Review of Ball Milling Matthew King 2/4/04. Talk Outline Ball Milling parameters Different Milling...
20
Review of Ball Milling Matthew King 2/4/04
-
date post
21-Dec-2015 -
Category
Documents
-
view
225 -
download
2
Transcript of Review of Ball Milling Matthew King 2/4/04. Talk Outline Ball Milling parameters Different Milling...
Review of Ball Milling
Matthew King
2/4/04
Talk Outline
Ball Milling parameters Different Milling machines and their respective energies Overview of contamination and methods of reducing it Milling ball motion in a planetary mill and the effects on
collision energies The effect of temperature and milling ball energy on sample
evolution Overview of Mechanical Milling pre-alloyed intermetallics Overview of Mechanical Alloying of elemental powders Summary of Milling parameters Brief Conclusions
Overview of Ball Milling Parameters
Type of mill (planetary, attrition, vibratory, rod, tumbler, etc.) Speed of mill, relative speeds of pot rotation to disk revolution in a
planetary mill
Composition, size, shape and surface of pot Degree of filling pot Number, size(s), material (density, elasticity), and surface of milling balls
Weight, shape, size and composition of starting material
Macroscopic temperatures of pot, ball and powder Microscopic Temperature at collision point Milling atmosphere Milling time
Chaotic system!
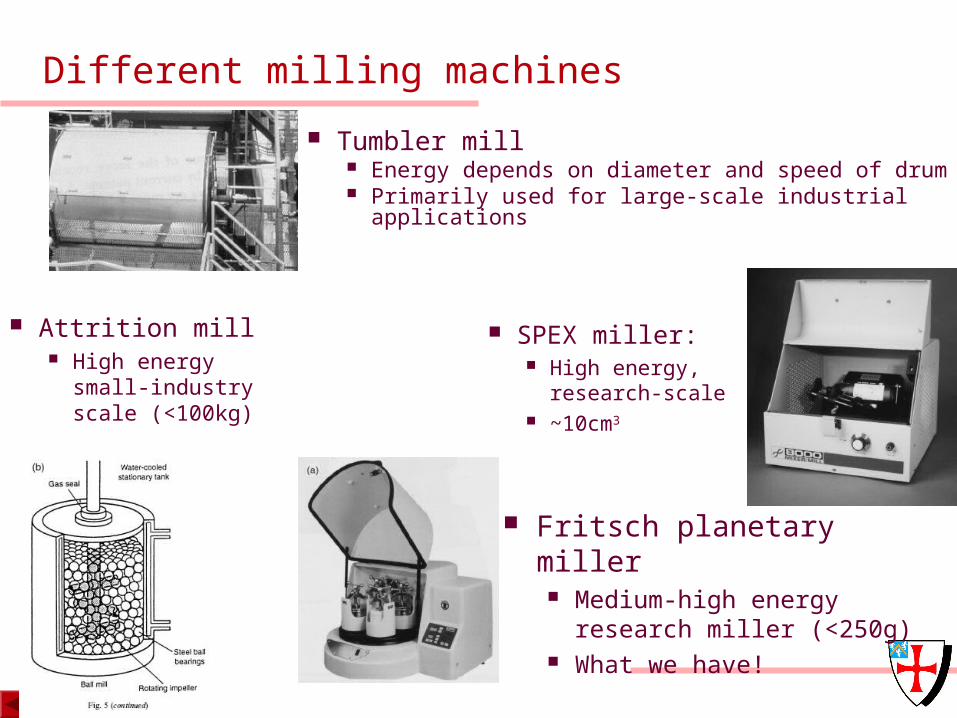
Different milling machines
Fritsch planetary miller Medium-high energy
research miller (<250g) What we have!
Tumbler mill Energy depends on diameter and speed of drum Primarily used for large-scale industrial applications
SPEX miller: High energy,
research-scale ~10cm3
Attrition mill High energy
small-industry scale (<100kg)

Power of different milling machines
Contamination
Fresh atomic surfaces constantly created during mechanical milling, so contamination by O2 & N2 is a real problem: Argon commonly used as an inert environment (impurities in Argon
can be a problem though) Can be useful – mechanical milling invented as means of creating
metals with uniform dispersion of oxide for strength.
