Targa Midstream Services Limited Partnership Construction ...
23
Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________ Painting-Rev.2.doc Publish Date 3/24/05 Painting - 1 - Table of Contents PAINTINGS, COATINGS, TAPES & SHRINK SLEEVES 1. Scope Page Number 1.1 General 2 1.2 Commercial Aspects 2. Paint Systems 3 2.1 Paint Schedules 3. Safety 4 3.1 General 3.2 Equipment 4. Environmental 5 5. Surface Preparation 5 5.1 Standards and Codes 5.2 General 5.3 Definitions 6. Colors 6 6.1 General 6.2 Color Banding – Optional 7. Paint Schedules 9 7.2.1 Most Equipment: Ladders, Towers, Exchangers, Vessels , Piping, Structures, etc. 10 7.2.2 Pumps, Motors, Blowers, Engines, and Compressors 12 7.2.3 Carbon Steel Surfaces Under Insulation 13 7.2.4 Galvanized Conduit 14 7.2.5 Furnaces, Boilers, Stacks and Engine Mufflers made of Carbon Steel. 15 7.2.6 Cooling Tower piping and equipment inside towers or in splash zone of Tower. 16 8. Coatings for Underground Pipe 17 Revision 1 – August 18, 2003 - Added option to use white color for tanks, vessels, and other equipment. Revision 2 – March 24, 2005 – Added Sherwin Williams paint tables
Transcript of Targa Midstream Services Limited Partnership Construction ...

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 1 -
Table of Contents
PAINTINGS, COATINGS, TAPES & SHRINK SLEEVES
1. Scope Page Number
1.1 General 2
1.2 Commercial Aspects
2. Paint Systems 3
2.1 Paint Schedules
3. Safety 4
3.1 General
3.2 Equipment
4. Environmental 5
5. Surface Preparation 5
5.1 Standards and Codes
5.2 General
5.3 Definitions
6. Colors 6
6.1 General
6.2 Color Banding – Optional
7. Paint Schedules 9
7.2.1 Most Equipment: Ladders, Towers, Exchangers, Vessels , Piping, Structures, etc.
10
7.2.2 Pumps, Motors, Blowers, Engines, and Compressors 12
7.2.3 Carbon Steel Surfaces Under Insulation 13
7.2.4 Galvanized Conduit 14
7.2.5 Furnaces, Boilers, Stacks and Engine Mufflers made of Carbon Steel.
15
7.2.6 Cooling Tower piping and equipment inside towers or in splash zone of Tower.
16
8. Coatings for Underground Pipe 17
Revision 1 – August 18, 2003 - Added option to use white color for tanks, vessels, and other equipment. Revision 2 – March 24, 2005 – Added Sherwin Williams paint tables

