Optimization of the high energy ball-milling: Modeling and...
7
Optimization of the high energy ball-milling: Modeling and parametric study Hamid Ghayour a , Majid Abdellahi a, ⁎, Maryam Bahmanpour b a Advanced Materials Research Center, Faculty of Materials Engineering, Najafabad Branch, Islamic Azad University, Najafabad, Iran b Department of Mathematics, Khorasgan (Isfahan) Branch, Islamic Azad University, Isfahan, Iran abstract article info Article history: Received 13 September 2015 Received in revised form 23 November 2015 Accepted 2 December 2015 Available online 4 December 2015 In the present study, the effect of not so much discussed milling parameters such as vial to plate spinning rate, ball size distribution and type of balls on the performance (energy) of the high energy ball milling has been investi- gated for the first time. Furthermore, different scenarios that lead to an increase in the BPR such as the powder weight loss, the increase of diameter and the number of balls are analyzed and their effects on the efficiency of the milling are discussed. The important point is that contrary to the previous studies in which the milling param- eters were independently investigated, in this research the effects of the milling parameters on the performance of the mill are simultaneously investigated. The results showed that the powder weight loss can greatly enhance the performance of milling, while the increase of the number of balls at high BPR ratio, has a quite negative effect on the milling performance. Besides, excessive rise in the ball size distribution is associated with adverse out- comes in the milling efficiency, especially when the number of balls increases. Furthermore, the balls made of tungsten carbide compared to those of silicon nitride and steel have a more positive effect on the milling efficien- cy especially when the weight of powder is reduced. A mathematical model is also introduced to analyze the ef- fect of milling parameters on the milling energy and the obtained results are compared with the experimental ones. According to the results obtained, if the vial to plate spinning rate is 1.2, the mill has a better performance however, by increasing the diameter of the balls, this ratio is changed to 1.4. © 2015 Elsevier B.V. All rights reserved. Keywords: Milling BPR Energy Powder Model 1. Introduction High energy ball milling (HEBM) is known as an economic, simple and yet powerful method for the production of nanostructured and amorphous materials [1]. The prolonged milling of powder mixtures, re- sults in the formation of supersaturated solid solution, non-equilibrium intermetallic compounds as well as the formation of silicides, nitrides, stable or unstable carbides [2]. The kind of the products made during HEBM depends on the composition of the powders and milling conditions and for different systems are summarized in milling maps [3]. It was also reported that the enhancing energy during milling, re- sulted by the increase of ball to powder weight ratio (BPR) and vial speed not only can accelerate the formation of the products but also changes the resultant phases [4]. As is clear from the name of HEBM, the balls play an important role in its efficiency so that a small change in type, shape, weight and size distribution of the balls can dramatically affect the milling process [5]. So far, a lot of modeling processes have been performed regarding the impact of the change of milling parame- ters specially BPR on the performance of HEBM [6–11]. All of these modeling efforts share a drawback, namely they have not investigated the effect of the milling parameters on the performance of HEBM in the presence of BPR changing, simultaneously. However, the HEBM pro- cess has a dynamic environment to the effect that all the involved pa- rameters simultaneously play a key role in its performance, [3]. This requires that the effect of parameters during HEBM process be simulta- neously checked in order to provide favorable conditions for an optimal milling process. In the present study, it has been investigated for the first time, the ef- fect of not so discussed milling parameters such as vial to plate spinning rate, ball size distribution and type of balls on the efficiency (energy) of HEBM. In addition to the experiments carried out in this respect, a the- oretical model has been developed based on Burgio's model [12] and its accuracy has been evaluated. 2. Materials and methods The milling system used in the present research was a planetary ball mill (Fritzsch Pulverisette P6) with a steel vial of 250 ml volume and Powder Technology 291 (2016) 7–13 ⁎ Corresponding author. E-mail address: [email protected] (M. Abdellahi). http://dx.doi.org/10.1016/j.powtec.2015.12.004 0032-5910/© 2015 Elsevier B.V. All rights reserved. Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec
Transcript of Optimization of the high energy ball-milling: Modeling and...