Milling with a liquid surface agent can lower particles’ surface energy, allowing smaller particle sizes to develop. However, some becomes absorbed into the sample as a contaminant.
Other source of contamination is from pot/balls: Less “foreign” material tends to be introduced if sample/milling media
are dissimilar materials. Effect of contamination tends to be more serious if sample/milling
media are dissimilar materials Using milling media that are of the same material as the sample is the
solution if contamination critical, but compensation to retain balance of alloy may be required.

Reducing cross-contamination
Milling often results in powder being welded to the pot, and diffused into the milling surfaces.
This can be minimised by: Having designated pots for a particular material Skimming the milling surface Removing chemically (not a good option if milling media/stuck-on
sample are similar materials) Milling with sand – both manufacturers recommend milling with high
purity (quartz) sand to remove stuck-on material Milling with meths/acetone

Trajectory of milling balls in a planetary mill
Aim is generally to have milling balls cascading across pot and colliding with maximum energy with the opposite wall.
In reality, there is a high slip-factor between pot and balls (80%), so observed trajectories in a Fritsch mill are:
25% reduction in energy transfer due to slipping
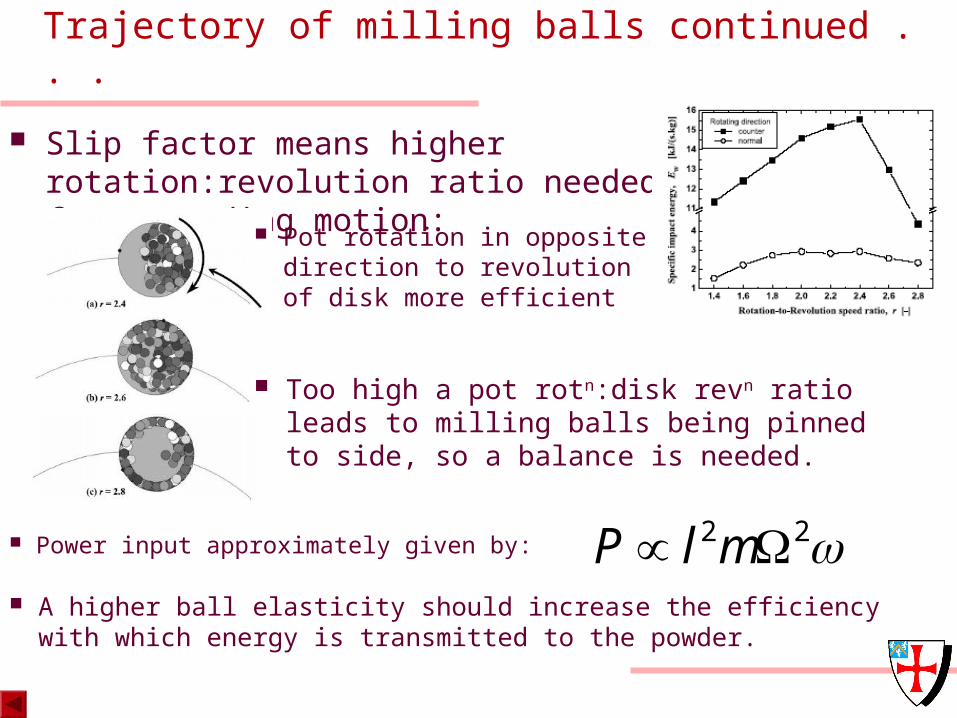
Trajectory of milling balls continued . . .
Slip factor means higher rotation:revolution ratio needed for cascading motion:
2 2P l m Power input approximately given by:
A higher ball elasticity should increase the efficiency with which energy is transmitted to the powder.
Too high a pot rotn:disk revn ratio leads to milling balls being pinned to side, so a balance is needed.
