ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E...
106
ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS DEPARTAMENTO DE INGENIERIA EN METALURGIA Y MATERIALES “Estudio del efecto de la densidad de nódulos sobre las propiedades mecánicas del hierro dúctil” Tesis para obtener el grado de Maestro en Ciencias Ingeniería Metalúrgica: Alumno: Oscar Manzano Olea Asesor: Dr. Alejandro Cruz Ramírez MEXICO, D.F. 2010 INSTITUTO POLITÉCNICO NACIONAL
Transcript of ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E...

ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS
DEPARTAMENTO DE INGENIERIA EN METALURGIA Y MATERIALES
“Estudio del efecto de la densidad de nódulos sobre las propiedades
mecánicas del hierro dúctil”
Tesis para obtener el grado de Maestro en
Ciencias Ingeniería Metalúrgica:
Alumno: Oscar Manzano Olea
Asesor: Dr. Alejandro Cruz Ramírez
MEXICO, D.F. 2010
INSTITUTO POLITÉCNICO NACIONAL


CONTENIDO
Resumen i Abstract ii Lista de Figuras iii Lista de Tablas v Lista de Ecuaciones v
1. Introducción…………………………………………………………………1 2. Antecedentes………………………………………………………..………4
2.1. Generalidades 4 2.2. Clasificación de las fundiciones de hierro 5 2.3. Fundición nodular 7 2.4. Propiedades físicas del hierro dúctil 8 2.5. Aplicaciones 9 2.6. Proceso convencional de fabricación del hierro nodular 10
2.6.1. Fusión y preparación del metal base 10 2.6.2. Elementos nocivos 12 2.6.3. Carbono equivalente 12 2.6.4. Nodulización 13 2.6.5. Inoculación 16 2.6.6. Proceso Sándwich 17
2.7. Características microestructurales 19
2.7.1. Densidad de nódulos 19 2.7.2. Nodularidad 21
2.8. Aspectos termodinámicos 23
2.8.1. Diagrama de fases Fe-Fe3C 23 2.8.2. Transformación eutéctica 24 2.8.3. Mecanismos de formación de nódulos de grafito 25 2.8.4. Propiedades mecánicas y microestructurales 26
2.9. Análisis de imágenes metalográficas 28
2.9.1. Análisis cualitativo 28 2.9.2. Análisis cuantitativo 30

3. Estado del arte……………………………….…………………………….34
3.1. Nucleación, crecimiento y morfología del grafito 34 3.2. Efecto de la modularidad sobre las propiedades mecánicas 37
4. Experimentación………………………………………………………..…41
4.1. Materiales y equipo 41
4.1.1. Materiales 41 4.1.2. Modelos 43
4.2. Equipos 46 5. Desarrollo Experimental…………………………………………………48
5.1. Etapa 1 Proceso de fundición 49
5.1.1. Preparación de olla de reacción 50 5.1.2. Preparación del metal base 51 5.1.3. Tratamiento de colada (Nodulización e Inoculación) 52
5.2. Etapa 2 Moldeo 52 5.3. Etapa 3 Caracterización mecánica y estructural 53
5.3.1. Análisis de imágenes (Software y parámetros) 53 6. Resultados y discusión……………………………………………….....56
6.1. Fabricación de modelos 56 6.2. Resultados del análisis químico 57 6.3. Resultados metalográficos 59
6.4. Resultados de pruebas mecánicas 76 7. Análisis de resultados…………………………….……………………...82
7.1. Estudio metalográfico 82 7.2. Características mecánicas 85 7.3. Efecto de agentes nodulizantes 90
8. Conclusiones…………………………………………………………...….92

9. Bibliografía…………………………………………………………...…….93
Resumen
La morfología, tamaño, nucleación y distr ibución de los nódulos de
grafito del hierro nodular, han sido algunas de las característ icas que
definen sus propiedades como material ingenieri l .
Se han obtenido alta densidad de nódulos (>2000 nódulos/mm2) en
piezas de secciones delgadas (<3 mm de espesor) debido a la alta
velocidad de solidif icación de secciones de espesor pequeño. Sin embargo,
las piezas automotrices obtenidas por fundición presentan secciones de
mayor espesor (1-2 pulgadas), en donde el promedio del conteo de nódulos
es de 150 a 250 nódulos/mm2. A pesar de que el hierro dúcti l es un material
que ha sido ampliamente fabricado desde su descubrimiento, los métodos y
criterios para la medición de la densidad de nódulos, y su relación con su
comportamiento mecánico presentan aún una gran incert idumbre.
En e l p resen te t raba jo se fab r ica ron co ladas de h ie r ro dúc t i l pe r l í t i co , med ian te e l método Sándwich . Se es tud io e l e fec to de dos agentes nodu l i zan tes y dos inocu lan tes comerc ia les sobre la dens idad de nódu los para p iezas de d i fe ren te espesor , en t re 1 y 1 /6 de pu lgada . Las p iezas ob ten idas se ca rac ter i za ron med ian te p ruebas es tandar izadas pa ra la de te rm inac ión de sus p rop iedades mecán icas , aná l i s i s qu ím ico y meta log rá f i co .
E l uso de agen tes inocu lan tes con pequeñas can t idades de Bar io
y nodu l i zan tes que con t ienen Ca lc io perm i ten ob tener un mayor con teo nodu la r y una d is t r ibuc ión de tamaños de nódu los un i fo rme en secc iones de d i fe ren tes espesor , lo que inc rementa la duc t i l i dad de l h ie r ro nodu la r . No se p resen tó un e fec to favorab le en la res is tenc ia a la tens ión a l inc rementar la dens idad de nódu los .

