
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION … · FUNDICIONES FERREAS Y NO...
44
FEBRERO 2011 • N.º 173 www.metalspain.com FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION COMPROMETIDOS CON LA FUNDICIÓN Y EL MEDIO AMBIENTE
-
Upload
truongnhan -
Category
Documents
-
view
217 -
download
0
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION … · FUNDICIONES FERREAS Y NO...

FEBRERO 2011 • N.º 173www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
FE
BR
ER
O 2
011
• N
º 17
3
COMPROMETIDOSCON LA FUNDICIÓNY EL MEDIO AMBIENTE


FEBRERO 2011 • N.º 173www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
FE
BR
ER
O 2
011
• N
º 17
3
COMPROMETIDOSCON LA FUNDICIÓNY EL MEDIO AMBIENTE
FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION FEBRERO 2011 • N.º 173
AlbertDirector
David VarelaPublicidad
PabloAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
C/ CID, 3 - P228001 MADRIDTEL. 91 576 56 09
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Por su amable y desinteresada colabora-ción en la redacción de este número, agra-decemos sus informaciones, realizaciónde reportajes y redacción de artículos asus autores.
FUNDIDORES aparece mensualmentenueve veces al año (excepto enero, julio yagosto). Los autores son los únicos res-ponsables de las opiniones y conceptospor ellos emitidos. Queda prohibida la re-producción total o parcial de cualquiertexto o artículos de FUNDIDORES sin pre-vio acuerdo con la revista.
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL 2
INFORMACIONES 2
ARTÍCULOSAMV Alea 2011: Optimización y calidad ........................... 17Evolut entregará una isla robotizada de rebabado a una
fundición centenaria.......................................................... 19RAMSA Specialty Steel Foundry........................................ 20Seminario sobre Análisis Térmido ...................................... 24TECNALIA R&I trabaja en la mejora de los procesos de
ingeniería de los sistemas desarrollados por Navantia...... 25Nuevas máquinas de TESA, “Mida sus piezas sin ningún
esfuerzo ni formación”...................................................... 26CDM TITANIUN................................................................ 28Ran-tech Engineering & Aerospace optimiza el diseño y la
colaboración con las soluciones V6 de Dassault Systèmes.. 30HEGAN colabora con clusters europeos para ayudar a las
empresas aeroespaciales a mejorar su competitividad ...... 31El Grupo Carl Zeiss finaliza su año fiscal con records
en ventas............................................................................... 32PaintExpo en crecimiento, también en tiempos difíciles ..... 34
SEGUNDA MANO 36
EMPLEO 37
GUÍA 37
SERVICIO LECTOR 40
INFORMACIONES
CUÑAS HIDRAULICAS PARA FUNDICION, LAALTERNATIVA PARA HERRAMIENTASTRADICIONALES DE MANO
Proceso de producción eficaz y totalmente fácil de usar
El quitar montantes y canales de las piezas fundidas con las he-rramientas tradicionales es una tarea penosa Holmato ha cre-ado una nueva serie de cuñas hidráulicas de fundición que sonfáciles de manejar y posicionar. El encuñamiento con estas he-rramientas reduce el esfuerzo físico y aumenta la productividad,sin dañar las piezas fundidas.
EDITORIAL
A lo largo del año 2010, AMV Alea se ha consolidadocomo una herramienta imprescindible en la prepara-ción de cargas de hornos, especialmente en fundicio-nes en las que el número de calidades distintas a pro-ducir es elevado, mostrándose eficaz en aspectos tanimportantes como:– La eliminación de errores en los cálculos.– La inmediatez en la obtención de las soluciones.– La minimización de las diferencias de la composi-
ción real de la colada respecto a la prevista.– El aprovechamiento óptimo de retornos, ya sean
mazarotas, piezas rechazadas o virutas.– La reducción drástica en costes de materiales.
AMV Soluciones saca ahora al mercado su nueva ver-sión, AMV Alea 2011 que se describe en el artículopublicado en página 17.
Encontraran en esta edición otras técnicas optimas,como robotizar el proceso de rebabado o un texto so-bre las cuñas hidráulicas para fundición, y la presen-tación de una importante fundición de México,RAMSA Specialty Steel Foundr, que tiene 250 colabo-radores.
La próxima edición de FUNDIDORES es una ediciónEspecial Proveedores. Se pueden enviar textos y artí-culos para publicar en esta edición a [email protected]
La Redacción
HERRAMIENTAS IMPRESCINDIBLES PARALAS FUNDICIONES

INFORMACIONES
Las nuevas series de cu-ñas hidráulicas para fun-dición es el resultado deun amplio estudio reali-zado en Holmatro en lasfundiciones másgrandes de Alema-nia. Durante esteestudio see x a m i n ómuy de cerca el trabajo que hacía unacuña de fundición suspendida de uncompensador. ¿Qué se encontró? si eloperario está detrás de la herramientatiene más libertad de movimientoscuando las mangueras están fijadas enel centro, en la parte superior de la he-rramienta. Esta colocación de las man-gueras también garantiza que el puntode inversión de la herramienta esté de-lante. Por lo tanto la cuña se puede
balancear fácilmente hacia delante yrotarse en cualquier dirección sin te-ner que cambiar la posición de lapieza fundida. Esto ha llevado a queHolmatro creara su nueva serie de cu-ñas hidráulicas para fundiciones.Otras características son el mango decontrol ‘pistola’, una alta velocidadoperativa, cuchillas resistentes decuña y una rápida sustitución de la cu-chilla (¡en 30 segundos!).. Con el lan-zamiento de las nuevas cuñas hidráu-licas para fundiciones de nuevageneración, Holmatro está en la van-guardia de la ergonomía y la calidad.
Acerca de Holmatro:
Holmatro aspira a desarrollar unagama de productos que cumplan la fi-losofía que defiende la compañía: Do-
minando la fuerza. Estrategia, el obje-tivo de los productos y servicios esayudar a los clientes a conseguir do-minar la fuerza que necesitan. El desa-rrollo de cuñas hidráulicas para fundi-ciones que reduzcan el esfuerzofísico, encaja perfectamente en esta fi-losofía.
Servicio Lector 1
LOS DUROMETROS DEREBOTE MAS ECONOMICOS,CON MENU EN ESPAÑOL
Hasta el momento, medir durezas conun durómetro Leeb de rebote resul-taba caro o presentaba algunas dificul-tades para el usuario, al carecer de





INFORMACIONES
menús en español en los modelos máseconómicos. Desde 2010 ya es posi-ble disponer de un durómetro fiableen las medidas, asequible y con me-nús en castellano que facilitan la me-dida rápida e in situ de cualquier ma-terial metálico, lo que pone el métodoal alcance de cualquier usuario u ope-rario.
Las normas ASTM y DIN establecenque, para el método de medida Leeb,hay que introducir en la unidad decontrol varios parámetros de medida,entre ellos uno de los nueve materia-les metálicos sobre el que se va a efec-tuar la medida (acero y fundición deacero, acero de útiles, inoxidable, fun-dición gris, fundición nodular, alumi-nio, cobres, bronces o latones), la es-cala de dureza a la que se quiereconvertir (HRB, HRC, HV, HB o HS),la dirección de impacto, el tipo de ins-trumento de impacto y el número deimpactos que se desea hacer para es-tablecer la media de resultados.
A pesar de que se trata de un procedi-miento sencillo y rápido, la inexisten-cia de menús en español en los mode-los diferentes al original suizocomplicaba hasta el momento su utili-zación a determinados usuarios.Desde 2010, los modelos Dagaleeb
KH-100 y KH-200 incorporan menússencillos y accesibles a través de tecla-dos de tres o seis botones mediante loscuales también se controla la memoriade la unidad, el archivo de datos, latransferencia a impresora o PC, la cali-bración y la fecha y hora de las medi-das Dagaleeb KH-100 y KH-200 in-cluyen de serie un bloque probeta decontrol, cable y software de transfe-rencia y almacenamiento, anillo desoporte para instrumento D de diáme-tro menor al estándar para acceder apuntos de prueba de menos de 2 cmde diámetro, cepillo de limpieza e ins-trucciones en español, además de unamaleta de transporte y una correa parasujetar la unidad de control a la mu-ñeca en el KH-100. ya que el 200 lalleva integrada en el propio instru-mento de impacto. Este último duró-metro carga su bateria directamentemediante su conexión USB.
Todo ello ya es posible con un presu-puesto de entre 1200 y 2000 euros.
Servicio Lector 2
SISTEMAS DE VISIONINTEGRADOS PARAAPLICACIONES DE CONTROLDE CALIDAD
Existen numerosas aplicaciones decontrol de calidad de productos en lasque los sistemas de visión integradosson la opción más óptima. Una de lasaplicaciones más típicas es el control
de presencia de rebabas o falta de ma-terial en tapones de plástico fabrica-dos mediante procesos de fundición.INFAIMON presenta soluciones ensistemas compactos multi-cámara,que permiten la conexión de variascámaras simultáneas y sincronizadaspara el control total de la pieza a ins-peccionar.
En el control de rebabas, este tipo deequipos utilizan 3 cámaras en una po-sición lateral con respecto al tapón,que se situará como eje central del sis-tema. Las cámaras, se situan equidis-tantes entre ellas, a 120°, para poderbarrer todo el perímetro de los tapo-nes. De esta forma, se inspeccionaránlos 360° del tapón y será posible con-firmar si el tapón es correcto, presentaexceso de material (rebabas) o falta dematerial:
Los sistemas de visión integrados soncapaces de controlar varias cámarasen una misma aplicación e incorporanun software completo de análisis yproceso que los convierte en un con-trolador centralizado, con interfacesexpandibles para proporcionar un altonivel de procesamiento, con bajocoste de implementación.
Servicio Lector 3
9FUNDIDORES. FEBRERO 2011

INFORMACIONES
YASKAWA Y MOTOMAN SEFUSIONAN
Durante una conferencia de prensaen la feria Automatica en Munich,YASKAWA Electric Europe GmbH yMOTOMAN robotec GmbH anuncia-ron su fusión bajo el nombre de YAS-KAWA Europe GmbH.
La fusión de ambas filiales de YAS-KAWA, especialistas en la producciónde variadores y de robots respectiva-mente, está alineada con la nueva es-trategia de marketing de la Compañíaen el mundo de la automatización.Este paso permite un servicio al clientemás integrado, generando sinergiasadicionales y uniendo su oferta bajouna única marca.
En adelante, las nuevas unidades denegocio “Robótica” y “Drives + Mo-tion” operarán bajo la cobertura deYASKAWA Europe, ofreciendo solu-ciones integradas a los clientes de am-bos segmentos. Apenas unos pocoscompetidores en el mercado globalpodrán igualar el ámbito de la carteraunificada de productos YASKAWApara variadores, motion control y ro-bots industriales.
YASKAWA, con una producciónanual de 1,6 millones de variadores,800.000 servos y 22.000 robots indus-triales, es el primer suministradormundial en el sector Motion Control &Robotics. Fundada en 1915, YaskawaElectric Corporation tiene una planti-lla de 8.000 empleados y genera unafacturación superior a los 2.500 millo-nes de euros.
Como consecuencia de esta fusión, laempresa MOTOMAN Robotics IbéricaS.L., filial del grupo para España y Por-tugal, ha pasado a adoptar la nueva de-nominación de YASKAWA Ibérica S.L.
Servicio Lector 4
INDUSTRIAS MEGALFERADQUIERE UN CENTRO DEMECANIZADO HORIZONTALMAZAK A INTERMAHER
Intermaher, representante exclusivode las máquinas de alta tecnologíaMazak, ha instalado recientemente uncentro de mecanizado horizontalISO50 modelo HCN6800 en la em-presa vitoriana Industrias Megalfer.
Con la incorporación de la nueva má-quina Mazak, que es la de mayor capa-cidad de arranque de viruta en centrosde su clase, Industrias Megalfer pre-tende mejorar el proceso productivopara diferenciarse de los competidores.
El modelo adquirido dispone de cam-biador de pallet de 630mm de cua-drado, de este modo la máquinapuede seguir trabajando mientras secargan nuevas piezas. Permite voltearpiezas de 1.050mm de diámetro y1.300mm de altura. Sus recorridos sonde X1.050, Y900 y Z980 con veloci-dades de posicionamiento de60mts.min. Dispone de un potente ca-bezal ISO50 de 8.000rpm y 1.218Nmde par. Su potente control Matrix dis-pone del potente lenguaje conversa-cional Mazatrol que facilita enorme-mente la programación y puesta apunto de la máquina. Asimismo, estemodelo está equipado de funcionesinteligentes como el control activo devibraciones, compensación de varia-ciones de temperatura ambiente y pre-vención de colisiones.
Industrias Megalfer, ubicada en Vitoria-Gasteiz, se dedica desde hace 25 añosa la fabricación, mecanización o repa-
ración de piezas. Está avalada por lacertificación de AENOR según normaUNE-EN ISO 9001:2000 para aseguraren todo momento la calidad y acabadode las piezas de sus clientes.
Servicio Lector 5
ENERGÍA EÓLICA: ELNEGOCIO MÁS FUERTE QUENUNCA
Second Wind es un líder en sistemas demedida del viento para la industria dela energía eólica,cumple 30 años en unnegocio más fuerte que nunca, con uncrecimiento récord, nuevos productosy una expansión importante de los ca-nales de ventas por todo el mundo.
Second Wind desarrolla sistemas deevaluación eólica que hacen que laenergía eólica sea rentable para con-sumidores, inversores y medio am-biente. La tecnología de la compañíaofrece a los desarrolladores de granjaseólicas datos eólicos válidos que ne-cesitan para planificar, financiar yoperar instalaciones de generacióneólica altamente eficiente. Los siste-mas de Second Wind están haciendoque el desarrollo de granjas eólicassea rentable en 50 países de siete con-tinentes. Los sistemas de Second Windincluyen Triton, un sistema de sensorremoto líder; Nomad 2, un registradorde datos eólicos, ProMast 60, un más-til meteorológico de 60 metros y elservicio de datos web SkyServe(R).
“2010 ha sido un año de éxito para Se-cond Wind. Las cifras de ventas, aso-ciaciones y aumento de empleadoshan sido altas, y nuestra tecnologíaestá siendo usada para llevar a cabomuchos de los proyectos de energíaeólica más importantes del mundo”,comentó Larry Letteney, director ge-neral y consejero delegado de SecondWind. “Este año continuaremos ayu-dando al desarrollo de la industria”.
