Netting Materials for Fishing Gear - Klust

of 193
-
Upload
tiago-catuxo -
Category
Documents
-
view
219 -
download
0
Transcript of Netting Materials for Fishing Gear - Klust
-
8/10/2019 Netting Materials for Fishing Gear - Klust
1/193
FAO
Fishing
Manuals
Netting
materials
for
fishing gear
by
Gerhard
Klust
Published
by
arrangement
with
the
Food
and
Agriculture
Organization
of
the
United Nations
by
FUUftf
News
Books
14*
1
Lon*
Garden
Walk
-
8/10/2019 Netting Materials for Fishing Gear - Klust
2/193
FAO
1973,
1982
First
published
1973
Second
edition
1982
The
copyright
in
this
book
is
vested
in
the Food
and
Agriculture
Organization
of
the
United
Nations,
for which
Fishing
News Books
Ltd.
acts
as
publisher.
The
book
may
not
be
reproduced,
in
whole
or
in
part,
by
any
method
or
process,
without
written
permission
from
the
copyright
holder.
This
applies
in
particular
to
photocopying
of
the
designs. Appli-
cations
for
permission
to
engage
in
any
form
of
reproduction,
translation
or
degree
of
microfilming
or fair
copying
should
be
addressed
to:
The
Director,
Publications
Division,
Food
and
Agriculture Organization
of
the
United
Nations,
Via
delle
Terme
di
Caracalla,
00100
Rome,
Italy,
accompanied
by
a
detailed
explanation
of
the
purpose
and
extent of the
reproduction
desired.
British
Library
CIP
data
Klust,
Gerhard
Netting
materials for
fishing
gear.
2nd
ed.
(FAO
fishing
manuals)
1.
Fishing
nets
I. Title.
II. Series
639'.22'028
SH344.8.N4
ISBN
85238
118 2
Printed
in
England by
AdlardA Son
Limited,
Bartholomew
Press,
Dorking,
Suitoy
-
8/10/2019 Netting Materials for Fishing Gear - Klust
3/193
CONTENTS
page
1.
RAW
MATERIALS FOR
NETTING
1
1.1
Vegetable
fibres
1
1.1.1
Rotting
2
1.1.2
Preservation
against rotting
3
1.2
Synthetic
fibres
6
1
.2.1
Remarks
on
the
manufacture
6
1
.2.2
Chemical classification
10
1.2.3
Trade
names
12
1.2.4
Basic fibre
types
16
1.2.4.1
Continuous filaments
(multifilament yarn)
16
1.2.4.2
Staple
fibres
16
1.2.4.3
Monofilaments
17
1.2.4.4
Split
fibres
18
1.2.4.5
Use
for
netting yarns
18
1
.2.5 Main characteristics
of
synthetic
fibres
19
1.2.5.1
Endurance
in water
19
1.2.5.2
Resistance
to
weathering
20
1.2.5.3
Density
24
1.2.5.4
Melting
point
24
1.2.6
Identification
25
1.2.6.1
General
remarks
25
1.2.6.2
Water test
26
K2.6.3
Visual
inspection
2$
1.2.6.4
Burning
test
36
M6.5
Solubility
test
......
28
LZ6.6
Melting
point
test
...,,,^
,.
30
-
8/10/2019 Netting Materials for Fishing Gear - Klust
4/193
VI NETTING MATERIALS
FOR
FISHING
GEAR
2.
NETTING
YARNS
31
2.1
Construction
of
netting
yarn
31
2.1.1
Terms
and
definitions
31
2.1.1.1
Netting
yarn
31
2.1.1.2
Yarn
31
2.1.1.3
Single
yarn (55)
32
2.1.1.4
Netting
twine
or
folded
yarn
32
2.1.1.5
Cabled
netting
twine
or
cabled
yarn
32
2.1.1.6
Braided
netting
twine
32
2.1.1.7 Twist
32
2.1.1.8
The
direction
of
twist
32
2.1.1.9
Coefficient
of twist
or
twist
factor,
a 33
2.1.1.10
Braiding
33
2.1.1.11
Strand
33
2.1
.2 Construction
of
twisted
netting
yarn
33
2.1.2.1
Single
yarn
33
2.1.2.2
Netting
twine 34
2.1.2.3 Cabled
netting
twine
34
2.1.2.4 Cabled
netting
twine of
higher
order
35
2.1.2.5 Amount
of twist
40
2.1.3
Construction
of braided
netting
yarns
42
2.1.3.1
Core 42
2.1.3.2
Number
of
strands
44
2.1.3.3
Structure
of the
braid
45
2.1.4
Netting
yarn
from
knotless
netting
46
2.1.4.1
Japanese
twisted
netting
47
2.L4.2
Raschel
netting
48
2.1.4.3
Braided
netting
49
2.1.4.4
Properties pf
knotless
netting
49
2.2
Designation
of
netting
yarns
52
The
tex
system
53
Tex
system
for
netting yams
54
Complete
designation
54
2JLZ2
Brief
designation
,
55
2.13
Conventional
systems
and lex
system
56
International titre.
.
56
-
8/10/2019 Netting Materials for Fishing Gear - Klust
5/193
CONTENTS
VII
2.2.3.2 Metric
number
58
2.2.3.3
English
cotton
count
58
2.2.3.4
Runnage
58
2.3
Properties
of
netting
yarns
59
2.3.
1
Terms
and
definitions
60
2.3.1.1
Standard
atmosphere
60
2.3.1.2 Tensile test
60
2.3.1.3 Tensile
stress or
tensile
strength
60
2.3.1.4
Tenacity
60
2.3.1.5
Breaking
strength
or
breaking
load
61
2.3.1.6
SI
units
of
force
61
2.3.1.7 Knot
breaking
strength
61
2.3.1.8
Mesh
breaking
strength
61
2.3.1.9
Load
at
rupture
61
2.3.1.10
Breaking length
61
2.3.1.11
Nominal
gauge length
61
2.3.1.12
Pre-tension
62
2.3.1.13
Time-to-break
62
2.3.1.14
Extensibility
62
2.3.1.15
Elongation
(Extension)
62
2.3.1.16
Elongation percent
62
2.3.1.17
Elongation
at the
half
knot
breaking
strength
62
2.3.1.18
Load-elongation
curve
62
2.3.1.19
Tensile
hysteresis
curve
62
2.3.1.20
Elasticity
62
2.3.1.21
Toughness
63
2.3.1.22
Flexural stiffness
63
2.3.1.23
Abrasion resistance
63
2.3.1.24
Shrinkage
63
2.3.1.25
Knot
stability
63
2.3.2
Testing
of
netting
yarns
63
2.3.2.1
Breaking
strength
64
2.3.2.2
Elongation
66
2.3.2.3 Knot
stability
66
2.3.2.4
Change
of
length
in
water
68
2.3.2.5
Diameter
68
2.3.2.6
Flexural
stiffness
69
2.3.2.7
Abrasion
resistance
71
2.3.3
Breaking strength
and
knot
breaking
strength
of
netting
yarn
71
2.3.3.1
Fineness.
71
2.3.3.2
Breaking
strength
of
straight
netting
yarns
76
-
8/10/2019 Netting Materials for Fishing Gear - Klust
6/193
Vffl
NETTING
MATERIALS
FOR
FXSHINO
GEAR
2.3.3.3
Weaver's
knot
breaking
strength
81
2.3.3.4 Other
knots
85
2.3.4
Diameter,
Rtex,
and
knot
breaking
strength
88
2.3.4.1 Diameter
and
knot
breaking
strength
90
2.3.4.2
Wet
knot
breaking
strength
and Rtex
94
2.3.4.3
Diameter
and
mass
95
2.3.5
Flexural
stiffness
96
2.3.5.1
PA
single
monofilaments
96
2.3.5.2
PA
continuous
filament
netting yarns
96
2.3.5.3
PA
folded
monofilament
netting yams
97
2.3.5.4
PES
and
PP continuous
filament
netting yarns
99
2.3.5.5
PP
split
fibre and
PE
folded
monofilament
netting yarns
99
2.3.5.6
Vegetable
fibre
netting yarns
2.3.5.7
Stiffening agents
2.3.6
Change
in
length
in water
104
2.3.6.1
Netting
yarns
made of
PES,
PE
and
PP
105
2.3.6.2
PA continuous filament
netting yarns
105
2.3.6.3
Vegetable
fibre
netting
yarns
107
2.3.6.4
Change
of meshsize
in
water
107
2.3.7
Extensibility
HO
2.3.7.1
Elongation
at
half
knot
breaking
strength
112
2.3.7.2
Load-elongation
curves
112
2.3.7.3
Toughness
122
2.3.7.4
Elasticity
126
2.3.8
Abrasion
resistance
134
2.3.8.1 Criticism
of
testing
methods
135
2.3.8.2
Vegetable
fibre
netting
materials
137
23.8.3
Synthetic
netting
materials
137
2*3.8.4
Influence
of
treatment
and
construction
139
2.3.8.5
Roughening
of
netting
materials
139
3.