Powder Technology 291 (2016) 7–13
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r .com/ locate /powtec
Optimization of the high energy ball-milling: Modeling andparametric study
Hamid Ghayour a, Majid Abdellahi a,⁎, Maryam Bahmanpour b
a Advanced Materials Research Center, Faculty of Materials Engineering, Najafabad Branch, Islamic Azad University, Najafabad, Iranb Department of Mathematics, Khorasgan (Isfahan) Branch, Islamic Azad University, Isfahan, Iran
⁎ Corresponding author.E-mail address: [email protected] (M. Abdellah
http://dx.doi.org/10.1016/j.powtec.2015.12.0040032-5910/© 2015 Elsevier B.V. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 13 September 2015Received in revised form 23 November 2015Accepted 2 December 2015Available online 4 December 2015
In thepresent study, the effect of not somuchdiscussedmilling parameters such as vial to plate spinning rate, ballsize distribution and type of balls on the performance (energy) of the high energy ball milling has been investi-gated for the first time. Furthermore, different scenarios that lead to an increase in the BPR such as the powderweight loss, the increase of diameter and the number of balls are analyzed and their effects on the efficiency ofthemilling are discussed. The important point is that contrary to the previous studies inwhich themilling param-eters were independently investigated, in this research the effects of the milling parameters on the performanceof themill are simultaneously investigated. The results showed that the powder weight loss can greatly enhancethe performance of milling, while the increase of the number of balls at high BPR ratio, has a quite negative effecton the milling performance. Besides, excessive rise in the ball size distribution is associated with adverse out-comes in the milling efficiency, especially when the number of balls increases. Furthermore, the balls made oftungsten carbide compared to those of silicon nitride and steel have amore positive effect on themilling efficien-cy especially when the weight of powder is reduced. A mathematical model is also introduced to analyze the ef-fect of milling parameters on the milling energy and the obtained results are compared with the experimentalones. According to the results obtained, if the vial to plate spinning rate is 1.2, the mill has a better performancehowever, by increasing the diameter of the balls, this ratio is changed to 1.4.
© 2015 Elsevier B.V. All rights reserved.
Keywords:MillingBPREnergyPowderModel
1. Introduction
High energy ball milling (HEBM) is known as an economic, simpleand yet powerful method for the production of nanostructured andamorphousmaterials [1]. The prolongedmilling of powdermixtures, re-sults in the formation of supersaturated solid solution, non-equilibriumintermetallic compounds as well as the formation of silicides, nitrides,stable or unstable carbides [2]. The kind of the products made duringHEBM depends on the composition of the powders and millingconditions and for different systems are summarized in milling maps[3]. It was also reported that the enhancing energy during milling, re-sulted by the increase of ball to powder weight ratio (BPR) and vialspeed not only can accelerate the formation of the products but alsochanges the resultant phases [4]. As is clear from the name of HEBM,the balls play an important role in its efficiency so that a small changein type, shape, weight and size distribution of the balls can dramaticallyaffect the milling process [5]. So far, a lot of modeling processes have
i).
been performed regarding the impact of the change of milling parame-ters specially BPR on the performance of HEBM [6–11]. All of thesemodeling efforts share a drawback, namely they have not investigatedthe effect of the milling parameters on the performance of HEBM inthe presence of BPR changing, simultaneously. However, the HEBMpro-cess has a dynamic environment to the effect that all the involved pa-rameters simultaneously play a key role in its performance, [3]. Thisrequires that the effect of parameters during HEBM process be simulta-neously checked in order to provide favorable conditions for an optimalmilling process.
In the present study, it has been investigated for thefirst time, the ef-fect of not so discussedmilling parameters such as vial to plate spinningrate, ball size distribution and type of balls on the efficiency (energy) ofHEBM. In addition to the experiments carried out in this respect, a the-oretical model has been developed based on Burgio's model [12] and itsaccuracy has been evaluated.
2. Materials and methods
Themilling system used in the present researchwas a planetary ballmill (Fritzsch Pulverisette P6) with a steel vial of 250 ml volume and

Table 1Summary of the milling parameters that lead to BPR changing.
BPR Weight ofpowder (g)
Numberof balls
Ball diameter(mm)
Weight ofball (g)
Total weightof balls (g)
Typeof BPR
5 13.56 5 15 13.56 67.8 BPRp
8 8.47 5 15 13.56 67.8 BPRp
12 5.65 5 15 13.56 67.8 BPRp
17 3.99 5 15 13.56 67. 8 BPRp
23 2.95 5 15 13.56 67.8 BPRp
5 13.56 5 15 13.56 67.8 BPRd
8 13.56 5 17.5 21.52 107.61 BPRd
12 13.56 5 20 32.12 160.63 BPRd
17 13.56 5 22.5 45.74 228.7 BPRd
23 13.56 5 25 62.74 313.73 BPRd
5 13.56 5 15 13.56 67.8 BPRn
8 13.56 8 15 13.56 108.48 BPRn
12 13.56 12 15 13.56 162.72 BPRn
17 13.56 17 15 13.56 230.52 BPRn
23 13.56 23 15 13.56 311.88 BPRn
Fig. 2. Sudden increase in the vial temperature after ignition in TiO2, Al, B2O3 system.