Servicio Lector 6
10 FUNDIDORES. FEBRERO 2011

INFORMACIONES
LA MARCA NUMERO UNO DEELECTRODOMÉSTICOS
Haier, la marca número uno de elec-trodomésticos a nivel mundial segúnEuromonitor 2010, lanzará todas susnovedades en climatización domés-tica y comercial, y productos de gamablanca en la decimocuarta versión delSalón Internacional de Aire Acondi-cionado, Calefacción, Ventilación yRefrigeración – Climatización 2011.
La serie MRV II
Las unidades MRVII, con capacidadesdesde 5 a 48HP, permiten cubrir lainstalación de grandes edificios deuna manera fácil y sencilla. Estos siste-mas de caudal variable, dotados de lasmás modernas tecnologías de diseño,cuentan con una alta eficiencia ener-gética y grandes flexibilidades de ins-talación que los hacen únicos en sucategoría.
Servicio Lector 7
PAINTEXPO SE BENEFICIA DELA NECESIDAD DE INVERSIONA ESCALA MUNDIAL
Para la cuarta edición de PaintExpo,que se celebrará en Karlsruhe del 17 al20 de abril de 2012, los pronósticosson optimistas: cerca de 15 meses an-tes de la próxima Feria de la Tecnolo-gía de la Pintura Industrial, la lista deexpositores ya incluye a más de 180empresas de 13 países. El organizador,Jürgen Haussmann, cree que hay dosposibles razones del gran interés inter-nacional que suscita esta feria. Por unlado, hay una gran necesidad de in-versión por parte de las empresas delsector, porque se les exige que au-menten su rentabilidad, calidad, flexi-bilidad y protección del medio am-biente y que utilicen nuevosmateriales y nuevas combinaciones delos mismos. Por otro lado, PaintExpoes para los usuarios la plataforma deinformación y suministro más impor-
tante, porque les presenta la ofertamás amplia a escala mundial, desde eltratamiento preliminar hasta el controlfinal.
“PaintExpo se ha convertido en una delas principales ferias de muestras en elsector de la pintura. Para nosotros esuna importante plataforma que nospermite mostrar nuestras innovacionesy nuestros trabajos”, manifestó UlrichSchmid, director de ventas de la em-presa Eisenmann Anlagenbau GmbH& Co. KG. Al igual que él, práctica-mente todos los líderes del sector enlos campos de la ingeniería, las técni-cas de aplicación y la pintura, se handecidido a participar en la exposiciónPaintExpo de 2012 en Karlsruhe.“Dado que la participación en la Feriade 2010 fue muy positiva para noso-tros, ya nos hemos inscrito para el pró-ximo evento y estamos seguros de queéste también nos reportará benefi-cios”, explica Michael Pleuse, directorde cuentas en Alemania de la empresade fabricación de pinturas Oxyplast-Bélgica. En las demás áreas, como eltratamiento previo, también cuentancon una amplia lista de expositores,con empresas como Surtec, ForsterChemicals, Haug Chemie, Plasmatreaty Walther Trowal. “También se hanproducido efectos positivos derivadosde la primera edición de PaintExpoEurasia, que se celebrará en Estambuldel 6 al 8 de octubre de 2011, porquevarios expositores de esta región ya sehan inscrito para participar en la feriaPaintExpo de Karlsruhe “, informa Jür-gen Haußmann, gerente de la empresaorganizadora de la Feria, FairFairGmbH.
Una oferta de mercado representativay orientada al futuro
La clave del éxito de la Feria Pain-tExpo es que se centra en el procesode pintura en húmedo, de recubri-miento de polvo y de Coil Coating. Enestas áreas, la feria presenta la ofertamundial más completa. Por ello, cercade 6.400 visitantes procedentes de 62países, un ocho por ciento más que en
2008, se vieron atraídos a Karlsruheen la primavera de 2010, todavía mar-cada por la crisis. “Contamos con quevamos a registrar otro significativo in-cremento de visitantes en 2012”, de-clara Jürgen Haußmann. A ello contri-buye la necesidad de inversión de lasempresas del sector de la pintura a es-cala mundial. En las diferentes partesdel mundo, los profesionales del sec-tor tienen demandas distintas, pero enaumento. Para hacer frente a la com-petencia internacional se impone, en-tre otras cosas, introducir innovacio-nes técnicas que contribuyan aahorrar energía y recursos, para quelos sistemas de pintura puedan funcio-nar de un modo altamente efectivo,rentable y respetuoso con el medioambiente y se orienten al futuro.“Cada vez es más importante dotar alas fábricas de pintura con las posibili-dades tecnológicas que ofrecen lasenergías renovables como, por ejem-plo, la energía solar térmica. De estemodo, los procesos de la producciónindustrial que requieren mucha ener-gía, como la pintura, podrán englo-barse en un concepto energético deconjunto”, señala Ulrich Schmid. Mi-chael Pleuse cree que también sepuede ahorrar energía utilizando losmateriales de revestimiento adecua-dos. Dice lo siguiente: “Esperamosque la demanda de materiales de re-vestimiento en polvo a baja tempera-tura siga aumentando de forma cons-tante, ya que reducen los costes y lasemisiones de CO2.” Pleuse opina quelos precios subirán por la creciente de-manda internacional de materiales derevestimiento junto con la escasez ge-neral de materia prima. Por este mo-tivo, se impone utilizar técnicas deahorro y de reciclaje de materiales.“Los profesionales de la tecnología dela pintura industrial en todo el mundohan de ser cada vez más conscientesde los retos que plantea el uso de losnuevos materiales, como los compo-nentes ligeros fabricados a partir demateriales compuestos o los diferentesmateriales que conforman el productofinal. Por lo tanto, hay que introducir
11FUNDIDORES. FEBRERO 2011
INFORMACIONES
los avances técnicos en las distintas fa-ses de producción, como p. ej. en elproceso de pegado y adhesivado, y ala vez seguir manteniendo la rapidezdel proceso de producción “, añadeUlrich Schmid.
PaintExpo proporciona soluciones defuturo en todas las áreas del sector dela tecnología de la pintura industrial yexpone una muestra completa y repre-sentativa: instalaciones y sistemaspara la pintura en húmedo, recubri-miento de polvo y Coil Coating, siste-mas de aplicación y pistolas de pin-tura, pinturas en húmedo y esmaltesen polvo, técnicas de automatizacióny de extracción, limpieza y trata-miento preliminar, sistemas de secadoy endurecimiento, tecnología ecoló-gica, tecnología de aire a presión, su-ministro de aire y limpieza del aire deescape, tratamiento del agua, reci-clado y eliminación de residuos, equi-pamiento, tecnología de medición ycontrol, control de calidad, instalacio-nes para deslacar, revestimiento depiezas de trabajo, prestación de servi-cios y publicaciones especializadas.Además, también se ocupa de las fasesposteriores, como la impresión y elembalaje.
Servicio Lector 8
LA CIFRA DE PEDIDOS DE LAMÁQUINA-HERRAMIENTA SEDUPLICÓ EN 2010
• Un buen último cuatrimestre de2010 afianza la senda de recupera-ción del sector
Por mercados, destacamos la extraor-dinaria fortaleza exhibida por China eIndia y la solidez de Alemania que,pese a los malos tiempos sufridos seha recuperado en el último semestre.Si analizamos el ranking de destinosde nuestra exportación con datos acu-mulados hasta octubre de 2010 obser-vamos que Alemania se mantienecomo primer destino representando
un 14,1. A escasa distancia se sitúaChina que ha subido a la segunda po-sición desde la tercera de 2009 y queya representa un 13,3%. En tercer lu-gar, se sitúa Brasil con un 7,8% que haascendido desde la undécima posi-ción que ocupó en 2009 y que ha tri-plicado su cuota. Asciende al cuartolugar India con un 7,6%, seguida deItalia, país con el que ha intercam-biado posiciones con respecto a 2009,con un 6,9%. Tras ellos, Francia, Por-tugal, USA, México y Polonia comple-tan la lista de los diez principales des-tinos de nuestras exportaciones. Estosdiez países aglutinan el 70% del totalde exportaciones.
“La recuperación de Alemania en elúltimo semestre es una buenísima no-ticia para nuestras empresas. China eIndia siguen creciendo intensamente yBrasil también ha arrancado confuerza, mientras que USA y México seencuentran en proceso de recupera-ción. Si esta tónica se mantiene, espe-ramos que en 2011 continúe la conso-lidación del crecimiento del mercadoque nos lleve a abandonar la situaciónde crisis que todavía nos aqueja”,afirma Koldo Arandia.
Servicio Lector 9
HOUGHTON COMPRAMETALWORKING AND METALROLLING OILS DE SHELL
Houghton International Inc. ha finali-zado la adquisición del negocio Me-talworking and Metal Rolling Oils deShell, fabricante mundial de fluidosespecializados. Mediante esta transac-
ción, Houghton incorpora importantesrecursos estratégicos que atañen a to-dos los segmentos de su geografíaoperativa.
Más de 200 empleados de Shell pasa-rán a formar parte de Houghton, dadoque Shell transferirá la propiedad detres plantas de manufactura ubicadasen Dortmund, Alemania, Turín, Italiay Rouen, Francia. Las siguientes mar-cas de productos de Shell se sumarána la amplia cartera de Houghton:
Metalina, Fenella, Adrana, Ensis, Si-tala, Voluta, Dromus, Callina, Ma-cron, Formage, Garia, Percol
Esta adquisición es la última inversiónestratégica de Houghton, que permite ala compañía prestar mejores servicios asu base mundial de clientes, y a la in-dustria de trabajo de metales en gene-ral. Concretamente, Houghton ha ex-pandido notablemente su capacidad deservicio para sus clientes en Europa yen los mercados de rápido crecimiento,como India, Brasil, China y Rusia.
“La adquisición del negocio metalíferode Shell amplía notablemente nuestroalcance global, consolida nuestros ca-nales en el mercado e incorpora profe-sionales talentosos, lo cual conducirá almejor servicio posible para nuestrosclientes”, señaló Paul DeVivo, directorgeneral de Houghton International. “Ledamos la bienvenida a los empleadosdel negocio de fluidos para el trabajo demetales y los recibimos en la familiaHoughton, con la esperanza de fusionarnuestras experiencias y nuestro conoci-miento de la industria. Esta adquisiciónsignifica un paso más hacia nuestrameta de convertirnos en la empresa defluidos para el trabajo de metales másexitosa y respetada del mundo”.
DeVivo conservará su cargo como di-rector general, y seguirá trabajandocon los ejecutivos de Shell para garan-tizar una transición fluida para los em-pleados y los clientes. Las condicionesfinancieras de la transacción no sedieron a conocer.
12 FUNDIDORES. FEBRERO 2011
INFORMACIONES
Acerca de Houghton International
Desde 1865, Houghton InternationalInc. ha liderado el desarrollo y la pro-ducción de químicos, aceites y lubri-cantes especiales en las industrias me-talífera, automotriz, de acero yaluminio, conjuntamente con una va-riedad de otros mercados. Con sedeen Valley Forge, Pensilvania, EstadosUnidos, Houghton tiene fábricas, asícomo centros de distribución e inves-tigación en todo el mundo.
Servicio Lector 10
SEMINARIOS DEINSTRUMENTOS TESTO
Instrumentos Testo concluye el 2010con más de una decena de seminariossobre diferentes temáticas en todo elámbito nacional. A continuación, sedetallan algunos de ellos:
– Seminario de Termografía
– Seminario de Aire Comprimido
– Seminario sobre la Optimización dela combustión en Procesos Indus-triales
– Seminario sobre Emisiones indus-triales
– Seminario de Ventilación industrial
– Seminario de Refrigeración
– Seminario de Alimentación APPCC
Los objetivos planteados en cada unode estos seminarios responden a las si-guientes preguntas: ¿porqué se mide?¿qué se mide? ¿cómo se mide? ¿dóndese mide? ¿qué normativa aplica?
Con el fin de dar la mejor solución,Instrumentos Testo coordina el eventoy propone como ponentes a los mejo-res profesionales de cada sector. Gra-cias a ello, se consigue un seminariorigurosamente técnico y lejos de con-siderarse un seminario con informa-ción comercial.
Servicio Lector 11
ABGAM, LIDER EN VENTASPRODUCTOS DASSAULTSYSTEMES EN ESPAÑA EN 2010
Tras años de estrecha colaboracióncomo partner certificado de DassaultSystèmes, ABGAM-SEGULA TECH-NOLOGIES se consolida como distri-buidor líder en ventas (CATIA, ENO-VIA, DELMIA y 3DVIA) en Españadurante el año 2010, reafirmando suliderazgo en 2009.
Este hecho viene a reforzar la imagende ABGAM del desarrollador francéscomo partner de confianza, distribui-dor e implantador oficial para las solu-ciones PLM (CATIA, DELMIA, ENO-VIA y 3DVIA).
Así mismo ABGAM ha reforzado suequipo de servicios de consultoría eimplantación de soluciones PLM paraafrontar el nuevo reto V6.
Como ingeniería de primer ordenpresta servicios de consultoría en in-novación y asistencia técnica llevandoa cabo proyectos de cálculo y diseñode procesos y productos.
Situada en los sectores aeronáutico,automoción, ferroviario, nuclear, pe-troquímico, eólico e IT, donde, a tra-vés de sus más de 450 técnicos, prestaun servicio de proximidad a sus clien-tes ofreciéndoles un trato individuali-zado y cercano, con todo el potencialque supone pertenecer a un grangrupo internacional.
ABGAM es la filial española del grupointernacional SEGULA Technologies,presente en 19 países y cuenta conmás de 70 implantaciones 6500 traba-jadores en todo el mundo.
Servicio Lector 12
SEGULA TECHNOLOGIESADQUIERE LA DIVISIÓN DEAUTOMOCION DE EDAGESPAÑA
El grupo francés SEGULA Technolo-gies ha adquirido con fecha uno de
Enero de 2011 la rama de actividad deautomoción del grupo Alemán EDAGen España, reforzándose en el entornode clientes de automoción en Barce-lona y en las actividades de diseño yfabricación, principalmente de siste-mas eléctricos.
Esta integración, sigue la línea delacuerdo establecida en 2008 con la ad-quisición de la filial de EDAG en Fran-cia por parte de la matriz del grupo SE-GULA, reforzando su división deAutomoción que con unos 1.500 técni-cos puede ofrecer soluciones globales asus clientes tanto a nivel de diseño, cál-culo, prototipado e industrializaciónasí como de acompañamiento en suimplementación internacional.