CHOICE
OF
NETTING
MATERIALS
FOR
FISHING
GEAR
142
&i
General
remarks
142
34
Specification
of
netting
yarn
and
netting
for
purchase
143
,.+*. -,...
,,..,, 144
-
8/10/2019 Netting Materials for Fishing Gear - Klust
7/193
CONTENTS
IX
3.2.1.1
Fibre
144
3.2.1.2
Size
144
3.2.
.3 Twisted
or
braided
netting yarn
145
3.2.
.4
Degree
of
twist
or
of
tightness
of
braid
145
3.2.
.5
Direction
of
final
twist
145
3.2.
.6
Core 145
3.2. .7
Weight
145
3.2.2
Netting
145
3.2.2.1
Knotted
or knotless
146
3.2.2.2
Size
of
mesh
147
3.2.2.3 Size
of
netting
147
3.2.2.4
Selvedges
147
3.2.2.5 Direction
of
stretching
148
3.2.2.6
After-treatment
148
3.2.2.7
Type
of
gear
148
3.3
Choice of
netting
material
for
bottom
trawlnets
148
3.3.1
High
breaking strength
149
3.3.2
High
extensibility
and
toughness
149
3.3.3
Small
diameter
150
3.3.4
High
abrasion
resistance
150
3.3.5
Polyamide
and
polyethylene
150
3.3.5.1
Arguments
in
favour
of
polyamide
150
3.3.5.2
Arguments
in
favour
of
polyethylene
150
3.3.6
Size
of
netting yarns
151
3.4
Choice of
netting
material
for midwater
trawlnets
155
3.4.1
Requirements
155
3.4.2
Kind and
size
of
netting
yarns
1
58
3.4.3
Hard
twisted
PA
netting
yarns
1
58
3.5
Choice
of
netting
material for
purse
seine
nets
161
3.5.1
Requirements
161
3.5.2
Kind and size
of
netting
yarns
161
3.6
Choice
of
netting
material
for
gillnets
162
3.6.1
Requirements
163
3.6.2
Kind
and
size
of
netting
yarns
163
3.6.2.1
Salman
gillnets
166
3.6.2.2
Cod
giilnets
1#5
3.6.13
Madcerel
gilteets
167
-
8/10/2019 Netting Materials for Fishing Gear - Klust
8/193
NETTING
MATERIALS
FOR
FISHING
GEAR
3.6.2.4
Gill
(drift)
nets
for
herring
and
sardine
167
3.6.2.5
Very
fine
giflnets
168
BIBLIOGRAPHIC REFERENCES 171
-
8/10/2019 Netting Materials for Fishing Gear - Klust
9/193
LIST
OF
FIGURES
page
FIGURE
1
.
Micro-photograph
of
cotton fibres from a
used
fishing
net 2
FIGURE
2.
Resistance
to rot of
cotton and
manila
netting yarns
5
FIGURE 3a.
Manufacturing
process
of PA
6.6
salt
8
FIGURE
3b.
Manufacturing process
of
PA
6.6 fibre
9
FIGURE
4.
Netting
yarns
of different
types
of
fibres
17
FIGURE
5.
Breaking
strength
of braided
trawl
twines
after
immersion
19
FIGURE
6.
Breaking strength
of
netting yarns
after
exposure
to
sun
22
FIGURE 7.
Device
for
melting point
determination
30
FIGURE
8.
Construction
of
twisted
netting
yarns
35
FIGURE
9.
Construction
of
a
complicated
netting
yarn
36
FIGURE
10.
Twist
counter
(or
twist
tester)
37
FIGURE
1
1
.
Braided
netting yarn
with core
and
8
strands
44
FIGURE
12.
16 strand
braid
for
heavy
trawls
45
FIGURE
1
3.
Most
common
constructions
of
braided
netting
yarns
...
46
FIGURE
14.
Braided
netting
yarns
of
different
construction
47
FIGURE
15.
Examples
for
constructing
bars
and
joints
of
knotless
48
netting
FIGURE
16.
Braided
knotless
netting
50
FIGURE 17.
Complete
designation
of
netting yarn
of
cabled
netting
twine
type
56
FIGURE 1
8.
Tensile
testing
machine
(electronic)
65
FIGURE
19. Two
forms
of
weaver's
knot
and
testing
arrangement
for
mesh
breaking
strength
66
FIGURE 20.
Possibility
for
testing
knot
stability
67
FIGURE
21.
Load-elongation
curve
of
slipping
weaver's knot
67
FIGURE
22.
Apparatus
for
measuring
length
of
netting
yarn
,
68
FIGURE
23*
Gauge
for
measuring
diameter
of
netting yarns
69
FIGURE
24.
Apparatus
far
measuring
flexural stiffness
of
netting
yarns
70
FIGURE
25,
Apparatus
for
testing
abrasion
resistance
72
FIGURE
26.
Types
of
knots
80
-
8/10/2019 Netting Materials for Fishing Gear - Klust
10/193
xn
NETTING
MATERIALS
FOR
FISHING
GEAR
FIGURE
27.
Direction
in
knotted
netting
81
FIGURE
28.
Relationship
between
breaking
strength dry,
straight
and
wet,
knotted
of
different
kinds of
netting
yarn
82
FIGURE
29.
Netting with
selvedge
of
thicker netting
yarn
84
FIGURE
30.
Single
and
double
weaver's
knots
87
FIGURE
3
la Most
common
sorts
of twisted
PA
continuous
filament
netting yarns
89
FIGURE 31fr
Twisted
PA
staple
fibre
netting
yarns
90
FIGURE
32.
Netting
samples
of
cotton
and PA
continuous
filament,
netting
yarns
of
equal
wet knot
breaking strength
91
FIGURE
33.
Netting yarns
of
equal
wet
knot
breaking strength
made
of PA and PE 92
FIGURE
34.
Relationship
between wet knot
breaking
strength
and
diameters
of
different
netting
yarns
93
FIGURE
35.
Relationship
between wet
knot
breaking
strength
and
Rtex of twisted
netting yarns
made of different
fibres
.
94
FIGURE 36.
Relationship
between Rtex
and
diameter of twisted
net-
ting
yarns
made
of
different
fibres
97
FIGURE 37.
Changes
in
mesh
size
due to
alternate
wetting
and
drying
of
finest
PA material
in
fine
gillnets
108
FIGURE 38.
Load-elongation
curves
of
twisted
netting
yarns (wet)
of
PA
continuous
filaments
113
FIGURE
39.
Load-elongation
curves
of
heavy
twisted
netting yarns
(wet)
of
PA
continuous
filaments
114
FIGURE
40.
Load-elongation
curves
of
netting yarns
(wet)
made of
PA
staple
fibre
115
FIGURE
41.
Load-elongation
curves
of twisted
netting
yarns
(wet)
made
of
PES continuous
filaments
116
FIGURE
42.
Load-elongation
curves
of
braided
netting yarns
(wet)
made of PES
continuous
filaments
116
FIGURE
43.
Load-elongation
curves
of twisted
netting
yarns
(wet)
made
of PE
folded
monofilaments
117
FIGURE
44.
Load-elongation
curves
of
twisted
netting yarns
(wet)
made
of
PP continuous
filaments
118
FIGURE
45.
Load-elongation
curves
of twisted
netting
yarns
made
of
PVAA
staple
fibres
119
FIGURE
46.