8 H. Ghayour et al. / Powder Technology 291 (2016) 7–13
steel balls. To investigate the effect of BPR, three different testswere conducted. In the first experiment the number and diameter ofthe balls remained constant (according to Table 1) and the weight ofpowder began to decrease during which the obtained BPR was namedBPRp. In the second experiment, the number of balls and the weight ofpowder were fixed and the increase of the ball diameter led to the in-crease of BPRwhichwas namedBPRd. In the third experiment the diam-eter of the balls was increased and the other two parameters remainedconstant as is shown in Table 1. Here, BPRn is used. As is clear fromTable 1, in each case, we tried that the BPR (BPRP, BPRd, BPRn) risesfrom 5 to 23. In each of the above mentioned tests, the effects of theball type, ball size distribution and vial to plate spinning rate (ωv/ωp)on the HEBM efficiency were analyzed, in a simultaneous manner. Tostudy the effect of ball type, steel, silicon nitride (Si3N4) and tungstencarbide (WC) balls were used. Besides, the effect of the distribution ofthe balls with the same diameter (S= 1), with two different diameters(S=2), tofive different diameters (S=5)was also analyzed. For inves-tigation of the effect ofωv/ωp on the HEBM efficiency, different ratios of1, 1.1, 1.2, 1.3 and 1.4 were used for milling and the obtained resultswere compared with each other. Raw materials used in this studywere titanium dioxide (TiO2), aluminum (Al) and boron oxide (B2O3),which all were manufactured by Merck of Germany. X-ray powder dif-fraction diagramwas obtained with a Panalytical X'Pert Pro instrument(Eindhoven, The Netherlands) equipped with a θ/θ goniometer, Cu Kαradiation source (40 kV, 40mA), secondary Kβ filter, and an X'Celeratordetector. The diffraction diagram was scanned from 20° to 60° (2θ)in step-scan mode with a step size of 0.05° and a counting time of 80
Fig. 1. A schematic diagram of the planetary ball mill and the vial.
s/step. To search for ignition time in the combustion system, a digitalthermometer was used that reported the outside temperature of themilling vial from beginning to end of milling process.
Fig. 3. XRD patterns of TiO2, Al, B2O3 milled powders before and after ignition.
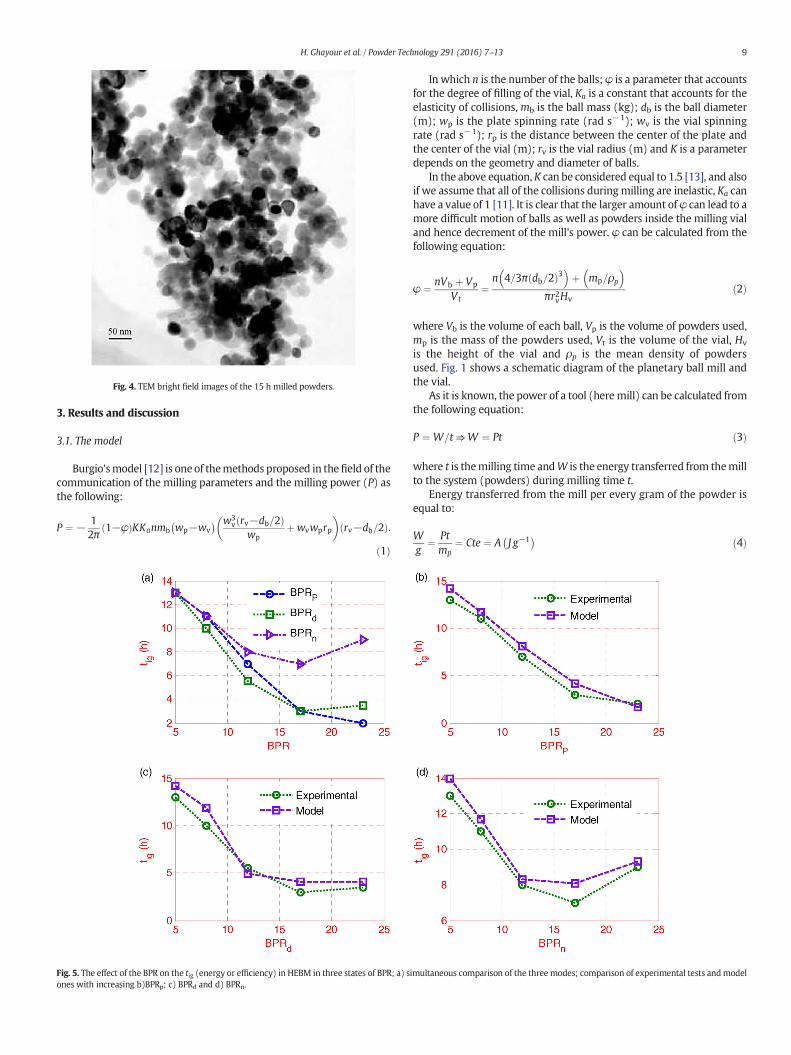
Fig. 4. TEM bright field images of the 15 h milled powders.
