FUNDICIONES FERREAS Y NO FERREAS EN … · COQUILLA Y FUNDICION A PRESION MAYO 2009 • N.º 158...
40
1 FUNDIDORES. MAYO 2009 FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION MAYO 2009 • N.º 158 Albert Director David Varela Publicidad Porfiria Rodríguez Administración Dr. Jordi Tartera Asesor Técnico Inmaculada Gómez José Luis Enríquez Antonio Sorroche Colaboradores NÚÑEZ DE BALBOA 37, 3° D 28001 MADRID TEL. 915 765 609 - FAX: 915 782 924 www.metalspain.com [email protected] Por su amable y desinteresada colaboración en la redacción de este número, agradecemos sus informaciones, realización de re- portajes y redacción de artículos a sus autores. FUNDIDORES aparece mensual- mente nueve veces al año (excepto enero, julio y agosto). Los autores son los únicos responsables de las opiniones y conceptos por ellos emi- tidos. Queda prohibida la reproduc- ción total o parcial de cualquier texto o artículos de FUNDIDORES sin previo acuerdo con la revista. EDITA CAPITOLE PRESS DISEÑO APM MAQUETACIÓN MFC - Artes Gráficas, S.L. IMPRESIÓN MFC - Artes Gráficas, S.L. Depósito legal: M. 16.827-1991 ISSN: 1132 - 0362 Comité de Orientación D. Abilio Caetano Álvarez de Lara Pág. EDITORIAL ..................................................................... 2 INFORMACIONES ............................................................. 4 La cumbre industrial aplaza su celebración • Misión comercial de FUNDIGEX a Rusia • CESOl garantiza la formación y certifica a los buenos profesionales de la soldadura • CEDIFIL CORED WIRE, nueva razón social e imagen • Wheelabrator y DISA se fusionan • Ya se pueden controlar los fallos de inoculación: El INOCHECK de SERT le aporta el monitoreo de la inoculación en el chorro • Ricardo de Ramón, nombrado delegado general de Saint-Gobain para España, Portugal y Marruecos • Nace Saint-Gobain PAM España • EXPONOR incorpora los sectores de energÍa y logística a su oferta ferial para el segundo tramo de año • Nuevos nombramientos en Saint-Go- bain PAM España • Exito de 2009 Shanghai Tube Expo • Mecanizados Kanter adquiere a Inter- maher un Centro de Torneado Mazak valorado en 600.000 € • La Fundación ASCAMM parti- cipó en el Salón Internacional del Automóvil de Barcelona ARTÍCULOS Proyectos de Fundición................................................................. 17 Voxeljet ofrece el moldeado de arena como servicio exprés por Ingo Ederer, director general de voxeljet. ......................................... 19 Resinas caja fría LEGANOL para responder a varias exigencias en fundición............ 22 La técnica de la fundición a la cera perdida aplicada a la elaboración de esculturas a tamaño natural por Sergio García. .................................................................... 23 KAMELEO, el primer accesorio de ángulo variable del mercado ........................ 26 HANNOVER MESSE 2009 ............................................................ 28 El tiempo invertido para la alineación de ejes se reduce a la mitad con las modernas estaciones totales ....................................................................... 30 DOSSIER proveedores ................................................................. 32 VARIOS .............................................................................. 33 EMPLEO ............................................................................. 35 GUÍA ................................................................................. 36 ÍNDICE DE ANUNCIANTES ....................................................... 40 SERVICIO LECTOR ................................................................ 40 D. Ignacio Sáenz de Gorbea Nuestra Portada MANGUITOS ARROSI, S.L. 20.493 Elduain - Spain Tel: -34 943 683 250 +34 943 683 487 Fax: +34 943 683 488 www.arrosi.net [email protected] 91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 1
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN … · COQUILLA Y FUNDICION A PRESION MAYO 2009 • N.º 158...
1FUNDIDORES. MAYO 2009
FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION MAYO 2009 • N.º 158
AlbertDirector
David VarelaPublicidad
Porfiria RodríguezAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
NÚÑEZ DE BALBOA 37, 3° D 28001 MADRID
TEL. 915 765 609 - FAX: 915 782 924www.metalspain.com
Por su amable y desinteresadacolaboración en la redacción deeste número, agradecemos susinformaciones, realización de re-portajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual-mente nueve veces al año (exceptoenero, julio y agosto). Los autoresson los únicos responsables de lasopiniones y conceptos por ellos emi-tidos. Queda prohibida la reproduc-ción total o parcial de cualquier textoo artículos de FUNDIDORES sinprevio acuerdo con la revista.
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Abilio Caetano Álvarez de Lara
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4La cumbre industrial aplaza su celebración • Misión comercial de FUNDIGEX a Rusia • CESOlgarantiza la formación y certifica a los buenos profesionales de la soldadura • CEDIFIL COREDWIRE, nueva razón social e imagen • Wheelabrator y DISA se fusionan • Ya se pueden controlarlos fallos de inoculación: El INOCHECK de SERT le aporta el monitoreo de la inoculación en elchorro • Ricardo de Ramón, nombrado delegado general de Saint-Gobain para España, Portugaly Marruecos • Nace Saint-Gobain PAM España • EXPONOR incorpora los sectores de energÍa ylogística a su oferta ferial para el segundo tramo de año • Nuevos nombramientos en Saint-Go-bain PAM España • Exito de 2009 Shanghai Tube Expo • Mecanizados Kanter adquiere a Inter-maher un Centro de Torneado Mazak valorado en 600.000 € • La Fundación ASCAMM parti-cipó en el Salón Internacional del Automóvil de Barcelona
ARTÍCULOSProyectos de Fundición. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Voxeljet ofrece el moldeado de arena como servicio expréspor Ingo Ederer, director general de voxeljet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Resinas caja fría LEGANOL para responder a varias exigencias en fundición. . . . . . . . . . . . 22
La técnica de la fundición a la cera perdida aplicada a la elaboración de esculturas a tamaño naturalpor Sergio García. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
KAMELEO, el primer accesorio de ángulo variable del mercado . . . . . . . . . . . . . . . . . . . . . . . . 26
HANNOVER MESSE 2009 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
El tiempo invertido para la alineación de ejes se reduce a la mitad con las modernas estaciones totales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
DOSSIER proveedores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
VARIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
ÍNDICE DE ANUNCIANTES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
D. Ignacio Sáenz de Gorbea
Nuestra Portada
MANGUITOS ARROSI, S.L.
20.493 Elduain - SpainTel: -34 943 683 250 +34 943 683 487
Fax: +34 943 683 488www.arrosi.net
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 1

2 FUNDIDORES. MAYO 2009
EDITORIAL
Se publica un interesante artículo de Sefatec Engineering, una Ingeniería de Fundición afincada en Irún
(Guipúzcoa) con cerca de 200 proyectos realizados desde su creación en 1989. Además de todo lo rela-
cionado con la Fundición, en el que desarrollan Diagnósticos industriales, Planes Directores, Estudios
preliminares de inversión, Estudios de anteproyecto y ejecución (desde instalaciones particulares a plan-
tas completas), Estudios de mercado y de viabilidad, en los últimos 2 años ha ampliado su campo de ac-
ción a sectores como el mecanizado, Forja, se ha especializado en un sector como es el acabado de las
piezas (estudios completos, diagnósticos, automatizaciones y robotizaciones) y en la realización de Au-
ditorias energéticas desde el punto de vista del proceso de fundición. Una de las principales característi-
cas de Sefatec Engineering es su total independencia de los proveedores que le permite aplicar una total
objetividad a la hora de desarrollar sus proyectos.
Otro tema de mucho interés es el moldeado de arena como servicio exprés.
La reducción de los ciclos productivos con unos costes de elaboración bajos es también una de las prin-
cipales exigencias planteadas al moldeado de arena. Voxeljet Technology utiliza un procedimiento de
impresión 3D que reduce el proceso de impresión de varias semanas a tan sólo unos días.
Tema muy importante: las resinas. Gracias a una estrecha colaboración con las fundiciones, los técnicos
de F.lli Mazzon han podido desarrollar unas nuevas resinas caja fría, según las exigencias específicas de
cada fundición, los diferentes tipos de piezas a fundir, tipo de metal, y los defectos a eliminar, modifi-
cando la síntesis de la parte fenólica, los disolventes, los aditivos.
Destaca el Leganol ecológico sin VOC, es decir exento de compuestos orgánicos volátiles, nace de la exi-
gencia de respetar las cada vez más rígidas normas sobre las emisiones a la atmósfera, límites - en ppm -
que pueden variar de zona en zona y que siguen bajando por problemas medioambientales.
Para obtener valores mínimos sin instalar biofiltros o cámaras de combustión-scrubber, las fundiciones
pueden utilizar el sistema sin VOC, que funciona como el sistema tradicional pero se ha formulado eli-
minando los disolventes hidrocarburos que evaporan a la atmósfera, y sintetizando resinas con elevado
contenido en materia activa fluida.
Dentro de los otros artículos publicados, mencionamos «LA TÉCNICA DE LA FUNDICIÓN A LA CERA
PERDIDA APLICADA A LA ELABORACIÓN DE ESCULTURAS A TAMAÑO NATURAL».
En la próxima edición, se publicarán excepcionalmente FICHAS TÉCNICAS para promover las técnicas
más inovadoras y dar a conocer «el producto a promover». Todas informaciones al 91 576 56 09 y revis-
LA REDUCCIÓN DE LOS CICLOS PRODUCTIVOS CON COSTES DE ELABORACIÓN BAJOS: UNA DE LAS PRINCIPALES EXIGENCIAS
EN LA FUNDICIÓN DE HOY
La Redacción
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 2

91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 3

tores implicados en la fabricación de
bienes de equipo, para lo cual se va
a trabajar en un nuevo diseño de cer-
tamen que esté adaptado al desarro-
llo del mercado al que va dirigido y
a sus requerimientos comerciales, tal
y como marcará la tendencia econó-
mica y comercial en los próximos
meses.
Servicio Lector 1
MISIÓN COMERCIAL DEFUNDIGEX A RUSIA
FUNDIGEX, La Asociación Española de
Exportadores Fundigex, en colabora-
ción con SIDEREX, y con el apoyo de
ICEX (Instituto Español de Comercio
Exterior), organiza una Misión Directa
a Rusia coincidiendo con las ferias
Metallurgy Litmash y Aluminium Non-Ferrous que se ha celebrado en Moscú
durante los días 12 y 15 de Mayo.
La importancia de esta actividad viene
motivada por el gran tamaño del mer-
cado ruso y especialmente por su gran
demanda de maquinaria competitiva
para su procesamiento de metales, de
los que Rusia es una de las grandes pro-
ductoras a nivel mundial. Se prevé que
Rusia tardará varios años en actualizar
su aparato productivo, que cuenta con
Maquinaria muy obsoleta.
Tras un incremento del 5,6% del PIB en
2008, la previsión económica para
Rusia para el 2009 es una caída del 3%,
como resultado de la bajada de los pre-
cios de las materias primas, un acceso
restrictivo a la financiación externa y
una reducción de la demanda externa.
No obstante, se espera una remontada
paulatina para el 2010 con un creci-
miento medio del 4,3% para el 2011.
Junto con FUNDIGEX participarán 14
empresas en la Misión: 8 de ellas vas-
cas, 3 catalanas, 1 valenciana, 1 madri-
leña y 1 de Burgos.
Servicio Lector 2
INFORMACIONES
LA CUMBRE INDUSTRIALAPLAZA SU CELEBRACIÓN
La actual situación de crisis global y
muy especialmente acentuada en el
sector industrial ha impedido que los
agentes participantes en la Cumbre,
feria industrial y tecnológica integra-
da por las áreas de Subcontratación,
Automatización y Trasmet, que iba a
celebrarse el próximo mes de sep-
tiembre, puedan inscribirse en ella.
Como consecuencia, este hecho no
garantiza la realización de un evento
de la calidad, nivel y volumen reque-
ridos por Bilbao Exhibition Centre,
para que tanto expositores como visi-
tantes satisfagan sus expectativas de
negocio y maximicen su rentabilidad.
Por esta razón y con el fin de seguir
garantizando la celebración con éxi-
to y en las mejores condiciones de esta
cita, ya veterana, sus responsables han
tomado la decisión de aplazarla has-
ta el 2011.
Tras realizar un amplio sondeo entre
los diferentes agentes del sector, el
equipo organizador ha decidido apla-
zar su celebración, prevista para sep-
tiembre de este año, a 2011. En esa
fecha volverá a convocarse el que es
certamen de referencia para los sec-
FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 4

