianas cantidades de piezas cons-
truidas en el material termoplástico final
y realizadas por inyección.
Este nuevo servicio de Tecno Disseny
permite la validación, el análisis y la
homologación de piezas inyectadas en
las mismas
condiciones y materiales con que serán
fabricadas en el momento de su indus-
trialización en serie.
Los procesos y servicios ofrecidos per-
miten obtener de 500 a 1000 piezas y
de 1000 a 20000 piezas aproximada-
mente.
Cualquiera de los dos procesos, ofrecen
la posibilidad de conjugar diferentes
técnicas aplicadas a los moldes de
inyección tradicionales, acelerando la
entrega del producto final.
Entre los diferentes procesos destaca-
mos la inyección de sobremoldeados,
donde resalta una amplia lista de posi-
bilidades: insertos y estructuras metá-
licas , diferentes materiales plásticos,
componentes eléctricos, etc.
Otro posibilidad del proceso es el gra-
bado de superficies para la obtención
de una gama amplia de texturados en
el producto final.
Con los procesos TD25inyección y
TD500inyección se manifiesta una vez
mas la respuesta de Tecno Disseny ante
una necesidad del mercado.
Servicio Lector 3
III FERIA LIDERINTERNACIONAL DE TÉCNICAS DE LACADO DEL 13 AL 16 DE ABRIL DE 2010 EN KARLSRUHE(ALEMANIA)
Se nota la mejora del clima económi-co también en el sector del lacado.
Tanto el indicador del clima económi-
co Ifo como los pronósticos de creci-
miento corregidos hacía arriba - hay
muchos datos que indican que la eco-
nomía mundial se encuentra en vía de
mejora. Los fabricantes de equipos de
técnica industrial del lacado notan el
viento favorable por el aumento de soli-
citudes de proyectos y pedidos.
También PaintExpo, la Feria líder inter-
nacional del sector del lacado registra
una gran demanda. Estarán presentes en
el certamen que tendrá lugar en las ins-
talaciones de la Feria de Karlsruhe
(Alemania) del 13 al 16 de Abril 2010,
casi todos los líderes tecnológicos y del
mercado.
Especialmente en tiempos de desafíos
económicos son de suma importancia
las necesidades del cliente. Las ferias
especializadas que cuentan con una
oferta claramente definida son los ins-
trumentos más efectivos para cuidar
relaciones comerciales y ganar nuevos
clientes. También es la concentración
en la cadena de proceso de la técni-
ca del lacado industrial, lo que hace
que la Feria PaintExpo tenga tanto éxi-
to en vendedores y empresas de pres-
tación de servicios del sector del laca-
do. “Por su oferta representativa y
amplia, PaintExpo Internacional tiene
una atractividad muy alta para el usua-
rio. Al mismo tiempo, saben los expo-
sitores - contrariamente a las ferias así
llamadas de técnicas de superficie -
que los visitantes solamente se inte-
resan por técnicas de lacado industrial.
Con ello, PaintExpo le ofrece a ambos
grupos un alto rango en eficiencia“,
indica D. Jürgen Haußmann, gerente
de la empresa organizadora FairFair
GmbH.
Se ve la luz al final del túnel.
Aquí también radica la razón por la
cual casi todas las empresas líderes en
el mercado y tecnología participen en
la Feria Paint Expo 2010 que tendrá
lugar en Karlsruhe (Alemania) del 13 al
16 de Abril 2010. Es un buen momen-
to pues se ve un rayo de luz al final del
túnel. Un síntoma de ello es el indica-
dor del clima de la economía mundial
que subió en el tercer cuatrimestre del
2009 por segunda vez consecutiva.
Otro indicio es el aumento continuo
durante los meses pasados de los pedi-
dos en sectores relevantes para vende-
dores de artículos de técnica del laca-
do industrial. “La industria del auto-
móvil, del acero y de la construcción
son los clientes más importantes de la
BASF Coatings. Especialmente en estos
sectores la crisis económica ha afecta-
do en nuestro sector de pintura para
coches e industria. Pero a pesar de ello,
nos hemos sostenido bastante bien en
este mercado de tendencia decrecien-
te. No hemos perdido cuota de mer-
cado en tiempos de crisis sino todo lo
contrario, en algunos sectores de tra-
bajo se ha aumentado la cuota. Se ve
la luz al final del túnel. Aunque la recu-
peración está yendo despacio y de for-
ma irregular, resumiendo nos encon-
tramos en un buen camino“, afirma D.
Raimar Jahn, Consejero Delegado de la
BASF Coatings AG.
El hecho que las ventas estén subien-
do otra vez a nivel mundial lo notan
también los fabricantes de la industria
de técnicas de equipo y aplicación,
argumenta D. Uwe A. Weidauer, Senior
Vice President Systems Sales en J.
Wagner GmbH: “El volumen de soli-
citudes de proyectos ha aumentado
enormemente durante los últimos
meses y en estos momentos se encuen-
tra a niveles de los años récord
2007/2008. En cuanto a la entrada de
pedidos en firme, desde hace algunos
meses estamos notando un aumento
continuo. Y los pedidos no sólo vienen
procedentes de Alemania sino también
de Europa del Este, Francia, Grecia,
9FUNDIDORES. DICIEMBRE 2009
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 9

INFORMACIONES
Turquía y también de Asia y
Norteamérica“. Tanto las solicitudes
como los pedidos en firme van dirigi-
dos a que se agoten los potenciales de
ahorro, por ejemplo en el consumo de
energía y materia para fortalecer la
competitividad. Por otro lado, es un
tema importante el aumento de la fle-
xibilidad, pues la aplicación de pintu-
ra en lotes de tamaño reducido y/o la
multitud de colores que se pide hoy en
día, la mayor parte de las veces no se
puede llevar a cabo de forma econó-
mica con los sistemas actuales. Lo con-
firma también el Dr. José Gamero, jefe
de marketing en LacTec GmbH:
“Flexibilidad y ahorro predominan en
las solicitudes que entran cada vez más
a menudo y que vienen de países euro-
peos, pero también en América del
Norte y del Sur, los mercados otra vez
están en movimiento. En el continente
asiático estamos esperando especial-
mente de la India y de China una esti-
mulación continuada del negocio.
Partimos de que la entrada de pedidos
en firme continúe subiendo en el pri-
mer cuatrimestre de 2010. Muestra de
ello es la seriedad de las solicitudes por
las cuales estamos realizando ensayos
en nuestra empresa“. Asimismo, en la
empresa ILS GmbH, en los últimos
meses se nota un aumento de las soli-
citudes. Y en este contexto, D. Michael
Müller manifiesta que tanto en pro-
yectos para la optimización de instala-
ciones como en la renovación, otra vez
se está poniendo más importancia en
la calidad.
Una parte de los fabricantes opina debi-
do al mejor estado de ánimo en los
mercados, que en un tiempo no tan
lejano hay que contar de nuevo con
plazos de entrega más largos. “Debido
a la crisis económica, igual que otras
empresas, tuvimos que reducir nuestros
recursos dirigiéndonos a aquellos sec-
tores que no estuvieran tan afectados
por la misma. Por ello, las capacidades
disponibles se han reducido. Si se rea-
liza el volumen de inversión que se ave-
cina por las solicitudes realistas, habrá
que contar con plazos de entrega más
largos y, eventualmente con precios
más elevados“, explica D. Uwe. A.
Weidauer.
Servicio Lector 4
GE PRESENTA LA ULTIMAGENERACION DE EQUIPOSRADIOGRAFICOS MOVILES
El Isovolt móvil 160 representa la últi-
ma generación de equipos radiográfi-
cos móviles de GE Sensing & Inspection
Technologies e incorpora característi-
cas de diseño que aumentan la movi-
lidad, el rendimiento, la versatilidad, la
flexibilidad y la facilidad de uso. Se ha
desarrollado tras una evaluación minu-
ciosa del rendimiento en campo del
Isovolt móvil 160 y podrá utilizarse
ampliamente en las industrias aeroes-
pacial, de generación de energía, del
petróleo y el gas, y metalúrgica.
Martin Sauerschnig, director de pro-
ducto de GE Sensing & Inspection
Technologies explica: “Hemos desa-
rrollado un sistema que combina las
características de alto rendimiento de
los equipos radiográficos fijos con
movilidad y tamaño reducido exce-
lentes. Como resultado, el Isovolt móvil
160 mejorado puede realizar inspec-
ciones radiográficas simples, rápidas y
confiables en entornos difíciles, y lo
ayudará a ahorrar costos e incremen-
tar la productividad”.
El Isovolt móvil 160 está compuesto por
un generador de rayos X, un sistema de
refrigeración por agua, un cable flexi-
ble de alta tensión de hasta 20 m de
longitud, un módulo de control basa-
do en la unidad MF4 comprobada en
campo y una elección de tubos de rayos
X panorámicos de 160 kV, de foco dual
y potencial constante. También se
encuentra disponible una variedad de
tubos especiales que incluye versiones
de alta tensión y de foco pequeño.
Todos los componentes se transportan
en un carro compacto, fácil de mani-
pular y con neumáticos de caucho, el
cual está equipado con una argolla de
izada integrada y proporciona protec-
ción IP54 en condiciones de funcio-
namiento rigurosas.
La facilidad de uso es una característica
especial del nuevo sistema, con confi-
guración mediante menú y funciona-
miento intuitivo. El módulo de control
ofrece cálculos de exposición a bordo,
lo cual permite un rápido ajuste de la
exposición. Además, la programación
extendida y las funciones de creación de
informes del instrumento pueden inte-
grarse en varios flujos de trabajo de docu-
mentación. Su diseño compacto y su
capacidad de elevación facilitan el uso
en la inspección de generación de ener-
gía mediante intercambiadores de calor
para refrigeración. Asimismo, el uso de
pequeños tubos panorámicos permite la
inserción en las toberas de las vasijas
estrechas y la inspección de bridas en el
sector del petróleo y el gas, donde la dis-
ponibilidad de obturadores de distintos
tamaños amplía en gran medida la varie-
dad de tareas de inspección.
Servicio Lector 5
AZTERLAN AUMENTARA ELNUMERO DE PROYECTOS DEI+D EN 2009
AZTERLAN-Centro de Investigación
Metalúrgica, prevé superar en 2009 el
número de proyectos de I+D realiza-
dos en 2008 (39), siendo éstos, además,
de un mayor nivel y envergadura. Estos
proyectos de I+D provienen principal-
mente de sectores como el eólico, auto-
moción o fundición.
En este sentido, según Pedro Intxausti,
Director General, “AZTERLAN lleva
años creando más valor a sus clientes
gracias a la investigación en materias
muy cercanas a sus necesidades. Esta
línea de actuación va a continuar en los
próximos años con un refuerzo de
capacidades”.
Servicio Lector 6
10 FUNDIDORES. DICIEMBRE 2009
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 10

