Sip Manpreet 101324 Sec - c
133
Sum m ers Pro j ect Report On “New Product Development and Logistics Management” For RMP Bearings Ltd. 1007, Kirti Shikhar, Janak Puri, District Centre New Delhi 110058 In partial fulfillment of Post graduate MBA programme (20010- 2012) Industry Guide: Faculty Guide: Mr. Naveen Sharma Dr. M. Mallikarjun Deputy Manager Institute of Management, Marketing and Business Development Nirma University RMP Bearings Ltd. Submitted by: Manpreet Singh (101324) MBA (Full Time)
-
Upload
manpreet-singh -
Category
Documents
-
view
124 -
download
0
Transcript of Sip Manpreet 101324 Sec - c

Summ ers Pro j ect Report
On
“New Product Development and Logistics Management”
For RMP Bearings Ltd. 1007, Kirti Shikhar,
Janak Puri, District Centre
New Delhi 110058
In partial fulfillment of Post graduate MBA programme (20010-2012)
Industry Guide: Faculty Guide:Mr. Naveen Sharma Dr. M. MallikarjunDeputy Manager Institute of Management, Marketing and Business Development Nirma University RMP Bearings Ltd.
Submitted by:Manpreet Singh (101324)
MBA (Full Time)Institute of Management, Nirma University

TITLE PAGE
Author of the Project
Organization Name
Address
Date of Report
Purpose of Report
Project Name
Prepared for
Manpreet Singh
RMP Bearings Ltd.
1007, Kirti Shikhar
Janak Puri, District CenterNew Delhi - 110058
June 30, 2010
Summer Internship Report
New Product Development and Logistics Management
Institute of Management, Nirma University
2

Acknowledgement
At the completion of my project I take great pleasure of acknowledging the
management of ‘RMP BEARINGS LIMITED’ for giving me the golden
opportunity to do my summer project in their esteemed organization.
I offer my profound gratitude to the management for giving me this opportunity of
amalgamating my theoretical knowledge with my practical experience in a
professional environment
I am indeed very happy to acknowledge the numerous personalities involved in
lending their help to make my summer project a successful one. I would like to
thank the CEO & ED Mr. Parveen Kumar, Deputy Manager Marketing and
Business Development at RMP Bearings Ltd. Mr. Naveen Sharma and all other
staff of RMP Bearings Ltd. for their guidance and motivation throughout the
project.
Above all I am deeply grateful to Mr. M.Malikarjun, my project mentor for
helping me and giving the opportunity to complete this project successfully
This acknowledgement would not be complete without extending my thanks to my
colleagues, who did their summer internship with me at RMP Bearings Ltd.
3

INDEX
PART A -Introduction…….……………………………………………………….07
Automobile Industry in India........07
RMP Bearings Ltd..13
Introduction………........13
R&D at RMP………......13
Infrastructure…..13
Clientele…………..13
Quality Control at RMP…………………………………………………..13
About Ball Bearings………………………………………………………19
How Ball Bearings Manufactured…………………………………………30
About Universal joints…………………………………………………….36
7 S Framework for RMP Bearings Ltd..40
Porter’s five force analysis...47
PART B – Projects done at RMP...51
NPD for ITL... ...52
NPD for NHIL…….…..58
NPD for Yamaha…..……..60
Vendor Development for RMP..…………69
Logistics Management…………………………………………………….78
4

PART C – Learning from Internship...75
REFRENCES………………………………………………………………………………78
ANNEXURE………………………………………………………………………………80
5

PART A
INTRODUCTION OF THE ORGANIZATION
INTRODUCTION
Automotive Industry in India
The Automotive industry in India is one of the largest in the world and one of the fastest
growing globally. India manufactures over 17.5 million vehicles (including 2 wheeled and 4
wheeled) and exports about 2.33 million every year.[1] It is the world's second largest
6

manufacturer of motorcycles, with annual sales exceeding 8.5 million in 2009.[2] India's
passenger car and commercial vehicle manufacturing industry is the seventh largest in the world,
with an annual production of more than 3.7 million units in 2010.[3] According to recent reports,
India is set to overtake Brazil to become the sixth largest passenger vehicle producer in the
world, growing 16-18 per cent to sell around three million units in the course of 2011-12.[4] In
2009, India emerged as Asia's fourth largest exporter of passenger cars, behind Japan, South
Korea, and Thailand.[5]
As of 2010, India is home to 40 million passenger vehicles and more than 3.7 million automotive
vehicles were produced in India in 2010 (an increase of 33.9%), making the country the second
fastest growing automobile market in the world.[6][7] According to the Society of Indian
Automobile Manufacturers, annual car sales are projected to increase up to 5 million vehicles by
2015 and more than 9 million by 2020.[8] By 2050, the country is expected to top the world in car
volumes with approximately 611 million vehicles on the nation's roads.[9]
A chunk of India's car manufacturing industry is based in and around Chennai, with the India
operations of Ford, Hyundai, Renault and Nissan headquartered in the city and BMW having an
assembly plant on the outskirts. Chennai accounts for 60 per cent of the country's automotive
exports.[11] Gurgaon and Manesar in Haryana are hubs where all of the Maruti Suzuki cars in
India are manufactured.[12] The Chakan corridor near Pune, Maharashtra is another vehicular
production hub with companies like General Motors,Volkswagen, Skoda, Mahindra and
Mahindra, Tata Motors, Mercedes Benz, Land Rover, Fiat and Force Motors[13][14] having
assembly plants in the area. Ahmedabad with the Tata Nano plant, Halol again with General
Motors, Aurangabad with Audi, Kolkatta with Hindustan
Motors,Noida with Honda and Bangalore with Toyota are some of the other automotive
manufacturing regions around the country.[15][16][17]
The Indian Automobile Industry is manufacturing over 11 million vehicles and exporting about
1.5 million every year.[18] The dominant products of the industry are two wheelers with a market
share of over 75% and passenger cars with a market share of about 16%. [18] Commercial vehicles
and three wheelers share about 9% of the market between them. About 91% of the vehicles sold
are used by households and only about 9% for commercial purposes.[18] The industry has attained
7

a turnover of more than USD 35 billion and provides direct and indirect employment to over 13
million people.[18]
The supply chain of this industry in India is very similar to the supply chain of the automotive
industry in Europe and America. This may present its own set of opportunities and threats. The
orders of the industry arise from the bottom of the supply chain i. e., from the consumers and
goes through the automakers and climbs up until the third tier suppliers. However the products,
as channelled in every traditional automotive industry, flow from the top of the supply chain to
reach the consumers.
Interestingly, the level of trade exports in this sector in India has been medium and imports have
been low. However, this is rapidly changing and both exports and imports are increasing. The
demand determinants of the industry are factors like affordability, product innovation,
infrastructure and price of fuel. Also, the basis of competition in the sector is high and
increasing, and its life cycle stage is growth. With a rapidly growing middle class, all the
advantages of this sector in India are yet to be leveraged.
Note that, with a high cost of developing production facilities, limited accessibility to new
technology and soaring competition, the barriers to enter the Indian Automotive sector are high.
On the other hand, India has a well-developed tax structure. The power to levy taxes and duties
is distributed among the three tiers of Government. The cost structure of the industry is fairly
traditional, but the profitability of motor vehicle manufacturers has been rising over the past five
years. Major players, like Tata Motors and Maruti Suzuki have material cost of about 80% but
are recording profits after tax of about 6% to 11%.[18]
The level of technology change in the Motor vehicle Industry has been high but, the rate of
change in technology has been medium. Investment in the technology by the producers has been
high. System-suppliers of integrated components and sub-systems have become the order of the
day. However, further investment in new technologies will help the industry be more
competitive. Over the past few years, the industry has been volatile. Currently, India’s increasing
per capita disposable income which is expected to rise by 106% by 2015 [18] and growth in
exports is playing a major role in the rise and competitiveness of the industry.
8

Tata Motors is leading the commercial vehicle segment with a market share of about 64%.[18] Maruti Suzuki is leading the passenger vehicle segment with a market share of 46%.[18]Hyundai Motor India and Mahindra and Mahindra are focusing expanding their footprint in
the overseas market. Hero Honda Motors is occupying over 41% and sharing 26% [18] of the two
wheeler market in India with Bajaj Auto. Bajaj Auto in itself is occupying about 58% of the three
wheeler market.
Consumers are very important of the survival of the Motor Vehicle manufacturing industry. In
2008-09, customer sentiment dropped, which burned on the augmentation in demand of cars.
Steel is the major input used by manufacturers and the rise in price of steel is putting a cost
pressure on manufacturers and cost is getting transferred to the end consumer. The price of oil
and petrol affect the driving habits of consumers and the type of car they buy.
The key to success in the industry is to improve labour productivity, labour flexibility, and
capital efficiency. Having quality manpower, infrastructure improvements, and raw material
availability also play a major role. Access to latest and most efficient technology and techniques
will bring competitive advantage to the major players. Utilising manufacturing plants to
optimum level and understanding implications from the government policies are the essentials in
the Automotive Industry of India.
Both, Industry and Indian Government are obligated to intervene the Indian Automotive
industry. The Indian government should facilitate infrastructure creation, create favourable and
predictable business environment, attract investment and promote research and development.
The role of Industry will primarily be in designing and manufacturing products of world-class
quality establishing cost competitiveness and improving productivity in labour and in capital.
With a combined effort, the Indian Automotive industry will emerge as the destination of choice
in the world for design and manufacturing of automobiles.
Supply Chain
Supply Chain of Automobile Industry:
9

