NORTH AMERICA ONLY METRIC DIE IDENTIFICATION …geoho.com.tw/carter/WDX...
21
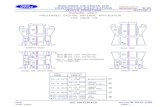
WDX20-80-0601 FORD NUMBER PURCHASE FROM: JOLICO INDUSTRIES, INC. 4325 22 MILE ROAD UTICA, MICHIGAN 48087 METRIC DIE IDENTIFICATION PLATE 130 120 5 65 55 5 2.2 R 5 TYP. 5 (4) HOLES O / PROVIDE METRIC DIE IDENTIFICATION PLATE ON ALL METRIC DIES THAT ARE MADE OF STEEL PLATE. THE WORDS "METRIC DIE" TO BE 25.4 (1.0 IN.) HIGH RAISED LETTERS. THE REMAINDER OF THE WORDS TO BE 6.35 (.25 IN.) HIGH RAISED LETTERS. BACKGROUND TO BE SAFETY BLUE (PITTSBURGH PAINT NUMBER 54-310). MATERIAL SPECIFICATION: ALUMINUM SAE-1100-H14 STOCK 2.2 (.09 IN.) THICK. 6 FEB. 1992 NORTH AMERICA ONLY NEXT PAGE --> PRINTED COPY IS UNCONTROLLED
Transcript of NORTH AMERICA ONLY METRIC DIE IDENTIFICATION …geoho.com.tw/carter/WDX...

WDX20-80-0601
FORD NUMBER
PURCHASE FROM: JOLICO INDUSTRIES, INC.4325 22 MILE ROAD UTICA, MICHIGAN 48087
METRIC DIE IDENTIFICATION PLATE
130
1205
6555
5
2.2R 5 TYP.
5 (4) HOLESO/
PROVIDE METRIC DIE IDENTIFICATION PLATE ON ALL METRIC DIESTHAT ARE MADE OF STEEL PLATE.
THE WORDS "METRIC DIE" TO BE 25.4 (1.0 IN.) HIGH RAISED LETTERS.THE REMAINDER OF THE WORDS TO BE 6.35 (.25 IN.) HIGH RAISED LETTERS.
BACKGROUND TO BE SAFETY BLUE (PITTSBURGH PAINT NUMBER 54-310).
MATERIAL SPECIFICATION:ALUMINUM SAE-1100-H14 STOCK 2.2 (.09 IN.) THICK.
6 FEB. 1992
NORTH AMERICA ONLYNEXT PAGE -->
PRINTED COPY ISUNCONTROLLED

NORTH AMERICA ONLY
���� ������
���
� ���� ���7FEB. 2006
������������
THE REMAINDER OF THE WORDS TO BE 4.75 (.187 IN.) HIGH RAISED LETTERS.THE WORD CAUTION TO BE 25.4 (1.0 IN.) HIGH RAISED LETTERS.ALL LETTERING TO BE BLACK.BACKGROUND TO BE M-325 SAFETY YELLOW.
CHARGING PRESSURE NOT
MOUNT
PRESSURE FOR SPRINGSRECOMMENDED CHARGING
ALUMINUM SAE-1100-H14 STOCK 2.2 (.09 IN.) THICK.
RECOMMEND 15mm UNUSED STROKE LEFT IN EACH CYLINDER TO MINIMIZE PRESSURESTAMPING PLANTS MAY CHARGE CYLINDERS UP TO 2000 P.S.I. MAXIMUM IF REQUIRED.DESIGN CALCULATIONS ARE TO BE BASED ON 1750 P.S.I. CHARGING PRESSURE.
CAUTION PLATE FOR UPPER PADS
FOR PIPED AND SELF CONTAINED NITROGEN GAS SPRINGS
MATERIAL SPECIFICATION
BUILD UP.
NOTE:
WDX20-80-0701
NITROGEN GAS SPRINGS
TO EXCEED 2000 P.S.I.