El objetivo de ATM 2000, creada en el año 1994, va enfo-
cado a la implantación de un Mantenimiento Integral de
las Máquinas de Inyección y de sus Periféricos; desde un
Mantenimiento Preventivo hasta la consecución de un sis-
tema capaz de controlar todas las incidencias para su pos-
terior análisis y solución.
En ATM realizamos tareas de Asistencia Técnica a las
máquinas de nuestros Clientes cuando éstas, en plena pro-
ducción, así lo requieran. Además, cuando sea necesa-
rio, realizaremos un estudio completo para la revisión o
actualización de las mismas.
IDRA, SRL. Brescia (Italia)
Dedicada al diseño y fabricación de máquinas de inyec-
ción y sus periféricos, maquinaría totalmente en van-
guardia y de alta tecnología.
EUROELECTRONICS. Brescia (Italia)
Fabricante de componentes electrónicos, trabaja funda-
mentalmente en el campo de la fundición de aluminio a
presión.
TECNOPRES. Chieri (Italia)
Especializada en la fabricación de prensas hidráulicas para
el desbarbado de piezas de aluminio, magnesio y alea-
ciones ligeras.
GERLIEVAHeitersheim (Alemania)
Fabricante de sistemas de pulverización y soplado de tec-
nología punta y en continuo desarrollo e investigación
KMAKönigswinter (Alemania)
Complañía líder en Alemania en la fabricación de siste-
mas de filtrado de humos generados en las plantas de fun-
dición. El modelo de filtro KMA-ULTRAVENT es el más
vendido en el mundo.
BARALDI LUBRIFICANTIBologna (Italia)
Fabricante de lubricantes especiales para el sector de la
fundición de aluminio a presión y aleaciones ligeras.
Los componentes de todas y cada una de nuestras repre-
sentaciones están diseñados y construidos para ofrecer
soluciones individuales a las necesidades de cada uno de
nuestros Clientes.
Servicio Lector 30 ■
11FUNDIDORES. DICIEMBRE 2009
ATM 2000 ¿QIÉNES SOMOS?
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 11

La presencia de Idra en Euroguss afianza la importancia
del mercato alemán en el que está presente desde los años
50 y donde siempre ha sido apreciada por el alto nivel
tecnológico y la calidad de sus máquinas.
Siguiendo el camino de la innovación tecnológica por la
que Idra siempre se ha distinguido en Euroguss, presen-
tará la nueva serie de máquinas OLS desde el modelo OL
420 S hasta las de mayor tonelaje.
Esta nueva realización se dis-
tingue por el esmerado pro-
yecto que ha simplificado la
parte de comando de oleodi-
námica, utilizando válvulas
de última generación que ofre-
cen prestaciones en todos los tipos del mercado y al mis-
mo tiempo ofreciendo una fiabilidad y simplicidad de
mantenimiento.
Idra, fiel a las tradiciones, también para esta serie de
máquinas, no ha renunciado a los buenos criterios de
robustez y de amplias dimensiones de la estructura mecá-
nica.
El grupo de inyección presenta unas excelentes caracte-
rísticas de respuesta dinámica y repetitiva.
El frenado final y el control en anillo cerrado se realizan
con soluciones hidráulicas y electrónicas adaptadas al
ambiente de la fundición y son fruto de la larga experiencia
de los técnicos de Idra.
La alta velocidad de inyección, el tiempode paso de la
1ª fase a la 2ª fase dan a la nueva serie OLS la implanta-
ción ideal para la producción de piezas de gran calidad,
tanto en aleaciones de Aluminio como de Magnesio.
El avanzado sistema de gestión comprende el diagnósti-
co completo de la máquina y de los periféricos, facilitando
la obtención de las causas de parada y mejorando la uti-
lización general de la implantación, también para el per-
sonal sin conocimientos ó especialidades elevados.
También se presenta la última generación del sistema SSRpara la producción de piezas con Aluminio semi-sólido.
La tecnología está adaptada en numerosas fundiciones del
mundo y permite reducir el nivel de descartes y la mejo-
ra, en general, de la calidad de la presofusión sin com-
plicaciones de proceso dificiles de gestionar.
La nueva generación de implantaciones de SSR ha sido
mejorada con un software de gestión en anillo cerrado
que hace del proceso más fiable, independientemente de
la temperatura del metal en el horno dosificador.
Servicio Lector 31 ■
12 FUNDIDORES. DICIEMBRE 2009
IDRA EN EUROGUSS
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 12
13FUNDIDORES. DICIEMBRE 2009
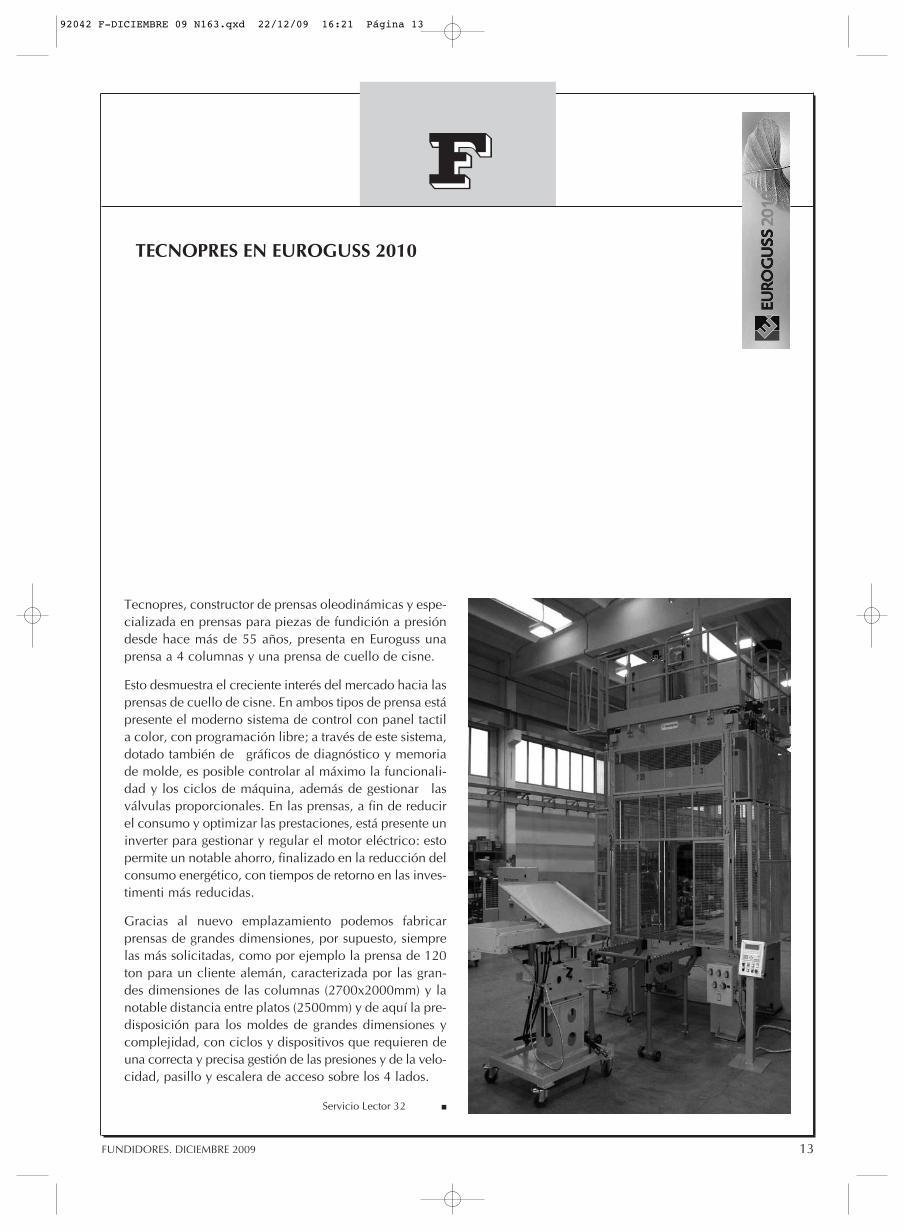
Tecnopres, constructor de prensas oleodinámicas y espe-
cializada en prensas para piezas de fundición a presión
desde hace más de 55 años, presenta en Euroguss una
prensa a 4 columnas y una prensa de cuello de cisne.
Esto desmuestra el creciente interés del mercado hacia las
prensas de cuello de cisne. En ambos tipos de prensa está
presente el moderno sistema de control con panel tactil
a color, con programación libre; a través de este sistema,
dotado también de gráficos de diagnóstico y memoria
de molde, es posible controlar al máximo la funcionali-
dad y los ciclos de máquina, además de gestionar las
válvulas proporcionales. En las prensas, a fin de reducir
el consumo y optimizar las prestaciones, está presente un
inverter para gestionar y regular el motor eléctrico: esto
permite un notable ahorro, finalizado en la reducción del
consumo energético, con tiempos de retorno en las inves-
timenti más reducidas.
Gracias al nuevo emplazamiento podemos fabricar
prensas de grandes dimensiones, por supuesto, siempre
las más solicitadas, como por ejemplo la prensa de 120
ton para un cliente alemán, caracterizada por las gran-
des dimensiones de las columnas (2700x2000mm) y la
notable distancia entre platos (2500mm) y de aquí la pre-
disposición para los moldes de grandes dimensiones y
complejidad, con ciclos y dispositivos que requieren de
una correcta y precisa gestión de las presiones y de la velo-
cidad, pasillo y escalera de acceso sobre los 4 lados.
Servicio Lector 32 ■
TECNOPRES EN EUROGUSS 2010
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 13

El término de huella CO2 es una palabra clave en el actual
debate sobre el clima actual. Describe la cantidad de dió-
xido de carbono que es expulsada al aire causada por todo
tipo de procesos (industriales). Durante las últimas déca-
das la emisión mundial de CO2 ha ido aumentando incre-
mentado constantemente más que la capacidad de absor-
ción de la tierra, de ahí que la concentración de CO2 esté
aumentando contínuamente. En la cumbre del clima en
Copenhage, el mundo va a decidir sobre límites prohibi-
tivos para las emisiones de gas. Sin duda, al objetivo
Europeo para una reducción del 20-30% le seguirá pron-
to un número de regulaciones de control para todas las
áreas de vida: Pero además de los discursos mediáticos
sobre coches eléctricos ó lámparas de ahorro de energía,
muchos otros cambios fundamentales se están llevando
a cabo en silencio (sin tanto ruido): Así, la industria japo-
nesa ha comenzado a mejorar los procesos de produc-
ción intensiva de energía ó incluso a cambiarlos com-
pletamente a favor de tecnologías de energía eficientes.
El inminente cambio es un reto para cualquier empresa;
aquellas que niegan, corren el riesgo de quedarse fuera
del Mercado, pues evitar las emisiones de CO2 pronto pue-
de convertirse en un asunto muy caro. Por lo tanto, ya es
hora de comprobar a fondo las habilidades propias de pro-
ducción .
ATM 2000, representante en España de las tecnologías
medioambientales de KMA (Alemania), ofrece, con su s
sistemas de tratamiento del aire ULTRAVENT soluciones
reales y actuales para aumentar la eficacia energética en
las fundiciones. Iñaki Sagasti, Director de ATM 2000, seña-
la que los modernos sistemas de extracción de aire con-
taminado pueden hacer mucho más por la protección del
medioambiente que la protección medioambiental en el
sentido clásico de promesas: los filtros de aire de alta tec-
nología no sólo aspiran el humo y los residuos de polvo
y aceite del aire sino que aseguran a la vez una reduc-
ción significativa de los costes de calefacción del edifi-
cio mediante la recirculación de energía eficiente del aire
emitido. El resultado: las inversiones en el medioambiente
pueden recuperarse mediante ahorros de energía en 3
años. Cuando los filtros de aire nuevos son adquiridos
mediante leasing, el ahorro en un consumo de energía
menor es mayor que el gasto del leasing desde el primer
año.
14 FUNDIDORES. DICIEMBRE 2009
KMA: MEJORE LA HUELLA DE CARBONO EN SU PLANTA DE FUNDICIÓN!
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 14