Load-elongation
curves
at low
loads
of
netting yarns
of
different
fineness
and
different
construction
120
FIGURE
47.
Load-elongation
curves
of PA
netting
yarns
in
dry
and
wet condition
123
FIGURE
48.
Load-elongation
curves
of
wet
netting yarns
made
of
different fibres
124
FIGURE
49.
Characteristic
examples
for the
toughness
of
wet
netting
yams
1
25
FIGURE
50.
Elasticity
of
netting
yarns
of different
kinds
of
fibres
I
tested
in
wet
condition
127
-
8/10/2019 Netting Materials for Fishing Gear - Klust
11/193
LIST
OF
FIGURES
XIII
FIGURE
51.
Elasticity
of
braided
PE
netting yarns
of
varied
make
. .
128
FIGURE 52.
Load-elongation
curves of
braided
PA
and PP
continuous
filament netting
yarns
(wet)
with
approximately
same
wet
knot
breaking
strength
and
construction
129
FIGURE
53.
Elasticity
of
dry
PA
and PP continuous
filament
netting
yarns
loaded
for
24
hours
with 30
percent
of their
breaking strength,
dry,
unknotted
130
FIGURE 54.
Knots
damaged
by
abrasion
135
FIGURE
55.
Netting yarns
of manila
and
PA
continuous
filaments
after
equal
frictions in
wet condition
136
FIGURE 56.
PA codline
of a
large
bottom
trawl
138
FIGURE 57. Section
of
a
river stow net
with
distorted
meshes
139
FIGURE 58. Section
of
the
codend
of
a
large
bottom trawl after
damage
in
propeller
140
FIGURE 59.
Designation
of size of
mesh
146
FIGURE 60. Influence
of
the level
of
twist
on
wet knot
breaking
strength
of
netting yarns
made
of PA continuous fila-
ments
159
FIGURE 61.
Load-elongation
curves
of
PA
netting
yarns showing
the
great
influence
of the level
of
twist
on
the
extensibility
160
-
8/10/2019 Netting Materials for Fishing Gear - Klust
12/193
PREFACE FOR THE
SECOND
EDITION
Since there
have
been
no
significant
technical
developments
in
synthetic
materials
for
fishing
nets,
for
this second
edition
of
the
FAO
Fishing
Manual
Netting
materials
for
fishing
gear
the
basic
contents
and
the
layout
of
the
first edition
(1973)
did not
need
to
be
changed.
There
are,
however,
a
fair
amount of
corrections,
modifications and
additions
in
order to
up-date
the
material
with
particular
regard
to
ISO
Standards
and
developments
in
terminology.
The
author,
therefore,
hopes
that this second edition
will
improve
the
usefulness
of this
Manual
for
fishermen
and
netmakers
in
the
selection
of
the
most
appropriate
kind
and
size
of
netting
materials
for the
various
fishing
gears.
The author
wishes
to
express
his
sincere
thanks to
Mr. P.
J.
G.
Carrothers
(St.
Andrews,
Canada),
Dr.
E.
Dahm
(Hamburg,
Germany)
and
Mr.
Russ
(Berlin,
Germany)
for their
advice,
as well as
to
the
staff concerned
of the
FAO
Fisheries
Technology
Service
for the
technical
editing
of
this second
edition.
G.
Klust
-
8/10/2019 Netting Materials for Fishing Gear - Klust
13/193
CHAPTER
1
RAW
MATERIALS
FOR
NETTING
According
to
the International
Organization
for
Standardization
(ISO),
netting
is
defined
as a
meshed
structure of
indefinite
shape
and
size,
com-
posed
of
one
yarn
or
of one
or
more
systems
of
yarns
interlaced or
joined
. .
. .
(54
in
bibliographical
references.)
The
raw
material
of
the
netting
consists
of
fibres
of
which
two
main
groups
may
be
distinguished:
natural
fibres and
man-made
fibres.
Of
the natural
fibres
for
fishing
nets
vegetable
fibres
are
utilized almost
exclusively
and
particularly
cotton,
manila,
sisal,
hemp,
linen
and
ramie.
Animal
fibres,
such
as
silk
or
hair,
are either not
suitable or
too
expensive
for
fishing
nets.
One
exceptional example
is
the
Japanese fishery
where
silk
nets
have been
used
for
specific
gear.
Of
the
man-made
fibres
only
the
category
of
the
synthetic
fibres
has
particular
advantages
for
fishing
nets.
Others such as
those
made
of
regenerated
cellulose
(rayon,
cellulose
wool)
are
not
superior
to
natural fibres and therefore
do not
need
to be considered. For
reasons
outlined below
synthetic
fibres
have
already
taken
over
almost
completely
in
progressive
fisheries
and natural
fibres
for
fishing
nets are
therefore
not
being
discussed
here
in
any
detail.
1.1
Vegetable
fibres
The
cotton fibres which
grow
on
the
seeds
of
the
cotton
plant
are
very
fine
with
a
length
of
only
20 to
50 mm and
a
diameter
of
about
0.01
to OXM
mm.
This
fineness
allows the
manufacture
of a
wide
range
of
netting
yarns
from
the finest
of
only
0.2
mm
diameter
such
as
is
required
for
very
light
gillnets
up
to
practically
any
size.
Consequently
also
many
other
types
of
fishing
gear
have been
made
of
cotton
netting
such
as various
seines,
small
trawls,
fyke
nets,
trap
nets,
lift
nets,
cast
nets,
trammel
nets.
In
the
past
cotton
was
the
most
important
fibre
for
fishing
nets.
The
hard
fibres
sisal
and
manila
or
abaca
are leaf
fibres
obtained
from
the
tissue
of
the
leaves
and
leaf
bases
of
an
agave
plant
(sisal)
or
of
the
fibre
banana
plant
respectively
(manila).
They
are
coarse
and
therefore
are
mainly
used
for
heavy
netting
as
is
needed
for
bottom
trawls
and
for
ropes.
-
8/10/2019 Netting Materials for Fishing Gear - Klust
14/193
NETTING
MATERIALS
FOR
FISHING
GEAR
Linen,
hemp
and
ramie
are
bast fibres derived
from
the
bast
tissues
of
the
stems. Twines made of these fibres were the material
of
special
nets,
for
instance,
linen
for
salmon
gillnets,
ramie
for
drift
nets
in
the
Asiatic fisheries
and
hemp
for
river
stownets or
trawlnets
in
Europe.
U.I.
ROTTING
Vegetable
fibres are
parts
of dead
plants
and
consist
mainly
of
cellulose.
Therefore,
when conditions
are humid or
when
they
are immersed
in
water
they
are attacked
by
cellulose
digesting
micro-organisms, especially
bacteria.
This
process
of
decomposition
of dead
organic
material
is of
vital
importance
for
maintaining
the life
cycle
because
it
releases
the
inorganic
nutrients
such
as
phosphorus,
nitrogen,
and
potassium
and
makes
them
available
for
new
plant
growth.
Thus
the
continuity
of
the
life
of
plants
and
animals
is
assured.
Unfortunately,
the
side effect
on
fishing
nets is a
source
of increased labour
and
financial
loss
and is the
main reason
for the advance
of
synthetic
fibres.
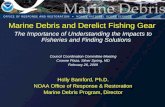
A
micro-photograph
of
cotton
fibres taken
from a
used
fishing
net
(Figure
1)
shows
the
damage
(corrosion)
caused
by
cellulose-decomposing
FIGURE
I.
Micro-photograph
of
cotton fibres
taken from
a used
fishing
net,
showing
corrosion
caused
by
micro-
organisms.
X
=
undamaged
fibres.
(For
better
visibility
of
the
damage
the
fibres
have
been
swollen
by
caustic
soda.)
bacteria.
There is
a
direct
relation
between the
number
of
corroded fibres
in
a
cotton
netting
yarn
and
its loss
in
breaking
strength
so that
determining
by
microscope
the
percentage
of
damaged
fibres is
an effective
means
for
judging
the
state
of
decomposition
and
the
remaining
usefulness
of
cotton
yarn
or
netting.