SEGULA Technologies y su filial AB-GAM, cuenta con 9 oficinas y 450 co-laboradores en España prestando ser-vicios de ingeniería en los sectores deautomoción, aeronáutica, energía eó-lica, ferrocarril, petroquímica y ma-quinaria. Además es partner de Das-sault Systems para la distribución deCATIA y la familia de productos PLM.
EDAG en España continuará con eldesarrollo de las actividades en lasáreas de aeronáutica, de transporte asícomo en la fabricación de medios deintegración desde sus oficinas de Ma-drid, Barcelona y Valencia.
SEGULA Technologies:
SEGULA Technologies es uno de losprincipales grupos de ingeniería y con-sultoría en innovación en el desarrollode productos, medios de producción ysistemas de información. Todos sus co-laboradores comparten una pasión co-mún por la tecnología y una misma cul-tura de calidad y servicio.
SEGULA Technologies está presenteen los principales países de Europa, elMediterráneo, Asia, EEUU y Merco-sur. El Grupo continua su desarrollogeográfico creciendo y acompañandoa sus clientes allí donde estos desarro-llan sus proyectos internacionales.
Servicio Lector 13
13FUNDIDORES. FEBRERO 2011

INFORMACIONES
AIMME, FINALISTA DE LOSPREMIOS FUNDETEC 2010
• Un total de 183 proyectos de 15 co-munidades autónomas se han pre-sentado a la sexta edición de estosgalardones.
• El proyecto Metal 2.0 Crowdsour-cing del Instituto Tecnológico Me-talmecánico de Valencia opta a lacategoría de Mejor Proyecto de En-tidad No Lucrativa destinado a Py-mes, Microempresas y Autónomos.
El proyecto Metal 2.0 Crowdsourcingdel Instituto Tecnológico Metalmecá-nico de Valencia, AIMME, ha sido se-leccionado como uno de los tres fina-listas en la categoría a Mejor Proyectode Entidad No Lucrativa destinado aPymes, Microempresas y Autónomosde los Premios Fundetec.
Esta iniciativa impulsada por AIMMEtiene como objetivo analizar, difundir yexperimentar nuevas formas de rela-ción de las empresas del sector metal-mecánico con su entorno mediante laaplicación de nuevas tecnologías Web2.0 de colaboración masiva o crowd-sourcing, vía web, email o redes socia-les, para aumentar su competitividad.En este proyecto participa también eldepartamento de Organización de Em-presas de la Universidad Politécnica deValencia y la multinacional GMV.
La fundación Fundetec ha dado hoy aconocer la lista de los proyectos fina-listas de la VI edición de sus Premiosanuales, unos galardones que recono-cen la labor de entidades públicas,empresas privadas y organizacionessin ánimo de lucro que promueveniniciativas para fomentar el uso de lasTecnologías de la Información y la Co-municación (TIC) y la reducción de labrecha digital en España.
En esta edición se han recibido 183candidaturas de proyectos proceden-tes de 15 comunidades autónomas.
FUNDETEC es una fundación sinánimo de lucro cuyo fin es fomentar la
Sociedad de la Información en Españamediante el desarrollo de iniciativasque favorezcan el acceso de ciudada-nos, empresas e instituciones a lasTecnologías de la Información y la Co-municación (TIC). Sus acciones se es-tructuran en torno a la alfabetizacióndigital de colectivos sociales en riesgode exclusión; el fomento del uso de lasTIC en pymes, microempresas y autó-nomos como herramienta para mejo-rar su competitividad; y el estímulo ala formación en TIC de los empleadosa través de los programas Hogar Co-nectado a Internet (HCI).
Servicio Lector 14
ARVAL OTORGA“MOVIMIENTO” A LASCONSTRUCCIONESARQUITECTONICAS CONRESSAC
Arval, línea de negocio de ArcelorMit-tal Construcción, consigue crear unaarquitectura en movimiento gracias asu sistema de cerramiento de perfilsimple con fijación oculta Ressac.
Compuesta por tres pliegues simétri-cos en acero prelacado o inoxidable,Ressac ha sido diseñado para su insta-lación en vertical, ofreciendo a laconstrucción una estética depurada ymarcando un sombreado rítmico enlas fachadas. Sus líneas fluidas y se-cuenciales reducen el volumen de unedificio gracias al efecto “ondas”, ju-gando con la luz diurna e interac-tuando activamente con el medio am-biente.
Apto para uso residencial, oficinas,centros comerciales y obra pública,Ressac brinda la máxima alineacióncon remates en el mismo color que elperfil y máxima durabilidad del co-lor, gracias a la alta calidad en mate-riales y revestimientos (prelacados dealta gama) empleados. Además, pre-senta un diseño de greca triangularúnica en el mercado, evitando la acu-mulación de suciedad y facilitandosu limpieza.
Sobre ArcelorMittal
ArcelorMittal grupo al que perteneceArval es la empresa de referencia en elmundo del acero, con una plantilla demás de 287.000 empleados en más de60 países.
ArcelorMittal tiene plantas de produc-ción en más de 20 países en las que sefabricaron más de 73,2 millones de to-neladas en el año 2009. En ese año, lafacturación de la compañía ascendió a65.100 millones de dólares.
Servicio Lector 15
CENTROS VERTICALES DE 3 Y4 EJES SMART DE MAZAK
Máquinas compactas, de gran rendi-miento y óptima relación precio pres-taciones.
La serie SMART se ha diseñado paraconseguir una alta productividad. Seha buscado un diseño compacto y er-gonómico que, además, sea óptimodesde el punto de vista de minimizarel impacto medioambiental.
Proveen elevadas prestaciones graciasa su potente cabezal ISO40 de12.000rpm y 25hp, así como a sus ele-vadas velocidades de posiciona-miento de 42 mts.min.
Se presentan en 2 modelos, elVCS430A con unos recorridos deX560, Y430, Z510 y el VCS530C con
14 FUNDIDORES. FEBRERO 2011
INFORMACIONES
unos recorridos de X1.050, Y530 yZ510.
Disponen del avanzado Control Ma-zatrol Smart que ha sido diseñadopara facilitar al máximo la operativaal usuario y, asimismo, para prevenirfallos de operación y aportar seguri-dad. Incorpora un práctico tecladoQWERTY, funciones de chequeo detrayectoria de herramienta con unpreciso cálculo de tiempos y funcio-nes de acceso directo que facilitan elmanejo por parte del operario. Adi-cionalmente el CNC se puede progra-mar en EIA/ISO estándar o bien com-binando en el mismo programalenguajes conversacional e ISO. Asi-mismo incluye funciones inteligentes:control activo de vibraciones, com-pensación inteligente de variacionesde temperatura ambiente y un sistemainteligente de soporte al manteni-miento preventivo.
Servicio Lector 16
GRAN INTERÉS EN LAINDUSTRIA AUTOMOTRIZ YLA INGENIERÍA MECÁNICA
EuroMold 2010: Fuerte internaciona-lidad y excelente clima de comercial
Con 55.301 visitantes provenientes de86 países, la 17ª. EuroMold, Feria In-ternacional para los Fabricantes deHerramientas y Constructores de mol-des, el Diseño y el Desarrollo de Pro-ductos,celebrada el 04 de Diciembredel 2010 se llevo a cabo con un granéxito, quedando de manifiesto no solosu carácter internacional sino que elaumento de los visitantes del sectorautomotriz y de la ingeniería mecá-nica.
La EuroMold 2010 aumentó la propor-ción de directores entre los visitantes.Los visitantes profesionales han ve-nido principalmente de empresas demás de 500 empleados. En conse-cuencia, un gran número de exposito-
res, excelentes contactos y así mismola firma de contratos en la feria.
La internacionalidad de los visitantesPara los visitantes provenientes del ex-tranjero, la EuroMold ha tenido siem-pre un fuerte arraigo en Europa. Lospaíses de mayor representación fue-ron: Aparte de Italia (10.1 % de los vi-sitantes internacionales), Austria(8.5%), Suiza (8.3),Belgica (5.1%),Francia (5.1%), los Países Bajos (4.8%) y España (4.2%). Turquía en cali-dad de país anfitrión en la EuroMoldaumentó significativamente su partici-pación hasta el 6.3% , lo que significóel cuarto lugar de los visitantes inter-nacionales.
La EuroMold ha visto un incrementoen los visitantes provenientes deAsia.Una mejora sustancial en compa-ración con el año anterior, la propor-ción de visitantes procedentes deChina (3.0% de los visitantes interna-cionales).Japón (2.2 %), Corea del Sur(1.8 %),Taiwan (1.6 %), India (1.3 %)e Iran (1.0 %).y Nueva Zelanda.
Servicio Lector 17
UNION TOOL EUROPE SA: ELCORTE SIN LIMITES
Union Tool lanza nada menos que 4nuevas gamas para materiales tan dis-tintos como, Plástico, Aluminio, co-bre, Acero Inoxidable, Titanio, tem-plados hasta 70HRC, etc.…
AZS / DLC-AZS. Fresa 3 cortes planapara Aluminio
Alta productividad gracias al fresadovertical en eje Z con diámetro com-pleto, avances rápidos, y hélice de 45°para elevada evacuación de la viruta.
Geometría diseñada específicamenteque proporcionan los filos de corterobustos y muy vivos.
Afilado especial para acabados “pu-lido espejo”.
Y para mayor duración aumentamosla gama y se completa con la serie defresas DLC-AZS con recubrimientoDLC (Carburo de diamante).
CFBL. Fresa 3 cortes hemisféricaMulti-utilización
3 cortes con paso de ángulo variablepara mayor resistencia a vibraciones yavances más elevados.
Corte positivo y con gran ángulo deincisión para aumentar la capacidadde evacuación de viruta.
Micro-Cruz en el centro para acaba-dos superficiales superiores.
La gran estabilidad de la CFB/CFLB ga-rantiza mecanizados en materialesdistintos como aluminio, cobre, plás-tico y acero con parámetros muy pare-cidos.
HSB / HSLB. Fresa 2 cortes hemisfé-rica para materiales hasta 70HRC.
Nueva geometría negativa para losaceros más duros hasta 70 HRC.
De alta eficiencia y larga duración,esta fresa se puede utilizar en seco ocon refrigerante.
El nuevo recubrimiento Hard Maxaguanta altas temperaturas y ofreceexcelente resistencia a la oxidación.
CXS. Fresa 2 cortes plana Anti-vibra-ciones
Ángulos de corte frontal variables yhélice variable especialmente diseña-dos para carga de corte constante, deestá forma eliminar vibraciones y sal-tos, dejando así unos acabados perfec-tos.
La nueva geometría obtiene “Máximacapacidad de viruta” y el nuevo recu-brimiento con muy bajo coeficientede fricción se traduce en una evacua-ción de la viruta muy suave y en unagran duración de vida de la fresa.
Servicio Lector 18
15FUNDIDORES. FEBRERO 2011
INFORMACIONES
EL GRUPO GEINFOR Y AVILCONSULTING APUESTAN PORALICANTE Y MURCIA
Geinfor Canal, la empresa del GrupoGeinfor que gestiona el total de laventa indirecta del fabricante de soft-ware en España, dentro de su estrate-gia de posicionamiento, está refor-zando las relaciones con una serie dePartners que ellos consideran estraté-gicos.
Hace ya más de seis meses de la firmadel acuerdo con Avil Consulting ,tiempo que ha servido para la capaci-tación del Partner y para la definicióny puesta en marcha del equipo de tra-bajo que está desarrollando una seriede estrategias comerciales, encamina-das a conseguir por el tándem GeinforCanal - Avil, una posición de lide-razgo en cuanto a la venta e implanta-ción de soluciones ERP/CRM en Ali-cante y Murcia.
En palabras de Paco Alonso, Gerentede Geinfor Canal, “con múltiples pro-yectos abiertos, Avil Consulting se estárevelando como uno de nuestros Part-ners más activos, poseen un amplioconocimiento sobre las necesidadesde la PYME, sobre nuestros sistemasde gestión, y de cómo aplicarlos paraaportar soluciones. Además, muestranuna gran iniciativa a la hora de poneren marcha nuevas acciones que acti-ven la demanda.”
El Grupo Geinfor aporta, como una desus principales ventajas al canal, Solu-ciones ERP y CRM estándar para PY-MES de entre 10 y 500 trabajadores,con una serie de funcionalidades y he-rramientas que las hacen 100% adap-tables a las necesidades concretas delcliente, sin necesidad de desarrollos opersonalizaciones adicionales.
En cuanto a su Programa de Canal,potenciando la formación y el marke-ting, Geinfor genera una dinámica detrabajo conjunta con sus Partnersaportando los medios humanos y ma-teriales necesarios para acompañar asu Partner en su camino hacia eléxito.
Según Antonio Villaescusa, Directorde Avil Consulting, “la relación conGeinfor Canal nos aporta no sólo unexcelente producto, sino también unareciprocidad en el trabajo realizado,ya que se ha consolidado un equipode trabajo multidisciplinar entre am-bas empresas que está aportando unosóptimos resultados.”
Servicio Lector 19
SOLUCIONESMETROPOLITANAS – ELNUEVO SECTOR DE OFERTADE HANNOVER MESSEMUESTRA TECNOLOGÍASPARA LAS CIUDADES DEMAÑANA
Soluciones para infraestructuras deenergía, agua, movilidad y edificios engrandes ciudades.
Hannover. HANNOVER MESSE 2011presenta un nuevo sector de oferta fe-rial: ‘Metropolitan Solutions’ muestrainnovaciones para infraestructuras ur-banas y grandes ciudades. “El creci-miento permanente de las ciudadesen todo el mundo presenta un desafíocada vez mayor a las infraestructuras.Ya hoy hay numerosas tecnologíasque pueden mejorar considerable-mente la vida de las personas en lasgrandes ciudades”, dice el Dr. Wolf-ram von Fritsch, presidente de la JuntaDirectiva de Deutsche Messe.
El cambio climático, la escasez de re-cursos, el crecimiento de la poblacióny una creciente urbanización enfren-tan ya hoy a grandes desafíos a las ciu-dades de todo el mundo – en particu-lar en todo lo referente a lasestructuras para la energía, el agua, lamovilidad y los edificios.