Abstract
The morpho logy , s ize , nuc lea t ion and d is t r ibu t ion o f the g raph i te
nodu les in duc t i l e i ron a re some o f the charac te r is t ics tha t de f ine i t s p ropr ie t i es as an eng ineer ing a l loy .
I t was ob ta ined h igh nodu le dens i t ies (>2000 nd /mm 2 ) in th in
sec t ions (<3 mm) caused by an acce le ra ted so l id i f i ca t ion . However , some au tomot ive par ts made by cas t ing p rocesses have th icker sec t ions (1 to 2 inches) where the average o f nodu le coun ts a re in the range o f 150 – 250 nd /mm 2 . Desp i te the duc t i l e i r on has been w ide l y p roduced s ince i t s d iscovery , the methods and measurement pa rameters to de te rm ine nodu le coun t and i t s re la t ion w i th the mechan ica l p roper t ies s t i l l have some uncer ta in ty .
I n the p resen t s tudy , per l i t i c duc t i le i ron ba tches were p roduced
us ing the Sandwich p rocess . Us ing two d i f fe ren t commerc ia l nodu l i ze rs and inocu lan ts , the e f fec t on the nodu le coun ts were eva lua ted in pa r ts o f d i f f e ren t th icknesses (1 to 1 /6 in ) . The ob ta ined cas t ings were charac ter i zed th rough s tandar ized tes ts fo r the de te rmina t ion o f mechan ica l p roper t ies , chemica l ana lys is and meta l lograph ic inspec t ions .
The use o f inocu lan ts w i th low quan t i t i es o f Bar ium and
nodu l i ze rs w i th Ca lc ium a l low ob ta in ing a h igher nodu le coun t and a more un i fo rm s ize d is t r ibu t ion in sec t ions w i th d i f f e ren t th i cknesses , wh ich p romotes the duc t i l i t y o f nodu la r i r on . I t d idn ’ t p resen t a favorab le e f fec t in the tens i le s t reng th w i th inc reas ing o f nodu le counts .

Lista de figuras
No. Descripción Página 1 Relación carbono-silicio de las aleaciones ferrosas 2 2 Tipos de precipitados de grafito en los hierros, norma ASTM A 395 4 3 Microestructura de los diferentes tipos de hierro 5 4 Intervalos típicos de contenidos de carbono y silicio para las diferentes
especies de hierro dúctil 13
5 Influencia del contenido de magnesio residual sobre la morfología de los precipitados de grafito en las fundiciones de hierro 15
6 Efecto de la adición de agente inoculante sobre el conteo de nódulos en secciones de diferente espesor 17
7 Esquema de la olla de reacción para el proceso Sandwich 18 8 Metalografías de hierro dúctil a 100X, sin ataque. A) 22 nod/mm2 B) 125
nod/mm2 C) 350 nod /mm2 20
9 Metalografías de hierro dúctil con diferentes niveles de modularidad a 36X, sin ataque A) 99% B) 80% C) 50% 23
10 Sistema meta-estable Fe-Fe (Líneas punteadas) 24
11 Estructura cristalina del grafito A) Cristal enlazado por los planos (0001) y (1010) B) Celda unitaria del cristal 25
12 Esquema del crecimiento de precipitados de grafito durante la transformación eutéctica A) Hojuelas, B) Grafito compacto C) Semi-esférico D) Nodular 26
13 Efecto de la morfología de precipitados de grafito sobre la forma de la curva esfuerzo-deformación 27
14 Asignación de colores a los distintos tipos de morfología de los precipitados de grafito en el hierro 29
15 Clasificación automática de precipitados de grafito en la fundiciones de hierro (A y B) Metalografías de muestras de hierro (C y D) Clasificación por códigos de color y esquemas
29
16 Conteo de partículas visibles en una imagen, A) Objetos parciales y totales visibles B) Objetos totales discriminando a los objetos intersectados por los límites de la imagen C) Condición real
31
17 Modelos de distorsión de forma de precipitados de grafito A)Elongación B) irregularidad C) Distorsión composicional 32
18 Niveles de modularidad de partícula en función al factor de forma de circularidad. Las flechas señalan a dos partículas de perímetro similar con área diferente
33
19 Esquema del modelo Y block para la obtención de probetas de tensión Norma ASTM A395 44
20 Esquema de la probeta de tensión estándar según la norma ASTM A 395 44 21 Esquema del modelo propuesto para este trabajo 45 22 Esquema del área transversal de las diferentes secciones del modelo 45 23 Esquema de la probeta plana de tensión de acuerdo a la norma ASTM E8M 46 24 Horno de inducción del laboratorio del DIMM 46 25 Olla de reacción fabricada para el proceso experimental 47 26 Área total de la caja de moldeo, las guías se encuentran a los costados 47 27 A) Máquina de tensión Instron B) Programa de cómputo Partner 48