91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 5

INFORMACIONES
CESOL GARANTIZA LAFORMACIÓN Y CERTIFICA ALOS BUENOS PROFESIONALESDE LA SOLDADURA
La Asociación Española de Soldaduray Tecnologías de Unión (CESOL) es una
asociación privada de personas y
empresas, independiente y sin ánimo de
lucro, cuyos orígenes se remontan a
1977 con el objetivo principal de apo-
yar la formación y la profesión del sol-
deo y demás tecnologías de unión.
Actualmente es el único organismo
acreditado en nuestro país por el
Instituto Internacional de Soldadura
(IIW) y la Federación Europea de sol-
dadura (EWF) para certificar la impar-
tición de estudios, afines a dicha pro-
fesión, en las universidades, centros o
institutos tecnológicos y ejercer una
vigilancia exhaustiva.
“El tipo de desarrollo industrial que ha
registrado España, subsidiario del
extranjero, fue lo que provocó nues-
tro retraso, pero en 1977 se vio la
imperiosa necesidad por parte de los
profesionales españoles de la soldadu-
ra, de agruparse y fundar CESOL, el
Club de la Soldadura - explica José
Piquer, director general de CESOL – En
este club tienen cabida todos los pro-
fesionales o empresas de la soldadura
que necesitan un lugar común donde
intercambiar ideas y buscar soluciones
para situar la soldadura española al mis-
mo nivel que el resto de los países desa-
rrollados”.
Carencia de profesionales
La formación constituye uno de los pila-
res fundamentales sobre los que se
asienta la existencia de Cesol. Los pro-
fesionales del soldeo pueden acogerse
a diferentes modalidades ya sea pre-
sencial, semipresencial o a distancia.
También organizan cursos monográfi-
cos dirigidos a los profesionales libe-
rales o empresas sobre materias de inte-
rés general para un amplio grupo de los
sectores industriales utilizadores del sol-
deo y las técnicas de unión; cursos a
medida para empresas o grupo de
empresas sobre una determinada mate-
ria de interés así como cursos con reco-
nocimiento internacional que, bajo las
directrices del Instituto Internacional de
Soldadura y la Federación Europea de
Soldadura, tiene por objeto formar al
personal del soldeo en las actividades
de Ingenieros, técnicos, especialistas,
Inspectores, encargados y soldadores.
Piquer reconoce que “en España exis-
te carencia de profesionales de este sec-
tor. Por eso, una de nuestras activida-
des más importante es la formación y
la certificación de las personas que se
dedican a la soldadura. Poco a poco
estamos consiguiendo que esta profe-
sión se vaya incorporando como for-
mación de postgrado. Actualmente la
formación de Ingeniero de soldadura
está incorporada en las Universidades
de Vigo y Cádiz en España y fuera de
nuestras fronteras, en la Universidad
Católica de Lima.
Otras actividades que desarrolla Cesol
son las certificaciones y la asistencia
técnica de sus asociados. En cuanto a
las certificaciones que entrega esta úni-
ca asociación acreditada en España,
destacan la de Personal de Soldadura,
según las directrices del Instituto
Internacional de Soldadura y la
Federación Europea de Soldadura y de
las que Cesol forma parte; la certifica-
ción de Inspectores de Construcciones
Soldadas- ICS- según UNE y la certifi-
cación Soldadores y Operadores de
Soldeo según UNE-EN con el recono-
cimiento de ENAC. En el apartado de
asistencia técnica, la oferta de los ser-
vicios es muy amplia e incluye entre
otros, estudios de fallos y asesoramiento
técnico para la resolución de problemas
de soldeo, certificación de empresas
según ISO 3834, etc.
Potenciar I+D
En el campo de I+D destaca la red de
Centros, asociados a CESOL, que tienen
por objeto el fomento y la promoción
de actividades relacionadas con la
investigación, el desarrollo y la inno-
vación en este sector así como la pres-
tación de servicios a empresas y pro-
fesionales para impulsar el avance y la
adaptación a las nuevas tecnologías.
Servicio Lector 3
CEDIFIL CORED WIRE, NUEVARAZÓN SOCIAL E IMAGEN
Con el objeto de mejorar su posición
competitiva en el mercado, CEDIE
(Compañía Española de Industrias
Electroquímicas, S.A.) ha llevado a cabo
una reorganización societaria concen-
trando su actividad de fabricación y
comercialización de encapsulados y
trading en una nueva sociedad deno-
minada CEDIFIL CORED WIRE.
Este cambio de nombre e imagen vie-
ne acompañado de una fuerte inversión
para la modernización de las instala-
ciones productivas y de almacena-
miento, cuyo importe supera los 3
millones de euros. Las nuevas instala-
ciones estarán finalizadas en verano de
2010 y ocuparán 6.000 metros cua-
drados. Por otra parte, CEDIFIL COREDWIRE amplia su gama de productos de
trading, con el acuerdo para la distri-
bución en exclusiva de los manguitos
isotérmicos fabricados por la compañía
alemana GTP Schäfer, uno de los
mayores productores europeos.
La reorganización societaria es uno de
los pilares fundamentales del plan
6 FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 6

91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 7

INFORMACIONES
estratégico de la empresa que apuesta
por una renovación y modernización de
las actividades actuales así como la
puesta en marcha de un proyecto
empresarial basado en actividades
industriales relacionadas con la ener-
gía y el desarrollo sostenible.
En este sentido, CEDIE, junto a Rioglass
Solar Holding y Xesgalicia, han creado
CEDISOLAR, que se dedicará a la pro-
ducción de vidrio de altas prestaciones
de asilamiento energético y TCO –
vidrio con capa de óxidos conductores
transparente. El proyecto, cuyo puesta
en funcionamiento está previsto para el
mes de marzo del 2010, cuenta con
una inversión inicial de más de 32
millones de euros y dará empleo a más
de 80 profesionales.
Servicio Lector 4
WHEELABRATOR Y DISA SEFUSIONAN
DISA Group, el nombre más importante
en tecnología de fundición y moldea-
do, se ha fusionado con Wheelabrator
Group, número uno mundial en tec-
nología de tratamiento de superficies,
y pasan a formar la empresa líder mun-
dial en la mejora de piezas metálicas.
Hoy mismo, las dos empresas, ambas
propiedad de Mid Europa Partners, han
recibido el visto bueno oficial de la
Oficina Federal de Defensa de la
Competencia en Alemania para con-
cluir el proceso de fusión, iniciado el
4 de septiembre de 2008.
Robert E. Joyce Jr., presidente y conse-
jero delegado de la empresa recién
fusionada ha declarado: “Es un momen-
to muy emocionante para la empresa,
los empleados y los clientes. Confío
en que la fusión de DISA y
Wheelabrator proporcionará a nuestros
clientes tecnologías vanguardistas y una
prestación de servicios locales sin
parangón en nuestro sector.”
“Para preparar la fusión, los equipos
directivos de DISA y Wheelabrator han
trabajado conjuntamente para combi-
nar lo mejor de ambas empresas. “Lo
mejor de ambas” se convirtió en el lema
durante el proceso de planificación, y
ahora se hace realidad al llegar a buen
puerto el resultado de la planificación.”
“Nuestro objetivo principal como
empresa fusionada es sencillo: mejorar
las piezas y los componentes metálicos
de nuestros clientes. Y lo conseguire-
mos disminuyendo sus costes globales
de dos modos. En primer lugar, nos
centraremos en reducir su coste de pro-
ducción por pieza y, en segundo lugar,
ofreceremos componentes con una
vida más larga.”
Como organización conjunta, DISA
Group y Wheelabrator Group emple-
an a 2.500 personas en cinco conti-
nentes y están al servicio de distintos
sectores como el aeroespacial, auto-
moción, energético, ferroviario, naval,
y el sector de fundición y de compo-
nentes médicos.
Fundada en 1900, DISA es proveedor
líder mundial en molduras, arena y tec-
nologías básicas, así como en sistemas
de acabado de superficies metálicas.
DISA ofrece sus servicios a una base de
clientes internacional en más de 50 paí-
ses, y se centra especialmente en fabri-
cantes industriales, y en los sectores de
fundición y metalúrgico.
La fama de Wheelabrator Group en
cuanto a innovación se extiende a lo
largo de 100 años y es el proveedor
líder mundial en equipos para el trata-
miento de superficies, equipos diseña-
dos para limpiar, fortalecer y pulir
superficies metálicas. Wheelabrator
emplea tecnologías de chorreado, gra-
nallado y acabados por vibro-abrasión
para ofrecer dichas soluciones a clien-
tes en más de 100 países.
Robert E. Joyce, Jr. concluyó: “La unión
de los equipos de DISA y Wheelabrator
supone una gran ventaja para nuestros
clientes. Encontramos nuestra tecnolo-
gía en numerosos sectores por todo el
mundo. Nuestro profundo conoci-
miento técnico y la prestación local de
servicios nos permiten ofrecer a nues-
tros clientes soluciones para sus nece-
sidades técnicas en cualquier momen-
to, en cualquier parte y en cualquier
idioma. De este a oeste y de norte a sur,
estamos preparados para mejorar las
piezas metálicas de nuestros clientes.”
Servicio Lector 5
YA SE PUEDEN CONTROLARLOS FALLOS DEINOCULACIÓN: EL INOCHECKDE SERT LE APORTA ELMONITOREO DE LAINOCULACION EN ELCHORRO
Los fundidores así como sus clientes
exijen tener la seguridad que todas las
piezas defectuosas se detectan a través
de sus controles de calidad. La inocu-
lación en chorro es una operación deli-
cada dentro del proceso de colada.
Asimismo, se puede generar una can-
tidad importante de piezas rechazadas
por falta de inoculación antes de
detectar la misma. Por lo tanto, el fun-
didor no se puede permitir cualquier
duda al respecto. Existe un sistema ino-
vador que ofrece una ayuda en ese sen-
tido: el INOCHECK de SERT verifica sila inoculación en el chorro se produ-ce de manera correcta para cada mol-de colado.
En cuanto se detecta una falta de ino-
culante en el chorro, se genera inme-
diatamente una alarma (ausencia de
inoculante, caudal de inoculante
8 FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 8

91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 9

INFORMACIONES
demiasado bajo, o tiempo de inocula-
ción demasiado bajo). Esta alarma se
puede utilizar igualmente para generar
una parada de línea de moldeo.
Asimismo, el sistema almacena todas
las imágenes recojidas para cada mol-
de para su visualización en tiempo real
o posteriormente. Durante el proceso
de producción es posible visualizar las
imágenes correspondientes a un mol-
de defectuoso para que el operador
pueda percibir la causa del defecto y
decidir una acción correctiva inme-
diata. Todas las bases de datos gene-
radas se pueden revisar posteriormen-
te así como todos los resultados esta-
dísticos ofrecidos por el software sumi-
nistrado.
Actualmente, las fundiciones de Fagor
y Betsaide en España, así como
SCHULZ en Brasil estan aprovechando
los beneficios en serenidad, calidad y
trazabilidad que aporta el INOCHECK
Servicio Lector 6
RICARDO DE RAMÓN,NOMBRADO DELEGADOGENERAL DE SAINT-GOBAINPARA ESPAÑA, PORTUGAL YMARRUECOS
Es la primera vez dese que Saint-Gobain
se implantara en España en 1904, que
el cargo es ocupado por un español, ya
que los delegados generales anteriores
han sido siempre de nacionalidad fran-
cesa.
Ricardo de Ramón García es el nuevo
Delegado General del Grupo Saint-
Gobain para España, Portugal y
Marruecos y, como tal, consejero dele-
gado de las principales sociedades del
Grupo en la península ibérica, como
Saint-Gobain Cristalería y Saint-Gobain
Vicasa, entre otras muchas.
Nacido en Xativa (Valencia) hace 59
años, es licenciado en Ciencias Físicas,
Ingeniero Técnico Industrial y
Diplomado por el IESE.
Comenzó a trabajar en el grupo Saint-
Gobain en 1973 y desde entonces ha
ocupado varios cargos de Dirección
General en Europa y Asia, fundamen-
talmente en la actividad de vidrio para
automóvil. En el momento de su nom-
bramiento con Delegado General para
España, Portugal y Marruecos ocupaba
la dirección general de Saint-Gobain
Sekurit para Francia, España, Portugal
e Italia.
De Ramón, compaginará su funciones
de Delegado General del Grupo para
España, Portugal y Marruecos con la
dirección operativa del conjunto de
negocios de vidrio para automóvil de
la península Ibérica, que se integran en
la división denominada Saint-Gobain
Sekurit.
Saint-Gobain integra en España y
Portugal cerca de sesenta sociedades,
con un centenar de centros de pro-
ducción, transformación y comercia-
lización, en los que trabajan más de
9.000 personas, con una cifra de nego-
cio de más de 2.500 Millones de
euros.
Servicio Lector 7
NACE SAINT-GOBAIN PAMESPAÑA
Saint-Gobain Canalización, S.A. pre-
senta su nueva denominación social e
identidad corporativa: Saint-GobainPAM España, S.A.
El cambio se enmarca dentro de la polí-
tica comercial llevada a cabo interna-
cionalmente, potenciando y homoge-
neizando la imagen corporativa global
de todas las empresas del Grupo Saint-
Gobain en la actividad de Sistemas de
Canalización en fundición dúctil y opti-
mizando las sinergias comerciales. En
mercados globalizados, resulta funda-
mental presentar una imagen homogé-
nea, representativa y acorde con su lide-
razgo mundial, apostando por la fuer-
za y notoriedad de una gran marca de
larga experiencia PAM.
Todas las filiales de Canalización del
Grupo Saint-Gobain en el mundo se
adaptarán a la nueva denominación
Saint-Gobain PAM España de forma
generalizada en los casi treinta países
en los que desarrolla el Grupo esta acti-
vidad, lo que permitirá la rápida iden-
tificación de la pertenencia en sus mer-
cados globales. De esta forma la socie-
dad se identifica con las líneas de pro-
ductos marca PAM, logrando una inte-
gración plena.
Saint-Gobain PAM España es la filial en
nuestro país del líder mundial en sis-
temas de canalizaciones de fundición
dúctil. Experiencia y tradición enlazan
con la vanguardia tecnológica de sus
productos y la calidad de su servicio
integral con atención permanente y per-
sonalizada a cada cliente, que cuenta
con el apoyo del Centro de Consulta
y Desarrollo de Canalizaciones, ofre-
ciendo asesoramiento en el diseño e
instalación de la solución más ade-
cuada para cada caso.
Desde el estudio técnico del proyecto
de infraestructura hidráulica a la insta-
lación del equipamiento necesario, la
empresa ofrece soluciones técnicas
que satisfacen las más exigentes deman-
das de calidad, seguridad y perma-
nencia en canalizaciones para abaste-
cimiento, riegos, saneamiento y eva-
cuación. Su gama de productos inclu-
ye tubería, accesorios, valvulería, pie-
zas de montaje e intervención, registros
y rejillas, ofreciendo por tanto un sis-
tema completo y de calidad para todo
el ciclo del agua.
10 FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 10