‘Metropolitan Solutions’ estará ubi-cada en el Pabellón 8 de HANNOVERMESSE 2011. Las ferias clave “Indus-trial Automation”, “Energy”, “Wind”,“Power Plant Technology” y “Mobili-Tec” presentan ya hoy innovaciones
en los sectores de la automatización,energía y movilidad.
El más destacado evento tecnológicodel mundo tiene lugar en Hannóverdel 4 al 8 de abril de 2011.
Servicio Lector 20
MATERIAL PARA ELESMERILADO Y PULIDO
La empresa Heinrich Kreeb GMBH &Co. KG es fabricante de material parael esmerilado y pulido para el trata-miento mecánico de superficies. Susproductos se emplean para el desbar-bado, esmerilado, matizado, cepilladoy pulido de los más variados materia-les.
Un sector de gran importancia es eltratamiento de piezas de aluminio.Para ello, la empresa Kreeb fabricadiscos de sisal y cepillos metálicos, asícomo discos para el matizado y el pu-lido de molduras y manetas para auto-móviles, herrajes y perfiles. Tanto enesta área como en otras aplicaciones,Kreeb encuentra la solución a los pro-blemas, produciendo discos adapta-dos explícitamente a las necesidadesdel cliente. Un buen ejemplo lo en-contramos en los cepillos radiales denylon abrasivo, adaptados a cada tipode rueda para el desbarbado de llantasde aluminio. Ya hay varios fabricantesde este tipo de ruedas de gran renom-bre que usan estos cepillos especiales.
Aparte de fabricar en su sede principalde Goeppingen (Alemania), la firmaKreeb también produce en su sucursalbi-flex Birkenstock GMBH & Co. KGen la ciudad de Haan.
Kreeb dará a conocer una parte de sumúltiple programa en el pabellón 2,stand E 29.
En España sus productos son represen-tados por PULE, S.A. en Barcelona .
Servicio Lector 21
16 FUNDIDORES. FEBRERO 2011
A lo largo del año 2010, AMV Alea se ha consolidadocomo una herramienta imprescindible en la preparaciónde cargas de hornos, especialmente en fundiciones enlas que el número de calidades distintas a producir eselevado, mostrándose eficaz en aspectos tan importantescomo:
– La eliminación de errores en los cálculos.
– La inmediatez en la obtención de las soluciones.
– La minimización de las diferencias de la composiciónreal de la colada respecto a la prevista.
– El aprovechamiento óptimo de retornos, ya sean ma-zarotas, piezas rechazadas o virutas.
– La reducción drástica en costes de materiales.
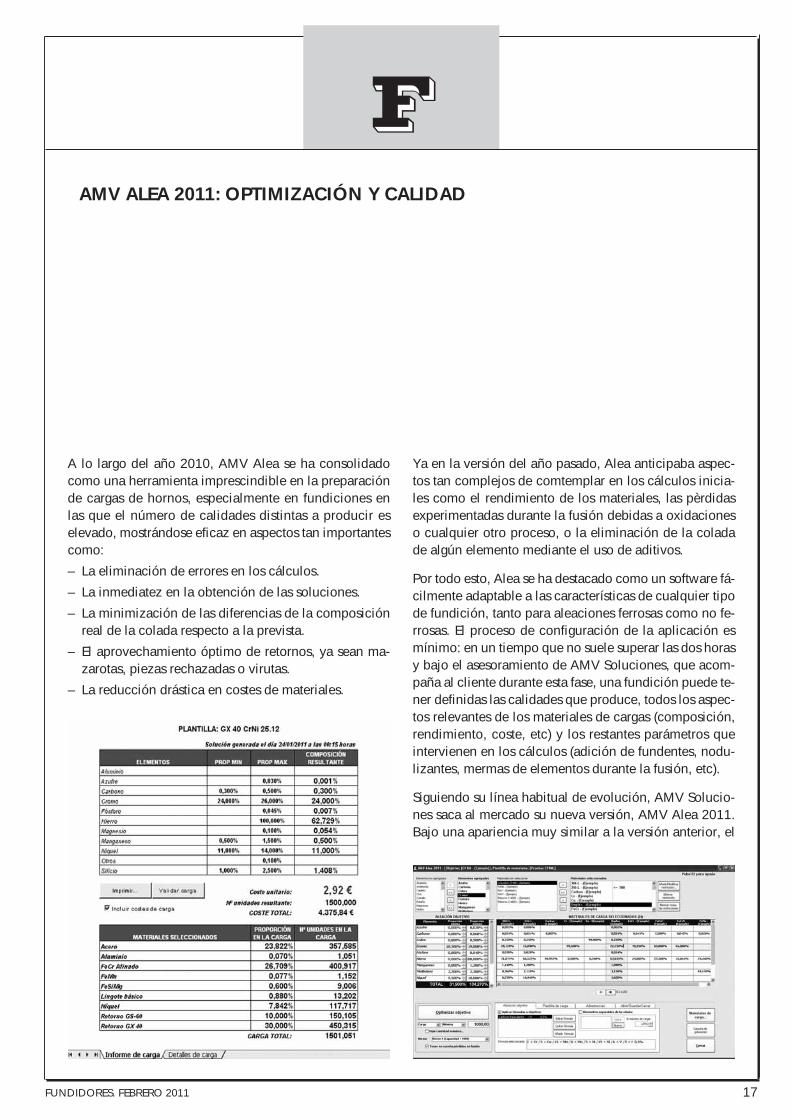
Ya en la versión del año pasado, Alea anticipaba aspec-tos tan complejos de comtemplar en los cálculos inicia-les como el rendimiento de los materiales, las pèrdidasexperimentadas durante la fusión debidas a oxidacioneso cualquier otro proceso, o la eliminación de la coladade algún elemento mediante el uso de aditivos.
Por todo esto, Alea se ha destacado como un software fá-cilmente adaptable a las características de cualquier tipode fundición, tanto para aleaciones ferrosas como no fe-rrosas. El proceso de configuración de la aplicación esmínimo: en un tiempo que no suele superar las dos horasy bajo el asesoramiento de AMV Soluciones, que acom-paña al cliente durante esta fase, una fundición puede te-ner definidas las calidades que produce, todos los aspec-tos relevantes de los materiales de cargas (composición,rendimiento, coste, etc) y los restantes parámetros queintervienen en los cálculos (adición de fundentes, nodu-lizantes, mermas de elementos durante la fusión, etc).
Siguiendo su línea habitual de evolución, AMV Solucio-nes saca al mercado su nueva versión, AMV Alea 2011.Bajo una apariencia muy similar a la versión anterior, el
17FUNDIDORES. FEBRERO 2011
AMV ALEA 2011: OPTIMIZACIÓN Y CALIDAD
nuevo Alea incorpora sin embargo importantes mejorasque la convierten en una aplicación más flexible, efi-ciente y adaptable, entre las que cabe destacar:
– La inclusión de restricciones en las plantillas de cargapor familias de materiales. Por ejemplo, podremos im-poner una proporción máxima en la carga de la sumade retornos, virutas y chatarras, obteniendo en la solu-ción la combinación óptima dentro de estos límites.
– La definición de fórmulas combinadas de elementos(carbono equivalente, cromo equivalente, PREN o
cualquier otra específicada por cada fundición), demodo que se garantice su cumplimento en el cálculo dela solución óptima.
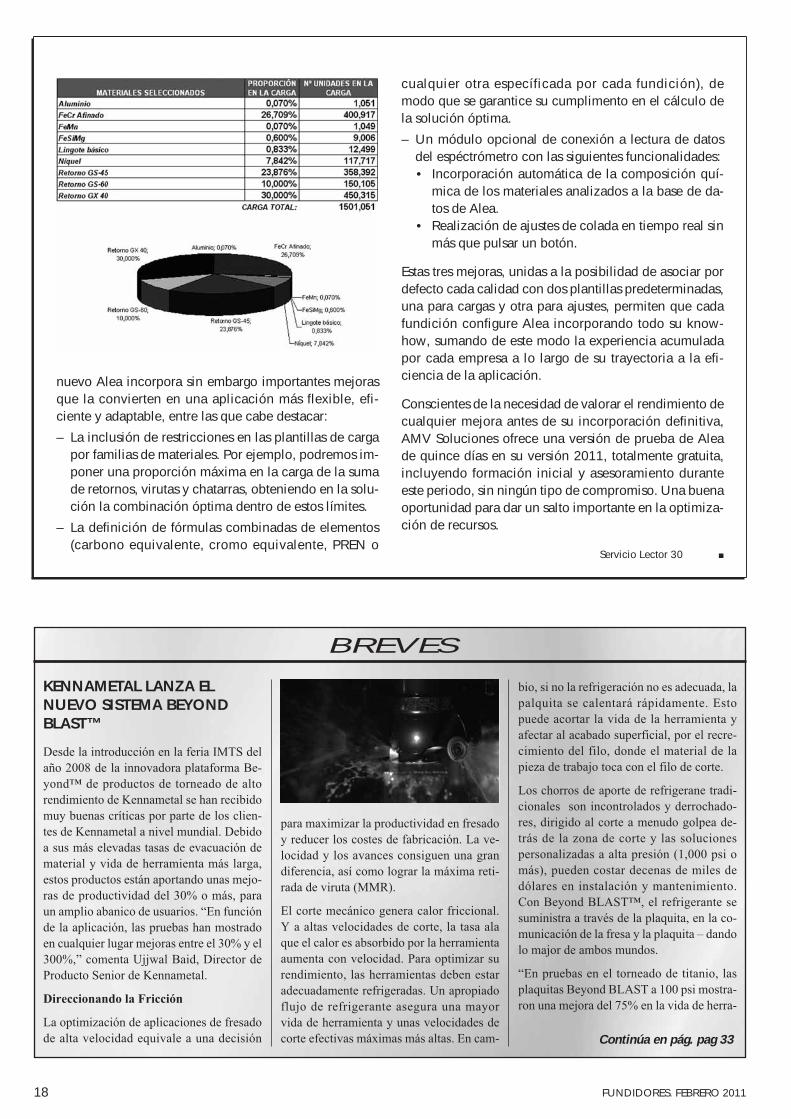
– Un módulo opcional de conexión a lectura de datosdel espéctrómetro con las siguientes funcionalidades:• Incorporación automática de la composición quí-
mica de los materiales analizados a la base de da-tos de Alea.
• Realización de ajustes de colada en tiempo real sinmás que pulsar un botón.
Estas tres mejoras, unidas a la posibilidad de asociar pordefecto cada calidad con dos plantillas predeterminadas,una para cargas y otra para ajustes, permiten que cadafundición configure Alea incorporando todo su know-how, sumando de este modo la experiencia acumuladapor cada empresa a lo largo de su trayectoria a la efi-ciencia de la aplicación.
Conscientes de la necesidad de valorar el rendimiento decualquier mejora antes de su incorporación definitiva,AMV Soluciones ofrece una versión de prueba de Aleade quince días en su versión 2011, totalmente gratuita,incluyendo formación inicial y asesoramiento duranteeste periodo, sin ningún tipo de compromiso. Una buenaoportunidad para dar un salto importante en la optimiza-ción de recursos.
Servicio Lector 30 ■
18 FUNDIDORES. FEBRERO 2011
BREVES
KENNAMETAL LANZA ELNUEVO SISTEMA BEYONDBLAST™
Desde la introducción en la feria IMTS del
año 2008 de la innovadora plataforma Be-
yond™ de productos de torneado de alto
rendimiento de Kennametal se han recibido
muy buenas críticas por parte de los clien-
tes de Kennametal a nivel mundial. Debido
a sus más elevadas tasas de evacuación de
material y vida de herramienta más larga,
estos productos están aportando unas mejo-
ras de productividad del 30% o más, para
un amplio abanico de usuarios. “En función
de la aplicación, las pruebas han mostrado
en cualquier lugar mejoras entre el 30% y el
300%,” comenta Ujjwal Baid, Director de
Producto Senior de Kennametal.
Direccionando la Fricción
La optimización de aplicaciones de fresado
de alta velocidad equivale a una decisión
para maximizar la productividad en fresado
y reducer los costes de fabricación. La ve-
locidad y los avances consiguen una gran
diferencia, así como lograr la máxima reti-
rada de viruta (MMR).
El corte mecánico genera calor friccional.
Y a altas velocidades de corte, la tasa ala
que el calor es absorbido por la herramienta
aumenta con velocidad. Para optimizar su
rendimiento, las herramientas deben estar
adecuadamente refrigeradas. Un apropiado
flujo de refrigerante asegura una mayor
vida de herramienta y unas velocidades de
corte efectivas máximas más altas. En cam-
bio, si no la refrigeración no es adecuada, la
palquita se calentará rápidamente. Esto
puede acortar la vida de la herramienta y
afectar al acabado superficial, por el recre-
cimiento del filo, donde el material de la
pieza de trabajo toca con el filo de corte.
Los chorros de aporte de refrigerane tradi-
cionales son incontrolados y derrochado-
res, dirigido al corte a menudo golpea de-
trás de la zona de corte y las soluciones
personalizadas a alta presión (1,000 psi o
más), pueden costar decenas de miles de
dólares en instalación y mantenimiento.
Con Beyond BLAST™, el refrigerante se
suministra a través de la plaquita, en la co-
municación de la fresa y la plaquita – dando
lo major de ambos mundos.
“En pruebas en el torneado de titanio, las
plaquitas Beyond BLAST a 100 psi mostra-
ron una mejora del 75% en la vida de herra-
Continúa en pág. pag 33
Robotizando su rebaba han optimizado su producción,homogeneizado su calidad y mejorado sus condicionesde trabajo.