28 Diagrama de metodología experimental 49 29 Entorno del programa de cómputo Image Pro Plus v6.0 54 30 Entorno del programa de cómputo ImageJ v1.40g 55 31 Histograma de contraste de escala de grises 55 32 Modelo Y Block según la norma ASTM A395 56 33 Probetas de tensión cortadas y maquinadas en un lingote fabricado 56 34 Placa modelo integral fabricada en madera, con diferentes espesores 57 35 Probeta de tensión plana 57 36 Fotografía de la pieza colada en la primer prueba de fusión 58 37 Sección de 1 pulgada de espesor, fundición tres 60 38 Sección de 5/6 de pulgada de espesor, fundición tres 60 39 Sección de 2/3 de pulgada de espesor , fundición tres 61 40 Sección de ½ de pulgada de espesor, fundición tres 61 41 Sección de 1/3 de pulgada de espesor, fundición tres 62 42 Sección de 1/6 de pulgada de espesor, fundición tres 62 43 Sección de 1 pulgada de espesor, fundición cuatro 64 44 Sección de 5/6 de pulgada de espesor, fundición cuatro 64 45 Sección de 2/3 de pulgada de espesor, fundición cuatro 65 46 Sección de ½ de pulgada de espesor , fundición cuatro 65 47 Sección de 1/3 de pulgada de espesor, fundición cuatro 66 48 Sección de 1/6 de pulgada de espesor, fundición cuatro 66 49 Sección de 1 pulgada de espesor, Fundición cinco 67 50 Sección de 5/6 de pulgada de espesor, Fundición cinco 68 51 Sección de 2/3 de pulgada de espesor, Fundición cinco 68 52 Sección de 1/2 de pulgada de espesor, Fundición cinco 69 53 Sección de 1/3 de pulgada de espesor, Fundición cinco 69 54 Sección de 1/6 de pulgada de espesor, Fundición cinco 70 55 Sección de 1 de pulgada de espesor , fundición seis 71 56 Sección de 5/6 de pulgada de espesor, fundición seis 71 57 Sección de 2/3 de pulgada de espesor, fundición seis 72 58 Sección de 1/2 de pulgada de espesor, fundición seis 72 59 Sección de 1/3 de pulgada de espesor, fundición seis 73 60 Sección de 1/6 de pulgada de espesor, fundición seis 73
61 Resultados del análisis metalográfico de una probeta de tensión de la fundición tres 74
62 Resultados del análisis metalográfico de una probeta de tensión de la fundición cuatro 75
63 Resultados del análisis metalográfico de una probeta de tensión de la fundición cinco 75
64 Resultados del análisis metalográfico de una probeta de tensión de la fundición seis 76
65 Curva σ vs ε promedio de las probetas de la fundición tres 77 66 Curva σ vs ε promedio de las probetas de la fundición cuatro 77 67 Curva σ vs ε promedio de las probetas de la fundición cinco 78 68 Curva σ vs ε promedio de las probetas de la fundición seis 78 69 Curva esfuerzo deformación ingenieril de la probeta plana de 1 pulgada 79 70 Perfil de dureza de los 6 espesores de la fundición tres 80 71 Perfil de dureza de los 6 espesores de la fundición cuatro 80 72 Perfil de dureza de los 6 espesores de la fundición cinco 81 73 Perfil de dureza de los 6 espesores de la fundición seis 81 74 Distribución de resultados del conteo nodular en las diferentes secciones de 82

cada fundición 75 Distribución de tamaños promedio de cada sección de las piezas obtenidas 83 76 Proporción de fases de las secciones de la fundición tres 84 77 Proporción de fases de las secciones de la fundición cuatro 84 78 Proporción de fases de las secciones de la fundición cinco 85 79 Proporción de fases de las secciones de la fundición seis 85 80 Gráficas de esfuerzo deformación ingenieril promedio de cada fundición 86
81 Gráficas de esfuerzo deformación ingenieril de las probetas planas, fundición tres 86
82 Tendencia de la dureza Brinell promedio en las muestras ensayadas 87 83 Resistencia mecánica promedio de las cuatro fusiones fabricadas 88 84 Ductilidad promedio obtenida en las pruebas de tensión 89 85 Resistencia mecánica de las probetas planas fabricadas con la fundición tres 89 86 Ductilidad de las probetas planas fabricadas con la fundición tres 90
Lista de tablas
No. Descripción Página 1 Propiedades mecánicas típicas de las fundiciones de hierro 5 2 Propiedades mecánicas de diferentes grados de hierro dúctil ASTM A536 6 3 Propiedades físicas de los microconstituyentes de las aleaciones ferrosas 8 4 Efecto de algunos elementos aleantes 11 5 Composición química de agentes nodulizantes comerciales 15 6 Carga promedio en olla de reacción 51 7 Composición química del metal base 51 8 Carga promedio de las etapas de fusión experiemntal 51 9 Proporción de la mezcla de arena de moldeo 53 10 Resultados del análisis químico 58 11 Resultados de los ensayos de tensión 78 12 Resultados del ensayo de tensión de las probetas planas de la fundición tres 80
Lista de ecuaciones
No. Descripción Página 1 Carbono equivalente 12 2 Porcentaje de magnesio residual 14 3 Coeficiente de grafitización 19 4 Desviación estándar 21 5 Circularidad o factor de redondez 21 6 Esfericidad volumétrica 22 7 Porcentaje de modularidad 22 8 Área promedio de los nódulos visibles 30 9 Conteo nodular por el método Jeffries 31 10 Factor de forma circular 33