91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 11

INFORMACIONES
Saint-Gobain PAM España facturó el
pasado año 2008 más de 200 Millones
de €, con una plantilla de 260 perso-
nas. La planta industrial cántabra pro-
duce anualmente el equivalente en kiló-
metros de tubería de fundición dúctil
para recorrer ida y vuelta la distancia
entre la frontera norte española y la
estepa rusa.
Servicio Lector 8
EXPONOR INCORPORA LOSSECTORES DE ENERGÍA YLOGÍSTICA A SU OFERTAFERIAL PARA EL SEGUNDOTRAMO DE AÑO
La Feria Internacional de Oporto, EXPO-
NOR, prepara la celebración de cinco
de sus certámenes de referencia.
AMBIENERGÍA, CERANOR, PORTO-JÓIA, CONCRETA Y LOGÍSTICA GLO-BAL son los eventos vertebradores del
segundo tramo ferial del año en Exponor,
comprendido entre junio y noviembre.
A lo largo de todo el semestre, Exponor
prevé atender a más de 120 mil visi-
tantes profesionales de los sectores
implicados, así como reforzar su posi-
ción de referente y punto de encuen-
tro internacional.
Uno de los grandes retos del EXPONOR
durante este último semestre será el lan-
zamiento de AMBIENERGÍA, Feria
Internacional del medioambiente, la
energía y la sostenibilidad, que del 4 al
7 de junio, hará de la Feria
Internacional de Oporto el centro de
los “Econegocios”. El certamen pondrá
a disposición de los profesionales del
sector lo más innovador en soluciones
ambientales, economía de recursos,
aumento de eficiencia energética y cer-
tificados ambientales.
Además de la oferta expositiva, el even-
to presentará en el Centro de Congresos
EXPONOR iniciativas complementarias
a AMBIENERGÍA, entre las que se
encuentra una variada agenda de
debate con temas como: “Prevención
en el manejo de Residuos”,
“Cualidades del aire interior: nuevas
problemáticas, nuevas políticas, nue-
vas prácticas”, “Eficiencia Energética y
Energías Alternativas: Estrategias y tec-
nologías”. Otra de las actividades
paralelas a la exposición será la entre-
ga del Premio Nacional de Innovación
ambiental.
En la 19ª edición de CERANOR, feria
profesional dedicada a la casa, la deco-
ración, la hostelería y el regalo, los visi-
tantes podrán encontrar múltiples pro-
puestas, ideas o productos que les per-
mitirá enriquecer su trabajo.
CERANOR se desarrollará entre el 2 y
el 6 de septiembre y ofrece la posibi-
lidad de atraer a nuevos mercados y
clientes, así como promover el con-
tacto personal con los mismos, medir
el éxito de la presentación de un pro-
ducto, aumentar la notoriedad de las
empresas, conocer las tendencias del
sector y analizar la competencia.
Entre el 23 y el 27 de septiembre,
EXPONOR celebrará la vigésima edi-
ción de PORTOJÓIA, feria en la que
se darán cita los profesionales de la
joyería, la orfebrería y la relojería.
PORTOJÓIA representa una platafor-
ma segura, dinámica y, sobre todo, de
prestigio donde los profesionales acu-
den para conocer las tendencias y
novedades en joyería y relojería, así
como para encontrar nuevos y habi-
tuales proveedores. En la pasada edi-
ción, 175 expositores recibieron a más
de 13.000 visitantes, de los cuales más
de 200 eran extranjeros.
Entre el 20 y el 24 de octubre EXPO-
NOR albergará la 24ª edición de
CONCRETA, una consolidada feria
dedicada al sector de la construcción
y obras públicas donde cada año se
renuevan las oportunidades de nego-
cio en el ámbito de la internacionali-
zación de las empresas. Una de las cla-
ves de esta feria es la captación de
compradores extranjeros procedentes
de mercados emergentes y en creci-
miento.
Por último, del 4 al 6 de noviembre,
EXPONOR acogerá la primera edición
de LOGÍSTICA GLOBAL, punto de
encuentro esencial para aquellos que
presentan las soluciones más modernas
y los que las buscan, ya que cada vez
son más las empresas que recurren a
la incorporación y/o subcontratación
de servicios de logística, de transpor-
tes y de soluciones de almacenamien-
tos.
Servicio Lector 9
NUEVOS NOMBRAMIENTOSEN SAINT-GOBAIN PAMESPAÑA
ANTONIO GARCÍA BUDIA es el nue-
vo Director General de Saint-GobainPAM España, cargo para el que fue
nombrado hace seis meses. Licenciado
en Ciencias Económicas y Empre-
sariales e Ingeniero Técnico de Obras
Públicas, lleva 32 años en el Grupo
Saint-Gobain, donde ha ocupado diver-
sos cargos de responsabilidad en las
divisiones de Fibras de Vidrio de
Refuerzo y de Vidrio para Construcción
y Vidrio para Automóvil
Hasta su nombramiento como Director
General de Saint-Gobain PAM España,
era -desde 2001- Director Comercial y
Marketing de esta misma división.
JOSÉ LUIS SOLANA VALLE es el nue-
vo Director Comercial y de Marketingde Saint-Gobain PAM España.
Ingeniero Técnico Industrial, comenzó
su actividad profesional en 1986 como
Delegado de Ventas de la antigua
Funditubo, hoy Saint-Gobain PAM
España. En 1997 pasa a ocupar la
Dirección de Cuentas, donde ha per-
manecido hasta febrero, que ha sido
nombrado Director Comercial y
Marketing.
Servicio Lector 10
12 FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 12

91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 13

INFORMACIONES
EXITO DE 2009 SHANGHAITUBE EXPO
Han podido ver el “banner” en la web
metalspain.com
Con 17815 visitantes de 21 areas pro-
vincias chinas y 1806 visitantes del
extranjero de 84 paises, destacaban los
298 exposidores: Jiuli Group, Shanghai
Jinchang Stainless Steel Tube
Manufacturing Co., Ltd., Shanghai
Shangshang Stainless Steel Tube Co.,
Ltd., Panyu Chu Kong Steel Pipe Co.,
Ltd., Shanghai Tianbao Stainless Steel
Co., Ltd., MCC Liaoning Dragon Pipe
Industries Co., Ltd., Zhongyou TIPO
Group, Zhongjian Jinpei Steel Pipe Co.,
Ltd., Tianjin Youfa Steel Pipe Group
Ltd., Jianlong Group, EFD Induction,
Inductotherm Industries, etc3
Servicio Lector 11
MECANIZADOS KANTERADQUIERE A INTERMAHER UNCENTRO DE TORNEADOMAZAK VALORADO EN600.000 €
Mecanizados Kanter, empresa guipuz-
coana de mecanizado de precisión, ha
adquirido a Intermaher, comercializa-
dora de máquinas Mazak, una máqui-
na de características verdaderamente
únicas en España.
Se trata de un centro de torneado
Mazak Cyber-Turn 4500M de 4 metros
que permite realizar de forma automá-
tica mecanizados y mandrinados de
muy alta precisión. Las dimensiones de
la máquina posibilitan la fabricación de
piezas grandes para los sectores más
exigentes como el aeronáutico, defen-
sa y petrolífero.
La inversión realizada por Mecanizados
Kanter ha superado los 600.000 euros.
El modelo adquirido permite la carga
automática de barras de mandrinar de
hasta 1 metro de longitud, para las cua-
les dispone del almacén automático
correspondiente. Voltea piezas de 860
mm de diámetro y mecaniza longitudes
de hasta 4 metros. Dispone de un cabe-
zal de tornear de 50 hp y de herra-
mientas de fresar de 15 hp.
Mecanizados Kanter está ubicada en
Oiartzun y se dedica a mecanizar com-
ponentes y conjuntos complejos desde
prototipo a media serie para el sector
petrolero, propulsión – táctica, aero-
91147 F-MAYO 09 N158.qxd 2/6/09 19:51 Página 14

INFORMACIONES
náutica, maquinaria especial, defensa
y ferroviario.
Intermaher, con sede en el polígono
Goiain de Legutiano (Álava), inició su
andadura en 1975 como representan-
te exclusivo de Mazak, lo que la con-
vierte en una de las distribuidoras de
máquina-herramienta más veteranas. En
pocos años se consolidó como líder en
el mercado de importación de máqui-
nas de control numérico y abrió dele-
gaciones en Barcelona, Madrid, Sevilla
y Zaragoza. Dispone de un Centro
Tecnológico de 1.600 m2.
Servicio Lector 12
LA FUNDACIÓN ASCAMMPARTICIPÓ EN EL SALÓNINTERNACIONAL DELAUTOMÓVIL DE BARCELONA
• Intervino en una jornada técnicaorganizada por la Sociedad deTécnicos de Automoción sobre elvehículo eléctrico.
La Fundación Ascamm ha participado en
la última edición del Salón Internacional
del Automóvil celebrado en Barcelona,
con una presentación en el marco de
una jornada organizada por la Sociedad
de Técnicos de Automoción (STA) sobre
el vehículo eléctrico.
La jornada “Tecnología, infraestructu-
ra y utilización de vehículos eléctricos:
estado actual y retos de futuro” reunió
a un centenar de personas, en su gran
mayoría técnicos, ejecutivos y empre-
sarios relacionados con el sector de la
industria automovilística.
Mar Folgueral, responsable de proyec-
tos europeos para el sector transporte,
hizo una presentación sobre los ámbi-
tos de actuación de Fundación Ascamm
acerca de los vehículos sostenibles, así
como las iniciativas concretas que se
están impulsando desde este centro tec-
nológico en relación con los vehículos
eléctricos, como los algoritmos avan-
zados para una gestión energética
optimizada y adaptativa o la simulación
de movilidad, distribución de energía,
etc. en futuros escenarios de introduc-
ción masiva de vehículos eléctricos.
La Fundación Ascamm, con sede en el
Parc Tecnològic del Vallès
(Cerdanyola), desarrolló a lo largo del
pasado año unos sesenta proyectos de
I+D+i para su aplicación en diversos
sectores productivos. Algunos de éstos
proyectos y otros de reciente inicio se
encuentran actualmente en fase de eje-
cución.
La Fundación Ascamm ocupa una
posición destacada entre los centros
tecnológicos de España por lo que res-
pecta al volumen de proyectos de inves-
tigación con apoyo comunitario que se
han realizado a lo largo de los últimos
años.
Servicio Lector 13
FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 15

91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 16

17FUNDIDORES. MAYO 2009
PROYECTOS DE FUNDICION
Sefatec Engineering, es una Ingeniería de Fundición afin-
cada en Irún (Guipúzcoa) con cerca de 200 proyectos re-
alizados desde su creación en 1989. Además de todo lo
relacionado con la Fundición, en el que desarrolla Diag-
nósticos industriales, Planes Directores, Estudios prelimi-
nares de inversión, Estudios de anteproyecto y ejecución
(desde instalaciones particulares a plantas completas),
Estudios de mercado y de viabilidad, en los últimos 2
años ha ampliado su campo de acción a sectores como
el mecanizado, Forja, se ha especializado en un sector
como es el acabado de las piezas (estudios completos,
diagnósticos, automatizaciones y robotizaciones) y en la
realización de Auditorias energéticas desde el punto de
vista del proceso de fundición.
Una de las principales características de Sefatec Engine-
ering es su total independencia de los proveedores que le
permite aplicar una total objetividad a la hora de desa-
rrollar sus proyectos.
PROYECTO FINALIZADO MAYO 2009
A primeros de mayo Sefatec Engineering ha finalizado
con éxito el proyecto de una nueva línea de moldeo quí-
mico para su cliente Fundiciones Urbina (Vitoria). El pro-
yecto consistía en la implantación de una nueva línea de
moldeo químico que le permitiese a Fundiciones Urbina
la captación de piezas de mayor tonelaje al que actual-
mente podían fabricar. El paso era importante pues se
pasaba de fabricar piezas de hasta 1.000 Kg. a fabricar
piezas de hasta 5.000 Kg. y servirían como complemento
muy importante para sus ya existentes líneas productivas
de moldeo en verde y moldeo químico en mota.
El proyecto estaba dividido en tres fases, en enero 2008
Sefatec Engineering realizó un Estudio preliminar de in-
versiones e implantación, con el resultado de este estu-
dio Fundiciones Urbina realizó su propio estudio interno
de viabilidad mercado-pieza-inversión y en marzo de
2008 tomó la decisión de seguir adelante.
A finales de marzo Sefatec Engineering realizó el Ante-
proyecto y tras ser aprobado nuevamente por Fundicio-
nes Urbina se pasó a la Ejecución del mismo. Durante la
Ejecución del proyecto se realizaron los apartados:
-Especificaciones Técnicas de consulta.
-Gestión de ofertas (consultas, comparativos).
-Planos de implantación.
-Seguimiento de los proveedores.
-Seguimiento de los trabajos de obra civil.
-Seguimiento del montaje y puesta en marcha de las
nuevas instalaciones.
-Recepción de conformidad de las instalaciones en pro-
ducción.
Una de las dificultades del proyecto era que había que
realizar la obra civil (fosos, estructuras metálicas para los
nuevos equipos, etc.) y el montaje de los equipos sin in-
terrumpir el proceso de fabricación del resto de la Fundi-
ción, para lo cual junto al equipo técnico de Fundiciones
Urbina se buscó la solución idónea.
Finalmente el suministro de los distintos equipos se rea-
lizó a primeros de marzo 2009 y ha culminado con éxito
el montaje y puesta en marcha en producción a primeros
de mayo 2009.
Las instalaciones o equipos productivos que han for-
mado parte de este proyecto son:
-Grúas
-Mezcladores continuos
-Cabina de desmoldeo
-Arenería y recuperación de arena
-Aspiraciones
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 17