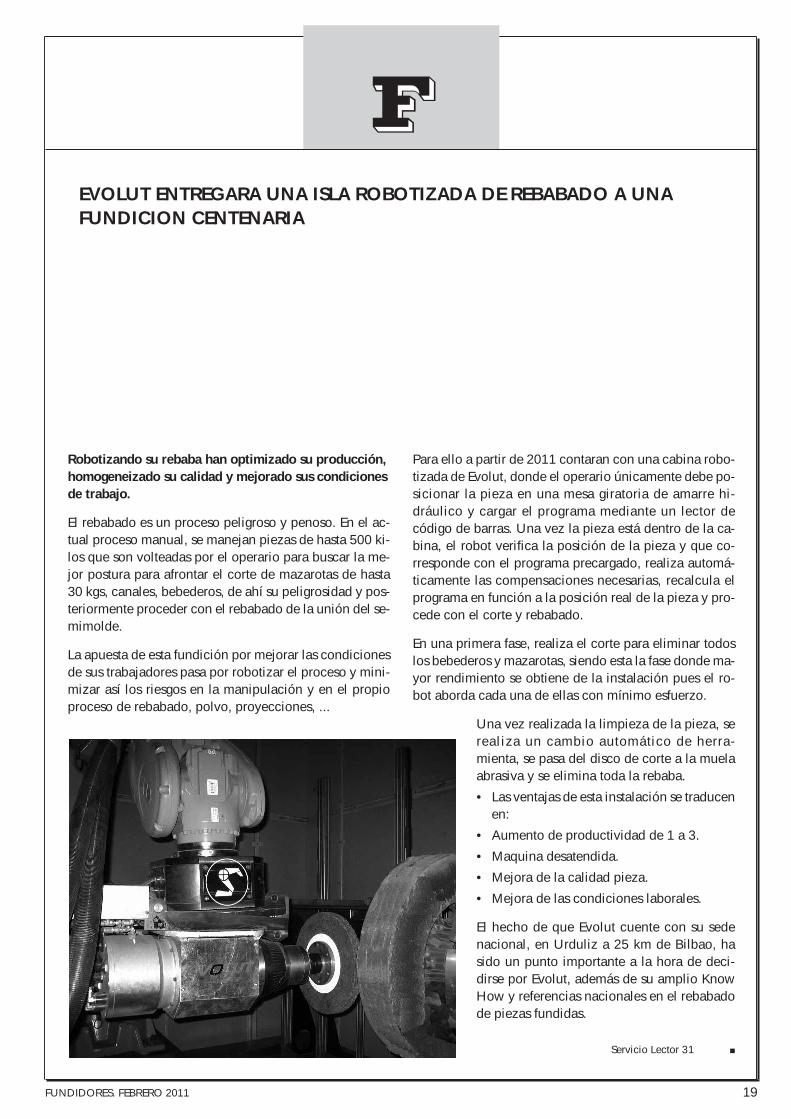
El rebabado es un proceso peligroso y penoso. En el ac-tual proceso manual, se manejan piezas de hasta 500 ki-los que son volteadas por el operario para buscar la me-jor postura para afrontar el corte de mazarotas de hasta30 kgs, canales, bebederos, de ahí su peligrosidad y pos-teriormente proceder con el rebabado de la unión del se-mimolde.
La apuesta de esta fundición por mejorar las condicionesde sus trabajadores pasa por robotizar el proceso y mini-mizar así los riesgos en la manipulación y en el propioproceso de rebabado, polvo, proyecciones, ...
Para ello a partir de 2011 contaran con una cabina robo-tizada de Evolut, donde el operario únicamente debe po-sicionar la pieza en una mesa giratoria de amarre hi-dráulico y cargar el programa mediante un lector decódigo de barras. Una vez la pieza está dentro de la ca-bina, el robot verifica la posición de la pieza y que co-rresponde con el programa precargado, realiza automá-ticamente las compensaciones necesarias, recalcula elprograma en función a la posición real de la pieza y pro-cede con el corte y rebabado.
En una primera fase, realiza el corte para eliminar todoslos bebederos y mazarotas, siendo esta la fase donde ma-yor rendimiento se obtiene de la instalación pues el ro-bot aborda cada una de ellas con mínimo esfuerzo.
Una vez realizada la limpieza de la pieza, serealiza un cambio automático de herra-mienta, se pasa del disco de corte a la muelaabrasiva y se elimina toda la rebaba.
• Las ventajas de esta instalación se traducenen:
• Aumento de productividad de 1 a 3.
• Maquina desatendida.
• Mejora de la calidad pieza.
• Mejora de las condiciones laborales.
El hecho de que Evolut cuente con su sedenacional, en Urduliz a 25 km de Bilbao, hasido un punto importante a la hora de deci-dirse por Evolut, además de su amplio KnowHow y referencias nacionales en el rebabadode piezas fundidas.
Servicio Lector 31 ■
19FUNDIDORES. FEBRERO 2011
EVOLUT ENTREGARA UNA ISLA ROBOTIZADA DE REBABADO A UNAFUNDICION CENTENARIA
Es una fundición de acero con una amplia experiencia ytradición en la producción de piezas para diferentes ti-pos de industrias en diversos tipos de aleaciones y mate-riales tanto de uso común así como de grandes especia-lidades. Desde su fundación en el año de 1958 yprovenientes de una tradición familiar de más de 100años.
Al día de hoy RAMSA FOUNDRY es una compañía fa-miliar que cuenta con modernos equi-pos y tecnología de punta que combi-nados con el talento de nuestropersonal que aporta día con día su ex-periencia para lograr producir piezasde acero de clase mundial para Mé-xico y para todo el mundo, es por estoque RAMSA FOUNDRY ha sido y serátomada como referencia en la indus-tria de la fundición en México y los Es-tados Unidos.
Nuestra fundición está localizada enla ciudad de San Luis Potosí, corazón de México, loque nos permite tener acceso a cualquier lugar del paísy a la frontera con los Estados Unidos ya que estamos asolo 600 Km de distancia
LA COMPAÑÍA
RAMSA SPECIALTY STEEL FOUNDRY es una fundiciónde acero con una amplia experiencia y tradición en laproducción de piezas para diferentes tipos de industriasen diversos tipos de aleaciones y materiales tanto de usocomún como de grandes especialidades. Desde su fun-dación en el año de 1958 y provenientes de una tradi-ción familiar de más de 100 años.
Al día de hoy RAMSA FOUNDRY es una compañía fa-miliar que cuenta con modernos equipos y tecnología de
punta que combinados con el talentode nuestro personal que aporta día condía su experiencia para lograr producirpiezas de acero de clase mundial paraMéxico y para todo el mundo, es poresto que RAMSA FOUNDRY ha sido y
será tomada como referencia en la industria de la fundi-ción en México y los Estados Unidos.
Nuestra fundición está localizada en la ciudad de San LuisPotosí, corazón de México, lo que nos permite tener ac-ceso a cualquier lugar del país y a la frontera con los Esta-dos Unidos ya que estamos a solo 600 Km de distancia.
NUESTRA GENTE
En RAMSA FOUNDRY contamos con más de 250 cola-boradores con cualidades y características que enrique-cen todos nuestros productos.
Tenemos programas de capacitación técnica constantes,además hacemos mucho énfasis en la parte de desarrollohumano con el objetivo de hacer mejores personas entodos los sentidos.
20 FUNDIDORES. FEBRERO 2011
RAMSA SPECIALTY STEEL FOUNDRY

Contamos con una política de contratación muy abiertay somos partidarios de contratar personas con capacida-des diferentes pues creemos en la igualdad de oportuni-dades.
PRODUCTOS
Somos la fundición líder en México en la fabricaciónde piezas de acero para las industrias de válvulas ybombas industriales, para aplicaciones tales como lapetroquímica, generación de energía, alimentos, gas,entre otras. Además de producir piezas de acero paraotras industrias como la papelera, tratamientos térmi-cos, minera, refacciones para maquinaria, entre mu-chas otras más.
RAMSA es pionera y cuenta con gran experiencia en lafabricación de aceros inoxidables Dúplex y Super Dú-plex, grados 3-A, 4-A, 5-A, 6-A, además de Incolloys,Hastelloys, Monel, y otras sofisticadas aleaciones baseníquel. Además de materiales de uso común como sonlos aceros al carbón, materiales refractarios e inoxidablesde clase comercial.
Nuestra experiencia en la fundición de piezas recipien-tes de presión nos ha permitido ser proveedores de lascompañías de válvulas y bombas industriales más impor-tantes del mundo, ya que todos nuestros procesos han
sido auditados por las más grandes compañías petrole-ras, razón por la cual, todas las piezas que fabricamos seproducen con la misma atención y cuidado, esto nospermite tener la confianza de cumplir con los más altosestándares de la industria.
Nuestra fortaleza es la habilidad de producir piezasdesde 1 kg hasta 2,000 kg de peso neto, teniendo la ca-pacidad de fabricar en algunos casos solo una pieza si elcliente así lo desea. Además contamos con toda la infra-estructura necesaria dentro de la misma planta. Nosgusta trabajar en el diseño o rediseño de sus piezas, paraposteriormente fabricar el modelo y poder entregar unapieza totalmente maquinada y examinada de acuerdo alas especificaciones técnicas de cada cliente y así cum-plir con los más variados y exigentes requisitos.
CALIDAD
En RAMSA FOUNDRY creemos que la calidad es algoque no está a discusión. Nuestra premisa es “hacerlobien a la primera y siempre igual”.
Contamos con la certificación ISO 9001 2008, así comoPED, lo que nos permite vender nuestros productos encualquier parte del mundo. Todas las piezas que se fa-brican en RAMSA FOUNDRY cuentan con el respaldode un gran grupo de ingenieros que certifican las propie-
21FUNDIDORES. FEBRERO 2011

dades técnicas requeridas por nuestros clientes y se ase-guran que cumplan con las normas internacionales quele correspondan a través de las siguientes pruebas:
• Análisis químico
• Pruebas de impacto
• Pruebas de tensión
• Rayos X
• Ultrasonido
• Partículas magnéticas
• Líquidos penetrantes
Así como otras pruebas que podemos realizar en labora-torios certificados aquí mismo en San Luis Potosí.
INSTALACIONES
En el área de Ingeniería podemos asistir a nuestrosclientes con el diseño o rediseño de sus piezas a través
del uso de modernas herramientas computacionalesque nos permiten identificar problemas en la fundiciónantes de ni siquiera producir las piezas. Esto nos per-mite producir piezas más eficientemente reduciendotiempos de entregas asegurando un nivel de calidadconstante.
Contamos con un moderno Taller de Modelos que nospermite fabricar los modelos necesarios a partir de la
22 FUNDIDORES. FEBRERO 2011
recepción del dibujo de la pieza en 3D, además de te-ner personal calificado para realizar todo tipo de traba-jos de acuerdo a las necesidades de cliente.
Nuestra área de moldeo nos permite tener la flexibilidadde usar No-Bake, Caja Fría y Shell, en combinación conla última tecnología en cerámicas lo que nos permiteproducir piezas de figuras geométricas complicadascomo son impulsores para bombas. La gran flexibilidadde nuestros procesos nos permite producir desde unapieza de un kilogramo hasta volúmenes medios en pie-zas de hasta 2,000 kg.
En el área de fundición contamos con 4 hornos de in-ducción de diferentes tamaños lo que nos permite tenercoladas desde 200 kg hasta 3200 kg, en más de 200 di-ferentes aleaciones de acuerdo con las necesidades delcliente.
El área de acabado cuenta con 2 hornos de tratamientotérmico, granalla, soldadores certificados bajo la normaASME código IX, esmeriles y todo tipo de herramientapara cada tipo de pieza. En el área de maquinado conta-mos con tornos CNC, centros de maquinado horizonta-les, tornos verticales, maquina de medición por coorde-nadas (CMM), así como maquinaria convencional deapoyo. Además de equipo para realizar pruebas hidros-táticas y para entregar nuestros clientes piezas listas paraensamble.
Servicio Lector 32 ■
23FUNDIDORES. FEBRERO 2011
NovaCast Foundry Solutions organizó un seminario deanálisis térmico en Düsseldorf, Alemania, los días treintade Noviembre y uno de Diciembre de 2010. Asistieroncerca de 60 personas procedentes de Europa, USA, Indiay Taiwan. Muchos no pudieron asistir debido a las con-diciones de temporal que mantuvo muchos aeropuertoscerrados.
El tema central del seminario fue la alimentación de pie-zas sin mazarotas (Feederless Casting), un tema com-plejo que necesita ser analizado desde distintas perspec-tivas. Las presentaciones realizadas subrayaron losdesafíos y dificultades a las que se enfrentan los técnicosde fundición cada día. Se discutieron distintos procesosde optimización para la producción de componentes dehierro gris, dúctil, y grafito compacto (CGI). En todo mo-mento hubo una intensa participación de los asistentesgenerándose una interesante interacción entre los mis-mos y el ponente de turno.
Sabemos que hay un gran número de parámetros que de-ben controlarse para aumentar la consistencia del pro-ceso metalúrgico. Si nos esforzamos en mejorar algo enla fundición debemos, antes, tener la capacidad de me-dirlo. Los instrumentos de análisis térmico, como porejemplo el ATAS de NovaCast, se convierten en herra-mientas necesarias para alcanzar las mejoras en el pro-ceso metalúrgico de la fundición. Tal y como un ponenteconcluyó: “en la producción de nodular, olvídate de lasconjeturas, y hazte con un ATAS”.
Por supuesto que hay inconvenientes, también, a la horade utilizar el análisis térmico. Algunos participantes en elseminario, ya versados en el ATAS, proporcionaron con-
sejos muy útiles de cara a los futuros usuarios. “Debes in-volucrar a tu equipo en el análisis térmico. Necesitas for-mar al cuerpo técnico y especialmente al metalúrgico.ATAS es un instrumento. No va a mejorar tu proceso porsí mismo. Es el usuario en combinación con el instru-mento quien lo va a conseguir”. Esta es una de las lec-ciones más importantes aprendidas en el seminario.
El análisis térmico es una de las herramientas más im-portantes para analizar, estabilizar y optimizar, el pro-ceso metalúrgico. Implementado el análisis térmico en laproducción, las fundiciones pueden aumentar su compe-titividad, al conseguir un proceso metalúrgico más con-sistente.
Servicio Lector 33 ■
24 FUNDIDORES. FEBRERO 2011
SEMINARIO SOBRE ANÁLISIS TÉRMICO
La alegría de la huerta: Patxi Rodriguez, Inasmet, Isaac Casanellas,Funderia Condals SA y Jose R. Alonso, Internacional Alonso S.L.
TECNALIA RESEARCH & INNOVATION, a través de suUnidad de Software, trabaja en la certificación de losproyectos de ingeniería de los sistemas desarrolladospor la Unidad de Producción de Sistemas FABA de Na-vantia, utilizando la metodología internacional CMMI.
El objetivo de este proyecto es lograr la mejora de losprocesos de ingeniería de dichos sistemas con el fin deoptimizar los procesos productivos de la organización.De esta manera, la identificación temprana y posteriorgestión de imprevistos permitirá acortar los tiempos derespuesta, mejorar los tiempos de entrega y reducir asílos retrabajos, logrando así satisfacer los requerimientosmás exigentes y adaptarse a las necesidades concretasdel cliente de manera más proactiva.