-
8/10/2019 Netting Materials for Fishing Gear - Klust
15/193
RAW
MATERIALS
FOR
NETTING
3
The
four
factors
mainly
determining
the
speed
of
decay
of
cellulose
fibres are:
kind
of
fibre,
water
temperature,
rotting
power
of
the
water,
duration
of
immersion
in
water.
The
resistance
of
the various
kinds
of
vegetable
fibre
against
rotting
differs,
and
increases
in
the
following
order:
linen,
hemp,
ramie, cotton, sisal,
manila
and coir.
However,
with
regard
to
practical
use
in
fishing
these
differences
hardly
count
at
all,
and
the
resistance to
rotting
of
all
(untreated)
vegetable
fibres
must
in
general
be
considered
as
not
adequate.
The
activity
of
the
cellulolytic
bacteria
depends
to
a
great
extent
on
the
water
temperature.
Consequently during
the cold
season
the
decay
of
vege-
table
fibres
is
considerably
slower
than
during
the
warm
season. In
the
tropics
nets become
useless
faster than
in
temperate
climates.
As
regards
the characteristics
of
the
water,
running
waters
generally
have
a
greater
decaying
power
than
stagnant
waters.
In
fertile
marine
or fresh
water
which
contains
a
high percentage
of
organic
substances,
lime and
phosphorous
(eutrophic
water)
and
consequently
has a
high
yield
of
fish,
unpreserved
nets
of
vegetable
fibres
are
more
quickly
destroyed
than in
unfertile,
clear
water.
For
instance,
in
the fertile
brackish
water
of
a North
Sea harbour
(Europe)
with
a
high rotting power,
cotton
netting yarns
decayed completely
within
seven
to
ten
days
during
summer
and
autumn at
15
to
20C
temperature,
and
heavier
manila
netting yarns
lost 75 to
85
percent
of
their
breaking
strength
within four weeks.
Fishing gear
left
uninterruptedly
in
water for
a
long
time is
naturally
more
liable to
rotting
than
when
used
only
temporarily,
and is
especially
liable to
rot
if
set
on
the bottom
where
the
contact
zone
between the
putrid
mud
and
the water
has
the
strongest
rotting power.
Rotting
is
stopped
only
when
nets
are
completely
dried out
even
to
the inside
of
the
knots.
1.1.2 PRESERVATION AGAINST ROTTING
The
search
for
means
to
increase the
resistance
against
rotting
is
probably
as
old
as the
use
of
vegetable
fibres
for
fishing
nets and
a
great
number
of
preservation
methods
have
been
developed
by
practical
fishermen,
by
fishery
research
institutes
or
the
chemical
and
textile
industries.
The
methods
of the
practical
fishermen
mostly
consist
of the
use
of
coaltar,
wood-tar
or carbo-
lineum,
either alone or
combined
with
petroleum,
benzene,
etc.,
or
in
the
treatment with
tanning
solutions
as catechu
( cutch ),
or
other
extracts
of
the bark or
wood
of certain trees.
The
use
of
metallic
compounds
such
as
potassium
bichromate,
copper
naphtenate,
copper
sulphate,
coprous
oxkfe
(e.g,
Tettalin )
were
introduced
by
research
institutes
tod
the
chemical
industries.
-
8/10/2019 Netting Materials for Fishing Gear - Klust
16/193
4
NETTING
MATERIALS FOR
FISHING GEAR
Of
the
variety
of
preservation
methods,
two
comparatively
highly
efficient
and
thoroughly
tested
combination
methods
deserve
attention : the
Testalin
preservation
and
the
preservation
by
tannin
plus
potassium
bichromate
(9a).
Testalin
method: The
nets
are
boiled for
30
minutes
in
a
solution
con-
taining
2
percent
of
a
tannin
agent
(e.g.
catechu
or
mangrove-extract)
with
an
addition
of
1
percent
of
the
coprous
oxide
agent
Testalin.
After
the nets
are
dried,
the
treatment
is
repeated,
adding
another
2
percent
of
the
tannin
agent
but
no
more
Testalin.
Additionally
the
nets,
while
still
wet,
may
be
dipped
in
carbolineum.
Tannin
plus potassium
bichromate
method:
The
nets
are
boiled for 30
minutes in a solution
containing
2
percent
of a
tannin
agent.
After
drying
they
are
put
for
one
hour
into
a
solution
containing
3
percent
of
potassium
bichromate
and
after
rinsing
in
water
they
are dried.
This
process
is
repeated,
adding
another
2
percent
of tannin
agent.
If,
in
addition,
the nets are
dipped
in
carbolineum
a three-bath-method
is
obtained
which is
one
of
the
best
net
preservation
methods known
in
fisheries.
The
preservation
effect
obtained
by
the
various
methods
depends
on
the
degree
of
the
cohesion
between
the
preserving
agent
and
the
fibres.
Tar
and
carbolineum,
even
if
deposited
in
a
thick
layer
on
the
surface
of
the
netting
yarn,
do
not
cling
tightly
round the individual
fibres
but
leave
gaps.
They
are
therefore
considerably
less
effective
than
the
two
methods
described
above,
by
which
the
surface
of each
fibre
is
completely
covered with
the
bactericide
preserving
agent,
which
also
penetrates
into
fibre-cuticles
and
cell-walls.
Furthermore
these
agents
are
also not
easily
removed
by
the water
and
therefore
provide
vegetable
fibre
nets
particularly
cotton with
a
comparatively
high degree
of
resistance to
decay.
Figure
2
demonstrates
how
many
times
the
usefulness of
netting yarns,
preserved
by
various
methods,
can
be
increased
as
compared
with
untreated
samples.
Nos.
6
and
7,
representing
the
methods
briefly
described
above,
rank
highest.
Simple
preservations,
e.g.
by
tar,
carbolineum or
tannin
alone
(Nos.
1
to
3)
are
quite
unsatisfactory
unless
they
are
repeated
frequently
at
short
intervals.
A
high
preserving
effect can
only
be
obtained
by
combining
the
treatments
with
tannin,
a
metallic
compound,
and
carbolineum
or
tar.
Of
the
metallic
compounds
tested
potassium
bichromate is the
best.
It
may
be
mentioned
that
most
preservations
offered
by
the chemical
industries,
which
consist
in
only
soaking
the
nets
in
special
solutions,
do not
improve
the
resistance
against
rotting
to
any
considerable
extent.
With
regard
to
the,
efficiency
of
net
preservation
against
rotting,
four
essential
reservations
should
be
made
;
t
Li
Even
the
best
preservation
can
only
retard
the
decomposition
of
vegetable
.
fibres
in
water
but
cannot
prevent
it.
-
8/10/2019 Netting Materials for Fishing Gear - Klust
17/193
RAW
MATERIALS
FOR
NETTING
-
8/10/2019 Netting Materials for Fishing Gear - Klust
18/193
NETTING MATERIALS
FOR
FISHING
GEAR
The
various
vegetable
fibres
react
differently
to
preservation.
As shown in
Figure
2,
a
high degree
of
protection
can
only
be obtained
for
cotton
but
not
for
hard
fibres
(manila)
and also
not for
hemp.
As
really
efficient
preservation
methods
require
a number
of
operations
and
costs
cannot be
neglected,
the
fishery
is
reluctant
to
accept
them
and
instead
uses
less
efficient
ones
usually
with
unsatisfactory
results.
The
preservation
of
fishing
nets
may
have side effects
on
the
physical
properties
of
the
netting,
such
as
stiffness,
flexibility, extensibility,
elasticity,
breaking strength,
mass,
colour,
shrinkage,
diameter,
which
have
to be considered
because
they may
be
disadvantageous
for
fishing
gear.
In
summing
up,
it
can be
stated
that
for
fishing
gear
vegetable
fibres
present
many
disadvantages,
the
most
important
of which
is
the
short
useful
lifetime.
Still,
for thousands
of
years,
fishermen
had
no choice
and had to
work with
gear
made
of material
which,
properly speaking,
is
not
really
suitable
for
this
purpose.
The fact that
the
introduction
of
synthetic
fibres
was one of the most
important
revolutions
in
modern
fishing
is
mainly
due to
one
predominant
characteristic:
they
do not
rot.
Furthermore,
no other
innovation
in
fishing
can be
as
widely applied
as
the
new net material.