A principios del próximo año KMA demostrará su obje-
tivo de liderazgo en eficiencia energética con varias carac-
terísticas nuevas:
• La nueva version Estrella de energía mejora una vez
más la operación “ahorro de energía” del sistema de
aspiración de aire residual KMA. Aquí, la velocidad de
ventilación y la capacidad de extracción se ajustan auto-
máticamente a las actuales necesidades en el ciclo de
fundido: Sólo durante la breve fase de pulverización
el ventilador funciona en su capacidad total, el resto
del tiempo la velocidad del ventilador se reduce. De
esta forma, el consumo de energía disminuye más del
30%! Además, los nuevos filtros ofrecen una mayor efi-
cacia de absorción de humo , de ahí que haya aumen-
tado también la gama de aplicaciones para el modo
de ahorro energético en la recirculación del aire. Para
aplicaciones donde el tipo de humos no permite la cir-
culación del aire, pero necesita el intercambio del aire
de deshecho por el aire makeup del exterior, el filtro modu-
lar ULTRAVENT ofrece módulos de intercambio de aire
apropiados para la integración dentro del filtro.
• La campana extractora telescópica “ahorra-espacio” del
Sistema de filtración ULTRAVENT, anteriormente úni-
ca opción para máquinas de inyección más pequeñas,
está ahora también disponible para máquinas de tama-
ño medio hasta 900 tns. Permite shift la campana extrac-
tor de humos de forma telescópica sobre el filtro de aspi-
ración cuando se necesita abrir el área del molde para
el cambio de molde.
• El panel táctil de la cabina de control del PLC, KMA
ProLogic, basada en hardware Siemens S7, está dis-
ponible ahora en una nueva versión a color. Agudiza
la transparencia en la información facilita la comuni-
cación.
Servicio Lector 33 ■
15FUNDIDORES. DICIEMBRE 2009
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 15

Como fabricante de sistemas de pulverización efectivos
para fundición y forja desde hace más de 30 años, hemos
trabajado constantemente en el campo de la tecnología
de pulverización y hemos establecido unos standards tan-
to nacionales como europeos con nuestro conocimiento
y competitividad.
En nuestra planta de más de 2.300 m2 diseñamos, plani-
ficamos, proyectamos y producimos equipos completos
para dar soluciones específicas para ser aplicadas tanto
en fundición como en forja.
En nuestra planta producimos el 85% de las piezas utili-
zadas en nuestros equipos.
Nuestros productos cumplen con las más altas demandas
tanto en fundición como en forja y ofrecen a nuestros
clientes soluciones que nunca dejan de fascinarles.
La constante reducción del tiempo de ciclo durante el pro-
ceso de inyección requiere un sistema de pulverizado fle-
xible, rápido y dinámico.
Con nuestra amplia gama de productos y mejor servicio,
GERLIEVA está especializada en ofrecer soluciones de pul-
verizado tanto en FUNDICIÓN como en FORJA.
Servicio Lector 34 ■
16 FUNDIDORES. DICIEMBRE 2009
GERLIEVA
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 16

17FUNDIDORES. DICIEMBRE 2009
BARALDI-MOTULTECH es el resultado de una colabo-
ración nacida en el año 2006 entre BARALDI LUBRIFI-
CANTI, fundada en el año 1917, y el GRUPO MOTUL,
fundado el año 1853. BARALDI, que desde el AÑO 1970
se ocupa de la producción y venta de lubrificantes espe-
ciales, con atención especial al sector de la presofusión
y estrusión, se ha unido así a MOTULTECH, DIVISION
del GRUPO MOTUL, especializada en el sector de los
lubrificantes especiales estudiados para condiciones
extremas.
Actualmente, la uníon de ambas ha dado lugar a una
organización en grado de trabajar a nivel internacional
y de ofrecer una repuesta rapida y eficaz a los desafios
del mercado, siempre más competitivos. Las multiples
habilidades que el equipo de BARALDI-MOTULTECH
puede poner a disposición de los clientes son fruto de
más de 100 años de actividad en el campo de los lubri-
ficantes industriales y representan una garantia de gran
fiabilidad. El profundo conocimiento de los procesos pro-
ductivos de los propios clientes hace de esta organiza-
ción un partner de alto nivel para afrontar la busqueda
de una eficiencia máxima. Con tres unidades producti-
vas en Italia, Francia e India, y con el proyecto ya obte-
nido para la realización de otra instalación en Vietnam,
BARALDI-MOTULTECH continua buscando el objetivo
de hacer disponible la propia técnologia a escala inter-
nacional, valiendose de uan red de distribución situa-
da en las areas más industrializadas del mundo. Los labo-
ratorios y centros de investigación de Bolonia y de París
garantizan una continua actualización y una asistencia
cualificada.
NUESTROS PRODUCTOS• Desmoldeantes y lubricantes para la presofusión de alu-
minio y aleaciones ligeras.
• Dispositivos para la dosificación y mezcla de desmol-
deantes.
• Dispositivos para la gestión y el control de la tempe-
ratura del molde.
• Fluidos para la elaboración de metales.
• Detergentes para la industria.
• Productos para el tratamiento térmico.
• Lubricantes especialies.
NUESTRAS CERTIFICACIONESISO 9001
ISO 14001
ISO TS 16949
UNIÓN DE BARALDI LUBRIFICANTI CON MOTUL-TECH
La unión de BARALDI lubrificanti con MOTUL-TECH ha
dado lugar a la organización “Multi-Level Skills in
Lubrication” dotada de un equipo en grado de ofrecer un
extenso y detallado conocimiento de los procesos de
Presofusión, Metalworking, Tratamientos Térmicos,
Protección, Montaje, Estrusión, y otras operaciones en las
aleaciones metálicas.
El concepto “ALUMINIUM WAY”, que será presentado
en EUROGUSS 2010, se ha materializado en un
“Contenido de Productos, Servicio y Know-How” de altí-
simo nivel, estudiado para enfrentarse a la búsqueda con-
tínua de soluciones, de máxima eficacia, con frecuencia
completamente nuevas.
El sistema “SMART LUBRICATION SYSTEM” y otras solu-
ciones en vanguardia son algunas de las propuestas con-
cretas, enfocadas a reducir costes inútiles e impactos nega-
tivos al medioambiente y la salud, y son el fruto de un
trabajo y de una convicción implantados y de un desa-
rrollo sostenible.
Servicio Lector 35
PERFIL DE LA EMPRESA BARALDI-MOTULTECH
EUROELECTRONICS S.R.L.: SISTEMAS DE CONTROL EN FUNDICIÓNTECNOLOGÍA EN PRESOFUSIÓNCompetitividad + experiencia. Automatización eInnovación en todos los campos
– Innovación de los procesos de producción y de con-
trol del la calidad en fundición.
– Cuadros eléctricos y automatización para cada mode-
lo de máquina y dispositivos periféricos.
– Aplicaciones software para PC y para PLC.
Servicio Lector 36
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 17

18 FUNDIDORES. DICIEMBRE 2009
OBJETIVO: AUMENTAR LA PRODUCTIVIDAD
Con el fin de cumplir los requisitos actuales de la indus-
tria, después de muchos años de desarrollo ALLPER, está
en una situación para responder a las necesidades de
los clientes es decir, piezas ligeras de fundición o nue-
vas piezas de fundición que permiten reducir el peso del
coche.
Esto comienza desde el estudio específico de la aplica-
ción del contenedor, hasta la unidad de lubricación con
su nuevo desarrollo de aceite de alta densidad pasando
por el sistema de pistón, encontrando la solución para cada
aplicación.
El aumento de la productividad puede ser alcanzado a tra-
vés de un proceso de fundición coherente. Un movimiento
libre en todo momento del pistón en su contenedor es la
condición previa. Aluminio en el contenedor, deforma-
ción o expansiones diferentes en sus apoyos son impe-
dimentos para conseguir un funcionamiento libre.
Molde, zona entrada aluminio en molde, desequilibrio de
temperaturas, desmoldeante son responsables de la cali-
dad y por lo tanto de la productividad.
Las siguientes preguntas tienen que ser respondidas:
• ¿Cómo se puede mantener un proceso de fundición
regular y continuo?
• ¿Cómo se puede aumentar la vida útil de las distintas
piezas de desgaste?
• ¿Qué cantidad y que tipo de lubricante se nos permi-
te aplicar?
• ¿Cómo se hace un vacío regular en fundición inyec-
tada con vacío?
1.- CONTENEDOR
Equilibrio de la temperatu-
ra bajo condiciones de tra-
bajo del contenedor, apo-
yo y centraje entre el mol-
de y el plato de la máqui-
na son los puntos más
importantes para llegar a un
proceso de fundición regu-
lar y continúo. El necesario
diseño del contenedor es
uno de los desarrollos más
importantes.
El inserto intercambiable,
tecnología patentada, se
puede cambiar directa-
mente en la misma máqui-
na. Con este diseño, será
posible la construcción del
contenedor termorregulado
en 1 pieza (Integral).
2.- LUBRICACION
El desarrollo de la unidad de lubricación así como, del
lubricante de alta densidad, han permitido conseguir con
LA CONSISTENCIA DE PROCESO DE INYECCIÓN EN FUNDICIÓNINYECTADA
Contenedor integral
termoregulado con inserto
intercambiable
Inserto intercambiable
Allper Combi-Lub (ACL)
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 18