1. Introducción
Den t ro de los mater ia les emp leados en ingen ie r ía , e l h ie r ro
nodu la r es una de las a leac iones fe r rosas más ve rsá t i l es , deb ido a las p rop iedades mecán icas que o f rece . E l h ie r ro con g ra f i to es fe ro ida l (h ie r ro nodu la r ) , es una fund ic ión fe r rosa cons t i tu ida por p rec ip i tados de g ra f i to que t ienen aprox imadamente una fo rma 90% es fér i ca . La mor fo log ía de es tos p rec ip i tados favorece las p rop iedades mecán icas , log rando una mayor duc t i l i dad ya que los nódu los permi ten c ie r ta con t inu idad de la mat r i z , ob ten iendo mayo res po rcen ta jes de de fo rmac ión en comparac ión con los h ie r ros g r i ses , que son más r íg idos a causa de la mor fo log ía de los p rec ip i tados de carbono en fo rma de ho jue las de gra f i t o .
La fab r i cac ión de h ie r ro nodu la r , se logra a par t i r de una carga s im i la r a la que se u t i l i za para fabr ica r h ie r ro g r i s . Los con ten idos de carbono y s i l i c io son muy parec idos , pero con can t idades mín imas de fós fo ro y azu f re . E l meta l es t ra tado con e lementos g ra f i t i zan tes y nodu l i zan tes , además de la ad ic ión de fe r ro lac iones que ac túan como inocu lan tes . La m ic roes t ruc tu ra de la mat r i z que rodea a los nódu los de g ra f i t o var ía en func ión de la compos ic ión qu ímica , la ve loc idad de so l id i f i cac ión y t ra tamien tos té rm icos ap l i cados . Por su t ipo de mat r i z , l os h ie r ros dúc t i les se c las i f i can genera lmente en nodu la res fe r r í t i cos , pe r l í t i cos o fe r r í t i co -pe r l í t i cos ; s in embargo , ex is ten también mar tens i t i cos o inc luso aus ten í t i cos med ian te la ad ic ión de g randes can t idades de e lementos a lean tes , además de o f recer la pos ib i l i dad de es tab i l i za r una p roporc ión de fases requer ida med ian te t ra tamien tos té rm icos espec í f i cos .
La indus t r ia au tomot r iz ha op tado por reemp lazar a lgunas p iezas de acero por p iezas de h ie r ro en d ive rsas ap l i cac iones , deb ido a que

l a p roducc ión de cua lqu ie r t ipo de fund ic ión de h ie r ro , inc luso e l nodu la r , es más bara ta que la de l acero . Ot ras ven ta jas de los h ie r ros en comparac ión con los ace ros es que las p iezas de h ie r ro pueden l legar a tener las m ismas p rop iedades mecán icas que las p iezas de acero pero con menor peso deb ido a su menor dens idad , ad ic iona lmente los componen tes de h ie r ro dúc t i l pueden ser fabr i cados con menor espesor que los de acero , deb ido a que la res is tenc ia mecán ica que puede a lcanzar una a leac ión de h ie r ro en muchos casos es mayor a la de muchos t ipos de acero , además de que es más fác i l l a fus ión y rec ic la je de componen tes de h ie r ro .
Se han repor tado t raba jos [ 1 , 2 ] en donde se han ob ten ido a l tas
dens idades de nódu los en secc iones de lgadas de h ie r ro dúc t i l ; s in embargo , no es c la ro e l e fec to de la dens idad de nódu los sobre las p rop iedades mecán icas de es tas fund ic iones .
La compos ic ión qu ímica de las fund ic iones de h ie r ro var ían en func ión de l carbono y e l s i l i c io p r inc ipa lmen te . Ex is te una re lac ión conoc ida como ca rbono equ iva len te en t re es tos e lementos . Es te pa rámet ro se emplea en todos los t ipos de h ie r ros pa ra es tab lecer la cercan ía de l pun to eu téc t i co en e l d iagrama Fe-Fe 3 C. En la f igura 1 se p resen ta una g rá f i ca de con ten idos de ca rbono con t ra s i l i c io (Re lac ión de ca rbono equ iva len te ) , en pa r t i cu la r e l campo que ocupan los h ie r ros nodu la res es a lgo es t recho , deb ido a l es t r i c to con t ro l de la compos ic ión qu ím ica que se debe tener a l p roduc i r los .

Figura 1. Relación carbono-silicio de las aleaciones ferrosas [3]
En es te t raba jo se fab r i caron p lacas mode lo en madera para que
med ian te mo ldeo en verde se ob tuv ie ran p iezas de h ie r ro nodu la r en secc iones en e l in te rva lo de 1 a 1 /6 de pu lgada med ian te e l p roceso sándw ich . Se u t i l i za ron dos agentes nodu l i zan tes y dos agentes inocu lan tes comerc ia les con e l ob je to de gene rar m ic roes t ruc tu ras t íp icas de h ie r ros nodu la res per l i t i cos con a l ta dens idad de nódu los .
Las p robe tas ob ten idas se eva lua ron med ian te las no rmas ASTM
A395 para las p robe tas de tens ión y ensayos de dureza Br ine l l según lo ind icado en la norma ASTM E10.

2. Antecedentes
2 .1 Genera l idades
Las fund ic iones de h ie r ro , son a leac iones con a l tos con ten idos de carbono en comparac ión con los aceros , e l con ten ido de carbono es ta l que no a lcanza a d iso lverse en la mat r i z para fo rmar pa r te de los d i fe ren tes m ic rocons t i t uyen tes carac ter ís t i cos de las a leac iones fe r rosas . E l ca rbono fo rma prec ip i tados de d i fe ren tes mor fo log ías y tamaños en la m ic roes t ruc tu ra , depend iendo de la compos ic ión , la tempera tu ra , y a lgunas o t ras var iab les impor tan tes de l p roceso de fabr i cac ión . De es ta fo rma las a leac iones de h ie r ro se c las i f i can en base a la fo rma de los p rec ip i tados de carbono (Gra f i t o ) , p resen tes en la mat r i z . En la f igu ra 2 se p resen tan las mor fo log ías de g ra f i t o ex is ten tes , según la no rma ASTM A395 . Las p rop iedades mecán icas de l h ie r ro se ven d i rec tamente a fec tadas po r las fo rmas en las que se p resen ta e l ca rbono, ya sea fo rmando una so luc ión só l ida , un compues to o un p rec ip i tado con c ie r ta mor fo log ía . Las d ive rsas fases de l h ie r ro t ienen c ie r tos n ive les de so lub i l i dad de carbono de acuerdo a l d iagrama de fases h ie r ro -carburo de h ie r ro . S in embargo , e l exceso de carbono en las fund ic iones de h ie r ro l l ega a rebasar los n ive les de so lub i l i dad de todas las fases que fo rman la mat r iz ocas ionando prec ip i tac ión de g ra f i t o .

