FUNDICIONES FERREAS Y NO FERREAS EN … · 2008-02-24 · cia en reserva incluso para picos de...
40
1 FUNDIDORES. OCTUBRE-NOV. 2007 FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION FEBRERO 2008 • N.º 146 David Varela Publicidad Porfiria Rodríguez Administración Dr. Jordi Tartera Asesor Técnico Inmaculada Gómez José Luis Enríquez Antonio Sorroche Colaboradores HERMOSILLA, 38 - 1.° B 28001 MADRID TEL. 915 765 609 - FAX: 915 782 924 http://www.metalspain.com Por su amable y desinteresada colaboración en la redacción de este número, agradecemos sus informaciones, realización de re- portajes y redacción de artículos a sus autores. FUNDIDORES aparece mensual- mente nueve veces al año (excepto enero, julio y agosto). Los autores son los únicos responsables de las opiniones y conceptos por ellos emi- tidos. Queda prohibida la reproduc- ción total o parcial de cualquier texto o artículos de FUNDIDORES sin previo acuerdo con la revista. DISEÑO TRICOM (APM) CAPITOLE PRESS MAQUETACIÓN MFC - Artes Gráficas, S.L. IMPRESIÓN MFC - Artes Gráficas, S.L. Depósito legal: M. 16.827-1991 ISSN: 1132 - 0362 Comité de Orientación D. Abilio Caetano Álvarez de Lara Pág. EDITORIAL ..................................................................... 2 INFORMACIONES ............................................................. 6 Spectro Arcos – Lo último en ICP-OES para capacidad de muestreo y sensibilidad • RÖSLER continua su expansión • Perceptron: nuevas soluciones de digitalización para brazos de medición • System Metric se integra en Hexagon Metrology • Easyheat.mobile: Más movilidad con el testo 330 • Autodesk presenta el Concurso internacional de Diseño e Innovación para Escuelas • Nuevo gerente de HASCO • Nuevo software para progra- mación y simulación de células de soldadura robotizadas: DTPS • Triple Eight Race Aus- tralia elegido Inventor de Enero de 2008 • Última generación en centradores de molde • Pirobloc implanta una nueva caldera de aceite térmico "Tipo GFT" en Poligras Ibérica • Sistemas de lectura y medición 3D para aplicaciones metálicas • SPECTRO: Además de la Fundición, Analisis Fiables de Biocombustibles • Nuevos cursos IMH para trabajado- res y desempleados • GE Inspection Technologies cierra la compra de Phoenix X-ray • ESI GROUP anuncia la nueva versión de PAM-GRASH 2G • Sescoi lanza WorkPLAN Enterprise en la BIEMH ARTÍCULOS Métodos analíticos para la evaluación de compuestos refractarios en fundición escultórica ............................................................................. 17 DAMREC comercializa en el mercado español una arena de moldeo y para machos a base de andalucita .................................................................... 22 Shot-peening por Wheelabrator Group: Aumentar la resistencia a la fatiga, la vida útil y las prestaciones de las piezas tratadas ................................................. 23 Granalladoras .......................................................................... 26 Horno dosificador Krownmatic ......................................................... 27 GOUBARD: novedosos volquetes basculantes para la manutención, el almacenaje y el reciclaje de residuos................................................................ 28 Máquinas Cámara Fría ................................................................. 29 Fundicion a presión .................................................................... 32 VARIOS .............................................................................. 33 EMPLEO ............................................................................. 35 GUÍA ................................................................................. 36 ÍNDICE DE ANUNCIANTES ....................................................... 40 SERVICIO LECTOR ................................................................ 40 D. Ignacio Sáenz de Gorbea Nuestra Portada 90 AÑOS AL SERVICIO DE LA FUNDACIÓN ILARDUYA B.º Boroa, s/n – Apdo. 35 48340 Amorebieta (Vizcaya) SPAIN Tel: +34 94 673 08 58 Fax: +34 94 673 34 54 [email protected] www.ilarduya.com 80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:54 Página 1
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN … · 2008-02-24 · cia en reserva incluso para picos de...

1FUNDIDORES. OCTUBRE-NOV. 2007
FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION FEBRERO 2008 • N.º 146
David VarelaPublicidad
Porfiria RodríguezAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
HERMOSILLA, 38 - 1.° B28001 MADRID
TEL. 915 765 609 - FAX: 915 782 924http://www.metalspain.com
Por su amable y desinteresadacolaboración en la redacción deeste número, agradecemos susinformaciones, realización de re-portajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual-mente nueve veces al año (exceptoenero, julio y agosto). Los autoresson los únicos responsables de lasopiniones y conceptos por ellos emi-tidos. Queda prohibida la reproduc-ción total o parcial de cualquier textoo artículos de FUNDIDORES sinprevio acuerdo con la revista.
DISEÑOTRICOM (APM)
CAPITOLE PRESS
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Abilio Caetano Álvarez de Lara
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Spectro Arcos – Lo último en ICP-OES para capacidad de muestreo y sensibilidad •RÖSLER continua su expansión • Perceptron: nuevas soluciones de digitalización parabrazos de medición • System Metric se integra en Hexagon Metrology • Easyheat.mobile:Más movilidad con el testo 330 • Autodesk presenta el Concurso internacional de Diseñoe Innovación para Escuelas • Nuevo gerente de HASCO • Nuevo software para progra-mación y simulación de células de soldadura robotizadas: DTPS • Triple Eight Race Aus-tralia elegido Inventor de Enero de 2008 • Última generación en centradores de molde •Pirobloc implanta una nueva caldera de aceite térmico "Tipo GFT" en Poligras Ibérica •Sistemas de lectura y medición 3D para aplicaciones metálicas • SPECTRO: Además dela Fundición, Analisis Fiables de Biocombustibles • Nuevos cursos IMH para trabajado-res y desempleados • GE Inspection Technologies cierra la compra de Phoenix X-ray •ESI GROUP anuncia la nueva versión de PAM-GRASH 2G • Sescoi lanza WorkPLANEnterprise en la BIEMH
ARTÍCULOSMétodos analíticos para la evaluación de compuestos refractarios en fundición escultórica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17DAMREC comercializa en el mercado español una arena de moldeo y para machos a base de andalucita . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Shot-peening por Wheelabrator Group: Aumentar la resistencia a la fatiga, la vida útil y las prestaciones de las piezas tratadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Granalladoras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Horno dosificador Krownmatic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27GOUBARD: novedosos volquetes basculantes para la manutención, el almacenaje y el reciclaje de residuos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Máquinas Cámara Fría . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Fundicion a presión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32VARIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36ÍNDICE DE ANUNCIANTES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
D. Ignacio Sáenz de Gorbea
Nuestra Portada
90 AÑOS AL SERVICIO DE LA FUNDACIÓN
ILARDUYAB.º Boroa, s/n – Apdo. 35
48340 Amorebieta (Vizcaya) SPAINTel: +34 94 673 08 58Fax: +34 94 673 34 [email protected]
www.ilarduya.com
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:54 Página 1

EDITORIAL
La fundición técnico artística tiene una alta representatividad en diferentes áreas tales como la
Industria y la Universidad, las cuales están unidas por un denominador común que es la
Investigación. Los estudios de materiales y técnicas relacionados con estos procesos generan
un gran interés entre alumnos de Facultades Técnicas, Bellas Artes, Ingenierías y
Humanidades. Por otra parte, conviene recordar la producción científica que en esta parcela
se viene desarrollando desde hace años (Durán et al, 1998; Sorroche et al, 1999, y Durán, et
al. 2001) es el tema del intreresante artículo «Métodos analíticos para la evaluación de
compuestos refractarios en fundición escultórica», escrito por Jorge Alberto Durán Suárez;
Rafael Peralbo Cano; Carmen Bellido Márquez; Antonio Sorroche Cruz y Cristina Moreno
Pabón. Universidad de Granada. Departamento de Escultura.
Estudiaremos depués el "Shot-peening“ artículo escrito por Wheelabrator Group con el
propósito de aumentar la resistencia a la fatiga, la vida útil y las prestaciones de las piezas
tratadas El granallado de compresión (o shot-peening) es un procedimiento en frío
ampliamente utilizado para aumentar la resistencia de los componentes metálicos que están
sometidos a fuerte fatiga como álabes de compresor, ciertas piezas estructurales u otras piezas
de transmisión. Todas las piezas metálicas sometidas a fatiga cíclica próxima a su límite
elástico mejoran en sus prestaciones y resistencia tras un granallado de compresión.
El principio del granallado conocido desde hace siglos hoy es puesto en ejecución con
procesos muy bien controlados y programables. Se trata de proyectar abrasivos (granalla
metálica redonda, microesferas de vidrio o de cerámica) sobre las piezas con una gran
velocidad y según parámetros totalmente controlados utilizando ya sea aire comprimido o la
fuerza centrífuga liberada por una turbina.
En la próxima edición, tendremos más informaciones sobre las evoluciones sobre el moldeo,
la fusión, la fundición a presión, completando los Dossiers publicados en esta edición.
Aprovechen para enviarnos sus novedades técnicas, les publicaremos con mucho interés.
Les aconsejamos también ver nuestro nuevo sitio internet con los programas editoriales
completos donde encontrarán los temas de la actualidad en Fundición.
COMO AUMENTAR LAS CARACTÉRISTICAS DE LAS PIEZAS, LA RESISTENCIA A LA FATIGA, LA VIDA UTIL Y LAS PRESTACIONES
DE LAS PIEZAS TRATADAS, MEJORANDO TAMBIÉN EL ASPECTO ECONÓMICO
2 FUNDIDORES. OCTUBRE-NOV. 2007
La Redacción
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 2

80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 3

INFORMACIONES
SPECTRO ARCOS—LO ULTIMOEN ICP-OES PARA CAPACIDADDE MUESTREO YSENSIBILIDAD
Su nombre lo dice todo: ARCOS (Ad-
vanced Rowland Circle Optical Sys-
tem).
Nuevas Ópticas duplican la resolu-
ción convirtiéndolo en el equipo ideal
para matrices ricas en líneas y para
análisis de ultratrazas.
SPECTRO Analytical Instruments des-
cubre el equipo más moderno de ICP-
OES. No existe en el mercado ningún
ICP (Espectrómetro de Emisión óptica
por Plasma de Acoplamiento Indu-
cido) que sea más rápido o preciso
que el SPECTRO ARCOS.
El SPECTRO ARCOS es especialmente
adecuado para aplicaciones analíticas
tan exigentes como el análisis de ultratra-
zas para aplicaciones medioambientales
aguas residuales, polvo de filtros, ferroa-
leaciones, compuestos de materia prima,
etc. Las elevadas prestaciones del nuevo
equipo se deben a dos componentes
principales completamente nuevos: las
ópticas y el generador.
En la óptica, SPECTRO utiliza 32 de-
tectores CCD lineales en un montaje
Paschen-Runge ORCA (Optimized
Rowland Circle Alignment ) para el re-
gistro simultáneo de las longitudes de
onda entre 130 y 770 nm. Pero lo que
realmente hace especial a esta óptica
es la gran distancia focal de 750mm,
que mejora la resolución en un factor
de dos. Acoplada a la mayor resolu-
ción existe una mejora en la relación
señal/fondo, que también se ha mejo-
rado a un factor de 2.
La óptica está construida en 2 medios
cuerpos de aluminio. Ello permite una
construcción extremadamente com-
pacta de manera que se requiere mu-
cho menos gas inerte para rellenar el
sistema óptico que lo que necesita un
sistema convencional. Una vez más,
SPECTRO emplea el sistema extensa-
mente probado de filtro de gas inerte
UV-PLUS en el SPECTRO ARCOS que
no necesita de ningún tipo de barrido.
Durante la vida del espectrómetro esto
puede significar ahorros de hasta un
tercio del precio inicial de compra si
se compara con un sistema purgado.
El otro gran desarrollo del Nuevo
SPECTRO ARCOS es su generador.
Aquí también, se han combinado im-
portantes avances tecnológicos y
como resultado hay importantes mejo-
ras económicas. El generador emplea
un tubo con una potencia máxima de
entrada de 5 kilovatios; pero, la carga
máxima durante el análisis es de sólo
1,7 kilovatios. Existe suficiente poten-
cia en reserva incluso para picos de
carga tales como materiales orgánicos
volátiles, de forma que el generador
tenga una ciclo de vida excelente. El
tubo cerámico de baja temperatura
está refrigerado por aire forzado me-
diante un sistema de ventilación in-
terna, eliminando la necesidad de re-
frigeradores líquidos caros.
Basado en estas mejoras, el SPECTRO
ARCOS es más rápido que todos sus
predecesores y productos competido-
res, creando y procesando un espectro
completo en 2 segundos. En modo de
resolución en el tiempo, se pueden al-
canzar frecuencias de muestreo de
hasta 10 mediciones por segundo per-
mitiendo mediciones transientes, por
ejemplo en el análisis de cromo triva-
lente o hexavalente empleando OES-
ICP.
Acerca de SPECTRO:
SPECTRO es un proveedor líder global
de espectrómetros de emisión óptica y
Rayos-X. Como miembro de la Divi-
sión de Análisis de Materiales de
AMETEK, SPECTRO fábrica instru-
mentos avanzados, desarrolla las me-
jores soluciones para una gran varie-
dad de aplicaciones y ofrece un
servicio sin igual a sus clientes.
Su actividad principal es la innova-
ción, desarrollo de equipos y promo-
ción de la mejor relación con los
clientes. Desde su fundación en 1979
hasta hoy SPECTRO ha suministrado
más de 25.000 instrumentos analíticos
en todo el mundo.
AMETEK, Inc. es una empresa líder de-
dicada a la fabricación de instrumen-
tos electrónicos y dispositivos electro-
mecánicos con unas ventas que
superan 1.6 billón US$.
Servicio Lector 1
RÖSLER CONTINUA SUEXPANSION
Construcción de un nuevo edificio de
10.000 m2 para la construcción de sis-
temas de granallado en Untermerz-
bach (Alemania)
En los últimos seis meses, Rösler
Oberflächentechnik GmbH ha inver-
tido diez millones de Euros en edifi-
cios en Alemania para el diseño y fa-
bricación de equipos de granallado. El
especialista en tecnología de superfi-
cie ha dado otro paso para ser menos
dependiente de sus proveedores. En el
futuro, todas las máquinas e instala-
ciones de granallado se producirán en
Untermerzbach en 2 turnos de tra-
bajo.
4 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 4