Pot rotation in opposite direction to revolution of disk more efficient
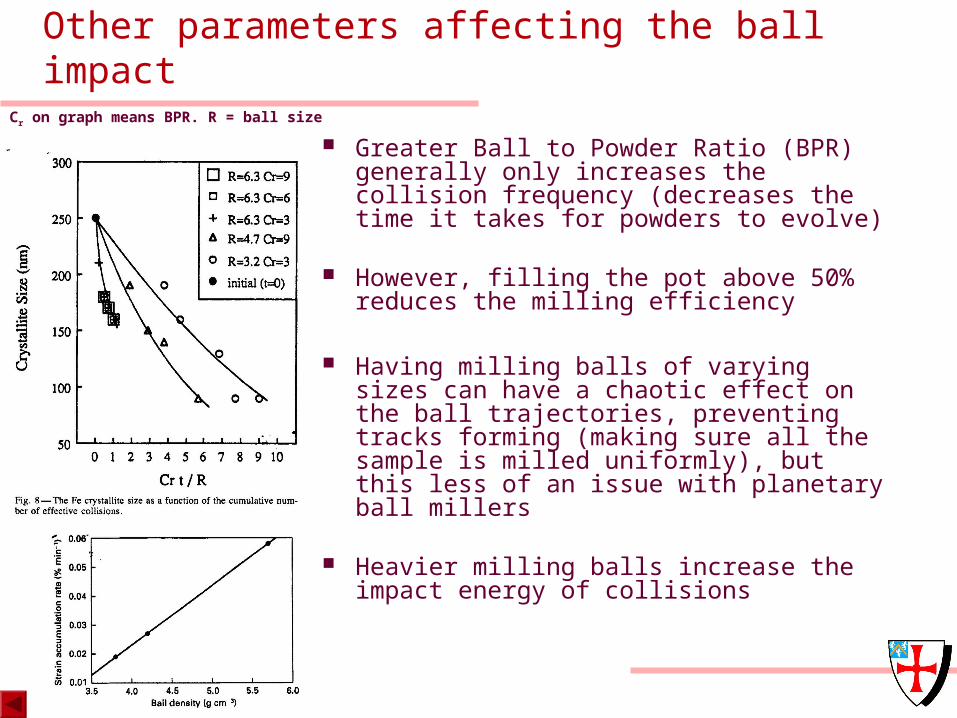
Other parameters affecting the ball impact
Greater Ball to Powder Ratio (BPR) generally only increases the collision frequency (decreases the time it takes for powders to evolve)
However, filling the pot above 50% reduces the milling efficiency
Having milling balls of varying sizes can have a chaotic effect on the ball trajectories, preventing tracks forming (making sure all the sample is milled uniformly), but this less of an issue with planetary ball millers
Heavier milling balls increase the impact energy of collisions
Cr on graph means BPR. R = ball size
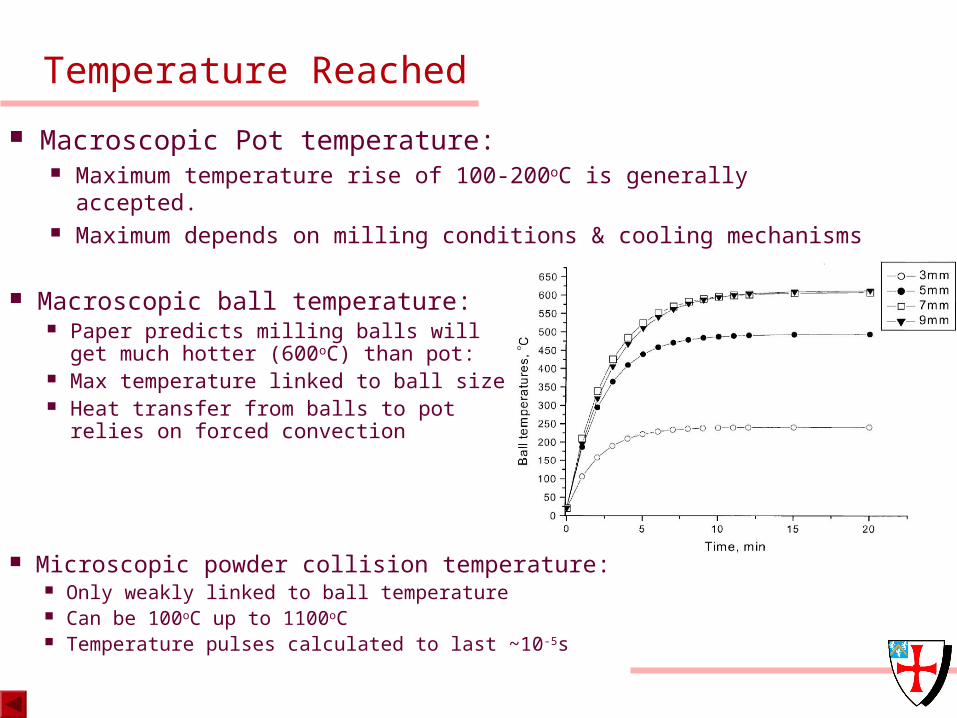
Temperature Reached
Macroscopic Pot temperature: Maximum temperature rise of 100-200oC is generally accepted. Maximum depends on milling conditions & cooling mechanisms
Macroscopic ball temperature: Paper predicts milling balls will get
much hotter (600oC) than pot: Max temperature linked to ball size Heat transfer from balls to pot relies on
forced convection