19FUNDIDORES. DICIEMBRE 2009
un alto rendimiento, unos resultados excepcionales, así
como también respetar y tener cuidado de las necesida-
des actuales relacionadas con el medio ambiente. Para
cada aplicación la mejor solución es posible.
El lubricante adecuado aplicado en el lugar correcto,
teniendo como resultado ambiente limpio y el rendimiento
previsto.
3.- SISTEMA DE PISTON
El primer sistema de pistón con anillo-cortado intercam-
biable llegó al mercado en el año 1990 y se aplica a nivel
mundial en más de 2.000
máquinas de fundición a
presión. Durante estos
años, otros sistemas han
aparecido en el mercado.
El nuevo sistema modular
de Allper (pendiente de
patente) ha sido introduci-
do con rapidez en el mer-
cado prueba de ello son las
mas de 200 máquinas que
están trabajando con este
nuevo pistón modular.
Se compone de dos partes:
la cabeza, en acero de tra-
bajo en caliente y el cuer-
po en una aleación de
específica de cobre. Ambas
partes están conectadas y el
cuerpo absorbe el calor generado sobre la cabeza. Este
sistema permite el montaje de más de 1 anillo o anillo
de un elástico, en respuesta a las necesidades reales de
piezas de fundición con alto vacío.
Como no puede penetrar de aluminio entre el anillo y el
contenedor, tenemos como resultado gran regularidad y
constancia en los movimientos.
4.- VERTIDO CON THYPHOON
El desgaste del contenedor en la zona del agujero de lle-
nado reduce la vida del propio contenedor así como la
vida de los pistones.
El desarrollo del thyphoon (patente pendiente) reduce la
velocidad de impacto, así como el sobrecalentamiento
local.
Se ha desarrollado tanto para hornos como para carga-
dores con cuchara. Hay una solución para cada aplica-
ción mano derecha o izquierda, desde 1 hasta 40 kg de
fundición.
Las ventajas son:
• Aumentar la vida del contenedor,
así como del pistíón.
• Posibilidad de reducir el tiempo
de espera.
• Medio ambiente más limpio
El desarrollo de las herramientas
para la inyección de alta presión de
aluminio, responde a las últimas novedades tecnológicas
y tiene una solución para cada aplicación. Por lo tanto,
será posible aumentar la vida de todas las piezas de des-
gaste, el contenedor, así como el pistón, dando como
resultado una consistencia elevada del proceso de inyec-
ción.
Permitir al cliente obtener el sistema de herramientas com-
pleto de un solo proveedor, le dará la solución adecua-
da para su aplicación.
Servicio Lector 37 ■
Pistón AMP-R con Allper Combi-Lub (ACL)
Pistón modular con multiples
anillos (AMP-RDR)
Typhoon montado en
contenedor
Desgate después de 8000
inyectadas sin TyphoonMismo contenedor después de uso
del Typhoon
Pistón con anillo Allper (ARP)
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 19

20 FUNDIDORES. DICIEMBRE 2009
El fabricante italo-alemán de máquinas OMS PRESSE lle-
ga a España y Portugal de la mano de EquiposMedioambientales y Productivos (EMEPRO) aprove-
chando de éste modo las sinergias generadas entre ambas
empresas, completamente consolidadas y con amplia
experiencia y conocimiento del sector de la fundición de
inyección.
OMS Presse nace en el año 1979 y se avala de una lar-
ga experiencia del fundador como dirigente de Idra. La
actividad se dirigió inmediatamente a la fabricación de
máquinas para la fundición a presión de aleaciones lige-
ras de aluminio, magnesio y latón, así como servicios de
asistencia técnica y suministro de recambios.
Actualmente, ubicados en Lograto (Brescia) en un esta-
blecimiento de 3.000 m2 de superfície cubierta, produ-
cen máquinas de 200 a 2.500 toneladas de fuerza de cie-
rre.
Las máquinas están equipadas con sistemas de mando y
control cada vez más potentes, que permiten garantizar
constancia y repetitividad en instalaciones sofisticadas,
simplificando el trabajo de los técnicos y del personal de
mantenimiento.
La capacidad productiva actual es de 30 máquinas al
año. Una parte importante de la actividad es también
la revisión completa de máquinas usadas de cualquier
marca, así como la realización de mecanizados, venta
de componentes de recambio y servicio de asistencia al
cliente. Para estos últimos puntos es importante la pre-
sencia nacional de EMEPRO para dar cobertura a los
clientes, facilitando y acercando estos servicios sin per-
der competitividad ni profesionalidad, pues EMEPRO no
solamente realiza la comercial de OMS para España y
Portugal sino que además realiza funciones de S.A.T. así
como suministro de recambios y componentes para
máquinas de cualquier marca.
En general, la gama de servicios que ofrecen OMS – EME-PRO son:
– MAQUINAS NUEVAS DE FUNDICION A PRESION de
200 a 2.500 Ton.
– REVISION COMPLETA DE MAQUINAS.
– REPARACION DE MAQUINAS.
– NORMALIZACION DE INSTALACIONES USADAS
Y/O EXISTENTES.
– MODERNIZACION DE INSTALACIONES EXISTENTES.
– REGENERACION ISLAS DE TRABAJO.
– CARGADORES DE METAL.
– EQUIPOS LUBRIFICADORES DE MOLDES.
– MANTENIMIENTOS PREVENTIVOS.
– ASISTENCIA TECNICA A CLIENTE.
– SUMINISTRO DE RECAMBIOS Y PARTES DE MAQUI-
NA
Servicio Lector 38 ■
OMS PRESSE LLEGA A ESPAÑA Y PORTUGAL
Máquinas en pruebas y
ensayos
OMS 550
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 20

21FUNDIDORES. DICIEMBRE 2009
Una nueva tecnología por lo que respecta al pistón de
inyección para las máquinas de inyección de cámara fría.
El nuevo sistema diseñado y patentado por BRONDOLIN
SPA está formado por:
PISTÓN:
– Circuito de refrigeración patentado frontal / longitudi-
nal de alto rendimiento para lograr un óptimo control
de la expansión térmica frontal y radial.
– Nuevo sistema de bloqueo entre pistón y códulo (por-
tapistón) mediante chavetas centrales extraíbles.
– Nuevo sistema para la antirotación y antitraslación lon-
gitudinal del pistón durante la fase de inyección.
– Montaje y desmontaje fácil entre el pistón y el códulo
(portapistón) sin nesecidad de llaves especiales.
ANILLO ELASTICO:
– Nuevo sistema de enganche patentado con múltiples
zonas de alta seguridad.
– Diseñado para evitar la rotación del anillo durante las
fases de inyección.
– Microranuras externas de geometrías variables para
favorecer la retención del lubrificante durante el des-
lizamiento.
– Bajo riesgo de rotura del pistón en caso de rotura del
anillo y la inmediata sustitución del mismo.
CODULO (Portapistón):
– Nuevo sistema de bloqueo mediante chavetas centrales.
– Gran pared frontal de apoyo del pistón para soportar
perfectamente la descarga de las presiones.
VENTAJAS DEL SISTEMA:
– Simple y rápida sustitución del anillo mediante espe-
ciales pinzas frontales o radiales.
– Menor consumo de lubrificante para el pistón.
– Eficiente sistema de refrigeración.
– Reducción del tiempo de solidificación de la colada.
– Reducción del tiempo del ciclo de la máquina.
– Regularidad en la inyección y menos rechace de pieza.
– Reducción del coste por inyección.
Servicio Lector 39 ■
UNA NUEVA TECNOLOGÍA PARA LAS MAQUINAS DE INYECCIÓNDE CÁMARA FRÍA
BRONDOLIN SPA. COMERCIAL ONSÉS
PATENTEPENDIENTERPH EvoTM
Códulo
portapistón
Pistón
Anillo elástico
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 21

22 FUNDIDORES. DICIEMBRE 2009
AURRENAK lleva desde el año 1974 fabricando utillajes
para el sector de fundición de hierro y aluminio, y ha ido
evolucionando hasta ser en estos momentos una empre-
sa puntera de referencia mundial.
El mercado de automoción es muy exigente para sus pro-
veedores en cuanto a los costes y AURRENAK realiza
esfuerzos constantes para mejorar su productividad.
Asimismo considera que hay que aumentar el valor aña-
dido de los moldes para incrementar la competitividad
en un sector globalizado. Esto se traduce en asumir un
mayor gasto en investigación y desarrollo tecnológico,
optimizando e innovando en cuando a diseño de pro-
ductos y procesos.
AURRENAK, en la búsqueda de la mejora de esta com-
petitividad para sus moldes de inyección de aluminio, está
desarrollando un nuevo proyecto de I+D+I en colabora-
ción con el Centro Tecnológico Koniker con el objetivo
de investigar sobre la tecnología de simulación de inyec-
ción y analizar posibles futuras aplicaciones. Para ello se
ha elegido un molde ya fabricado y suficientemente repre-
sentativo.
Para conseguir este aumento de competitividad, se han
tenido en cuenta las herramientas de simulación teórica,
centrado los esfuerzos en estos dos campos de mejora:
1) Análisis de la influencia de los parámetros del proce-
so de inyección.
2) Análisis del comportamiento termodinámico de los
moldes.
1) Análisis de la influencia de los parámetros delproceso de inyección
Los parámetros clave en todo proceso de conformado por
inyección son: velocidad del pistón, velocidad del flui-
do en los ataques, temperatura del molde y temperatura
del material a inyectar.
En el marco de esta tarea se ha realizado el estudio de
influencia de los parámetros del proceso de inyección
mediante diferentes simulaciones en ProCast de una pie-
za cuyo molde ha sido diseñado y fabricado por AURRE-
NAK. Estos parámetros se han ido modificando unitaria-
mente, de manera que los resultados de cada uno sean
fácilmente comparables con los demás.
Se han modificado los siguientes parámetros:
• Temperatura inicial del molde (precalentamiento)
• Temperatura del aluminio
• Velocidad de la 1ª fase
• Velocidad de la 2ª fase
• Tiempo de cambio de fase
Otros factores también tienen suma importancia a la hora
del llenado, como por ejemplo el espesor de pared de pie-
za, mayores o menores radios… pero esos son factores
que no se pueden modificar en la simulación, ya que ésta
se hace sobre la pieza ya diseñada, y para ello se debe-
ría modificar el diseño, cosa que es posible, en función
de los resultados de la simulación.
EN AURRENAK APOSTAMOS POR LA INNOVACIÓN EN MOLDESDE INYECCIÓN DE ALUMINIO, MEJORANDO SUS PRESTACIONES
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 22