AMOUNT OF SPRINGS
R 5
IN UPPER PAD IS P.S.I. ± 50
STROKESIZE
130
5 TYP.Ø5
(4) HOLES
MOUNT
CHARGING PRESSURE NOT
PRESSURE FOR SPRINGSRECOMMENDED CHARGING
NITROGEN GAS SPRINGS
CAUTION PLATE FOR LOWER PADS
FINAL TRYOUT.CHARGING PRESSURE AFTERCONSTRUCTION SOURCE TO STAMP
WDX20-80-0702
TO EXCEED 2000 P.S.I.
AMOUNT OF SPRINGS
2.2(.09 IN.)
IN LOWER PAD IS P.S.I. ± 50
STROKESIZE
R 5
130
CAUTION PLATES
5 TYP. 5 TYP.
130
Ø5(4) HOLES
5 TYP.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NEXT PAGE --><-- PREVIOUS PAGE
5O/(4) HOLES
10TYP.
MISCELLANEOUS PLATES
CONSTRUCTION SOURCE TO STAMPSPECIAL INFORMATION AS SHOWN(NOTE ON DESIGN)
PROVIDE SPECIAL INFORMATION PLATE ON DIES REQUIRING SPECIAL INSTRUCTIONSFOR DIE MAINTENANCE, INTERCHANGEABILITY, SPECIAL METALS, ETC.
WDX20-80-0801
2.2
SPECIAL INFORMATION PLATE
100
90
15
5 200
190
5
R 5 TYP.
5 (4) HOLESO/
R 5 TYP.
PROVIDE COIL SIZE & MULTIPLE PLATE ON ALL COIL FEED BLANK AND PROGRESSIVE DIES.LOCATE NEAR THE RIGHT FRONT CORNER OF THE LOWER DIE SHOE IN VIEW OF THE PRESSOPERATOR.
WDX20-80-0802
MATERIAL SPECIFICATION: ALUMINUM 2024-T QO-A STOCK 2.2 mm (.09 IN.) THICK.TAG MANUFACTURER TO ENGRAVE DATA AS SHOWN AND ALL LETTERS AND LINESTO BE FILLED IN WITH BLACK ENAMEL.
4.8 mm(.187 IN.) HIGH LETTERS
LOCATE PLATE AT FRONT OF DIE IN VIEW OF THE PRESS OPERATOR.
PRODUCTION SOURCE TO STAMPTHICKNESS, WIDTH & MULTIPLEAFTER TRYOUT WHEN MINIMUMSIZES ARE DETERMINED(NOTE ON DESIGN)
COIL SIZE AND MULTIPLE PLATE
6.35 (.25IN.)HIGH LETTERSTYP.
2.290
805
5040
5
OCT. 19918
FOR APPLICATIONSEE W-DX3-50MPAGE 5
NORTH AMERICA ONLY
PRINTED COPY ISUNCONTROLLED

���� ������
���
� ���� ���9FEB. 2006
������������
NORTH AMERICA ONLY
-0.03+0.00
ØB
ØA
WDX20-80-093227 32 27
WDX20-80-092520 25 20
FORD PART NUMBER A B-0.15+0
20±0.15
20±0.15
3 X 15°
0.5
45°
90°
HOLEPULL OUTTAP THRUM6 X 1.0
-0.15+0
-0.03+0.00
45°
90°
3 X 15°
0.5
Ø12
Ø20
WITH M4 THREADED HOLEØ6 PULL DOWEL
HOLEPULL OUTTAP THRUM6 X 1.0
"Y"VIEWENLARGED
"Z"VIEWENLARGED
"Z"
VISUAL LOCATOR STAMPS
VISUAL LOCATOR STAMPS DEPTHTO BE COMPENSATED FOR METAL THICKNESS (INSIDE OR OUTSIDE OF METAL).STAMP TO ENTER METAL 0.3mm TO LEAVE MARK.