Dentro de Navantia, el proceso de certificación se estádesarrollando en el centro de Sistemas FABA ubicado enSan Fernando (Cádiz), especializado en sistemas decombate, comunicaciones, direcciones de tiro y sistemasde armas, con destino a los buques de superficie y sub-marinos construidos por Navantia para la Armada Espa-ñola y para otros mercados nacionales e internacionales.
Además del centro en San Fernando en Cádiz, Navan-tia–Sistemas FABA también ejecuta el diseño, desarrollo,fabricación, instalación y apoyo al ciclo de vida de siste-mas informatizados para el control del buque (propul-sión, control de averías, sistemas auxiliares) en el centroubicado en Cartagena.
El modelo de certificación CMMI que están utilizandolos consultores de la Unidad de Software de TECNALIAR&I para llevar a cabo este proyecto, es un modelo inter-nacionalmente reconocido y creado por el Software En-gineering Institute de Estados Unidos.
TECNALIA RESEARCH & INNOVATION, primer Centroprivado de investigación aplicada de España y quinto deEuropa, forma parte de la Corporación Tecnológica Tec-nalia junto a parte AZTI-Tecnalia y NEIKER-Tecnalia. Enel marco de la Corporación, los 3 Centros Tecnológicoscomparten estrategias y un modelo operativo innovador,basado en Unidades de Negocio de carácter sectorialcon un alto grado de transversalidad.
Sistemas FABA, como centro de excelencia tecnológicade Navantia, posee diversas certificaciones en materiade aseguramiento de la calidad aplicadas al desarrollode productos tanto hardware como software (ISO 9001,EN 9100, PECAL-AQAP 2110+2210), las cuales se vencomplementadas por la metodología CMMI.
Servicio Lector 34 ■
25FUNDIDORES. FEBRERO 2011
TECNALIA R&I TRABAJA EN LA MEJORA DE LOS PROCESOS DE INGENIERÍADE LOS SISTEMAS DESARROLLADOS POR NAVANTIA
TESA sigue ofreciendo sorpresas al mundo industrial alapostar por una gama de máquinas que se revelan comolas más fáciles de utilizar. Sus ingenieros se han esfor-zado en sacar el mejor partido de los más recientes avan-ces tecnológicos en materia de software para hacer lamedida accesible a cualquier operario.
En esta línea, TESA dispone de cuatro familias de pro-ducto que te resumimos a continuación: TESASCAN,TESA VISIO, MICRO HITE 3D, y MULTI GAGE.
Los tres parámetros más importantes de esta nueva gene-ración de máquinas son, por orden de importancia: Sen-cillez de manejo (Facilidad), capacidad metrológica(aplicabilidad), y precios muy asequibles.
A continuación les detallamos los productos recién desa-rrollados de uno en uno.
FAMILIA TESASCAN, NOVEDAD:
TESA-SCAN 52 REFLEX- Click
Esta máquina es un medio de control óptico de piezas ci-líndricas capaz de medir en un tiempo record y con pre-
cisión las características estáticas y dinámicas de las pie-zas controladas.
Su innovación más espectacular reside en su facultad dereconocer una pieza previamente programada.
Simplemente presionando un botón, la máquina realizaun barrido de la pieza y si ésta corresponde a un pro-grama existente, se proporcionan los resultados comple-tos respecto a los valores nominales preprogramados.
Si no hay una programación previa, el programa REFLEXScan ofrece los resultados de las diversas cotas detecta-das, lo que es suficiente en numerosos casos de verifica-ción por muestreo.
Sustituya sus útiles de medición por esta máquina, yaque es tan flexible que la podrá utilizar simultáneamentecon muchísimas piezas diferentes. Además su precisiónde 2µm en diámetros permite garantizar las medidas ne-cesarias en su taller, ¡A pie de máquina!
Otro de los puntos fuertes de este nuevo concepto es elprecio, porque ¡El retorno de la inversión es inferior a 6meses!
FAMILIA MICRO HITE 3D, NOVEDAD:
TESA MICRO-HITE 3D RECORDER
Esta nueva máquina ofrece la posibilidad de reproduciren automático una pieza medida en modo manual. Nopierda tiempo programando largas pautas de control de-lante de la pantalla y hágalo midiendo directamente laprimera pieza. Aseguramos que en menos de 5 minutosusted tendrá la pieza programada.
26 FUNDIDORES. FEBRERO 2011
NUEVAS MAQUINAS DE TESA, “MIDA SUS PIEZAS SIN NINGUN ESFUERZONI FORMACION”

Además, es la única máquina delmercado que permite medir piezasunitarias en modo manual, y si tene-mos series de medidas, la máquina
permite darle a un botón, ejecutarel programa de forma automá-tica, y dedicarse a otroa tareamientras ella sola mide.
¿Tiene cuellosde botella ensu máquina tri-d imens iona lCNC? Con estamáquina, po-
drá complementar en su taller, y no en su sala de cali-dad, las labores de medición.
Por último, si a todo esto le añadimos que el precio deesta máquina es sumamente interesante, este sistema esel que usted necesita para su empresa.
FAMILIA TESA VISIO, NOVEDAD:
TESA-VISIO 300 GL
La nueva TESA-VISIO 300 GL, con base y cuello de gra-nito, ofrece toda la robustez necesaria para garantizar subaja incertidumbre, cercana a 3µm.
Posee dos programas de ges-tión. Con el programa paralos modelos manuales, ustedpodrá utilizar esta máquinacomo un proyector, po-
niendo el plano enla pantalla y sim-plemente compa-rándolo con lapieza real. En elmodelo CNC,
TESA ha desarro-llado un programa tan
sencillo, que no necesitará másque 4 horas de formación para sa-carle todo el partido a su máquina.
Insistimos que, esta familia de máquinas se apoya enunos precios muy agresivos, para minimizar la inversióny maximizar los recursos disponibles en su empresa.
FAMILIA MULTI GAGE, NOVEDAD:
TESA MULTI-GAGE Reflex
La máquina tridimensional portátil TESA MULTI-GAGEahora se asocia con el conocido procesador REFLEX, ac-tualmente usado con más de 5000 máquinas 3D de TESA
en todo el mundo. Esta nueva combinación exclusivapermite mediciones rápidas y fiables gracias al reconoci-miento automático de cada elemento geométrico.
Como sólo lleva unas horas aprenderlo y usarlo, el TESAREFLEX proporciona una facilidad de uso inmejorable.Su integración en una robusta consola asegura una por-tabilidad óptima del instrumento cualesquiera que seanlas condiciones en el taller. Las baterías garantizan unaindependencia y una movilidad completas.
Además, presumimos de poder ofrecer el sistema tridi-mensional portátil más económico del mercado, graciasuna vez más a los desarrollos de nuestros ingenieros.
FAMILIA DE SOFTWARES REFLEX, NOVEDAD:
CONCEPTO SOFTWARES Reflex
¿Utiliza en su empresadistintas máquinas decontrol y le gustaría quefueran gestionadas por el mismoprograma? ¿Tiene incompatibilidades entre las máquinasque le hacen duplicar el trabajo? TESA lanza al mercadoel concepto reflex. Se trata de una unión de softwarespara diversas máquinas, las presentadas en este docu-
mento, con el que se podrán gestionar hasta 4 tipos demáquinas diferentes. Sofwares sencillos de manejar ycompatibles entre ellos. Éste es el nuevo concepto reflex,que TESA oferece, para que la medida se convierta en unacto reflejo, un acto REFLEX.
Servicio Lector 35 ■
27FUNDIDORES. FEBRERO 2011
CDM TITANIUN (Shanghai CDM Industry Co., Ltd.) esuna empresa con el certificado de UKAS ISO900:2008.Los tubos de titanios de nuestra empresa también perte-necen al producto cualificado de inspección dePED97/23/EC por la empresa TUVE de Alemania:
CDM es una empresa profesional de procesamiento yventa de titanio y aleación de titanio, los productos de ti-tanio de nuestra empresa son: Tubo de titanio sin cos-tura, tubo de soldadura de titanio, lámina de titanio, lá-mina compuesta de acero y titanio, barra de titanio, parteforzada de titanio, parte mecanizada de titanio,etc;
Nuestros productos metálicos de titanio principalmenteson utilizados en planta eléctrica, equipos químicos, tu-bos de petróleo y gas, industria astronómica (Ti-811AMS4916K y Ti-6ª1-4V AMS4911L), industria de auto-móviles y deporte, etc.
CDM tiene muchos años de experiencia técnica en la fa-bricación de titanio y aleación de titanio, 70% de nues-tros productos son exportados a los países desarrollados.
Desde el año 1992, CDM se ha llevado dedicando a lafabricación y venta de material de aleación de titanio, laempresa internacional de CDM fue fundada en el año2000, Los productos de titanio de nuestra empresa sonexportados a través de nuestra sede en Shanghai:SHANGHAI CDM INDUSTRY.
Organigrama del grupo CDM:
Hasta hoy en día, CDM tiene 5 filiales en todo el mundo,y tiene control de interés sobre cada planta y empresa.Todas nuestras plantas y fábricas tienen certificado deISO9001 de nivel internacional, el sistema de fabrica-ción y administración estricto garantiza la alta calidad denuestro producto de titanio:
Y desde el año 2000, CDM empezó la cooperación conel Centro de Investigación de Aleación Metálica deChina. Bajo la supervisión del departamento de calidady el Centro de Investigación de Aleación Metálica deChina, se puede asegurar un proceso de fabricación y
proceso de inspección estricto. Por eso podemos asegu-rar que somos capaz de controlar nuestros productospara que tengan buena calidad.
Las ventajas de CDM son: Grupo técnico fuerte, grupode fabricación maduro y grupo de venta internacionalprofesional: Seleccionar CDM, les aseguramos el sumi-nistro de productos de alta calidad, precio competitivo ymejor servicio de posventa.
DETALLES DEL PRODUCTO CDM
1. Tubo de titanio sin costura
Tubo de titanio (Principalmente para fabricar los equiposcomo intercambiador térmico, condensador, recipientesde presión y los tubos petroleros y químicos)Código de material: GR1 GR2 GR3 GR7 GR9 GR12GR16 GR17, etc.;Estándar: ASTMB338, ASME SB338, ASTM B861,DIN17861, etc;
28 FUNDIDORES. FEBRERO 2011
CDM TITANIUN
Dimensión: OD1,5 – 168mm;Espesor: 0,3 – 7mm máximo;Longitud: 18000mm.
2. Tubo soldado (Titanio, Aleación con base de níquel,acero inoxidable especial, etc):
La soldadura de tubos utiliza equipo de soldadura auto-mática (Soldadura en línea, recocer, detección de da-ños), la técnica de soldadura es originada del proceso desoldadura de TIG;Código de Material: GR1, GR2;Estándar: ASTMB338, ASME SB338,Acero inoxidable: 304, 304L, 316, 316L, 310S, 321;Acero inoxidable de Austenita: 254-SMO, 904L, 825;Acero inoxidable de dos formas: 2205, 2507;Aleación con base de níquel: C-276, 200, 201, 625, Mo-nel 400, Incoloy 800;Dimensión (mm): OD (8-63) x WT (0,5-4) x L, la longitudde tubo puede exceder 200m, puede fabricar tubos deforma U y tubos enroscados.
3. Codo de titanioCódigo de material: GR1, GR2, GR3, GR6, GR7, GR9,GR12, GR16, GR17;Clasificación: Codo de diámetro largo de 45o, codo dediámetro largo de 90o ,codo de diámetro largo de 180o,sello , capa de tubo, tres vías, tubos de cabeza grande ypequeña, tubos de diámetro reducido, corona grande ypequeña de forma diferencial.
4. Placa de titanio, lámina de titanio, correa de titanio:Código de material: GR1 GR2 GR4 GR5 GR7 GR9 GR10GR11 GR12 GR17 Ti-811 Ti662 Ti6242.Ti15333 Ti1023 Ti6246 Ti1553 Ti3111, etc.
Estándar: ASTM B265, AMS4911, AMS4916 etc.
5. Barra de titanio, alambre de titanio, barra de cobrecubierta por titanio (barra redonda, barra cuadrada,barra hexágona):
Código de material: GR1 GR2 GR4 GR5 GR7 GR9 GR10GR11 GR12 GR17 Ti-811 Ti662 Ti6242;Ti15333 Ti1023 Ti6246 Ti1553 Ti3111;Estándar: ASTMB348, AMS4928, AMS4972;Diámetro de alambre de titanio: (¢ 0,1-6,0mm)* RolloBarra forzada: Diámetro (¢ 26-200mm) x longitud menosde 4000mm;Barra de titanio laminada en frío: Diámetro (¢ 8-60mm)x longitud menos de 6000 mm.
6. Alambre de soldadura AWS.A5.16-2007
Código: ERTi1, ERTi2, ERTi3, ERTi4, ERTi5, ERTi7,ERTi9, ERTi12, ERTi23;
Diámetro: ¢ 0,05mm-10mm (¢ 0,002 pulgada – 0,4 pul-gada);
Superficie: Lavado en ácido o brillo;
Tipo: Alambre recto, alambre enrollado, eje enroscado(alambre roscado).
7 Lámina compuesta de titanio y acero, lámina de tubode titanio
Lámina compuesta explosiva de titanio y acero, láminacompuesto de titanio y níquel, lámina compuesta explo-siva de acero inoxidable/acero al carbono.
Por ejemplo: Ti Gr2+ acero A516 GR70 (material básico)
Estándar: ASTM B898;
Forma de lámina compuesta: Redondo y rectángulo;
Lámina compuesta de titanio, circonio y aluminio.
8 Fundición de titanio
Producto fundido de titanio y aleación de titanio, fundi-ción precisa de titanio:
Material: GR2 GR5 (Ti6Al4V);
Estándar: ASTM B367-1993, YY0117.2 -2005 (para ciru-gía), DIN 65083-1986 (fundición de tratamiento térmicoastronómico);
Espesor de pared de fundición mínimo : 0,8 mm
9. Parte de procesamiento de titanio, tornillo detitanio, tuerca de titanio, barra de titanio, etc.
A. Parte de mecanizado de titanio, procesado deacuerdo con los dibujos suministrados por los clien-tes.
B. Tornillo de titanio, tuerca de titanio, barra de titanio,material GR2 GR5.
Estándar de Tornillo: DIN912, DIN933, DIN84, DIN85,DIN963, DIN7991, DIN6912, DIN931,
ISO7380, ISO7380 Trox25 M5*8,etc.