23FUNDIDORES. DICIEMBRE 2009
Entonces sería el diseñador el que haría la modificación
de la pieza, o en su defecto de las cargas o bebedero (ali-
mentación).
Los resultados obtenidos mediante las simulaciones rea-
lizadas en Procast nos permiten prever, no sólo los defec-
tos producidos por la contracción, sino también la for-
mación de uniones frías mediante un adecuado análisis
de los ciclos de llenado. Las principales dificultades radi-
can en la optimización de los parámetros del proceso.
Después de analizar los parámetros modificados para cada
una de las simulaciones, obtenemos las siguientes con-
clusiones en cuanto a cada uno de dichos parámetros:
Temperatura molde precalentado
Aumentar la temperatura del molde ayuda a que el lle-
nado sea bueno y a que no se formen uniones frías, pero
representa un incremento de tiempo de la pieza en el mol-
de y un aumento de desgaste del molde, por tanto hay
que minimizarlos tanto cuanto sea posible. El criterio para
este parámetro es reducir la temperatura lo máximo posi-
ble alrededor de 200º C. Una temperatura del molde
demasiado baja, puede producir un desgaste prematuro
del molde, empeoramiento de precisión dimensional, así
como el llenado incompleto del molde.
Una temperatura del molde demasiado elevada, genera
una prolongación del ciclo, desgaste de molde y mayor
cantidad de poros por contracción.
Temperatura del aluminio
Una temperatura del fluido demasiada baja puede faci-
litar la aparición de uniones frías en el frente de llenado,
o impedir el llenado completo de la cavidad. Mientras que
una temperatura demasiado alta puede alargar el tiempo
de solidificación y provocar un crecimiento de la micro-
estructura.
Velocidad de la 1ª fase
La velocidad del pistón es un parámetro clave porque con
ella controlamos la velocidad del fluido en los ataques y
evitamos así flujos turbulentos, que podrían dar lugar a
porosidades o solidificaciones prematuras si la velocidad
es demasiado baja.
Velocidad de la 2ª fase
Lo mismo que para el caso anterior, la velocidad del pis-
tón es un factor clave para controlar tanto el flujo como
la velocidad en los ataques.
Tiempo de cambio de fase
Al introducir más tarde la velocidad de 2ª fase, lo que pue-
de ocurrir que al realizar el llenado en más tiempo, se pro-
duzcan mayor cantidad de porosidades por solidificación
prematura del material, a pesar de que el ciclo se alargue.
Si se introduce demasiado pronto, las velocidades en la
zona de entrada pueden llegar a ser demasiado elevadas.
Este sí es un factor para el cual hay que tener experien-
cia y destreza para el tiempo adecuado para que no sea
ni demasiado pronto ni demasiado tarde, en base a la for-
ma de las entradas de la alimentación.
2) Análisis del comportamiento termodinámico de losmoldes
En el siguiente informe se exponen los resultados del aná-
lisis tensional de un molde de inyección para un carter.
Este análisis se ha realizado con el programa de simula-
ción ProCast.
También se correlacionarán los resultados con los datos
experimentales obtenidos con las galgas extensiométricas
en las pruebas de inyección realizadas.
Durante la inyección de componentes metálicos, además
de los defectos del llenado y la solidificación, otra cues-
tión importante es el comportamiento de tensión de
ambos, tanto de la colada como del molde. Este com-
portamiento puede afectar la integridad final del com-
ponente, así como terminar en defectos como grietas, dis-
torsiones y moldes inutilizables. Los factores que influ-
yen en el comportamiento de tensión y también en la vida
del molde son los siguientes:
• Las propiedades termo-mecánicas de la colada y del
molde.
• La cavidad.
• Las propiedades materiales del molde
• Historia térmica del molde
• Fuerzas externas y presiones
Para simular con exactitud el comportamiento de tensión
en el molde, habría que considerar la relación entre la
tensión de comportamiento termal, fluido y mecánico de
todos los materiales relevantes, la colada, postizos y mol-
de. Un factor también importante que hay que tener en
cuenta es la formación de hueco causada como conse-
cuencia del encogimiento durante la solidificación, ya que
esto afectará a la transferencia de calor en el molde.
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 23

24 FUNDIDORES. DICIEMBRE 2009
En algunos casos, el molde puede experimentar alguna
deformación local plástica y así también la necesidad de
considerar tanto el comportamiento elástico como el plás-
tico del molde. Cualquier deformación severa local plás-
tica en el molde limitaría su vida y por lo tanto debería
ser evitado. Incluso cuando el molde funciona dentro de
la zona elástica, su vida está bajo la influencia de las varia-
bles que ocurren durante el tratamiento.
Entonces, para la predicción de vida de fatiga del molde
habría que considerar el ciclo completo del molde don-
de estará influenciado por:
• La sujeción del molde.
• La transferencia de calor entre la colada y el molde.
• La transferencia termal de los canales de calentamiento
y enfriamiento.
• Las presiones de inyección.
• La expulsión.
• La lubricación del molde.
Con todo esto y basado en los resultados del análisis de
tensión del molde, se puede concluir que la colocación cer-
cana de los canales de refrigeración pueden tener una fuer-
te influencia en la vida del molde. Sin embargo, como los
canales de refrigeración son necesarios para prevenir el reca-
lentamiento del molde y para controlar la solidificación,
realizar la simulación puede ser una solución para encon-
trar el mejor diseño en las etapas de diseño del molde.
Otro de los motivos principales para la formación de ten-
sión son la resistencia mecánica del molde y gradientes
no homogéneos de temperaturas. Por lo tanto, la influen-
cia de una formación de hueco de aire entre el molde y
la colada solidificada debe ser tenida en cuenta.
Durante la fase de llenado, el movimiento de la colada
influirá en la historia termal y por consiguiente la solidifi-
cación creará tensiones. En algunos casos, parte de la cola-
da podría comenzar a solidificarse durante la fase de lle-
nado, conduciendo a tensiones. Esto también sólo puede
ser predecido habiéndose realizado antes una simulación.
Servicio Lector 40 ■
BREVES
INTERMAHER CALIFICA DE“SATISFACTORIA” LACELEBRACIÓN DE SUSJORNADAS DE PUERTASABIERTAS
• 127 clientes han pasado por el CentroTecnológico.
• Se han cerrado operaciones por valor de423.000 €.
• Se han llevado a cabo contactos muy inte-resantes que se confía en que fructifiquen enbreve en nuevas operaciones
Intermaher, empresa dedicada a la venta demáquina herramienta por arranque de virutaMazak, ha calificado de “razonablemente exi-tosas” las jornadas de puertas abiertas, cele-bradas del 18 al 20 de noviembre, en el CentroTecnológico que la firma alavesa dispone ensus instalaciones de Legutiano.
Durante los tres días en los que ha permane-cido el Centro Tecnológico abierto han acu-
dido 127 clientes interesados en la maquina-ria expuesta y se han cerrado operaciones deventa de maquinaria por valor de 423.0000 €.Roberto Hernando, Gerente de Intermaher, hadeclarado: “Estamos muy contentos con elnivel de negocio alcanzado. En cuanto a par-ticipación, sí es verdad que hemos congrega-do a menos clientes que en años anteriores,pero hemos conseguido un goteo continuo devisitantes que nos ha permitido dedicar tiem-po a escuchar las necesidades reales de losclientes. Además, esperamos que en brevemuchos de los contactos interesantes que sehan llevado a cabo fructifiquen en nuevas ope-raciones, y teniendo en cuenta la actualcoyuntura económica, es todo un éxito”.
Intermaher ha expuesto durante los tres díasseis máquinas como muestra de la avanzadatecnología en centros de torneado, mecaniza-do y máquinas multitarea de Mazak. En estaocasión, los clientes e interesados han podidover en directo las máquinas mediante demos-traciones in situ y beneficiarse de ventajosas
condiciones de adquisición, especialmente enmáquinas en stock.
Máquinas en exposición:
Todas las máquinas que han sido expuestasintegran una serie de funciones que definena la máquina inteligente: control activo devibraciones, compensación térmica, controlde colisiones (detiene la máquina en tiemporeal antes de que una colisión suceda), avi-sador de voz y control del funcionamiento delcabezal.
– CENTRO DE MECANIZADO VERTICALDE 5 EJES SIMULTÁNEOS Y MESA FIJAMODELO VTC800/30SR.
– CENTRO DE TORNEADO Y FRESADOINTEGREX i-150.
– CENTRO DE MECANIZADO HORIZON-TAL HCNEXUS 5000-II.
– CENTRO DE MECANIZADO VERTICALVCNexus 510C-II.
– CENTROS DE TORNEADO QTNexus.
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 24

25FUNDIDORES. DICIEMBRE 2009
IMF H0050_1:
• Máquina cámara caliente URPE 50. Año 1990.
+ En fase de revisión.
+ Cuadro con Automata OMRON.
+ Horno eléctrico.
IMF H0080_2:
• Máquina cámara caliente IDRA OL Z 80-100A.
• Revisada y lista para trabajar.
+ Horno a Gas.
IMF C0120_1:
• Máquina SATESA CH 120. Sin cuadro de control.
• (Sin cuadro de control).
IMF C0160_1:
• Máquina URPE CFA 160 con autómata Siemens.
Año 1990. Poco usada y en excelente estado
+ Horno TP.
IMF DIECASTINGINDUSTRIALIZACIÓN MÁQUINAS INYECCIÓN, S.L.
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 25

26 FUNDIDORES. DICIEMBRE 2009
IMF C0180_1:
• Máquina IDRA 180 S. Revisada en 2008.
Con autómata Siemens S.
+ Reconstruida con Cert. CE en 2003.
+ Prensa Lizuan.
+ Bandeja de recogida de aceite.
IMF C0320_1:
• Máquina IDRA 320 PRP. Año 1990. Revisada y lista
para colocar en producción.
+ Cargador CAM 2.
IMF C0420_1:
• Maquina IDRA 420 PRP. Año/year 1997.
+ Autómata Siemens.
+ Platos con recubrimiento de acero inoxidable. /
Inox treatment in platten.
IMF C0560_1:
• Máquina IDRA 560 PRP. Año (en proceso de
reparación).
+ Bandeja de recogida de aceite.
+ Cuadro de control PT con siemens S5.
+ Puertas automaticas apoyadas a tierra.
IMF C0700_1:
• Máquina IDRA 700 PRP. Año 1992.
– Lubrificador WOLLING. Año 2000.
– Cargador Linear 2 y extractor EPAC.
– Horno Mantenimiento.
IMF C1000_1:
• Máquina Bulher 1000 Revisada por IMF
DIECASTING.
• Cuadro electrico con Autómata Siemens S5.
+ Cargador CAM 2 M.
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 26

27FUNDIDORES. DICIEMBRE 2009
OPORTUNIDADES:
• Cargadores
– 3 Cargadores Italpresse CAM 2 M.
• 2300 de carrera Horizontal.
• 1200 de carrera Vertical.
• Prensas desbarbado
– Prensas Lizuan
– Tecnopress
– Dunkes
IMF C1750_1:
•Máquina IDRA 1750 Digital. Año 1980.
• Cuadro eléctrico con Autómata Siemens S5.
+ Cargador Pomak año 1980.
PRENSAS DE DESBARBADO
• 20 Tons Lizuan. • 25 Tons Hidrometal.
BREVES
NUEVO VARIADORREGENERATIVO AHORRAENERGÍA Y COSTES DEINSTALACIÓN, OFRECIENDOA USUARIOS UN MENORCOSTE TOTAL DEPROPIEDAD
Ahorro energético, más reducciones del 60%en cableado y del 40% en dimensiones delarmario eléctrico ofrecen a usuarios unmenor coste total de propiedad (CTP).
La nueva gama de variadores de frecuenciaFRA741 de Mitsubishi Electric incorporauna función de freno regenerativo que con-serva energía y reduce costes en aplicacio-nes de alto par como grúas y otros aparatoselevadores, bobinadoras, transportadores,máquinas de ensayo y separadores centrí-fugos. La función de regeneración posibili-ta también obtener sistemas de acciona-
miento de menor volumen y más económi-cos con aparellaje más simple y compacto,ahorrándose así tanto en volumen como encoste del armario eléctrico.
El variador FRA741 resuelve de manera efec-tiva los tres problemas principales de los sis-temas de accionamiento de motores eléctri-cos en aplicaciones de alto par y alta poten-cia: en primer lugar, que normalmente sonproporcionalmente el elemento de mayor con-sumo energético; en segundo lugar, que ocu-pan un gran volumen; y por último, querequieren una elevada capacidad de disipa-ción térmica.
El sistema regenerativo o de recuperación deenergía integrado en el variador FRA741 lepermite al accionamiento realimentar energíade frenado a la red de suministro con pérdi-das mínimas. Esta energía puede entoncesemplearse en otras aplicaciones, reduciéndo-se significativamente el consumo energético y
los costes de explotación totales. Además deello, un sistema regenerativo genera menoscalor que el generado con resistencias de fre-nado, lo que a su vez reduce el volumen ocu-pado y el consumo de energía al no ser nece-sarios dispositivos de refrigeración suple-mentarios.
Lo que todo ello significa en términos cuanti-tativos reales, es que las soluciones de accio-namiento con variadores FRA741 requierenhasta un 60% menos en cableado de alimen-tación y ocupan hasta un 40% menos en volu-men que las soluciones convencionales en fun-ción de la capacidad nominal del variador defrecuencia.
Estos ahorros, junto con la considerable capa-cidad de ahorro energético del accionamiento,aportan a los usuarios de la gama FRA741la importante ventaja de un coste total de pro-piedad (CTP) sustancialmente reducido.
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 27