SHOW IN SOLID MODEL STAMPS20.2 DEEP.
MATERIAL SPECIFICATION ALL STAMPSAISI-W-2HEAT TREAT Rc 58-60
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��
SHOW IN SOLID MODEL A KNOCK OUT HOLE FORM THE BACK SIDE OF THE DIE TO REMOVE STAMP.

NEXT PAGE --><-- PREVIOUS PAGE
INNER DISTANCE
CLAMP STROKE
CLAMP START ANG. CLAMP FINISH ANG.
UNCLAMP START ANG.
UNCLAMP FINISH ANG.
LIFT STROKE
LIFT OFFSET LIFT START ANG.
LIFT FINISH ANG.
LOWER START ANG. LOWER FINISH ANG.
TRANSFER STROKE TRANSFER OFFSET
FEED START ANG.
FEED FINISH ANG. RETURN START ANG.
RETURN FINISH ANG.
PRESS TRANSFER SETUP TAG
CLAMP STROKE . SPM MAX.UNCLAMP STROKE . SPM MAX.
LIFT STROKE . SPM MAX.
LOWER STROKE . SPM MAX.
FEED STROKE . SPM MAX.
RETURN STROKE . SPM MAX.
PRESS TRANSFER
DIE DESIGN SOURCE TO SHOW THIS TAG AS PART OF DRAW DIE.
THE DATA FOR THIS TAG MUST APPEAR ON PLAN OF DIE.
TAG IS TO BE MOUNTED ON FRONT OF DIE SHOE.
CONSTRUCTION SOURCE TO STAMP THIS TAG WITH DATA THAT APPEARS ON PLAN OF DIE
MATERIAL SPECIFICATION:
ALUMINUM SAE-1100-H14 STOCK 2.2(.09 IN) THICK.
ALL LETTERING TO BE BLACK & MAXIMUM PRESS SPEEDS:
THE WORDS "PRESS TRANSFER SETUP TAG" TO BE 7.5 (.295 IN) HIGH RAISED LETTERING.
THE REMAINDER OF THE WORDS TO BE 2.38 (.094 IN) HIGH RAISED LETTERS.
MAXIMUM PRESS SPEEDS
175
85
NORTH AMERICA ONLY
FORD PART NUMBERWDX20-80-1001
R 5 5O/(4)HOLES
5 TYP.
5 TYP.
OF THE DIE DESIGN FOR THE DRAW DIE & MOUNT TO FRONT OF DIE SHOE.
SETUP TAG
0.00
TRANSFER OFFSET ALWAYS MUST BE SET AT ZERO.LIFT OFFSET = BOLSTER HEIGHT + 33 INCHES,OR (TOP OF BOLSTER TO TOP OF FEED RAIL).
SEPT. 199810
PRINTED COPY ISUNCONTROLLED

NEXT PAGE --><-- PREVIOUS PAGE
R 5 TYP. 5 (4) HOLESO/
LOCATING PIN CHART PLATE
FORD NUMBERWDX20-80-1501
CONSTRUCTION SOURCE TO STAMP APPROPRIATE PIN LOCATION DIMENSIONS ASSHOWN ON DIE DESIGN WITH 4.8 mm (.187 IN.) HIGH LETTERS.
TAG MANUFACTURER TO ENGRAVE DATA AS SHOWN WITH 4.8 mm (.187 IN.)HIGH LETTERS.ALL LETTERING AND LINES TO BE FILLED IN WITH BLACK ENAMEL.
MATERIAL SPECIFICATION:ALUMINUM 2024-T3 QO-A STOCK 2.2 mm (.09 IN.) THICK.
PROVIDE TAG FOR SOURCE PRESS ONLY.
140
130
5
90
80
5
FOR DRAW DIES, LINE DIES,AND COIL FEED BLANKER DIES.