80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 5

INFORMACIONES
Las actividades de expansión de Rös-
ler no terminan aquí. En Enero de
este año, Baiker AG, (Suiza) una com-
pañía especialista en tecnología de
granallado, que atiende las necesida-
des de la industria de la automoción y
aviación, se ha integrado en el grupo
Rösler. Recientemente, Rösler tam-
bién adquirió Reni Cirillo, un fabri-
cante Italiano de sistemas de acabado
a vibración, que complementa perfec-
tamente la gama de productos de Rös-
ler, particularmente en el mercado Ita-
liano. La compañía con base en
Milán, se ha integrado en la sucursal
Italiana de Rösler.
El éxito futuro se basa en la inversión
en personal. Desde principios de este
año, se han incorporado 91 emplea-
dos nuevos en la central de Alemania
y en Septiembre han comenzado 19
nuevos aprendices que se están for-
mando según su vocación en cinco
áreas diferentes. Actualmente Rösler
da empleo a 1130 personas (de los
cuales 66 son aprendices) entre sus
dos centrales de Hausen y Untermerz-
bach (Alemania) y sus 13 sucursales
alrededor del mundo.
Servicio Lector 2
PERCEPTRON: NUEVASSOLUCIONES DEDIGITALIZACION PARABRAZOS DE MEDICION
Con la interface Perceptron, Romer va
a completar su oferta de soluciones de
digitalización lanzadas en 2002 con
su primer sensor de digitalización lá-
ser, el G-Scan. La unión de los brazos
articulados con el sensor de digitaliza-
ción Perceptron V4 permitirá a Romer
ofrecer a sus clientes las soluciones de
digitalización más adecuadas para sa-
tisfacer sus diferentes necesidades de
medición. El nuevo sensor V4 próxi-
mamente se va a poder integrar a los
brazos articulados que ya están insta-
lados y ofrecerá a los usuarios múlti-
ples opciones de interfaces como Ge-
omagic y PolyWorks presentando una
solución de digitalización precisa, fle-
xible y portátil en configuraciones de
6 y 7ejes. Por ejemplo, un brazo arti-
culado de 6 ejes Romer se podrá utili-
zar para medir piezas geométricas con
un sensor de contacto estándar como
una bola y un punto.
También se podrá realizar ingeniería
inversa e inspeccionar otros objetos
utilizando el sensor Preceptron en los
brazos Romer de 6 o 7 ejes. Los usua-
rios podrán digitalizar y procesar hasta
un millón de puntos por minuto con la
aplicación Romer estándar de su elec-
ción.
Servicio Lector 3
SYSTEM METRIC SE INTEGRAEN HEXAGON METROLOGY
System Metric, compañía especiali-
zada en servicios de metrología y cre-
ada en 1999, recientemente se ha in-
tegrado en la corporación de Hexagon
Metrology.
La combinación entre System Metric y
Hexagon Metrology va a potenciar de
forma rotunda la capacidad de ofrecer
servicios de metrología a la industria
de la península ibérica. A la experien-
cia e implantación en el mercado de
System Metric se une el apoyo tecno-
lógico y de innovación del mayor
grupo de metrología del mundo.
El objetivo claro es ser la empresa más
competitiva del mercado en servicios
de medición consiguiendo la máxima
eficiencia. La calidad y eficacia de
nuestros servicios va a ser nuestra me-
jor publicidad, generando nuevos
contratos.
Hexagon Servicios de Medición es
una nueva división autónoma dentro
de Hexagon Metrology SA, cuyo obje-
tivo es desarrollar, potenciar y coordi-
nar la amplia gama de servicios de
medición que ofrece la empresa. Esta
división que cuenta con varios centros
técnicos distribuidos por la geografía
española para poder estar cerca de las
necesidades de cada cliente, incor-
pora con System Metric una estructura
rodada deservicios de medición con
una capacidad demostrada y clientes
de primer nivel.
Servicio Lector 4
EASYHEAT.MOBILE: MASMOVILIDAD CON EL TESTO330
Convincente
La tecnología más avanzada en el aná-
lisis de los productos de la combustión;
la gama de instrumentos testo 330 y
330 LL con sensores de vida extendida.
Estos analizadores comunican ahora
con PCs, impresoras y Pocket PCs. Los
diferentes paquetes de software dispo-
nibles permiten al usuario adaptar su
testo 330 / 330 LL exactamente a sus
necesidades de comunicación.
Software de configuración “easyheat”para el PC de su oficina
6 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 6

INFORMACIONES
Con el software para PC “easyheat”,
los datos de los clientes, los datos de
las situaciones y las mediciones toma-
das se gestionan fácilmente en su ofi-
cina. ¡Atrás quedan esos días en los
que se debía guardar una copia im-
presa de cada informe de medición!
Además, el software “easyheat” per-
mite la creación de informes persona-
lizados para mostrar las lecturas de
forma inteligible al cliente.
Para ayudarle a ahorrar tiempo, los
analizadores de la gama testo 330 /
330 LL también se pueden configurar
cómodamente en la oficina mediante
este software.
Una prestación adicional del software
“easyheat” es la visualización gráfica
de las lecturas durante las mediciones
online, permitiendo la sencilla identi-
ficación de concentraciones de gas en
los productos de la combustión.
Software para Pocket-PCs
Con el software “easyheat.mobile”
para Pocket PCs se puede efectuar el
intercambio de datos inalámbrico con
dichos PCs.
Este software permite el registro ina-
lámbrico de los datos tomados en apli-
caciones in situ; luego, estos se pue-
den imprimir directamente en la
impresora IrDA, memorizar o compa-
rar con otros datos ya existentes.
El planificador de rutas y la función de
marcación telefónica (directa al
cliente) facilitan la rutina diaria de ins-
talar, reparar o comprobar sistemas de
calefacción.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 7

INFORMACIONES
El trabajo realizado se puede confir-
mar por el cliente mediante la función
de firma digital, lo que simplifica mu-
cho el trabajo de documentación.
Impresora Bi-direccional IrDa
La impresión de los datos desde un
PC, un Pocket PC o directamente
desde el instrumento de medición se
efectúa mediante la impresora bi-di-
reccional IrDa. Esta impresora no solo
destaca por su velocidad de impre-
sión, sino también por la posibilidad
de imprimir gráficos y códigos de ba-
rras.
Para redondear todo el paquete, los
elementos del mismo comunican en-
tre si como si se tratara de una red.
Por ejemplo, los datos almacenados in
situ en el Pocket PC se pueden descar-
gar al acabar la jornada al PC de la ofi-
cina para documentarse con posterio-
ridad.
Servicio Lector 5
AUTODESK PRESENTA ELCONCURSO INTERNACIONALDE DISEÑO E INNOVACIONPARA ESCUELAS
La división de Educación de Autodesk
ha preparado el Concurso Diseño e In-
novación a nivel internacional para
estudiantes y profesores a través del
Portal Educativo www.estudiantes.au-
todesk.es. El Portal Educativo se ha
convertido en un punto de encuentro
dónde los estudiantes y profesores
comparten sus proyectos, conoci-
mientos e información. El concurso
tiene por objetivo potenciar la innova-
ción y creatividad de los jóvenes, así
como promover su espíritu competi-
tivo y de superación. Los interesados
podrán presentar sus proyectos hasta
el 30 de abril, día que finaliza el con-
curso.
El lema del concurso es ‘Anímate a
construir algo’-Go build something- y
trata de llevar a la acción a los jóvenes
para que diseñen y creen proyectos
sobre alguna de las cinco clasificacio-
nes del concurso. Estas especialida-
des son Arquitectura, Ingeniería Me-
cánica, Ingeniería Civil, Diseño
Industrial y Animación 3D. El 15 de
mayo se anunciará la lista de ganado-
res, los cuales obtendrán premios
como la Xbox 360, programas de CAD
de regalo, paquetes de juegos y dinero
en metálico entre otros. Además los
proyectos que promuevan el diseño
sostenible tendrán un incentivo espe-
cial.
La finalidad que plantea este reto en
forma de concurso internacional para
miembros de la Comunidad de Estu-
diantes de Diseño e Ingeniería de Au-
todesk es lograr las siguientes metas:
• Motivar a los estudiantes a que
muestren su talento y habilidades.
• Promover el uso de las soluciones y
las descargas gratuitas de los pro-
gramas de Autodesk.
• Generar contenido para la web y
newsletter de la Comunidad.
• Aumentar el número de miembros
dentro de la Comunidad de Estu-
diantes.
• Para más información sobre el con-
curso, visite: www.estudiantes.au-
todesk.es
Servicio Lector 6
NUEVO GERENTE DE HASCO
El pasado 1 de enero de 2008, el Sr.
Mag. Christoph Ehrlich asumió la ge-
rencia del grupo empresarial HASCO.
Procedente de la empresa austríaca
Berndorf AG, la cual es desde sep-
tiembre de 2007 accionista mayorita-
ria en HASCO. Ejerció como director
comercial en Berndorf Band GmbH,
una de las mayores filiales del Grupo
Berndorf.
Bajo la dirección del Sr. Mag. Chris-
toph Ehrlich; HASCO una de las em-
presas internacionales principales en
el sector de construcción de moldes,
matrices y cámara caliente, empren-
derá un nuevo rumbo.
Servicio Lector 7
NUEVO SOFTWARE PARAPROGRAMACIÓN YSIMULACIÓN DE CÉLULAS DE SOLDADURAROBOTIZADAS: DTPS
Inser Robótica S.A. distribuye en ex-
clusiva el DeskTopProgrammingSys-
tem de Panasonic, un revolucionario
sistema CAD-CAM-CAE de fabrica-
ción que conecta directamente el de-
partamento técnico con el departa-
mento de producción de cualquier
empresa.
Panasonic ha desarrollado este sis-
tema ante la creciente demanda de
una mayor flexibilidad, aumento de
la rentabilidad y facilidad de manejo
de los sistemas robotizados. Desde
un entorno CAD en un PC, idéntico a
la instalación real (instalación, utilla-
jes, pieza) se realiza la programación
óptima del sistema pudiendo ver los
resultados simulados en tiempo real
(CAM) y posteriormente volcarlos al
robot para la fabricación de la pieza.
De la simulación se obtienen tiem-
pos de ciclo y longitudes de cordo-
nes con lo que es posible valorar el
costo de la operación de soldadura y
mejorar la planificación de la pro-
ducción (CAE).
Entre las numerosas ventajas que este
sistema aporta a la empresa encontra-
mos:
• Reducción de los costes y plazos de
entrega.
• Optimización de los ciclos de tra-
bajo del robot.
• Eliminación de colisiones del robot
en el teaching.
8 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 8

INFORMACIONES
• Posibilidad de trasladar programas
entre distintas células de fabrica-
ción.
• Durante la programación, el sis-
tema sigue fabricando, eliminando
así tiempos muertos y haciendo
económicamente viables las series
cortas.
• Prediseño de utillajes sin que inter-
fieran con las trayectorias del robot.
• Planificación del proceso, defi-
niendo las fases necesarias para el
mismo.
• Posibilidad de generar programas
parametrizados de piezas viendo
los resultados simulados en tiempo
real, con lo que es posible valorar el
costo de la operación de soldadura.
• Sistema backup de programas que
hace virtualmente infinito el nú-
mero de programas del robot (de-
pendiendo de la capacidad del disco
duro del PC).
• Curva de aprendizaje del sistema
muy corta, ya que el comporta-
miento del sistema y el interface es
similar al del robot.
• Posibilidad de convertir programas
de distintos modelos de robots Pa-
nasonic y transferirlos entre distin-
tas instalaciones (para la misma
pieza).
• Inser Robótica S.A. entrega el pro-
grama ya personalizado para cada
cliente y su sistema robotizado, con
modelos 3D de la instalación y uti-
llaje referencia del cliente ajustados
a la instalación real para trabajar di-
rectamente, sin retoques. Incluye li-
cencia de uso y curso de
Servicio Lector 8
TRIPLE EIGHT RACE AUSTRALIAELEGIDO INVENTOR DEENERO DE 2008
El diseño de prototipos digitales ayudaal equipo a optimizar la velocidad yfuncionamiento de sus coches.
La empresa Triple Eight Race Austra-
lia dedicada al diseño y gestión de co-
ches de competición, ha sido elegida
Inventor del mes de enero de 2008 por
la Comunidad Internacional de Fabri-
cación de Autodesk con el objetivo de
distinguir su proyecto como el más in-
novador y avanzado en ingeniería del
resto de candidatos. La tecnología de
diseño utilizada por la empresa es Au-
todesk Inventor, con la que diseña y
crea prototipos digitales, hecho que le
ayuda a optimizar la velocidad y el
funcionamiento de sus coches.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 9

INFORMACIONES
Triple Eight Race Australia participa
con el Equipo Vodafone en la compe-
tición australiana de coches con más
prestigio, la V8 Supercars. Desde que
ganó el campeonato V8 Supercars es
un hecho que cuenta con el mejor co-
che sobre la pista de competición.
Los diseñadores de la compañía usan
la solución Autodesk Inventor para ex-
perimentar y optimizar el funciona-
miento y actuación del coche antes de
llevarlo a pista. En este sentido, el soft-
ware permite a la compañía producir
completos prototipos digitales de sus
coches de competición, además de va-
lidar su forma, conexión y funciona-
miento del diseño antes de construirlo.
Estos modelos 3D tan exactos permiten
a la compañía simular como un diseño
trabajará bajo condiciones reales sin
tener que gastar tiempo y recursos en
construir un prototipo físico. Como re-
sultado, Triple Eight Race Australia
puede optimizar el diseño y la actua-
ción de cada parte individual del co-
che, desde los pedales a los pistones.
La compañía obtiene el retorno de la
inversión realizada en el diseño de
prototipos digitales, ya que perfec-
ciona y mejora áreas específicas del
funcionamiento de sus coches de ca-
rreras obteniendo una serie de pro-
gresos en la actuación de los coches
sobre la pista, incluyendo segundos
lugares en los campeonatos de la V8
Supercars en los tres últimos años.
Según Peter Jamieson, gerente comer-
cial de Triple Eight Race Australia,
“Siempre intentamos mejorar la actua-
ción del coche por centésimas de se-
gundo en una vuelta que justo dura un
minuto y treinta segundos. Cuando
cada centésima de segundo cuenta,
cada parte del proceso puede marcar
la diferencia. El tiempo que dedica-
mos a Autodesk Inventor en el lugar
de trabajo desarrollando un diseño efi-
ciente, tiene una relación directa con
la última actuación del coche”.
Servicio Lector 9
ULTIMA GENERACION ENCENTRADORES DE MOLDE
HASTA DOS MILLONES DE CICLO
CON TOLERACIA
Las unidades de Centraje convencio-
nales han sido evolucionadas con las
nuevas TLRM y SLRM . El sistema de
centraje por cojinetes de aguja per-
mite un suave y exacto alineamiento,
es además, un sistema ideal para ali-
neamientos de líneas de partición
complicadas y para aplicaciones en
moldes para ” salas limpias” o “libres
de grasa” .Los nuevos alineadores de
cierre han sido probados y los resulta-
dos han sido muy satisfactorios ya que
no se han producido desgaste en un
millón de ciclos por otro lado en caso
de necesitar recambio durante la vida
útil del molde no es necesario cambiar
el centrador entero ahorrando así un
gasto en mantenimiento excesivo al
inyectador.
EXTENSA GAMA DE CENTRADORES
CENTRADORES LATERALES Y FRON-
TALES
Las soluciones en centrajes para mol-
des de Innova componets se completa
con una amplia gama de centradores
tanto laterales como frontales para sa-
tisfacer cualquier exigencia de los
moldistas e inyectadores.
La gama abarca la versión econó-
mica SLMS el centrador lateral tem-
plado , la versión con TiN recubri-
miento anti desgaste del centrador
SLM o la versión SLPM centrador late-
ral con grafito.
La gama se completa con el centrador
frontal TLM con recubrimiento anti
desgaste y la guia de centraje GLM
una forma sencilla y económica de
utilizar un centrador con TiN
Servicio Lector 10
PIROBLOC IMPLANTA UNANUEVA CALDERA DE ACEITETÉRMICO “TIPO GFT” ENPOLIGRAS IBÉRICA
PIROBLOC, empresa española líder
en la fabricación de calderas de fluido
térmico de alta calidad, ha implantado
una moderna caldera de aceite tér-
mico de Tipo GFT, en una nueva apli-
cación totalmente innovadora, que ha
llevado a cabo en la empresa Tejidos
Especiales Se trata de un equipo que
ofrece la máxima seguridad, fiabili-
dad, durabilidad y, por consiguiente,
rentabilidad, gracias al mantenimiento
en todo momento de la más alta exi-
gencia en cuanto a calidad.
De este modo, el césped sintético
mantiene el drenaje ideal que, gracias
a su experimentación y desarrollo en
la planta que la propiedad dispone en
la localidad de Valls (Tarragona), per-
mite drenar una gran cantidad de
agua.
Con esta nueva y revolucionaria apli-
cación, Poligras Ibérica, cuya cuota de
mercado ya ha alcanzado el 70%,
ayuda en el objetivo de mantener la
vida de un césped sintético sano y mu-
cho más duradero.
Sobre PIROBLOC
Además de producir calderas de
aceite térmico, PIROBLOC extiende
sus fabricados a calderas industriales
de vapor, calderas de recuperación
de gases, calderas de combustibles
sólidos e intercambiadores de calor.
La compañía trabaja en todos los
10 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:55 Página 10