28 FUNDIDORES. DICIEMBRE 2009
Desde su fundación en 1854, CON-
DAT se ha especializado en la for-
mulación, producción y comercia-
lización de productos químicos
específicos, entre los cuales figuran
una amplia gama de lubricantes
industriales que han dado renombre
a la sociedad.
CONDAT ofrece una gama de lubri-
cantes para la fundición a presión,
adaptada a las nuevas directivaseuropeas (REACH y BIOCIDAS).
Esta gama cubre la totalidad del pro-
ceso de fundición a presión ofre-
ciendo:
• Lubricantes de desmoldeo
• Lubricantes de protección de
cazo
• Lubricantes para pistón de inyec-
ción
• Lubricantes para guías
• Fluidos hidráulicos difícilmente
inflamables y transmisores térmicos
• Pastas y grasas de mantenimiento
Dentro de su oferta global, CONDAT propone lubricantes
para la deformación de metales y equipos relacionados.
CONDAFOND ZN 30:
Nuevo lubricante de desmoldeo sin agua para la fundi-ción a presión de aluminio, zinc, magnesio
Este producto es un lubricante pre-
parado para su utilización que
combina altos rendimientos y ven-tajas económicas.
Efectivamente dotado de un exce-
lente poder desmoldeante, el
CONDAFOND ZN 30 permite
obtener unas piezas perfectamen-
te acabadas con un excelente
estado de superficie. Por otro lado,
es compatible con las postopera-
ciones, tales como las pinturas de
acabados y los tratamientos de
superficie.
Respectuoso con el medio ambien-
te y sin emisión de COV, CON-
DAFOND ZN 30 genera varias
ventajas económicas:
– Reducción del consumo de des-
moldeante (micropulverización)
– Bajo residuo de desmoldeante
– Reducción del consumo de agua y de aire
– Disminución de los tiempos de pulverización (reduc-
ción del soplado)
– Aumento de la productividad debido a la disminución
de los tiempos de parada y de ciclo.
– Reducción de los problemas de contaminación bacte-
riana.
Servicio Lector 42
CONDAT:LUBRICANTES PARA LA FUNDICIÓN
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 28

29FUNDIDORES. DICIEMBRE 2009
Evolut Spain, S.L. filial española de Evolut capaz de ofre-
cer soluciones robotizadas en todo el proceso de fundición
Evolut ha llegado a los 20 años de actividad. Es un perio-
do de tiempo, que permite hacer un balance significativo
en el ámbito de la automatización robotizada. Con más de
1600 islas robotizadas instaladas, la empresa se coloca en
el vértice de los system integrator mundiales.
Iniciada en el desarrollo de las automatizaciones en el sec-
tor de carga/descarga de máquina herramienta, la firma ha
desarrollado en los últimos años una serie soluciones capa-
ces de satisfacer muchas solicitudes de la fundición:
• Descarga, control y lubrificación de inyectoras
• Colada por gravedad con gestión de varias coquillas
simultaneamente
• Perforado de moldes
• Inserción de machos con visión artificial 3D
• Rebabado de pequeñas y grandes piezas, con progra-
mación 3D offline
• Paletizado
Ahora Evolut da un paso adelante y crea su filial españo-
la EVOLUT SPAIN, S.L. que ademas de los servicios de asis-
tencia tecnica y comercial, que lleva prestando desde hace
años, pretende convertirse en el integrador nacional de refe-rencia para el sector de la fundición y para ello a partir del
2010 empezará a fabricar sus islas robotizadas en su nue-
va sede cercana a Bilbao.
FUNDICION DE ALUMINIO
Recorriendo el proceso productivo del aluminio, la primera
fase que encontramos puede ser la producción con cola-
da bajo presión o la producción en coquilla (colada a gra-
vedad).
En el sector de colada bajo presión Evolut ha encarado las
clásicas temáticas de descarga piezas con control de la
mazarota por medio de fotocélulas que pueden ser confi-
guradas en automático garantizando, así, tiempos rápidos
de cambio producción. Son muchas e interesantes las apli-
caciones de carga insertos y la programación robot direc-
tamente por la prensa.
Equipando la máquina de colada bajo presión con un par-
ticular aparillaje eléctrico, el robot y la automatización del
cambio molde pueden ser programados y configurados
directamente por la máquina.
Con referencia a la producción de piezas por colada a gra-vedad, coquilla, Evolut ha desarrollado islas según la que
siempre ha sido su característica principal: la busca de la
flexibilidad.
El diseño del hardware y software del brazo de colada ha
tenido en consideración la posibilidad de trabajo en posi-
ción con cambio rápido de las coquillas.
Una de las clásicas realizaciones prevé la pesca desde dos
hornos y la asistencia de tres coquillas en paralelo que pue-
den ser también cambiadas. El sistema puede perseguir dos
basculamientos por coquilla y la programación, en caso de
EVOLUT, “SOLUCIONES PARA LA FUNDICIÓN”
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 29

30 FUNDIDORES. DICIEMBRE 2009
necesitad parametrizada, es ejecutada directamente sobre
el pico del cazo: igual que lo haría un operario.
REBABADO DE ALUMINIO
Prosiguiendo en el proceso productivo del aluminio la ela-
boración siguiente que Evolut ha afrontado es el rebaba-do en automático. Las dos macro soluciones prevén el reba-
bado de las piezas o con pieza sobre pulso robot o con
pieza fijada sobre estaciones fijas.
En el desarrollo de esto proyecto Evolut ha tenido que res-
ponder a muchas preguntas:
– Las piezas tienen variabilidad de forma y rebaba. Evolut
tiene mucha experiencia en los sistemas de visión (más
de 900 sistemas guía robot instalados) y ha utilizado esta
tecnología para:
• Individualizar la pieza, no hay posicionamientos
mecánicos en la zona de amarre.
• Verificar la conformidad de la pieza con posibilidad
de rechazarla.
• Verificar el tamaño de la rebaba respecto a una pie-
za original. Si el sistema evidencia diferencias es capaz
de modificar los parámetros software y productivos.
La garantía de la repetibilidad del grado de acabado. La
solución empieza desde el estudio y la realización de herra-
mientas y máquinas ad hoc que son totalmente compen-
sadas. Durante el ciclo de trabajo el robot comunica con
la máquina controlando la presión y, como consecuencia,
el grado de acabado de la pieza misma. Con la pieza sobre
pulso robot la compensación esta garantizada por un sis-
tema instalado sobre el pulso y el mandril de trabajo, equi-
pado con enganches rápidos, es capaz de utilizar más herra-
mientas cambiándolas en automático.
La isla es muy complicada a programar. Esta es la gran revo-
lución introducida por Evolut en estos centros de rebaba-
do robotizados. Partiendo de diseños 3D de las piezas o
de escaneado láser (por ejemplo brazo Faro) ejecutando
reverse engineering, el ambiente de trabajo se desplaza des-
de la pieza real hasta el virtual. Toda la programación de
la isla es ejecutada off-line y el programa es transferido direc-
tamente en producción listo para ser utilizado. Como en
el sector de la máquina herramienta el robot se ha con-
vertido en un sistema cad-cam obteniendo facilitad de pro-
gramación y una reducción superior al 80% de los tiem-
pos de preparación y de set up al cambio modelo.
FUNDICION DE HIERRO
La primera experiencia de Evolut en la fundición de hie-
rro ha sido con las islas de rebabado. Las características
de estas islas son las mismas previamente descritas (3D –
visión – compensaciones) con el uso de máquinas de reba-
bado y herramientas diferentes. La utilización de muelas
diamantadas ha hecho posible tiempos de trabajo reduci-
dos y elevados grados de fiabilidad; con una productivi-
dad 3 o 4 veces superior con respecto al rebabado manual
por parte del operario.
La notable experiencia en los sistemas de visión ha empu-
jado a Evolut a utilizar el robot en las aplicaciones de colo-
cación de machos e insertos. Los implantes de producción
de hierro, ya en funcionamiento en clientes, tienen muchas
variables sobre los posicionamientos y la repetibilidad de
los insertos. El sistema de visión guía robot 3D (marca Evolut)
ha consentido de sobrepasar todas estas variables y sumi-
nistrar una aplicación muy flexible sea en fase de carga
(variedad de piezas) sea en fase de insertado (variedad de
formas en los insertos).
Una corta visita a su página web www.evolutspa.com
podrá mostrar mejor con fotografías y videos la variedad
de producción de esta interesante empresa.
Servicio Lector 43
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 30

31FUNDIDORES. DICIEMBRE 2009
IMF DIECASTING, empresa dedicada a prestar servicios
a la fundición inyectada en España, Portugal y Marruecos,
compra-venta de maquinaria de inyección y a represen-
tar las marcas ITALPRESSE y GAUSS en dichas áreas; ha
incorporado a su portfolio de productos un nuevo siste-
ma para el control de parámetros, visualización de las cur-
vas de inyección y para el control de la producción.
Este sistema, de desarrollo propio en un entrono STEP
7 y basado en PC´s + autómatas High Speed de últi-
ma generación, se puede integrar tanto en cuadros anti-
guos con autómata Siemens S5, como en cuadros con
autómata S7; siendo una solución muy atractiva para
aquellos clientes que tengan problemas de suministro
y mantenimiento en sus sistemas actuales, y para aque-
llos clientes que quieran esta nueva aplicación en sus
máquinas.
Servicio Lector 44 ■
NUEVO SISTEMA DE VISUALIZACIÓN DE CURVAS DE INYECCIÓNIMF DIECASTING INTEGRABLE EN CUADROS DE CONTROL
El Presidente de WD-40 Company, Garry O. Ridge ha
estado en España donde ha visitado las instalaciones de
la compañía. Durante su visita, el australiano Garry Ridge
ha analizado factores claves que desarrollan la actuali-
dad de la compañía: para ello se ha reunido con los direc-
tivos españoles y mantenido contactos con algunos clien-
tes de la compañía .
Dentro del programa de su visita a España presentó la pro-
yección estratégica que WD-40 Company tendrá en nues-
tro país en los próximos años, teniendo en cuenta su posi-
ción como uno de los mejores de Europa, felicitó al equi-
po directivo y a todos sus empleados por los excelentes
resultados en época de crisis y visitó a algunos de los clien-
tes más importantes para agradecerles y animarles en su
gestión, cumpliendo así uno de las premisas de WD-40
Company como es el aproximarse y reconocer las nece-
sidades de los clientes.
WD-40 Company es una multinacional líder en la fabri-
cación de lubricantes multiusos. Presente en más de 187
países, sus ventas superan el millón de unidades a la
semana. Hace dieciséis años la compañía se estable-
ció en España, y desde sus oficinas en Madrid gestio-
na la distribución del producto a toda la Península
Ibérica.
WD-40, conocido como el “spray de los mil usos”, y 3-EN-UNO, lubricante con una trayectoria de más de un
siglo en el mercado, son los dos productos estrella de WD-40 Company en España y Portugal. De aplicación tanto
en el ámbito profesional como en el doméstico, la gama
de aceites multiusos de la compañía encuentra su mayor
acogida en el sector automovilístico, la industria, la ferre-
tería y el consumo.
Servicio Lector 45
LUBRIFICANTES WD-40
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 31