Figura 2. Tipos de precipitados de grafito en los hierros, norma ASTM A 395
2.2 Clas i f icac ión de las fundic iones de h ier ro La c las i f i cac ión de las fund ic iones de h ie r ro se basa en la
mor fo log ía de los p rec i tados de g ra f i to como se observa en la f igura 3 .
Figura 3. Micro-estructura de los diferentes tipos de hierro
La razón por la cua l se adop tó es ta c las i f i cac ión es po r e l
impac to que t iene la fo rma de los p rec ip i tados de g ra f i t o en las p rop iedades mecán icas . En e l caso de los h ie r ros g r i ses (Ho jue las , f igu ra 3A) , sus ca rac ter ís t icas m ic ro-es t ruc tu ra les los hacen ser mater ia les con ba ja duc t i l i dad y poca fo rmab i l i dad . Los h ie r ros ma leab les (Gra f i t o compac to , f i gura 3B) p resen tan mayor duc t i l i dad y fo rmab i l idad mien t ras que la fund ic ión b lanca (Cement i ta , f igu ra 3C) representa a un mate r ia l sumamente duro con pocas ap l i cac iones . E l
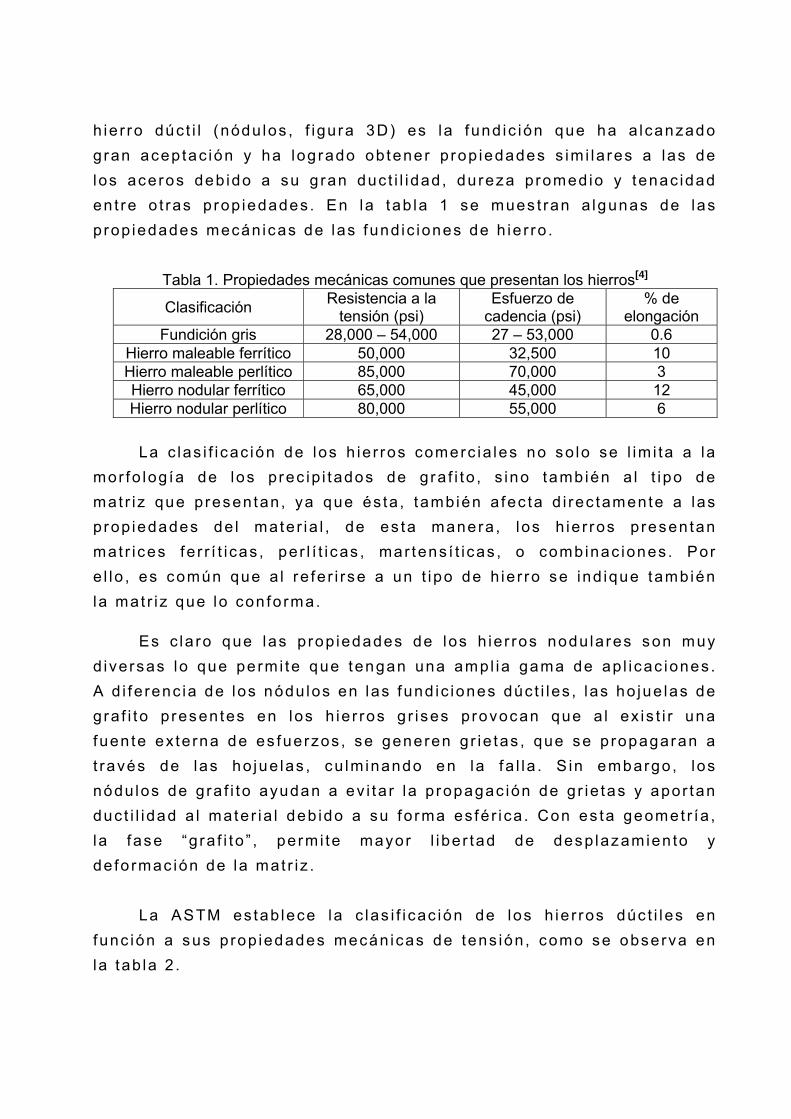
h ie r ro dúc t i l ( nódu los , f igu ra 3D) es la fund ic ión que ha a lcanzado g ran acep tac ión y ha log rado ob tener p rop iedades s im i la res a las de los aceros deb ido a su g ran duc t i l i dad , du reza p romed io y tenac idad en t re o t ras p rop iedades . En la tab la 1 se mues t ran a lgunas de las p rop iedades mecán icas de las fund ic iones de h ie r ro .
Tabla 1. Propiedades mecánicas comunes que presentan los hierros[4]
Clasificación Resistencia a la tensión (psi)
Esfuerzo de cadencia (psi)
% de elongación
Fundición gris 28,000 – 54,000 27 – 53,000 0.6 Hierro maleable ferrítico 50,000 32,500 10Hierro maleable perlítico 85,000 70,000 3 Hierro nodular ferrítico 65,000 45,000 12 Hierro nodular perlítico 80,000 55,000 6
La c las i f i cac ión de los h ie r ros comerc ia les no so lo se l im i ta a la
mor fo log ía de los prec ip i tados de g ra f i t o , s ino tamb ién a l t i po de mat r iz que p resen tan , ya que és ta , tamb ién a fec ta d i rec tamente a las p rop iedades de l mater ia l , de es ta manera , los h ie r ros p resen tan mat r ices fe r r í t i cas , per l í t i cas , mar tens í t i cas , o comb inac iones . Por e l lo , es común que a l re fe r i rse a un t ipo de h ie r ro se ind ique también la mat r i z que lo con fo rma.
Es c la ro que las p rop iedades de los h ie r ros nodu la res son muy
d iversas lo que pe rm i te que tengan una ampl ia gama de ap l i cac iones . A d i fe renc ia de los nódu los en las fund ic iones dúc t i l es , las ho jue las de g ra f i t o p resen tes en los h ie r ros g r i ses p rovocan que a l ex is t i r una fuen te ex te rna de es fuerzos , se generen g r ie tas , que se p ropagaran a t ravés de las ho jue las , cu lm inando en la fa l la . S in embargo , los nódu los de g ra f i t o ayudan a ev i ta r la p ropagac ión de g r ie tas y apor tan duc t i l i dad a l mater ia l deb ido a su fo rma es fé r i ca . Con es ta geomet r ía , la fase “g ra f i t o ” , perm i te mayor l i be r tad de desp lazamien to y de fo rmac ión de la mat r iz .
La ASTM es tab lece la c las i f i cac ión de los h ie r ros dúc t i l es en
func ión a sus p rop iedades mecán icas de tens ión , como se observa en la tab la 2 .
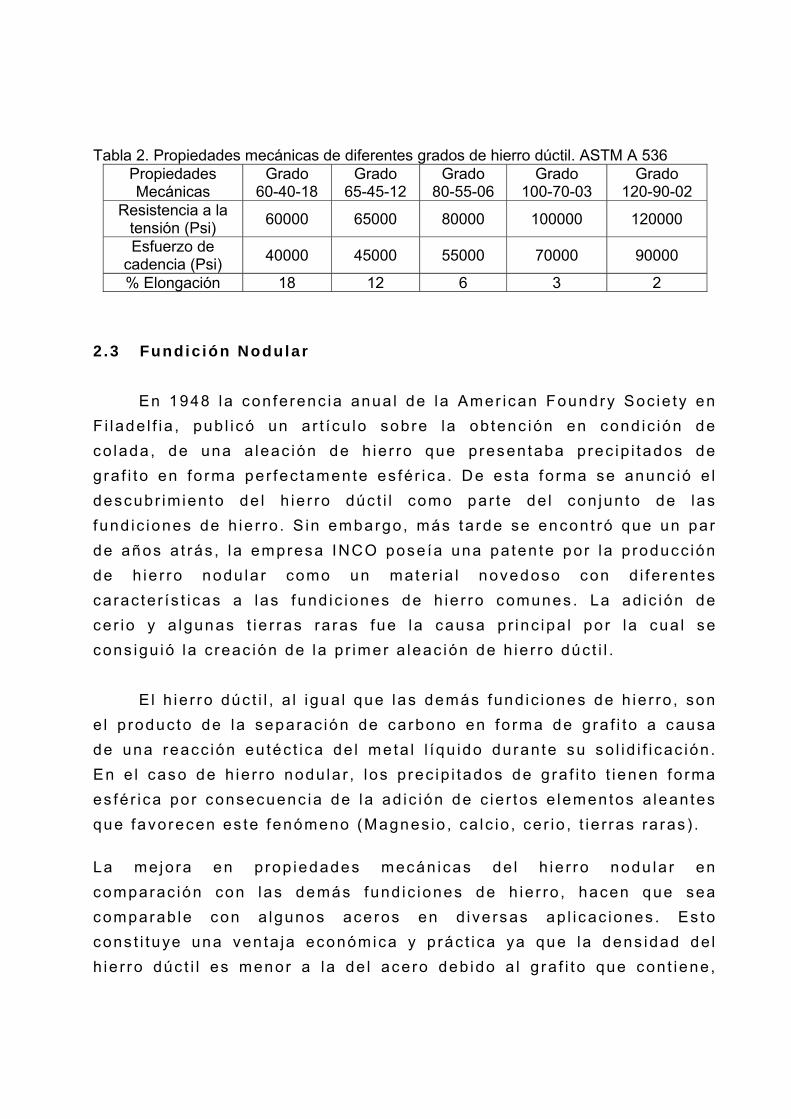
Tabla 2. Propiedades mecánicas de diferentes grados de hierro dúctil. ASTM A 536
Propiedades Mecánicas
Grado 60-40-18
Grado 65-45-12
Grado 80-55-06
Grado 100-70-03
Grado 120-90-02
Resistencia a la tensión (Psi) 60000 65000 80000 100000 120000
Esfuerzo de cadencia (Psi) 40000 45000 55000 70000 90000
% Elongación 18 12 6 3 2 2 .3 Fundic ión Nodular
En 1948 la con ferenc ia anua l de la Amer ican Foundry Soc ie ty en
F i lade l f ia , pub l i có un a r t ícu lo sobre la ob tenc ión en cond ic ión de co lada , de una a leac ión de h ie r ro que p resentaba p rec ip i tados de g ra f i t o en fo rma per fec tamente es fér i ca . De es ta fo rma se anunc ió e l descubr im ien to de l h ie r ro dúc t i l como par te de l con jun to de las fund ic iones de h ie r ro . S in embargo , más ta rde se encon t ró que un par de años a t rás , la empresa INCO pose ía una pa ten te por la p roducc ión de h ie r ro nodu la r como un mater ia l novedoso con d i fe ren tes carac ter ís t icas a las fund ic iones de h ie r ro comunes . La ad ic ión de cer io y a lgunas t ie r ras ra ras fue la causa p r inc ipa l po r la cua l se cons igu ió la c reac ión de la p r imer a leac ión de h ie r ro dúc t i l .
E l h ie r ro dúc t i l , a l i gua l que las demás fund ic iones de h ie r ro , son e l p roduc to de la separac ión de carbono en fo rma de g ra f i to a causa de una reacc ión eu téc t ica de l meta l l íqu ido duran te su so l id i f i cac ión . En e l caso de h ie r ro nodu la r , los p rec ip i tados de g ra f i t o t ienen fo rma es fé r ica por consecuenc ia de la ad ic ión de c ie r tos e lementos a lean tes que favorecen es te fenómeno (Magnes io , ca lc io , ce r io , t ie r ras ra ras) .
La me jo ra en p rop iedades mecán icas de l h ie r ro nodu la r en comparac ión con las demás fund ic iones de h ie r ro , hacen que sea comparab le con a lgunos aceros en d ive rsas ap l i cac iones . Es to cons t i tuye una ven ta ja económica y p rác t i ca ya que la dens idad de l h ie r ro dúc t i l es menor a la de l acero deb ido a l g ra f i t o que con t iene ,