INFORMACIONES
campos donde se necesite calor, contando con una amplia
experiencia en los diferentes sectores industriales y más de
900 referencias en todo el mundo..
Tras 30 años de experiencia, la compañía se encuentra
hoy fuertemente consolidada y se define como una em-
presa orientada hacia la mejora continua, la calidad y la
satisfacción del cliente.
Servicio Lector 11
SISTEMAS DE LECTURA Y MEDICION 3D PARAAPLICACIONES METALICAS
En algunas ocasiones la medición, lectura y reconocimiento
de caracteres sobre superficies metálicas se hace especial-
mente difícil debido a la falta de homogeneidad en el pro-
ceso de grabación sobre el metal. En la industria del auto-
móvil es habitual la inscripción del número de serie sobre
piezas metálicas y es fundamental su perfecta identificación
sin ningún tipo de fallo.
Es en este entorno donde se ha visto especialmente útil el
uso de procesos 3D basados en los sistemas RANGER de
Sick-IVP para determinar y caracterizar los caracteres y sus
dimensiones.
Los sistemas 3D basados en perfiles laser, permiten hacer
una lectura perfecta de los caracteres aunque solo estén li-
geramente grabados. Por otra parte, algunos clientes necesi-
tan saber la profundidad de grabación de los caracteres con
el fin de aceptar o no la pieza según la profundidad del
surco de los caracteres así como su tamaño.
Desarrollar un sistema de caracterización y lectura de ca-
racteres con la metodología 3D basado en las cámaras 3D
Ranger y en los láseres lineales de Stocker&Yale es la solu-
ción más adecuada para este tipo de aplicaciones.
Servicio Lector 12
FUNDIDORES. FEBRERO 2008
Equipos para la medida, regulación,control y supervisión de gases enhornos de tratamientos térmicos.
ENTESISGalileu, 31308028 BARCELONATel.: +34 93 410 54 54Fax: +34 93 419 97 33http://www.entesis.nete-mail: [email protected]
La superior calidad y el mejor precio de las sondasde oxígeno GOLD PROBE® de SUPER
SYSTEM Inc de Cincinnati (USA), están complementados con la garantía de un año a contar
desde la fecha de puesta en servicio.
Reparamos las sondas de oxígeno con repuestos originales y las calibramos en unhorno de ensayos SSI. Complementamos lagarantía de las sondas de oxígeno SSI con
una limpieza y revisión gratuitas.
¡Nuestro objetivo es su éxito!
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 11

INFORMACIONES
SPECTRO: ADEMAS DE LA FUNDICION, ANALISISFIABLES DEBIOCOMBUSTIBLES
Los biocombustibles se están convir-
tiendo en una importante alternativa
ecológica a la gasolina y el diesel. El
análisis elemental con Fluorescencia
de Rayos X (XRF) y espectrometría de
Emisión Óptica con Plasma Acoplado
Inductivamente (ICP-OES) son ópti-
mos para el control de la calidad y
contenidos de los componentes de
biocombustible y mezcla de biocom-
bustible.
SPECTRO ha desarrollado nuevas
aplicaciones para el análisis elemental
de los biocarburantes, que están ahora
disponibles para los espectrómetros
de FRX Spectro Phoenix II y Spectro
iQ y en los espectrómetros de ICP-
OES Spectro Genesis y Spectro Arcos.
Tras años de experiencia práctica ana-
lizando los combustibles convencio-
nales, SPECTRO ofrece una exhaus-
tiva información para el análisis de
biocombustibles, disponibles en nues-
tra pagina Web www.spectro.com.
Nuevos informes de aplicación docu-
mentan el continuo control de la cali-
dad de los biocombustibles con los
cuatro espectrómetros de SPECTRO, y
al mismo tiempo en conformidad con
las regulaciones y especificaciones
pertinentes de los combustibles. Los
visitantes de la página Web encontra-
rán un nuevo folleto online sobre la
actual legislación de los combustibles.
“Dentro del marco de la protección
climática, los biocombustibles están
recibiendo mucha atención así como
apoyo político. En muchas naciones
industrializadas, las leyes que facilitan
el uso de alternativas a la gasolina y al
gasóleo están en estudio o ya en vi-
gor”, explica Dirk Wissmann, Director
Gerente para análisis de Fluorescencia
de Rayos X de SPECTRO.
Aunque el uso de las biogasolinas está
actualmente extendiéndose hacía un
10 % de los combustibles ordinarios,
estos combustibles puede contener
azufre – un elemento para el cual los
severos valores restrictivos en los
combustibles y sus efectos mundiales
necesitan de un control estrecho. Ade-
más, los aceites vegetales contienen
fósforo en forma de fosfolípidos, los
cuales en concentraciones mayores
puede dar lugar a la formación de de-
pósitos abrasivos que pueden causar
daños en el motor. Altas concentracio-
nes de alcalinos y alcalinotérreos, in-
cluyendo sodio, potasio, magnesio y
calcio también puede causar daños en
los filtros de los inyectores de combus-
tible. Por estas razones, se han defi-
nido valores restrictivos para los ele-
mentos arriba mencionados en el
biodiésel, y se han establecido valores
restrictivos para el cloro, cobre y
plomo, además de bioetanol y mez-
clas de bioetanol-gasolina.
Los espectrómetros de FRX Spectro iQ
II y Spectro Phonix II son apropiados
para la medición del contenido de
azufre. El Spectro iQ II también puede
utilizarse para el análisis de fósforo,
potasio, calcio, cobre y plomo. Los es-
pectrómetros de ICP-OES, el Spectro
Arcos y Spectro Génesis son capaces
de controlar los relevantes valores res-
trictivos para todo los elementos ante-
riores.
Servicio Lector 13
NUEVOS CURSOS IMH PARA TRABAJADORES Y DESEMPLEADOS
En total hemos programado 240 cur-
sos de diversas áreas para el período
enero-julio. 13 serán nuevos y tam-
bién habrá algunos que se impartan en
euskara.
Como novedad principal de este año,
los desempleados también podrán ac-
ceder a la formación continua y dis-
pondrán de plazas reservadas en todos
los cursos que se impartan (hasta
ahora la formación se limitaba para
trabajadores).
Por otro lado, seguimos ofertando for-
mación de Catálogo Modular aso-
ciada al Sistema Vasco de Cualifica-
ciones Profesionales, una vía a través
de la cual adquirir o completar sus co-
nocimientos y competencias, acceder
al Sistema de Reconocimiento de la
Competencia y obtener un Título Ofi-
cial.
Los cursos programados son de las si-
guientes áreas: Diseño, Fabricación,
Mantenimiento, Metrología, Calidad,
Marketing, RRHH, Organización in-
dustrial, Informática y Seguridad e Hi-
giene e Elearning. En el área de metro-
logía se ha programado un curso
específico para personas que trabajan
a relevos. En cuanto al área de fabrica-
ción, se han planificado cursos cortos
de 16 horas a impartir en dos sesiones,
en lugar de tener que realizarlo du-
rante varios días.
El catálogo está disponible en la nueva
web del IMH y con el buscador se
puede consultar con rapidez.
http://www.imh.es/formacion-conti-
nua.
Como es habitual, los cursos están
subvencionados al 100% por Hobe-
tuz, la Fundación Tripartira para el
empleo FTFE y Fondo Social Europeo.
Servicio Lector 14
GE INSPECTIONTECHNOLOGIES CIERRA LACOMPRA DE PHOENIX X-RAY
Dicha adquisición supondrá una ex-
pansión dentro de la actual oferta de
rayos X de GE Inspection Technolo-
gies, incluyendo el sistema de TC en
3D y los sistemas de micro- y nanotec-
nología Billerica, Massachussetts ˜ 26
de octubre de 2007 ˜ GE Inspection
Technologies, una división de General
Electric Company (NYSE:GE), ha
12 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 12

INFORMACIONES
anunciado hoy que ha cerrado la ad-
quisición de Phoenix X-ray, líder en
tomografías computerizadas de alta
resolución (TC) y tecnología de rayos
X para su utilización en aplicaciones
de ensayos no destructivos (END). La
operación, cuyos términos no han
trascendido, concluyó con la recep-
ción de los permisos necesarios por
parte de las entidades de regulación.
Esta adquisición amplía la oferta de
GE a los consumidores de sistemas
END en varias industrias incluyendo
los sectores aeroespacial, de genera-
ción de energía, de petróleo y gas, y
de automoción, ya que añade el inno-
vador sistema de TC en 3D de Phoenix
X-ray, así como sus sistemas de micro-
y nanotecnología, a la actual cartera
de productos END y de rayos X de GE
Inspection Technologies. Además, los
clientes de Phoenix X-ray tanto del
segmento industrial como microelec-
trónico se beneficiarán de la presencia
global, profundidad tecnológica y am-
plia gama de productos, sistemas y
servicios END de GE.
“Phoenix X-ray supone la expansión
natural de nuestro negocio de la ins-
pección”, comentó Caroline Reda, Pre-
sidenta y Directora General de GE Ins-
pection Technologies. “Phoenix X-ray
posee una reputación muy sólida den-
tro del campo de los ensayos no des-
tructivos, lo cual servirá para mejorar
las capacidades tecnológicas de los dis-
positivos de ensayo por rayos X de GE.
La inclusión de funcionalidad de TC a
la línea de productos es coherente con
nuestra misión de proporcionar una
amplia cartera de soluciones de alta
tecnología y ensayos no destructivos a
nuestros clientes.”
Acerca de GE Inspection Technologies
GE Inspection Technologies forma
parte de GE Enterprise Solutions, un
negocio de alta tecnología y rápido
crecimiento por valor de 11,6 mil mi-
llones de dólares centrado en ayudar a
los clientes globales de GE a aumentar
su productividad a través de solucio-
nes tecnológicas y automatizadas. GE
Inspection Technologies es uno de los
líderes innovadores en el mercado de
las soluciones tecnológicas para ensa-
yos que ofrecen productividad, cali-
dad y seguridad a nuestros clientes. La
compañía diseña, fabrica y mantiene
equipos radiográficos, ultrasónicos, de
inspección visual remota (RVI) y de
corrientes de Foucault para realizar
ensayos, monitorizar y probar mate-
riales y equipos sin desmontarlos, de-
formarlos o dañarlos. Sus productos se
utilizan en una amplia gama de indus-
trias, incluida la aeroespacial, la de
generación de energía, la del petróleo
y gas, la de transformación y la de au-
tomoción.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 13