La dimensión de tornillos puede tomar dimensión mé-trica o imperial para el procesamiento:
1) Tornillo y tuerca de titanio mínimo: M1.0-M3.
2) Tornillo y tuerca de titanio normal: M4.0-M24 o másde M24.
3) Barra de titanio: M4.0-M24 longitud 1000mm o másde 1000mm.
4) Tornillo de forma diferencial, procesado de acuerdocon los dibujos del cliente.
5) Tornillo de titanio para fabricación de bicicleta y mo-tocicleta.
Servicio Lector 36 ■
29FUNDIDORES. FEBRERO 2011
El proveedor aeroespacial y de defensa se beneficiaráde DELMIA, CATIA y ENOVIA
Dassault Systèmes anuncia que Ran-tech Engineering &Aerospace, un proveedor de piezas para la industria ae-rospacial y de defensa, está utilizando la plataforma V6de Dassault Systèmes para fabricar piezas, diseñar acce-sorios y colaborar en toda la compañía.
Ran-tech, proveedor de Airbus y Boeing, fabrica piezasaeroespaciales de alta tolerancia. La compañía requeríaun sistema para gestionar adecuadamente los datos dediseño en diversos departamentos. Trabajando con IdexSolutions, un partner distribuidor de valor añadido deDassault Systèmes, Ran-tech está implementando solu-ciones del programa “V6 Manufacturing Quick Start” deIdex, para crear una única fuente de información precisay fiable para toda la compañía. Ran-tech utilizará las so-luciones DELMIA V6 Machining para crear y controlarvirtualmente todos los procesos de producción, y CATIAV6 Design para la creación de productos innovadores.
“Tenemos un ambicioso plan para desplegar las solucio-nes de Dassault Systèmes antes de un mes desde su ad-quisición, lo que nos permitirá beneficiarnos rápida-mente de nuestra inversión”, señala William Cannard,CEO de Ran-tech. “Idex ha desarrollado un plan de des-pliegue para construir las bibliotecas de herramientas,documentos de puesta en marcha, escritos NC, forma-ción y despliegue PLM, que garantiza que nos beneficia-remos plenamente de nuestra inversión en esta soluciónde punto a punto”.
Con las soluciones para la simulación y la programaciónintegrada de maquinaria DELMIA V6, Ran-tech se benefi-ciará de los potentes algoritmos para la operación de ma-quinaria, que le permitirán reducir el tiempo de progra-mación significativamente. La infraestructura de ENOVIAV6 gestionará el ciclo de vida de todas las piezas de ma-quinaria, lo que permitirá a Ran-tech cumplir todas las re-gulaciones gubernamentales, así como construir y mane-
jar una propiedad intelectual de maquinaria única a laque podrá accederse a lo largo de la empresa extendida.Las innovadoras capacidades de autoría de CATIA V6,combinadas con su integración nativa con las solucionesde maquinaria de DELMIA V6, permitirán a Ran-tech de-sarrollar avanzadas herramientas y accesorios para unaindustria que está prácticamente estandarizada sobre lassoluciones de diseño V4 y V5 de Dassault Systèmes.
“La plataforma V6 de Dassault Systèmes permite la cola-boración empresarial desde la ingeniería a la fabrica-ción”, destaca Patrick Michel, vicepresidente de solucio-nes y marketing DELMIA en Dassault Systèmes.“Utilizando las soluciones V6, Ran-tech tiene la capaci-dad para crear una única versión de la verdad para todasu información de producto y fabricación, facilitandouna mayor colaboración entre todos los departamentos”.
La plataforma V6 de Dassault Systèmes permite a losusuarios crear, compartir y experimentar los productosen 3D con una colaboración ininterrumpida en tiemporeal a lo largo de la empresa extendida. Las solucionesV6, para diseñar desde cualquier parte y con posibilidadonline, están listas para usar y diseñadas para un rápidodespliegue.
Acerca de idex Solutions
Idex Solutions suministra servicios de ingeniería a em-presas desde 1996. Idex comenzó suministrando servi-cios de modelado y trazado de sólidos en CATIA para lossectores de automoción y aeroespacial, así como servi-cios de personal para ayudar a los departamentos de in-geniería durante los picos de necesidad de mano deobra. Estos servicios se complementan ahora con una di-visión mundial de PLM. Idex es un partner líder de Das-sault Systèmes en representación de las marcas ENOVIA,CATIA, DELMIA, SIMULIA, 3DVIA y Exalead.
Servicio Lector 37 ■
30 FUNDIDORES. FEBRERO 2011
RAN-TECH ENGINEERING & AEROSPACE OPTIMIZA EL DISEÑO Y LACOLABORACION CON LAS SOLUCIONES V6 DE DASSAULT SYSTEMES
Firma un acuerdo con IMH para ayudar a adecuar laformación a las necesidades de las empresas del sectoren Europa
El Cluster de Aeronáutica y Espacio del País Vasco, HE-GAN, participa actualmente junto a otros clusters euro-peos en dos propuestas de colaboración del SéptimoPrograma Marco (FP7) en los proyectos CARE y TEDU-NET. Esta cooperación entre las asociaciones regionaleseuropeas se ha gestado a través de la presencia activa deHEGAN en la plataforma European Aerospace ClustersPartnership (EACP), creada para buscar sinergias entrelos clusters regionales y poner en común proyectos encolaboración entre las diferentes asociaciones aeroespa-ciales europeas.
La propuesta del proyecto Clean Aerospace Regions(CARE) se ha presentado a las ayudas Regions of Know-ledge (Rok), cuyo objetivo principal pretende mejorar laposición de las empresas aeroespaciales europeas con elfin de asegurar que el sector europeo sea líder en tecno-logías “verdes” en el transporte aéreo.
La propuesta Technological Education Network in Aero-nautics and Air Transport (TEDUNET), tiene el objeto derealizar un estudio de la situación del sistema educativo
y de formación en ingeniería para el sector aeroespacialy cómo debería ser en los próximos años para que seadecue a las necesidades actuales y futuras de las em-presas del sector. Para la adecuada ejecución de esteproyecto, HEGAN ha firmado un acuerdo de colabora-ción con el Instituto de Máquina Herramienta – IMH,que colaborará en el proyecto con HEGAN. El IMH mos-tró su interés en el proyecto tanto por sus relaciones conlas empresas del sector, como por los futuros resultadosdel proyecto, y su aplicación a la Ingeniería en Alternan-cia que imparte actualmente.
Por otra parte, desde noviembre de 2010, HEGAN co-li-dera el Grupo de Trabajo “Funding” de la plataforma eu-ropea EACP, junto al Cluster Aeroespacial Húngaro–HAC, cuya finalidad es la búsqueda de financiación deproyectos. Además de este grupo de trabajo, están enmarcha el grupo de “Internationalization”, liderado porAerospace Valley (cluster aeroespacial de Aquitaine yMidi Pryrenées) y el de “Skills & Innovation”, lideradopor el cluster aeroespacial de Hamburgo.
Servicio Lector 38 ■
31FUNDIDORES. FEBRERO 2011
HEGAN COLABORA CON CLUSTERS EUROPEOS PARA AYUDAR A LASEMPRESAS AEROESPACIALES A MEJORAR SU COMPETITIVIDAD
Carl Zeiss ha presentado sus resultados económicos corres-pondientes al período que va de octubre de 2009 a sep-tiembre de 2010, en los que se han alcanzado cifras recordque incluso superan las del año 2007/2008. Y la perspec-tiva no puede ser más positiva para el próximo ejercicio.De esta forma, la compañía ha revertido la tendencia delpasado año que se caracterizó por la crisis económica.
Crecimiento en todas las cifras claves
El Grupo Carl Zeiss generó ingresos por 2,98 mil millo-nes de euros, un incremento del 42% sobre el año ante-rior (2,1 mil millones). Los pedidos ascendieron a un to-tal de 3,2 millones de euros, un 52% más que el añopasado (2,1 millones). “El año fiscal 2009/10 ha sido elde mayor éxito en la historia de la compañía. A solo unaño de la más severa crisis económica en décadas, CarlZeiss está ahora muy bien posicionado y con éxito en elámbito competitivo”, explicó el Dr. Dieter Kurz, presi-dente y CEO de Carl Zeiss AG. “No solamente fuimos ca-paces de igualar nuestros resultados record de 2007/08,sino que logramos las mejores cifras de nuestra historia.Todos los grupos de negocios fueron rentables y hancontribuido al resultado positivo final”.
La compañía ha conseguido un mayor crecimiento en to-das las regiones del mundo. Las filiales, fuera de Alema-nia, realizaron el 88% de las ventas totales (el año pa-sado, el 83%). Las EBIT (ganancias antes de interesesfinancieros e impuestos) están en 423 millones de euros(el año pasado: menos 67 millones de euros).
Inversiones en investigación y desarrollo, un total del10% de los ingresos
Carl Zeiss invirtió 291 millones de euros en sus activi-dades de investigación y desarrollo durante el pasadoaño fiscal (el anterior: 284 millones de euros), lo quesupone un 10% de los ingresos (el año pasado: el 14%).ZEISS genera la mitad de sus ingresos con productosque son de menos de tres años. Durante el año, la com-pañía registró 294 nuevas patentes. En total, Carl Zeisstiene aproximadamente 4.000 patentes en todo elmundo.
Perspectivas
La multinacional se está preparando para un cambio es-tructural global y para la volatilidad de los mercados.“Carl Zeiss tiene una cartera amplia y bien conjuntada, yun sólido balance general. Los grupos de negocios estánexpandiendo sus posiciones como líderes de mercado.Durante el año fiscal 2009/10, superamos con éxito elimpacto que la crisis económica mundial había ocasio-nado en la compañía. Carl Zeiss está preparado para losretos del futuro”, asegura el Dr. Kurz. .
Carl Zeiss asume que la incertidumbre del mercado se-guirá. “Sin embargo, nos estamos focalizando en nuestropoder innovador y solidez de la marca, nuestra ampliacartera, y la presencia internacional y capacidad deadaptación del Grupo Carl Zeiss”, comenta el Dr. Mi-chael Kaschke.
32 FUNDIDORES. FEBRERO 2011
EL GRUPO CARL ZEISS FINALIZA SU AÑO FISCAL CON RECORDS ENVENTAS
Resultados en Carl Zeiss Meditec
Carl Zeiss Meditec generó unos ingresos consolidadosde 677 millones de euros en el año fiscal 2009/10. Encomparación con los 640 millones de euros del año an-terior, supone un incremento del 5.7%. La unidad denegocio estratégica (SBU) de Microcirugía creció un7%. La SBU en Oftalmológico Quirúrgica alcanzó eléxito gracias a la venta de innovadoras lentes intraocu-lares: aumentó en un 8%.
Las ganancias antes de intereses e impuestos (EBIT) au-mentaron un 14% en el mencionado periodo, esto equi-vale a 86,7 millones de euros (el año anterior fueron 76,1millones). El margen EBIT creció de un 0,9% a un 12,8%.De este modo, Carl Zeiss Meditec anuncia este año unresultado record.
Las inversiones en investigación y desarrollo, 72,4 millo-nes de euros (9 millones más), estuvieron en su nivel his-tórico más alto. En este sentido, la compañía hace hinca-pié en la importancia de las innovaciones para laexpansión de su posición en el mercado y su contribu-ción al futuro crecimiento sostenido de toda la empresa.
El Dr Ludwin Monz, presidente y CEO de Carl Zeiss Me-ditec AG, indica que “además de una estrategia clara,este éxito es atribuible, sobre todo, a los incansables es-fuerzos de nuestros empleados”. Respecto a las perspec-tivas del futuro, “hasta el año 2015, nos esforzaremospara alcanzar un margen EBIT del 15%, y el pasado añodimos un paso substancial hacia esta meta. Todo ellocon el espíritu de contribuir, junto a nuestros clientes, alprogreso médico”.
Tendencias en los demás grupos de negocios
El Grupo Tecnológico de Semiconductores se beneficiópor la recuperación clara y rápida de su mercado du-rante el año fiscal. Los ingresos por ventas aumentaronen un 207%, es decir, a 1.187 mil millones de euros (elaño pasado 386 millones)
El Grupo de Microscopía generó unos ingresos de 397millones de euros (el año pasado fueron 365 millones),lo que se corresponde a un crecimiento del 9%
Durante el año fiscal 2009/10, el Grupo de MetrologíaIndustrial generó ingresos por valor de 292 millones deeuros, siendo un 4% inferior a la cifra del año pasado(304 millones de euros), debido principalmente a la re-cuperación tardía de la industria del automóvil, que nocomenzó hasta la primavera de 2010.
Las empresas de lentes para cámaras y cine, de prismáti-cos y telescopios, y de planetarios y sistemas opto-elec-trónicos del Grupo Carl Zeiss pertenecen al Grupo Op-tronics. Durante el año fiscal 2009/10, dicho grupoempresarial generó unos ingresos de 312 millones de eu-ros (el año anterior: 304 millones de euros), lo que su-pone un incremento del 3% respecto al año anterior.
Carl Zeiss Vision
El fabricante de lentes para gafas Carl Zeiss Vision con-cluyó su año fiscal con unos ingresos totales de 881 mi-llones de euros (el año anterior fueron 879 millones).En el año fiscal 2009/10, las empresas del grupo CarlZeiss Vision tuvieron un valor de capital accionario,dentro del estado financiero del grupo Carl Zeiss, enconcordancia con el 50% de participación en la com-pañía.
A efectos del 1 de Octubre del 2010, Carl Zeiss adqui-rió el derecho a voto que tenía la compañía privadaEQT, por lo que ahora controla el 100% de la segundacompañía de lentes más grande del mundo. En conse-cuencia, a partir del año fiscal 2010/11, Carl Zeiss Vi-sion estará integrada en el grupo Carl Zeiss bajo elnombre del grupo de negocios “Vision Care” y, al igualque los otros 5 grupos, operará como una entidad inde-pendiente.
Servicio Lector 39 ■
33FUNDIDORES. FEBRERO 2011
BREVES
mienta comparado con las mismas plaqui-
tas con una refrigeración a 100 psi,” indica
el director de producto senior Osny Fabri-
cio. “En una prueba diferente para valorar
la influencia de la presión del refrigerante,
la vida de la herramienta para el sistema
Beyond BLAST a 100 psi fue casi idéntica
a la de una plaquita a 1,000 psi – condicio-
nes de corte mayores o una vida de herra-
mienta más larga a significativamente me-
nores costes.”