Microscopic powder collision temperature: Only weakly linked to ball temperature Can be 100oC up to 1100oC Temperature pulses calculated to last ~10-5s
General effects of milling powders
Generally, increasing the impact energy: Increases the amount of cold welding and fracture Collisions plastically deform the atomic structure, which:
Introduces dislocations, vacancies, stacking faults, atomic disorder… Thereby increases strain, which is relieved by grain refinement (i.e.
fracture). More energetic milling reduces the grain size. The stored energy of cold work introduced into the sample has been
known to be up to 50% of enthalpy of fusion of a material
Effect of temperature: More energetic milling increases the temperature of the powder (which
can result in recovery from disorder . . .) Vacancy density and fracture decrease as temperature increase Higher macroscopic/microscopic temperatures promote recovery from
disordered state and promote diffusion
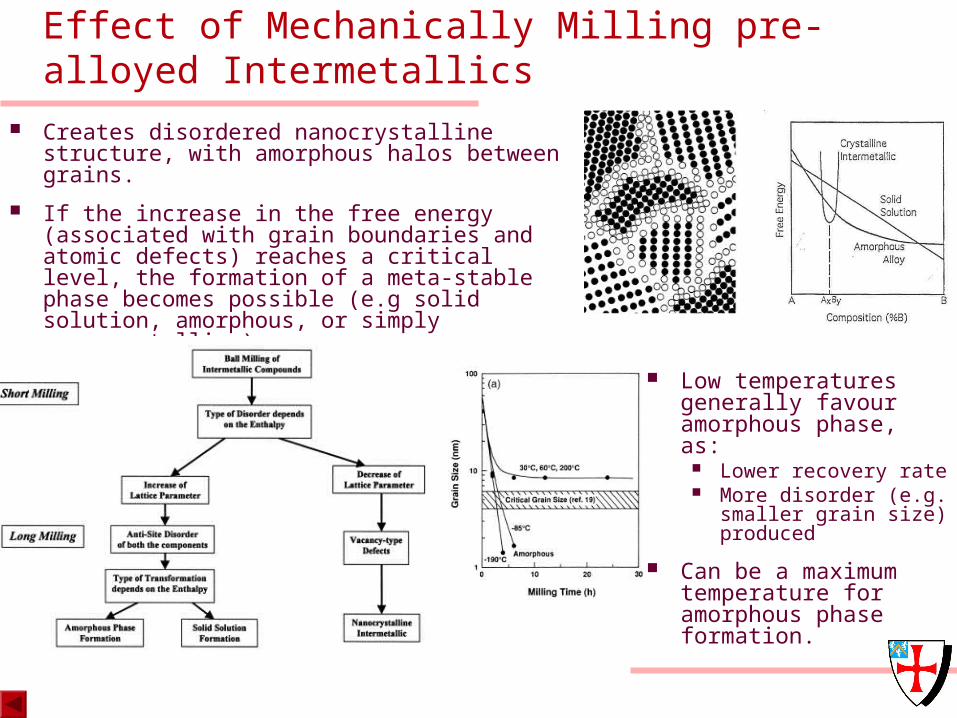
Effect of Mechanically Milling pre-alloyed Intermetallics Creates disordered nanocrystalline structure,
with amorphous halos between grains.