9H. Ghayour et al. / Powder Technology 291 (2016) 7–13
3. Results and discussion
3.1. The model
Burgio'smodel [12] is one of themethods proposed in thefield of thecommunication of the milling parameters and the milling power (P) asthe following:
P ¼ −12π
1−φð ÞKKanmb wp−wv� � w3
v rv−db=2ð Þwp
þwvwprp
� �rv−db=2ð Þ:
ð1Þ
Fig. 5. The effect of the BPR on the tig (energy or efficiency) in HEBM in three states of BPR; a) sones with increasing b)BPRp; c) BPRd and d) BPRn.
In which n is the number of the balls; φ is a parameter that accountsfor the degree of filling of the vial, Ka is a constant that accounts for theelasticity of collisions, mb is the ball mass (kg); db is the ball diameter(m); wp is the plate spinning rate (rad s−1); wv is the vial spinningrate (rad s−1); rp is the distance between the center of the plate andthe center of the vial (m); rv is the vial radius (m) and K is a parameterdepends on the geometry and diameter of balls.
In the above equation, K can be considered equal to 1.5 [13], and alsoif we assume that all of the collisions duringmilling are inelastic, Ka canhave a value of 1 [11]. It is clear that the larger amount of φ can lead to amore difficult motion of balls as well as powders inside the milling vialand hence decrement of the mill's power. φ can be calculated from thefollowing equation:
φ ¼ nVb þ Vp
V t¼
n 4=3π db=2ð Þ3� �
þ mp=ρp
� �πr2vHv
ð2Þ
where Vb is the volume of each ball, Vp is the volume of powders used,mp is the mass of the powders used, Vt is the volume of the vial, Hv
is the height of the vial and ρp is the mean density of powdersused. Fig. 1 shows a schematic diagram of the planetary ball mill andthe vial.
As it is known, the power of a tool (heremill) can be calculated fromthe following equation:
P ¼ W=t⇒W ¼ Pt ð3Þ
where t is themilling time andW is the energy transferred from themillto the system (powders) during milling time t.
Energy transferred from the mill per every gram of the powder isequal to:
Wg
¼ Ptmp
¼ Cte ¼ A J g−1� � ð4Þ
imultaneous comparison of the three modes; comparison of experimental tests andmodel

10 H. Ghayour et al. / Powder Technology 291 (2016) 7–13
where A is a constant. With the above interpretations, Eq. (4) can be re-written as:
t ¼ 4Amp
n−n2 4=3π db=2ð Þ3
� �þ mp=ρp
� �πr2vHv
0@
1Amb wp−wv
� � w3v rv−db=2ð Þ
wpþwvwprp
� �rv−db=2ð Þ
:
ð5Þ
In the above equation, milling time t can be considered as a time tosynthesis of products during milling process.
3.2. Combustion systems
HEBM can also produce mechanically induced self-sustaining reac-tions (MSRs) inmany highly exothermic powdermixtures (combustionsystems) [14]. At a critical time, called the ignition time (tig), the reac-tion rate begins to increase. As a result, the temperature rises, and thereaction rate increases further which leads to a self-sustaining process.Since these events occur at a fraction of time, most of the reactants areconsumedwithin seconds [15]. It should be noted that tig can be detect-ed with the sudden temperature increase of the milling vial [16]resulted from the heat released from the highly exothermic reaction.Since in many systems containing MSR mode, the ignition time isequal to the synthesis time of products [17,18], these systems have amajor advantage of predictability of the synthesis time, in comparisonwith other ones.
Fig. 6. The effect of the ball size distribution from 1 to 5 (S =
For experimental examination of Eq. (5) in a combustion system, t asthe synthesis time of the products can be considered as the ignition timetig and thereby the energy inside the mill can be analyzed. It is wellknown [17,18] thatwith increasing the energy inside themill, the tig de-creases and visa versa, so one can consider the tig as a reference point forincreasing or decreasing the energy of the mill. This issue needs to bestudied by a combustion system. Given that the Al, B2O3 and TiO2
make a combustion system during milling [19], all the relevant testswill be performed on this system.When the BPR=10 and the vial spin-ning rate = 350 rpm, Fig. 2 shows that the tig is nearly 10 h in this sys-tem andX-ray diffraction analysis also shows that immediately after theignition the products have been synthesized (Fig. 3). So this system canbe used as the reference system for analyzing energy of the mill. Giventhat t in Eq. (5), can be regarded as the synthesis time of the productsduring milling, one can use tig instead of t in Eq. (5). A bright fieldTEM image for the 15 h milled powders is shown in Fig. 4. As can beseen, although a combustion has occurred during milling, however theAl2O3–TiB2 nanopowders are spherical with a homogeneous distribu-tion making it a good candidate for this study (TiB2 appears as thedark phase and Al2O3 as the bright phase).