INFORMACIONES
La compañía cuenta con 11 centros de
aplicación en todo el mundo y ofrece
una amplia variedad de servicios entre
los que se incluyen la reparación, ser-
vicios de inspección RVI en el empla-
zamiento, calibración, formación y
actualizaciones. GE Inspection Tech-
nologies cuenta con 1.300 empleados
en más de 25 centros de 25 países de
todo el mundo. Para obtener más in-
formación sobre GE Inspection Tech-
nologies, visite www.ge.com/inspec-
tiontechnologies.
Acerca de Phoenix X-ray Phoenix X-ray
es un fabricante de sistemas de inspec-
ción mediante rayos X en 2D de alta re-
solución y sistemas de tomografías
computerizadas en 3D para ensayos no
destructivos. Desde su creación en
1999, Phoenix X-ray ha crecido hasta
emplear a una plantilla internacional
de más de 100 trabajadores. La sede de
la empresa en Wunstorf, Alemania, en
las cercanías de la ciudad de Hanno-
ver, alberga sus departamentos de pro-
ducción, investigación y desarrollo. La
compañía cuenta además con centros
de servicio adicionales en Stuttgart,
Munich, San Petersburgo y Manila.
Para más información, visite www.pho-
enix-xray.com.
Servicio Lector 15
ESI GROUP ANUNCIA LANUEVA VERSIÓN DE PAM-CRASH 2G
Gracias a una nueva metodología ex-
clusiva que permite tratar modelos de
cálculo más realistas,
PAM-CRASH 2G aporta precisión y
reducción en la fase de diseño del pro-
ducto
ESI Group principal proveedor de soft-
ware de simulación digital basado en
la física de los materiales, presenta la
nueva versión de PAM-CRASH 2G,
una solución de prototipado virtual
destinada a los profesionales de prue-
bas de impacto, pruebas de choque y
seguridad de los sectores automovilís-
tico, aeroespacial, electrónico y pro-
ducción de materiales.
PAM-CRASH 2G permite obtener be-
neficios importantes a nivel de costes
de realización y plazos de fabricación
en comparación con los métodos de
concepción y ensayo clásicos. Favo-
rece el trabajo en equipo de los distin-
tos actores que intervienen en el pro-
ceso de simulación.
La principal evolución del PAM-
CRASH 2G estriba en una nueva me-
todología denominada Multiscale
Modelling, que permite realizar si-
mulaciones detalladas. -“Gracias a su
capacidad multiescala, PAM-CRASH
2G permite a los ingenieros CAE eva-
luar de forma sumamente eficaz dis-
tintas variantes de concepción, to-
mando en consideración los efectos
locales”,- explica Peter Ulrich, res-
ponsable de la línea de productos de
simulación de impacto, pruebas de
choque y seguridad de ESI Group. -
“Esto es necesario cuando se requiere
un retorno de cálculo rápido al eva-
luar un modelo refinado para obte-
ner, en zonas específicas, una repre-
sentación precisa de la deformación
o una predicción de ruptura fiable.
Según los usuarios de estas solucio-
nes industriales de bajo ciclo, el
tiempo de cálculo es entre 4 y 5 ve-
ces más rápido con la metodología
multiescala que con los procedimien-
tos estándar”-.
-“PAM-CRASH 2G es la solución
ideal para consolidar el valor de la
empresa y distanciarse de la compe-
tencia. Hemos utilizado PAM-CRASH
2G para simulaciones de choque fron-
tal con predicción de la ruptura del
chasis. La posibilidad de unir varios
pasos de tiempo de cálculo gracias a
la técnica del bajo ciclo, permite re-
presentar modelos localmente refina-
dos para obtener un análisis detallado
de las zonas de ruptura. En relación
con los cálculos estándar de PAM-
CRASH 2 G, el tiempo de cálculo se
ha reducido considerablemente gra-
cias al bajo ciclo. Asimismo, la unión
del código permite nuevas aplicacio-
nes, más concretamente una gestión
simplificada de las pruebas de choque
que implican dos vehículos”-, con-
firma el Dr. Greve, del departamento
de métodos de CAE de Volkswagen
Group Research.
Tomando en cuenta la preocupación
constante del sector de los transportes
por una reducción del peso, PAM-
CRASH 2G ofrece la modelización de
materiales avanzados como estructu-
ras en nido de abeja, aleaciones supe-
relásticas, plásticos o uniones encola-
das. En el diseño de los sistemas de
seguridad, el método FPM (Finite
Point Method), exclusivo de PAM-
CRASH 2G, permite simular la in-
fluencia de los flujos gaseosos en el
hinchado de los airbags. Todas estas
novedades mejoran la precisión y la
facilidad de uso del “solver”, convir-
tiendo el PAM-CRASH 2G en el pro-
grama de calidad más eficaz del mer-
cado para el cálculo de altas
prestaciones.
El entorno PAM-CRASH 2G es una
solución de colaborativa avanzada
destinada a la gestión de los datos de
CAE en un marco abierto compatible
con las aplicaciones de pruebas de
impacto, pruebas de choque y seguri-
dad. Visual Crash para PAM (VCP), la
solución de preprocesador específica
al “solver” de PAM-CRASH 2G, uti-
liza directamente los algoritmos del
“solver” para ganar tiempo en las veri-
ficaciones de precisión y coherencia
como las interfaces de contacto o la
soldadura por puntos. Afecta también
a otros sectores, como por ejemplo la
fabricación, formación de materiales
compuestos o embutición en el marco
total de la concepción basada en la si-
mulación.
ESI Group proporciona a los ingenie-
ros de CAE una biblioteca completa
de modelos de cálculo. Contiene mo-
delos de maniquíes para pruebas de
choque, barreras, dispositivos de
14 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 14

INFORMACIONES
prueba y modelos humanos conformes a las nor-
mas de seguridad en vigor. Todos estos medios
permiten a los ingenieros de CAE ganar un
tiempo considerable en la concepción de vehí-
culos eficientes.
PAM-CRASH 2G está disponible en las versio-
nes de 32 y 64 bits de los sistemas operativos
Windows, Linux y UNIX. Se ejecuta como una
aplicación paralela masiva en los sistemas in-
formáticos que soportan esta funcionalidad.
Si desea obtener más información, visite la pá-
gina web
www.esi-group.com.
Soluciones de Pruebas de Choque, seguridad
de los pasajeros y Biomecánica de ESI GROUP
PAM-CRASH 2G, la solución de pruebas vir-
tuales para profesionales de pruebas de cho-
que y seguridad, se basa en tres componentes
principales: en primer lugar un “Solver” equi-
pado con modelos de tecnología punta basa-
dos en la física para las colisiones y otros pro-
blemas de impacto. Concretamente, ofrece
modelos de materiales avanzados, el acopla-
miento con la simulación de procesos de fabri-
cación, un método CFD sin mallado para la
modelización de los airbags y una solución pa-
ralela altamente evolutiva. El segundo com-
puesto es Visual Environment, una gama de
productos de automatización de procedi-
miento de cae sumamente productivos. El úl-
timo es un conjunto de modelos de cálculo va-
l idados, como maniquíes de pruebas de
choque, impactores, barreras y una gama
única de modelos de cuerpos humanos.
Acerca de ESI Group
Editor de software de prueba virtual, ESI Group
es el pionero y principal líder mundial en simu-
lación digital de prototipos y procesos de fabri-
cación industrial que tengan en cuenta la física
de los materiales. ESI Group ha desarrollado un
conjunto coherente de aplicaciones que permi-
ten simular de forma realista el comporta-
miento de los productos durante las pruebas,
poner a punto los procesos de fabricación de
acuerdo con la rentabilidad esperada y evaluar
el impacto del entorno a la hora de utilizar los
productos. La oferta de ESI Group ha sido ava-
lada a nivel industrial y montada en cadenas de
valor multidisciplinares, constituyendo de este
modo una solución única, abierta y de colabo-
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 15

INFORMACIONES
ración de ingeniería virtual, el Virtual
Try-Out Space o VTOS, que permite
una mejora continua y en equipo del
prototipo virtual. Este protocolo de
comunicación permitirá en el futuro
la interoperabilidad del conjunto de
soluciones ESI Group así como con
las aplicaciones de otros desarrolla-
dores de software independientes. El
VTOS permitirá de esta forma conse-
guir una reducción significativa de
los costes y de los plazos de desarro-
llo aprovechando las sinergias entre
el producto y el proceso, lo que su-
pone una mayor ventaja competitiva
mediante la eliminación progresiva
del prototipado físico durante la fase
de desarrollo del producto. ESI Group
ha facturado más de 66 millones de
euros el año pasado. Su red interna-
cional cuenta con más de 600 espe-
cialistas de alto nivel presentes en 30
países.
Servicio Lector 16
SESCOI LANZA WORKPLANENTERPRISE EN LA BIEMH
Con cerca de 1000 expositores, Ses-
coi se servirá de la 25ª edición de
BIEMH como plataforma de lanza-
miento en España de WorkPLAN En-
terprise, su nuevo sistema de ERP, y
su programa CAM/CAD WorkNC G3.
El stand de Sescoi (I 08) estará en el
Hall 2 de la BIEMH que tiene lugar en
Bilbao del 3 al 8 de marzo.
WorkPLAN Enterprise es el sucesor
del exitoso programa de Sescoi
WorkPLAN ERP. Algunas de las em-
presas europeas que ya uti l izan
WorkPLAN son ARTE S.A., ITT Indus-
tries, WOCO, Kantemir y Georges
Pernoud. Adaptado a las necesidades
de las empresas que trabajan en base
a proyectos como fabricantes por en-
cargo (moldes, matrices, mecaniza-
dos, prototipos, utillajes, herramien-
tas …) y otras empresas que
gestionan proyectos industriales en
general, WorkPLAN Enterprise ges-
tiona todo el proceso de producción
desde el presupuesto hasta la entrega
de los proyectos. Sescoi ha re-dise-
ñado este nuevo programa basándose
en sus 20 años de experiencia en la
industria. Además, ahora utiliza el
sistema de base de datos MySQL®
que le proporciona una comunica-
ción fácil y rápida con aplicaciones
externas como Microsoft® Office, pa-
quetes CAD/CAM, sistemas de conta-
bilidad, nóminas y otras soluciones
ERP.
WorkPLAN Enterprise presenta una
nueva y única interfaz fácil de usar
común a todos los módulos, lo que
facilita y agiliza su aprendizaje,
puesta en marcha y rentabilidad.
WorkPLAN Enterprise controla las
operaciones de su empresa para que
los encargados puedan realizar ofer-
tas más precisas, controlar la produc-
ción en tiempo real para cumplir con
las fechas de entrega, seguir los cos-
tes durante todo el ciclo de fabrica-
ción y garantizar la calidad de sus
servicios. Para asegurar la rentabili-
dad de las empresas a largo plazo, se
utilizan nuevos niveles de informes,
controles mediante los indicadores
(KPIs) y transparencia de la informa-
ción.
Sescoi aprovechará la feria de la
BIEMH para presentar WorkNC G3,
la última versión de su programa
CAM/CAD líder en el mundo, en los
stands de Sescoi, Hitachi Tool y Juan
Martín.
Con una interfaz ergonómica com-
pletamente nueva, que reúne diseño,
programación, edición de sendas y
verificación, WorkNC G3 establece
nuevas pautas para el funciona-
miento intuitivo.
La recién mejorada fluidez de sendas
de WorkNC G3 ofrece a los maqui-
nistas transiciones y movimientos tro-
coidales más suaves y pretende al-
canzar grandes velocidades de
eliminación de metal para el mecani-
zado de alta velocidad. Las sendas
ampliadas en 5 ejes cuentan ahora
con módulos específicos para el me-
canizado de álabes y turbinas así
como opciones adicionales en el
Auto 5, el sistema exclusivo de Sescoi
para la conversión automática de
sendas de 3 ejes en 5 ejes. Los desa-
rrollos de WorNC G3 tendrán un im-
pacto significativo en la facilidad de
manejo, acabado de superficies y
tiempos de ciclos.
Con la integración inteligente de sus
sistemas ERP y CAD/CAM, Sescoi
ofrece a los fabricantes una vía rápida
para mejorar su productividad y com-
petitividad.
Más información en línea:
http://www.sescoi.com/index.php?id
=pr&pr=wpeatbiemh.es&L=6
Acerca de Sescoi
Desde hace más de 20 años, Sescoi
desarrolla soluciones informáticas
conocidas por su calidad, su fiabili-
dad, su fácil manejo y sus funciones
automáticas así como por su servicio
y su apoyo técnico a nivel mundial.
Sescoi ha abierto oficinas de ventas y
de apoyo técnico en Estados Unidos,
Europa y Asia para atender a miles de
clientes locales e internacionales de
distintos sectores económicos.
Las soluciones de Sescoi incluyen:
• WorkNC, CAM/CAD automático
de 2 a 5 ejes;
• WorkNC-CAD, un programma
CAD fabricación listo para usar;
• WorkXPlore 3D, una solución
avanzada de análisis, de interroga-
ción y de visualización de los da-
tos en 3D;
• WorkPLAN Enterprise, una nueva
generación de sistema ERP para los
fabricantes por encargo;
• MyWorkPLAN, El sistema de ges-
tión de proyectos de fácil manejo.
Servicio Lector 17
16 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 16

INTRODUCCIÓN
La fundición técnico artística tiene una alta representativi-
dad en diferentes áreas tales como la Industria y la Uni-
versidad, las cuales están unidas por un denominador co-
mún que es la Investigación. Los estudios de materiales y
técnicas relacionados con estos procesos generan un gran
interés entre alumnos de Facultades Técnicas, Bellas Ar-
tes, Ingenierías y Humanidades. Por otra parte, conviene
recordar la producción científica que en esta parcela se
viene desarrollando desde hace años (Durán et al, 1998.;
Sorroche et al, 1999. y Durán, et al. 2001)
El reciclado de materiales constituye una tendencia en
alza. Las técnicas de reutilización están presentes en la
mayor parte de las disciplinas, ya sean de índole científica,
artística o técnica. El campo de la fundición escultórica es
igualmente apropiado para abordar estudios de recupera-
ción de materiales, especialmente y, desde nuestro punto
de vista, los empleados como recubrimientos refractarios.
Una primera aproximación en esta línea (reutilización de
recubrimientos refractarios en los procesos de fundición
escultórica) se puso de manifiesto en el artículo de las re-
vistas Fundidores: Reciclabilidad de compuestos refracta-
rios. Propuesta metodológica. (Durán et al., 2001). En el
citado trabajo se proponía, tras una serie de ensayos y
análisis de tipo térmico, continuar con pruebas que certi-
ficaran de forma práctica la teórica reversibilidad de los
compuestos refractarios del tipo yeso-chamota. En resu-
men los citados recubrimientos empleados en fundición
escultórica, mediante la técnica de cera perdida, podrían
ser reutilizados de forma indefinida a consecuencia de la
deshidratación de los aglomerantes que experimentan es-
tos compuestos durante la fase de horneado para la elimi-
nación del modelo en cera u otro material fusible. La fi-
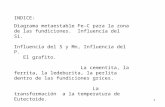
gura número 1 resume todo el proceso de fundición a la
cera pérdida, así como el proceso de reutilización del ma-
terial refractario propuesto y puesto en práctica en el pre-
sente estudio.
Las mezclas refractarias que se aluden en este trabajo es-
tán constituidas por aglomerantes aéreos de baja cocción
tipo yeso-escayola, y áridos de media refractariedad obte-
nidos a partir de la molienda y cribado de ladrillos y/o ce-
rámicas de baja temperatura.
Lo anteriormente expuesto genera los objetivos del pre-
sente trabajo de investigación, consistente en verificar la
prácticamente ilimitada reciclabilidad de los recubrimien-
tos refractarios empleados con este tipo de técnicas, a tra-
vés de la valoración de diversos comportamientos físicos
mediante el empleo de pulsos ultrasónicos, lo cual permi-
tirá cuantificar la capacidad de reutilización de las citadas
mezclas después de varios ciclos de deshidratación-rehi-
dratación y sobre todo, determinar la trabajabilidad y fra-
guado de las mismas una vez han sido sometidas a ciclos
de deshidratación. Los resultados de este trabajo de inves-
tigación se ponen al servicio de los usuarios que emplean
técnicas de fundición a la cera perdida, u otras análogas
(eg. modelo de poliestireno expandido con recubrimiento
de yeso-chamota) para usos técnico-artísticos.
El control de la velocidad de transmisión de pulsos ultra-
sónicos a través de los materiales es un método amplia-
mente utilizado en la determinación y evaluación de las
propiedades físicas de los mismos. La propagación de on-
das elásticas constituye entre otras, una de las técnicas de-
nominadas como no destructivas. La utilidad más impor-
tante de este método radica en la caracterización de
determinados aspectos relacionados con la calidad y du-
rabilidad de los materiales sólidos y no sólidos tales como:
evaluación de materiales pétreos en canteras (Krtolica y
Crnkovic, 1979), determinación de su resistencia mecá-
nica, valoración de las características porométricas de ro-
cas, morteros y cerámicas, presencia de alteraciones origi-
17FUNDIDORES. FEBRERO 2008
MÉTODOS ANALITICOS PARA LA EVALUACION DE COMPUESTOSREFRACTARIOS EN FUNDICION ESCULTORICA
Jorge Alberto Durán Suárez; Rafael Peralbo Cano; Carmen Bellido Márquez; Antonio Sorroche
Cruz y Cristina Moreno Pabón.
Universidad de Granada. Departamento de Escultura.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 17