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 2 -
1. Scope
1.1 General
1.1.1 This specification defines the minimum standards for surface preparation, application and type of coating schedule to coat external surfaces of structural steel, vessels, piping, tanks, buildings, and other facility equipment. This specification covers: large projects, maintenance, shop applied coatings, and coatings for buried equipment, including piping, pipelines, valves, etc. Added Architectural coatings for exterior buildings and interior walls.
1.1.2 Successful coating requires proper preparation and quality coatings. The coating costs are typically 15% or less of entire project with access, preparation and application being the remaining 85%.
1.1.3 A pre-job meeting should be held among company representative, applicator (either a contractor or a Targa employee), and coating technical service representative. The coating representative should supply or verify all coating documentation for the job.
Ameron – 1-800-874-6761 Sherwin Williams – 1- 713-473-6627
Carboline – 1-800-848-4645
1.1.4 The applicator shall both clean and prepare surfaces and apply all coats. All exposed metal and materials shall be included except that specifically excluded herein.
1.1.5 The following surfaces shall not be painted:
a. Aluminum, copper, stainless or galvanized metal
b. Rubber, glass, tile or insulated surfaces consistently under 32 °F or over 250 ° F
c. Name plates, valve stems, or machined surfaces, gasket contact surfaces
d. Instruments or any item with a glass face.
e. Grease nipples and fittings
f. Moveable linkages, compressor or pump shafts or similar lubricated surfaces
1.1.6 All surfaces not to be painted shall be kept entirely free of paint with temporary coverings. Masking tape and temporary coverings shall be removed upon completion of the job.
1.1.7 No “zinc-rich” epoxy, vinyl, or other coating system shall be applied to any stainless process equipment, or piping. In the event the stainless steel requires painting, the coating shall be a “chloride free/metal free” based product.
1.1.8 Over-spray of “zinc-rich” coatings or paint from carbon steel painting operations shall not be permitted to land on stainless steel process equipment or piping.
1.1.9 Do mix coatings from different manufacturers except when coating metal with old coatings such as done in maintenance situations.
1.1.10 Use of Sand or materials having silica shall not be used for any grit blasting at Targa facilities.
1.2 Commercial Aspects - The following are items related to commercial aspects. They are included for information and subject matter should be included in bid documents.
1.2.1 Applicators: Applicator should purchase paint for project and properly dispose of all paint and paint coated tape and other masking debris. Applicator shall follow coating manufacturers requirements for metal preparation using SSPC Good Painting Practices.
1.2.2 Contracts and other documents should cover items as quality control, air quality requirements, and application.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 3 -
1.2.3 Warranties - A five-year warranty is available when using Ameron, Carboline, or Sherwin Williams coatings, but only when applied by certain applicators. Contact Engineering Coatings Specialists (Steve O’Toole or Jerry Parrish) or paint manufacturers for approved applicators.
1.2.4 Applicator is responsible for correcting names and code numbers of paint in use at time job is cost estimated and when paint is applied.
2. Paint Systems
2.1 Paint Schedules – Schedules include the following:
2.1.1
General Vessels, piping, equipment, supports, etc. at ambient temperatures
Pumps, Motors, Engines, Compressors (Generally coated by manufacturer)
Coatings over galvanized metal
Coatings under insulation
Coatings for elevated temperatures- Furnaces, Boilers, Stacks, Mufflers, etc. made of carbon steel.
Architectural
2.2 Several classes of applications are included:
2.2.1 New shop or Field – Inorganic Zinc Primer. This application is intended for shop constructed vessels, piping, and equipment where excellent sanded blasting can be achieved. A shop-applied inorganic zinc primer or a high solids epoxy primer with catalyzed epoxy finish coat is selected for all Targa facilities; however, a polyurethane finish coat option is included for better gloss and longer life. This also applies to equipment painted on site where full grit blasting can be achieved.
2.2.2 New shop or Field – Organic Zinc Primer. This application is intended for shop constructed or field constructed vessels, piping, or equipment where full grit blasting cannot be achieved or where previous coatings may be present.
2.2.3 Maintenance – This application is intended for painting existing vessels, piping and equipment where surface preparation requirements are not as stringent and coatings may be present.
2.2.4 Severe Gulf Coast – This application is intended for painting at locations that are exposed to sea- water or within 15 feet of sea level or where maximum corrosion protection is desired.
2.3 Coating Thickness
2.3.1 Dry film thickness (D.F.T.) for prime coat and total shall be no less than the minimum recommended film thickness in Paint Schedule. Maximum film DFT shall be as shown.
2.4 Paint Designations
2.4.1 Manufacturer's designations are included for convenience. Use of other product brands of equal quality rated for the same service may be used only if local operations investigates quality and approves substitution and documents in project files.
2.5 Number of Coats
2.5.1 High-build paints can be supplied as one or two coats. Estimate shall be clear as to the number of coats to be applied. Normally, two coats minimum of contrasting color are applied.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 4 -
2.6 Inorganic vs. Organic Zinc
2.6.1 Inorganic zinc coatings require excellent surface preparation and shall not be used for maintenance. Use organic zinc for maintenance where surface preparation is minimal.
2.7 Operator Qualification (OQ) for Painting of DOT Jurisdictional Pipelines
2.7.1 Tasks such as metal preparation, grit blasting, and painting are covered tasks under DOT pipeline safety regulations. Persons doing these tasks must be either be qualified to perform the covered tasks or under the direct supervision of a person qualified to perform the covered tasks. The qualification can be achieved by following the requirements of a plan that meets DOT pipeline safety regulations. The plan shall be approved Targa and the plan may be either the applicators plan or consortium’s plan in which the applicator participates. In limited instances, Targa may include the individual persons working for the applicator persons into the Targa OQ plan.
The local management of the pipeline system being painted shall approve the qualifications of the individuals or include in Targa’s OQ plan as needed.
3. Safety
3.1 General
3.1.1 An engineering or facility representative shall meet with the contractor before work starts to acquaint the contractor with all safety rules and conduct a job safety analysis. The contractor shall comply with these rules while all work is in progress.
3.2 Equipment
3.2.1 The contractor's equipment shall be in good repair and shall be equipped with the proper safety equipment.
3.2.2 As abrasive blasting does produce a certain amount of free abrasive dust, the following safety measures will be used:
a. Abrasive blast operators will be required to wear a Fresh Air Federal Blast Helmet that is approved by the Bureau of Mines and one that meets OSHA standards.
b. The contractor will be required to furnish and post warning signs at a radius of 100 feet from the abrasive blast operation. The number of signs required will depend on each individual job. Actual sign colors are not critical, but black letters on yellow background is preferred. Signs shall read as follows:
WARNING
ABRASIVE BLASTING AREA
RESPIRATOR REQUIRED
3.2.3 Coating Equipment shall meet manufactures requirements for the type of coating being used.
4. Environmental
4.1 General
The application or removal of coatings may involve the use of chemicals, or may release materials that must be controlled or contained to meet federal, state, or local environmental regulations. An engineering or facility representative shall review the work with the contractor to assure the contractor is familiar with all applicable environmental regulations, and that proper procedures are employed so as not to violate any applicable regulation with which the facility must be in compliance.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 5 -
5. Surface Preparation
5.1 Standards and Codes
5.1.1 The following metal preparation standards apply:
a. Steel Structures Paint Manual, Volume 1 and 2. "Steel Structures Painting Council (SSPC).
b. NACE "Visual Standard for Surface of New Steel Airblast Cleaned with Sand Abrasive," National Association of Corrosion Engineers.
5.2 General
5.2.1 Abrasive blasting shall be scheduled to proceed without interruption after work has been started, so that the prepared surface can be primed the same day. Where weather conditions prevent priming of the blasted surface and a rust condition develops, surface shall be re-blasted. Blasting in the immediate vicinity of a freshly primed surface shall not be resumed until the primer has set up so that abrasive will not stick to the film.
5.2.2 Ambient, product, and surface temperatures should not be below 40°F.
5.2.3 Paint should not be applied to surfaces which are 125°F or higher in temperature - unless approval is obtained from the inspector. Re-coat windows and temperature limits of each coating shall be documented and agreed upon before each job starts.
5.2.4 Adverse weather conditions such as rain, high winds, dust storms, low temperatures and high humidity (85% maximum) should be anticipated far enough in advance to avoid application and drying under these conditions.
5.2.5 After a rain, or at the start of the day's operation, particular attention should be paid to areas that can entrap or hold moisture, such as welds, lapped seams, angles, etc. This moisture or water must be removed or let evaporate prior to blasting or painting.
5.2.6 Dew point requirements of coating being used shall be documented and agreed upon before the job starts.
5.2.7 Inaccessible areas should not be coated except by written exception per job by a facility representative. If flanges are to be coated, exposed threads shall be protected including those between flange faces.
5.2.8 For severe exposures, threads should be protected after coating of flanges by sealing profiling mastics around threads. Profiling mastics include wax, or other commercial mastics.
5.3 Definitions of Surface Preparations
5.3.1 The following define levels of surface preparation listed in paint schedules.
5.3.1.1 SSPC NACE DESCRIPTION 5.3.1.2
SP-1
Solvent Cleaning
N/A Removal of oil, grease, dirt, soil, and contaminants by cleaning with solvent, vapor, alkali, emulsion, or steam.
5.3.1.3 SP-2
Hand Tool Cleaning
N/A Removal of loose rust, loose mill scale and loose paint by hand chipping, scraping, sanding, and wire brushing.
5.3.1.4
SP-3
Power Tool Cleaning
N/A Removal of all visible rust, mill scale, paint and foreign matter by power tool cleaning.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 6 -
5.3.1.5
SP-5
White Metal Blast Cleaning
1 Removal of visible rust, mill scale, paint and foreign material to produce white metal over 100% of the surface area.
5.3.1.6
SP-6
Commercial Blast Cleaning
3 Blast cleaning until at least two thirds of each square inch of surface is free of all visible residues.
5.3.1.7
SP-7
Brush-Off Blast Cleaning
4 Blast cleaning of all except tightly adhered residues of mill scale, rust, and coatings.
5.3.1.8
SP-8
Pickling
N/A Complete removal of rust and mill scale by acid pickling, duplex pickling, or electrolytic pickling.
5.3.1.9
SP-10
Near White Blast Cleaning
2 Blast cleaning until at least 95% of each square inch is free of all visible rust, mill scale, paint and foreign matter.
5.3.1.10
N/A N/A WJ - High Pressure water jetting – 40,000 psi pressure source.
5.3.1.11
SP-11 N/A Power tool cleaning to bare metal (Example – Abrasive Flapper Wheel abrading)
6. Colors
6.1 OSHA color codes are given in table 2 below. They are referenced in paint schedules
6.2 Colors for line marking on ground coded to line contents. See table 3.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 7 -
TABLE 2 OSHA COLOR CODES
SERVICE COLORS FEDERAL SPECIFICATION ID #
Dangerous part of machinery or energized equipment which could cause injury
OSHA YELLOW
Danger or Stop and the location of fire protection equipment and apparatus
OSHA RED
Designates “safety” and the location of first aid equipment (other than fire fighting equipment).
SAFETY GREEN
Designates traffic and housekeeping markings. Used in accordance with local conditions.
OSHA WHITE, OSHA BLACK
Designates caution against starting or moving equipment being repaired.
BLUE