Source: ImaginMor, Inderscience Enterprises Ltd and United Nations Industrial Development
Organisation
The supply chain of automotive industry in India is very similar to the supply chain of the
automotive industry in Europe and America. The orders of the industry arise from the bottom of
the supply chain i. e., from the consumers and go through the automakers and climbs up until the
third tier suppliers. However the products, as channelled in every traditional automotive industry,
flow from the top of the supply chain to reach the consumers. Automakers in India are the key to
the supply chain and are responsible for the products and innovation in the industry.
10

The description and the role of each of the contributors to the supply chain are discussed below.
Third Tier Suppliers: These companies provide basic products like rubber, glass, steel, plastic
and aluminium to the second tier suppliers.
Second Tier Suppliers: These companies design vehicle systems or bodies for First Tier
Suppliers and OEMs. They work on designs provided by the first tier suppliers or OEMs. They
also provide engineering resources for detailed designs. Some of their services may include
welding, fabrication, shearing, bending etc.
First Tier Suppliers: These companies provide major systems directly to assemblers. These
companies have global coverage, in order to follow their customers to various locations around
the world. They design and innovate in order to provide “black-box” solutions for the
requirements of their customers. Black-box solutions are solutions created by suppliers using
their own technology to meet the performance and interface requirements set by assemblers.
First tier suppliers are responsible not only for the assembly of parts into complete units like
dashboard, breaks-axel-suspension, seats, or cockpit but also for the management of second-tier
suppliers.
Automakers/Vehicle Manufacturers/Original Equipment Manufacturers (OEMs): After
researching consumers’ wants and needs, automakers begin designing models which are tailored
to consumers’ demands. The design process normally takes five years. These companies have
manufacturing units where engines are manufactured and parts supplied by first tier suppliers
and second tier suppliers are assembled. Automakers are the key to the supply chain of the
automotive industry. Examples of these companies are Tata Motors, Maruti Suzuki, Toyota, and
Honda. Innovation, design capability and branding are the main focus of these companies.
Dealers: Once the vehicles are ready they are shipped to the regional branch and from there, to
the authorised dealers of the companies. The dealers then sell the vehicles to the end customers.
11

Parts and Accessory: These companies provide products like tires, windshields, and air bags
etc. to automakers and dealers or directly to customers.
Service Providers: Some of the services to the customers include servicing of vehicles,
repairing parts, or financing of vehicles. Many dealers provide these services but, customers can
also choose to go to independent service providers.
Introduction to RMP Bearings Ltd.
Established in 1978, today RMP is one of the major contributors to the automotive & Textile
industry who has carved out a niche of itself as a provider of unmatched innovative solutions and
products to the automotive industry.
12

Major focus of RMP products are technological components & systems with customized
solutions. As an individual partner to the automotive industry in product development & serial
production, RMP have joined in the elite group as a solution provider.
RMP’s continuous growth is supported by its Research & Development centre which guarantees
number of innovations to serve the high standard set by the automotive industry. The R & D
centre is equipped with the latest computation and instrumentation technology to accurately
simulate, test and develop systems for varied applications.
It has over 40 years experience and with the implementation of the Quality Systems like QS
9000 / TS 16949 and over 1000 experienced employees engaged in manufacturing and sales,.
R&D at RMP Bearings Ltd.
RMP’S R&D centre is dedicated to being a development partner for its clients. We aim to form a
symbiotic relationship with our clients & become their thinking partners to find creative &
innovative answer to engineering & technical requirements.
RMP’S reputation and performance is built on the foundation of its vast experience in design,
engineering & technological developments. RMP’S constant growth has been characterized by
it’s in-house ideas and innovations.
Innovative ideas are put into realization by a process of design, prototyping, testing, validation &
serial production. These projects are managed in an integrated approach by skilled project
managers which forms an integral part of managing activities of each project, its requirement,
progress & solutions.
Infrastrucuture
RMP’s core competence lies in its vast reservoir of expertise and infrastructure created over the
years. Our production lines are equipped with modern and sophisticated Machines to provide
uncompromising performance and technology to its clients.
RMP has established its credibility in manufacture of Sheet Metal, Alloy Forging, Injection
Molding, Automatic Temperature Control Heat Treatment, Finishing & Super Finishing
processes all under one roof.
13

RMP follows stringent Quality checks & control measures to ensure highest quality products and
to achieve international quality standards. Quality Management is applied from front design to
dispatch of products to meet our aim of zero defect supplies. All our products undergoes most
intensive testing on state of the art metallurgical & metrological instruments.
CLIENTLE
14

Sr.No. Type of Bearing Customer
1. Angular Contact Clutch Release
Bearing
› Tata Motors Ltd.
› Mahindra & Mahindra
› Yamaha
› New Holland
› Maruti – Suzuki
› Force Motors. (Bajaj)
› Tafe
› Ashok Leyland
› International Tractors
› Rane
› Luk India Ltd.
› Hindustan Motors
2. Angular Contact Thrust Bearing › Sona Koyo Steering System
› Rane TRW
› Tata Motors Ltd.
› Yamaha Motors India P.Ltd.
› Dynamatic Gears
3. Angular Contact Spherical
Roller Bearing
› XLO India
› Export
4. Taper Roller Thrust Bearing › Tata Motors Ltd.
› Eicher
› Mahindra & Mahindra
› Tafe
› Ashok Leyland
› Bajaj Tempo
5. Thrust Ball Bearing › Mahindra & Mahindra
› Tata Motors Ltd.
› Gabriel India
15

6. Steering Column › Sona-Koyo Steering
› Rane TRW
7. Jockey Pulley
Single Row
Double Row
› LMW
› KTTM
8. Pellow Block Ball Bearing
( S- Type)
› LMW
› Trumac
9. Double Row Angular
Contact Ball Bearing
› LMW
10. Steering Races › Yamaha
› XLO
› Rane
› Gabriel
QUALITY CONTROL
16

RMP follows stringent Quality control measures to ensure high quality products to
achieve international standards. Quality management is applied from front design to
dispatch of targets in order to meet the target of zero defect supplies.
INSPECTION & TEST FACILITIES
(A) METTROLOGICAL
Sr.No. Instrument Make
1. Form taly surf plus unit Taylor Hobson
2. Roundness tester unit Perthen
3. Roughness tester unit Perthen
4. Waviness measuring instrument H.T.R.C.
5. Bearing vibration tester WUXI,
6. Length measuring instrument LEITZ
7. Dial calibration tester Microtech
8. Electronic comparator Tess
9. Electo magnetic crack detector Magna Field
10. Match Gauging System Task
11. Contact angle checking machine
12. Profilee Projector Karl Zess
17

(B) METALLURGICAL
Sr.No. Instrument Make
1. Microscope with Digital Printer Karl Zess
18

BALL BEARINGS
A bearing is a device to allow constrained relative motion between two or more parts, typically
rotation or linear movement. Bearings may be classified broadly according to the motions they
allow and according to their principle of operation as well as by the directions of applied loads
they can handle.
Plain bearings use surfaces in rubbing contact, often with a lubricant such as oil or graphite. A
plain bearing may or may not be a discrete device. It may be nothing more than thebearing
surface of a hole with a shaft passing through it, or of a planar surface that bears another (in these
cases, not a discrete device); or it may be a layer of bearing metal either fused to the substrate
(semi-discrete) or in the form of a separable sleeve (discrete). With suitable lubrication, plain
bearings often give entirely acceptable accuracy, life, and friction at minimal cost. Therefore,
they are very widely used.
However, there are many applications where a more suitable bearing can improve efficiency,
accuracy, service intervals, reliability, speed of operation, size, weight, and costs of purchasing
and operating machinery.
Thus, there are many types of bearings, with varying shape, material, lubrication, principle of
operation, and so on. For example, rolling-element bearings use spheres or drums rolling
between the parts to reduce friction; reduced friction allows tighter tolerances and thus higher
precision than a plain bearing, and reduced wear extends the time over which the machine stays
accurate. Plain bearings are commonly made of varying types of metal or plastic depending on
19

the load, how corrosive or dirty the environment is, and so on. In addition, bearing friction and
life may be altered dramatically by the type and application of lubricants. For example, a
lubricant may improve bearing friction and life, but for food processing a bearing may be
lubricated by an inferior food-safe lubricant to avoid food contamination; in other situations a
bearing may be run without lubricant because continuous lubrication is not feasible, and
lubricants attract dirt that damages the bearings.
Common Designs
There are several common designs of ball bearing, each offering various trade-offs. They can be
made from many different materials, including:stainless steel, chrome steel, and ceramic (silicon
nitride (Si3N4)). A hybrid ball bearing is a bearing with ceramic balls and races of metal.
20