3.3. The effect of the BPR on the HEBM performance
Fig. 5 shows the effect of the BPR on the tig (energy or performance)in HEBM in three states:weigh loss of powder (BPRp), increasing ball di-ameter (BPRd) and increasing thenumber of balls (BPRn). As can be seenin thisfigure, an increase in the number of balls has aminimal impact on
1 to S = 5) on the HEBM efficiency (tig) in different BPRs.

11H. Ghayour et al. / Powder Technology 291 (2016) 7–13
themilling energy during BPR increment. It can be said that two impor-tant events occur as the results of the increase of the number of balls.First, the weight loss of the ball leads to a decrease in its kinetic energyand a consequent reduction in energy transfer or milling efficiency. Sec-ond, the degree of filling of the mill is raised so the balls mobility be-comes more difficult and as a result the kinetic energy of the balls arereduced. In high BPRs, the impact of the increase of number of balls isto the extent that almost leaves a negative effect on the performanceof the mill (Fig. 5a). This event originated from the high number ofballs and hence high degree of filling that leads to a lowmobility in balls.
Reassessment of Fig. 5a leads to the conclusion that the weight lossof the powder has the best impact on the HEBM efficiency even inhigh BPR values. The cause of this event is likely the more energy trans-fer to the powder resulted by the reduction of the volume of the powderwhich tends to accelerate the chemical reaction between themilledma-terials. Taking a look at Eq. (5), it becomes obvious that the tig fits per-fectly with the weight of the powder and therefore the weight of thepowder can be a very impressive factor during HEBM. Even a smallamount of the weight loss of powder can strongly affect the tig or inotherwords themilling energy. Fig. 5a also shows that increasing the di-ameter of the balls has also favorable effects on the mill's energy,
Fig. 7. The effect of different rates of the vial to plate spinning, on the milling energy (tig) withcreasing ωv/ωp in constant d) BPRp; e) BPRd and f) BPRn;
however in high BPRs the mobility of balls and as a result energy trans-fer are reduced which is due to the frequent clashes of balls with thehigh diameters.
Fig. 5b–d shows the effect of the ball to powder weight ratio in dif-ferent states (BPRP, BPRd, BPRn) for the experimental conditions aswell as the presented model (Eq. (5)). As can be seen in these figures,in all three states, the model could predict the volatilities of the energyinside the mill. The interesting point is that in all three mentionedstates, the model has predicated the energy of the mill slightly aboveits real values making it a conservative as well as reliable model.
3.4. The effect of the ball size distribution on the HEBM performance
Fig. 6 shows the effect of the ball size distribution from 1 to 5 (S=1to S = 5) on the HEBM efficiency (tig) in different BPRs. As is seen inFig. 6a, when the BPRp rises, the increase in S is quite effective, so thatthe milling efficiency (reduction of ignition time) has been increased.An interesting note about this figure is that with increasing S in thehigh BPRP, a decrease occurred in the proper functioning of the mill sothat in S = 5 the efficiency (tig) of the milling process reaches steadystate. In factwhen theBPRp and subsequently the amount of the powder
increasing a) BPRp; b) BPRd and c) BPRn; comparison of experimental and model with in-
12 H. Ghayour et al. / Powder Technology 291 (2016) 7–13
are reduced, by increasing the S, the cavities between the balls increaseand powder can pass between them. This makes it possible to reducethe energy transferred to the powder.
Fig. 6b shows the increase of the S aswell as BPRd duringmillingpro-cess. It is obvious that the energy transfer process is the same with theprevious state, except that here the increase of Shas changed themillingperformance from a negative state to a steady one. The reason can betraced to this issue that when the BPRd rises and the diameter of theballs and subsequently their weight are increased, with increasing theS, the balls move with a more inharmonious state and therefore the en-ergy transfer to the powder increases.