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 8 -
TABLE 3
GROUND MARKING COLORS
SERVICE APWA GROUND MARKING COLOR
ELECTRIC POWER LINES, CABLES, CONDUIT, AND LIGHTING CABLES
RED
GAS, OIL, STEAM, PETROLEUM, OR GASEOUS MATERIAL
YELLOW
TELEPHONE, COMMUNICATION, ALARM OR SIGNAL CABLES OR CONDUIT
ORANGE
WATER, IRRIGATION, AND SLURRY LINES BLUE
SURVEYING AND GENERAL CONSTRUCTION MARKINGS
GREEN
Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 9 -
7. Paint Systems and Schedules
7.1 The paint systems for equipment are to be used for painting of all facilities except barges and interiors of tanks and pressure vessels.
7.1.1 The generic systems are: 1. Inorganic zinc primers with epoxy build coats for new construction; where bright metal
blast is achievable.
2. Organic zinc rich primers with epoxy build coats for maintenance painting where less stringent metal preparation can be tolerated.
3. A urethane topcoat that may be specified for high gloss retention and longer life. Sometimes the urethane top coat is optional.
4. An optional aluminum flake epoxy for severe gulf coast service may be preferred at slight increase of cost See Carboline – Carbo Mastic 15 or Ameron – Amerlock 400 Aluminum. Epoxy Mastics are available from Sherwin Williams.
5. Specialty coatings for elevated temperatures or other designated services.
7.1.2 TOP COAT COLORS:
A Standard topcoat gray color shall be used for most applications.
First Aid Stations – Safety Green - Carboline – 2383 or Ameron GN-6
Fire Fighting Equipment – Safety Red – Carboline-5555 or Ameron RD-2
Emergency Shutdown Stations – Safety Orange – Carboline -4444 or Ameron OR-2
Machine Guard Rails and Hand Rails – Safety Yellow – Carboline 5555 or Ameron YE-314
Contact Sherwin Williams for matching colors to above.
This equipment shall be coated with the coatings defined later, but use topcoat color as indicated:
7.1.3 Definitions
New equipment is that which has never been painted and can be grit blasted to bright metal. Shop refers to painting of new equipment at non-Targa manufacturing facilities. Field refers to new equipment painted at Targa facilities.
Maintenance painting is over metal that has residual tight adhering paint at least in spots.
Severe Gulf Coast refers to equipment exposed to seawater, within 15 Ft. of sea level, or where maximum corrosion resistance is desired.
7.1.4 Clear Coats for extra color retention.
Sherwin Williams offers special topcoats to keep colors bright. Contact the company. �

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
10 -
7.2
������
��
� ��
�������
����������
������
���������
�����
����������
������������ ����!
���������� ""��������
���##���������
����������
�����
��� ""���$��%
���������
�����
����������
��#���
���� ����!
$�� �
7.2.
1 �&
��'
����
Lad
ders
, Pla
tfor
ms,
Han
drai
ls, L
ight
Pol
es ,G
rati
ng, U
n-in
sula
ted
Tow
ers,
Exc
hang
ers,
Ves
sels
, Ski
d-M
ount
ed P
roce
ss U
nits
, Str
uctu
ral S
teel
, Pip
ing,
F
itti
ngs,
Com
pres
sor
Flo
or G
rati
ng, a
nd O
ther
Int
erio
r/E
xter
ior
Wal
kway
s. S
tora
ge ta
nks,
ves
sels
, and
oth
er e
quip
men
ts m
ay b
e to
p co
ated
whi
te.
Stor
age
Tan
ks –
Ext
erio
rs O
nly-
Hyd
roca
rbon
s, C
hem
ical
s-Su
lfur
ic A
cid-
Cau
stic
, Etc
. �
(�
��)*
����
�����
�)��
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
��*
,��'���
��)
��)
���
)�)
*�
�)��
���*
,��'���
�
�
���
��
%�����-�.�
�������!
"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
7.2.
1.1
�'�*
)��
��/��)
��)*
�+���
����
01�
��2�������3�
456�
�2�����7�81
1�859�
8:1
���
�! ��������
454$:
���
�*��
.*�,
��.*
56�
���*
��.*
�,��
;500�
�
��/��)
���
)*�+���
����
01�
�2�������9;
��
65:�
�2�����7�81
1�859�
8:1
���
�! ��������
454$:
�.*
56�
���*
��.*
�,��
.*56�
;500�
�
'�����
���
����
9<�"��=�
��4�)
*���
6�)*
���045/>54��
�2�����7�81
1����#�
���2��
�"�?!�
'�����5�����������
�
:5@�
�����
�8:1
���
�! ��������
65:�
.*56�
���*
��.*
�,��
.*56�
;504�
�
'�����
���
����
(�*�
�. �
+�)
����
)*����
���A)
���
*���
*�B�
����
+*)'
��
��4�)
*���
6�)*
���045/
>54��
�2�����7�81
1�859�
�2�����7�81
1�859�
8:1
���
�! ��������
65:�
���*
��.*
�,��
.*56�
0050@�
�
��
��
��
��
��
�
��
��
��
��
��
�
��
��
��
��
��
�
��
��
��
��
��

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
11 -
�
��
��
��
��
��
��
����
��
� ��
�������
����������
������
���������
�����
����������
������������ ����!
���������� ""��������
���##���������
����������
�����
��� ""���$��%
���������
�����
����������
��#���
���� ����!
$�� �
�&
��'
����
Lad
ders
, Pla
tfor
ms,
Han
drai
ls, L
ight
Pol
es ,G
rati
ng, U
n-in
sula
ted
Tow
ers,
Exc
hang
ers,
Ves
sels
, Ski
d-M
ount
ed P
roce
ss U
nits
, Str
uctu
ral S
teel
, Pip
ing,
F
itti
ngs,
Com
pres
sor
Flo
or G
rati
ng, a
nd O
ther
Int
erio
r/E
xter
ior
Wal
kway
s.
Stor
age
tank
s, v
esse
ls, a
nd o
ther
equ
ipm
ents
may
be
top
coat
ed w
hite
. St
orag
e T
anks
–E
xter
iors
Onl
y- H
ydro
carb
ons,
Che
mic
als-
Sulf
uric
Aci
d-C
aust
ic, E
tc. �
(�
��)*
����
�����
�)��
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
��*
,��'���
��)
��)
���
)�)
*�
�)��
���*
,��'���
�
7.2.
1.2
�*%
)�����
��/��)
���)*�
+���
����
01�
����C����0
0�����������A
����
456�
����� ����;3
1��"
�?!�
859�
����������06
8.�
���!
��������
454$:
�.
���
.*�,
�4@06�
;500�
�
��/��)
���
)*�+���
����
01�
����C����;
:3�
)�������A
����
65:�
����� ����;1
1��"
�?!�
�
859�
����������06
8.�
���!
��������
454$:
�.
���
.*�,
�4@06�
3506$$:�
�
'�����
���
����
9<�"��=�
��4�)
*���
6�)*
���045/>54��
����� ����;3
1���
� �#�
���
���������
�"�?!�
:5@�
�����
��
���������06
6�.�
65:�
. ���
.*�,
�4@06�
;504�
�
'�����
���
����
(�*�
�. �
+�)
����
)*����
���A)
���
*���
*�B�
����
+*)'
��
��4�)
*���
6�)*
���045/
>54��
����2
������
0:�
���
0:+
���
�#����
���������
�"�?!�
859�
����2
������0:����
0:+
���
�#����
����������
�"�?!�
859�
����������06
6�.�
65:�
. ���
.*�,
�4@06�
0050@�
��
��
��
��
��
�

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
12 -
��
����
��
� ��
�������
����������
������
���������
�����
����������
������������ ����!
���������� ""��������
���##���������
����������
�����
��� ""���$��%
���������
�����
����������
��#���
���� ����!
$��
�
�&
��'
����
Lad
ders
, Pla
tfor
ms,
Han
drai
ls, L
ight
Pol
es ,G
rati
ng, U
n-in
sula
ted
Tow
ers,
Exc
hang
ers,
Ves
sels
, Ski
d-M
ount
ed P
roce
ss U
nits
, Str
uctu
ral S
teel
, Pip
ing,
F
itti
ngs,
Com
pres
sor
Flo
or G
rati
ng, a
nd O
ther
Int
erio
r/E
xter
ior
Wal
kway
s.
Stor
age
tank
s, v
esse
ls, a
nd o
ther
equ
ipm
ents
may
be
top
coat
ed w
hite
. St
orag
e T
anks
–E
xter
iors
Onl
y- H
ydro
carb
ons,
Che
mic
als-
Sulf
uric
Aci
d-C
aust
ic, E
tc. �
(�
��)*
����
�����
�)��
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
��*
,��'���
��)
��)
���
)�)
*�
�)��
���*
,��'���
�
7.2.
1.3
��������
/�����2
����
/��)
��)*
�+���
����
01�
�A��
��
���4�
456�
'�*
)�)D
,�989�
859�
�*)
�)��40;�
454$:�
���*
��.*
�,�
;500�
�
��/��)
��)*
�+���
����
01�
A����
���8�
65:�
'�*
)�)D
,�989�
859�
�*)
�)��40;�
454$:�
���*
��.*
�,�
;500�
�
'�����
���
���
��9�<��
)�=�
��4E�
�6E��04�
'�*
)�)D
,�989�
859�
�)��
��
�*)
�)��40;�
65:�
���*
��.*
�,�
;504�
�
'�����
���
����
(�*�
�. �
+�)
����
)*����
���A)
���
*���
*�B�
����
+*)'
��
��4E�
�6E��04�
'�*
)�)D
,�989�
859�
'�*
)�)D
,�989�
859�
�*)
�)��40;�
65:�
���*
��.*
�,�
0050@�
�
�"���
��C�����
��01�
� ��"�����0
:8�
���������
���.��!�
-�%���7�
01581�
�
��/��)
��)*
�+���
����
01�
A����
���4�
456�
'�*
)�)D
,�989�
859�
�*)
�)��40;�
454$:�
. ���
.*�,
�;500�
�
��/��)
��)*
�+���
����
01�
A����
���8�
65:�
'�*
)�)D
,�989�
859�
�*)
�)��40;�
454$:�
. ���
.*�,
3506$:�
�
'�����
���
���
��9�<��
)�=�
��4E�
�6E��04�
'�*
)�)D
,�989�
:5@�
�)��
��
�*)
�)��40;�
65:�
. ���
.*�,
;504�
�
'�����
���
����
(�*�
�. �
+�)
����
)*����
���A)
���
*���
*�B�
����
+*)'
��
��4E�
�6E��04�
��)D
,�'�
����
�� '
�� '
�859
���
)D,�'�
����
�� '
�� '
�859
��
*)�)
��40;�
65:�
. ���
.*�,
0050@�
T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
13 -
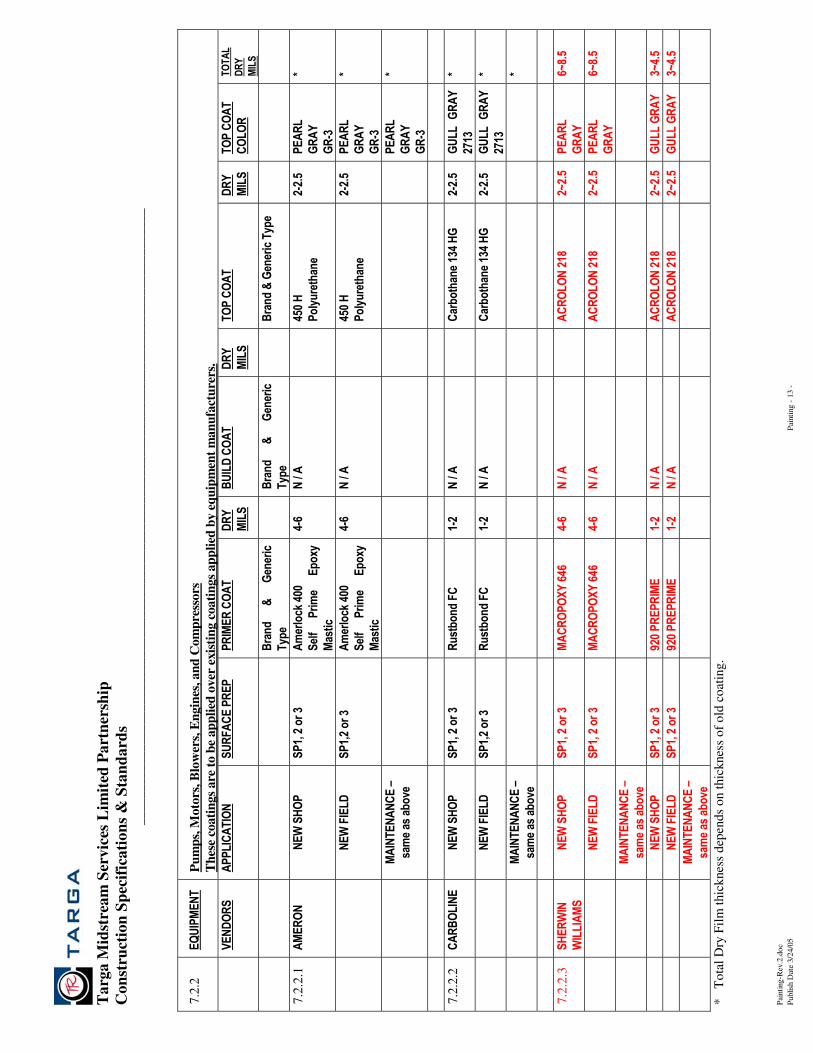
7.2.
2 �&
��'
���
Pum
ps, M
otor
s, B
low
ers,
Eng
ines
, and
Com
pres
sors
T
hese
coa
ting
s ar
e to
be
appl
ied
over
exi
stin
g co
atin
gs a
pplie
d by
equ
ipm
ent m
anuf
actu
rers
. �
(���
)*��
����
���
�)��
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
�*,�
'���
��)
��)
���
)�)
*��)
����
�*,�
'���
�
��
�%�����
-�.�
������
�!"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
7.2.
2.1
�'�*
)��
��/��)
����
0B�4��
��6�
�2�����
7�811�
���#�
���2��
�"�?!�
'�������
859�
��E��
��
8:1�
���
�! ��������
454$:
���
�*��
.*�,
��.*
56�
F�
�
��/�+���
����
0B4���
�6��2
�����7�81
1����#�
���2��
�"�?!�
'������
859�
��E��
��
8:1�
���
�! ��������
454$:
���
�*��
.*�,
��.*
56�
F�
�
'�����
���
��G�
��2���
��������
��
��
��
���
�*��
.*�,
��.*
56�
F�
�
��
��
��
��
��
7.2.
2.2
�*%
)�����
��/��)
����
0B�4��
��6�
* �������+�
054�
��E��
��
����������06
8�.�
454$:�
. ���.
*�,�
4@06�
F�
�
��/�+����
���
0B4����6�
* �������+�
054�
��E��
��
����������06
8�.�
454$:
�.
���.
*�,�
4@06�
F�
�
'�����
���
��G�
��2���
��������
��
��
��
��
F�
�
��
��
��
��
��
7.2.
2.3
��*
/���
/���
��'�
���
/��)
����
0B�4��
��6�
'�*
)�)D
,�989�
859�
��E��
�
�*)
�)��40;�
4H4$:
���
�*��
.*�,
�9H;$:
�
�
��/�+���
����
0B�4��
��6�
'�*
)�)D
,�989�
859�
��E��
�
�*)
�)��40;�
4H4$:
���
�*��
.*�,
�9H;$:
�
�
'�����
���
��G�
��2���
��������
��
��
��
��
�
�
��/��)
����
0B�4��
��6�
341��
*��*
�'��
054�
��E��
�
�*)
�)��40;�
4H4$:
.
���.*�
,�
6H8$:
�
���
/�+���
����
0B�4��
��6�
341��
*��*
�'��
054�
��E��
�
�*)
�)��40;�
4H4$:
.
���.*�
,�
6H8$:
�
�'�
����
���
��G�
��2���
��������
��
��
��
��
�
* T
otal
Dry
Film
thic
knes
s de
pend
s on
thic
knes
s of
old
coa
ting.�
�

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
14 -
��
��
7.2.
3 �&
��'
���
Car
bon
Stee
l Sur
face
s U
nder
Ins
ulat
ion
(1) -
(Sur
face
s –2
0 to
+250
F) P
aint
app
lied
prio
r to
Ins
ulat
ion.
Ste
el s
urfa
ces
cons
iste
ntly
ove
r 25
0 F
- L
eave
bar
e. I
f tem
pera
ture
s ar
e cy
clic
and
ris
e ab
ove
–20
F, t
hese
coa
ting
s ar
e ap
plic
able
.��
(�
��)*
����
�����
�)��
� *+
����*
���
�*�'�*
�)�
��<�""�!�������?
�������
������#�"������=�
�*,�
'���
�%
����)
���
�*,�
'���
��)
��)
���
�*,�
'���
��)
��)
���
)�)
*��)
����
�*,�
'���
�
��
�%�����
-�.�
������
�!"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
7.2.
3.1
�'�*
)��
��/��)
����
59��2
�����
7�811�
���#�
���2��
�"�?!�
'�������
:5@�
�)��
��
�2�����7�81
1����#�
���2��
�"�?!�
'�������
���
�*��
.*�,
��.*
56�
01508�
�
��/�+���
����
59�
�2�����
7�811�
���#�
���2��
�"�?!�
'�����5�
:5@�
�)��
��
�2�����7�81
1����#�
���2��
�"�?!�
'�������
���
�*��
.*�,
��.*
56�
01508�
�
'�����
���
����
59�
�2�����
7�811�
���#�
���2��
�"�?!�
'������
:5@�
�)��
��
�2�����7�81
1����#�
���2��
�"�?!�
'�������
���
�*��
.*�,
��.*
56�
01508�
�
��
��
��
��
��
7.2.
3.2
�*%
)�����
��/��)
����
59�
����� ����;3
1���
� �#�
���
���������
�"�?!�
:5@�
�)��
��
����� ����;3
1���
� �#�
���
���������
�"�?!�
�.
���.
*�,�
4@06�
01508�
�
��/�+����
���
59�
����� ����;3
1���
� �#�
�����
�������
�"�?!
:5@�
�)��
��
����� ����;3
1���
� �#�
���
���������
�"�?!�
�.
���.
*�,�
4@06�
01508�
�
'�����
���
����
59�
����� ����;3
1���
� �#�
���
���������
�"�?!�
:5@�
�)��
��
����� ����;3
1���
� �#�
���
���������
�"�?!�
�.
���.
*�,�
4@06�
01508�
�
��
��
��
��
��
7.2.
3.3
��������
/�����2
����
/��)
����
9�'�
*)�
)D,�989�
:H@�
�)��
�
'�*
)�)D
,�989�
:H@
.*�,
�01H08�
�
��/�+����
���
9�'�
*)�
)D,�989�
:H@
�)��
�
'�*
)�)D
,�989�
:H@
.*�,
01H08�
�
'�����
���
����
9�'�
*)�
)D,�989�
:H@
�)��
�
'�*
)�)D
,�989�
:H@
.*�,
01H08�
�
��/��)
����
9�'�
*)�
)D,�989�
:H@
�)��
�
'�*
)�)D
,�989�
:H@
.*�,
01H08�
�
��/�+����
���
9�'�
*)�
)D,�989�
:H@
�)��
�
'�*
)�)D
,�989�
:H@
.*�,
01H08�
�
'�����
���
����
9�'�
*)�
)D,�989�
:H@
�)��
�
'�*
)�)D
,�989�
:H@
.*�,
01H08�
�
�����
�����
��9�
��)5�
���
@H3�
�)��
��
��)5�
���
@H3�
.*�,
�08H0;�

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
15 -
� 7.2.
4 �&
��'
����
Gal
vani
zed
Con
duit
: Pai
ntin
g is
not
rec
omm
ende
d fo
r N
EW
OR
NO
N-R
UST
ED
gal
vani
zed
cond
uit.
The
follo
win
g ar
e re
com
men
ded
for
galv
aniz
ed
surf
aces
that
hav
e st
arte
d ru
stin
g du
e to
cor
rosi
ve e
nvir
onm
ents
. The
Ure
than
e to
pcoa
t is
opti
onal
for
max
imum
life
and
hig
h gl
oss.
�
(���
)*��
����
���
�)���
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
�*,�
'���
��)
��)
���
)�)
*��)
����
�*,�
'���
�
��
�%�����
-�.�
������
�!"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
7.2.
4.1
�'�*
)��
��/��)
��)*
�+���
����
�5��5@�
���
.����
����"��
.��2
�����7�81
1����#�
���2��
�"�?!�
'������
95;�
�)��
��
8:1�
���
�! ��������
454$:
���
�*��
.*�,
��.*
56�
;501$:�
�
'�����
���
����
/��
�)�
���.
��*
����
��
���
5��5@�
���
.����
����"��
.��2
�����7�81
1����#�
���2��
�"�?!�
'������
95;�
�)��
��
8:1�
���
�! ��������
454$:
���
�*��
.*�,
��.*
56�
F�
�
��
��
��
��
��
7.2.
4.2
�*%
)�����
��/��)
��)*
�+��
����
��50�
����� ����;;
;�65:�
�)��
��
����������06
8�.�
454$:
�.
���.
*�,�
4@06�
:5@$:
�
�
'�����
���
��/��
�)�
���.
��*
����
��
��50�
* �������+�
�������
����������
��011I
���������
"�?!�
054�
�)��
��
����������06
8�.�
454$:
�.
���.
*�,�
4@06�
F�
�
��
��
��
��
��
7.2.
4.3
��������
/�����2
����
/��)
��)*
�+���
����
@�'�
*)�
)D,�989�
9H;�
�)��
�
�*)
�)��40;
4H4$:
���
�*��
.*�,
�;H01$:�
�
'�����
���
����
/��
�)�
���.
��*
����
��
��@�
'�*
)�)D
,�989
9H;�
�)��
�
�*)
�)��40;
4H4$:
��
�*��
.*�,
��
�
��/��)
��)*
�+���
����
0�'�
*)�
)D,�989
6H:�
�)��
�
�*)
�)��40;
4H4$:
.
���.*�
,�:H@$:
�
�
'�����
���
�����
��0�
341��
*��*
�'��
0H4�
�)��
�
�*)
�)��40;
4H4$:
.
���.*�
,��
* T
otal
Dry
Film
thic
knes
s de
pend
s on
thic
knes
s of
old
coa
ting.