Angular contact
An angular contact ball bearing uses axially asymmetric races. An axial load passes in a straight
line through the bearing, whereas a radial load takes an oblique path that tends to want to
separate the races axially. So the angle of contact on the inner race is the same as that on the
outer race. Angular contact bearings better support "combined loads" (loading in both the radial
and axial directions) and the contact angle of the bearing should be matched to the relative
proportions of each. The larger the contact angle (typically in the range 10 to 45 degrees), the
higher the axial load supported, but the lower the radial load. In high speed applications, such as
turbines, jet engines, and dentistry equipment, the centrifugal forces generated by the balls
changes the contact angle at the inner and outer race. Ceramics such as silicon nitride are now
regularly used in such applications due to their low density (40% of steel). These materials
significantly reduce centrifugal force and function well in high temperature environments. They
also tend to wear in a similar way to bearing steel—rather than cracking or shattering like glass
or porcelain.
Most bicycles use angular-contact bearings in the headsets because the forces on these bearings
are in both the radial and axial direction.
Axial
An axial ball bearing uses side-by-side races. An axial load is transmitted directly through the
bearing, while a radial load is poorly supported and tends to separate the races, so that a larger
radial load is likely to damage the bearing.
Deep-groove
In a deep-groove radial bearing, the race dimensions are close to the dimensions of the balls that
run in it. Deep-groove bearings have higher load ratings for their size than shallow-groove, but
are also less tolerant of misalignment of the inner and outer races. A misaligned shallow-groove
bearing may support a larger load than the same sized deep-groove bearing with similar
misalignment.
21

Principles of Operation
There are at least six common principles of operation:
plain bearing, also known by the specific styles: bushings, journal bearings, sleeve bearings,
rifle bearings
rolling-element bearings such as ball bearings and roller bearings
jewel bearings, in which the load is carried by rolling the axle slightly off-center
fluid bearings, in which the load is carried by a gas or liquid
magnetic bearings, in which the load is carried by a magnetic field
flexure bearings, in which the motion is supported by a load element which bends.
Motions
Common motions permitted by bearings are:
Axial rotation e.g. shaft rotation
Linear motion e.g. drawer
spherical rotation e.g. ball and socket joint
hinge motion e.g. door, elbow, knee
Friction
Reducing friction in bearings is often important for efficiency, to reduce wear and to facilitate
extended use at high speeds and to avoid overheating and premature failure of the bearing.
Essentially, a bearing can reduce friction by virtue of its shape, by its material, or by introducing
and containing a fluid between surfaces or by separating the surfaces with an electromagnetic
field.
By shape, gains advantage usually by using spheres or rollers, or by forming flexure
bearings.
By material, exploits the nature of the bearing material used. (An example would be using
plastics that have low surface friction.)
22

By fluid, exploits the low viscosity of a layer of fluid, such as a lubricant or as a pressurized
medium to keep the two solid parts from touching, or by reducing the normal force between
them.
By fields, exploits electromagnetic fields, such as magnetic fields, to keep solid parts from
touching.
Combinations of these can even be employed within the same bearing. An example of this is
where the cage is made of plastic, and it separates the rollers/balls, which reduce friction by their
shape and finish.
Loads
Bearings vary greatly over the size and directions of forces that they can support.
Forces can be predominately radial, axial (thrust bearings) or bending moments perpendicular to
the main axis.
Speeds
Different bearing types have different operating speed limits. Speed is typically specified as
maximum relative surface speeds, often specified ft/s or m/s. Rotational bearings typically
describe performance in terms of the product DN where D is the diameter (often in mm) of the
bearing and N is the rotation rate in revolutions per minute.
Generally there is considerable speed range overlap between bearing types. Plain bearings
typically handle only lower speeds, rolling element bearings are faster, followed by fluid
bearings and finally magnetic bearings which are limited ultimately by centripetal force
overcoming material strength.
23

Play
Some applications apply bearing loads from varying directions and accept only limited play or
"slop" as the applied load changes. One source of motion is gaps or "play" in the bearing. For
example, a 10 mm shaft in a 12 mm hole has 2 mm play.
Allowable play varies greatly depending on the use. As example, a wheelbarrow wheel supports
radial and axial loads. Axial loads may be hundreds of newtons force left or right, and it is
typically acceptable for the wheel to wobble by as much as 10 mm under the varying load. In
contrast, a lathe may position a cutting tool to ±0.02 mm using a ball lead screw held by rotating
bearings. The bearings support axial loads of thousands of newtons in either direction, and must
hold the ball lead screw to ±0.002 mm across that range of loads.
Stiffness
A second source of motion is elasticity in the bearing itself. For example, the balls in a ball
bearing are like stiff rubber, and under load deform from round to a slightly flattened shape. The
race is also elastic and develops a slight dent where the ball presses on it.
The stiffness of a bearing is how the distance between the parts which are separated by the
bearing varies with applied load. With rolling element bearings this is due to the strain of the ball
and race. With fluid bearings it is due to how the pressure of the fluid varies with the gap (when
correctly loaded, fluid bearings are typically stiffer than rolling element bearings).
Maintenance
Many bearings require periodic maintenance to prevent premature failure, although some such as
fluid or magnetic bearings may require little maintenance.
Most bearings in high cycle operations need periodic lubrication and cleaning, and may require
adjustment to minimise the effects of wear.
Bearing life is often much better when the bearing is kept clean and well-lubricated. However,
many applications make good maintenance difficult. For example bearings in the conveyor of a
rock crusher are exposed continually to hard abrasive particles. Cleaning is of little use because
24

cleaning is expensive, yet the bearing is contaminated again as soon as the conveyor resumes
operation. Thus, a good maintenance program might lubricate the bearings frequently but never
clean them.
There are many different types of bearings.
Type Description FrictionStiffnes
s†Speed Life Notes
Plain
bearing
Rubbing
surfaces,
usually with
lubricant; some
bearings use
pumped
lubrication and
behave similarly
to fluid
bearings.
Depends on
materials and
construction,
PTFE has
coefficient of
friction
~0.05-0.35,
depending
upon fillers
added
Good,
provided
wear is
low, but
some
slack is
normally
present
Low to
very high
Low to
very high -
depends
upon
application
and
lubrication
Widely used, relatively
high friction, suffers
from stiction in some
applications.
Depending upon the
application, lifetime
can be higher or lower
than rolling element
bearings.
Rolling
element
bearing
Ball or rollers
are used to
prevent or
minimise
rubbing
Rolling
coefficient of
friction with
steel can be
~0.005
(adding
resistance
due to seals,
packed
grease,
preload and
Good,
but some
slack is
usually
present
Moderat
e to high
(often
requires
cooling)
Moderat
e to high
(depend
s on
lubricati
on,
often
requires
mainten
ance)
Used for higher
moment loads than
plain bearings with
lower friction
25

misalignment
can increase
friction to as
much as
0.125)
Jewel
bearing
Off-center
bearing rolls in
seating
LowLow due
to flexingLow
Adequat
e
(require
s
mainten
ance)
Mainly used in low-
load, high precision
work such as clocks.
Jewel bearings may be
very small.
Fluid
bearing
Fluid is forced
between two
faces and held
in by edge seal
Zero friction
at zero
speed, low
Very
high
Very
high
(usually
limited
to a few
hundred
feet per
second
at/by
seal)
Virtuall
y
infinite
in some
applicati
ons,
may
wear at
startup/s
hutdown
in some
cases.
Often
negligib
Can fail quickly due to
grit or dust or other
contaminants.
Maintenance free in
continuous use. Can
handle very large loads
with low friction.
26

le
mainten
ance.
Magnetic
bearings
Faces of bearing
are kept
separate by
magnets
(electromagnets
or eddy
currents)
Zero friction
at zero
speed, but
constant
power for
levitation,
eddy currents
are often
induced
when
movement
occurs, but
may be
negligible if
magnetic
field is quasi-
static
Low
No
practical
limit
Indefinit
e.
Mainten
ance
free.
(with ele
ctromag
nets)
Active magnetic
bearings (AMB) need
considerable
power. Electrodynamic
bearings (EDB) do not
require external power.
Flexure
bearing
Material flexes
to give and
constrain
movement
Very low Low Very
high.
Very
high or
low
dependi
ng on
material
s and
Limited range of
movement, no
backlash, extremely
smooth motion
27

strain in
applicati
on.
Usually
mainten
ance
free.
†Stiffness is the amount that the gap varies when the load on the bearing changes, it is distinct
from the friction of the bearing.
Applications
Today the ball bearing is used in numerous everyday applications. Ball bearings are used for
dental and medical instruments. In dental and medical hand pieces, it is necessary for the pieces
to withstand sterilization and corrosion. Because of this requirement, dental and medical hand
pieces are made from 440C stainless steel, which allows smooth rotations at fast speeds.[4]
Hard drive bearings used to be highly spherical, and were said to be the best spherical
manufactured shapes, but this is no longer true, and more and more are being replaced with
fluid bearings.
In horology, the company Jean Lassale designed a watch movement that used ball bearings to
reduce the thickness of the movement. Using 0.20 mm balls, the Calibre 1200 was only
1.2 mm thick, which still is the thinnest mechanical watch movement.
Aerospace bearings are used in many applications on commercial, private and military
aircraft including pulleys, gearboxes and jet engine shafts. Materials include M50 tool steel
(AMS6491), Carbon chrome steel (AMS6444), the corrosion resistant AMS5930, 440C
stainless steel, silicon nitride (ceramic) and titanium carbide-coated 440C.
Skateboarding. The wheels in a skateboard contain two bearings in each of the four wheels.
28