It
is of
equally
great
advantage
to
large
scale
deep-sea
industrial fishing
as
it
is
to
the
small-scale
artisanal
fishery
and
one
can
only agree
with
the
words
of an
expert
that
synthetic
fibre
brings
to
one
of man's
oldest
occupations
the
miracle
of science
and,
in
doing
so,
provides
easier
living
for
the
fisherman.
1.2
Synthetic
fibres
Synthesis
is
the
scientific
and
technical
term
for a
chemical
process
by
which
chemical
elements
or
simple
basic substances are combined and built
up
to
complicated
and
completely
new
fabrics
with
new
properties.
Man-made
fibres
synthetically
made
of
such
simple
substances
as
phenol,
benzene,
acetylene,
prussic
acid,
chlorine
a.o.
are,
therefore
called
synthetic
fibres,
as
compared
with
other
artificial
fibres
made
of
complicated
natural
products
such
as
cellulose
and
protein
which have
only
to be
transformed into fibres
(cellulose
rayon,
cellulose
wool,
protein rayon).
1
2.
1
REMARKS
ON
THE MANUFACTURE
Hie
development
of
synthetic
fibres
was
started
around
1920
by investiga-
tions
of the
famous
chemist
H.
Staudinger
(winner
of
the
Nobel
Prize
for
chemistry
in
1
953).
fie
found
thai all fibrous
material
consists
of
long
chain
motecutes
in
which
a
great
number
of
equal simple
units
are
linked
together.
-
8/10/2019 Netting Materials for Fishing Gear - Klust
19/193
RAW
MATERIALS
FOR
NETTING
It
is this
very
structure
which
gives
the
fibrous
material
the
properties
re-
quired
from a textile
fibre.
Based
on
this
knowledge,
a
great
deal of
further
chemical
research
has been
carried out
in the
last
50
years,
at
first
in
the
USA
and
in
Germany,
to create
such
fibre-forming macromolecules,
a
term
much used
in
chemistry,
which
was
introduced
by
Staudinger.
At
present
the most
important
countries
manufacturing
man-made
fibres
are,
in
the
order
of
their
output:
USA,
Japan,
Federal
Republic
of
Germany,
USSR,
Great
Britain,
Italy
and
France.
It
is
neither
possible
nor
necessary
to
deal
very
intimately
with
the
very
complicated
methods
of
manufacturing
synthetic
fibres.
Only
the
most
important
steps
shall
be
mentioned,
without
entering
into
details.
For
this
purpose,
a schematic
and
simplified
outline for the
best known
synthetic
fibre,
nylon
(Figures
3a
and
3b)
may
serve
as
an
example.
First
step:
At
the
beginning
there
is a
simple
raw
material
originating
of
course
from
a natural
product
such
as
coal,
oil,
lime,
common
salt.
In
the
case
of
nylon
the
raw
material
is
phenol,
made
of coal
tar
(see
Figure
3a).
Second
step:
From
the
raw
material,
the basic
substances,
the
monomers,
needed
to
build
up
the
macro-molecules,
are obtained
by
a number
of
chemical
processes.
For
the
production
of
nylon,
two
basic substances
are
required:
adipic
acid
and
hexamethylenediamine,
which
are
combined
to the
PA salt
(see
Figure 3a).
Third
step:
The
next
important
manufacturing
process
is the
polymerization
or
polycondensation,
i.e.
the
forming
of
the
chain
of
macro-molecules
or
polymers.
This
process
mainly
consists
in
heating
in
an
autoclave
under
high
pressure
by
which,
in
the case
of
nylon,
a
great
number
of
hexamethylenediamine
and
adipic
acid molecules
are
alternatingly
joined
to
each
other
in
such
a
manner
that,
in the
end,
long
linear
polymers
are formed.
In
the
nylon
polymers
the two
components
are
linked
together
by
a
special
atomic
grouping
(NHCO)
which
is
known
as
an
amido
group.
For
this
reason
polymers
of
this
particular
type
are
called
polyamides.
The
polyamide
polymer
leaves
the autoclave
in
the
form
of
ribbons
which
are
cut
into
chips
(see
Figure
3b).
Fourth
step:
(See
Figure
3b)
The
substance
polyamide
(nylon)
most
now be
converted
into
fibre
form
by
melt
spinning.
For
this
purpose
the
polyamide chips
are
melted
and
threads
are
formed
by
squirting
the
-
8/10/2019 Netting Materials for Fishing Gear - Klust
20/193
NETTING
MATERIALS
FOR
FISHING
GEAR
water
coal
air
JflL
benzene
*
chlorine
chlorobenzene
phenol
hydrogen
cvclohexanol
cvclohexanone
+
nitric
acid
Qdjpic
acid
+
ammonia
adiponitriie
+
hydrogen
hexamethvlenediamine
coke
hydrogen
nitrogen
ammonia
hydroxylamine
nitric
acid
FROM
CHEMICAL
RAW
MATERIALS
TO POLYAMIDE &B
SALT
u
Mwurfacturmf
proccw
of
PA
6.6 wh.
Coo*
^ - ~
^TWo
the
bk
substance*
adipic
j
(schematized).
-
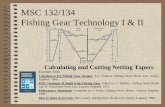
8/10/2019 Netting Materials for Fishing Gear - Klust
21/193
RAW
MATERIALS
FOR
NETTING
PA
6.6
salt
POLICONDENSATION
*
Finished
Polymer
PA
^>
cut
into
chips
-SPINNING
spinneret-*
cooling
air-*
DRAWING
FROM
PA
SALT
TO PA
NETTING
YARN
FIGURE
3b.
Manufacturing
process
of
PA
6,6
fibre.
Fnom
the
ttage
of
fonning
the
polymer
to
the final
product.
-
8/10/2019 Netting Materials for Fishing Gear - Klust
22/193
10
NETTING
MATERIALS
FOR
FISHING
GEAR
molten
substance
through spinnerets.
The
viscous
threads
become
stiff in
air,
but
they
are
not
yet
suitable
for
the
use
in
yarns.
They
are
still
extremely
ductile and
have a
comparatively
low
tensile
strength.
Fifth
step:
The
manufacturing
of filaments
is finished
by
drawing.
The
threads
are stretched
three
to five
times
their
original
length,
a
process
by
which
they
obtain
their final
fineness,
diameter,
tensile
strength
and
extensibility.
1.2.2 CHEMICAL CLASSIFICATION
The
following
chemical
groups
or
classes
of
synthetic
fibres are used
for
fishing
nets:
Polyamide
Symbol:
PA
Polyester
PES
Polyethylene
Polypropylene
Polyvinyl
chloride
Polyvinylidene
chloride
Polyvinyl
alcohol
PE
PP
PVC
PVD
PVAA
These
technical
terms indicate
the various
fibre-forming
substances
of
the
different
groups.
The
symbols
or
abbreviations
of
the
terms,
adopted
inter-
nationally,
should be
kept
in
mind because
they
are
frequently
used in
technical
literature and
also in
this
manual.
The
polyamide
(PA)
fibres
are
manufactured
in several
types
differing
in
their
chemical
components
and
also
in
some
properties,
e.g.
the
melting
point (see
Table
2c).
Each
type
is
marked
by
a
figure
which
is added
to the
generic
name
and
refers
to
the number
of carbon atoms
in
the
components
(monomers).
The most
important types
are
PA
6.6
and PA
6.
Polyamide
6.6,
the
manufacturing
of which
is
presented
in
Figures
3a
and
3b,
has
two
components,
hexamethylenediamine
and
adipic
acid,
each
containing
six
carbon
atoms.
The
fibre
was
developed
in
1935
by
W.H.
Carothers
(USA),
one of the most
eminent scientists
in
the
chemistry
of
macro-molecules,
and was
called
nylon.
Polyamide
6,
first
known
under the
trade
name
Perlon is
built
up
from
one
monomer
called
caprolactam,
which
contains
six
carbon
atoms,
and was
developed
in
1937/38
by
the
chemist
P. Schlack
(Germany).
At
present
there
are in the
world
more
producers
of
PA
6
than
of
PA 6.6.
Prom the fisheries
point
of view
there
is
no
difference
between these
two
PA
types
which
have
practically
the
same
mechanical
properties.