nales o inducidas tales como fisuración (Rodríguez-Rey et
al., 1989), control de resistencia de maderas, evaluación
de calidad de tratamientos de conservación (Rossi-Mana-
resi y Tucci, 1983) o incluso control de calidad de ali-
mentos.
La movilidad de ondas elásticas se realiza gracias a siste-
mas electrónicos precisos, provistos de emisores-recepto-
res de pulsos ultrasónicos, y un sistema de registro capaz
de medir numéricamente el tiempo que tardan en recorrer
dichas ondas el material objeto de estudio, entre dos pun-
tos de distancia conocida. El cálculo de la velocidad de
transmisión de ondas elásticas a través de un medio deter-
minado se realiza a partir de la ecuación v=l/t, donde l, es
la distancia entre el emisor y el receptor, expresada en me-
tros; t, es el tiempo empleado por la onda en recorrer di-
cha distancia, expresado en segundos.
Los fundamentos teóricos de este tipo de ensayos se basan
en la movilidad de las ondas sonoras a través de diferentes
medios, las cuales se transmiten a partir de la excitación
de las moléculas de los materiales por los que viajan, de
modo que la disposición molecular así como su proximi-
dad o alejamiento condiciona que la excitación se pro-
duzca a mayor o menor velocidad. Por ello las ondas so-
noras viajan más rápidamente en los sólidos que en los
líquidos, dada la mayor proximidad molecular que pre-
sentan los primeros respecto a los segundos. Siguiendo
este principio en el medio gaseoso la velocidad de propa-
gación de ondas sonoras es aún peor que en el caso de los
líquidos.
EXPERIMENTAL
Para evaluar el comportamiento en cuanto a reciclabili-
dad se refiere se preparó una mezcla de compuesto re-
fractario a partir de yeso-escayola, chamota cerámica y
agua en proporciones del 20-60-40% respectivamente. Es-
tas proporciones son las habituales en este tipo de mate-
riales plástico-endurecibles con propiedades refractarias
para fundición de metales. Las mezclas, una vez amasadas
con agua se depositaron en recipientes cuadrangulares de
material plástico, cuyas medidas aproximadas son de
10x10x10 cm. Previamente se adhirieron, sobre el reci-
piente plástico, los transductores conectados a la unidad
central de ultrasonidos. Equipo y recipiente se tararon con
anterioridad al inicio del ensayo, tal como se ilustra en la
figura número 2. La mezcla refractaria estudiada ha sido
siempre la misma aunque tratada térmicamente (deshidra-
tada) a diferentes temperaturas (150 °C, 550 °C y 750 °C
respectivamente) y posteriormente rehidratada, añadiendo
agua. El reamasado del recubrimiento refractario, deshi-
dratado a distintas temperaturas, se realizó con la misma
proporción de agua que en el primer caso, después de tri-
turar el bloque refractario endurecido.
En total se realizaron cuatro experiencias de evaluación
de comportamiento físico de mezclas mediante ultrasoni-
dos.
El equipo de ultrasonidos empleado ha sido un medidor
de Ultrasonidos modelo Tico Proceq, cuyas característi-
cas fundamentales son las siguientes: generador de impul-
sos de baja potencia, y transductor de emisión y transduc-
tor de recepción de alta potencia. Los transductores
empleados tienen forma cilíndrica, siendo la frecuencia
empleada de 50 Khz. A fin de asegurar un buen contacto
entre la superficie del contenedor plástico y los transduc-
tores, se ha empleado una interfase de material gelatinoso
(silicona-vaselina) como material adherente.
El equipo fue calibrado antes de proceder a la medición
de las diferentes muestras material refractario, utilizando
para ello una pieza especial de tarado cuyas dimensiones
18 FUNDIDORES. FEBRERO 2008
Figura 1. Proceso de fundición a la cera perdida y posterior
reutilización del recubrimiento refractario, deshidratado en fases D-E.
A (modelo en cera). B (mezcla de yeso y chamota con agua para
conseguir una mezcla plástico-refractaria). C (cubrición del modelo
de cera). D-E (eliminación de cera, agua del recubrimiento y
deshidratación parcial o total del aglomerante). F-G (colada de metal
y enfriamiento de la pieza). H-I (extracción de la pieza y repaso de
imperfecciones). J-K (triturado-molturado del recubrimiento seco y, en
su caso, nueva adición de agua para obtención de mezcla plástico-
refractaria). L (inició del proceso, en su caso, según punto C).
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 18

son 20 cm. El patrón de tarado que incluye el equipo está
ajustado para que las ondas ultrasónicas lo atraviesen en
un tiempo de 10s. En nuestro caso el calibrado se realizó
conjuntamente con el contenedor de plástico. Para evitar
posibles errores en la obtención de las medidas, los trans-
ductores fueron adheridos al cuerpo del contenedor con
una fuerte presión, idéntica en todos los casos estudiados.
Por lo que respecta a las condiciones termohigrométricas
de trabajo, las medidas se han efectuado en un ambiente
con valores de aproximados de temperatura y humedad
relativa de 20 °C, y 40 ó 50%, respectivamente.
El proceso de deshidratación-horneado del material re-
fractario se realizó con un horno eléctrico marca Isuni,
modelo Mini94A-6Kw, con capacidad útil de 94 litros.
Medidas de 700-715-840 mm. Rango de trabajo desde
temperatura ambiente hasta 1300ºC, provisto de progra-
mador conectado a termopar capaz de de almacenar
hasta 9 curvas de cocción. Cada segmento está com-
puesto por una rampa (de subida o de bajada de tempera-
tura) y un mantenimiento. El doble display del programa-
dor puede mostrar el set-point o punto de consigna
instantáneo, y el tiempo restante del segmento en curso,
para poder controlar el correcto seguimiento de la curva
programada. El horno está construido con chapa de acero
inoxidable que, envolviendo la cámara de cocción, forma
una estructura autoportante caracterizada por su ligereza.
La cámara de cocción está construida con refractarios ais-
lantes de baja densidad y fibras cerámicas de gran estabi-
lidad térmica como segunda cara de fuego. Las resisten-
cias están fabricadas con hilos KANTAL A-1.
El ciclo de horneado ha consistido, para todos los casos,
en una subida térmica de 100 ºC, aproximadamente, por
cada hora. Se mantuvo la temperatura una hora cada 150
ºC, y tras alcanzar la temperatura requerida en cada caso,
ésta se mantuvo 4 horas. El enfriado se hizo según inercia
térmica decreciente en cada caso de deshidratación de la
mezcla, no abriéndose el horno hasta que hubieron trans-
currido 24 horas. De esta forma en el caso del material re-
fractario deshidratado a 150 ºC, se emplearon aproxima-
damente 2 horas para alcanzar la temperatura máxima y 5
horas más (4+1) en la temperatura requerida. El caso de
deshidratación a 550 ºC, empleó 14 horas en total, mien-
tras que el de 750 ºC utilizó 18 horas.
RESULTADOS, DISCUSIÓN Y CONCLUSIONES
Se presentan los resultados (tabla 1 y figura 3) obtenidos
tras el control mediante ultrasonidos del fraguado y en-
durecimiento de la mezcla refractaria, tanto en un pri-
mer amasado, como tras posteriores reutilizaciones, las
cuales fueron realizadas a tres temperaturas diferentes.
Un primer análisis de los mismos pone de manifiesto
que las mezclas refractarias recicladas modifican sus
comportamientos en todos los casos. Bajas reacciones
de tipo térmico sobre estos compuestos provocan que el
espesamiento de la masa refractaria fresca sea diferente,
por ello es conveniente puntualizar que la operatividad
de este tipo de recubrimientos será distinto al colarse en
el conjunto modelo perdido (cera-poliestireno)-molde
refractario, por el mero hecho de haber sido horneado.
Ello queda constatado observando los valores de la ta-
bla 1 y gráficos correspondientes en figura 3. De esta
forma el espesamiento y coagulación de la mezcla re-
fractaria inicial se produce a los cinco minutos de ser
amasada y colada, mientras que para el caso de las
mezclas recicladas (horneadas a 150, 550 y 750 ºC res-
pectivamente) el inicio del fraguado se ve retrasado a
medida que aumentamos la temperatura de reciclado,
concretamente a los catorce minutos, treinta y cinco mi-
nutos y veintiocho minutos desde el inicio del ensayo
respectivamente.
El caso de la mezcla deshidratada a 150 ºC, es muy si-
milar a la no sometida a horneado. Aunque el fraguado
se inicia a los 14 minutos los valores de velocidad de
transmisión de pulsos ultrasónicos indican que a los po-
cos minutos, treinta aproximadamente, el comporta-
miento es muy similar a la mezcla inicial. La compacta-
ción de los cristales de yeso es importante. Una hora
más tarde no hay prácticamente diferencias entre una
mezcla y otra, así como los valores finales, tras quince
días de endurecimiento. La actuación de un recubri-
miento refractario, en relación a su capacidad de com-
pactación y endurecimiento, reciclado a temperaturas
análogas a 150 ºC, sería en cualquier caso adecuada.
No obstante el proceso de reciclado a estas temperatu-
ras parece improbable, al menos para la técnica de fun-
dición a la cera perdida, la cual necesita rangos térmi-
cos mayores para la correcta evacuación e incineración
del modelo de cera.
Las mezclas B y C, deshidratadas a temperaturas mayores
(550 y 750 °C) provocan en ambos casos que la reacción
de empaquetamiento y fraguado sea mas lenta, como con-
secuencia de la mayor deshidratación del aglomerante
gipsoso, el cual pierde la práctica totalidad de las molécu-
las de agua presentes en el compuesto de partida
19FUNDIDORES. FEBRERO 2008
Figura 2. Esquema utilizado en la medición de propiedades acústicas
en mezclas plástico-endurecibles con propiedades refractarias. A
(unidad central de generación de ondas ultrasónicas, recepción y
transformación de la señal marca TICO). B-C (transductores
acoplados al recipiente contenedor de la mezcla. La flecha indica el
teórico movimiento de las ondas). D. (recipiente plástico desechado
tras cada ciclo de endurecimiento de mezclas refractarias).
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 19

(SO4Ca·2H2O). Debido a esto la velocidad de hidrólisis y
empaquetamiento es menor, no obstante los productos
gipsosos resultantes presentan una mayor resistencia me-
cánica. En el caso de las mezclas B-C, el inicio del fra-
guado se produce alrededor de los 30 minutos. Incluso en
la mezcla B, este inicio es aun más lento.
Atendiendo a los valores de velocidad de transmisión de
pulsos ultrasónicos registrados en las distintas muestras,
podemos asumir que aquellos que son más altos, sus mo-
léculas deben presentar un mayor empaquetamiento y
proximidad y, consecuentemente mayor resistencia mecá-
nica. Es el caso de la muestra C, los valores finales de
transmisión son más elevados debido a características pro-
pias del yeso anhidro, puesto que la temperatura de tra-
bajo ha generado una mayor deshidratación. En conse-
cuencia su resistencia mecánica es la mayor de todas. La
muestra C, junto a la mezcla A y la mezcla inicial presen-
tan dinámicas de fraguado análogas lo que implica que
sus condiciones de manejo y trabajabilidad son parecidas.
Transcurridas seis horas desde el inicio del fraguado de las
mezclas los valores de transmisión son muy parecidos.
Este hecho no ocurre con la muestra B, la cual no alcanza
valores de resistencia mecánica óptimos hasta 2 días des-
pués del inicio del ensayo.
Finalmente se pueden subrayar varios aspectos en el apar-
tado conclusiones: la técnica de transmisión de pulsos ul-
trasónicos que aquí se presenta se muestra bastante útil en
la evaluación y catalogación de este tipo de materiales.
Técnicas no destructivas como esta muestran resultados
fiables y de rápida interpretación, por lo que sugerimos
continuar con estudios de este tipo, tanto en materiales si-
milares, como en otros que puedan participar en técnicas
de fundición.
En segundo lugar confirmamos la práctica ilimitada reci-
clabilidad de los recubrimientos refractarios de estas ca-
racterísticas (con aglomerantes gipsosos), siempre que pa-
sen por procesos térmicos de evacuación de modelos
mediante horneados. La reutilización de este tipo de re-
fractarios debe redundar en la mejora del medioambiente
así como en la disminución de los restos inorgánicos ver-
tidos. El almacenaje de este tipo de productos no debe
presentar problemas, si bien es cierto que la humedad am-
biente puede disminuir la capacidad de fraguado de la
mezcla y su manejabilidad. Por ello se recomienda el al-
macenamiento en lugares no expuestos a fuertes humeda-
des ambientales.
Se pone de manifiesto que cualquier mezcla refractaria
que haya sido horneada entre rangos térmicos de 550 a
750 °C, es perfectamente válida para su reciclado, aunque
nuestra recomendación se aproxima más a mezclas hor-
neadas a 550 ºC, siempre que las condiciones de evacua-
ción del modelo de cera queden aseguradas y no sea pre-
ciso un empaquetamiento y fraguado rápido de la masa
fresca. La disminución de la temperatura de horneado re-
portará, sin duda, beneficios de tipo económicos y am-
bientales.
20 FUNDIDORES. FEBRERO 2008
Mezcla inicial Mezclas recicladas(A) 150ºC (B) 550ºC (C) 750ºC
Min. m/s m/s m/s m/s
0 0,00 0,00 0,00 0,00
5 233,33 0,00 0,00 0,00
10 500,00 0,00 0,00 0,00
14 921,05 81,78 0,00 0,00
17 1206,90 141,13 0,00 0,00
24 1296,30 324,07 0,00 0,00
25 1372,55 729,17 0,00 0,00
28 1388,89 1228,07 0,00 104,79
30 1400,00 1328,78 0,00 312,50
35 1434,43 1387,79 64,81 729,17
1 hora 60 1470,59 1401,12 125,00 1106,89
120 1495,73 1446,28 324,07 1250,00
6 horas 360 1521,74 1495,73 875,00 1458,33
390 1524,39 1502,15 945,95 1470,59
480 1531,06 1521,74 1093,75 1494,45
1 día 1440 1562,50 1562,50 1373,63 1605,50
2880 1576,58 1570,92 1543,21 1665,08
4 días 5760 1590,91 1572,33 1573,74 1690,82
9360 1595,26 1576,58 1572,33 1700,68
15 días 21600 1590,91 1573,74 1573,85 1699,03
Tabla 1. Valores de transmisión de pulsos ultrasónicos de mezclas refractarias en función del tiempo. En sombra se han marcado
los tiempos de inicio de espesamiento y fraguado.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 20