Como la mayoría de las empresas, las aerolíneas se es-
fuerzan por ofrecer un servicio cada vez mejor con me-
nos bienes de capital y una inversión global menor. El
funcionamiento de las aeronaves de transporte de pasa-
jeros es muy costoso. A no ser que se utilicen en su to-
talidad, las operadoras pueden verse obligadas a reducir
su flota a fin de incrementar la rentabilidad de las aero-
naves restantes. Esto implica que haya menos aeronaves,
con más horas de vuelo y con menos tiempo para los ser-
vicios de mantenimiento programados.
Cuando estos aviones tan utilizados permanecen en tie-
rra para sus supervisiones anuales (que suelen durar una
o dos semanas cada vez), las empresas proveedoras de
recambios y de servicios de mantenimiento tienen que
actuar con rapidez para garantizar que esos aviones
vuelven a estar en funcionamiento rápidamente.
“Nuestros clientes son muy exigentes” afirma James De-
ans, director de Airline Components Internacional (ACI)
Ltd, una empresa especializada en el diseño y la fabrica-
ción de interiores de aeronaves.
“Nos envían su informe de requisitos o de piezas del in-
terior de la aeronave y nosotros realizamos el diseño, la
ingeniería inversa o lo volvemos a fabricar antes de que
la aeronave vuelva a ponerse en funcionamiento. El
plazo de que disponemos para hacerlo puede ser cues-
tión de días.”
Cuando las aerolíneas solicitan una aeronave nueva a un
fabricante como Boeing o Airbus, varias empresas espe-
cializadas se encargan de suministrar los interiores y
otros accesorios. Según afirma el Sr. Deans, el diseño y la
durabilidad de estos accesorios que no son de máxima
seguridad, se ven menoscabados a menudo durante su
desarrollo en un esfuerzo por minimizar el peso y el
coste de los mismos.
“Un concepto de diseño como un asiento nuevo debe
quedar aprobado por el departamento de marketing de la
aerolínea, pero puede bloquearse si consideran que es
demasiado pesado o demasiado caro” asegura. El com-
promiso debe consistir en emplear materiales de plástico
para piezas como los adornos del asiento dentro de la to-
lerancia recomendada. Por ejemplo: un grosor de pared
de 1.2 mm en vez de 2 mm puede afectar en gran me-
dida la longevidad de las piezas. El asiento de la aero-
nave rediseñado se introduce con el tiempo en la cadena
de fabricación pero, tras un tiempo, estos componentes
fallan. “También solucionamos los problemas de diseño
de otras empresas”, afirma el Sr. Deans.
Durante muchos años, ACI ha empleado su propia ma-
quinaria de FDM (modelado por deposición de material
fundido) para crear prototipos de diseño antes de encar-
gárselos a proveedores externos para producir el meca-
nizado de acero y piezas finales de moldeo por inyec-
ción: esta es una manera muy beneficiosa de ahorrar
cuando la creación del molde de producción puede ser
un proceso costoso y largo.
“Supimos de la existencia de Proto Labs a través de una
publicación comercial de CAD. En un primer momento,
estábamos buscando a una empresa que pudiera fabricar
modelos de prototipo más grandes que los que nosotros
podíamos hacer en nuestras instalaciones.
32 FUNDIDORES. DICIEMBRE 2009
MOLDEO POR INYECCIÓN RÁPIDA: APTITUD PARA NAVEGACIÓN AÉREA
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 32

Nos encantó descubrir que además de fabricar piezas de
moldeo por inyección para prototipos, Proto Labs tam-
bién podía ofrecernos una producción a corto plazo mu-
cho más rápida y mejor que la de los proveedores tradi-
cionales de moldeo por inyección. En ese momento nos
dimos cuenta de que habíamos descubierto algo muy
importante”.
En ese momento, ACI estaba trabajando en la creación
de un proyecto de piezas de moldeo por inyección de
gran tamaño para la Royal Air Force. “El mecanizado de
acero para este proyecto pequeño nos iba a costar más
de 200000 £ (222500?) y las piezas finales tardarían en
fabricarse unas 12-16 semanas. Proto Labs nos dijo que
en tan sólo uno, tres, cinco o quince días laborables po-
dríamos tener en nuestras manos una pieza acabada de
moldeo por inyección en el mismo material de produc-
ción que deseábamos y sin que se viera perjudicado su
rendimiento ¡para nosotros fue increíble!”
Desde esta primera experiencia, ACI ha utilizado Proto-
mold para crear una amplia gama de piezas para sus mu-
chos clientes de aerolíneas. Todo, desde piezas para
asientos hasta juntas para moquetas, desde productos de
cocina hasta piezas para el compartimento superior, e
incluso entornos de vídeo para asientos reclinados
(como puede observarse en las imágenes que acompa-
ñan este artículo).
“En los últimos años, ACI ha invertido en su capacidad
de diseño y de comprobación” asegura Will Matthews,
Jefe de Diseño. “Ahí es donde añadimos valor verdadero.
En nuestras instalaciones disponemos de servicios de in-
geniería inversa, análisis de elementos acabados y ma-
quinaria para probar la tensión, la presión, el desgaste, y
realizar ensayos de carga alternativa. Cuando una pieza
de ACI está preparada para su fabricación, es considera-
blemente mejor que el original.”
El Sr. Matthews no tardó en darse cuenta de las ventajas
de emplear el sistema intuitivo de presupuesto online de
Promold, ProtoQuote®. Este sistema emplea un modelo
anterior de CAD en 3D y utiliza un súper sistema multi-
terminal para procesar el modelo y el mecanizado del di-
seño, pero afirma que sigue estando de acuerdo con que
Protomold disponga de un jefe de proyecto especiali-
zado que pueda solucionar cualquier problema y está
impresionado con el compromiso de la empresa con un
servicio personalizado.
“Cuando nos ponemos en contacto con Proto Labs para
cualquier pregunta o solicitud, tanto si se trata de un
nuevo tipo de material, como si es para modificar cual-
quier cosa del diseño que pueda hacer más fácil la fabri-
cación de la pieza, siempre obtenemos la respuesta es-
perada y consideramos que Protomold es siempre muy
proactivo, lo que lo diferencia del resto de proveedores
con los que hemos trabajado. Si en ProtoLabs no cono-
cen la respuesta al momento, la investigan y se ponen en
contacto con nosotros con mucha rapidez. En nuestro
negocio, los plazos de tiempo son muy limitados, por lo
que cada hora cuenta. Siempre sabemos dónde estamos
con Proto Labs”.
La reputación de ACI dentro del sector de la aviación se
fundamenta en varias cualidades de gran importancia,
entre otras, su capacidad para solventar problemas de di-
seño complejos y de responder con rapidez cuando la
aerolínea necesita rediseñar una pieza o para suministrar
piezas del interior con rapidez. “La utilización de Proto-
mold nos ha permitido acortar en varias semanas el
tiempo necesario para una pieza nueva. Eso significa que
los clientes pueden solicitar piezas cuando la aeronave
permanece en tierra y tenerlas instaladas y volando de
nuevo dentro del plazo de tiempo necesario para el man-
tenimiento. Eso es algo muy bueno para nosotros y una
noticia excelente para ellos.”
Servicio Lector 46
33FUNDIDORES. DICIEMBRE 2009
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 33

34 FUNDIDORES. DICIEMBRE 2009
VARIOSSE VENDE
MÁQUINA INYECCIÓN CÁMARA FRÍAMarca: ITALPRESSE 700
Compl. revisada año2007QUADRO DE COMANDO: SIEMENS S7
PRECIO A PREGUNTARInteresados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página: www.pvm-online.com18
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: COLOSIO PFO 500MUY BUEN ESTADO. Año 1999
PRECIO A PREGUNTARInteresados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com19
SE VENDEINSTALACIÓN NUEVA DE MOLDEO POR GRAVEDAD
compuesta de:2 coquilladoras basculantes de 950 x 800
1 coquilladora basculante 600 x 5001 horno de mantenimiento de crisol Dugopa de 300Kg
tipo Mark III – tamaño 2Teléfono de contacto: 629 36 24 24
Contacto: Mikel 20
SE VENDE1 horno INSERTEC reberbero basculante de
2000kg para Aluminio y Zamaccámara de fusión + cámara de mantenimiento
1 cinta de lingoteras INSERTEC de 90 unidades1 espectro ARL3460 base Aluminio y Zamac
Tel. 630 57 07 26 21
RELACION DEEQUIPAMIENTOS
2 Maquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
1 COMPRESOR PUSKAS DE 100 CV1 COMPRESOR CELLATA DE 100 CV
Los compresores disponen de secador y filtros año 2003 y 2004
2 SILOS semi nuevos de 30 tn.1 SILO de 10 tn.1 PARRILLA de desmoldeo medidas 2000x2000mm1 PARRILLA de desmoldeo medidas 2500x2500 mm1 GRUA JASO DE 3.2 TN.
1 FILTRO MOYVEN año 2003 de 18.000 m3
1 SOPLANTE DE 18.000 m3 con caseta insonora3 Soplantes de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 HORNO eléctrico basculante, marca “NABER”. Capacidad 570Kgs. aluminio.
1 CUCHARA Hidráulica. Capacidad 300 Kgs. aluminio.
1 CINTA transportadora semi nueva de 8.500 mm
1 ENVIADOR NEUMÁTICO de 6 Tns/hora.1 ENVIADOR NEUMÁTICO I.S.S. de 9 Tns/hora.
2 MEZCLADOR discontinuo Loramendi, con 2 bombas (COLD BOX).3 MEZCLADOR discontinuo 50 Litros.
2 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA continúa LORAMENDI (6Tn.)1 MEZCLADORA OMEGA Spartan 20P (20 Tns.)1 MEZCLADORA articulada continua IMF (12/15 Tn.)1 MEZCLADORA articulada contínua IMF. Brazos 6,5 m. (30 Tns.)
1 MANIPULADOR de motas IMF. Mod. ML 11001 MESA COMPACTADORA (1 x 1 metro)
1 DISPARADORA Machos HANSBERG (6 Litros).2 DISPARADORA Machos HANSBERG (12 Litros).1 DISPARADORA Machos LORAMENDI (5 Litros).
1 GASIFICADOR de amina LORAMENDI.
6 SONDAS DE NIVEL para silos de arena.1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de
2500 x 2500 x 10 Tns.
1 GRUPO FRIGORIFICO para recuperadora de arena de12tns/hora. (NUEVO).
1 CARRUSEL con dos carros transfer y 18 placas/carros de1400x1100 mm (con grupo hidráulico).
1 PULIDORA DE PROBETAS METALOGRAFICA (nueva).1 CHORREADORA DE SOBREPRESIÓN. Marca CLEMCO.
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab.27Telf.945465581 Fax.945465953
01170 Legutiano (alava)E-mail: [email protected]
www.euskatfund.com
SE VENDEused DIDION DRUM Type BD 60
Zoran Tesic • Managing - Director TCT Tesic GmbH · Im Kurzen Busch 11
D-58640 Iserlohn Tel.: +49 (0)2371 77 26-12 · Fax.: +49 (0)2371 77 26-10
E-Mail: [email protected]
SE VENDEFUNDICION COMPLETA
Hornos inducción 600Kg./H.Moldeado Pepset
Mezcladora, carrusel, recuperadora de arena,desmoldeadora, horno de recocido,
spectometro, etc.Toda o por partes.
Tlf. 949214288, 660324139 [email protected] 23
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 34