If the increase in the free energy (associated with grain boundaries and atomic defects) reaches a critical level, the formation of a meta-stable phase becomes possible (e.g solid solution, amorphous, or simply nanocrystalline)
Low temperatures generally favour amorphous phase, as:
Lower recovery rate More disorder (e.g.
smaller grain size) produced
Can be a maximum temperature for amorphous phase formation.
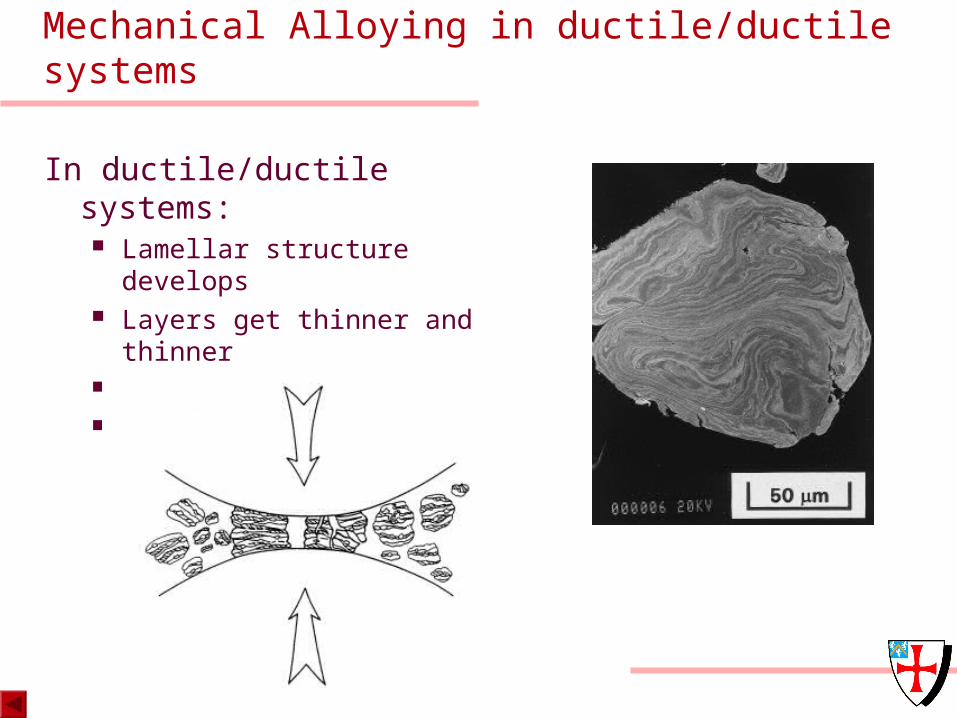
Mechanical Alloying in ductile/ductile systems
In ductile/ductile systems: Lamellar structure develops Layers get thinner and thinner Thermal diffusion occurs Alloy is formed