Fig. 6c shows that in a low value of BPRn, an increase in S has en-hanced the milling efficiency (tig), however in a high value of BPRn theresult is quite the opposite. The important thing in this figure is that inhigh BPRn, both low and high ball size distributions have led to asharp decline in the performance of the mill. In high BPRn as well ashigh S (S = 5), worst-case scenario occurred and in this case, thesound of the balls collision was hardly heard during milling. This indi-cates that the balls collision occurred in a small number. The reason isthat when the BPRn rises, the number of the balls has increased(Table 1), and on the other hand the high amount of S (S = 5) alsoadds to the number of balls. This makes a high degree of filling for themill and therefore the ball motion aswell as the energy transfer becomedifficult. Besides, in the case of S = 5, the number of small balls insidethe vial rises and therefore the ability of energy transfer during millingprocess is reduced in high BPRn.
3.5. The effect of the vial to plate spinning rate on HEBM performance
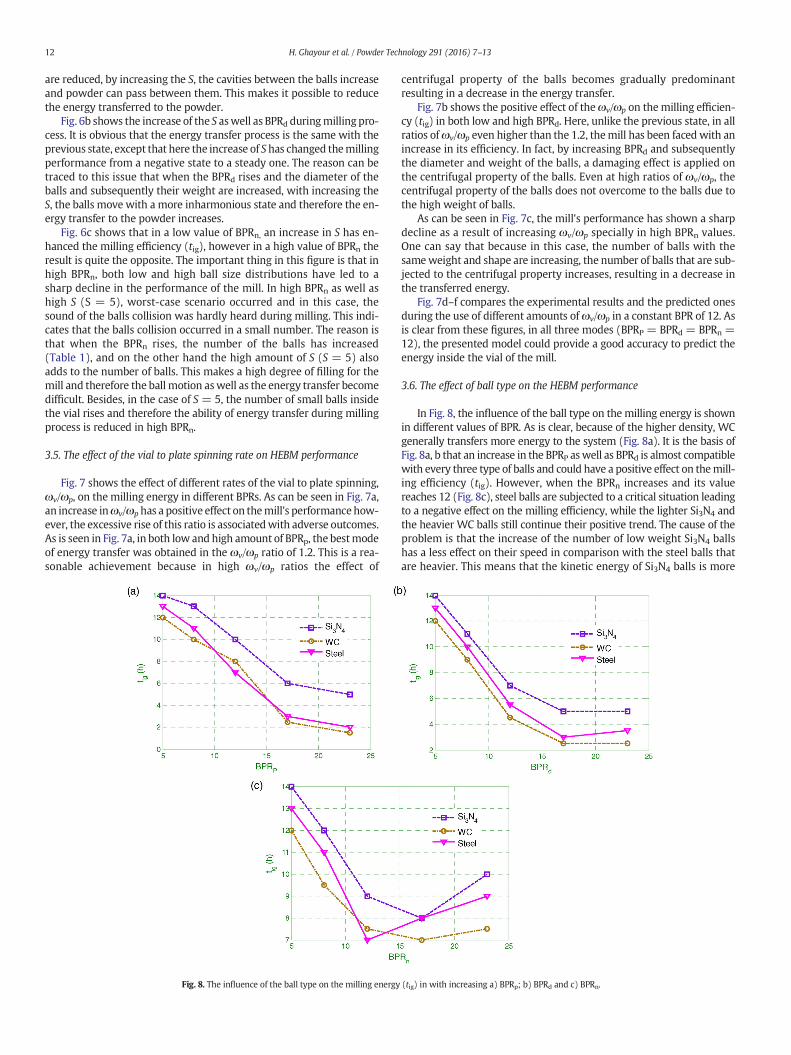
Fig. 7 shows the effect of different rates of the vial to plate spinning,ωv/ωp, on the milling energy in different BPRs. As can be seen in Fig. 7a,an increase inωv/ωphas a positive effect on themill's performancehow-ever, the excessive rise of this ratio is associatedwith adverse outcomes.As is seen in Fig. 7a, in both low and high amount of BPRp, the bestmodeof energy transfer was obtained in the ωv/ωp ratio of 1.2. This is a rea-sonable achievement because in high ωv/ωp ratios the effect of
Fig. 8. The influence of the ball type on the milling energy
centrifugal property of the balls becomes gradually predominantresulting in a decrease in the energy transfer.
Fig. 7b shows the positive effect of theωv/ωp on themilling efficien-cy (tig) in both low and high BPRd. Here, unlike the previous state, in allratios ofωv/ωp even higher than the 1.2, themill has been faced with anincrease in its efficiency. In fact, by increasing BPRd and subsequentlythe diameter and weight of the balls, a damaging effect is applied onthe centrifugal property of the balls. Even at high ratios of ωv/ωp, thecentrifugal property of the balls does not overcome to the balls due tothe high weight of balls.
