Process time is g...⑤ Stopper bolt. You can disassemble this unit by removing the stopper bolt....
31
389
Transcript of Process time is g...⑤ Stopper bolt. You can disassemble this unit by removing the stopper bolt....

389

Process time is greatly reduced for piercing alignment work by means of a new piercing mechanism. Also, by using a compact punch unit, both piercing in areas where the cam unit cannot be used and the reducing number of processes become possible.
■Feature ●Unlike ordinary piercing, there are various merits as piercing is performed through dependence on button dies.
●In comparison to existing piercing, creating a large clearance (0.4 to 1.5mm) between the punch and the button die is
possible. This means that holes can always be opened even if the punch and button die are eccentric.
●Greatly reduces pierce alignment work.
●The panel and punch do not make contact. This means there is no burr on the panel.
●As it is machining by tearing off, there is no creation of cutting powder (shearing powder) when piercing aluminum
panels, which is different from shearing process.
■Application Examples for Breaking PunchUsed with a Cam Unit
Used when directly installed to a piercing die
Used as a punch unit built in a pad
Breaking PunchPunch Unit
390

It is said that the ordinary punch shears the panel in piercing. However, the best way to describe the piercing a hole with a
breaking punch is that it occurs with a tear of the panel.
Holes pierced with a regular punch cause clack to occur from both the front and rear end of the panel which originate from
both the end of the punch blade and the button die end. The panel is then blasted when connected to the clack. Thus, in order
to join the clack on both the front and rear of the panel in an appropriate manner, there was a need to make the clearance
between the punch and the button die extremely small (0.03mm to 0.05mm). However, by making the edge (shoulder) of the
breaking punch into an R-form, no clack occurs from the punch-side of the panel and occurs only on the button die side. From
the time when clack occurs to until it has made it to the panel surface, hole opening is performed by pulling (tearing).
The opening of holes with a breaking punch depends only on the button die edge. There is no need to adjust the
connection of clack of the panel front and back as seen in regular punching. This makes possible the securing of a large
amount of clearance (0.4mm to 1.5mm) in the area between the punch and the button die. This also allows eccentricity of the
punch (up to 0.2mm).
■Hole-opening mechanism by BreakingProfile of breaking punch
・Sharp point at the end of punch. ・At the end of the punch (shoulder) there is round chamfering on the punch edge.
R Shoulder
Eccentricity is up to 0.2mmEccentricity amount is 0.01 to 0.02
Clearance Clearance
Projection tip
Ordinary Punch
Ordinary Punch Breaking Punch
(Diagram) End point formation of breaking punch
Differences in Fundamentals for Hole Opening of the Regular Punch and Breaking Punch Methods
Breaking Punch
Clack
ClackPunch
SmallClearance Large
Eccentricity of the punch and button die
DifficultHole Adjustment Easy (unnecessary)
ButtonDie
Punch
ButtonDie
to
Brea
king
pun
ch
Breaking PunchPunch Unit
391

Breaking punch
Panel
Panel front Panel back
Button Die
Scrap
Breaking Punch Hole Opening Process
Projection tip thrusts and breaks through the panel.
The panel is stretched and clack (break) occurs from the button die edge side.
The clack (break) portion lines up with the button die edge and is expanded.
The projection tip catches onto the panel and the panel is torn.
The torn panel becomes scrap and is jammed into the button die.
The scraps falls and hole opening is complete.
Breaking PunchPunch Unit
392

■Application Range for Hole Opening by Breaking
Application Range for Hole Opening by Breaking
Application Range Table
Please perform design while referring to the application range shown below.
For any design that does not fall within the range of application, please contact one of our sales offices.
Application Range
Piercing Hole-diameter(mm)
Panel Plate Thickness
Application Range
Steel plate (270MPa or under)
t = 0.8mm or under
One-side under 0.2mm
Punch unit
Breaking punch
Panel Material
Panel Plate Thickness
Allowable Eccentricity Amount
Piercing Hole-diameter
Brea
king
pun
ch
Breaking PunchPunch Unit
393

■Product Dimensions for Breaking Punch The blade point length of the breaking punch and the shank diameter depend on the punch diameter. The form of the entire
unit can be specified by specifying the effective length and the punch diameter.
■Standard Configuration of the Breaking PunchHow to specify part codes
Effectivelength L
PunchDiameter
Punch Diameter (mm) Flange Diameter (mm) Blade Point Length (mm)Shank Diameter (mm)
tolerance
Breaking PunchPunch Unit
394