Desde estas líneas querríamos dar las gracias una vez
más a Fundiciones Urbina por que ha seguido con-
fiando en Sefatec Engineering para todos sus proyec-
tos de renovación y ampliación de la fundición desde
1995, tales como:
-Implantación de Hornos Rotativos Oxigas.
-Arenería de moldeo en verde.
-Modificaciones en el moldeo y desmoldeo de la ins-
talación en verde.
-Implantación de instalación de moldeo químico en
mota.
-Aspiraciones.
-Hornos eléctricos de fusión de Media Frecuencia.
FUTURO
Si bien el mercado Europeo (por cercanía) de la fundi-
ción está sufriendo profundamente el gran problema
de la crisis mundial, tendremos que ser optimistas aun-
que cueste.
Sin querer olvidar nuestros más recientes proyectos
de plantas completas de Fundición realizadas en Es-
paña como son TS Fundiciones (Zestoa-Guipúzcoa)
y Fundiciones Infiesta (Gijón-Asturias), Sefatec Engi-
neering ha logrado una internacionalización de su
saber hacer y en los últimos años ha conseguido di-
versos proyectos principalmente en Europa. Actual-
mente, entre otros, se encuentra desarrollando 2 pro-
yectos de ejecución en Francia para el traslado y
modernización de 2 Fundiciones.
Servicio Lector 30 ■
18
Rogamos tomen nota de nuestra suscripciónpara el 2009 a la revista MOLDES
Nombre ..............................................................................Empresa .............................................................................Dirección ............................................................................................................... código postal ................................
■■ Adjunto cheque de euros (IVA incluido)
....................................................(Firma y sello)
Enviar a MOLDES - Núñez de Balboa 37, 3° D - 28001 MADRID
LA REVISTA DIRIGIDA A LOS FABRICANTESDE MOLDES
UNA REVISTA INDISPENSABLE
Como revista en idioma castellano dedicada en ex-clusiva a los Moldes, Modelos y Matrices, MOLDESestá abierta a todas las empresas y Asociaciones delSector.
MOLDES trata la actualidad de las técnicas y delos mercados de los moldes. La revista comienzacon una sección de información especializada so-bre las novedades técnicas y los últimos proce-sos que se desarrollan en el mercado. Despuéshay una sección dedicada a presentar los mediosde producción y a continuación se publican artí-culos técnicos de las dinámicas compañías co-merciales y artículos de alto nivel procedentesde los profesionales de los moldes y de los cen-tros de I+D del sector.
Con una tirada cubriendo todo el sector, se publi-can las informaciones más novedosas y los artícu-los de más actualidad.
Es una revista dinámica, abierta a todos los profe-sionales del sector y donde su empresa tiene su lu-gar.
Todas las demás informaciones (suscripciones, pu-blicidad, temarios…) en internet:
www.metalspain.com
Precio de suscripción a MOLDES para el año 2009 (IVA incluido):Un año España: 105 euros. Europa: 130 euros.
Países de Latinoamérica: 135 US $.
Núñez de Balboa 37, 3° D - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 18

19FUNDIDORES. MAYO 2009
VOXELJET OFRECE EL MOLDEADO DE ARENA COMO SERVICIO EXPRÉS
Autor: Dr. Ingo Ederer, director general de voxeljet
UN MOLDEADO DE ARENA RAPIDO QUE
SATISFACE LAS MAS ALTAS EXIGENCIAS
La reducción de los ciclos productivos con unos costes
de elaboración bajos es también una de las principales
exigencias planteadas al moldeado de arena. voxeljet
technology utiliza un procedimiento de impresión 3D
que reduce el proceso de impresión de varias semanas a,
tan sólo, unos días.
Los productos industriales suelen estar integrados, en un
alto porcentaje, de piezas de fundición. Por ejemplo, los
motores diesel se componen entre un 70 y un 80 por
ciento de piezas fundidas. Con los procedimientos ante-
riores y con los pasos de trabajo ligados a ellos (como,
por ejemplo, elaboración de modelos y moldes, moldeo
y fundición), las piezas fundidas se podían fabricar en un
plazo de entre 12 a 16 semanas. Este ciclo de produc-
ción es, para cada vez más fabricantes, demasiado pro-
longado. "La necesidad de un suministro a muy corto
plazo de las primeras piezas de fundición es cada vez
más habitual", afirma el Dr. Thomas Schuszter, director
de la sección de Preparación de trabajos de fundición de
MAN Diesel SE de Augsburgo. A lo que añade: "Nos
gusta comprometernos con esta tarea y consideramos la
capacidad de ofrecer una respuesta rápida como un me-
dio para distinguirnos de la creciente competencia".
EL PROCEDIMIENTO DE IMPRESION CON MOLDEDE ARENA 3D ES LA BASE ADECUADA
El uso del procedimiento de impresión 3D implemen-
tado por voxeljet technology permite fabricar rápida-
mente piezas de función. Como especialistas para siste-
mas de impresión 3D, voxeljet une la última tecnología
inkjet de alto rendimiento con elaboración rápida y
ofrece sistemas de impresión 3D, tecnología de impre-
sión y de dosificación y distintos servicios.
El llamado procedimiento "Generis-Sand" se basa en una
tecnología de impresión 3D en que un material de mol-
deado (como, por ejemplo, arena de cuarzo) se dispone
en finas capas sobre una base de moldeado. A continua-
ción se imprime de forma selectiva con resina de furano.
La resina une las partículas dentro y por debajo de la
capa. De esta forma, los moldes deseados se generan por
ordenador y de forma totalmente automática capa a capa
(véase, ilustración Impresion 3D). El procedimiento adi-
Figura 1 (Impresión 3D): Proceso Generis-Sand, visión general
Figura 2: En voxeljet, cinco grandes sistemas de impresión S15
procesan hasta 27 toneladas de arena a la semana
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 19

20 FUNDIDORES. MAYO 2009
tivo permite crear geometrías complejas con la mayor
precisión. Para ello, el operario sólo tiene que introducir
los datos CAD del modelo. Para la construcción se pue-
den utilizar todos los programas CAD 3D que generen
datos Step o Iges y que dispongan de una interfaz de ex-
portación.
"Estos requisitos los cumplen casi todos los programas
CAD utilizados hoy en día a nivel comercial. voxeljet
suele trabajar con Solid Works y Rhino", explica el Dr.
Ingo Ederer, director general de voxeljet.
NUMEROSAS OPCIONES DE CONSTRUCCION
En términos generales, el procedimiento de voxeljet per-
mite implementar muescas traseras y particiones de mol-
deado. El constructor no necesita disponer de ángulos de
desmolde.
No obstante, se recomienda insertar perforaciones de
transporte para grandes núcleos y moldes de más de 30
kg. Los datos de construcción se pueden transmitir fácil-
mente a través de correo electrónico (si el volumen de
dato es relativamente pequeño y no supera los 15 MB). Si
el volumen de datos es mayor, los datos se transfieren a
través de líneas FTP u Odette.
Las máquinas de tipo S15 utilizadas por voxeljet proce-
san datos STL que genera voxeljet gracias a su experien-
cia a partir de datos Step o Iges. Sin embargo, los clien-
tes también pueden crear sus propios datos STL y
transmitirlos a voxeljet. Transcurridos al menos tres días,
se tiene el molde listo para fundición que se envía al
cliente por mensajero o servicio de transporte. Además,
los servicios de voxeljet también pueden incluir la ela-
boracion de la pieza de fundición. voxeljet adjunta do-
cumentación detallada con los núcleos con diseño espe-
cialmente complejo o difíciles de almacenar. Si los
núcleos no ofrecen, por sí solos, la estabilidad necesaria,
se integran refuerzos.
voxeljet cuenta, en este momento, con más de cinco ins-
talaciones del tipo S15 capaces de fabricar piezas de un
tamaño de hasta 1,5 m x 0,75 m x 0,7 m en distintos ma-
teriales. Cortando y pegando el núcleo original o el
molde también se pueden elaborar piezas de mayor ta-
maño. voxeljet moldea cada semana hasta 27 toneladas
de arena. "Fundiciones y constructores de moldes de
toda Europa utilizan ya este servicio único", afirma Ede-
rer satisfecho.
CRECIMIENTO DE LAS AREAS DE APLICACION
Durante mucho tiempo, la principal área de aplicación
fue la industria automovilística que utiliza el procedi-
miento para producir componentes de motor y piezas de
automóvil.
Pero cada vez se producen en mayor medida moldes
para piezas individuales y series más reducidas para el
usuario final. La preparación de repuestos específicos de
cliente goza también de una creciente popularidad.
Figura 3: Desempaquetado de piezas en vacío
Figura 5: Núcleo de camisa de agua
Figura 4: Acabado manual
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 20

21FUNDIDORES. MAYO 2009
En la prestación de servicios de voxeljet hay que destacar
la experiencia con todo tipo de materiales. Las arenas de
cuarzo se pueden utilizar con un nivel de granulado de
muy fino a muy basto. Además, voxeljet está en posición
de utilizar otras arenas.
Algo necesario, por ejemplo, en la fundición de piezas
de acero y hierro fundido. Las altas temperaturas resul-
tantes de estos procesos provocan lo que se denomina
"inversión de cuarzo", que puede causar fisuras en las
piezas de fundición.
Por este motivo, voxeljet utiliza otras arenas sin inversión
de cuarzo o que ya hayan superado este proceso de au-
mento repentino de volumen.
En el abanico de servicios de voxeljet se incluye, por
ejemplo, la fabricación de moldes de fundición de arena
para culatas de cilindro gran diesel de MAN Diesel con
un peso de fundición de 2,2 toneladas con unas dimen-
siones externas del medio molde de 1.460 x 741 x 600
mm.
No obstante, voxeljet también puede fabricar moldes de
arena para piezas de fundición con un grosor extrema-
damente reducido. El especialista en automoción Kon-
cast pidió un molde de arena para una campana de em-
brague cuyo punto más fino medía menos de unos
milímetros.
En este tipo de zonas especialmente delicadas, las labo-
res de limpieza de restos de arena de los moldes requie-
ren un gran tacto y el uso de herramientas endoscópicas.
El principal problema es que la arena no ligada no se
desprende por sí sola y hay que retirarla mediante aire
comprimido, un pincel, un aspirador o un cepillo. Se-
gún el tipo de arena, la limpieza del molde puede re-
sultar más o menos compleja. Con los tipos de arena
GS19 y GS25 también se pueden limpiar superficies
con muescas traseras pronunciadas e innaccesibles
para las herramientas. Por contra, no se pueden crear
así las hendiduras de molde de un tamaño demasiado
reducido para las herramientas habituales, formadas
con GS14 y que, por lo demás, escapan a todo con-
trol.
Sigue un control de calidad en el que voxeljet utiliza el
procedimiento de proyección de luz rasante de GOM.
En este proceso se miden los datos globales y se compa-
ran con los datos de entrada. Frente a la comprobación
puntual (sistema tráctil con máquinas 3D), aquí se com-
prueba todo el módulo.
Servicio Lector 31 ■
Figura 8: voxeljet fabricó la campana de embrague con
un grosor extremadamente fino de capas con los
procedimientos de impresión 3D
Figura 7: Culata de cilindro gran diesel fundida
Figura 6: Molde de fundición de arena
para culata de cilindro gran diesel
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 21