Yo-Yo's, there are Ball bearings in the center of high quality Yo-Yo's.
Agricultural Equipment. The many moving parts in a piece of farm machinery depend on
several different types of bearings to operate. Under the heavy loads and dusty conditions,
these bearings need to be lubricated, repaired, or replaced often.
How are ball bearings Manufactured
Ever since man began to need to move things, he has used round rollers to make the job easier.
Probably the first rollers were sticks or logs, which were a big improvement over dragging things
29

across the ground, but still pretty hard work. Egyptians used logs to roll their huge blocks of
stone for the pyramids. Eventually, someone came up with the idea of securing the roller to
whatever was being moved, and built the first "vehicle" with "wheels." However, these still had
bearings made from materials rubbing on each other instead of rolling on each other. It wasn't
until the late eighteenth century that the basic design for bearings was developed. In 1794, Welsh
ironmaster Philip Vaughan patented a design for ball bearings to support the axle of a carriage.
Development continued in the nineteenth and early twentieth centuries, spurred by the
advancement of the bicycle and the automobile.
There are thousands of sizes, shapes, and kinds of rolling bearings; ball bearings, roller bearings,
needle bearings, and tapered roller bearings are the major kinds. Sizes run from small enough to
run miniature motors to huge bearings used to support rotating parts in hydroelectric power
plants; these large bearings can be ten feet (3.04 meters) in diameter and require a crane to
install. The most common sizes can easily be held in one hand and are used in things like electric
motors.
This article will describe only ball bearings. In these bearings, the rolling part is a ball, which
rolls between inner and outer rings called races. The balls are held by a cage, which keeps them
evenly spaced around the races. In addition to these parts, there are a lot of optional parts for
special bearings, like seals to keep oil or grease in and dirt out, or screws to hold a bearing in
place. We won't worry here about these fancy extras.
1. Raw Materials
Almost all parts of all ball bearings are made of steel. Since the bearing has to stand up to
a lot of stress, it needs to be made of very strong steel. The standard industry
classification for the steel in these bearings is 52100, which means that it has one percent
chromium and one percent carbon (called alloys when added to the basic steel). This steel
can be made very hard and tough by heat treating. Where rusting might be a problem,
bearings are made from 440C stainless steel.
The cage for the balls is traditionally made of thin steel, but some bearings now use
molded plastic cages, because they cost less to make and cause less friction.
30

2. Manufacturing Process
There are four major parts to a standard ball bearing: the outer race, the rolling balls, the
inner race, and the cage.
Races
Both races are made in almost the same way. Since they are both rings of steel, the
process starts with steel tubing of an appropriate size. Automatic machines similar to
lathes use cutting tools to cut the basic shape of the race, leaving all of the dimensions
slightly too large. The reason for leaving them too large is that the races must be heat
treated before being finished, and the steel usually warps during this process. They can be
machined back to their finished size after heat treating.
The rough cut races are put into a heat treating furnace at about 1,550 degrees Fahrenheit
(843 degrees Celsius) for up to several hours (depending on the size of the parts), then
dipped into an oil bath to cool them and make them very hard. This hardening also makes
them brittle, so the next step is to temper them. This is done by heating them in a second
oven to about 300 degrees Fahrenheit (148.8 degrees Celsius), and then letting them cool
in air. This whole heat treatment process makes parts which are both hard and tough.
After the heat treatment process, the races are ready for finishing. However, the races are
now too hard to cut with cutting tools, so the rest of the work must be done with grinding
wheels. These are a lot like what you would find in any shop for sharpening drill bits and
tools, except that several different kinds and shapes are needed to finish the races. Almost
every place on the race is finished by grinding, which leaves a very smooth, accurate
surface. The surfaces where the bearing fits into the machine must be very round, and the
sides must be flat. The surface that the balls roll on is ground first, and then lapped. This
means that a very fine abrasive slurry is used to polish the races for several hours to get
almost a mirror finish. At this point, the races are finished, and ready to be put together
with the balls.
31

The Balls
The balls are a little more difficult to make, even though their shape is very simple.
Surprisingly, the balls start out as thick wire. This wire is fed from a roll into a machine
that cuts off a short piece, and then smashes both ends in toward the middle. This process
is called cold heading. Its name comes from the fact that the wire is not heated before
being smashed, and that the original use for the process was to put the heads on nails
(which is still how that is done). At any rate, the balls now look like the planet Saturn,
with a ring around the middle called "flash."
3. The first machining process removes this flash. The ball bearings are put between the
faces of two cast iron disks, where they ride in grooves. The inside of the grooves are
rough, which tears the flash off of the balls. One wheel rotates, while the other one stays
still. The stationary wheel has holes through it so that the balls can be fed into and taken
out of the grooves. A special conveyor feeds balls into one hole, the balls rattle around
the groove, and then come out the other hole. They are then fed back into the conveyor
for many trips through the wheel grooves, until they have been cut down to being fairly
round, almost to the proper size, and the flash is completely gone. Once again, the balls
are left oversize so that they can be ground to their finished size after heat treatment. The
amount of steel left for finishing is not much; only about 8/1000 of an inch (.02
centimeter), which is about as thick as two sheets of paper.
32

4. The first machining process removes this flash. The ball bearings are put between the
faces of two cast iron disks, where they ride in grooves. The inside of the grooves are
rough, which tears the flash off of the balls. One wheel rotates, while the other one stays
still. The stationary wheel has holes through it so that the balls can be fed into and taken
out of the grooves. A special conveyor feeds balls into one hole, the balls rattle around
the groove, and then come out the other hole. They are then fed back into the conveyor
for many trips through the wheel grooves, until they have been cut down to being fairly
round, almost to the proper size, and the flash is completely gone. Once again, the balls
are left oversize so that they can be ground to their finished size after heat treatment. The
amount of steel left for finishing is not much; only about 8/1000 of an inch (.02
centimeter), which is about as thick as two sheets of paper.
The heat treatment process for the balls is similar to that used for the races, since the kind
of steel is the same, and it is best to have all the parts wear at about the same rate. Like
the races, the balls become hard and tough after heat treating and tempering. After heat
treatment, the balls are put back into a machine that works the same way as the flash
remover, except that the wheels are grinding wheels instead of cutting wheels. These
wheels grind the balls down so that they are round and within a few ten thousandths of an
inch of their finished size.
After this, the balls are moved to a lapping machine, which has cast iron wheels and uses
the same abrasive lapping compound as is used on the races. Here, they will be lapped for
33

8-10 hours, depending on how precise a bearing they are being made for. Once again, the
result is steel that is extremely smooth.
5. Steel cages are stamped out of fairly thin sheet metal, much like a cookie cutter, and then
bent to their final shape in a die. A die is made up of two pieces of steel that fit together,
with a hole the shape of the finished part carved inside. When the cage is put in between
and the die is closed, the cage is bent to the shape of the hole inside. The die is then
opened, and the finished part is taken out, ready to be assembled.
Plastic cages are usually made by a process called injection molding. In this process, a
hollow metal mold is filled by squirting melted plastic into it, and letting it harden. The
mold is opened up, and the finished cage is taken out, ready for assembly.
Assembly
Now that all of the parts are made, the bearing needs to be put together. First, the inner
race is put inside the outer race, only off to one side as far as possible. This makes a
space between them on the opposite side large enough to insert balls between them. The
required number of balls is put in, then the races are moved so that they are both
centered, and the balls distributed evenly around the bearing. At this point, the cage is
installed to hold the balls apart from each other. Plastic cages are usually just snapped in,
while steel cages usually have to be put in and riveted together. Now that the bearing is
34

assembled, it is coated with a rust preventative and packaged for shipping.
Quality Control
Bearing making is a very precise business. Tests are run on samples of the steel coming
to the factory to make sure that it has the right amounts of the alloy metals in it. Hardness
and toughness tests are also done at several stages of the heat treating process. There are
also many inspections along the way to make sure that sizes and shapes are correct. The
surface of the balls and where they roll on the races must be exceptionally smooth. The
balls can't be out of round more than 25 millionths of an inch, even for an inexpensive
bearing. High-speed or precision bearings are allowed only five-millionths of an inch.
The Future
Ball bearings will be used for many years to come, because they are very simple and have
become very inexpensive to manufacture. Some companies experimented with making
balls in space on the space shuttle. In space, molten blobs of steel can be spit out into the
air, and the zero gravity lets them float in the air. The blobs automatically make perfect
spheres while they cool and harden. However, space travel is still expensive, so a lot of
polishing can be done on the ground for the cost of one "space ball".
35