As can be seen in Fig. 7c, the mill's performance has shown a sharpdecline as a result of increasing ωv/ωp specially in high BPRn values.One can say that because in this case, the number of balls with thesameweight and shape are increasing, the number of balls that are sub-jected to the centrifugal property increases, resulting in a decrease inthe transferred energy.
Fig. 7d–f compares the experimental results and the predicted onesduring the use of different amounts ofωv/ωp in a constant BPR of 12. Asis clear from these figures, in all three modes (BPRP = BPRd = BPRn =12), the presented model could provide a good accuracy to predict theenergy inside the vial of the mill.
3.6. The effect of ball type on the HEBM performance
In Fig. 8, the influence of the ball type on the milling energy is shownin different values of BPR. As is clear, because of the higher density, WCgenerally transfers more energy to the system (Fig. 8a). It is the basis ofFig. 8a, b that an increase in the BPRP aswell as BPRd is almost compatiblewith every three type of balls and could have a positive effect on themill-ing efficiency (tig). However, when the BPRn increases and its valuereaches 12 (Fig. 8c), steel balls are subjected to a critical situation leadingto a negative effect on the milling efficiency, while the lighter Si3N4 andthe heavier WC balls still continue their positive trend. The cause of theproblem is that the increase of the number of low weight Si3N4 ballshas a less effect on their speed in comparison with the steel balls thatare heavier. This means that the kinetic energy of Si3N4 balls is more
(tig) in with increasing a) BPRp; b) BPRd and c) BPRn.

13H. Ghayour et al. / Powder Technology 291 (2016) 7–13
than that in steel balls in BPRn=12, resulting in amore transferred ener-gy to the powders. In BPRn=12,WCballs that have a higherweight, ableto hold their kinetic energy in a satisfactory level, leading to a better en-ergy efficiency compared to steel balls. However, when the BPRn reaches17, a large volume of themilling vial isfilled andhence themobility of theballs gets low, therefore the lighter balls acquire a lower kinetic energythan the rest of the balls. Thismeans that theyhave amore negative effecton themilling performance. It is also evident from Fig. 8c that in compar-isonwithWC balls, Si3N4 balls have amore negative effect on themillingefficiency at high BPRn values. The event stems from the weight differ-ence between the two types of balls with the explanation that when alarge volume of the milling vial is filled, the lighter Si3N4 balls lose theirkinetic energy more quickly than WC ones. In other words, in highBPRn, the speed of the lighter Si3N4 balls is more affected than WC onesresulting in a faster reduction of their kinetic energy according to Eq. (6):
K ¼ 1=2mv2 ð6Þ
inwhichK is the kinetic energy,m and v are respectively themass and ve-locity of the balls.
Furthermore, although the WC balls lose their speed in high BPRn
values, however the higher weight makes them able to preserve morekinetic energy than the Si3N4 balls and have a less negative effect onthe milling efficiency at high BPRn.
4. Conclusions
The results of this study can be summarized as follows:
– An increase in the number of balls had aminimal impact on themill-ing energy during BPR increment for two reasons: First, the weightloss of the ball led to a decrease in its kinetic energy and a conse-quent reduction in milling efficiency. Second, the degree of fillingof the mill was raised so the balls mobility became more difficultand as a result the kinetic energy of the balls was reduced.
– The weight loss of the powder had the best impact on the HEBM ef-ficiency even in high BPR values. The cause of this event was themore energy transfer to the powder resulted by the reduction ofthe amount of the powder.
– With increasing size distribution of the balls in high BPRP, a decreaseoccurred in the proper functioning of themill, so that in S=5 the ef-ficiency of the mill reached a steady state. Here, the BPRp and subse-quently the amount of the powder were reduced and by increasingthe S, the cavities between the balls were increased and powdercould pass between them.
– In high BPRn, both low and high ball size distributions led to a sharpdecline in the milling energy. In high BPRn as well as high S (S= 5),the worst-case scenario occurred and in this case, the sound of theballs collision was hardly heard during milling. This indicated thatthe balls collision occurred in a small number.
– The mill performance showed a sharp decline as a result of increas-ingωv/ωp specially in high BPRn values. Here, the balls with the sameweight and shape were increasing, so the number of balls that wassubjected to the centrifugal property increased, which led to a de-crease in the transferred energy.
– When the BPRn was increased and its value reached 12, the steelballs were subjected to a critical situation that led to a negative effecton themilling efficiency. However, the lighter Si3N4 and the heavierWC balls continued their positive trend.
References
[1] B. Kieback, H. Kubsch, A. Bunke, Synthesis and properties of nanocrystalline com-pounds prepared by high-energy milling, J. Phys. IV 3 (1993) 1425–1428.