Para casos donde las necesidades mecánicas sen mayo-
res se recomienda el reciclado-horneado a 750 ºC. Ade-
más de que existe constancia de la adecuada evacuación
e incineración del modelo perdido en cera con esta tem-
peratura, la nueva mezcla resultante presentará propie-
dades mecánicas muy importantes a consecuencia de las
propiedades del aglomerante anhidro. Por otra parte la
presencia de óxido de calcio (CaO) disociado a partir de
CaSO4 que se produce con estos rangos térmicos, favo-
rece el proceso de coagulación en los primeros momen-
tos (la presencia del óxido de calcio actúa como agente
activante de la mezcla), contrarrestando el retardo del
yeso anhidro y empaquetando más adecuadamente los
componentes del mortero refractario resultante, sin que
por ello se vea mermada, en exceso, la capacidad de
permeabilidad al vapor de agua del mortero refractario
endurecido.
AGRADECIMIENTOS
Este trabajo de investigación se enmarca dentro de las di-
rectrices de actuación del Proyecto de Investigación
MAT2006-0038, financiado por el MINISTERIO DE EDU-
CACIÓN Y CIENCIA-DIRECCIÓN GENERAL DE INVESTI-
GACIÓN, sin el cual no habría sido posible, así como del
Grupo de Investigación de la Junta de Andalucía HUM-
629.
REFERENCIAS
Durán Suárez, J.; Rodríguez Gordillo, J y Sorroche Cruz,
A. (2001). Reciclabilidad de compuestos refractarios. Pro-
puesta metodológica. Fundidores, nº 92. pp. 36-40).
Durán Suárez, J.; Sorroche Cruz, A. y Rodríguez Gordillo, J.
(1998). Comportamiento térmico de calcarenitas (areniscas
calcáreas bioclásticas) en fundición con modelo gasificable
(poliestireno expandido). Fundidores nº 63, pp. 31-37.
Krtolica, B y Crnkovic, B. (1979). Ultrasonic testing of
stone quality. 3rd. Int. Cong. on Deterioration and Preser-
vation of Stones. Venezia. pp. 219-225.
Rodríguez-Rey, A.; Briggs, G. A. D.; Field, T. A. y Mon-
toto, M. (1989). Acoustic microscopy of rocks. Journal of
Microscopy, 160. pp. 21-29.
Rossi-Manaresi, R. y Tucci, A. (1983). Ultrasonic test for
the evaluation of the effectiveness of sandstone consolida-
tion. Atti. 1ª Conferenza Internazionale. Le prove non dis-
trutive nella conservazione delle opere d´Arte. Roma.
III/11. p. 15.
Sorroche Cruz, A.; Durán Suárez, J. y Martínez Villa, A.
(1999). Riesgos para la salud durante la utilización de la
espuma de poliestireno en escultura como “modelo per-
dido”. Fundidores nº 74, pp. 26-32.
Servicio Lector 30 ■
21FUNDIDORES. FEBRERO 2008
(Mezcla inicial) (Mezcla A)
(Mezcla B) (Mezcla C)
Figura 3. Representación gráfica de la evolución del fraguado-endurecimiento de la mezcla refractaria chamota-yeso. Se muestran los incrementos
de velocidad (m/s) de transmisión de ultrasonidos en función del tiempo (raíz cuadrada de minutos). Gráfico superior izquierdo muestra el
comportamiento de la mezcla inicial. B. Comportamiento de la mezcla inicial, después de haber sido horneada a 150 ºC. C. Comportamiento de la
mezcla inicial, después de haber sido horneada a 550 ºC. D. Comportamiento de la mezcla inicial, después de haber sido horneada a 750 ºC. Los
gráficos muestran curvas muy similares en los casos mezcla inicial-B, mientras que en el resto hay diferencias significativas.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 21

La sociedad francesa Damrec, filial del grupo IMERYS -lí-
der mundial en la valorización de minerales- comercia-
liza en el mercado español una arena de moldeo y para
machos a base de andalucita.
Utilizada ya por numerosas fundiciones en Europa, esta
arena presenta un bajo coeficiente de dilatación lineal, lo
que en consecuencia permite eliminar los defectos produ-
cidos por la dilatación de la sílice y mejorar sensiblemente
el estado de la superficie de las piezas de fundición y
acero. Es compatible con la totalidad de los métodos de
fraguado químico y puede utilizarse para o en mezcla con
la sílice. Teniendo en cuenta sus características físicas y mi-
neralógicas, así como su excelente comportamiento refrac-
tario, esta arena es también utilizable como alternativa a la
arena de cromita en la mayor parte de los procesos de mol-
deo y preparación de machos.
Damrec produce esta arena en sus fábricas de Francia y
está disponible en las granulometrias AFS 50, 60 y 70 .
Servicio Lector 31 ■
22 FUNDIDORES. FEBRERO 2008
DAMREC COMERCIALIZA EN EL MERCADO ESPAÑOL UNA ARENA DEMOLDEO Y PARA MACHOS A BASE DE ANDALUCITA
Equipos Arenas recuperación/ cad cam aleaciones creacion ventas empleados
aditivos medio ambiente
ASHLAND X
CAVENAGHI x
COMETAL X
DAMREC x
DISA x
ESI X
EUROEQUIP x x
FOSECO X
HÜTTENES ALBERTUS x
HWS WAGNER SINTO X
IMF X
INDEFUNSA X
LAVIOSA x
LORAMENDI x
MAINFUSA X
NEDERMAN x
RAFFMETAL X
REZINCLAJE 99 X
SCOVAL Fondarc x x x 2006 1,2 7
SPACE x
SPIRO CTISOFT x
SPIROVAC x
TECNIVENT x
DOSSIER MOLDEO
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 22

Shot-peening: El proceso
El granallado de compresión (o shot-peening) es un pro-
cedimiento en frío ampliamente utilizado para aumen-
tar la resistencia de los componentes metálicos que es-
tán sometidos a fuerte fatiga como álabes de compresor,
ciertas piezas estructurales u otras piezas de transmi-
sión. Todas las piezas metálicas sometidas a fatiga cí-
clica próxima a su límite elástico mejoran en sus presta-
ciones y resistencia tras un granallado de compresión.
El principio del granallado conocido desde hace siglos
hoy es puesto en ejecución con procesos muy bien con-
trolados y programables. Se trata de proyectar abrasivos
(granalla metálica redonda, microesferas de vidrio o de
cerámica) sobre las piezas con una gran velocidad y se-
gún parámetros totalmente controlados utilizando ya
sea aire comprimido o la fuerza centrifuga liberada por
una turbina.
La tensión de compresión impide la formación de pe-queñas grietas
El procedimiento de granallado introduce una tensión
de compresión en la superficie de las piezas tratadas. La
tensión de compresión ayuda a la prevención de peque-
ñas grietas o estrías porque éstas no pueden propagarse
en un medio que ha sido pretensado por granallado.
La tensión de compresión se efectúa con el impacto de
cada bola que produce una pequeña impresión sobre la
superficie.
Si la superficie ha sido marcada bajo esta impresión, el
material ha sido comprimido.
Midiendo la eficacia
El granallado es a menudo utilizado para mejorar las
prestaciones de las piezas críticas y / o de seguridad. Por
ello es particularmente importante que la intensidad co-
rrecta de tensión haya sido aplicada. Esto es controlado
gracias a la prueba Almen normalizada.
La probeta Almen fabricada de acero con tolerancias es-
trictas en dureza y en planitud es granallada sobre una
23FUNDIDORES. FEBRERO 2008
SHOT-PEENING POR WHEELABRATOR GROUP: AUMENTAR LA RESISTENCIAA LA FATIGA, LA VIDA ÚTIL Y LAS PRESTACIONES DE LAS PIEZAS TRATADAS
Las piezas aeronáuticas granalladas ofrecen una mejor resistencia a la
fatiga y una vida útil más larga.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 23

sola cara. Los efectos de la compresión en superficie
crean una deformación de la probeta. El arco generado
es proporcional a la energía del tratamiento recibido y
es medido con la ayuda de un comparador Almen.
El valor de la altura de arco varía según la velocidad y la
masa de la granalla, es decir, por la energía producida
por la proyección y absorbida por la probeta. El método
de medida por difracción de un rayo X es un medio fia-
ble y preciso de medir el valor de la tensión de superfi-
cie y por tanto del efecto del granallado.
Obtenemos esta medida comparando el ángulo de refle-
xión con relación al de incidencia del rayo X sobre la
pieza. Esta variación depende del material y de la ten-
sión generada al desgaste.
Mejor coeficiente de fricción, menos corrosión, más re-sistencia al desgaste
Además de alargar la vida útil al aumentar la resistencia
a la fatiga, el procedimiento proporciona otras ventajas.
Rozamiento y arrastre - Las piezas que tienen una rela-
ción de movimiento entre ellas o en zonas de roza-
miento o de deslizamiento pueden tener una rotura
prematura debida a la transferencia microscópica de
materia de una sobre la otra. El estado de la superficie
después del granallado crea bolsillos de retención de
lubrificante, lo que reduce también las superficies de
contacto en las zonas de rozamiento o de fricción. El
granallado tiene también un efecto de martilleo que en-
durece la superficie y le ayuda a resistir mejor al des-
gaste. Estas características combinadas permiten dar a
sus piezas una mejor dureza, una resistencia más
grande a los microarrastres y en consecuencia una efi-
cacia más grande.
Aplicaciones típicas
Los beneficios del granallado han sido probados mu-
chas veces, también sobre piezas que tienen que apor-
tar un alto rendimiento en períodos cortos como las de
motores de coche de carreras o bien sobre piezas críti-
cas o de seguridad con tiempos más largos de vida útil
como piezas de motor de aviones o estructurales.
La elección del proceso es esencial
La elección del procedimiento de granallado por aire
comprimido o con turbinas es muy importante cuando
se deben desarrollar nuevas piezas. Esta elección es
compleja. Numerosos parámetros deben ser tomados
en consideración tales como la medida de las piezas,
su forma, su dureza, su materia y el proceso global de
fabricación. La geometría de las piezas es también im-
portante. Por ejemplo, si el radio es más pequeño que
la proyección de la granalla, la zona no será tratada.
Contornos afilados, agujeros ciegos, zonas escondidas
son elementos que hay que tomar en consideración
para tener una cobertura perfecta y evitar dañar las
piezas.
Granallado de conformado
El granallado de conformado es una variante del grana-
llado de compresión. La forma de las alas de los aviones
por la presión o repliegue pueden introducir tensiones
responsables de la propagación de pequeñas grietas.
Dado que el shot-peening aporta una tensión de com-
presión, es posible conformar componentes finos como
alas de avión, simplemente utilizando la técnica de gra-
nallado..Esta solución permite obtener componentes con
la correcta forma que además tienen la compresión in-
herente en ambas caras que previene la iniciación de pe-
queñas grietas.
Corregir las deformaciones sin comprometer la calidado eficiencia.
De la misma manera que es posible perfilar las piezas
con el granallado, también es posible corregir deforma-
ciones sin generar tensiones no deseadas. Piezas meca-
nizadas de material sólido y fina sección (por ejemplo
secciones de la estructura del ala de algunos aviones)
son especialmente susceptibles de deformación, por
muy buena que sea la calidad de la fabricación. Es posi-
ble corregir o aplanar de forma precisa generando ten-
siones de compresión que compensan las tensiones que
originalmente provocarían deformación.
Wheelabrator Group lanza una nueva generación demáquinas de shot peening (granallado de compresión)para el tratamiento de discos de reactores.
El Centro Tecnológico de Wheelabrator Group de Charle-
ville (Francia), está especializado en el desarrollo y fabri-
cación de máquinas de shot-peening y de chorreado por
aire comprimido para las industrias aeronáutica y espa-
cial. La gama, principalmente de máquinas CNC y siste-
mas robotizados, ofrece soluciones innovadoras y de gran
éxito para los distintos tratamientos de la superficie reque-
24 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 24

ridos en la fabricación y mantenimiento de los com-
ponentes aeronáuticos (piezas de motor, tren de ate-
rrizaje, elementos estructurales y paneles de alas).
La nueva máquina de peening Sisson Lehmann MP
1800, desarrollada en estrecha colaboración con
los OEM del sector aeronáutico, está destinada al
shot-peening de los discos de reactores de motores
a reacción. La operación, que garantiza la alta cali-
dad de las piezas, consiste en introducir elevadas
tensiones de compresión en la superficie de los
componentes mediante un chorreado de alta inten-
sidad, para aumentar la resistencia a la fatiga.
Nueve ejes sincronizados de precisión facilitan el
tratamiento simultáneo de las superficies internas y
externas de los rotores de los motores a reacción.
La instalación consiste en un robot poliarticulado
de seis ejes que maneja cuatro boquillas de chorre-
ado y un regulador de dos ejes equipado con una
boquilla de peening y una precisa mesa giratoria
numérica.
Dos generadores de presión automáticos expulsan
el material, del que continuamente se calibran el
tamaño y la forma. Para garantizar este proceso, to-
das las boquillas de alimentación incluyen un con-
junto de dispositivos de alta precisión para regular
el flujo de chorreado y la presión del aire, así como
para medir el flujo de aire. Además de estos siste-
mas, una unidad de control integrada calibra auto-
máticamente el flujo de las boquillas con una pre-
cisión constante.
La programación de las trayectorias del robot se re-
aliza en desconexión, con diseños CAD en 3D de
los componentes y del robot. Este método optimiza
los tiempos de inmovilización de la máquina y ga-
rantiza su precisión. La programación de la má-
quina ha sido desarrollada especialmente para su
aplicación y hace que su funcionamiento sea flexi-
ble mediante robots especializados. Todo el sis-
tema está controlado por una estación de supervi-
sión (PC) de fácil manejo, lo que garantiza el
funcionamiento de las funciones de pilotaje y la
asistencia técnica. Asimismo, la estación revisa el
proceso permanentemente: registro de las accio-
nes, seguimiento del procedimiento, estadísticas de
estabilidad, informe de calidad y seguimiento de la
producción.
Tras 12 meses de producción, esta máquina ha pa-
sado con éxito el programa de calificación más exi-
gente, y ha entrado a formar parte de la prestigiosa
serie Sisson Lehmann MP de Wheelabrator Group
(Machine de Précontrainte).
Servicio Lector 32 ■
FUNDIDORES. FEBRERO 2008
Rogamos tomen nota de nuestra suscripciónpara el 2007 a la revista MOLDES
Nombre ..............................................................................Empresa .............................................................................Dirección ............................................................................................................... código postal ................................
■■ Adjunto cheque de euros (IVA incluido)
....................................................(Firma y sello)
Enviar a MOLDES - Hermosilla, 38, 1º B - 28001 MADRID
LA REVISTA DIRIGIDA A LOS FABRICANTESDE MOLDES
UNA REVISTA INDISPENSABLE
Como única revista en idioma castellano dedicadaen exclusiva a los Moldes, Modelos y Matrices,MOLDES está abierta a todas las empresas y Aso-ciaciones del Sector.
MOLDES trata la actualidad de las técnicas y delos mercados de los moldes. La revista comienzacon una sección de información especializada so-bre las novedades técnicas y los últimos proce-sos que se desarrollan en el mercado. Despuéshay una sección dedicada a presentar los mediosde producción y a continuación se publican artí-culos técnicos de las dinámicas compañías co-merciales y artículos de alto nivel procedentesde los profesionales de los moldes y de los cen-tros de I+D del sector.
Con una tirada cubriendo todo el sector, se publi-can las informaciones más novedosas y los artícu-los de más actualidad.
Es una revista dinámica, abierta a todos los profe-sionales del sector y donde su empresa tiene su lu-gar.
Todas las demás informaciones (suscripciones, pu-blicidad, temarios…) en internet:
www.metalspain.com
Precio de suscripción a MOLDES para el año 2008 (IVA incluido):Un año España: 102 euros. Europa: 129 euros.
Países de Latinoamérica: 133 US $.
Hermosilla, 38, 1º B - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 25