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
16 -
������
�& ��5'�
���
Fur
nace
s, B
oile
rs, S
tack
s an
d E
ngin
e M
uffl
ers
mad
e of
Car
bon
Stee
l. N
ote
diff
eren
t top
coat
s fo
r te
mpe
ratu
re r
ange
s. M
ost e
quip
men
t is
bare
ste
el.
If
insu
late
d, s
ee “
Und
er I
nsul
atio
n” s
ched
ule.
For
Sta
inle
ss s
teel
or
othe
r m
etal
s co
nsul
t Tec
hnic
al S
ervi
ces
or C
oati
ng S
uppl
ier�
�(�
��)*
����2"���� ���*�����
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
�*,�
'���
��)
��)
���
)�)
*F�
�)��
���*
,�'���
��
��
�%�����
-�.�
������
�!"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
��������
�'�*
)��
4:15@:1�+
�%�
���������
���01
���2�������3�5()
�����������A
�����
456�
�)��
��
��D�;34
����
�������������?����
456�
.��!�
���
�� 2
�� 2
��859�
��������
�*%
)�����
4:158
:1�+�
%����������
���01
��
���C����0
05����
����������A
����
456�
�)��
��
� ���2
������83
11�
0$:54�
.��!�
���
�� 2
�� 2
��6$:
5:�
��������
��������
/�����2
��4:15@:1�+
�%�
���������
���01
�A��
��
���4�
4H6�
�)��
��
J�'�����
'��;:
1�0�
%��
J����(
�*�
6H8�
��
4:15@:1�+
�%�
���������
���01
��
�01:1A�
�0$:
H4�
�)��
��
����'
��0111(E(�
E(�
�0$:
H4�
����
)�)
*��
6H8�
��
4:158:1�+
�%�
���������
���01
�A��
��
���4�
4H6�
�)��
��
J�'�����
'��8:
1�0H0$:
�%�
�J�
���(
�*�
6H8$:
�
��
4:158:1�+
�%�
���������
���01
��
�911A��
4H4$:
��)
���
��
�:11�(
E(�E(
��4H4$:
���
��)
�)*�
�8H:�
��
��
��
��
��
��
�������
�'�*
)��
8:150111�+�
%����������
���01
���2�������3�5()
�����������A
�����
456�
�)��
��
�2�������;@
;��� 2
�� 2
������
���
0$:54�
�6$:
5:�
��������
�*%
)�����
8:150
111�+
�%�
���������
���01
��
���C����0
05()
�����������A
����
456�
�)��
��
����2������8@
11�
����������
��!����
0$:54�
.��!�
���
�� 2
�� 2
��6$:
5:�
�������
��������
/�����2
��8:150111�+�
%����������
���01
�A��
��
���4�
4H6�
�)��
��
J�'�
���
�'��
�� '
�J
011�
:0;�
0���
'�
6H8�
�)*
�8:1H0111�+�
%����������
���01
��
�01:1A�
�0$:
H4��
�)��
��
��
��'�
�0111(E(�
E(�
�0$:
H4�
����
)�)
*��
6H8�
��
8:1H0111�+�
%����������
���01
�A��
��
���4�
4H6�
�)��
��
J�'�
���
�'��
�� '
�J
011�
:0;�
0���
'�
6H8�
�)*
�8:150111�+�
%����������
���01
��
�01:1A�
�0$:
H4�
�)��
��
��
��'�
�0111�
(E(�
E(�
�0$:
H4�
����
)�)
*��
6H8�
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��
��

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
17 -
��������
�'�*
)��
8:150111�+�
�������� �������
���01
��2
�������;@
4�'�
��#����
A����
���������
0$:54�
�)��
��
�2�������;@
6�'�
��#���
������
����
0$:54�
.��!�
658�
��������
�*%
)�����
8:150
111�+
� �
������� �������
���01
��
���C����8
@9:�
���������A
����
0$:54�
�)��
��
����2������8@
11�
����������
��!����
0$:54�
.��!�
���
�� 2
�� 2
��658�
��������
��������
/�����2
��8:150111�+�
�������� �������
��9E0
1�����
'��01
4@� ��
:H9�
�)��
��
����
'��01
4@� ��
:H9�
.*�,
�01H04�
��
8:150111�+�
�������� �������
��9E0
1�����'
��014@� ��
:H9�
�)��
��
����'
��014@� ��
:H9�
.*�,
�01H04�
��
��
���� ������������������������������������������������������������������ �!���"���������
� �����#��$���$�����!��%�#����!�������� ���&������!�������������������������������"����#��'�������!���"����#��#�����!�������� �������"����������
����#����!�������� ��������������������������#��� #��#��$���$�����!�

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
18 -
� 7.2.
6 �&
��5'�
���
Coo
ling
Tow
er p
ipin
g an
d eq
uipm
ent i
nsid
e to
wer
s or
in s
plas
h zo
ne o
f Tow
er.
Thi
s se
rvic
e is
sev
ere
and
cons
ider
ed a
s ho
t im
mer
sion
ser
vice
wit
h re
spec
t to
coat
ing
sele
ctio
n. �
(�
��)*
���"
"����
�����
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
�*,�
'���
��)
��)
���
)�)
*��)
����
�*,�
'���
�
��
�%�����
-�.�
������
�!"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
7.2.
6.1
�'�*
)��
�����"
����"���
������
�� �"2
����
���01
��2
�������30
����#�
���2��
�"�?!�
�������
�'������
G.���
��+��7
��
95;�
�)��
��
�2�������30�
���#�
���2��
�"�?!�
�������
�'������
G.���
��+��7
��
95;�
���*
��.*
�,��
.*56�
04509�
7.2.
6.2
�*%
)�����
�����"
����"���
������
�� �"2
����
���01
���
��������04
1:�
.�����
+��7��
�"�?!�
�������
�
;501�
�)��
��
����������0
41:�
041:�
.�����
+��7��
�"�?!�
�������
�
;501�
. ���.
*�,�
4@06�
09541�
7.2.
6.3
��������
/�����2
����
���"
����"���
������
�� �"2
����
���01
���
)5�
���
@H3�
�E��
���
)5�
���
@H3�
���*
��.*
�,�
08H0;�
�
�����"
����"���
������
�� �"2
����
���01
���
)5�
���
@H3�
�E��
���
)5�
���
@H3�
. ���.*�
,�08H0;�
�
��
��
��
��
��
7.2.
6.4
�'�*
)��
�?���������
�"2
����
+�����
/�����
K���
������"� ���
��01��
�2�����7�81
1����#�
���2��
�"�?!�
'������
95;�
�2�����7�81
1����#�
���2��
�"�?!�
'������
95;�
�2�����7�81
1����#�
���2��
�"�?!�
'������
95;�
���*
��.*
�,��
.*56�
09541�
7.2.
6.5
�*%
)�����
�?���������
�"2
����
+�����
/�����
K���
������"� ���
�01��
����� ����;3
1���
� �#�
���
���������
�"�?!�
:5@�
����� ����;3
1���
� �#�
���
���������
�"�?!�
:5@�
����� ����;3
1���
� �#�
���
���������
�"�?!�
:5@�
. ���.
*�,�
4@06�
0:540�
7.2.
6.6
��������
/�����2
���?���������
�"2
���
+�����/�����K���
������"� ���
�01�
'�*
)�)D
,�989�
:H@�
'�*
)�)D
,�989�
:H@�
'�*
)�)D
,�989�
:H@�
���*
��.*
�,�
0:H40�
�
�?���������
�"2
���
+�����/�����K���
������"� ���
�01�
'�*
)�)D
,�989�
:H@�
'�*
)�)D
,�989�
:H@�
'�*
)�)D
,�989�
:H@�
. ���.*�
,�0:H40�
Note on maintenance applications adjust coating application to final thickness considering thickness of any tightly
adhering coatings present at time of application of new coating. �
� � �

T
arga
Mid
stre
am S
ervi
ces
Lim
ited
Par
tner
ship
C
onst
ruct
ion
Spec
ific
atio
ns &
Sta
ndar
ds
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
____
P
aint
ing-
Rev
.2.d
oc
Publ
ish
Dat
e 3/
24/0
5
Pa
intin
g -
19 -
� 7.2.
7 �&
��5'�
���
Arc
hite
ctur
al C
oati
ngs
for
Ext
erio
r B
uild
ings
and
Int
erio
r W
alls�
(�
��)*
���"
"����
�����
� *+
����*
���
�*�'�*
�)�
���*
,�'���
�%
����)
���
�*,�
'���
��)
��)
���
�*,�
'���
��)
��)
���
)�)
*��)
����
�*,�
'���
�
��
�%�����
-�.�
������
�!"��
�%�����
-�.�
������
�!"��
�%�����-�.�
�������!
"��
��
�
7.2.
7.1
��������
/�����2
���D
��*�)*
�'�
�)�*
,��/
04�
�)D)
���*
�'�*
�6$0
��5011��
*,�
��
0$:�
�5011��
*,�
��
0$:�
�9$0
�
�
�D��
*�)*
����
�*�%�)
J�
�/04�
�*��
*���
�%�
)J+
����
*�;�
�5011��
*,�
��
0$:�
�5011��
*,�
��
0$:�
�00�
�
�D��
*�)*
�'��
���
% �����.
��/
04�
��'��*
�'�*
�4$:
H:�
��'��
*,���
4$:H8�
��'��
*,���
4$:H8�
�@$:
H06�
�
����
*�)*
��*
,/��
����
���*
�'�
�/�04
��*
�*���
�411��
*�'�
*�0$0
��*
)'�*
�411�
0$9�
�*)'
�*�41
1�0$9
��
8$6�
�
��
��
��
��
��
�
��
��
��
��
��
�
��
��
��
��
��
�
��
��
��
��
�
��
��
��
��
***
MAINTENACE PAINTING WILL FREQUENTLY NOT PERMIT OR REQUIRE COMPLETE REMOVAL OF ALL OLD COATINGS PRIOR TO REPAINTING.
HOWEVER, ALL SURFACE CONTAMINATION SUCH AS OIL, GREASE, LOOSE PAINT, MILL SCALE DIRT, FOREIGN MATTER, RUST, MOLD,
MILDEW, MORTAR, ELLORESCENCE, AND SEALERS MUST BE REMOVED TO ASSURE SOUND BONDING TO TIGHTLY ADHERING TO OLD PAINT.
GLOSSY SURFACES, IF OLD PAINT FIRMS, MUST BE CLEAN AND DULL BEFORE PAINTING. THOROUGH WASHING WITH AN ABRASIVE
CLEANSER WILL CLEAN AND DULL IN ONE OPERATION, OR WASH THOROUGHLY AND DULL BY SANDING. RECOGNIZE THAT ANY SURFACE
PREPARATION SHORT OF TOTAL REMOVAL OF THEOLD COATING MAY COMPROMISE THE SERVICE LENGTH OF THE SYSTEM.
� �

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 20 -
8. Coatings for Underground Piping
8.1 First, all buried piping shall be thoroughly cleaned to remove all excess dust, dirt, moisture, mill -scale, rust, oil, grease, un-bonded paint, residual alkalis, acids, or other foreign matter. Rust, scale, and loose paint should be removed by wire brushing, blasting, flame cleaning, or scraping. Oil and grease should be removed by wiping with suitable solvents and clean rags. Piping shall then be protected from external corrosion by one of the following methods:
8.2 Shop Applied Fusion Bond Epoxies
Coatings manufactured by Sherwin-Williams, NAP-GARD, Lilly, or 3-M are acceptable. Normally, the pipe supplier for new pipe selects the applicator and coating.
Finished coating DFT shall be: Minimum thickness -- 12 mils Nominal (average) -- 14 mils Maximum thickness -- 16 mils 16-24 mils acceptable with a Do-Not-Bend notation stenciled on each pipe or joint.
The surface to be coated shall be cleaned by abrasive blasting to SSPC-SP10 (NACE 2) "near white", with a resultant anchor pattern of 2.0-4.0 mils. All slivers, scabs, and gouges should be removed. A qualified Targa inspector will issue the final judgement for acceptance or re-cleaning. The inspector will have detailed specifications for the entire coating process, including sampling, inspection, and quality control procedures.
8.3 Field Applied Joint Wrap Tapes
The joint wrap tapes recommended for use in the installation of FBE pipe are as follows:
8.3.1 Polyken 934-35 High tack butyl rubber adhesive tape for over-the-ditch wrapping. Low density polyethelyne backing for high abrasion resistance, moisture resistance and dielectric strength. Applied at -30°F to 160°F. Service to 170°F.
8.3.2 Protecto-Wrap 320-35 Cold applied joint wrap tape is an elastomeric-based product used with Protecto-Wrap 1000 primer with high tack ability. Excellent conformability to rough or irregular surfaces, and is self healing for punctures. Applied at -30°F to 140°F. Service from -40°F to 180°F. Tape may have to be kept in coolers prior to use in hot, summer weather due to application problems.
8.3.3 Polyguard 600-35 Polyethylene film laminated to rubber bitumen waterproof coating with exceptional mechanical strength and resistance to sagging on the bottom of the pipe. Applied at -30°F to 150°F. Service to 140°F. Note: It is recommended that the coating and primer be maintained at 45°F or higher at time of application.
The above tapes shall be applied according to the manufacturer's specifications on surface preparation, primer, type of wrap, and overlap minimums.
8.4 Field Applied Cold Wrap Mastics
The cold applied mastic tapes recommended for use are Protecto Wrap CA-1200 and Roskote Mastic 938 (612XM), according to the following methods:
8.4.1 Application of one 15 mil coat of Protecto Wrap Company's cold applied Mastic No. CA-1200 by spray equipment, by hand with brush or rubber gloves; then one spiral wrap of PW's 20-10, Type 204 tar saturated Perma-Glas, pulling it lightly into the first coat of mastic; then a second 15 mil coat of Protecto Mastic CA-1200. For added protection, a final wrap of 8 or 15 lb. felt may be used immediately behind the second coat, pulling it firmly against the mastic.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 21 -
8.4.2 Application of one 15 mil coat of Roskote Mastic No. A-938 (612XM) by brush, booster pump spray equipment or rubber glove; then one layer of open mesh Royston's Glass-Wrap or its equivalent, a second 15 mil coating of Roskote Mastic A-938 (612XM) and a final wrap of 8 or 15 lb. felt immediately behind second coat, pulling it firmly against the mastic.
8.5 Wax or Petrolatum Tapes
8.5.1 Apply wax or petrolatum tapes to underground and surface valves, fittings, flanges and piping sections where minimal surface preparation is mandatory. The tapes must be used within the temperature limitations and application specifications of the product applied.
8.5.2 Apply wax or petrolatum tapes with a minimum one-inch overlap. The wax tape should overlap three (3) to six (6) inches over any existing or coated or painted surface. While wrapping the tape, apply slight tension and press the tape into place, making sure that there are no pockets under the tape and the tape is in close contact with the pipe. Press and smooth out the lap seams to insure that the laps are sealed. When applying the tape to irregular surfaces, allow slack in the tape so that it can be molded into conformity with the surface. This prevents voids and insures close contact of the tape to the surfaces. Visually inspect tape applications for overlaps, voids, and air pocket deficiencies. Correct by manually smoothing out the overlap seams and air pockets.
8.5.3 Extreme care should be exercised in the handling and installation of wax tapes (NACE RP-03-75). For bedding and trench backfill, rock shield, additional layers of coating and wrapping material, or selected screened backfill materials (earth or sand) may be used to prevent coating damage for subsurface applications.
8.5.4 Recommended Wax Tapes:
Trenton #1 Wax Tape -- underground applications. Trenton #2 Wax Tape -- surface applications.
Trenton #2A -- for high corrosive atmosphere and critical environment areas. This tape has aluminum pigment added to the saturant for increased atmospheric cover. A combination of these products is recommended where soil to air coatings have deteriorated using #1 as the inner wrap, and #2 as the outer wrap.
8.5.5 Carbowrap Tape – Available from Carboline
Four tapes are available. Use marine tape offshore.
Service Temperature - Maximum
131°F 149°F 167°F 131°F
Type of Tape A B C Marine
8.5.6 The following products may also be used as fillers designed for specific environments
Paste -- A priming paste for the preparation of metal surfaces prior to wrapping. This displaces surface moisture, passivates surface oxides, fills routine surface imperfections and ensures intimate contact between tape and the substrate. Marine paste contains bacterial agents.
Mastics – Petroleum products, fillers, and reinforcing fibers for profiling around flanges, valves, nuts, bolts and other irregular shapes to improve contours for subsequent outer tape wrappings
Overwrap – A PVC film coated with adhesive to either color code and add protection.
8.6 Heat Shrinkable Sleeves and Wraps