22 FUNDIDORES. MAYO 2009
RESINAS CAJA FRÍA LEGANOL PARA RESPONDERA VARIAS EXIGENCIAS EN FUNDICIÓN
Gracias a una estrecha colaboración con las fundiciones
clientes, los técnicos de F.lli Mazzon han podido desa-
rrollar unas nuevas resinas caja fría, según las exigencias
específicas de cada fundición, los diferentes tipos de pie-
zas a fundir, tipo de metal, y los defectos a eliminar, mo-
dificando la síntesis de la parte fenólica, los disolventes,
los aditivos.
Aquí unos importantes resultados obtenidos:
RESINAS PARA RESOLVER PROBLEMAS DEEMISIONES A LA ATMOSFERA: LEGANOLECOLOGICO SIN VOC
El Leganol ecológico sin VOC, es decir exento de com-
puestos orgánicos volatiles, nace de la exigencia de res-
petar las cada vez más rígidas normas sobre las emisio-
nes a la atmósfera, límites - en ppm - que pueden variar
de zona en zona y que siguen bajando por problemas
medioambientales. Para obtener valores mínimos sin ins-
talar biofiltros o cámaras de combustión-scrubber, las
fundiciones pueden utilizar el sistema sin VOC, que fun-
ciona como el sistema tradicional pero se ha formulado
eliminando los disolventes idrocarburos que evaporan a
la atmósfera, y sintetizando resinas con elevado conte-
nido en materia activa fluida.
RESINAS PARA SOLUCIONAR PROBLEMAS DECALCINACIONES
Se ha esperimentado con éxito el empleo de unas resinas
caja fría que permiten reducir considerablemente o eli-
minar los defectos de calcinaciones en las piezas, redu-
ciendo el tiempo y los costes necesarios al pintado y a la
desecación de motas, moldes y machos. Introduciendo
en la formulación compuestos inorgánicos y resinas a
elevada resistencia térmica, se obtiene un sistema que
permite no pintar los machos y reducir los costes de lim-
pieza y rebarba.
RESINAS PARA RESOLVER PROBLEMAS DE VEINING
El problema de veining – que depende de la expansión
térmica de la arena que provoca grietas en los machos y
la penetración del metal – puede ser resuelto utilizando
arenas buenas, aditivos o pinturas apropiadas.
Aún las resinas caja fría pueden ayudar en la solución
del problema: de hecho se trata de un polímero termo-
plástico y esa característica se puede amplificar para dar
más elasticidad a la resina, evitando la formación de ten-
sión en la arena y de grietas durante la colada. Con ese
sistema se han obtenido buenos resultados antiveining
con una buena reducción de los costes de limpieza.
RESINAS CONTRA LA DEFORMACION EN CALIENTE
Hay unas piezas que requieren una particular precisión
dimensional, pues aún mínimas deformaciones en el ma-
cho pueden causar defectos de dimensión. Machos suje-
tos a la presión del metal tenden de hecho a deformarse.
El laboratorio I&D, trabajando en el aspecto de siíntesis
del polímero y obteniendo cadenas de bajo peso mole-
cular y ramificadas, que durante la reacción crean una
red tridimensional tupida, ha desarrollado un sistema
para obtener la máxima rigidez en caliente. Esas caracte-
rísticas se han apreciado sobre todo en fundiciones/ma-
cherías que fabrican discos de freno.
Servicio Lector 32 ■
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 22

23FUNDIDORES. MAYO 2009
LA TÉCNICA DE LA FUNDICIÓN A LA CERA PERDIDA APLICADA A LAELABORACIÓN DE ESCULTURAS A TAMAÑO NATURAL.
Autor: Dr. Sergio García
Escultor, Doctorado en Bellas Artes por la Universidad Politécnica de Valencia
INTRODUCCIÓN
La alquimia del bronce, que con su metamorfosis del es-
tado sólido al líquido, y nuevamente al sólido adoptando
esas bellas formas escultóricas otorgadas por el escultor,
deleita la mirada de los transeúntes y de aquellos aman-
tes del arte. En el artículo contemplado en el número 152
de esta revista, fuimos partícipes visuales del proceso de
fundición de una pequeña maqueta que representaba
dos figuras sedentes; asimismo en el número 154, pudi-
mos vislumbrar como el bronce se adapta a la elabora-
ción y/o proyección de esculturas monumentales de gran
formato. En el presente trabajo seremos conocedores del
proceso de elaboración de dos figuras sedentes a tamaño
natural. Dado que ya sabemos en que se basa el proceso
de fundición “a la cera perdida”, no será necesario efec-
tuar una descripción exaustiva pero sí incidir sobre aque-
llos determinantes que entran en juego.
En primer lugar, se procede como bien hemos visto, al
despiece estratégico de la figura con placas de aluminio,
y en esta ocasión, con la finalidad de ahorrar costes se
efectúa el molde con escayola hasta cubrir toda la figura.
Es recomendable aplicar jabón diluido con agua sobre
las superficies de las chapas para que después faciliten
su salida al finalizar el molde. Con ayuda de una espá-
tula y vertiendo agua entre las juntas, lograremos hume-
decer la superficie del barro, con lo que las piezas se se-
pararán fácilmente.
Obligatoriamente cada una de ellas se despojará de todo
resquicio de barro para que una vez totalmente secas so-
bre ellas se deposite la cera caliente. En primer lugar se
aplica la cera líquida salpicando con una brocha, des-
pués esta primera capa cuya labor es la de recoger los
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 23

24 FUNDIDORES. MAYO 2009
detalles que el molde porta, queda dar otra de refuerzo
que puede ser aplicada a mano como si de masilla se tra-
tase. La Drª. Carmen Marcos, autora de la Tesis Doctoral:
Técnica de la cascarilla cerámica, exactamente en la pá-
gina 78 da unas recomendaciones en cuanto al manejo
de la cera:
“Mientras trabajamos la cera, deberemos cuidar que la
temperatura sea la adecuada a la acción que realizamos.
De modo general, la manipulación del modelo y de los
bebederos produce una elevación de la temperatura que
es conveniente evitar. Por ello es muy recomendable dis-
poner de grandes y medianos recipientes llenos de agua
para mantener la cera a una temperatura más adecuada
a la tenacidad que requerimos de ella.”
Realizada la fundición y la eliminación del picadizo, es-
tas piezas de bronce se soldan con un electrodo cuya
aleación debe ser idéntica a la empleada en la fundición
de la escultura.
Como información complementaria aportamos unas
imágenes en las que se puéde vislumbrar las diversas
construcciónes de árboles de fundición con sus respecti-
vos canales de colada, dependiendo de la forma de la
obra artística, sea en bulto redondo o en relieve: una ca-
beza, un relieve, unas diminutas figuras.
Soldando con intervención de una soldadura dura, defi-
nida como aquella que es mucho más fuerte que los ma-
teriales a los que está destinada unir, pieza por pieza, se
va conformando este “puzzle 3-D” de bronce.
En esta imagen contemplamos los hilos de soldadura de
unión aplicados, claramente imperceptibles en el exte-
rior de la escultura; obviamente se debe a un trabajo
concienzudo y bien efectuado aplicando correctamente
las herramientas precisas para trabajar el bronce en es-
tado sólido.
Asimismo se pueden observar los tornillos soldados so-
bre los que se enroscarán fuertemente los pernos que ser-
virán de anclaje de la obra en el lugar elegido. Acto pre-
vio a la aplicación de la pátina, el bastón es soldado y se
rebasa la soldadura con una amoladora de punta adia-
mantada.
De Juan Antonio Corredor, en su publicación titulada:
Técnicas de fundición artística, página 174, recogemos
el siguiente párrafo por ser interesante:
“En la actualidad, las dificultades que los fundidores po-
drían encontrar a la hora de encajar y soldar las distintas
partes, han quedado resueltas, dados los medios de sol-
dadura de que se dispone. Es por ello que el despiece es
práctica habitual en nuestros días. En muchos casos, este
despiece depende de la capacidad del crisol”.
Previamente al patinado, nos cercioraremos de que todas
las rebabas e imperfecciones existentes hayan sido corre-
gidas. Contémplese en esta imagen el aspecto aparente-
mente oxidado de la obra, aspecto que cambiará radical-
mente con la ayuda de valor y sustancias que propiciarán
el cambio. Con el soplete a plena potencia procedemos a
calentar la parte de la obra sobre la que incidirá la pátina.
La primera capa es negra y eso es debido a la incidencia
de la acción conjunta del Carbonato de Cobre y del Car-
bonato de Amonio entre otros elementos que reaccionan
con el calor y los componentes de la aleación. Toda la
obra está cubierta de este color negro. Sobre esta primera
pátina, aplicamos en menor intensidad una segunda sus-
tancia compuesta por Nitrato de Cobre y Cloruro Anhí-
drico que causará una coloración verdosa sobre el bronce.
Si recurrimos al trabajo elaborado por HISCOX HOPKINS,
titulado: El recetario industrial, publicado en Barcelona en
el año 1976, concretamente en la página 536 podemos
obtener un modo de conseguir un verde diferente:
“Para producir verde antiguo se emplea una solución com-
puesta por 200 gr de ácido acético de 8oC de concentra-
ción, igual cantidad de vinagre corriente, 30 gr de carbo-
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 24

nato amónico, 10 gr de sal marina e iguales cantidades de
crémor tártaro y acetato de cobre , con un poco de agua.”
Más adelante en la misma página, para lograr el negro:
“Se obtiene la pátina negra cubriendo con sebo los obje-
tos de que se trate, y prendiendo fuego a ésta con una an-
torcha de resina. Se limpian los relieves y se dejan secar.”
Posteriormente jugaremos con la interacción del croma-
tismo otorgado por ambos colores para, con un estropajo
de alambre, frotar y eliminar el exceso de oxidación y
dejar que el brillo del bronce aparezca en aquellos luga-
res que el escultor vea conveniente. Para finalizar, una
capa de cera acentuará ese toque brillante y metálico a
la escultura.
Puede resultar que una vez tengamos la obra en nuestro
estudio, el tono de la pátina no sea de nuestro convenci-
miento; para aclarar u oscurecer el tono de la pátina del
bronce tenemos ceras y betunes de infinidad de colores
y tonos claros u oscuros. En el supuesto de tener una cera
transparente, podemos agregar pigmentos con el fin de
adaptarla al tono pretendido. El modo de aplicación se
basa sencillamente en el uso de un pincel limpio, para
luego frotar con un trapo y obtener el brillo.
Es necesario señalar que se debe tener precaución en la
aplicación de betunes y ceras pigmentadas; conviene
impregnar el pincel con una diminuta cantidad y espar-
cir para observar el tono sobre el bronce. Si nos excede-
mos, corremos el riesgo de ensuciar la escultura y col-
marla de manchas que son horribles visualmente. Por
ello, y para solventar tal situación, podemos agregar cera
transparente y rebajar gradualmente el tono de la obra
con un trapo. Por último se deberá dejar secar en un lu-
gar exento de partículas de polvo.
La obra ya está preparada para ser instalada en el lugar
seleccionado por el artista y el Excmo. Ayto de Palencia,
únicamente queda situarla encima de los bancos, señalar
los puntos de unión, taladrar, y encajar las figuras en el
hormigón con un buen agente de sellado para que resista
tanto las inclemencias.
Servicio Lector 33 ■
¿ Cómo estar informadode lo interesanteen los tratamientos térmicos ?
.. . leer la revistaTRATAMIENTOS TERMICOS
Para recibir los números del 2009,sólo tiene que enviarnos completo el cupón adjunto.
Suscripción Nacional 2008: 115 eurosSuscripción Europea 2009: 135 euros - Países de Latinoamérica: 141 US $
Solamente …
Rogamos tomen nota de nuestra suscripción para el 2008 a la revista TRATAMIENTOS TERMICOS.EMPRESA: ..............................................................................................
NOMBRE: ...............................................................................................
DIRECCION: ..........................................................................................
......................................................... C. POSTAL ....................................
......................................................................(Firma y sello)
Enviar a: Núñez de Balboa 37, 3° D - 28001 MADRID
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 25
26 FUNDIDORES. MAYO 2009
KAMELEO, EL PRIMER ACCESORIO DE ANGULO VARIABLE DEL MERCADO
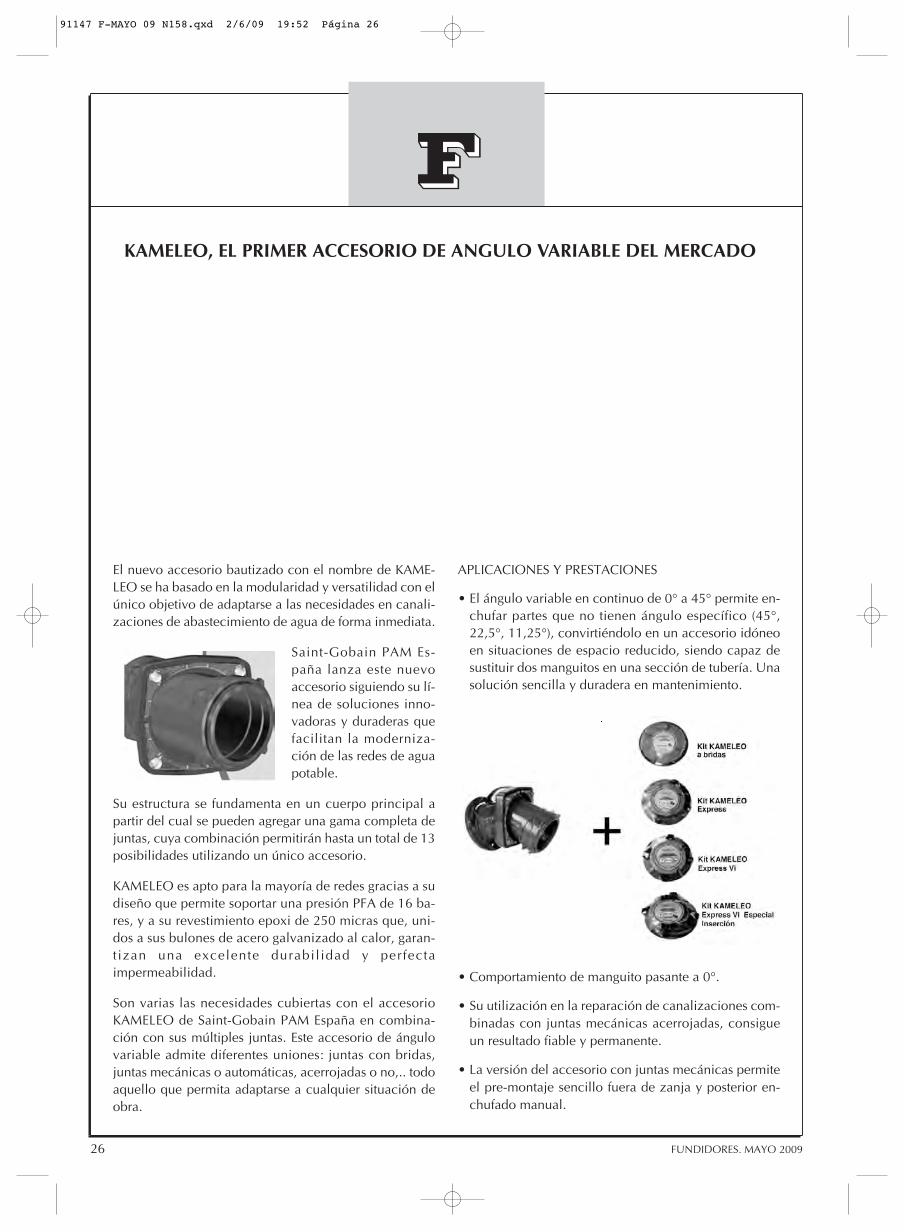
El nuevo accesorio bautizado con el nombre de KAME-
LEO se ha basado en la modularidad y versatilidad con el
único objetivo de adaptarse a las necesidades en canali-
zaciones de abastecimiento de agua de forma inmediata.
Saint-Gobain PAM Es-
paña lanza este nuevo
accesorio siguiendo su lí-
nea de soluciones inno-
vadoras y duraderas que
facilitan la moderniza-
ción de las redes de agua
potable.
Su estructura se fundamenta en un cuerpo principal a
partir del cual se pueden agregar una gama completa de
juntas, cuya combinación permitirán hasta un total de 13
posibilidades utilizando un único accesorio.
KAMELEO es apto para la mayoría de redes gracias a su
diseño que permite soportar una presión PFA de 16 ba-
res, y a su revestimiento epoxi de 250 micras que, uni-
dos a sus bulones de acero galvanizado al calor, garan-
t izan una excelente durabil idad y perfecta
impermeabilidad.
Son varias las necesidades cubiertas con el accesorio
KAMELEO de Saint-Gobain PAM España en combina-
ción con sus múltiples juntas. Este accesorio de ángulo
variable admite diferentes uniones: juntas con bridas,
juntas mecánicas o automáticas, acerrojadas o no,.. todo
aquello que permita adaptarse a cualquier situación de
obra.
APLICACIONES Y PRESTACIONES
• El ángulo variable en continuo de 0° a 45° permite en-
chufar partes que no tienen ángulo específico (45°,
22,5°, 11,25°), convirtiéndolo en un accesorio idóneo
en situaciones de espacio reducido, siendo capaz de
sustituir dos manguitos en una sección de tubería. Una
solución sencilla y duradera en mantenimiento.
• Comportamiento de manguito pasante a 0°.
• Su utilización en la reparación de canalizaciones com-
binadas con juntas mecánicas acerrojadas, consigue
un resultado fiable y permanente.
• La versión del accesorio con juntas mecánicas permite
el pre-montaje sencillo fuera de zanja y posterior en-
chufado manual.
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 26