2.2
8070
5
145
135
5
FORD NUMBERWDX20-80-1502
FOR TRANSFER PRESS DIES
15MARCH 1991
OF PRESS
OFPRESS
NORTH AMERICA ONLY
PRINTED COPY IS UNCONTROLLED

NEXT PAGE --><-- PREVIOUS PAGE
TONNAGE MONITOR PLATES
TONNAGE MONITOR PLATEFOR DOUBLE ACTION PRESS
R 5 TYP.
3.2 (.125 IN.)HIGH LETTERS(8) PLACES.
5 (4) HOLESO/
R 5 TYP.
5 (4) HOLESO/
WDX20-80-1601
TONNAGE MONITOR PLATEFOR SINGLE ACTION PRESS
WDX20-80-1602
MATERIAL SPECIFICATIONALUMINUM 2024-T3 QO-A STOCK 2.2 mm (.09 IN.) THICK.
PRODUCTION SOURCE TOSTAMP APPROPRIATETONNAGE READING WITH4.8 mm (.187 IN.)HIGH LETTERS.
105
95
5
2.2
110
100
5
DESIGN TO SPECIFY TONNAGE PLATES FOR ALL SINGLE & DOUBLE ACTION DRAW DIES.
110
1005
7565
5
2.2
3.2 (.125 IN.)HIGH LETTERS(4) PLACES
PRODUCTION SOURCE TO PROVIDE TONNAGE MONITOR PLATEFOR SINGLE ACTION DRAW DIES AND FOR RESTRIKE DIESASSIGNED TO LINE PRESSES WITH TONNAGE MONITORS.
TAG MANUFACTURER TO ENGRAVE DATA AS SHOWNWITH 4.8 mm (.187 IN.) HIGH LETTERS.ALL LETTERING AND LINES TO BE FILLED INWITH BLACK ENAMEL.
FEB. 199116
NORTH AMERICA ONLY
PRINTED COPY ISUNCONTROLLED

NEXT PAGE --><-- PREVIOUS PAGE
DELTA PLATES TO BE FURNISHED BY THE TECHNICAL SERVICES DEPARTMENT.
TO BE USED ON MAJOR, INTERMEDIATE & LARGE GAP DIES OVER 1220 mm WIDE.
MATERIAL SPECIFICATION: ALUMINUM SAE-1100-H14 STOCK 2.2 mm (.09 IN.) THICK.TAG MANUFACTURER TO ETCH DATA AS SHOWN WITH 4.8 mm (.187 IN.) HIGH LETTERS.
DELTA PLATE TO BE SHOWN IN POSITION ON DIE DESIGNS, MOUNTED TO THE FRONTFACE OF THE PUNCH SHOE.
DELTA IDENTIFICATION PLATE
TO BE USED ON O.B.I., SMALL & GAP DIES UP TO 1220 mm WIDE.
B&A
102
905
5
5O/(3) HOLES
R 5 TYP.
5O/(4) HOLES
R 5 TYP.
FORD NUMBERWDX20-80-1701
FORD NUMBERWDX20-80-1702
DELTA SIGN TO BEM5J92-A DELTA ORANGE
BACKGROUND TO BEM5J92-A DELTA ORANGE.
2.2
CONSTRUCTION SOURCE TO STAMP DATA WITH 4.8 mm (.187 IN.)HIGH LETTERSAND INSTALL PLATE.
135125
5
25
5
35
2.2
INFORMATION TO BE TAKEN FROM PART PRINT.
BACKGROUND TO BEM-307 FAIR TRIM BLUE.
EQUILATERAL TRIANGLE
17FEB. 1992
NORTH AMERICA ONLY
PRINTED COPY IS UNCONTROLLED

NORTH AMERICA ONLY
���� ������
���
� ���� ���19FEB. 2006
������������
FORD PART NUMBERWDX20-80-1945
NUMBER AND MANUFACTURER'SMARKED WITH THE FULL ORDERINGEACH PART MUST BE PERMANENTLY
NAME.