35FUNDIDORES. DICIEMBRE 2009
EMPLEO
COMERCIALES EN DIVERSAS ZONAS DE ESPAÑA
Empresa catalana dedicada al mecanizado a láser de tubo con máquinas de ùltima generación
y corte de tubo a medida, interesados contactar con:
[email protected]: 669 86 91 91 Fax: 935 93 88 76
E-64
EMPRESA DEDICADA AL DESARROLLODE PRODUCTOS PLÁSTICOS NECESITA
AGENTES COMERCIALES POR REGIONES.
INTERESADOS CONTACTAR:
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Importante Empresa de Fabricación y Comercialización deequipos y productos para la Fundición de Aluminio precisaal mejor Comercial, a tiempo completo, con residencia enel País Vasco, para desarrollar funciones Técnicas-Comer-ciales. Imprescindible dedicación completa, dominio de in-glés, conocimientos básicos. Valorable dominio de ale-mán, Ingeniería Técnica…
SSSS EEEE BBBB UUUU SSSS CCCC AAAA NNNNDELEGADOS COMERCIALES ZONAS
CATALUÑA Y MADRID CENTRO-NORTESUNTEC MAQUINARIA TECNICA, S.L.Avda. de Castilla, 32 Nave 52
28830 San Fernando de Henares -MadridTef. 91-677 7734 Fax 91-677 8890
E-62
COMERCIALZONA MADRID
Empresa que comercializa productos para la fundiciónbusca representante para la zona centro que visite con
regularidad las fundiciones.Teléfono de contacto: 679 397 869 E-61
Empresa especializada en fabricación de MOLDES para inyección de Plásticos ubicada en Guipúzcoa
Solicita FRESADOR CNCSe valorará:
* Experiencia y conocimiento de moldes* Experiencia en Fresado CNC
* Experiencia en Mecanizado de Alta VelocidadInteresados enviar por FAX Curriculum y fotografía reciente
a la atención del GerenteNúmero de fax: 943 786 234 E-63
SSSS EEEE BBBB UUUU SSSS CCCC AAAACOMERCIAL ZONA NORTE
• Empresa Internacional dedicada a la fabricaciónde maquinaria de Fundición.
• Busca representante para la zona norte que visiteperiódicamente las fundiciones.
Teléfono de contacto: 677 47 59 05E-64
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67
PARA ESTAR PRESENTE EN ESTA RÚBRICA:enviar un email a: [email protected]
Tel: 91 576 56 09
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 35

36 FUNDIDORES. DICIEMBRE 2009
GUIA
HORNOSINDUSTRIALEStalleres de plencia, s.l.
C/ Olabide, nº 17 • 48600 Sopelana • Vizcaya (España)Telfs.: +34 94 676 68 82 - +34 94 676 68 95 • Fax: +34 94 676 69 12
www.hornos-tp.com • [email protected]
REZINCLAJE 99, S.L.Se compra y se transforma todo tipo de residuos de zamak –5–:
Espumas, bebederos, piezas, virutas secas, etc.
Gestor Autorizado de Residuos no Peligrosos:145/V/RPN/CV
Teléfono: 96 141 09 36 - Fax: 96 141 16 07Móvi l : 657 840 092
E-mail: [email protected]
CERTIFICADO ISO 9001Nº REC 514/2005
● Para tratamientos térmicos.● Fusión de aluminio y sus alea-
ciones.● Filtros para aluminio. Colada
intermitente.● Automáticos y de cinta sin-fín.
● Secado y polimerización conrenovación gradual de aire.
● Adaptación de instalaciones anuevas fuentes de energía.
● Aplicaciones termo-eléctricas.● Cerámica.
PARA ESTAR PRESENTE EN ESTA RÚBRICA:enviar un email a:
[email protected] Tel: 91 576 56 09
MAQUINARIA DE PRODUCCIÓN EUROPEA S.L.
Pol. Ind. Can Ribó - Isidre Nonell, 5 - 08911 Badalona (Barcelona)Tel (34) 93 464 01 78 - Fax (34) 93 389 46 48
http: // www.mpe.es - e.mail: [email protected]
Gama ALNAT: gases, atmósferas, procedimientos yservicios para mejorar la calidad y productividad
en procesos de tratamiento térmicos, sinterizado, sol-dadura en horno y galvanizado
Tel.: 91 502 93 00 - Fax: 91 502 93 30AIR LIQUIDE
www.airliquide.es
AIR L IQUIDE
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 36

37FUNDIDORES. DICIEMBRE 2009
GUIA
Central:P.I. Riera de Caldes, C/La Forja, nave 2 • 08184 Palau-Solità i Plegamans (Barcelona)Tel.: 93-864.84.89 • Fax: 93-864.91.32 • www.coniex.com • [email protected]
– Inyectoras cámara caliente y fría. Hornos, Equipos de Vacío, Atemperadores, Prensas, Células robotiza-das y fungibles.
– Maquinaria, productos y procesos para el Tratamiento de superficies por:• VIBRACION.• GRANALLADO y CHORREADO.• LAVADO y DESENGRASE industrial.
– Depuración de aguas de Vibración.– Maquinaria y productos para prototipaje por BAJA FUSION en moldes de caucho.
NUESTROS TÉCNICOS Y LABORATORIO DE APLICACIONES QUEDAN A SU DISPOSICIÓN
Gabiria 2, 1º N - 20305 IRUNTel.: 943 631 339 - Fax: 943 631 [email protected] - www.sefatec.net
Un referente europeo para el sector de fundiciónSoluciones en ingeniería para el sector de fundición
✓ Auditorias, Diagnósticos y Planes DirectoresIndustriales.
✓ Planes de inversiones y Estudios de Factibilidad.✓ Elaboración de Anteproyectos.✓ Ejecución de Proyectos. ✓ Especificaciones Técnicas para Consulta de
Proveedores y Subcontratistas:– Fabricantes de equipos.– Empresas de Obra civil (fluidos, energías,
tratamientos de emisiones, etc.).
✓ Selección de Proveedores y Subcontratistas.✓ Consultas y Análisis de Ofertas y Pedidos.✓ Recepción de Equipos e Instalaciones.✓ Seguimiento de Obra civil. ✓ Dirección del Montaje y Seguimiento de la
Puesta en Producción.✓ Seguimiento del Funcionamiento de las Ins-
talaciones durante el periodo de Garantía.
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 37

38 FUNDIDORES. DICIEMBRE 2009
GUIA
www.kanthal.com
KANTHALSANDVIK ESPAÑOLA [email protected]
INGENIERIA Y MATERIALESPARA HORNOS INDUSTRIALES
• Resistencias eléctricas hasta 2.000° C.• Sistemas de combustión Autorrecuperadores a gas de Bajo Nox.• Refractarios y aislantes de Fibra.• Transformaciones de hornos.• Asesoramiento técnico.• Análisis y simulaciones de procesos térmicos.
ofic. Barcelona ofic. Bilbao Ofic. Madrid(Zona Este): (Zona Norte): (Zona Centro/Oeste/Portugal)
c/ Verneda, s/n - Pol. Ind. Roca c/ Simón Bolivar, 27. Dpto. 29 Avda. de San Pablo, 36 08107 MARTORELLES (Barcelona) 48013 BILBAO 28820 Coslada (Madrid) Telf.: 935 717 540 - 935 717 500 Telf.: 944 278 673 Tel.916605177
Fax: 935 717 586 Fax: 944 278 817 Fax.916605176
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 38

39FUNDIDORES. DICIEMBRE 2009
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAIN
Tel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 39

GUIA
SERVICIOLECTOR
DICIEMBRE 2009
ENVIAR A:
C/ Cid, 3, P2 - 28001 MADRIDTel.: 91 576 56 09
✃
MODELOS VIAL, S.L.UTILLAJE PARA FUNDICIÓN
FOUNDRY PATTERNS AND TOOLINGS
MODELOS Y UTILLAJES DE PRECISION POR CAD-CAMMODELOS EN:
Madera, metal, plástico y poliestireno, coquillas de gravedad,coquillas para cajas de machos calientes, placas para cáscara.
Larragana, 15 - 01013 Vitoria/Gasteiz Alava (Spain)Tel.: 945 25 57 88 (3 líneas) - Fax: 945 28 96 32
e-mail: [email protected] Departamento técnico: [email protected]
FUNDIDORES. DICIEMBRE 200940
BREVES
LINEA VERTICAL DE PINTURA EN POLVO
Mayor producción y mejor acabado de las piezas
La empresa Asturmadi, ubicada en Avilés (Asturias) se dedica a
la fabricación de puertas desde hace más de quince años, y es uno
de los principales líderes del mercado en puertas cortafuego. En
1998 adquirió a Geinsa la primera instalación de pintura líqui-
da, que ahora acaba de sustituir por otra línea de tratamiento y
pintura en polvo para mayor producción y gálibo de piezas de has-
ta 2.800 x 700 mm.
Esta nueva línea mejora la anterior en cuanto a automatización
del sistema de carga y descarga y renovación del sistema de tra-
tamiento, con el que obtienen un mejor acabado final de la pie-
za, así como una mayor producción.La nueva instalación consis-
te en un túnel de tratamiento superficial con tres etapas; un hor-
no de secado de humedad a 110° C; un horno de polimerizado de
pintura a 200º C; cadena para transporte aéreo y armario eléctri-
co con sinóptico general, PLC y pantalla táctil.
La fase de tratamiento incorpora una última etapa de lavado con
agua osmotizada. Está equipado, asimismo, con depósito de alma-
cenamiento y trabaja en cascada inversa sin producir prácticamente
vertidos en continuo.
La cadena transportadora ha sido proyectada al mismo nivel en
todo el trazado de la instalación, lo que facilita el sistema auto-
matizado de carga y descarga y evita que pudieran producirse even-
tuales descuelgues de piezas.La línea está controlada por autómata
PLC con pantalla táctil comunicado con el sistema de carga y des-
carga y con la cabina de aplicación de pintura en polvo.
Plano tridimensional
de la nueva instalación
92042 F-DICIEMBRE 09 N163.qxd 22/12/09 16:21 Página 40


