UNIVERSAL JOINTS
A universal joint, universal coupling, U joint, Cardan joint, Hardy-Spicer joint, or Hooke's
joint is a joint or coupling in a rigid rod that allows the rod to 'bend' in any direction, and is
commonly used in shafts that transmit rotary motion. It consists of a pair ofhinges located close
together, oriented at 90° to each other, connected by a cross shaft.
The main concept of the universal joint is based on the design of gimbals, which have been in
use since antiquity. One anticipation of the universal joint was its use by the Ancient Greeks
on ballistae. The first person known to have suggested its use for transmitting motive power
was Gerolamo Cardano, an Italian mathematician, in 1545, although it is unclear whether he
produced a working model. In Europe, the device is often called the Cardan joint or Cardan
shaft. Christopher Polhem of Sweden later reinvented it, giving rise to the namePolhemsknut in
Swedish.
The mechanism was later described in Technica curiosa sive mirabilia artis (1664) by Gaspar
Schott, who called it the paradoxum, but mistakenly claimed that it was a constant-velocity joint.[1] Shortly afterwards, between 1667 and 1675, Robert Hooke analysed the joint and found that
its speed of rotation was nonuniform, but that this property could be used to track the motion of
the shadow on the face of a sundial. In fact, the component of the equation of time which
accounts for the tilt of the equatorial plane relative to the ecliptic is entirely analogous to the
mathematical description of the universal joint. The first recorded use of the term universal
joint for this device was by Hooke in 1676, in his book Helioscopes. He published a description
in 1678,[3] resulting in the use of the term Hooke's joint in the English-speaking world. In 1683,
36

Hooke proposed a solution to the nonuniform rotary speed of the universal joint: a pair of
Hooke's joints 90° out of phase at either end of an intermediate shaft, an arrangement that is now
known as a constant-velocity joint.
The term universal joint was used in the 18th century and was in common use in the 19th century.
Edmund Morewood's 1844 patent for a metal coating machine called for a universal joint, by that
name, to accommodate small alignment errors between the engine and rolling mill
shafts. Lardner's 1877 Handbook described both simple and double universal joints, and noted
that they were much used in the line shaft systems of cotton mills. Jules Weisbach described the
mathematics of the universal joint and double universal joint in his treatise on mechanics
published in English in 1883.
19th century uses of universal joints spanned a wide range of applications. Numerous universal
joints were used to link the control shafts of the Northumberland telescope at Cambridge
University in 1843. Ephriam Shay's locomotive patent of 1881, for example, used double
universal joints in the locomotive's drive shaft. Charles Amidon used a much smaller universal
joint in his bit-brace patented 1884.
The term Cardan joint appears to be a latecomer to the English language. Many early uses in the
19th century appear in translations from French or are strongly influenced by French usage.
Examples include an 1868 report on the Exposition Universelle of 1867 and an article on
the dynamometer translated from French in 1881.[11]
To couple two shafts in different planes, you need to use a universal joint. Universal joints have
various
37

Figure 11-21.-Universal joint (Hooke type).
Figure 11-22.-Ring-and-trunnion universal joint.
forms. They are used in nearly all types and classes of machinery. An elementary universal joint,
sometimes called a Hooke joint (fig. 11-21), consists of two U-shaped yokes fastened to the ends
of the shafts to be connected. Within these yokes is a cross-shaped part that holds the yokes
together and allows each yoke to bend, or pivot, in relation to the other. With this arrangement,
one shaft can drive the other even though the angle between the two is as great as 25° from
alignment.
38

Figure 11-22 shows a ring-and-trunnion universal joint. It is merely a slight modification of the
old Hooke joint. Automobile drive shaft systems use two, and sometimes three, of these joints.
THE 7 - S FRAMEWORK39

The basic premise of the 7 - S framework (developed in early 1980s) is that there are seven
internal aspects of an organization that need to be aligned if it is to be successful. The 7S model
is used in many situations where an alignment point of view is useful. For example it can help
you improve the performance of a company, examine the likely effects of future changes within
a company, align departments and processes during a merger or acquisition, determine how best
to implement a proposed strategy. The McKinsey 7S model involves seven interdependent
factors which are categorized as either "hard" or "soft" elements:
Hard Elements:
Strategy
Structure
Systems
Soft Elements:
Shared Values
Skills
Style
Staff
40

Applying the 7 S model to RMP Bearings Ltd. gives us insight into the below mentioned aspects
of the organization:
Shared Values
The shared values reflect the central beliefs and attitudes of an organization. Bank of
India has a strong culture and deep-rooted shared values. Honesty, integrity and trust are the
values that the company follows. There is also a sense of helping each other in the company. The
working style is quite informal.
Strategy
Strategy is the plan and direction that an organization follows over time, to reach identified
goals. Bank of India has a well developed strategic planning department aiming to achieve
following objectives:
To become a world class customer centric organization.
To achieve total performance
Adopt best practice code in every area of operation for better business processes.
Structure
Structure is the way in which the organization’s units relate to each other.
RMP Bearings Ltd. has a two tier structure.
41

Head Office
4 Zonal Offices
Figure 2: The two tier structure of RMP Bearings Ltd.
An organizational chart is a diagram that shows the structure of an organization as well as the
relationships and relative ranks of its positions. The organization chart of RMP Bearing Ltd. has
been shown below. The centralized processes create many levels in the structure and it is strictly
followed. There are various scales of officers and it is defined as to what scale is needed at what
level of the structure.
Organizational chart of the organization is as follows
42

43

System
Systems represent the procedures, processes and routines that characterize how the work should
be done. RMP Bearings Ltd. has the following systems:
Operational System
RMP Bearings Ltd. has operational systems which take care of all the manufacturing activities
are taken care of such as manufacturing, delivery, raw material procurement etc.
Human Resource System
HR department is the backbone of the organization long run. RMP Bearings Ltd has well-
established HR department takes care of its employees. Schemes like provident funds, gratuity,
medical aid and expenses, etc. for the welfare of the employees. The HR systems in place make
working an enriched experience for the employees in the organization.
Style
Organization style is a way of expressing something that is characteristic of employees or
common way of thinking and behaving unwritten norms of behavior and thought. RMP Bearing
Ltd. is adapting the transformational style. In order to achieve this it is also going for the lateral
recruitment of managers and technicians to bring fresh ideas, dynamism, enthusiasm and new
attitude in the organization. Regular meetings are conducted where it is seen that everything is on
track in terms of the business it is expected to be done. Responsibilities are clearly defined and
everyone has his/her defined area of work which makes it easy for both the employee and the
manager.
Staff
Bank of India has approximately 2000 staff. It also has various training program for employees
to enhance and improve their skills. Selection, training, reward and recognition, retention,
motivation and assignment to appropriate work are all key issues. All these issues are taken care
of by the HR department in RMP Bearings Ltd. The company’s staff is very agile and feels
44

accountable for their work. Training of staff at all levels are conducted from time to time and the
same is expected to be incorporated in day to day operations. Training process is well defined
where need is identified and then training plan developed. The basic trainings are delivered to
every employee and then role specific training is also provided.
Skills
Skills play an important role for the execution of company’s Strategy. Training and
Development ensures that proper skills get developed among the people so that they know to do
their jobs and stay up to date with the latest techniques.
45

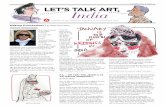
PORTER FIVE FORCES MODEL
Figure 4: Porter’s five force model
Threat of New Entrants
Not only is the establishment cost for automobile component development industry is high but
also establishing a distribution channel, getting customers’ credit, managing losses and the need
of huge pool of expert personnel are the reasons that make the setting up of a new manufacturing
facility a costly affair. Hence the threat of new entrants is considerably low. RMP Bearings Ltd.
specifically does not face much threat from new entrants as they are the only manufacturer of
46

universal joints via sheet metal technology in India. It’s widespread network and years of
technical expertise puts it in a very strong position.
Bargaining Power of Suppliers
For a this industry, services offered by the employees and raw material suppliers can be seen as
supplies. Thus the suppliers to this industry are:
Labor that gives man-power to the company
Raw Material suppliers(Iron and steel)
In this sector the suppliers of raw-material might pose a big threat as there not many raw material
suppliers in India, and the threat of supplier luring away human capital also poses large threat to
the industry as this is labor intensive industry. If a talented individual is working with other
companies then it may not be able to achieve operational efficiency as the success of firms in this
sector largely depends upon the skill of human resources, chances of buying efficient employee
is very high.
Bargaining Power of Customers
Customer does not exercise much of bargaining power as if we come up with some innovative
technology such as Sheet metal yokes (in case of RMP) then customers may not have much
options to go for other suppliers. In case customer want to switch suppliers he may even have to
change the designing of the product which is not a desirable option for customer
Threat of Substitute Products
47

Threat of substitute product is there as most of the companies can make auto-component with
similar dimensions without much change in their manufacturing process. But this can be avoided
by coming up with innovative products such as sheet metal yokes(in case of RMP) which is not
easy to replicate
Competitive Rivalry within Industry
Competitive rivalry is the most effective force among the five forces for the auto component
industry. The various firms in India usually compete on the basis of new product introduction
and increased customer services or warranties. This occurs because the competitors see the
opportunity to improve their position.
Because of this, firm must attempt to lure clients away from competitor firms. They do this by
offering lower cost, better quality, and customer-friendly credit terms.
Also the automobile sector is in a race to see who can offer the better and faster services at a
lower cost, but this also causes firms to experience a lower return on asset. So to beat the
competition innovation would be given more importance and that to with technology in place.
48