■Precautions when using the Breaking Punch ・ Even in the case in which hole-opening is performed using the Application Range Table on page 393, there is a chance that
a more appropriate hole does not open as a result of the plate thickness, materials and pierce conditions.
・ Please control the edge of the button die.
・ Please do not use punch with damaged projection tip. There is a chance that appropriate hole-opening cannot take place
as the scrap is not retained when there is a lack of protrusion height.
・ Please ensure that there is no space between the panel and button die. If there is a space, appropriate hole-opening may
not be possible.
Scrap isretained
Scrap is notretained
Punch
Panel
ButtonDie
No space between it and the panel Space between it and the panel
Eccentricity less than 0.2mm Eccentricity 0.2mm or over is impossible
Less than 0.2mm 0.2mm or over
・ Make the eccentricity of the punch and the center of the button die less than 0.2mm.
*The less eccentricity there is, the greater the quality of the hole (burrs).
Brea
king
pun
ch
Breaking PunchPunch Unit
395

・ Ensure that the button die face that contacts the panel is flat. There is a chance of not being able to perform appropriate
hole-opening if a flat surface is not secured.
・ Make the punch intrusion is 3.0~4.0mm. There is a chance that appropriate hole-punching cannot be performed if intrusion
is 3.0~4.0mm.
・ Ensure that the Punch center axis angle against the button die face is 2.5 degrees or under.
Flat surface secured
Intrusion
Lack of flat surface
3.0~4.0mm
2.5 degrees or under 2.6 degrees or more
Breaking PunchPunch Unit
396

■Application Examples of Breaking Punch
■Used with a Cam Unit
Usage examples for the pierce die
Existing pierce punch
When using existing pierce punches, matching
precision of the upper and lower dies was sought after.
Also there were cases in which time was needed for
pierce alignment work after assembly took place.
By using it with our Cam unit with self-alignment mechanism
Further cutting of pierce alignment work can be realized.
The one-side clearance of the punch and button die can
be within 0.4 to 1.5.
The one-side clearance of the punch and button die
must be within 0.03 and 0.05.
Breaking Punch
By using the breaking punch, margin for errors for the
upper and lower dies can be absorbed by the
clearance of between the punch and button die. Thus,
there is no need for troublesome blade alignment work.
Eccentricity amount is 0.01 to 0.02
Clearance
Punch
ButtonDie
Eccentricity is up to 0.2mm
Clearance
Punch
ButtonDie
Cam unit with self-alignment mechanism
Retainer
Breaking Punch
(Cam unit with self-alignment mechanism)
・ OASA Series (See P. 114)
・ OASB Series (See P. 178)
・ OASL Series (See P. 204)
*All are 5 degrees pitch compatible
Breaking Punch Reduction of troublesome blade alignment work
Brea
king
pun
ch
Breaking PunchPunch Unit
397

Flat type
Front side of the pad(Front surface of the structure)
Inclined type
■Example of the punch unit installation
Structure
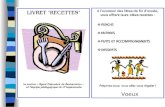
●This unit consists of the following five components: ① Slide, ② Unit punch, ③ Case, ④ Spring and
⑤ Stopper bolt. You can disassemble this unit by removing the stopper bolt.
Back side of the pad
Spring
Unit punch (Breaking punch)
Stopper boltSlide
Case
■Feature ●It is a new type of hole-opening device that is implanted
into the pad and used.・Hole-opening by breaking punch. ・Layout is possible facing against the processing face.
Thus, stable piercing conditions can be secured.・Contributes to the shortening of processes as
hole-opening is possible even with respect to areas in which piercing with a cam unit is difficult.
●Small and light.・Size and weight that can be easily picked up with one hand (approx. 1kg)
●Reduces Punch and Button Die Alignment Work.・Eccentricity of up to 0.2mm can be allowed,
reducing the adjustment work.●Round hole-punch diameter of 4.5mm to 21mm
accommodated.
Breaking PunchPunch Unit OPF and OPA Series
398

Example of reducing the process
Conventional process
Drawing
Process when the punch unit is used
Firstprocess Cam piercingThird
processTrimming, piercing and flanging
DrawingFirstprocess
Trimming, piercing and flanging
Secondprocess
Secondprocess
Punc
h Un
it
Breaking PunchPunch Unit
399