por es ta razón los componentes fabr i cados con es te mater ia l t i enen un menor peso , cos to de fabr i cac ión y t ranspor tac ión . Además, la fabr i cac ión de h ie r ro dúc t i l por p rocesos de fund ic ión p resen tan menos compl icac iones técn icas que en las fund ic iones de componentes co lados de acero como buena f lu idez , co lab i l i dad , re lac ión p ieza /s is temas de co lada (Y ie ld ) más e f i c ien te , ba ja tendenc ia a rechupes ; además de mate r ias p r imas y p roceso de menor cos to . S in embargo , es te mate r ia l p resen ta g ran tens ión super f i c ia l a l es ta r en es tado l í qu ido , lo que hace necesar io emplear mater ia les de mo ldeo que perm i tan ob tener mo ldes de g ran r ig idez , con a l ta dens idad y buena conduc t i v idad té rmica , de lo con t ra r io se pueden p resen ta r d ive rsos de fec tos en las p iezas co ladas sobre todo en la secc iones de mayor espesor . [ 3 ] 2.4 Propiedades f ís icas de l h ier ro dúct i l
Deb ido a que las fund ic iones de h ie r ro no son mater ia les cons t i tu idos po r mezc las de fases homogéneas s ino que es tán cons t i tu idos por g ra f i t o e l cua l posee p rop iedades muy d is t in tas a las de los m ic rocons t i tuyen tes de la mat r i z , son comparab les con mater ia les compues tos , c ie r tas p rop iedades se ven a fec tadas por la fo rma, tamaño y d is t r ibuc ión de las fases p resentes . En la tab la 3 se observan las p rop iedades f í s i cas de los p r inc ipa les cons t i tuyen tes de las a leac iones fe r rosas .
Tabla 3. Propiedades físicas de los microconstituyentes de las aleaciones ferrosas Constituyente Densidad (g/cm3) Conductividad térmica (W/mK)
Ferrita 7.86 70-80 Austerita 7.84 ***
Perlita 7.78 50 Cementita 7.66 7 Martensita 7.63 ***
Grafito 2.25 80-85
Como se observa, las p rop iedades f í s icas de un h ie r ro dúc t i l se ven a fec tadas p r inc ipa lmente por la fase g ra f i to . La dens idad t íp ica de un h ie r ro nodu la r es de 7 .1 g /cm 3 , la cua l , ev iden temente , va r ía fuer temente en func ión a los con ten idos de carbono . S in embargo , no