PART B
PROJECTS DONE
AT
RMP BEARINGS
LTD.
49

PROJECTS AT RMP BEARINGS LTD.
1. NEW PRODUCT DEVELOPMENT FOR INTERNATIONAL TRACTORS
LIMITED (HOSHIARPUR)
2. NEW PRODUCT DEVELOPMENT FOR NEW HOLLAND FIAT (INDIA) PVT.
LTD.
3. NEW PRODUCT DEVELOPMENT FOR INDIA YAMAHA MOTORS PVT. LTD.
4. VENDOR DEVELOPMENT FOR OUTSOURCING OF A PROCESS FOR RMP
BEARINGS LTD.
5. LOGISTICS MANAGEMENT FOR VARIOUS CUSTOMERS (DOMESTIC AND
INTERNATIONAL)
50

1. NEW PRODUCT DEVELOPMENT WITH INTERNATIONAL TRACTORS LTD.
(HOSHIARPUR)
Following are some of the steps that were taken during New Product Development for
International Tractors Ltd.
1. Idea Generation: - International tractors were about to come up with 4x4 tractors, but during the
testing phase they faced a problem of cracks on popular shaft of the tractor when in field. This
was due to the fact that Popular shaft was not able to resist the shocks when tractor was on field.
For this we went to Hoshiarpur at International tractors Limited manufacturing plant. There we
were given technical specifications and other details about bearing needed through drawings and
similar ball bearings of smaller sizes. The company needed RMP’s current ball bearing 88511 to
be supplied with some modifications such as
a) Increase in air gaps in rubber casing of the bearing
b) Modification in Inner Diameter of the oil seal of the bearings
c) Bearing to be supplied with wrought Iron cage for fitment in the tractor
51

52

53

2. Idea Screening: - Idea screening part was done when we discussed the idea with higher
authorities at RMP Bearings Ltd. and depending on demand and feasibility of the product. Idea
was taken forward to next step.
3. Concept Development and testing: - Depending on the requirements of International Tractors Ltd.
we checked out with other 4x4 tractor manufacturers and other manufactures of similar structure
and checked how they were preventing there popular shaft from breaking. Conjoint Analysis
was used to check various options that can be offered from RMP Bearings Ltd.
For the concept development we checked out with various manufacturers and Ball Bearings
markets in Delhi such as GB Road and Kashmiri gate where we found out about TATA
producing Iron Casing for RMP’s 6211.
Current oil seal supplier was contacted to provide us with oil seal samples with modified ID
Current supplier of rubber casing for 6211 was contacted to provide some samples of rubber
casing with more air gaps.
Both samples were sent to factory at Ranpur, Gujrat along with iron cage fitment of the bearing
and after few days sample of required Ball Bearing was received at Delhi office.
These samples along with Metallurgical Test reports was taken to Hoshiarpur Plant for Testing
by International Tractors Ltd.
BELOW IS THE REQUIREMENTS SENT BY ITL
Ref. Drawing no. INSKU-101088 DATED 29-APR-2006 for MONOTRON ASSY (1310) Supplied to
ICML MUV
FRONT
SHAFT
INSKU-
100247
ITEM PART NO. DESCRIPTION MODIFICATION NEEDED BY US REMARKS
8INSKU-
100116-2Bracket
In this, We need to change Dimension
of mounting Holes from 80 to 87.5mm
& Also Change Dim 60 REF to 116
REF. Further, Slots size 14.5x13 should
be changed accordingly so as to
accommodate Mtg. Screw Size M16
9 580926 BearingIt is TATA 6207 ball Bearing, BUT We
need 6211 ball Bearing
10INSKU-
100098CB Rubber
This has to be modified according to
Our above Bearing 6211
11 232769 Dust Seal As above (for shaft Outer dia in our
54

case is 55 & not 40)
12 232770 Dust Seal retainerApplicable for above referred Dust
Seals.
13INSKU-
100010L'Type Spacer
For Shaft OD 55mm & above specified
bearings & Dust Seals
55

4. After this we received the approval for the required product and the steps that followed were
sending of price quotations for required product by RMP Bearings Ltd. and product pricing
settlements for the same.
2. NEW PRODUCT DEVELOPMENT FOR WITH NEW HOLLAND FIAT(INDIA)
PVT. LTD.
56

Following are some of the steps that were taken during New Product Development for New
Holland FIAT (India) Pvt. Ltd.
1. Idea generation: - Since RMP Bearing is the only manufacturer in India to make yokes with sheet
metal process rather than conventional forged yokes which led to reduced product cost and better
functionalities. New Holland Fiat (India) Pvt. Ltd. are to come up with New Range of tractors and
they needed Universal joint assembly for the same. Some of the requirements were that the
universal joint should be able to move 45 degrees in either direction.
Meeting was arranged with Product Manager at New Holland Fiat (India) Pvt. Ltd. Product
Manager gave us the overview of the requirement with the help of CAD drawings.
Another concern of the customer was cost factor of the product required. Since currently
universal joints were being supplied to SONA KOYO STEERING SYSTEMS and they were
using “spider” and needle bearings to connect to yokes, but the this assembly had an estimate
cost of about Rs 160 providing much more functionalities than needed by the customer.
2. Depending upon the requirements of the customer and drawings given by him, we followed up
with our factory at Ranpur to check whether we have any existing product to match the
requirements of the customer.
3. CAD drawings were sent to Product Manager at New Holland Fiat (India) Pvt. Ltd. and one of
the yokes assembly manufactured by RMP Bearings Ltd. matched the requirement of the
dimensions needed by the company.
We contacted other customers to whom we supplied yokes for universal joints about the
alternatives of spider and needle bearing to provide limited functionalities and reduced cost.
After checking out the production line of ESCORTS (FTD) we saw that they catered to similar
requirements using yokes and two-way joint that was cheaper alternative of spider. Then we met
the product manager for that product and requested for 5-6 samples of 2-way joints used by them.
These samples were sent to factory for samples to be created for required product.
4. As a next step meeting was arranged with Product manager at customer end and taking the
samples to New Holland Fiat (India) Pvt. Ltd. along with metallurgical test reports.
5. New Holland Fiat (India) Pvt. Ltd. carried out the required performance test on the samples and
samples were passed by the company
6. Next step that followed was to settle product pricing and payment terms for the required product.
57

3. NEW PRODUCT DEVELOPMENT FOR INDIA YAMAHA PVT. LTD.
India Yamaha Pvt. Ltd. is to come up with new model of two-wheelers. They were currently
buying Ball Races for manufacturing of RX100 which is exported to other countries for final
assembly and selling. For new model they were looking for suppliers of the same.
Following are drawings of Ball Races needed by the company
58

Ball Race 01
59

Ball Race 02
60

Ball Race 03
61

Ball Race 04
62

63

Since this process of new product development was inline since Sept’10 . I was introduced in
much later stage.
Before I joined as Summer Intern, Following steps of Product development were already
executed.
1. Taking of drawings for required ball races.
2. Sending these drawing to factory for sample manufacturing
3. Testing of samples at customer end
I was introduced in the process when India Yamaha Pvt. Ltd. had already accepted the samples
and next step was to do follow up with Product Manager at India Yamaha Pvt. Ltd.
During our first meeting, Product manager was not sure about costing design of RMP and had
some issues about how weight of ball races was calculated and how process cost was calculated.
Costing of one of the races is as given below.
64

COST BREAK UP
Ref.No:
32/10-
11
Date
:
12/10/201
0
Pa
ge
:
01
of
01
PART NAME Race Ball 03 CUSTOMER Yamaha
PRODU
CT Race DRAWING No. 1PM F 3413 00 C
[A] RAW MATERIAL
DETAIL
Sr. No.
COMP
ON-
ENT
DR
G.N
O.
MAT
ERIA
L
TYPE
&
SIZE
SUPPLIER
NAMEBASIC RATE Tax 4%
FREIG
HT %
Wt /
Pc in
Kg.
TOTAL
Rs.
01Race
SAE-
52100 Roundbar 65.00 Per Kg.
0.100 6.50
TOTAL [A] 6.50
[B] PROCESS
Sr. No. OPERATION TO
65

TA
L
Rs.
A OUTER RACE
1 Forging & Annealing
2 Rough Turning
3 Final Turning
4 Heat Treatment
5 Centreless Grinding
6 Track Grinding
7 Vibrating
8 Assembly Inspection
TOTAL [B] 0.00 12.50
[C]BOUGHT-OUT
PARTS
Sr. No.
COMP
ONEN
T
DRN.
NO.
MATERI
AL
US
E /
BR
G
UnitBASIC
RATE
TAX
AND
FREIG
HT %
RATE
/ UNIT
TOTAL
Rs.
1 Oil 1.00 1.00
TOTAL [C] 1.00
[D] REJECTION 0.52
[E] PACKAGING
1.00[F] FORWARDING &
FREIGHT
[G] INVENTORY 0.64
[H] OVER HEAD 1.88
[I]
PROFIT 1.88
TOTAL [D] TO [I] Rs. 5.94
TOTAL [A] TO [I] Rs. 25.94
QUOTED PRICE Rs. 25.94
PREPARED BY CHECKED BY APPROVED BY
66