Netting
yarns
made
ofPA
6.6
or
PA
6,
when
manufactured
in
exactly
the
same
man-
ner,
wHl also
have
the same
suitability
for
fishing
nets.
Therefore,
when
-
8/10/2019 Netting Materials for Fishing Gear - Klust
23/193
RAW
MATERIALS
FOR
NETTING
1
1
discussing
the
properties
of
netting yarn
in
this
manual,
the
two
PA
types
are
not
distinguished.
The
polyester
(PES)
fibres
were
developed
by
J.R.
Whinfield and
J.T.
Dickson
(UK)
in
1940-41.
They
result
from
polycondensation
of
terephthalic
acid
and
the
alcohol
ethylene
glycol.
Chemical
compounds
of
an acid and
an
alcohol
are known
as
esters,
from
which
the
term
polyester
for
this
fibre
group
results.
The
first
trade mark
of
this
fibre
was
Terylene.
Polyethylene
(PE)
fibres,
which
are
used
for
fishing gear,
are
produced
by
a
method
developed by Ziegler
(Germany)
in
the
early
1950's.
Contrary
to
an
older
technique
of
polymerization
(UK),
which
required
very high
pressure
of
1000
atm
or
more,
the
newer
method
works
with low
pressure
and
organ
o-
metal
catalysts,
e.g.
aluminium
alkyl.
The fibres obtained
by
this
new method
have
greatly
improved
physical
properties.
The
monomer
ethylene,
the basic
substance
of
polyethylene,
is
normally
obtained
by
cracking
petroleum.
The
same
applies
to
propylene,
the basic substance
for
producing
polypropylene.
Polypropylene
(PP)
fibres,
which were
developed
in
1954
by
Natta
(Italy),
were
first known under
the trade name Meraklon.
Polyethylene
and
polypropylene
are
often
collectively
called
polyolefines.
Here
they
are
distinguished
as two
separate
groups
because
of
their
different
properties
with
regard
to
fishing
nets.
Polyvinyl
chloride,
(PVC)
developed
by
F.
Klatte
and H.
Hubert
(Ger-
many)
from
the
monomer
vinyl chloride,
was
the
first
synthetic
fibre
to
be
produced
on
an
industrial
scale
(1934).
It was
also
the first
synthetic
material
to
be
used
for
fishing
gear
under the
trade
name
PeCe,
and thus
the
first
to
demonstrate
the
immense
practical
advantages
of
rot-proofness (9a).
Polyvinylidene
chloride
(PVD),
developed
in
1939
in
the
USA,
is
produced
by
co-polymerizing
a
mixture
of
vinylidene
chloride
(at
least 80
per
cent)
and
a
second
component,
e.g.
vinyl
chloride.
In
this
composition
it
is
known
under
the
name Saran.
Another
group
of
chlorofibres obtained
by
co-polimeriza-
tion
is covered
by
the name
Vinyon
(USA).
Polyvinyl
alcohol
(PVA)
fibres,
the
production
of
which is based on
the
research
of
W.O.
Hermann
and
W.
Haehnel
(1931),
have
been
greatly
improved
in
Japan
since
1938.
The
type
of
PVA-fibre
made and
used for
fishing
nets
in
Japan
has been
made
insoluble
in
water
by
different levels of
acetalization and
now
has the
symbol
PVAA
(e.g.
Kuralon ).
The last
three, PVC,
PVD
and
PVAA
are
less
widely
spread
in
fisheries
over
the world
as
the other
groups.
They
are
mainly produced
and
used
for
fishing
nets
in
Japan.
The
above selection
is restricted
to
the
application
for
fishing
nets
and
does
not
cover
all chemical
groups
of
synthetic
fibres
produced
by
die
industry.
For
instance,
one
of
the
most
important
group
for
the
textile
industry,
the
polyacrylonitrile
fibre,
is
not
mentioned.
It
is
known,
among
others,
by
the trade
names
Acrilon
(USA,
UK,
Canada),
Casimtilon
(Japan,
South
Krnca),
Cresian
(USA),
Crytenka,
Nymcryion
(Netherlands),
Doha,
Braton,
Redon
(FR
of
Germany),
Exlan
(Japan),
LeacrH
(Italy).
Nitron
(USSR),
Often
(USA,
UK,
Canada,
Netherlands).
-
8/10/2019 Netting Materials for Fishing Gear - Klust
24/193
12
NETTING
MATERIALS
FOR FISHING GEAR
K2.3
TRADE
NAMES
The chemical
terms
for
the
various
groups
of
synthetic
fibres
are some-
what
complicated.
Furthermore,
producers
want
specific
trade
names
for
commercial
reasons.
Consequently
there
are not
only
one
or
a few
names
for
each
type
of
fibre
but
many,
which
vary
from
country
to
country
and
often
within a
country
from manufacturer to manufacturer. The
development
of
modern
extruders,
which
simplify
the
production
of
monofilaments and
fibrillating
films
from
PP
and
PE,
has
lead
to
an
increase
in number
of
manufacturers
and
thus further
contributed
to
the
somewhat
confusing
number
of
trade
names
for one and
the
same
product.
In
one
of the
most
extensive
publications
of
trade names
of man-made
fibres
for
the
whole
world
(28)
there are listed:
88
trade
names
for
polyamide
6.6
(PA)
186
,
,
,
polyamide
6
(PA)
100
78
136
46
19
24
polyester
(PES)
polyethylene
(PE)
polypropylene
(PP)
polyvinyl
chloride
(PVC)
polyvinylidene
chloride
(PVD)
polyvinyl
alcohol
(PVA
and
PVAA)
In
spite
of
this
large
number of
names
this
list
is
still not
complete
because
it
is
virtually impossible
to
keep
it
up
to
date.
Fortunately,
only
a
relatively
small
number
of
these trade
names is
used
and
needs
to
be
known in
the
fishing
industries.
A
selection
of
the
most
important
ones
for
fishing
nets
are
in
italics
in
the
lists
in
Table
1
which are
intended
to
enable
the
identifica-
tion
of the chemical
group
so
that
the
suitability
of
a
product
offered under
the
trade name
only
can better
be
judged.
Hie
selection of
trade
names
in
Table
1,
apart
from
the
products
of
the
large
industrial
countries,
especially
includes
the
products
of
countries
with
small
chemical
industries
which
may
he
of
interest
with
regard
to
price,
time
of
delivery,
etc.
In
general
this
list
does
not claim
to
be
comprehensive
and
certainiy
is not
meant
to
indicate
any
preferences.
Some
of
the
terms
are
no
longer
trade
names
only
but
have
become
generic
terms
for a
whole
group
of
fibres.
For
example,
nylon
is
applied
as
a
synonym
for
all
PA
fibres
(nylon
6.6
or
nylon
6);
Saran
is the
generic
'
-
8/10/2019 Netting Materials for Fishing Gear - Klust
25/193
RAW
MATERIALS
FOR NETTING 13
TABLE
1
TRADE
NAMES
OF SYNTHETIC FIBRES
Arg
=
Argentina;
Braz
=
Brazil;
Can
=
Canada;
CSSR
=
Czechoslovakia;
DDR
=
German
Democratic
Republic;
Den
=
Denmark;
Fra
=
France;
Germ
=
Federal
Republic
of
Germany;
GB
=
Great
Britain;
Ind
=
India;
It
=
Italy;
Jap
=
Japan;
Mex
=
Mexico;
Neth
=
Netherlands;
NZeal
=
New
Zealand;
Norw
=
Norway;
Pak
=
Pakistan;
Pol
=
Poland;
Port
=
Portugal;
Roum
=
Roumania;
SKor
=
South
Korea;
Swed
=
Sweden;
Swit
=
Switzerland;
Turk
=
Turkey; Yug
=
Yugoslavia.