SPECIAL COIN MARKER
OIL FOR SHIPMENT.TREAT WITH RUST INHIBITOR
3 X 10° PRESS LEAD
16
25 ±0.05
22.5 ±0.01
120°TYP.
Ø45 +0.02-0.00
Ø6 PULL DOWEL WITHM4 THREADED HOLE
Ø36.94 B. C.
2 ±0.05
3 SIDED
DIN 17350-S-6-5-2BS 4659-BM2
ROCKWELL C60-63TRIPLE TEMPER
AISI M2
HARDNESS:
MATERIAL:
FOR M8 SOC. HD. CAP SCR.
VISUAL LOCATOR STAMPS DEPTHTO BE COMPENSATED FOR METAL THICKNESS (INSIDE OR OUTSIDE OF METAL).STAMP TO ENTER METAL 0.3mm TO LEAVE MARK.
SHOW IN SOLID MODEL STAMP26.7 DEEP.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX20−80M20MAY 2005
IDENTIFICATION
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLY
REMOVABLE DATE STAMP
10
32
18
55
5665
70
9
12
FOR M10 SOC. HD. CAP SCR.(2) HOLES
DATE STAMP RETAINERSEE W-DX20-80MPAGE 21
DATE STAMP HOUSINGSEE W-DX20-80MPAGE 22
DATE STAMP BACKING HANDLESEE W-DX20-80MPAGE 21
BEND AND SHORTEN HANDLETO SUIT AT ASSEMBLY.SPECIFY HANDLE LENGTHWHEN ORDERING.
FORD PART NUMBER
WDX20-80-207050
ORDERING EXAMPLEWDX20-80-207050-L500
SPECIFY HANDLE LENGTHWHEN ORDERING.
9
9.5
19
FOR M10 SOC. HD. CAP SCR.
M6 X 12 LG.
SOC. HD. CAP SCR.
(2) REQ'D.
LOCATE MARKER IN LOWER SHOEASSEMBLY AS CLOSE TO THE EDGEOF THE PART AS PARTICLE.
IF MARKER MUST BE PLACE IN THEUPPER SHOE ASSEMBLY,DIE ENGINEERING APPROVAL ISREQUIRED.

VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX20−80M21MAY 2005
IDENTIFICATION
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLYREMOVABLE DATE STAMP
11.92 ±0.02
2.62 ±0.05
16.7
33.4 ±0.08
23.5
47
60
R12
3.3
6.32 +0.03-0.00
12 f7
Ø6.6 DRILL THRUØ11 C'BORE 7 DEEP(2) HOLES
12 g66
11.5 47
70
30°
9.519 g6
L TO SUIT DIE DESIGN
1 X 45°(4) SIDES
Ø5 DRILL THRUM6 TAP THRU(2) HOLES
DATE STAMP RETAINER AND BACKING HANDLE
9.5
9
FORD PART NUMBER
WDX20-80-2119
WHEN ORDERING.SPECIFY HANDLE LENGTH
WDX20-80-2119-L500ORDERING EXAMPLE
DATE STAMP BACKING HANDLE
Ø9 DRILL THRU
WDX20-80-216012
FORD PART NUMBER
DATE STAMP RETAINER

VEHICLE OPERATIONSCONSTRUCTION SPECIFICATIONS
WORLDWIDE DIE DESIGN ANDW−DX
DATE SECTION
PAGE
W−DX20−80M22MAY 2005
IDENTIFICATION
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLYREMOVABLE DATE STAMP HOUSING
12 H7
9.5
19 H7
6
12 H8
9
52
65
6
7056
30°
27.5
55
R
Ø9 DRILL THRU
Ø15 C"BORE 10 DEEP
(2) HOLES
23±0.5
32
18
36M6 X 20 LG.SOC. HD. CAP SCR.(2) REQ'D.