12/10/2010 12/10/2010 12/10/2010
Since my team didn’t had details about how weights were calculated we postponed the pricing
settlements to next meeting.
After that we had to contact our Marketing Head at Ahmedabad for the details about how
product weights was calculated and had to follow up with Product Manager at India Yamaha Pvt.
Ltd. for next meeting.
Next meeting was scheduled after 2 weeks and we gave him details about weighing calculations
about the Ball Races and payment receipts of Raw Material bought at RMP, he was satisfied
with costing provided by RMP and after negotiations final prices for Ball Races were settled
around overall 8% less than quoted price.
Since both the companies were already doing business for Ball Races for Yamaha RX100 Ball
races, payment terms were decided on same grounds.
67

4. VENDOR DEVELOPMENT FOR OUTSOURCING OF A PROCESS FOR RMP
BEARINGS LTD.
RMP is currently supplying Thrust ball bearings to TATA MOTORS for their four-wheelers
passenger cars INDICA and INDIGO. RMP had outsourced turning job required to some
vendors in neighboring area but they were not able to meet the monthly requirements. So we
were asked to develop vendors at Industrial Areas located in Delhi.
Some of the areas identified by us for the same were Faridabad Industrial Area, Manesar
Industrial Area, Anand Parbat and Mayapuri Industrial Area. Since the requirement was for
high accuracy and large quantity CNC machines were required to do the turning job instead
of conventional Lathe Machines
Following are some of the vendors in each area and standards on the basis of which each of
them were selected/rejected for vendorship.
Following were the target costs given by the management for turning job of Indica and
Indigo Thrust Bearings.
Indica thrust Bearings :- Rs 7 per set of two
Indigo thrust Bearings :- Rs 6.50 per set of two
Following are the drawings for both thrust bearings
68

Indica Thrust Bearings
69

Indigo Thrust Bearings
70

71

Although most of the interactions with prospective vendors were in interview format where
we interviewed each of the vendor and noticed their infrastructure.
Following are details about some of the vendor interactions that happened during field visits.
Perfect Gear Ind Regd is located in Anand Parbat and we came to know about some refrences
that they were having some of the largest CNC machine Infrastructre in the area. We talked
to Mr. Kamal (owner) and fixed meeting with him regarding the same. We presented him
with some of the samples of raw material (to be supplied by RMP) and expected finished
goods. Mr Kamal had enough spare capacity and infrastructure to cater to requirement of
RMP. On the basis of Infrastructure and spare capacity Request for Quotation(RFQ) was
given to Mr Kamal. Mr Kamal requested for 2-3 days time to calculate his costing on the
basis of drawings given by RMP. Quotation offered by Mr Kamal was
Indica Thrust Bearings :- Rs 12 per set of two
Indigo Thrust Bearings :- Rs 10 per set of two
On the basis if this quotation Perfect Gear Ind Regd, was rejected for Vendorship
Through referral we also visited Mr Harvinder Singh having CNC setup in Anand Parbat.
They were having 7 CNC machines installed in their premises which were enough to cater to
demands of our company. After we presented them with samples and drawings of the job
they were not interested in turning job of small parts such as Thrust Ball Bearings.
Some of the other factories were also visited in the same area but most of them were not
having required infrastructure or enough spare capacities to cater to demands of RMP
Bearings Ltd.
Next we pitched in for prospective vendors in Gurgaon Manesar area.
Some of the factories with installed CNC machines were
Solo Mfg Pvt. Ltd.
Sterling Auto
Mega Pert Technologies
Micron Tools and Industries
72

Out of these, Mega Pert Technologies had required Infrastructure (5 CNC machines) to meet
the requirements of RMP Bearings Ltd. Mr. Kapil Malhotra was our POC for the same. We
fixed meeting with him regarding the same. We presented him with some of the samples of
raw material (to be supplied by RMP) and expected finished goods. Mega Pert had required
infrastructure but they didn’t had enough spare capacity and labour to cater to RMP’s
requirements.
After pitching in to multiple factories in Faridabad Industrial area and Mayapuri , most of
which either didn’t had enough Infrastructure or spare capacity to meet requirements. We
pitched in to Madhok Engineering works in Mayapuri and fixed meeting with Mr. Charanjeet
Singh(owner) and his son Mr Amandeep Singh(PR). They had 23 automatic Lathe machines
and 2 CNC machines installed in Rajouri Garden and 3 CNC machines in Mayapuri branch.
They had enough Infrastructure as well as spare capacities to meet requirements of RMP
Bearings Ltd. We presented him with some of the samples of raw material (to be supplied by
RMP) and expected finished goods. They agreed to do turning job for RMP and requested for
2 days time to work out with costing of the process on the basis of drawings presented to
them. Price quoted by them was as follows
Indica Thrust Bearings :- Rs 9 per set
Indigo Thrust Bearings :- Rs 8 per set
This price was pretty close to the target cost assigned by top management. Thus after a week
we again went for pricing settlements with them. After negotiations the price was settled at
Indica thrust Bearings :- Rs 6.80 per set of two
Indigo thrust Bearings :- Rs 6.25 per set of two
Payment and delivery terms were also fixed in the same meeting.
73

5. LOGISTICS MANAGEMENT FOR VARIOUS CUSTOMERS (DOMESTIC AND INTERNATIONAL)
While we were not on field, I also assisted Deputy Manager Mr. Naveen Sharma in handling
logistics for various domestic and International Customers
Process that followed was that at the end of each month we received schedule for next month and
tentative schedule for next 3 months. On the basis of schedule received, dispatch scheduled at
Ahmedabad and copy of same was given to us.
Our job was to keep track of consignment and to decide on mode of transfer on the basis of
urgency of the product required. Since all of the customers had assembly line manufacturing at
their ends, so it was very important to make each part deliver on time so as to prevent their
assembly lines from stopping.
Since most of the material was delivered either by RMP owned trucks or OM Logistics we had
the responsibility of tracking each consignment to customers.
In case if any of the product was critical for any customers we decided on the lot size and mode
of transport (Air, Train or Road) so as to prevent customers production line.
74

PART C
LEARNING FROM
THE PROJECT
Learning from the summer project
75

1. Working with an organization like RMP Bearings Ltd gave me very useful insight into
the working of a B2B Environment. Interacting with the employees and customers every
time brought up new information for me not just related to the project but to the
company’s operations in general.
2. As a part of the Marketing and Business Development department, I got to see entire
procedure of new product development, pricing settlements with existing customers.
3. Doing Vendor development for RMP required me to meet new people and look for
factors not explicitly mentioned which was a boost to my soft skills.
4. I even got to apply various marketing concepts learnt in the first year.
5. Working on various sub-projects gave me an opportunity to apply the tools and
techniquesI learnt in the first year in subjects like Marketing Management, Organizational
Behaviour etc.
6. I got opportunity to get first-hand experience of various Marketing concepts such as
Stages in B2B buying process, How new product development decisions are taken in the
organization, Various factors to be taken care when making Channel Management and
Market-Logistics Decisions for the organization.
7. The literature review helped me a lot to develop my knowledge base on the various
aspects of B2B markets, automobile component development Industry and even the
economic aspects of the businesses.
On a personal note: -
I was a fresher and had no industry experience. Coming from a computer science background,
banking was a totally new field for me. I remember my first day at the branch. I was given a file
about a client and I could not understand anything. Though I had studied balance sheets and
other financial statements in my course earlier but I could not understand anything. My mentor
Mr. Thaker told me it was fine because I am from an engineering background. Then at the end of
the day he said to me “never say die”. Those words somehow struck a chord in me and motivated
me very high. I will never forget these words because they really helped me in my total
experience at RMP Bearings Ltd.
76

References
1. "Automobile Industry India" http://imaginmor.com/automobileindustryindia.html . Imagin Mor Pty Ltd.
2. "Honda to Build Second Motorcycle Production Plant in India" . World.honda.com. 2010-03-09. Retrieved 2010-11-28.
3. http://oica.net/wp-content/uploads/all-vehicles-2010-provisional.pdf
77