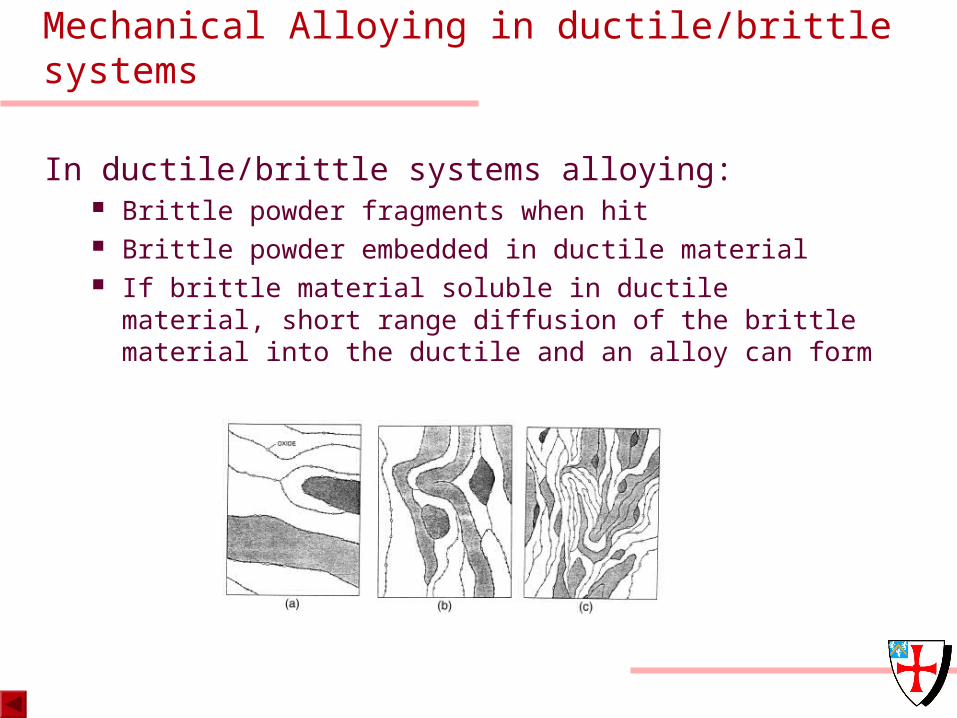
Mechanical Alloying in ductile/brittle systems
In ductile/brittle systems alloying: Brittle powder fragments when hit Brittle powder embedded in ductile material If brittle material soluble in ductile material, short range diffusion
of the brittle material into the ductile and an alloy can form
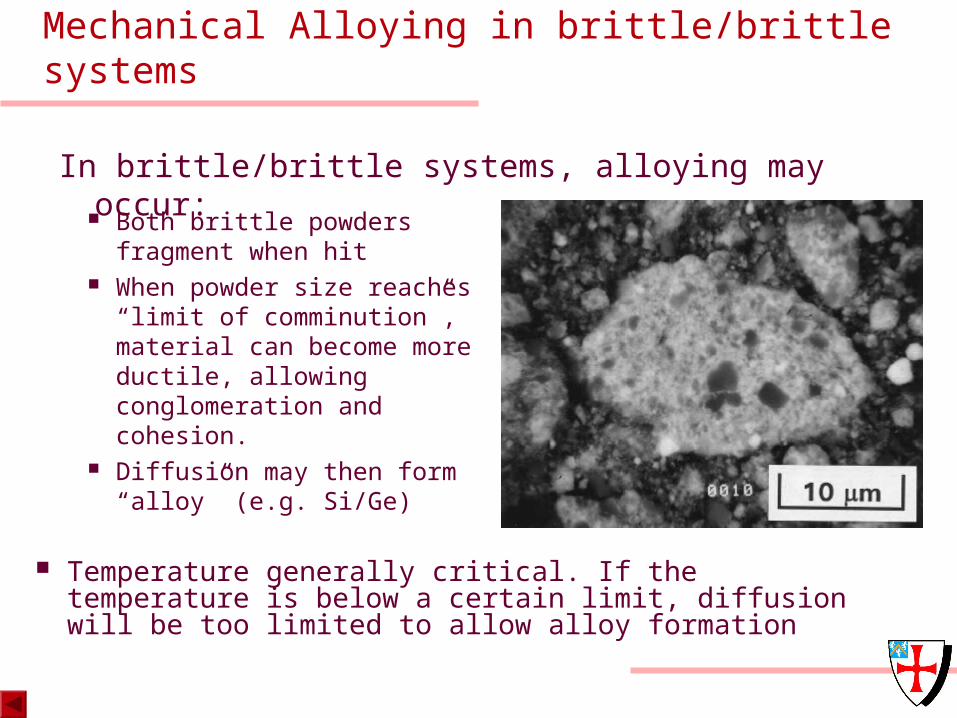
Mechanical Alloying in brittle/brittle systems
Both brittle powders fragment when hit
When powder size reaches “limit of comminution”, material can become more ductile, allowing conglomeration and cohesion.