WDX20-80-227055
FORD PART NUMBER

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY IS UNCONTROLLED
31
BACKING PLATE & TRANSFER PINS FOR BOTTOMING MARKER
12O/
10O/
12O/66
1 X 45 CHAMFERo
412
150 MAX. LENGTH WHEN ORDERING + 6 EXTRA FOR FITTING 10O/
FOR APPLICATION SEE DX20-6MPAGE 1
FOR M8 SOC.HD.SCR.
NOTE: ALL GROUND SURFACES TO BE PARALLEL AND SQUARE WITHIN .013
BACKING PLATEWDX20-80-3101
R 10SPHERICAL RADIUSHELD WHENFITTING
FOR ANGULAR APPLICATIONSEE W-DX20-50M PAGE 7
FOR VERTICAL APPLICATIONSEE W-DX20-50M PAGES 5 & 6.
TRANSFER PIN WDX20-80-3102 TRANSFER PIN WDX20-80-3103
MATERIAL SPECIFICATIONSAISI-4150 HARDENRC. 56-60
G
G
G G
JAN. 1994
FOR 6mm DOWELO/
40O/
10
10
10
81 REF. ORDERWITH 6mm FITTINGALLOWANCE
75
// 0.02
NORTH AMERICA ONLY

NORTH AMERICA ONLY
���� ������
���
� ���� ���32FEB. 2006
������������
3 X 45° CHAMFER
FILLER TRANSFER PIN WITH RETAINER PLATE
M8 SOC. HD. CAP SCR.
ALLOWANCE.FITTINGORDERING FORLENGTH WHENSPECIFYADD 6 mm TO
Ø25
MATERIAL SPECIFICATION
25
812
10
AISI-1018 OR 1020
WDX20-80-3202RETAINER PLATE
WDX20-80-3201 L256
SURFACE HARDEN
20
10
3
22
WHEN ORDERINGSPECIFY "L" LENGTH
BOTH ENDS2 X 45° CHAMFER
CARBONIZE THIS END ONLY
WHEN ORDERING LENGTH SPECIFY
ORDERING EXAMPLE
AISI-4150 OR 6150MATERIAL SPECIFICATION
RC 60-62
WDX20-80-3201
FILLER TRANSFER PIN
FOR BOTTOMING MARKER
REPLACEMENT ONLY
NOTE:RETAINER PLATE COMES WITHFILLER TRANSFER PIN WHENORDERING.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���33FEB. 2006
������������
DRILL DIMPLE PIN
WDX20-80-33065 L255
NITRIDED TO Rc 65-70
WHEN ORDERINGSPECIFY "L" LENGTH
ORDERING EXAMPLE
MATERIAL SPECIFICATION
WDX20-80-33065
DRILL DIMPLE PIN
USED FOR MOUNTING IN RESTRIKE STEEL
Ø6.5 g6
90°
R 0.57 ±0.06
Ø12
5
L
REF. METRIC EJECTOR PIND-M-E STANDARD REF. PIN NUMBER E-6.5
+0.00-0.05
FOR APPLICATION IN RESTRIKE STEEL ANDSET UP DIMENSIONSSEE W-DX6-50MPAGE 33
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���38FEB. 2006
������������
NORTH AMERICA ONLY
CENT.
MAT. AISI-W2MATERIAL SPEC: FOR ALL DETAILS
ALL DIMENSIONS WITHOUT TOLERANCE TO BE ±0.2
M16 DIE BOTTOMING MARKER
HT. TREAT
THREADM16 X 1.5
1.5
INDICATE NUMBER
WDX20-80-381615-1EXAMPLE FOR ORDERING
+0.05
10.24 -0.05+0
Ø6.40 -0
2
1.5 X 45°
-0.05+0
Ø6.35
3.17 CHARACTER WITH CIRCLE
-0.05+0
15.87
4.67 ±0.05
Ø9.65
RC. 58-60
15
90°
WDX20-80-381615
THE PROCESS SHEET WILL CALL OUT THE LOCATION OF THE BOTTOMING MARKER.THE BOTTOMING MARKER WILL STAMP THE NUMBER THAT WOULD REPRESENT THESEQUENCE OF OPERATION.FOR EXAMPLE DRAW DIE WILL BE NUMBER (1). THE 4th DIE IN THE LINE IS A RESTRIKEOPERATION, SO THE BOTTOM MARKER WOULD STAMP THE NUMBER (4).