27FUNDIDORES. MAYO 2009
• Su capacidad de transformación en codos, manguitos
o bridas enchufe lo convierten en una solución modu-
lar y polivalente.Nota de prensa. Abril de 2009
Estas son algunas de las necesidades cubiertas por el ac-
cesorio KAMELEO de Saint-Gobain PAM España, un
aliado en el mantenimiento que se puede encontrar en
DN80, 100, 150.
Las siguientes imágenes muestran una misma situación de
obra.
En la primera se observan todos los accesorios que se de-
ben utilizar para conseguir un resultado óptimo sin la utili-
zación del nuevo accesorio, mientras que
en la segunda imagen podemos ver cómo
la utilización de KAMELEO simplifica el
trabajo de manera eficiente y práctica.
ACCESORIOS PARA KAMELEO
La capacidad de transformación de KA-
MELEO de Saint-Gobain PAM España le
permite cubrir un amplio número de ne-
cesidades que puedan surgir en obra en
combinación con sus diferentes juntas.
Éstas se comercializan en formato kit
para facilitar su logística. Existen un to-
tal de 4 kits a elegir según las necesida-
des propias de cada cliente.
A continuación, una breve descripción
de las múltiples posibilidades ofrecidas
por la conjunción de KAMELEO con las diferentes juntas
disponibles.
CONFORMIDAD CON LAS NORMAS:
• Ensayos tipo conformes a la norma EN545.
• Revestimiento epoxi conforme a la norma 14901.
• Juntas conformes a la norma EN 681-1.
• Bridas semimóviles conformes a la norma EN 1092.
• Componentes en contacto con agua potable confor-
mes con los Certificados Sanitarios Europeos.
Servicio Lector 34 ■
Tuberías SIN KAMELEO Tuberías CON KAMELEO
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 27

28 FUNDIDORES. MAYO 2009
HANNOVER MESSE 2009
La edición de HANNOVER MESSE 2009 ha conseguido
sentar un precedente en cuanto a la firmeza de la indus-
tria en plena crisis económica. „Los cinco días feriales
han convencido tanto a expositores como a visitantes de
que confíen en sus fuertes. Los participantes se van de
Hannóver con el convencimiento de que tienen que
aprovechar las oportunidades que se presentan en estos
tiempos a pesar de todos los problemas“, afirmó el presi-
dente de la junta directiva de Deutsche Messe AG, el Dr.
Wolfram von Fritsch, el viernes en Hannóver al clausurar
HANNOVER MESSE. “Los expositores han puesto de ma-
nifiesto que el potencial innovador de la industria no ha
perdido fuerza. La feria no se centró en las causas y el
transcurso de la crisis, sino en las posibles soluciones.“
Unos 210.000 visitantes han acudido en los últimos días
a Hannóver, de los cuales uno de cada cuatro procedía
del extranjero. De los visitantes internacionales aproxi-
madamente un 70 por ciento procedía de Europa, un 19
por ciento de Asia y un 7 por ciento de América. Los pa-
íses con mayor representación entre los visitantes han
sido los Países Bajos, Austria, Bélgica, India, Dinamarca
e Italia. “En vista de las normas restrictivas en materia de
viajes en muchas empresas, estas cifras están muy por
encima de nuestras expectativas“, afirma von Fritsch.
Este resultado pone de manifiesto que HANNOVER
MESSE no ha perdido su atractivo.
“Tanto los expositores como los visitantes aprecian la
fortaleza de HANNOVER MESSE. La variedad de secto-
res, la internacionalidad y el liderazgo temático hacen
que el certamen sea imprescindible para muchas empre-
sas.”
Las asociaciones centrales sectoriales realizaron asi-
mismo un balance positivo: „En Hannóver se respira un
ambiente generalmente positivo entre los fabricantes ale-
manes de maquinaria e instalaciones, a pesar de la difí-
cil situación reinante en ámbitos parciales de la cons-
trucción mecánica“, informaba el Dr. Hannes Hesse,
gerente de la Asociación Alemana de Fabricantes de Ma-
quinaria e instalaciones (VDMA).
“HANNOVER MESSE ha estado a la altura de su función
como barómetro coyuntural.“ La Asociación Central de
la Industria Electrotécnica y Electrónica (ZVEI) refleja asi-
mismo esta imagen. „El ambiente en la feria es conside-
rablemente mejor que las cifras que presenta la industria
electrotécnica“, constató Friedhelm Loh, presidente de
ZVEI. “Las charlas mantenidas por nuestros miembros
aquí en HANNOVER MESSE con clientes y otros intere-
sados eran de una gran calidad. Por este motivo alberga-
mos la fundada esperanza de que pronto se va a alcanzar
el final de la recesión económica y en el segundo semes-
tre de 2009 veremos los primeros indicadores de una re-
cuperación.”
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 28

En cuanto a las cifras de expositores, HANNOVER
MESSE consolidó su posición como el evento tecnoló-
gico más importante del mundo: 6.150 expositores pro-
cedentes de 61 países presentaron sus productos en un
área de exposición de 224.800 metros cuadrados.
En la feria se presentaron más de 4.000 novedades mun-
diales, lo que constituye asimismo un valor puntero. Lo
que llamó la atención fue el alto nivel de internacionali-
dad entre los expositores, pues casi la mitad procedía del
extranjero, sobre todo de Italia, China, Corea del Sur,
Turquía y la India.
13 ferias monográficas celebradas paralelamente consti-
tuyeron un muestra horizontal representativa de todo la
industria, desde la automatización industrial, las técnicas
motrices, pasando por la energía y la subcontratación
hasta la investigación y el desarrollo.
El tema central “Eficiencia energética en los procesos in-
dustriales“ se extendió por todos los pabellones feriales,
presentando las posibilidades de una aplicación eficaz
de los recursos, así como productos y procedimientos de
eficiencia energética.
El tema de la eficiencia energética se reflejó asimismo
en los actos del programa marco: En numerosos paneles
de debate, foros y congresos los expertos debatieron en-
tre otros temas los caminos hacia un aprovechamiento
y distribución energéticos sostenibles y a la vez eficien-
tes. En el evento WORLD ENERGY DIALOGUE se dilu-
cidaron bajo el lema “Seguridad del abastecimiento
energético“ estrategias para conseguir una mezcla ener-
gética equilibrada, así como su disponibilidad y distribu-
ción fiables.
Otro tema central junto al consumo energético de la in-
dustria fue también la producción de energía. La nueva
feria clave Wind celebró un estreno con éxito, posicio-
nándose como plataforma central del sector de la ener-
gía eólica, que se encuentra en pleno auge.
Gracias a las sinergias con las otras ferias clave de Energy
(producción de energía convencional y renovable) y Po-
wer Plant Technology (planificación, construcción y ex-
plotación de centrales eléctricas) la nueva mezcla ener-
gética del futuro quedó plasmada en Hannóver.
El tema de la movilidad eléctrica fue acogido con fuerte
aplauso. En la exposición especial “E-Motive“ los fabri-
cantes de vehículos, sistemas y componentes presenta-
ron las tecnologías actuales para los sistemas de propul-
sión eléctricos e híbridos.
Después de muchos años de presentación de las tecno-
logías de movilidad, HANNOVER MESSE creará una
nueva feria a partir de 2010 con el nombre de “Mobili-
Tec“, en la que estas soluciones se expondrán en un
marco más concentrado.
Las secciones de oferta serán las tecnologías de movili-
dad, como por ejemplo las propulsiones híbidras y eléc-
tricas, los sistemas móviles de acumulación de energía,
así como los combustibles y carburantes alternativos.
La sección de la subcontratación industrial no solamente
cambiará de nombre para llamarse “IndustrialSupply“ en
el futuro, sino que también experimentará una amplia-
ción temática y conceptual, incorporándose por ejemplo
el sector de las construcciones ligeras.
El País Asociado de HANNOVER MESSE 2009 fue la Re-
pública de Corea, que logró convencer al público me-
diante una presencia muy fuerte en los sectores de auto-
matización industrial, energía, técnicas motrices y
subcontratación. Los 210 expositores coreanos mostra-
ron sus soluciones tecnológicas, al tiempo que entabla-
ron nuevos contactos comerciales y ampliaron los exis-
tentes.
Prueba de ello es el Memorando de Acuerdo firmado por
el Centro de Investigaciones Científicas de Jülich (Ale-
mania) y el Korea Institute of Energy Research (KIER) que
prevé una cooperación de ambas entidades en el área de
la investigación sobre pilas de combustible.
Para los jóvenes profesionales HANNOVER MESSE 2009
fue toda una fuente de inspiración, gracias, por ejemplo,
a la bolsa de trabajo y el mercado de carreras profesio-
nales, Job & Career Market.
La iniciativa de promoción TectoYou logró este año fas-
cinar a más de 10.000 jóvenes con la técnica. 250 clases
escolares y grupos de estudiantes universitarios acudie-
ron al evento desde todas las regiones de Alemania.
Cada día, 60 guías especialmente preparados acompa-
ñaron a los grupos organizados en su visita por el recinto
ferial.
El balance final de Wolfram von Fritsch, miembro de la
junta directiva de Deutsche Messe AG, es el siguiente:
“Han sido cinco días sumamente dinámicos. Toda la fe-
ria ha sido una transmisión del espíritu emprendedor con
los lemas de valor, creatividad y optimismo.“
La próxima edición de HANNOVER MESSE tendrá lugar
del 19 al 23 de abril de 2010.
Servicio Lector 35 ■
29FUNDIDORES. MAYO 2009
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 29