t odas las p rop iedades de los h ie r ros dependen de l ca rbono, e l pun to de fus ión de l h ie r ro dúc t i l es tá con t ro lado por e l con ten ido de s i l i c io , a pesar de que e l in te rva lo de fus ión var ía con e l con ten ido de ca rbono , según e l d iagrama de fases Fe-Fe 3 C. La compos ic ión eu téc t ica es la combinac ión más ú t i l para los fab r ican tes de h ie r ro dúc t i l , ya que t iene e l menor pun to de fus ión pos ib le y so l id i f i ca de manera más un i fo rme. E l d iagrama de fases Fe-Fe 3 C ind ica que un h ie r ro nodu la r de ba ja a leac ión t iene un pun to de fus ión en e l in te rva lo de 1120 a 1160 ºC
2.5 Apl icac iones
Par tes co ladas como c igüeña les , por tad i f e renc ia les , ca l l i pe rs y
o t ras par tes de au tomóv i l , as í como conex iones de tuber ía , tuber ía de a l ta p res ión y o t ros p roduc tos empleados en la i ndus t r ia se fabr i can con h ie r ro dúc t i l . Den t ro de la indus t r ia de las fund ic iones de h ie r ro , la p roducc ión de fund ic ión dúc t i l ocupa aprox imadamente un 40% y se encuent ra en cons tan te c rec im ien to . La sus t i t uc ión de pa r tes de acero po r h ie r ro dúc t i l se ha vue l to una a l te rna t i va que o f rece d iversas ven ta jas , g rac ias a sus p rop iedades f í s i cas y mecán icas . A lgunos benef i c ios son la ob tenc ión de p roduc tos de menor espesor y menor dens idad lo cua l cons t i t uye menor peso y par tes con menor suscep t ib i l i dad a la cor ros ión en t re o t ras ven ta jas . E l peso de las pa r tes de h ie r ro dúc t i l es aprox imadamente un 10% menor a l de los p roduc tos de acero . Todo lo an te r io r p rovocado g rac ias a l con ten ido y d is t r ibuc ión de p rec ip i tados de g ra f i t o .
E l h ie r ro dúc t i l en cond ic ión de co lada es capaz de ser t ra tado té rmicamente ya que e l g ra f i t o p resente en la m ic ro -es t ruc tu ra puede ser d isue l to y as í ob tener d i fe ren tes p roporc iones de los d i fe ren tes m ic ro-cons t i t uyen tes según convenga. De es ta fo rma, e l h ie r ro nodu la r puede se r aus temper izado para ob tener p roduc tos con a l ta res is tenc ia a la tens ión , a la fa t iga , a l impac to y a l desgas te .
Es te mate r ia l p resen ta o t ros benef i c ios ú t i l es para la indus t r ia
au tomot r i z , por e jemp lo , e l h ie r ro dúc t i l posee un e fec to amor t iguan te