4. Nair, Vipin V. (2009-09-07). "Suzuki, Hyundai’s Indian Car Exports Beat China’s". Bloomberg.com. Retrieved 2010-
09-01.
5. Gulati, Nikhil (2010-09-09). "India Car Sales Touch Record High". Online.wsj.com. Retrieved 2010-11-28.
6. "India second fastest growing auto market after China". Thehindubusinessline.com. 2010-04-10. Retrieved 2010-11-
28.
7. "Restarting trouble in Indian Auto Industry - Forbes India". Moneycontrol.com. Retrieved 2011-01-01.
8. S Kalyana Ramanathan. "India to top in car volumes by 2050". Rediff.
9. N. Madhavan (2008-07-07). "India's detroit". Businesstoday.intoday.in. Retrieved 2011-12-02.
10. "CII launches Chennai zone". The Hindu Business Line. 2007-10-19. Retrieved 2010-11-28.
11. Japan. "Maruti Suzuki - Wikipedia, the free encyclopedia". En.wikipedia.org. Retrieved 2011-01-01.
12. "Mahindra Chakan - News". Zigwheels. Retrieved 2010-11-28.
13. "Volkswagen Inaugrates Chakan Plant!". cubi[CC]apacity. Retrieved 2010-11-28.
14. "Skoda plant commissioned near Aurangabad". Autonews.indiacar.com. Retrieved 2010-11-28.
15. "Car Manufacturers". Automobileindia.com. Retrieved 2010-11-28.
16. "General Motors; Electric Vehicles; Eco Friendly Car" . Living.oneindia.in. 2010-10-25. Retrieved 2010-11-28.
17. http://www.imaginmor.com/automobileindustryindia.html
18. Rmpbearings.com
19. http://en.wikipedia.org/wiki/Ball_bearing
20. http://en.wikipedia.org/wiki/Bearing_(mechanical)
21. http://en.wikipedia.org/wiki/Universal_joint
78

Annexure :
Product line of RMP Bearings Ltd.
CLUTCH BEARINGS
BEARING NO. 60-22 2RS ---------------------------------------------------------------------------------------------------------------------
79

BEARING NO. 306445C(6010) ---------------------------------------------------------------------------------------------------------------------
BEARING NO. 5122028 ---------------------------------------------------------------------------------------------------------------------
BEARING NO. RT-6014 2RS ---------------------------------------------------------------------------------------------------------------------
RACES
BALL RACE 324015 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 324019
80

---------------------------------------------------------------------------------------------------------------------
INNER RING G-76 ---------------------------------------------------------------------------------------------------------------------
SPACER 4.60
REPLACEMENT MARKET
BEARING NO. RT 6003 Z ---------------------------------------------------------------------------------------------------------------------
CAGE F-7
81

---------------------------------------------------------------------------------------------------------------------
RACE MK2 LARGE ---------------------------------------------------------------------------------------------------------------------
RACE MK3 LARGE ---------------------------------------------------------------------------------------------------------------------
RACE MK3 SMALL ---------------------------------------------------------------------------------------------------------------------
RACE MKII SMALL ---------------------------------------------------------------------------------------------------------------------
RT-6001 Z ---------------------------------------------------------------------------------------------------------------------
RT-6004 ---------------------------------------------------------------------------------------------------------------------
82

RT-6005 ZZ ---------------------------------------------------------------------------------------------------------------------
RT-6011 ZZ ---------------------------------------------------------------------------------------------------------------------
RT-6204 ZZ ---------------------------------------------------------------------------------------------------------------------
RT-6205 2RS ---------------------------------------------------------------------------------------------------------------------
RT-6207 WOS ---------------------------------------------------------------------------------------------------------------------
RT 6208 WOS ---------------------------------------------------------------------------------------------------------------------
83

RT-6211 ---------------------------------------------------------------------------------------------------------------------
RT-6211 WOS ---------------------------------------------------------------------------------------------------------------------
RT-6212 R2S ---------------------------------------------------------------------------------------------------------------------
RT 6304 ZZ ---------------------------------------------------------------------------------------------------------------------
RT-51107 ---------------------------------------------------------------------------------------------------------------------
RT-306497 (6011) ---------------------------------------------------------------------------------------------------------------------
84

RT-356837 INDICA WHEEL BEARING ---------------------------------------------------------------------------------------------------------------------
RT-366833 ( MARUTI WHEEL BRG) ---------------------------------------------------------------------------------------------------------------------
RT-1888180 ---------------------------------------------------------------------------------------------------------------------
RT-1888180 WH ---------------------------------------------------------------------------------------------------------------------
RT-QJ309 ---------------------------------------------------------------------------------------------------------------------
85

STEERING (RACES) APPLICATION
ADJ. RACE 530 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 01 ---------------------------------------------------------------------------------------------------------------------
86

BALL RACE 02 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 03 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 04 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 601 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 650 ---------------------------------------------------------------------------------------------------------------------
BALL RACE 651 ---------------------------------------------------------------------------------------------------------------------
87

BALL RACE KAWASAKI ---------------------------------------------------------------------------------------------------------------------
CAGE 1-4 ---------------------------------------------------------------------------------------------------------------------
CAGE 530 ---------------------------------------------------------------------------------------------------------------------
CAGE 3-16 ---------------------------------------------------------------------------------------------------------------------
INNER RACE 571 ---------------------------------------------------------------------------------------------------------------------
RACE 518 -2 ---------------------------------------------------------------------------------------------------------------------
88

RACE 518 -1 ---------------------------------------------------------------------------------------------------------------------
RACE 701 ---------------------------------------------------------------------------------------------------------------------
RACE REAR AXLE BUSH ---------------------------------------------------------------------------------------------------------------------
YAMAHA KIT WITH CAGE STEERING COLUMN BEARING---------------------------------------------------------------------------------------------------------------------
BALL BEARING 6001 ---------------------------------------------------------------------------------------------------------------------
BALL BEARING 6004 4PC ---------------------------------------------------------------------------------------------------------------------
89

BALL BEARING 6004 22B ---------------------------------------------------------------------------------------------------------------------
BALL BEARING 6904 ---------------------------------------------------------------------------------------------------------------------
BALL BEARING 6904 1RS ---------------------------------------------------------------------------------------------------------------------
BALL BEARING 16005 4PC ---------------------------------------------------------------------------------------------------------------------
BALL BEARING DG-1935---------------------------------------------------------------------------------------------------------------------
90

TEXTILE BEARINGS
BEARING NO. 3203 ZZ ---------------------------------------------------------------------------------------------------------------------
BEARING NO. GE 40 ---------------------------------------------------------------------------------------------------------------------
91

BOBBIN WHEEL CAGE ---------------------------------------------------------------------------------------------------------------------
JOCKEY PULLEY BSR-70 ---------------------------------------------------------------------------------------------------------------------
JOCKEY PULLEY SR-6 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING 45 NPPB ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING 50-90 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING 3204 WITH STRUD ---------------------------------------------------------------------------------------------------------------------
92

TEXTILE BEARING 215514 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING 519484 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING BT 2015 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING BT 2015(19.5) ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING BT 2019 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING NO. 6206 2RS ---------------------------------------------------------------------------------------------------------------------
93

TEXTILE BEARING NO. GE 25---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING NO. GE-35 KRRB---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING NO. GE 50 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING RAE 25 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING SRO 10 ---------------------------------------------------------------------------------------------------------------------
TEXTILE BEARING SRO 47 ---------------------------------------------------------------------------------------------------------------------
94

YOKES
DSC_5329 ---------------------------------------------------------------------------------------------------------------------
DSC_5330
95

---------------------------------------------------------------------------------------------------------------------
DSC_5331 ---------------------------------------------------------------------------------------------------------------------
DSC_5332 ---------------------------------------------------------------------------------------------------------------------
DSC_5333 ---------------------------------------------------------------------------------------------------------------------
DSC_5334 ---------------------------------------------------------------------------------------------------------------------
DSC_5335 ---------------------------------------------------------------------------------------------------------------------
DSC_5338 ---------------------------------------------------------------------------------------------------------------------
96

DSC_5340 ---------------------------------------------------------------------------------------------------------------------
DSC_5341 ---------------------------------------------------------------------------------------------------------------------
DSC_5342 ---------------------------------------------------------------------------------------------------------------------
DSC_5343 ---------------------------------------------------------------------------------------------------------------------
DSC_5344 ---------------------------------------------------------------------------------------------------------------------
DSC_5345 ---------------------------------------------------------------------------------------------------------------------
97

DSC_5346 ---------------------------------------------------------------------------------------------------------------------
DSC_5347 ---------------------------------------------------------------------------------------------------------------------
DSC_5348 ---------------------------------------------------------------------------------------------------------------------
DSC_5349 ---------------------------------------------------------------------------------------------------------------------
DSC_5350 ---------------------------------------------------------------------------------------------------------------------
DSC_5351 ---------------------------------------------------------------------------------------------------------------------
98

DSC_5352 ---------------------------------------------------------------------------------------------------------------------
DSC_5353 ---------------------------------------------------------------------------------------------------------------------
DSC_5355 ---------------------------------------------------------------------------------------------------------------------
DSC_5356 ---------------------------------------------------------------------------------------------------------------------
DSC_5357 ---------------------------------------------------------------------------------------------------------------------
DSC_5358 ---------------------------------------------------------------------------------------------------------------------
99

DSC_5381 ---------------------------------------------------------------------------------------------------------------------
DSC_5383 ---------------------------------------------------------------------------------------------------------------------
DSC_5386 ---------------------------------------------------------------------------------------------------------------------
DSC_5388 ---------------------------------------------------------------------------------------------------------------------
DSC_5415 ---------------------------------------------------------------------------------------------------------------------
100