Diffusion may then form “alloy” (e.g. Si/Ge)
In brittle/brittle systems, alloying may occur:
Temperature generally critical. If the temperature is below a certain limit, diffusion will be too limited to allow alloy formation
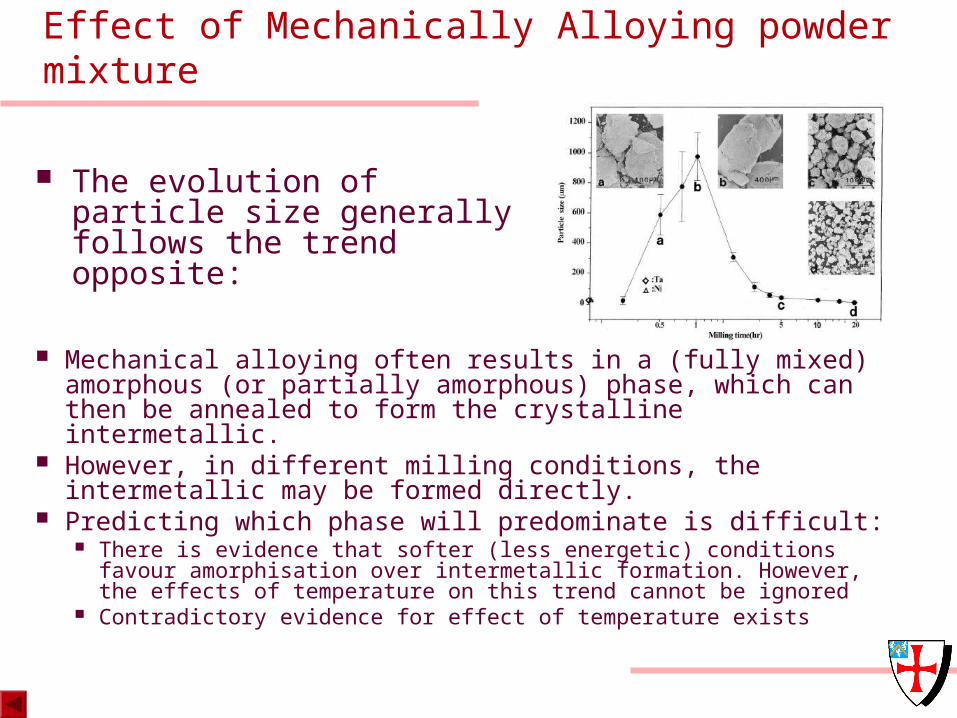
Effect of Mechanically Alloying powder mixture
Mechanical alloying often results in a (fully mixed) amorphous (or partially amorphous) phase, which can then be annealed to form the crystalline intermetallic.
However, in different milling conditions, the intermetallic may be formed directly.
Predicting which phase will predominate is difficult: There is evidence that softer (less energetic) conditions favour
amorphisation over intermetallic formation. However, the effects of temperature on this trend cannot be ignored
Contradictory evidence for effect of temperature exists
The evolution of particle size generally follows the trend opposite:
Summary of Milling parameters Mechanical Milling: Likely optimum conditions for creating
disordered (nano-crystalline then amorphous) intermetallics: Low temperature milling favours smaller average grain size (more
defects, less re-arrangement) but broader distribution. Greater ball size and BPR results in lower grain sizes, more defects
and faster grain-size reduction Greater pot width and higher ratio of pot rotation to disk revolution
(opposite directions) is more energetic (until milling balls stick to side). Filling the pot too full can inhibit milling
Mechanical Alloying: The process depends on how ductile the constituent powders are. Softer milling favours amorphous phase formation over intermetallic Contradictory evidence for the effect of temperature on phase
Contamination should be controlled by use of pure Argon, minimising milling times and by use of milling media of the same material as the sample if possible
Conclusions
The physics of the process is very complicated, and is dependant on large numbers of parameters, making comparisons between research groups difficult.
More research is needed to understand ball milling enough to allow accurate prediction of material phases prior to experiment.
However, mechanisms for mechanical milling and alloying are broadly agreed upon in the literature, allowing general effect of milling parameters to be predicted.
Mechanical Milling provides a means of producing materials that cannot be produced by other means, and so this is a very exciting research area.