26 FUNDIDORES. FEBRERO 2008
GRANALLADORAS
Granalladoras Equipos para Habitaciones (tapiz, gacho, Granallas récuperación de chorreado otros
en continuo ...) de granallas
ABRASIVOS Y MAQUINARIA X
CONIEX X
EUROEQUIP X
GRANALLATECNIC
MAINORTE X
NEDERMAN x
OMSG X
POMETON X
RAMON PASCUAL -W ABRASIVES x
ROSLER X
TALLERES ALJU X
TALLERES FABIO MURGA X
WHEELABRATOR X
Servicio Lector 33 ■
AIR LIQUIDE X
CARBUROS METALICOS X
CONIEX X
DEGUISA X X
ECLIPSE X 1995 7 46
EKW X
EUROEQUIP X X X x carros de 1974 21
carga y
campanas de
aspiracion
FLEISCHMANN X
INSERTEC X X X X
INTERBIL X X X X X
KANTHAL x
KROMSCHROEDER, S.A. X
MARINATEXTIL VESTUARIO
PRAXAIR X
PRECIMETER X
RAFFMETAL X
SAG x Aluminium 1992 160 105
SPIRO CTISOFT x
TALLERES DE PLENCIA X
FUSI
ON
MA
NTE
NIM
IEN
TO
FUSI
ON
-M
AN
TEN
IMIE
NTO
QU
EMA
DO
RES
RES
ISTE
NC
IAS
REF
RA
CTA
RIO
S
GA
SES
IND
UST
RIA
LES
MED
ICIO
N
MED
IO
AM
BIE
NTE
ALE
AC
ION
ES
OTR
OS
CR
EAC
ION
VEN
TAS
EMPL
EAD
OS
DOSSIER HORNOS
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 26

27FUNDIDORES. FEBRERO 2008
HORNO DOSIFICADOR KROWNMATIC
Características
• Última tecnología en dosificación de aluminio.
• Mantenimiento de Aluminio sin crisol.
• Calentamiento mediante resistencias eléctricas de
Carburo de Silicio.
• Sistema electrónico de dosificación.
• Carcasa acero carbono aislada térmicamente.
• Revestimiento de cemento refractario.
• Limpieza regular por la puerta.
• Dosificación durante carga de Al.
• Carcasa acero carbono aislada térmicamente.
Sistema electrónico para operaciones de inyección:
• Regulación de dosificación entre 0,2 kg – 100 kg.
• Precauciones de seguridad señalización de distorsio-
nes.
• Configuración de interfase indicación del nivel de lle-
nado.
• Programa puesta en marcha protección de datos al-
macenados.
• Teclado de operación y control por pantalla táctil.
• Software y hardware monitorización de Tª de
caldo”demasiado alta”/” demasiado baja”.
Servicio Lector 34 ■
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 27

Sea por presiones legales sea por iniciativas ciudadanas,
hoy en día las empresas están obligadas a poner en mar-
cha auténticas políticas medioambientales en lo que se
refiere a la gestión de residuos que producen o manipu-
lan a lo largo de sus procesos industriales. Para respon-
der a esta creciente preocupación, la entidad GOU-
BARD presenta una amplia gama de volquetes para
carretilla elevadora adaptada al conjunto de las necesi-
dades de separación selectiva y manutención de resi-
duos industriales.
Una variada gama estándar fabricada a medida
La empresa GOUBARD ofrece una extensa gama de vol-
quetes y cangilones enriquecida con accesorios destina-
dos a la manutención de residuos prensibles mediante
las horquillas de una carretilla elevadora. Sus materiales
se adaptan a todo tipo de carretillas y pueden contener
cualquier clase de residuos (cartón, papel, metales, ma-
dera, plásticos, embalajes, etc.). Dicha gama incluye asi-
mismo versiones más robustas para cargas pesadas tales
como grava, arena, metales pesados y otras.
El departamento de proyectos de esta empresa ha desa-
rrollado varios modelos estándar con capacidades que
oscilan entre los 200 y los 5 000 litros. Además, para su
mejor maniobrabilidad pueden disponer de ruedas.
GOUBARD también fabrica volquetes a medida que res-
ponden a las exigencias técnicas específicas de sus clien-
tes: volquetes de acero inoxidable, de basculamiento hi-
dráulico, con rejilla, con ruedas hinchables, chasis
multi-volquetes, etc... Para cada una de estas aplicacio-
nes, se emplean materiales novedosos y perennes que
aúnan economía, productividad y tecnicidad.
Además, propone una amplia paleta de colores para la
identificación de cada uno de sus productos en función,
por ejemplo, del tipo de residuos o de su lugar de utili-
zación.
Seguridad, ahorro de tiempo y colores adaptados al me-dioambiente
Conforme a las exigencias de seguridad, sanidad y pro-
tección del medioambiente de la directiva europea
nº98/37/CE del 22 de junio de 1998, los materiales
GOUBARD ofrecen un máximo de seguridad de mani-
pulación y un ahorro de tiempo significativo: la evacua-
ción y el vaciado se llevan a cabo sin riesgo alguno para
el usuario, desde el puesto de conducción (sin tener que
realizar acrobacia peligrosa alguna), o por acciona-
miento automático.
Presencia en España a través de una red de distribución
Para estar más cerca de sus clientes españoles y poder
prestarles un servicio de proximidad que integra aten-
ción al cliente, productos y entrega en condiciones muy
ventajosas, la empresa GOUBARD ha establecido una
red de distribuidores ubicados en Barcelona, Madrid, Za-
ragoza, Orense, Alicante, Valencia y Bilbao.
Servicio Lector 35 ■
28 FUNDIDORES. FEBRERO 2008
GOUBARD: NOVEDOSOS VOLQUETES BASCULANTES PARA LAMANUTENCIÓN, EL ALMACENAJE Y EL RECICLAJE DE RESIDUOS
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 28

29FUNDIDORES. FEBRERO 2008
MÁQUINAS CÁMARA FRÍA
BETA Die Casting Equipment
TONS MANUFACTURER REF. No. YEAR BTW. BARS
135 TOSHIBA (auto) 3522 1997 17.3” x 17.3”
135 TOSHIBA (semi auto) 3496 1994 17.3” x 17.3”
135 TOSHIBA (semi auto) 3498 1994 7.3” x 17.3”
250 HPM 3467 1998 19” x 19”
250 TOSHIBA 3499 1981 20.5” x 20.5”
315 FRECH (semi auto) 3321 1993 21.7” x 21.7”
320 TOSHIBA 3442 84/85 22” x 22”
350 UBE (semi auto) 3360 1989 22.8” x 22.8”
350 TOSHIBA (auto) 3501 1996 25.6” x 25.6”
350 TOSHIBA (auto) 3523 1994 25.6” x 25.6”
350 TOSHIBA (auto) 3524 1996 25.6” x 25.6”
400 HPM (semi auto) 3468 1997 24” x 24”
400 HPM (semi auto) 3469 1996 24” x 24”
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 29

TONS MANUFACTURER REF. No. YEAR BTW. BARS
400 HPM 3470 2007 24” x 24”
400 HPM 3489 1973 24” x 24”
460 BUHLER 3490 1990 25” x 25”
460 BUHLER 3491 1991 25” x 25”
460 BUHLER 3542 1988 25” x 25”
500 UBE (semi auto) 3340 1988 26” x 26”
500 TOSHIBA 3326 1984 26” x 26”
500 TOSHIBA 3341 1984 26” x 26”
600 HPM 3460 1980’s 29” x 29”
600 PRINCE 3461 1989 29.5” x 29.5”
600 PRINCE 3471 1994 29.5” x 29.5”
630 UBE (auto) 3370 1985 31” x 31”
630 UBE (semi auto) 3384 1985 31” x 31”
650 TOSHIBA 3327 1978 29.5” x 29.5”
650 TOSHIBA (semi auto) 3493 1999 29.5” x 29.5”
725 BUHLER 3543 1987 28” x 31”
725 BUHLER 3544 1 988 28” x 31”
725 BUHLER 3545 1988 28” x 31”
800 TOSHIBA (semi auto) 3494 1999 36.6” x 36.6
800 TOSHIBA (semi auto) 3495 1999 36.6” x 36.6”
800 TOSHIBA (auto) 3497 1996 36.6” x 36.6”
800 TOSHIBA (auto) 3500 1996 36.6” x 36.6”
800 TOSHIBA (semi auto) 3502 1992 36.6” x 36.6”
800 HPM 3275 1998 34” x 34”
800 KUX 3145 1993 33” x 33”
850 KUX 3505 1978 33” x 33”
850 KUX 3492 2002 33” x 33”
900 UBE 3458 2003 37” x 37”
925 BUHLER 3546 1987 35.4” x 35.4”
925 BUHLER 3573 1998 35.4” x 35.4”
30 FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 30

TONS MANUFACTURER REF. No. YEAR BTW. BARS
1000 B&T 3277 2003 45” x 45”
1100 ITALPRESSE 3438 1986 37.2” x 37.2”
1200 BUHLER 3570 1995 43.3” x 43.3”
1300 IDRA 3574 1997 40.1” x 40.1”
1400 BUHLER 3571 1996
1600 HPM 3575 1997
1750 IDRA 3576 1997 45.3” x 45.3”
1750 IDRA 3579 1997 45.3” x 45.3”
1750 IDRA 3580 1998 45.3” x 45.3”
1800 BUHLER 3577 2003
2200 BUHLER 3578 2001
2500 TOSHIBA (semi auto) 3367 1994 59 x 57”
200 HPM 3423 1985 18” x 22”
320 TOSHIBA 3324 1975 22” x 22”
320 TOSHIBA 3441 84/85 22” x 22”
275 BUHLER 3339 1980 21.7” x 21.7”
2500 BUHLER 3170 1997 63” x 63”
650 TOSHIBA 3274 1983 29.5” x 29.5”
250 ITALPRESSE (full cell) 3254 1988 21.3” x 21.3”
320 TOSHIBA 3322 1975 22” x 22”
320 TOSHIBA 3323 1980 22” x 22”
400 HPM 3264 1989 24” x 24”
400 HPM (partial cell) 3271 1986 24” x 24”
400 HPM (full cell) 3272 1986 24” x 24”
400 HPM 3369 1990 24” x 24”
400 HPM 3432 1995 24” x 24”
460 BUHLER 3347 1988 25” x 25”
460 BUHLER 3348 1988 25” x 25”
600 HPM 3433 1994 29” x 29”
600 PRINCE 3368 1988 26” x 26”
Servicio Lector 36
31FUNDIDORES. FEBRERO 2008
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 31

32 FUNDIDORES. FEBRERO 2008
CAMARA CAMARA HORNOS ROBOTS LUBRIFICANTES CAD CAM CREACION VENTAS EMPLEADOS
CALIENTE FIA
ACHESON x
BARALDI X X 1978 3,2 15
Beta Die Casting
Equipment x x x x 1992 4 10
BUHLER x x
COMERCIAL ONES X
CONIEX X X
ESI x
FRECH X X
ITALPRESSE x x
JMG x x
URPE x x
FUNDICION A PRESION
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 32

33FUNDIDORES. FEBRERO 2008
VARIOSVALORACION DE ARENAS
DE MOLDEOEmpresa cerámica riojana valoriza arenas
de fundición durante todo el año SIN COSTOpara las empresas fundidoras.
Carretera N-232, km. 423 - 26360 Fuenmayor (La Rioja) - EspañaTeléfono: +34 941 45 05 05 - Fax: +34 941 45 00 63
e-mail: [email protected] 75
SE VENDEHorno de cinta de calentamiento
eléctrico para revenidos.Características:
• Cinta de 860 mm ancho x 7.900 mm largo.• Temperatura máxima, 750 ºC.• 142 kW de potencia instalada.• 2 zonas de control.• 2 ventiladores de recirculación.
Teléfono de contacto: 607 496 107 78
SE VENDENADER CFH-80M
10.000 eurosInteresados:
Tel.: 916 470 300 - Fax: 916 471 29280
SE VENDEGENERADOR
A GASOIL CON UNA POTENCIA DE 725 KVA.CON DEPOSITO DE 1.000 L Y BOMBA
PARA EL DEPOSITO AUX. (DISPONEMOSDE DEPOSITO DE 6.000 L CON MEDIDOR).
PRECIO A CONVENIRInteresados llamar al Tel.: 938 445 890Preguntar por Claudio o Manel 81
SE VENDEHORNO T4
De cementación, carbonitruración y temple.Calefacción eléctrica y gas natural.
3 cestas 600 x 900 x 450y 3 cestas de 750 x 1.150 x 550.
Cuadro de control autómata.Tel.: 935 801 237Fax: 935 802 961 82
SE VENDE• TRES MAQUINAS DE CASCADA (SHELL MOULDING)
FOUNDRY DE 506 X 368 AÑO 2002.• ASPIRACION MOYVEN; CAUDAL 25.000 METROS CUB.;
55 KW; AÑO 2003.
Tf. 943 820 300 - Fax 943 701 458e-mail [email protected]
89
SE VENDEFRESADORA PORTICO CNC
SEMINUEVA AÑO 2004(PRECIO MUY INTERESANTE)
Telf.: 965 560 [email protected]
88
SE VENDE– Se vende bombo vibrador de 1,5 m de
diámetro “Oxi-metal”.Teléfono de contacto: 965 554 311
90
SE VENDE– PRENSA HIDRAULICA LOIRE 110 T.– PRENSA HIDRAULICA BLANCH 160 T.– PRENSA ESCENTRICAS CON EMBRAGUE NEUMATICO:
XTS 160 T, RUSA 100 T, RUSA 40 T Y ESNA 90 T.– TORNOS MATRICERIA: PINACHO 260 Y PINACHO A.74.
Y MAS MAQUINAS PEQUEÑAS.
Tel.: 961 200 600D. Juan Castilla
92
Solicito contactar con proveedor (es) de catalizado-res industriales para uso en generadores endotérmicos deatmósferas para hornos de tratamientos térmicos.Mi correo es: [email protected],
Fernando Franco A.Universidad del Valle
Cali, Colombia, America del Sur 1
SE VENDESE VENDEHorno de inducción de 16 Tm 1.500 kW.
Marca: Guinea Hermanos.Modelo: FNC-53F15.
Con cestón de carga y polipasto 8 tm.Funcionando en perfecto estado.
Telf.: 924 554 6112
SE VENDE3 Hornos basculantes de crisol
3 Cintas lingoteras1 Horno Castel
1 Horno para pruebas1 Espectómetro ESPECTROLAB F (base cobre
para latón y bronce)Teléf.: 651 854 890 3
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 33