Akulon
(Neth)
Amilan
(Jap)
Amilon
(CSSR)
Anzalon
(Neth)
Atlas-Draht
(Germ)
Atom
(Taiwan)
Ayrlyn (USA)
Bifil
(Neth)
Bodanyl
(Swit)
Caprolan
(USA)
Celon
(GB,
Fra,
Swed)
Century
nylon
(Ind)
Chemlon
(CSSR)
Chinlon
(China)
Cifalon
(Port)
Clion
(It)
Cordenkalon
(Neth)
Cuerda-Nylon
(Mex)
Cydsa-Nylon (Mex)
Dayan
(Spain)
Dederon
(DDR)
Delfion
(It)
Dimafil
(GB)
Duralon
(Mex)
Akvalon
(Norw)
Amyd
(USSR)
Anyd
(USSR)
Antron
(Arg)
Anzylon
(NZeal)
Blue
C
Nylon
(USA,
GB)
Brilon
(Arg)
Bri-Nylon
(GB)
Cedilla
(USA)
POLY
AMIDE 6
(PA
6)
Enkalan
(Neth)
Enkalon
(Neth,
GB)
Enzlon
(NZeal)
Fisisa
(Peru)
Forlion
(It)
Garnyl
(Ind)
Glamour
(Peru)
Helion
(Malta, It)
Hilon
(SKor)
Hirlon
(Arg)
Hsien-Chin
(Taiwan)
Jaykaylon
(Ind)
Julon,
Yulon
(Yug)
Kapron
(USSR)
Korlon
(SKor)
Lilion
(It)
Mirlon
(Swit)
Monosheer
(USA)
Nailonsix
(Braz)
Neva-Perlon
(Germ)
Nilom
(Pafc)
Nirlon
(Ind)
Nurel
(Spain)
Nycel
(Mex)
POLY
AMIDE 6.6
(PA 6.6)
Celfibras
(Braz)
Cordura
Nylon
(USA)
Ducilon
(Arg)
Herox
(USA)
Hisilon
(Arg)
Jayanka
(Ind)
Kenlon
(GB)
Knoxlock
(GB)
Luron
(GB)
Nylfil
(Mex)
Nylpak
(Pak)
Nytelle
(USA)
Ortalion
(It)
Perlon
(Germ)
Pescalon
(GB)
Platil
(6
+
6.6)
(Germ)
Platon
(Germ)
Polygal (Chile)
Prenylon (Arg)
Pylon (Pak)
Relon
(Roum)
Rulon
(Roum)
Seflon
(Turk)
Silon
(CSSR)
Sttton
(Pol)
Supralon
(Yug)
Teco-Polyamid
(Germ)
Tecron
(Spain)
Textilion
(Braz)
Turlon
(Turk)
Ulon
(Taiwan)
Unel
(Can)
Yuan
Bao
(Taiwan)
Neva-Nylon
(Germ)
Nylon
Poliafil
(USA)
Prenyl
(Arg)
Promilan
(Jap)
Roblon
(Den)
Synthyl
(Greece)
Amfi-Terfenka
(Neth)
Avlin
(USA)
Celtron
(Venezuela)
Dacron
(USA)
Delcron
(Mex)
Dicrolene
(Arg)
Diolen
(Germ)
Encron
(USA)
Bnkatene
(Neth)
Fortrcl
(USA)
GrisuteMDOR)
Hualon
(Taiwan)
POLYESTER
(PES)
Kalimer(lt)
Krafter-F
(Jap)
Lalelen
(Turk)
Lavsan
(USSR)
Nerlen
(Mex)
Polycron
(Peru,
Chite)
Quintess
Polyester
(USA)
Slotera
(CSSR)
Tergal (Fra)
Tcriber
(Spain)
Tcriprat,
Tcrprat
(Spain)
7Vr/r/(It)
Terlenka
(GB,
Neth)
Teron
(Roum)
Terylene (GB)
Tetoron
(Jap)
Torten(Pol)
Trevira
(Germ)
Vcnccron
(Venezuela)
Vestan(Germ)
Vitel
(USA)
Vycron
(USA)
Wellene
(USA)
dOO
-
8/10/2019 Netting Materials for Fishing Gear - Klust
26/193
14
NETTING
MATERIALS
FOR
FISHING
GEAR
TABLE
1
continued
Amco,
PE,
PP
(USA)
Amcostrap,
PE,
PP
(USA)
Akvaflex
(Norway)
Amerfil,
PE,
PP
(USA)
Argon
(Fra)
Bellex
(Jap)
Caralyan
(Jap)
Ccrfil
(Port)
Corfiplosle
(Port)
Courlene
(GB)
Dawbac, PE,
PP
(USA)
Diamond,
PE,
PP
(USA)
Drylene
3
(GB)
Etylon (Jap)
Fifmtex, PE,
PP
(Norw)
Filtrona,
PE,
PP
(GB)
Flotten
(Fra)
Fortiflex
(USA)
Gold
Metal, PE,
PP
(USA)
Hiralon
(Jap)
Hi-Zex
(Jap)
POLYETHYLENE
(PE)
Hostalen G
(Germ)
Hsien-Chin
(Taiwan)
Kanelight
(Jap)
Laveten,
PE,
PP
(Swed)
Levilene
(ft)
Marlin
(Iceland)
Monolene, PE,
PP
(Can)
Multilene,
PE,
PP
(Can)
Nex-M
(Jap)
Norfil
(GB)
Northylen (Germ)
Nymplex
(Neth)
Omni,PE,PP(Mex)
PCX,
PE,
PP
(GB,
USA)
Platilon
(Jap)
Polex
(Jap)
Polital,
PE,
PP
(Germ)
Politen-Omni
(Mex)
Poly-twine,
PE,
PP
(Can)
Polyex,
PE,
PP
(USA)
Poly-Net
(Germ)
Polytie,
PE,
PP
(Can)
Radiant
Twine,
PE,
PP
(USA)
Rigidex
(GB)
Rofil
(GB)
Sainthene
(Fra)
Scanflex,
PE,
PP
(Den)
Spiralok,
PE,
PP
(Can)
Sunline
(Jap)
Tanikalon
(Jap)
Teco-Polyathylen
(Germ)
Tiptolene,
PE,
PP
(Neth)
Trofil
(Germ)
Tuff-Lite-L
(USA)
Tufton,
PE,
PP
(Can)
Velon
LP
(USA)
Velon
PS
(USA)
Vestolen
A
(Germ)
Vislene
(It)
Wynene,
PE,
PP
(Can)
X-Crin
(It)
Akvaflex
PP
(Norw)
Beamctte
(USA)
Cotton
(GB)
Cournova
(GB)
Danaflex
(Den)
Drylene
6
(GB)
Duracore
(USA)
Ourcl
(USA)
Duron
(GB)
Fibrite
(GB)
Gcrlon(It)
Herculon
(US
A)
Hostalen PP
(Germ)
Labren(CSSR)
Marvess(USA)
POLYPROPYLENE
(PP)
(see
also
under
PE)
Merakrin
(It)
Monopro
(Can)
Movlon
(Port)
Multiflex
(Den)
Narco-Olefin
(USA)
Novolen
(Germ)
Nymplex
P
(Neth)
Olanc
(USA)
Patlon
(USA)
Polyclassis
(Germ)
Polyfitene
(Neth)
Polygrit
(USA)
Polyprop-Omni
(Mcx)
Polysplit
(Swed)
Pro-Fax
(USA)
Prolene
(Arg)
Propycell
(Can)
Pro-Zex
(Jap)
Red
Star
(GB)
Ribofil
(GB)
RR
(Den)
Tenite
(USA)
Three
Diamonds
Pylen
(Jap)
Tritor
(GB)
Trofil
P
(Germ)
Tuff-Lite-P
(USA)
Ulstron
(GB)
Velon
PP
(USA)
Vestolen
P
(Germ)
Viking (GB)
XP-Filaments
(USA)
Avi*coVinyon(USA)
POLYVWYL
CtOJORIDE
-
8/10/2019 Netting Materials for Fishing Gear - Klust
27/193
RAW
MATERIALS
FOR
NETTING 15
Clorene
(Fra)
Darvan
(USA)
Draka-Saran
(Neth)
Furlon
(Jap)
Kurehalon
(Jap)
TABLE
\
continued
POLYV1NYLIDENE
(PVD)
(Copolymer Fibres)
Omni-Saran
(Mex)
Saniro
(USSR)
Saran
(Jap,
USA)
Soviden
(USSR)
Spark-L-Ite-Saran
(USA)
Ssaniw
(USSR)
Tejido
(Arg)
Velon
(USA)
Cremona
(Jap)
Kancbian
(Jap)
Kuralon
(Jap)
Kuremona
(Jap)
Manryo
(Jap)
POLYV1NYL
ALCOHOL
(PVA(A))
(and
similar)
Mewlon
(Jap)
Titanol
(USSR)
Mikron
(SKor)
Trawlon
(Jap)
Mikulon
(SKor)
Vinylon
(Jap)
Niti-Vilon
(Jap)
Woolon
(Jap)
Many
trade
names
of
synthetic
fibres
are combined
trade
names,
com-
posed
of
the
generic
name
of
the fibre and the name
of
the
producer
or
coun-
try.