30 FUNDIDORES. MAYO 2009
EL TIEMPO INVERTIDO PARA LA ALINEACION DE EJES SE REDUCEA LA MITAD CON LAS MODERNAS ESTACIONES TOTALES
La empresa Auxiliar D’Explotacions Energètiques S.L., de
Vic, cerca de Barcelona, lleva en este sector más de 26
años. Esta empresa familiar de tamaño medio dedicada
al mantenimiento se centra principalmente en prestar
servicios a las plantas hidroeléctricas de la región y sus
alrededores. Hace dos años modernizaron sus métodos
de metrología para la alineación de ejes, un cambio que
supuso reducir los tiempos de control a la mitad me-
diante el uso de una Leica TDA5005 industrial de Leica
Geosystems.
Las turbinas de agua que se utilizan en las plantas hidro-
eléctricas son elementos sólidos y resistentes que se
construyen para durar décadas y cuyos intervalos de
puesta a punto son de varios años. El mantenimiento de
los patines y las piezas expuestas al agua incluye la reti-
rada, examen y reparación de las piezas desgastadas.
El desgaste normal se traduce en la aparición de picadu-
ras producidas por la cavitación, grietas de fatiga y abra-
sión provocada por los sólidos suspendidos en el agua.
Los elementos de acero se reparan mediante soldadura,
normalmente con acero inoxidable. Las zonas dañadas
se cortan o separan y a continuación se vuelven a soldar
en su perfil original o en uno mejorado. Cuando finaliza
su vida útil, los patines de las turbinas antiguas pueden
contener una cantidad importante de acero inoxidable
añadido de este modo.
Otros elementos que requieren examen y reparación du-
rante las puestas a punto son los cojinetes, los prensaes-
topas y los manguitos del eje, los servomotores, los siste-
mas de refrigeración para los cojinetes y las bobinas del
generador, los anillos de estanqueidad, los elementos de
unión de la compuerta de mariposa y todas las superfi-
cies.
El trabajo de mantenimiento es una labor bastante ar-
dua. Para las puestas a punto principales, la turbina y su
eje han de separarse y retirarse del generador. Después
de volver a colocar en su lugar las piezas reparadas, es
necesario alinear varios ejes y placas en lugares de difí-
cil acceso y con una precisión de como mínimo 0,1
mm.
Lluc Rovira y Albert Soldevila son los ingenieros técnicos
encargados del trabajo de alineación. Lluc Rovira nos
explica porqué su empresa decidió adquirir estaciones
totales industriales Leica TDA5005: “Cuando instalamos
piezas in situ en una central eléctrica, es vital que la ali-
neación entre la turbina y los ejes del generador sea per-
fecta. Incluso la más mínima desviación produce vibra-
ciones, lo que puede incrementar notablemente el
desgaste de las piezas y producir daños en elementos vi-
tales como los cojinetes de bolas.
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 30

31FUNDIDORES. MAYO 2009
Antes solíamos utilizar una herramienta láser para las
mediciones planas y otro sistema para las longitudes. Sin
embargo, cuando alineamos ejes de generadores gran-
des, los distintos puntos de control están a veces en pla-
nos diferentes y no existe la línea de visualización di-
recta que precisa la herramienta láser.
Por eso empezamos a buscar sistemas que realizaran
mediciones en 3D desde el principio. El objetivo era po-
der realizar tantas mediciones en serie como fuera posi-
ble, sin tener que volver a colocar el elemento de medi-
ción.
Este hecho es especialmente importante cuando se mi-
den placas base, que contienen varias decenas de puntos
de referencia. Teniendo en cuenta este requisito, selec-
cionamos Leica TDA5005 debido a su flexibilidad para
llegar a lugares de difícil acceso y su capacidad para re-
alizar mediciones con la precisión necesaria.”
Jordi Planell, Responsable de productos Leica Geosys-
tems de Hexagon, comenta el proceso de selección de
una solución: “Hace unos dos años, recibimos la solici-
tud de Auxiliar d’Explotacions para encontrar una solu-
ción a sus necesidades de control dimensional en las
centrales hidroeléctricas.
Estudiamos la aplicación detalladamente y decidimos
que el mejor sistema sería el Leica TDA5005 con el pro-
grama PowerINSPECT.
Acompañamos al cliente mientras realizaba su trabajo
en los Pirineos para obtener una perspectiva completa de
la tarea y llevamos a cabo juntos las mediciones en la
primera turbina. Volvimos a repetir el procedimiento con
una turbina cerca de Valencia. Hoy en día, Auxiliar d’Ex-
plotacions sabe perfectamente cómo utilizar el Leica
TDA5005 para diferentes tipos de mediciones. Nuestro
objetivo es seguir ayudándoles con sus necesidades de
medición y colaborar en su futuro crecimiento, para que
puedan aumentar su número de clientes y la calidad de
las mediciones.”
Uno de los puntos fuertes de Leica TDA5005 es el hecho
de que en las situaciones en las que no está muy claro
qué piezas o segmentos es necesario medir, se pueden
realizar muchas mediciones de forma sucesiva en muy
poco tiempo, para posteriormente llevar a cabo el análi-
sis real mediante el programa PowerINSPECT.
De forma similar a lo que sucede con las mediciones la-
ser tracker, se coloca una esfera de espejos (también de-
nominada reflector) en el punto de control y el Leica
TDA5005 registra la información 3D sobre esa posición.
Después, se exportan los datos al programa AutoCAD o
Inventor. Además, la realización continua de mediciones
posibilita aplicaciones de ingeniería inversa: por ejem-
plo cuando es necesario fabricar una pieza nueva para
una máquina antigua para la que no se dispone de pla-
nos.
A pesar de centrarse en las centrales de generación de
energía hidroeléctrica, la cartera de clientes de Auxiliar
D’Explotacions Energètiques también incluye empresas
regionales más pequeñas que necesitan una renovación
de sus turbinas (fotografía de la esquina superior de esta
página).
En este caso, la turbina pequeña ha experimentado un
gran desgaste, por lo que se determinan sus dimensiones
y la curvatura de sus superficies y se procede a volver a
pulir el borde externo para conseguir una curvatura per-
fecta en el perímetro externo.
Lluc Rovira concluye: “La Leica TDA5005 es mucho más
fácil de utilizar que nuestros antiguos sistemas y gracias
a ello estamos obteniendo notables ahorros de tiempo,
llegando a reducir a la mitad el tiempo que empleába-
mos para las tareas de alineación.
La característica de reconocimiento automático del obje-
tivo, que permite a Leica TDA5005 establecer un con-
tacto inicial con el reflector, reduce en gran medida el
tiempo dedicado a la configuración.
Nuestra estación total puede rastrear objetivos móviles,
una opción muy útil para las aplicaciones de ingeniería
inversa. El operario solo tiene que mover el reflector so-
bre la superficie del objeto y el instrumento de medición
registra automáticamente los puntos de datos que poste-
riormente serán analizados mediante varios programas
de software.”
Servicio Lector 35 ■
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 31

32 FUNDIDORES. MAYO 2009
() Instalaciones para Moldeo. x x() Arenas, Aglomerantes. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x
() Hornos para fundición de metales férreos y no férreos. x x
() Refractarios. Resistencias. Quemadores. Crisoles x x x x x() Equipos y consumibles de fundición a presión x x x x x() Robots x() Software, CAD-CAM. () instalaciones de tratamientos de superficies x x x x() instalaciones de tratamientos térmicos() Metales y aleaciones. x x x() Control y Medidas x x() Manutención y manipuladores x() Máquinas de segundamano x() Recuperación de metales x
AB
RA
SIV
OS Y
MA
QU
INA
RIA
ALLPER
AR
UN
AR
RO
SI
BO
NSA
I-H
OR
IBA
BR
AM
I
BU
HLER
CA
RB
ON
ES
HO
LD
ING
CED
IE
CER
AM
IFR
AC
CO
MER
CIA
LO
NSES
CO
NIE
X
DEG
UIS
A
EC
LIP
SE
EIL
EC
TR
ON
ICS
EU
RO
MA
HER
() Instalaciones para Moldeo. x x x x() Arenas, Aglomerantes. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x x x
() Hornos para fundición de metales férreos y no férreos. x x x x x x() Refractarios. Resistencias. Quemadores. Crisoles x x x x x x() Equipos y consumibles de fundición a presión x x() Robots() Software, CAD-CAM. () instalaciones de tratamientos de superficies x x() instalaciones de tratamientos térmicos() Metales y aleaciones. x() Control y Medidas() Manutención y manipuladores() Máquinas de segundamano() Recuperación de metales
EU
SK
ATFU
ND
FLEI
SCH
MA
NN
FO
SEC
O
FOU
ND
RY
A
UTO
MA
TIO
NG
RA
NA
LLA
-TEC
NIC
GTS
DO
MIN
GU
IS
HO
RM
ESA
HW
S
IAS
IBER
IA
ASH
LA
ND
INO
TH
ER
M
INSER
TEC
INTER
BIL
IMF
IMF D
iecast
ing
ITA
LPR
ESSE
KR
OW
NSA
() Instalaciones para Moldeo. x x() Arenas, Aglomerantes. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x
() Hornos para fundición de metales x x carga-férreos y no férreos. dores
() Refractarios. Resistencias. Quemadores. Crisoles x x x x() Equipos y consumibles de fundición a presión x x() Robots x() Software, CAD-CAM. () instalaciones de tratamientos de superficies x x x x x x x x x() instalaciones de tratamientos térmicos x() Metales y aleaciones.() Control y Medidas x x() Manutención y manipuladores x() Máquinas de segundamano x() Recuperación de metales
MA
INO
RTE
KR
OM
SC
H-
RO
ED
ER
MA
R
CA
STIN
G
MA
XO
N
OM
SG
ON
DA
RLA
N
PO
METO
N
RAM
ON
PA
SCU
AL-
W A
BRA
SIV
ES
RO
SLER
SPEC
TR
O
TA
LLER
ES
ALJU
TA
LLER
ES F
A-
BIO
MU
RG
ATA
LLER
ES D
EPLEN
CIA
TC
T
THER
MO
FISH
ER
UR
BA
R
UR
PE
WH
EELA
BR
ATO
R
DOSSIER PROVEEDORES
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 32

33FUNDIDORES. MAYO 2009
VARIOSSE VENDE
1. Línea Contínua 800 kg/hPara normalizado y recocido
2. Línea Contínua 1000 kg/hPara temple y revenido
Tel.: 650 714 8004
PARA ESTAR PRESENTEEN ESTA RÚBRICA:
CONTACTAR [email protected]
TEL. 91 576 56 09
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse SC 550 con CAM 2MMUY BUEN ESTADO. Año 1999. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin RypczynskiPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página:www.pvm-online.com 6
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Colosio PFO 500MUY BUEN ESTADO. Año 1998. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com7
SE VENDEMÁQUINA INYECCIÓN CAMARA FRIA
Marca: Italpresse IP 700MUY BUEN ESTADO. Año 1989. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto:Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com 8
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse M500MUY BUEN ESTADO. Compl. revisada 2006. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin RypczynskiPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página:www.pvm-online.com 9
SE VENDE EMPRESASE VENDE EMPRESAEmpresa portuguesa proveedora de materiales y productos para el tratamiento de superficies
(galvanotécnia), en plena actividad, cede parte o totalidad de su capital.
Asunto serio y confidencial. Interesados enviar e-mail: [email protected]
Telf. (00351) 91 420 28 00 10
SE VENDESE VENDECARRUSEL MARCA AZPI DE 61 PLACAS
DE 1,20 X 80 cm.MÁQUINAS DE MOLDEO – GRANALLADORA
MOLINO PREPARACIÓN DE ARENASDESMOLDEADORA
Teléfono de contacto: 605 986 76811
SSSS EEEE VVVV EEEE NNNN DDDD EEEEHorno de Tratamientos DUM
Modelo 1000C/AAET, con tres carros.Disponile de cuadro eléctrico con control
de programa de temperatura y seguimiento de curva de calentamiento.
Teléfono de contacto 696 985 381Contacto: Eduardo Cores
12
SE VENDEHorno de Inducción de Frecuencia en Red con cuba de 4TM y potencia de 500 Kw.
Teléfono de contacto:
94225029613
SE VENDESE VENDE100 Contenedores metálicos usados de 800x500x400 mm. Repuestos máquina inyección aluminio Idra OL 560:
4 Pistones diámetro 60 mm. 6 Pistones diámetro 60 mm. Cobre-berilio 2 Pistones diámetro 90 mm. 5 Pistones diámetro 90 mm. Cobre-berilio 3 Contenedores diámetro 60 mm. 1 Contenedor diámetro 90 mm. Tel. 943 199 290 – Fax 943 199 434 14
SE VENDEREPUESTOS MAQUINA INYECCION ZAMAK BUHLER 250:
6 Boquillas para gas 5 Boquillas puntera cono 3 Columnas diámetro 100 mm. 5 Columnas sujeción cuello cisne 1 Crisol 2 Cuellos cisne-sifón diámetro 70 mm.3 Mangos pistón 2 Tuercas columna diámetro 100 mm.Tel943 199 290 – Fax 943 199 434 15
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 33