●Select a flat type (OPF~) or an inclined type (OPA~) in accordance with a work angle.
Refer to Selecting method on the page 402.
●Installation dimensions of the unit (case-holding length)
For installation dimension of the unit, refer to the following figures for processing.
●Set the punch unit as the punch becomes perpendicular to the dice surface.
●Keep the dice face flat. In case the dice surface is not flat enough, it is hard to make a proper hole.
16 or larger M8 tap depth 20 or larger
Keep the dice surface flat
The dice surface is not flat enough
Perpendicular to thedice surface
At an angle to the dice surface
◎Precautions (Regarding die design)
Breaking PunchPunch Unit
400

●Set as some clearance exists between the unit and the panel. Do not use the unit as a panel retainer.
0.2mm Le
vel
●To prevent the pad being lowered during empty punching, use the pad balancer(spacer). During punching operation, the punch contacts the lower section of the die.
Pad balancer(spacer)
Pad balancer UnusedPad balancer use
●Attach sensors (panel loading switch, unloading switch etc.) to the unit to prevent punching two pieces of panels together or to prevent tucking a foreign object. During punching operation, the punch contacts to the upper section of the die.
Usual operation Pad lifting by punching two pieces of panels
Pad lifting by tucking a foreign object
Set some clearance between the unit and the panelApproximately 0.2mm
Punc
h Un
it
Punch Units
401

●For the sliding section at the driver side, using a #2000 (sintered) wear plate is recommended.
●Please do not perform machining of the sliding surface on the slide of the punch unit.
●When a wear plate is not used for the sliding section at the driver side, set the roughness of the
sliding surface at Ra=1.6 or smaller.
●Scraps tend to remain when the work angle is from 0 to 30°. In that case, the following dice types
are recommended.
(φd indicates the dice inner diameter.)
Conventional dice
When the angle is small, scraps may rolls out.
Dice with a countermeasure for rolling-out scraps
A squeeze is installed at the back section of the dice edge, holding scraps.
Without a #2000 (sintered) wear plate
With a #2000 (sintered) wear plate
Do not machine sliding surface
Do not machine sliding surface
Punch Units
402

Do not pad-locked the unit.
Secure the contacting surface.
Fixing bolt
The punch stays inside of the dice; therefore, the unit gets damaged by lifting the upper die.
●Please do not use units in which the projection tip has been damaged.
●When a height of the projection is insufficient due to breakage, the scrap cannot be held and holing
becomes unavailable.
●Conduct the sliding operation of the pads. However, before sliding and adjusting the pad, be sure
to remove the punch unit.
●Before conducting the initial punching, be sure to confirm the deviation between cores of the punch
and the dice.
●Do not pad-lock the unit.
(When the upper die is lifted with the unit being pad-locked, the unit gets damaged with the punch
stayed inside of the dice.)
Precautions (Die manufacturing, productions)
●Apply an agent to prevent loosening of the fixing bolts.
●Adjust the contacting condition the sliding section.
Scrap is held Scrap
is not held
Punc
h Un
it
Punch Units
403

Type
OPF series (flat type) OPA series (inclined type)
Punch diameter
Flat type
Maximum stroke Unit
Punch diameter
inclined type
Maximum stroke Unit
Table of machining abilities
●Select a flat type (OPF~) or an inclined type (OPA~) in accordance with the process angle.
Selecting method
Flat type (OPF)
Inclined type (OPA)
Work angle 20°≦ θ < 90°
Work angle 0°≦ θ < 20°
Punch Units
404

Regarding application of part, consult with a sales office near you. A person in charge will explain the details.
Punc
h Un
it
Punch Units
405

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ4.5~φ5.5):
PUNCH UNIT
406

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ5.6~φ6.5):
Punc
h Un
it
PUNCH UNIT
407

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ6.6~φ8.5):
PUNCH UNIT
408

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ8.6~φ10.5):
Punc
h Un
it
PUNCH UNIT
409

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ10.6~φ13.5):
PUNCH UNIT
410

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ13.6~φ16.5):
Punc
h Un
it
PUNCH UNIT
411

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ16.6~φ21.0):
PUNCH UNIT
412

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ4.5~φ5.5):
Punc
h Un
it
PUNCH UNIT
413

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ5.6~φ6.5):
PUNCH UNIT
414

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ6.6~φ8.5):
Punc
h Un
it
PUNCH UNIT
415

This dimension is different by condition (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ8.6~φ10.5):
PUNCH UNIT
416

This dimension is different by the conditions (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ10.6~φ13.5):
Punc
h Un
it
PUNCH UNIT
417

This dimension is different by the conditions (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ13.6~φ16.5):
PUNCH UNIT
418

This dimension is different by the conditions (plate thickness and material) of making a required hole diameter, consult with a sales office near you.
φP(φ16.6~φ21.0):
Punc
h Un
it
PUNCH UNIT
419