[2] T. Weissgaerber, B. Kieback, Dispersion strengthened materials obtained by me-chanical alloying — an overview, Mater. Sci. Forum 343 (2000) 275–283.
[3] C. Suryanarayana, Mechanical alloying and milling, Prog. Mater. Sci. 46 (2001)1–184.
[4] S. Bolokang, C. Banganayi, M. Phasha, Effect of C and milling parameters on the syn-thesis of WC powders by mechanical alloying, Int. J. Refract. Met. Hard Mater. 28(2010) 211–216.
[5] M. Zakeri, M.R. Rahimipour, Effect of cup and ball types on alumina–tungsten car-bide nanocomposite powder synthesized by mechanical alloying, Adv. PowderTechnol. 23 (2012) 31–34.
[6] P.P. Chattopadhyay, I. Manna, S. Talapatra, S.K. Pabi, A mathematical analysis of mill-ing mechanics in a planetary ball mill, Mater. Chem. Phys. 68 (2001) 85–94.
[7] M. Abdellahi, M. Bahmanpour, M. Bahmanpour, Optimization of process parametersto maximize hardness of metal/ceramic nanocomposites produced by high energyball milling, 40 (2014) 16259–16272.
[8] M. Abdellahi, H. Bahmanpour, M. Bahmanpour, The best conditions for minimizingthe synthesis time of nanocomposites during high energy ball milling: modelingand optimizing, Ceram. Int. 40 (2014) 9675–9692.
[9] L. Hao, Y. Lu, H. Sato, H. Asanuma, J. Guo, Analysis on energy transfer during me-chanical coating and ball milling—supported by electric power measurement inplanetary ball mill, Int. J. Miner. Process. 121 (2013) 51–58.
[10] J. Trapp, B. Kieback, Solid-state reactions during high-energy milling of mixed pow-ders, Acta Mater. 61 (2013) 310–320.
[11] F.J. Gotor, M. Achimovicova, C. Real, P. Balaz, Influence of the milling parameters onthe mechanical work intensity in planetary mills, Powder Technol. 233 (2013) 1–7.
[12] N. Burgio, A. Iasonna, M. Magini, S.Martelli, F. Padella, Mechanical alloying of the Fe–Zr system: correlation between input energy and end products, Il Nuovo Cimento 13(1991) 456–476.
[13] B.S. Murty, M. Mohan Rao, S. Ranganathan, Milling maps and amorphization duringmechanical alloying, Acta Metall. Mater. 43 (1995) 2443–2450.
[14] L. Takacs, Self-sustaining reactions induced by ball milling, Prog. Mater. Sci. 47(2002) 355–414.
[15] M. Abdellahi, J. Heidari, R. Sabouhi, Influence of B source materials on the synthesisof TiB2–Al2O3 nanocomposite powders by mechanical alloying, Int. J. Miner. Metall.Mater. 20 (2013) 1214–1220.
[16] M. Abdellahi, A.R. Amereh, H. Bahmanpour, B. Sharafati, Rapid synthesis of MoSi2–Si3N4 nanocomposite via reaction milling of Si and Mo powder mixture, Int. J.Miner. Metall. Mater. 20 (2013) 1107–1115.
[17] R. Ebrahimi-Kahrizsangi, M. Abdellahi, M. Bahmanpour, Ignition time ofnanopowders during milling: a novel simulation, 272 (2015) 224–234.
[18] R. Ebrahimi-Kahrizsangi, M. Abdellahi, M. Bahmanpour, Self-ignited synthesis ofnanocomposite powders induced by Spex mills; modeling and optimizing, 41(2015) 3137–3151.
[19] M. Abdellahi, M. Zakeri, H. Bahmanpour, Events and reaction mechanisms duringthe synthesis of an Al2O3–TiB2 nanocomposite via high energy ball milling, 7(2013) 123–129.






![This is a Publisher · 2019-03-13 · dry or wet milling techniques, including ball milling, jet milling, media milling, and homogenization [23–25]. In addition to these mechanical](https://static.fdocuments.in/doc/165x107/5e284b280276bd44b2393281/this-is-a-publisher-2019-03-13-dry-or-wet-milling-techniques-including-ball-milling.jpg)


![Experimental Investigation in Micro Ball-End Milling … Investigation in Micro Ball-End Milling of ... a simple machining operation has ... ing a slottin e the cuttin ol [12].](https://static.fdocuments.in/doc/165x107/5b000a557f8b9a256b8f63bb/experimental-investigation-in-micro-ball-end-milling-investigation-in-micro.jpg)