34 FUNDIDORES. MAYO 2009
VARIOSSE VENDE
CÉLULA AUTOMÁTICA DE MOLDEO POR INYECCIÓN A CAMARA FRIA IDRA OL 900 PRP Año 1999
QUADRO DE COMANDO: Euroelectronics S5 115 U - CPU 943HORNO WESTOMAT W 1200 SL DG • WOLLIN PSMT 324
ROBOT REIS RV 60 • PRENSA REIS SEP 10-30 IIInteresados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com 16
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: COLOSIO PFO 1200MUY BUEN ESTADO. Año 2001Interesados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com17
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: ITALPRESSE 700Compl. revisada año2007
QUADRO DE COMANDO: SIEMENS S7PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Iris Stippler-von Massow
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página: www.pvm-online.com
18
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: COLOSIO PFO 500MUY BUEN ESTADO. Año 1999
PRECIO A PREGUNTARInteresados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com19
SE VENDEINSTALACIÓN NUEVA DE MOLDEO POR GRAVEDAD
compuesta de:2 coquilladoras basculantes de 950 x 800
1 coquilladora basculante 600 x 5001 horno de mantenimiento de crisol Dugopa de 300Kg
tipo Mark III – tamaño 2Teléfono de contacto: 629 36 24 24
Contacto: Mikel 20
SE VENDE1 horno INSERTEC reberbero basculante de
2000kg para Aluminio y Zamaccámara de fusión + cámara de mantenimiento
1 cinta de lingoteras INSERTEC de 90 unidades1 espectro ARL3460 base Aluminio y Zamac
Tel. 630 57 07 26 88
RELACION DEEQUIPAMIENTOS
2 Maquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
1 COMPRESOR PUSKAS DE 100 CV1 COMPRESOR CELLATA DE 100 CV
Los compresores disponen de secador y filtros año 2003 y 2004
2 SILOS semi nuevos de 25/30 tn.1 SILO de 10 tn.1 PARRILLA de desmoldeo medidas 2000x2000mm1 PARRILLA de desmoldeo medidas 2500x2500 mm1 GRUA JASO DE 3.2 TN.
1 FILTRO MOYVEN año 2003 de 18.000 m3
1 SOPLANTE DE 18.000 m3 con caseta insonora3 Soplantes de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 HORNO eléctrico basculante, marca “NABER”. Capacidad 570Kgs. aluminio.
1 CUCHARA Hidráulica. Capacidad 300 Kgs. aluminio.
1 CINTA transportadora seminueva de 8.500 mm
2 ENVIADORES NEUMÁTICOS.
1 MEZCLADOR discontinuo Loramendi, con 2 bombas1 MEZCLADOR discontinuo 50 Litros.
2 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA continúa LORAMENDI (6Tn.)1 MEZCLADORA articulada continua IMF (12/15 Tn.)
1 MANIPULADOR de motas IMF.1 MESA COMPACTADORA (1 x 1 metro)
1 DISPARADORA Machos HANSBERG (6 Litros).2 DISPARADORA Machos HANSBERG (12 Litros).1 DISPARADORA Machos LORAMENDI (5 Litros).
1 GASIFICADOR de amina LORAMENDI.
10 SONDAS DE NIVEL para silos de arena1 ALMACEN FRIGORIFICO para recuperadora de arena de12
tns/hora.1 VOLTEADORA para cajas/motas de 1200x1000 mm1 CARRUSEL con dos carros transfer y 18 placas/carros de
1400x1100 mm1 PULIDORA DE PROBETAS METALOGRAFICA (nueva).1 CHORREADORA DE SOBREPRESIÓN.
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab.27Telf.945465581 Fax.945465953
01170 Legutiano (alava)E-mail: [email protected]
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 34

35FUNDIDORES. MAYO 2009
EMPLEOMARBO DESMOLDEANTES Y LUBRICANTES
POR IMPORTANTE EXPANSIÓN DE MERCADO, NECESITAMOS INCORPORAR
AGENTES Y/O DISTRIBUIDORESEN DISTINTAS ZONAS. PREFERENTEMENTE “ZONA NORTE”
INTERESADOS ENVIAR DATOS A: MARBO HISPANA SL,FAX +34932043554 o e-mail: [email protected]
www.gruppomarbo.com E-59
EMPRESA DEDICADA AL DESARROLLODE PRODUCTOS PLÁSTICOS NECESITA
AGENTES COMERCIALES POR REGIONES.
INTERESADOS CONTACTAR:
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Importante Empresa de Fabricación y Comercialización deequipos y productos para la Fundición de Aluminio precisaal mejor Comercial, a tiempo completo, con residencia enel País Vasco, para desarrollar funciones Técnicas-Comer-ciales. Imprescindible dedicación completa, dominio de in-glés, conocimientos básicos. Valorable dominio de ale-mán, Ingeniería Técnica…
SSSS EEEE BBBB UUUU SSSS CCCC AAAA NNNNDELEGADOS COMERCIALES ZONAS
CATALUÑA Y MADRID CENTRO-NORTESUNTEC MAQUINARIA TECNICA, S.L.Avda. de Castilla, 32 Nave 52
28830 San Fernando de Henares -MadridTef. 91-677 7734 Fax 91-677 8890
E-62
COMERCIALZONA MADRID
Empresa que comercializa productos para la fundiciónbusca representante para la zona centro que visite con
regularidad las fundiciones.Teléfono de contacto: 679 397 869 E-61
Empresa especializada en fabricación de MOLDES para inyección de Plásticos ubicada en Guipúzcoa
Solicita FRESADOR CNCSe valorará:
* Experiencia y conocimiento de moldes* Experiencia en Fresado CNC
* Experiencia en Mecanizado de Alta VelocidadInteresados enviar por FAX Curriculum y fotografía reciente
a la atención del GerenteNúmero de fax: 943 786 234 E-63
SSSS EEEE BBBB UUUU SSSS CCCC AAAACOMERCIAL ZONA NORTE
• Empresa Internacional dedicada a la fabricaciónde maquinaria de Fundición.
• Busca representante para la zona norte que visiteperiódicamente las fundiciones.
Teléfono de contacto: 677 47 59 05E-64
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67
Empresa en expansión busca
TÉCNICO EN INYECCIÓNDE ZAMAK Y ALUMINIO
para llevar división
Interesados llamar al 618 37 49 67E-2
Información [email protected]
Tel. 91 576 56 09
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 35

36 FUNDIDORES. MAYO 2009
GUIA
HORNOSINDUSTRIALEStalleres de plencia, s.l.
C/ Olabide, nº 17 • 48600 Sopelana • Vizcaya (España)Telfs.: +34 94 676 68 82 - +34 94 676 68 95 • Fax: +34 94 676 69 12
www.hornos-tp.com • [email protected]
REZINCLAJE 99, S.L.Se compra y se transforma todo tipo de residuos de zamak –5–:
Espumas, bebederos, piezas, virutas secas, etc.
Gestor Autorizado de Residuos no Peligrosos:145/V/RPN/CV
Teléfono: 96 141 09 36 - Fax: 96 141 16 07Móvi l : 657 840 092
E-mail: [email protected]
CERTIFICADO ISO 9001Nº REC 514/2005
● Para tratamientos térmicos.● Fusión de aluminio y sus alea-
ciones.● Filtros para aluminio. Colada
intermitente.● Automáticos y de cinta sin-fín.
● Secado y polimerización conrenovación gradual de aire.
● Adaptación de instalaciones anuevas fuentes de energía.
● Aplicaciones termo-eléctricas.● Cerámica.
PARA ESTAR PRESENTEEN ESTA RÚBRICA
Contactar con [email protected]
Tel. 91 576 56 09
MAQUINARIA DE PRODUCCIÓN EUROPEA S.L.
Pol. Ind. Can Ribó - Isidre Nonell, 5 - 08911 Badalona (Barcelona)Tel (34) 93 464 01 78 - Fax (34) 93 389 46 48
http: // www.mpe.es - e.mail: [email protected]
Gama ALNAT: gases, atmósferas, procedimientos yservicios para mejorar la calidad y productividad
en procesos de tratamiento térmicos, sinterizado, sol-dadura en horno y galvanizado
Tel.: 91 502 93 00 - Fax: 91 502 93 30AIR LIQUIDE
www.airliquide.es
AIR L IQUIDE
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 36

37FUNDIDORES. MAYO 2009
GUIA
Central:P.I. Riera de Caldes, C/La Forja, nave 2 • 08184 Palau-Solità i Plegamans (Barcelona)Tel.: 93-864.84.89 • Fax: 93-864.91.32 • www.coniex.com • [email protected]
– Inyectoras cámara caliente y fría. Hornos, Equipos de Vacío, Atemperadores, Prensas, Células robotiza-das y fungibles.
– Maquinaria, productos y procesos para el Tratamiento de superficies por:• VIBRACION.• GRANALLADO y CHORREADO.• LAVADO y DESENGRASE industrial.
– Depuración de aguas de Vibración.– Maquinaria y productos para prototipaje por BAJA FUSION en moldes de caucho.
NUESTROS TÉCNICOS Y LABORATORIO DE APLICACIONES QUEDAN A SU DISPOSICIÓN
Gabiria 2, 1º N - 20305 IRUNTel.: 943 631 339 - Fax: 943 631 [email protected] - www.sefatec.net
Un referente europeo para el sector de fundiciónSoluciones en ingeniería para el sector de fundición
✓ Auditorias, Diagnósticos y Planes DirectoresIndustriales.
✓ Planes de inversiones y Estudios de Factibilidad.✓ Elaboración de Anteproyectos.✓ Ejecución de Proyectos. ✓ Especificaciones Técnicas para Consulta de
Proveedores y Subcontratistas:– Fabricantes de equipos.– Empresas de Obra civil (fluidos, energías,
tratamientos de emisiones, etc.).
✓ Selección de Proveedores y Subcontratistas.✓ Consultas y Análisis de Ofertas y Pedidos.✓ Recepción de Equipos e Instalaciones.✓ Seguimiento de Obra civil. ✓ Dirección del Montaje y Seguimiento de la
Puesta en Producción.✓ Seguimiento del Funcionamiento de las Ins-
talaciones durante el periodo de Garantía.
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 37
38 FUNDIDORES. MAYO 2009
GUIA
www.kanthal.com
KANTHALSANDVIK ESPAÑOLA [email protected]
INGENIERIA Y MATERIALESPARA HORNOS INDUSTRIALES
• Resistencias eléctricas hasta 2.000° C.• Sistemas de combustión Autorrecuperadores a gas de Bajo Nox.• Refractarios y aislantes de Fibra.• Transformaciones de hornos.• Asesoramiento técnico.• Análisis y simulaciones de procesos térmicos.
ofic. Barcelona ofic. Bilbao Ofic. Madrid(Zona Este): (Zona Norte): (Zona Centro/Oeste/Portugal)
c/ Verneda, s/n - Pol. Ind. Roca c/ Simón Bolivar, 27. Dpto. 29 Avda. de San Pablo, 36 08107 MARTORELLES (Barcelona) 48013 BILBAO 28820 Coslada (Madrid) Telf.: 935 717 540 - 935 717 500 Telf.: 944 278 673 Tel.916605177
Fax: 935 717 586 Fax: 944 278 817 Fax.916605176
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 38

39FUNDIDORES. MAYO 2009
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAIN
Tel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 39

GUIAINDICE DE ANUNCIANTES
Pág.
ASHLAND ............................................................. 38CERAMIFRAC ...................................................... 37CARBONES HOLDING GMBH ............................... 5CEDIE ................................................................... 9CESOL .................................................................. 4CONIEX................................................................. 37DEGUISA .............................................................. 37EUSKATFUND....................................................... 3FABIO MURGA...................................................... 38FLEISCHMANN. .................................................... 37GRANALLATECNIC ............................................... 39VOXELJET ............................................................ CONTRAP. 2HORIBA BONSAI .................................................. 38HORNOS PUJOL................................................... 38IAS ....................................................................... CONTRAP. 4IMF DIECASTING.................................................. 9INALI .................................................................... 39INSERTEC............................................................. 40Kielce Trade Fairs ................................................. 15MANGUITOS ARROSI........................................... PORTADAMEKATROK .......................................................... 39METEF .................................................................. 16MICHENFELDER ................................................... 13MODELOS VIAL.................................................... 40MPE...................................................................... 36POMETON ............................................................ 38PROMETAL........................................................... 7REZINCLAJE......................................................... 36ROSLER ............................................................... 36SAHA.................................................................... 36SEFATEC............................................................... 37SPECTRO ............................................................. 39SUBCONIST.......................................................... CONTRAP. 3TALLERES ALJU................................................... 40TALLERES DE PLENCIA ....................................... 36TROFEC ................................................................ 36VERTEX ................................................................ 14WHEELABRATOR ................................................. 39
SERVICIOLECTOR
MAYO 2009
ENVIAR A:
Núñez de Balboa 37, 3° D - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
✃
MODELOS VIAL, S.L.UTILLAJE PARA FUNDICIÓN
FOUNDRY PATTERNS AND TOOLINGS
MODELOS Y UTILLAJES DE PRECISION POR CAD-CAMMODELOS EN:
Madera, metal, plástico y poliestireno, coquillas de gravedad,coquillas para cajas de machos calientes, placas para cáscara.
Larragana, 15 - 01013 Vitoria/Gasteiz Alava (Spain)Tel.: 945 25 57 88 (3 líneas) - Fax: 945 28 96 32
e-mail: [email protected] Departamento técnico: [email protected]
FUNDIDORES. MAYO 200940
91147 F-MAYO 09 N158.qxd 2/6/09 19:52 Página 40