References
Abdellaoui, “The Physics of Mechanical Alloying in a modified horizontal rod mill: mathematical treatment”, Acta Materialia 44(2) 725-734 Atzmon, “In situ Thermal Observation of Explosive Compound-Formation Reaction during mechanical Alloying”, Physical Review Letters 64 (4) Begin, “Nanocrystalline oxides synthesized by mechanical alloying” J Physique III France 1997 473-482 Burgio, “Mechanical Alloying of the Fe-Zr system. Correlation between input energy and end products”, Il Nuovo Cimento 13 D,(4) p459 Chattopadhyay, “A mathematical analysis of milling mechanics in a planetary ball mill”, Materials Chemistry and Physics 68 84-94 Froes, “Synthesis of Intermetallics by Mechanical Alloying”, Materials Science and Engineering A192/193 612-623 Gaffet, “Planetary Ball-Milling – an experimental parameter phase-diagram”, Materials Science and Engineering A 132: 181-193 Gaffet “Effects of High-Energy ball milling on ceramic oxides”, Synthesis & Properties of Mech Alloyed & nanocrystalline materials, Ismanum96 Harris, “The Russian Doll Effect by Mechanical Alloying” J of Materials Science Letters 12 1103-1104 Harris, “The Morphological Evolution of hollow shells during the mechanical milling of ductile metals”, Scripta Materialia, 34 (1) 67-73 Heilmann, “Orientation determination of subsurface cells generated by sliding”, Acta metallurgic 31 (8) 1293-1305 Hellstern, “Structural and thermodynamic properties of heavily mechanically deformed Ru and AlRu”, J Applied Physics 65(1) p305 Huang, “Ball milling of ductile metals“ Materials Science and Engineering A199 (1995) 165-172 Joardar, “Estimation of entrapped powder temperature during mechanical alloying”, Scripta Materialia 50 1199-1202 Koch, “Mechanical Milling and Alloying” – review forms chapter 5 of a book ~1990 Kwon, “Ball Temperatures during mechanical alloying in planetary mills”, Journal of Alloys and Compounds 346 276-281 Lawn, “A model for crack initiation in elastic/plastic indentation fields” J of Materials Science 12 2195-2199 McCormick, “The Dynamics of Mechanical Alloying”, Proceedings of the 2nd Conference on Structural Applications of Mechanical Alloying, 1993 Mio, “Effects of Rotational Direction and rotation-to-revolution speed ratio in planetary ball milling”, Materials Science and Engineering A332 75-80 Rigney, “Wear Processes in Sliding Systems”, Wear, 100 195-219 Schaffer, “On the Kinetics of Mechanical Alloying”, Metallurgical Transactions A – Physical Metallurgy & Materials Science, 23A p1285 Schaffer, “The influence of Collision energy and strain accumulation on the kinetics of mechanical alloying”, J of Materials Science 32 3157-3162 Simoneau, “Structural and magnetic characterisation of granular YBCO nanocrystalline powders”, Journal of materials Research 9(3) SPEX Industries, “Handbook of sample preparation and handling” Suryanarayana, “Mechanical Alloying and milling”, Progress in Materials Science 46 1-184 (#954) Szwarc, “Low Energy Mechanochemistry Formation of Silver and Copper Metals from Hemioxides”, Journal of Solid State Chemistry Zhang, “Evolution of Vacancy densities in powder particles during mechanical milling”, Physica B 325 120-129 Ziegler, “Structural and Morphological Investigations of Ceramic Powders and Compacts”, Powder Metallurgy International 10 (2) p70


![This is a Publisher · 2019-03-13 · dry or wet milling techniques, including ball milling, jet milling, media milling, and homogenization [23–25]. In addition to these mechanical](https://static.fdocuments.in/doc/165x107/5e284b280276bd44b2393281/this-is-a-publisher-2019-03-13-dry-or-wet-milling-techniques-including-ball-milling.jpg)









![Experimental Investigation in Micro Ball-End Milling … Investigation in Micro Ball-End Milling of ... a simple machining operation has ... ing a slottin e the cuttin ol [12].](https://static.fdocuments.in/doc/165x107/5b000a557f8b9a256b8f63bb/experimental-investigation-in-micro-ball-end-milling-investigation-in-micro.jpg)