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 22 -
8.6.1 These coatings consist of a heavy duty backing of a heat shrinkable, heavy duty, cross-linked polyolefin coated with a selection of sealants to suit specific operating temperatures and environmental conditions. The acceptable specific coatings are:
Canusatube Tubular Continuous Sleeve (50-80°F) Canusawrap Wraparound Sleeve (-20-185°F) Canusa Wrapped Tape
8.6.2 The Shrinkable Sleeve product systems are designated by a three letter code as follows:
Backing - The first two letters describe the backing which is supplied for two different uses:
Type KT -- for regular duty mechanical protection.
Type KL -- for heavy duty mechanical protection.
Sealant - The third letter of the code denotes the sealant and must be chosen according to the environment, and the operating parameters of the system. Parameters are as follows:
C,S General purpose for pipeline systems operating at ambient temperatures. C is a new generation sealant.
N Pipeline systems up to 160°F, or offshore, mastic hot-pour applications.
O Pipeline systems up to 190°F, or offshore, mastic hot pour applications.
A Semi-crystalline, high shear strength adhesive for pipelines operating at ambient temperatures designed to withstand pipe movement and soil stress.
E Semi-crystalline, high shear strength adhesive for pipelines operating up to 185°F, with pipe movement and soil stress conditions.
Apply shrink sleeves with a propane torch and recommend tips. Canusa PRO-TORCH kits are available with recommended tips as follows:
PT-8 Pro Tip: 155,000 BTU/hour heat output for most general applications.
PT-10 Pro Tip: 300,000 BTU/hour heat output for large diameter (24"-48") pipelines and cold, windy conditions.
PT-12 Pro Tip: 468,000 BTU/hour heat output for very large (48" and larger) pipelines and where extra heat is required.
8.7 Thrust Bore Applications
The following products and procedures are recommended for joint protection of FBE pipe during "slick" bore operations at river, railroad, and general road crossings:
8.7.1 Canusa Thrust Bore Kit -- The thrust bore kit system includes two heat-shrinkable wraparound sleeves with epoxy primer used to protect welded joints on PE and FBE coated pipes in directional drilling crossings and thrust bore applications. The sleeves are coated with high shear strength adhesives to reduce coating damage and are resistant to soil stress and pipe movements. Hand or wire brush cleaning only is required before applying the epoxy primer. Service temperatures from -20 to 185°F.

Targa Midstream Services Limited Partnership Construction Specifications & Standards ____________________________________________________________________________________________
Painting-Rev.2.doc Publish Date 3/24/05 Painting - 23 -
8.7.2 TexStar Bore Guard -- A 100% solids two-component polyurethane/polyurea coating/liner material for slick bore drilling under road and river crossings. This is a 40 mil corrosion resistant coating that can be applied on the job site with certain specific requirements. The base metal must be grit blasted to SSPC-SP-10 near white with a minimum anchor pattern profile of 2.5 mils. Blasted coated surfaces must be coated before rust is formed. A special mixer is required, with plural component 100% solids proportioning equipment utilizing in-line heaters and a 40:1 airless paint unit. A Binks Purgemaster or 43P application gun is necessary, with the product delivered to the spray tip through a heated assembly. Application temperatures are as follows: Material, 130° to 160°F; Substrate, 75°to 170°F; Environment, 50° to 130°F.
8.7.3 Lone Star POWERCRETE -- This is an epoxy based polymer concrete applied over the FBE that allows the line to be pulled under road and river crossings in a "slick-bore” operation. The Powercrete is applied over the FBE at the coating facility, and a joint compound is added at field installation. Recommended thickness is 30-120 mils, depending on the terrain and type of soil. Setting times are: 30 minutes for recoating; 4 hours for hard surface; 24 hours for a high strength finish; 7 days full cure. Powercrete adds 487# to a 40' joint of 42" pipe. Application methods are as follows:
The facility applied Powercrete is sprayed over the FBE after inspection of the primary coating to assure a surface that is free of all deterioration, mud, oil, grease and moisture. The FBE should have been inspected for holidays, pinholes, and other damage. The pipe should be preheated to 130-160°F, and coated immediately after heating, using a spray gun or other methods acceptable to the company. Successive layers of 20-40 mils can be applied, smoothing out running with a trowel.
The field applied joint compound for girth welds requires the same preheat process as above, and the pipe can be coated with a roller, brush, or trowel. These are preferable to a spray gun, which is not practical for the plural component system. Successive layers of 20-40 mils can be applied after each application has gelled. The gel time can be accelerated with air blown heaters or shrink sleeve propane torches. Detailed application procedures are available if the material is considered for a specific line.