These are
not included in
Table
1.
Some
examples
are:
PA :
Asahi
Kasei
Nylon,
Bayer-Perlon,
Beaunit
Nylon
6,
Celanese
Nylon,
DuPont
Nylon,
Enka-Nylon,
Firestone-Nylon,
Nailon-Rhodiatoce,
Nylon-Fabelta,
Nylsuisse,
Toray
Nylon.
PES :
Enka-Polyester,
Kanebo-Polyester,
Teijin
Tetoron.
PE
:
Imperial
Polyolefine,
Industrial
Polyolefine.
PP
:
Chisso
Polypro,
Dawbarn
DLP,
Mitsubishi
Pylen,
Teyobo
Pylen, Wyomissing
Polypropylene.
PVD :
Asahi-Saran,
Bolta-Saran.
PVAA
Kurashiki
Vinylon,
Nichibo
Vinylon.
Another
category
of trade
names
which
must
be mentioned
refers to
combination
twines
for
fishing gears
which
consist of
two
different
synthetic
fibre
components
and
are
mainly produced
in
Japan.
Examples
are:
+
Saran
+
Saran
+
PVAA
staple
+
Saran
+
PVC
filament
+
Saran
+
PVAA
or PVC
staple
+
PVAA
staple
+
Saran
+
Saran
+
PVC
filament
+
PVC
filament
+
PVC
filament
+
Saran
+
PA
staple
+
PVC*tapie
-
8/10/2019 Netting Materials for Fishing Gear - Klust
28/193
16
NETTING
MATERIALS
FOR
FISHING GEAR
1.2.4
BASIC
FIBRE
TYPES
For
fishing
nets there is
now
a
wide
choice
of
textile
materials available.
In
addition
to
the
seven
synthetic
fibre
groups
providing
different
properties,
there
are within these
groups
various
types
or forms
of
fibres
which
again
provide
different
properties.
Most
synthetic
fibres
are
produced
in
several
of
the
following
basic forms:
continuous
filaments
(multifilaments),
staple
fibres,
monofilaments,
split
fibres,
cut
thin
monofilaments,
textured
continuous
filaments.
1
.2.4.
1
Continuous
filaments
(multifilament
yarn)
These
are
fibres
of
indefinite,
practically
infinite
length. They
have a
silk-like
appearance
and
are
produced
in different
degrees
of
fineness,
gen-
erally
much
thinner
than
0.05
mm
diameter. The
finest
types,
of
which
1,000
metres
have
a
weight
of
less
than
0.2
gram,
are
even thinner than
natural
silk.
Material
of
fishing
nets is
usually
made
of
filaments of which
1,000
metres
in
length
weigh
between
0.6
gram
and
2
grams.
A
quantity
of
continuous
filaments is
gathered up,
with
or without
twist,
to
form
a
filament
yarn,
in
ISO Standards
frequently
described
as multi-
filament.
These
yarns
are
smooth and
have a
high degree
of
lustre
unless
they
have
been treated
by
chemical
means.
All
filaments
run
the
whole
length
of
the
yarn
which,
at
any
point,
contains
exactly
the
same
number
of
filaments
in
the
cross-section.
Sample
(a)
in
Figure
4
shows
a
netting yarn
consisting
of
fine
filaments.
A
special
type
of
continuous
filaments are the
textured continuous
filaments
(multifilaments).
They
are
looped
and
tangled
before
twisting
and
have
a
good
knot
stability.
This
type
of
fibre is
not
usually
used
in
fishing
gear.
1.2.4.2
Staplefibres
These
are
discontinuous
fibres,
usually
prepared
by cutting
filaments into
lengths
suitable
for
the
yarn spinning
process.
Their
fineness is
similar
to
that
of
continuous
filaments,
their
length
generally
ranges
from
40mm
to
120mm,
or
more.
Staple
fibres
are bound
by
twisting
to form
a
spun yarn.
It
is
only by
the
pressure
caused
by
this
twisting
that
the
short
fibres
are
held
together
and
form
a
continuous
strand which
is
called
a
single
yarn.
In
this
regard
syn-
thetic
stapic
fibre
yarns
resemble
cotton
or
wool
yarns.
Netting
yarns
made
of
stapie
fibre have
a
rough
surface
owing
to
the
numerous
loose
ends of
fibres
stteking
out
from
the
twire.
This
hairy
nature
decreases
slippage
of
the
jJuM^s,
Spw
stapte
fibre
yarns
have
a
lower
tensile
strength
and
higher
-
8/10/2019 Netting Materials for Fishing Gear - Klust
29/193
RAW
MATERIALS
FOR
NETTING 17
extensibility
than continuous
filament
yarns
made of
the
same
kind
of
syn-
thetic
fibre material.
A
special
type
of
PP
staple
fibres
is
made from
PP monofilaments with
a
diameter
of
about
0.11
to
0.13mm
and
fibre
lengths
between
90cm
and
112
cm. Yarns
are
produced
on
bast or
hard
fibre
spinning
systems
(92a).
FIGURE 4.
Netting
yarns
composed
of
different
types
of
fibres
:
(a)
fine
filaments
;
(b)
monofilaments
(synthetic
wires); (cO
splitting
film
tape;
(c
2
)
split-fibres.
1.2.4.3
Monofilaments
The
term
monofilament,
in the
proper
sense,
means
a
single
filament
which
is
strong
enough
to
ftinction
alone
as
a
yarn
without
having
to
undergo
further
processing.
This
is
the
essential
difference
to
the fine
continuous
filaments
and
staple
fibres
described
above
which
cannot
directly
be
used
(as
individual
fibres)
for
netting. Especially
transparent
PA monoftlainents
are
used
as
single
filaments
for
fine
gillnets.
In
practice,
however,
the term
mono-
filament is
a
more
general
term
covering
all
coarse
filaments
with
larger
-
8/10/2019 Netting Materials for Fishing Gear - Klust
30/193
16
NETTING MATERIALS FOR
FISHING GEAR
diameter
and
stiffness
and
a
wiry
character
(synthetic
wires).
They
mostly
have
a
circular
cross-section
and
diameters between 0.1
and 1.0
mm
or
more,
but
monofilaments
with oval
or
flat
cross-section
are
also
manufactured,
i.e.
0.17
+
0.34
mm
or
0.24
+
0.48
mm.
A
number
of monofilaments
may
be
twisted
together
to form
a
yarn.
There
is
no
special
International Standard term
for
this
type
of
yarn.
Some-
times
they
are
described
as
folded monofilament
yarns
or
yarns
made
of
monofilaments.
Sample (b)
in
Figure
4
represents
a
netting
yarn
composed
of
monofilaments
with oval cross-section.
1.2.4.4
Split
fibres
Split fibres
which
have
been
developed
rather
recently,
originate
from
oriented
plastic
tapes (films)
which
are stretched
during
manufacture
by
such
a
high
draw-ratio
that
the
tapes split
longitudinally
when
twisted
under
tension.
Therefore,
a
yarn
made
of
these
fibrillating
tapes
contains
split
fibres
of
irregular
fineness
which,
in some
respects,
are
similar
to
natural
hard
or bast
fibres.
Sample
(cO
in
Figure
4
is such a
plastic
tape
which
already
shows
the
beginning
of
longitudinal
splitting. Sample
(c
2
)
represents
a
netting yarn
made
of
tapes
which
have
split
up
into fibres
during
the
twisting
process.
Split
fibres
may
also
be
obtained
by
mechanically
fibrillating
film
tapes
directly
after