34 FUNDIDORES. FEBRERO 2008
VARIOSSE VENDE
1. Línea Contínua 800 kg/hPara normalizado y recocido
2. Línea Contínua 1000 kg/hPara temple y revenido
Tel.: 650 714 8004
SE VENDEN2 HORNOS DE INDUCCIÓN A.B.B. FS 40
Y SISTEMA DE CARGA KÜTTNER
Año 2004Capacidad 4.000 Kg.
Potencia 3.300 kW. Twin-Power. 250Hz.
Teléfono de contacto: 669 89 01 93 5
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse SC 550 con CAM 2MMUY BUEN ESTADO. Año 1999. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com 6
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Colosio PFO 500MUY BUEN ESTADO. Año 1998. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com7
SE VENDEMÁQUINA INYECCIÓN CAMARA FRIA
Marca: Italpresse IP 700MUY BUEN ESTADO. Año 1989. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto:Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com8
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse M500MUY BUEN ESTADO. Compl. revisada 2006. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com9
SE VENDE EMPRESASE VENDE EMPRESAEmpresa portuguesa proveedora de materiales y productos para el tratamiento de superficies
(galvanotécnia), en plena actividad, cede parte o totalidad de su capital.
Asunto serio y confidencial. Interesados enviar e-mail: [email protected]
Telf. (00351) 91 420 28 00 10
SE VENDESE VENDECARRUSEL MARCA AZPI DE 61 PLACAS
DE 1,20 X 80 cm.MÁQUINAS DE MOLDEO – GRANALLADORA
MOLINO PREPARACIÓN DE ARENASDESMOLDEADORA
Teléfono de contacto: 605 986 76811
SSSS EEEE VVVV EEEE NNNN DDDD EEEEHorno de Tratamientos DUM
Modelo 1000C/AAET, con tres carros.Disponile de cuadro eléctrico con control
de programa de temperatura y seguimiento de curva de calentamiento.
Teléfono de contacto 696 985 381Contacto: Eduardo Cores
12
SE VENDAHorno de Inducción de Frecuencia en Red con cuba de 4TM y potencia de 500 Kw.
Teléfono de contacto:
94225029613
SE VENDESE VENDE100 Contenedores metálicos usados de 800x500x400 mm. Repuestos máquina inyección aluminio Idra OL 560:
4 Pistones diámetro 60 mm. 6 Pistones diámetro 60 mm. Cobre-berilio 2 Pistones diámetro 90 mm. 5 Pistones diámetro 90 mm. Cobre-berilio 3 Contenedores diámetro 60 mm. 1 Contenedor diámetro 90 mm. Tel. 943 199 290 – Fax 943 199 434
14
SE VENDEREPUESTOS MAQUINA INYECCION ZAMAK BUHLER 250:
6 Boquillas para gas 5 Boquillas puntera cono 3 Columnas diámetro 100 mm. 5 Columnas sujeción cuello cisne 1 Crisol 2 Cuellos cisne-sifón diámetro 70 mm.3 Mangos pistón 2 Tuercas columna diámetro 100 mm.Tel943 199 290 – Fax 943 199 434 15
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 34

35FUNDIDORES. FEBRERO 2008
EMPLEOFabricante de maquinaria para el tratamiento de superficies
BUSCA REPRESENTANTEpara la zona centro, Madrid y provincias limítrofes
Interesados llamar al:944 920 111 (Javier Pérez)
E-46
MARBO DESMOLDEANTES Y LUBRICANTES
POR IMPORTANTE EXPANSIÓN DE MERCADO, NECESITAMOS INCORPORAR
AGENTES Y/O DISTRIBUIDORESEN DISTINTAS ZONAS. PREFERENTEMENTE “ZONA NORTE”
INTERESADOS ENVIAR DATOS A: MARBO HISPANA SL,FAX +34932043554 o e-mail: [email protected]
www.gruppomarbo.com E-59
EMPRESA DEDICADA AL DESARROLLODE PRODUCTOS PLÁSTICOS NECESITA
AGENTES COMERCIALES POR REGIONES.
INTERESADOS CONTACTAR:
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Importante Empresa de Fabricación y Comercialización deequipos y productos para la Fundición de Aluminio precisaal mejor Comercial, a tiempo completo, con residencia enel País Vasco, para desarrollar funciones Técnicas-Comer-ciales. Imprescindible dedicación completa, dominio de in-glés, conocimientos básicos. Valorable dominio de ale-mán, Ingeniería Técnica…
SSSS EEEE BBBB UUUU SSSS CCCC AAAA NNNNDELEGADOS COMERCIALES ZONAS
CATALUÑA Y MADRID CENTRO-NORTESUNTEC MAQUINARIA TECNICA, S.L.Avda. de Castilla, 32 Nave 52
28830 San Fernando de Henares -MadridTef. 91-677 7734 Fax 91-677 8890
E-62
COMERCIALZONA MADRID
Empresa que comercializa productos para la fundiciónbusca representante para la zona centro que visite con
regularidad las fundiciones.Teléfono de contacto: 679 397 869
E-61
Empresa especializada en fabricación de MOLDES para inyección de Plásticos ubicada en Guipúzcoa
Solicita FRESADOR CNCSe valorará:
* Experiencia y conocimiento de moldes* Experiencia en Fresado CNC
* Experiencia en Mecanizado de Alta VelocidadInteresados enviar por FAX Curriculum y fotografía reciente
a la atención del GerenteNúmero de fax: 943 786 234 E-63
EMPRESA ITALIANA, LIDER EN LA PRODUCCIÓN DERESINAS FURANICAS, RESINAS CAJA FRÍA Y PINTURAS
PARA FUNDICIONES HIERRO/ACERO BUSCA:
AGENTE - TÉCNICO COMERCIAL
PARA LA ZONA DEL PAÍS VASCOINTERESADOS ENVIAR CURRÍCULUM A:
E-1
SSSS EEEE BBBB UUUU SSSS CCCC AAAACOMERCIAL ZONA NORTE
• Empresa Internacional dedicada a la fabricaciónde maquinaria de Fundición.
• Busca representante para la zona norte que visiteperiódicamente las fundiciones.
Teléfono de contacto: 677 47 59 05E-64
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 35

GUIA
HORNOSINDUSTRIALEStalleres de plencia, s.l.
C/ Olabide, nº 17 • 48600 Sopelana • Vizcaya (España)Telfs.: +34 94 676 68 82 - +34 94 676 68 95 • Fax: +34 94 676 69 12
www.hornos-tp.com • [email protected]
REZINCLAJE 99, S.L.Se compra y se transforma todo tipo de residuos de zamak –5–:
Espumas, bebederos, piezas, virutas secas, etc.
Gestor Autorizado de Residuos no Peligrosos:145/V/RPN/CV
Teléfono: 96 141 09 36 - Fax: 96 141 16 07Móvi l : 657 840 092
E-mail: [email protected]
CERTIFICADO ISO 9001Nº REC 514/2005
● Para tratamientos térmicos.● Fusión de aluminio y sus alea-
ciones.● Filtros para aluminio. Colada
intermitente.● Automáticos y de cinta sin-fín.
● Secado y polimerización conrenovación gradual de aire.
● Adaptación de instalaciones anuevas fuentes de energía.
● Aplicaciones termo-eléctricas.● Cerámica.
MAQUINARIA DE PRODUCCIÓN EUROPEA S.L.
Pol. Ind. Can Ribó - Isidre Nonell, 5 - 08911 Badalona (Barcelona)Tel (34) 93 464 01 78 - Fax (34) 93 389 46 48
http: // www.mpe.es - e.mail: [email protected]
36 FUNDIDORES. FEBRERO 2008
Gama ALNAT: gases, atmósferas, procedimientos yservicios para mejorar la calidad y productividad
en procesos de tratamiento térmicos, sinterizado, sol-dadura en horno y galvanizado
Tel.: 91 502 93 00 - Fax: 91 502 93 30AIR LIQUIDE
www.airliquide.es
AIR L IQUIDE
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:56 Página 36

37FUNDIDORES. FEBRERO 2008
GUIA
Central:P.I. Riera de Caldes, C/La Forja, nave 2 • 08184 Palau-Solità i Plegamans (Barcelona)Tel.: 93-864.84.89 • Fax: 93-864.91.32 • www.coniex.com • [email protected]
– Inyectoras cámara caliente y fría. Hornos, Equipos de Vacío, Atemperadores, Prensas, Células robotiza-das y fungibles.
– Maquinaria, productos y procesos para el Tratamiento de superficies por:• VIBRACION.• GRANALLADO y CHORREADO.• LAVADO y DESENGRASE industrial.
– Depuración de aguas de Vibración.– Maquinaria y productos para prototipaje por BAJA FUSION en moldes de caucho.
NUESTROS TÉCNICOS Y LABORATORIO DE APLICACIONES QUEDAN A SU DISPOSICIÓN
Gabiria 2, 1º N - 20305 IRUNTel.: 943 631 339 - Fax: 943 631 [email protected] - www.sefatec.net
Un referente europeo para el sector de fundiciónSoluciones en ingeniería para el sector de fundición
✓ Auditorias, Diagnósticos y Planes DirectoresIndustriales.
✓ Planes de inversiones y Estudios de Factibilidad.✓ Elaboración de Anteproyectos.✓ Ejecución de Proyectos. ✓ Especificaciones Técnicas para Consulta de
Proveedores y Subcontratistas:– Fabricantes de equipos.– Empresas de Obra civil (fluidos, energías,
tratamientos de emisiones, etc.).
✓ Selección de Proveedores y Subcontratistas.✓ Consultas y Análisis de Ofertas y Pedidos.✓ Recepción de Equipos e Instalaciones.✓ Seguimiento de Obra civil. ✓ Dirección del Montaje y Seguimiento de la
Puesta en Producción.✓ Seguimiento del Funcionamiento de las Ins-
talaciones durante el periodo de Garantía.
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:57 Página 37

38 FUNDIDORES. FEBRERO 2008
GUIA
Espectrómetros de ChispaAnalizadores de C/S, O/N, e H
Más información incluyendo ICP,GDOES, XGT, SLFA en
nuestra Web en castellano en
www.jobinyvon.com/spainC/ Francisco Silvela, 56 D - 28028 MADRID
Tel.: 917 241 657 – Fax: 917 241 373
www.kanthal.com
KANTHALSANDVIK ESPAÑOLA [email protected]
INGENIERIA Y MATERIALESPARA HORNOS INDUSTRIALES
• Resistencias eléctricas hasta 2.000° C.• Sistemas de combustión Autorrecuperadores a gas de Bajo Nox.• Refractarios y aislantes de Fibra.• Transformaciones de hornos.• Asesoramiento técnico.• Análisis y simulaciones de procesos térmicos.
ofic. Barcelona ofic. Bilbao Ofic. Madrid(Zona Este): (Zona Norte): (Zona Centro/Oeste/Portugal)
c/ Verneda, s/n - Pol. Ind. Roca c/ Simón Bolivar, 27. Dpto. 29 Avda. de San Pablo, 36 08107 MARTORELLES (Barcelona) 48013 BILBAO 28820 Coslada (Madrid) Telf.: 935 717 540 - 935 717 500 Telf.: 944 278 673 Tel.916605177
Fax: 935 717 586 Fax: 944 278 817 Fax.916605176
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:57 Página 38

39FUNDIDORES. FEBRERO 2008
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAINTel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]
Materiales Refractarios y ServiciosGrupo especialista en aplicación de Revestimientos Refractarios.Altamente especializado en cubrir las necesidades de la fundición.Refractarios y Aislamientos para Hierro, Acero, Aluminio, Cobre, Latón, Zinc…
E-mail: [email protected] / WWW: ekw-feuerfest.de
Representado en España y Portugalpor: o contacte:Refracast. S.L. Rainer Proff, Euro Ing.Rodríguez Arias, 23 - 4" Avda. Mirador de Salou 6648011 Bilbao 43840 Salou / TarragonaTel.: 94 470 1964 Tel. y Fax: 977 37 05 80Fax: 94 470 0932 e-mail:[email protected]
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:57 Página 39

40 FUNDIDORES. FEBRERO 2008
GUIA INDICE DE ANUNCIANTES
Pág.
BETA.............................................................. 3
BADIA............................................................ 39
DEGUISA ....................................................... 39
MAQUITET..................................................... CONTRAP. 4
ENTESIS ........................................................ 11
EURO-EQUIP ................................................. 39
EUROGUSS ................................................... 15
FLEISCHMANN IBERICA................................ 39
ILARDUYA ..................................................... PORTADA
DERYS MOLOCHITE...................................... 7
METEF EDIMET ............................................. CONTRAP. 2
REZINCLAJE 99............................................. 38
ROSLER ........................................................ 38
SCOVAL FONDARC........................................ 5
SEFATEC........................................................ 39
SPECTRO ...................................................... 9
TCT TESIC ..................................................... 13
THERMO SCIENTIFIC .................................... 39
TRATERMAT.................................................. CONTRAP. 3
TROFEC ......................................................... 38
SERVICIOLECTOR
FEBRERO 2008
ENVIAR A:
Hermosilla, 38, 1º B - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
✃
MODELOS VIAL, S.L.UTILLAJE PARA FUNDICIÓN
FOUNDRY PATTERNS AND TOOLINGS
MODELOS Y UTILLAJES DE PRECISION POR CAD-CAMMODELOS EN:
Madera, metal, plástico y poliestireno, coquillas de gravedad,coquillas para cajas de machos calientes, placas para cáscara.
Larragana, 15 - 01013 Vitoria/Gasteiz Alava (Spain)Tel.: 945 25 57 88 (3 líneas) - Fax: 945 28 96 32
e-mail: [email protected] Departamento técnico: [email protected]
80480 F-FEBRERO 08 N 146.qxd 22/2/08 15:57 Página 40