1
FORD NUMBER
M16 BOTTOMING MARKER Ø6.35
3.17 CHARACTER WITH CIRCLE
WDX20-80-381623
FORD NUMBERM16 SHOULDER BOTTOMING MARKER
90°
-0.05+0 +0
-0.05
Ø9.65
4.67±0.05
24.94
24.2
Ø6.40 -0+0.05
M16 X 1.5THREAD
2
Ø18
1.5 CENT. 2
17-0.05+0
1.5 X 45°
5
FOR APPLICATION AND SET UP DIMENSIONSSEE W-DX20-50M PAGE 2
FOR APPLICATION AND SET UP DIMENSIONSSEE W-DX20-50M PAGE 3SOLID UPPER AND LOWER
SOLID UPPER
LOWER PAD
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���39FEB. 2006
������������
NORTH AMERICA ONLY
6°
74.68
55.00
36.74
1.6
MAT. AISI-1025 (CAST)WDX20-80-392575PART IDENTIFICATION MARKER
RC. 58-60HT. TREATMAT. AISI-W2WDX20-80-3902STAMP
TO BE 11.10 HIGHALL CHARACTERS
HT. TREAT Rc 58-60MAT. AISI-W2COMES WITH RETAINERBACKING PLATE
Ø8.6
3.5
Ø14.25
TYP.9.14
TYP.3.56
A
9.84
9.21 A
15.42
-0.05
-0.03+0
12.75
0.48
+0
5.56 CHARACTER
7.32 -0.03+0
FLAT HD.SCR.FOR M3 X 0.5 X 10 LG.DRILL & C'SINK
1.66.10 2.02
M3 X 0.5 TAP THRU
1.6(2) HOLES
R 12.7
18.02 ±0.04
11.92 ±0.02
SECTION A-A
6°
15.43 ±0.01
±0.06
6°7.71 ±0.01
WDX20-80-3902-AEXAMPLE FOR ORDERING STAMPS
NUMBER OR SYMBOL.INDICATE LETTER,
PART IDENTIFICATION MARKER AND STAMP
SHOW IN SOLID MODEL POCKET
18.5 DEEP
PART IDENTIFICATION MARKER DEPTH TO BE COMPENSATED FOR METAL THICKNESS (INSIDE OR OUTSIDE OF METAL).STAMP TO ENTER METAL 0.3mm TO LEAVE MARK.
SHOW IN SOLID MODEL 1.5mmCONSTANT CLEARANCE AROUND RETAINER THAT ARE POCKETED.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

���� ������
���
� ���� ���40FEB. 2006
������������
4.56
Ø14.25
FOR STAMPS SEE WDX20-60M PAGE 2
3.5
Ø8.6
COMES WITH RETAINER
HT. TREATRC. 58-60
MAT. AISI-W2
8.7
9.14 TYP.
BACKING PLATE
3.5
4 TYP.8.7
1.6
1.6
1.6
33.40
A±0.08
2.28
9.52
B B
A50.80
69.84
NOTE: USE (2) M8 SOC. HD. SCR.