En pruebas de fresado de material titanio
(TiAl6V4), los resutlados fueron incluso
más espectaculares, con aumentos de la
vida de herramienta del 250 a 300% depen-
diendo de la geometría de la placa y condi-
ciones de corte.
“Con Beyond BLAST, el resultado da a
Kennametal una nueva y mejorada gama
de productos en torneado y fresado y es
muy fácil para lo mecanizadores actualizar
sus procesos de fabricación,” afirma Fa-
bricio. “Es una solución sencilla - ‘enchu-
far y jugar’.”
El sistema Beyond BLAST™ de Kenna-
metal proporciona una refrigeración a
través de la plaquita, aumentando signi-
ficativamente la vida y rendimiento de la
misma.
Viene de pág. pag 18
El hecho de conseguir muchos contactos nuevos de ca-lidad, la cantidad de solicitudes concretas y los pedidosen firme, hizo que los 327 expositores de la 3ª PaintExpo estuvieran de buen humor. Esto da esperanzaspara que en el sector del lacado se pueda obtener otravez un crecimiento: hubo un 14% más de expositores yel número de personas que visitaron el certamen –6.397 - creció un 8%.
“La Feria PaintExpo tiene muy buena acogida por partede los clientes y el público interesado. Eso se debe a querepresenta de forma muy clara a todo el sector del la-cado. Están presentes en el certamen todas las empresasrelevantes del sector de la técnica de lacado industrial.De nuevo, estamos muy contentos con el número y elperfil de los visitantes“, dice D. Martin Weidisch, Marke-ting Services de la empresa J. Wagner GmbH, que parti-cipó en los tres certamenes que se han celebrado hasta lafecha. Nunca ha habido tanta presencia del sector: parti-ciparon 327 expositores, un 14% más que en PaintExpo2008, certamen especializado para la técnica de lacadoindustrial. La cuota de los expositores procedentes delextranjero alcanzó el 20,5%, estando presentes 15 paí-ses. La oferta que está centrada exclusivamente en pro-ductos y servicios relacionados con las cadenas de pro-cesos de aplicación de pintura en húmedo,recubrimiento en polvo y Coil Coating atrajo 6.397 visi-tantes a Karlsruhe – un aumento del 8%.
Visitantes profesionales con gran capacidad de tomardecisiones
Aparte del elevado número de visitantes profesionales,también causó entusiasmo en los expositores la cualifi-cación profesional y la capacidad de tomar decisionesde éstos. “Son el sueño de todo aquel que se dedica al
consulting los visitantes que van a PaintExpo, pues solovan profesionales de la técnica de procesos, ingenieros,técnicos. Es exactamente el público que deseamos quevenga a vernos. Se puede conversar a un nivel profesio-nal alto“, explica D. Achim Trefz, asistente de ventas dela empresa SATA GmbH & Co. KG. Buenos negocios sehicieron también en el stand de I.L.S. Vertriebs GmbH &Co. KG, tal como indica el responsable de ventas, D. Mi-chael Müller: “PaintExpo ha tenido una evolución muypositiva y hay que decir, que para nostros ha sido unéxito. Comparándolo con el año anterior tuvimos aúnmás visitas en nuestro stand y clientes que realizarón pe-didos en firme“. Parecido es el resumen de D. LübboRöttgers, responsable en técnicas de aplicación GI-Li-quids de Relius Coatings GmbH & Co. KG, que participópor primera vez junto con BASF en la feria líder para téc-nicas de lacado industrial: “Pudimos hacer buenos con-tactos en PaintExpo y nos dimos cuenta que esta Feria esfrecuentada realmente por personas con capacidad detomar decisiones“. Frank Wübben, District Manager In-dustrial/Automotive Equipment Division Europe, GracoGmbH también quedó muy contento con el desarrollo
34 FUNDIDORES. FEBRERO 2011
PAINTEXPO EN CRECIMIENTO, TAMBIÉN EN TIEMPOS DIFICILES
de la Feria: “tratándose de una feria exclusivamente paraprofesionales, sin el público no profesional que va enbúsqueda de oportunidades, pudimos establecer contac-tos muy interesantes y creo que volveremos a estar pre-sentes como expositores en PaintExpo 2012“. Para D.Siegfried Nittmann de Nittmann, Filter für Lackier- undKlimaanlagen ya es seguro que va a participar en el cer-tamen dentro de dos años: “Nos han visitado muchosclientes aquí, de lo cual han resultado contactos nuevoscon empleados de empresas del sector automovilístico,sectores afines, de la industria electrónica y de equíposde toda Europa. Por experiencia, se puede decir que del50% de los contactos que se hacen en PaintExpo resultanrelaciones comerciales. Por ello estaremos presentescon un stand más grande en el certamen 2012, dice elpropietario. Bettina Love, asistente de dirección de laempresa SurTec Deutschland GmbH resume casi deforma igual: “Nuestra primera asistencia en PaintExpo havalido la pena y volveremos la próxima vez“. Sorprendi-dos se quedaron los expositores también por la cantidadde nacionalidades de los visitantes. “Recibimos muchassolicitudes concretas en nuestro ramo de negocio de latécnica de tratamiento de agua. Lo que me sorprende unpoco es que los proyectos estén ubicados por gran parteen Renania de Westfalia del Norte, así como en el nortede Alemania, y también en el extranjero. Por un lado senos han presentado solicitudes de estados colindantescomo Suiza, Austria y Francia, pero también por parte devisitantes precedentes de EEUU, Kazajstán, Grecia, Es-candinavia y Eslovaquia. “En mi opinión PaintExpo se havuelto más internacional“, explica D. Stephan Heuer, ge-rente de la empresa Hardo Heuer GmbH. “ha sido la pri-mera vez que hemos participado en PaintExpo, y hayque decir que, la feria nos ha ido sorprendentementebien. Los visitantes mostraron mucho interés y eran muyprofesionales. En las conversaciones se notaba que eranempleados de empresas industriales en búsqueda de so-luciones de problemas. Y vienen tanto de Alemaniacomo del extranjero. Fueron a vernos en nuestro standvisitantes de Arabia Saudíta, Taiwan, Corea, Francia, Pa-íses Bajos, Italia, España, Polonia, Rusia y otros países“,cuenta D. Rüdiger Kaiser, responsable de ventas derE.M.M. Deutschland GmbH.
Posibilidades óptimas de recabar información
También para usuarios el certamen PaintExpo Internatio-nal es la mejor alternativa cuando se trata de encontrarsoluciones para los procesos de lacado en húmedo, re-cubrimiento en polvo y Coil Coating. Eso se debe a quela Feria líder se centra exclusivamente en técnicas indus-triales de lacado presentando mundialmente la ofertamás ámplia: empezando en la preparación, seguido depintura y técnicas de aplicación y controles finales. Lapróxima PaintExpo, Feria líder internacional para técni-cas de lacado tendrá lugar en Karlsruhe del 17 al 20 deAbril de 2012.
COMENTARIOS DE EXPOSITORES
Dña. Angelika Hecht, Marketing, ITW Gema GmbH,Suiza
“Estamos muy contentos que exista una feria especiali-zada donde podamos presentar nuestros productos. Fuea vernos mucha gente, y practicamente no hay ningunadiferencia con los años anteriores. Supongo que volva-mos a exponer también en el año 2012“.
D. Werner Naujok, ventas y gerente de la delegacióntécnicas de superficie, Rippert Anlagentechnik GmbH &Co. KG
“Participamos desde el primer certamen de la PaintExpoy sigue siendo la ferie más importante para nosotros.También este año nos entraron muy buenas solicitudesde varios sectores. También estaremos presentes en laPaintExpo 2012, pues faltar en una feria como esta seríaun fallo“.
D. Ralf Dürr-Krouzilek, Gerente, LUTRO Luft- undTrockentechnik GmbH
“La feria PaintExpo nos ofrece como certamen para téc-nicas de superficie, como feria líder un un buen poten-cial y se nos han presentado proyectos muy interesantes.Resumiendo: fue muy positiva nuestra presencia en la fe-ria“.
D. Michael Pleuse, Account Manager Alemania, Oxy-plast Belgium n.v./s.a., Bélgica
“Como fabricante de polvos estamos muy presentes enlos países del Benelux. Fue la primera vez que participa-mos en la PaintExpo para que nuestra empresa se hagamás conocida en Alemania. Hicimos muchos contactosinteresantes, así que nuestra presencia en la feria fue unéxito. Por ello pienso que también iremos a exponer enPaintExpo el año 2012.“
D. Gerhard Pelzl, gerente, L & S Oberflächentechnik
“La feria PaintExpo ha evolucionado positivamente. Haymás expositores y el público es muy interesante. En com-paración con el año 2008 se puede decir que la calidadde los visitantes ha mejorado aún más. Volveremos a es-tar presentes otra vez en el certamen del 2012“.
Dña. Michalina Wawrzyniak, Marketing & CommercialDepartment, ZUGIL, Polonia
“Es la primera vez que exponemos en una feria en Ale-mania. Encontramos en PaintExpo aquellas empresasque ya conocíamos y pudimos conversar sobre proyec-tos. Pero también hicimos contactos nuevos y esperamosque se desarrollen de ellos nuevas relaciones comercia-les“.
Servicio Lector 40 ■
35FUNDIDORES. FEBRERO 2011
36 FUNDIDORES. FEBRERO 2011
SEGUNDA MANO FUNDIDORESRELACION DE EQUIPAMIENTOS
2 Maquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
1 GRANALLADORA de gancho SIN FOSO, marca METALLISTOR.Medidas máximas de pieza: 1.600 mm h. x 1.000 mm diámetro.Carrusel en Y para 2 piezas de 1 Tn. (1 puerta).2 turbinas de 4 Kw. (5,5 Cv.)
1 COMPRESOR PUSKAS DE 100 CV 1 COMPRESOR CELLATA DE 100 CV
Los compresores disponen de secador, acumulador y filtros Año 2003 y 2004
1 SILO semi nuevo de 30 tns.
1 PARRILLA de desmoldeo medidas 1800 x 1400 mm1 PARRILLA de desmoldeo medidas 2500 x 2500 mm
1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora 2 VENTILADORES SOPLANTES de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 HORNO eléctrico de aluminio m/ NABER, 500 KG1 CUCHARA Hidráulica. Capacidad 300 Kg. aluminio.
1 CINTA transportadora de 8.500x40 mm de banda (nueva)
1 ENVIADOR NEUMÁTICO de 6 tn/hora
4 MEZCLADOR discontinuos desde 50 Litros hasta 150 Litros.
1 MEZCLADORA continua IMF (1/3 Tn)1 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA continúa LORAMENDI (6Tn.)1 MEZCLADORA OMEGA Spartan 20P (20 Tns.)1 MEZCLADORA articulada continua IMF (12/15 Tn.)
1 MANIPULADOR de motas IMF. Mod. ML 1100
1 MESA COMPACTADORA (1000 x 1000 mm)1 MESA COMPACTADORA (1000 X 800 mm)
1 DISPARADORA Machos HANSBERG (6 Litros).1 DISPARADORA Machos HANSBERG (12 Litros).1 DISPARADORA Machos LORAMENDI (5 Litros).
3 SONDAS DE NIVEL para silos de arena2 Balancines de 1.600 mm
1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de2500 x 2500 mm x 10 Tns.
1 RECUPERADORA MECÁNICA, 6 Tns/hora y parrilla de1500 x 1500 mm x 2 Tns.
1 Espectómetro SPECTROLAB de 15 elementos. Base Fe. SEMINUEVO.
1 Durómetro digital, marca HOYTOM.1 Durómetro de bola.1 Pulidora de probetas.
1 Equipo de alta frecuencia para las radiales de rebarbado.
1 GRUPO FRIGORIFICO para recuperadora de arena de 12 tns.NUEVO
1 CARRUSEL con dos carros transfer y 18 placas/carros De 1400x1100 mm ( con grupo hidráulico)
1 PULIDORA DE PROBETAS METALOGRAFICA (nueva).
1 MAQUINA DE CHORRO A PRESION m/CLEMCO)
Motores eléctricos de varias potencias
VIBRADORES URBAR
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab.27Telf.945465581 Fax.945465953
01170 Legutiano (Álava)E-mail: [email protected]
www.euskatfund.comSr.Juan Medina. Móvil 649 961 497
EXCELLENT HWS MOULDING LINE
WITH EIRICH SAND PLANT FOR
SALE IN GERMANY!
Complete Moulding Line (HWS Make) alongwith
Sand Plant (Eirich Make) making Aluminium Sand
Castings for German Automobile Industry is available
for immediate sale. The equipments are in excellent
condition, well maintained and have long residiual life.
• HWS Automatic Moulding line
Flask size: 900x7000x300/300 mm
Output: 30 Moulds/h (can be upgraded)
Type: EFA- SD Seiatsu AirFlow & Multi Ram Press
Year: 1991
With flasks, pouring/cooling line, shake out, roll-over
unit, closing unit, transfer trollies, seperating unit, PLC
controls etc.
• EIRICH Sand Plant
Capacity: 30 t/h approx.
Type: RV 15
Year: 1991
with Polygon sieve, Bucket elevators, storage hoppers,
belt conveyors, complete steel structure etc.
Above plant can be inspected in production until
end July 2010.
Details upon request or visit our website:
www.tct-tesic.com
Mail to: [email protected]
TCT Tesic can provide complete services such as
Dismantling, packing, shipping, Re-assembly, Start-Up
and Training.
TCT TESIC GmbH - Im Kurzen Busch 11
D 58640 Iserlohn
Tel. +49 (0) 2371 - 77 26 0 - Fax +49 (0) 2371 - 77 26 10
37FUNDIDORES. FEBRERO 2011
GUIA
EMPLEO
COMERCIALES EN DIVERSAS ZONAS DE ESPAÑA
Empresa catalana dedicada al mecanizado a láser de tubo con máquinas de ùltima generación
y corte de tubo a medida, interesados contactar con:
[email protected]: 669 86 91 91 Fax: 935 93 88 76
E-64
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09
38 FUNDIDORES. FEBRERO 2011
GUIA

39FUNDIDORES. FEBRERO 2011
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAINTel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]
SERVICIOLECTOR
FEBRERO 2011
ENVIAR A:
C/ Cid, 3, P2 - 28001 MADRIDTel.: 91 576 56 09
✃
FUNDIDORES. FEBRERO 201140
GUIA


