MAT. AISI-1025 (CAST)
1.6
1.6
RC. 58-60HT. TREATMAT. AISI-W2
BACKING PLATE
SECTION B-B
NOTE:USE STAMPSWDX20-60-0201WDX20-60-0202
11.92 ±0.02
1.6
33.40+0.08-
R 7.87
66.55
50.80
3.3
WDX20-80-401667(SINGLE ROW)
+0.036.32 -0
PART IDENTIFICATION MARKER
WDX20-80-403270MAT. AISI-1025 (CAST)
SECTION A-A
Ø8.6
Ø14.25
11.92 ±0.02R 16
6.10 ±0.02
18.02 ±0.04
6.10 ±0.02
5.59
18.02 ±0.04
2.62 ±0.05
DRILL & C'SINKFOR M3 X 0.5 X 10FLAT HD. SCR.
PART IDENTIFICATION MARKERS
6.32
32
+0.03-0
2.62 ±0.05
8.89
17.75
M3 X 0.5TAP THRU
ALL DIMENSIONS WITHOUT TOLERANCES TO BE ±0.2 FOR EACH RETAINER.
NORTH AMERICA ONLY
COMES WITH RETAINER
(DOUBLE ROW)
PART IDENTIFICATION MARKER
FOR APPLICATION ANDSET UP DIMENSIONSSEE W-DX20-50M PAGE 1
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���42FEB. 2006
������������
TREAT WITH RUST INHIBITORHEAT TREAT TO Rc. 60-62
TO DIN 17350 OR AISI W-2
MATERIAL SPECIFICATION:
WITH M4 THREADED HOLE
WDX20-80-4201FORD PART NUMBER
LOCATE AS CLOSE AS
OIL FOR SHIPMENT.
WERKSTOFF No. 1.2379BS4659 BD3, X210Cr12,
FINISH:
PRACTICAL TO C
PULL OUT HOLEM6 X 1.0 TAP THRU
L
Ø6 PULL DOWEL
16±0.01
164
28
19
BRAND.NUMBER AND MANUFACTURER'SPART WITH FULL ORDERINGPERMANENTLY MARK EACH
WDX20-80-4202R
OF THE ORDERING NUMBER.CODE "R" AT THE ENDAS ILLUSTRATED ADDFOR ENGRAVE REVERSED
PRESS IN LEAD3 MAX. X 10°
+0.012+0.005
13
90°
0.8
-0.00+0.0425
Ø38
WDX20-80-4202FORD PART NUMBER
126°
0.5
PROP DIE STAMP
WORD "PROP" TO BE 8mmHIGH CHARACTERS
PROP DIE STAMPS DEPTH TO BE COMPENSATED FOR METAL THICKNESS (INSIDE OR OUTSIDE OF METAL).STAMP TO ENTER METAL 0.3mm TO LEAVE MARK.
SHOW IN SOLID MODEL STAMPS25.5 DEEP.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��
SHOW IN SOLID MODEL A KNOCK OUT HOLE FORM THE BACK SIDE OF THE DIE TO REMOVE STAMP.

NORTH AMERICA ONLYVEHICLE OPERATIONS
CONSTRUCTION SPECIFICATIONSWORLDWIDE DIE DESIGN AND
W−DX
DATE SECTION
PAGE
W−DX20−80M43 ENDMAY 2005
IDENTIFICATION
PRINTED COPY ISUNCONTROLLED
VISUAL LOCATOR
AA
BRAND.
HEAT TREAT
MATERIAL SPECIFICATION:
Rc. 56-58
AISI-4150
NUMBER AND MANUFACTURER'SPART WITH FORD PARTPERMANENTLY MARK EACH
WDX20-80-432032
FORD NUMBER
SECTION A-A
Ø11 DRILL THRUØ18 C'BORE 12 DEEP
B B
Ø15 C'BORE 10 DEEPØ9 DRILL THRU
Ø27
Ø32 +0.00-0.03
20±0.15
3 X 15°
Ø20
Ø25 -0.03+0.00
3 X 15°
20±0.015
USED FOR MOUNTING OVERHEAD
SECTION A-A
WDX20-80-432025
FORD NUMBER
90°
0.5-0.15+0.00
ENLARGED VIEW