y ba jo coe f ic ien te de f r i cc ión , fac to res que ayudan duran te e l f unc ionamien to de los engranes en cond ic iones de mín ima o nu la lub r i cac ión . Por todas las p rop iedades que o f rece , e l h ie r ro nodu la r es un mate r ia l amp l iamente u t i l i zado en las indus t r ias au tomot r i z y ag r í co la . 2.6 Proceso convencional de fabr icac ión de l h ier ro nodular
El h ie r ro dúc t i l se p roduce por med io de un t ra tamien to de l meta l
en es tado l í qu ido , con una compos ic ión s im i la r a la u t i l i zada para la fabr i cac ión de h ie r ro g r i s (C=3.7%, S i=2 .5%, Mn=0 .3%, S=0.01% y P= 0 .01%) . D icho t ra tamien to cons is te en ad ic ionar e lementos de a leac ión que p romuevan e l c rec im ien to de p rec ip i tados de g ra f i t o con fo rma es fé r ica , jus to antes de vac ia r e l meta l a los mo ldes . 2.6 .1 Fus ión y preparac ión de l meta l base
Desde la e tapa de fus ión es necesar io ba ja r los con ten idos de
azu f re (<0 .03%) para ev i ta r su p resenc ia como e lemento indeseab le en e l h ie r ro , además de la a l ta reac t i v idad que p resen tan los e lementos nodu l i zan tes con e l azu f re , fo rmando compues tos de su l fu ros . S i no se con t ro lan los n ive les de azu f re , se pueden consumir can t idades exces ivas de magnes io y cer io los cua les fo rman (MgS, CeS) , lo que inh ibe e l e fec to nodu l i zan te de d ichos e lementos . A pesar de que ambos son agen tes nodu l i zan tes , e l magnes io es e l más económico y por lo tan to e l mas emp leado en la indus t r ia en fo rma de fe r roa lec ión . S in embargo , e l ce r io es ú t i l pa ra con t ro la r e l e fec to negat i vo que t ienen e lementos en pequeñas can t idades como e l p lomo, e l b ismuto , an t imon io , t i t an io , a lumin io y a rsén ico con t ra la fo rmac ión de nódu los .
La un idad de fus ión mas u t i l i zada para la p roducc ión de h ie r ro nodu la r a n ive l indus t r ia l , es e l horno de inducc ión ya que p resenta var ias ven ta jas que favorecen a la e tapa de fus ión y ob tenc ión de l meta l base . D ichas ven ta jas cons is ten en , cor tos t iempos de fus ión ,

ag i tac ión cons tan te de l baño , ba jo cos to de ins ta lac ión y un moderado consumo de energ ía . Además , en e l horno de inducc ión se ev i ta la con taminac ión de l baño , deb ido a combus t ib les que aumenten los con ten idos de azu f re en e l me ta l , en es te caso la ún ica cons iderac ión que se toma en cuen ta es e l ma te r ia l re f rac ta r io . Es común e l uso de re f rac ta r ios bás icos en es ta e tapa , deb ido a la fac i l i dad que o f recen a l f und i r cha ta r ra y mantener los conten idos de azu f re ba jos a d i fe renc ia de los re f rac ta r ios ác idos , que o f recen la ún ica ven ta ja de una buena recuperac ión de s i l i c io [ 5 ] .
En lo que a compos ic ión qu ím ica se re f ie re , e l h ie r ro nodu la r debe ser p reparado a par t i r de meta l f und ido de compos ic ión qu ím ica s im i la r a la de un h ie r ro g r i s , t omando en cuen ta e l e fec to los e lementos de a leac ión repor tados en la tab la 4 .
Tabla 4. Efecto de algunos elementos aleantes[6] Elemento Efecto
Azufre Se debe mantener en niveles menores a 0.015% para evitar pérdidas de nodulizante y malformación de nódulos.
Fósforo Contenidos mayores del 0.1 % provocan fragilidad debido a la precipitación de la fase esteadita (Fe3P) en los límites de grano.
Manganeso Aumenta la resistencia mecánica al estabilizar la fase perlítica y disminuye la actividad del carbono incrementando su solubilidad en el baño.
Carbono Una parte forma precipitados de grafito, mientras que el resto se disuelve en las fases presentes o forma carburos estables con elementos aleantes presentes.
Silicio Elemento grafitizante, alfágeno (Formador de ferrita y grafito), incrementa la vida del material refractario de los hornos de fusión.
Cromo Actúa en contra de la grafitización, y forma carburos estables. Cobre Elemento perlitizante. Estaño Cambia la forma del grafito nodular a laminar, y estabiliza la perlita.
Calcio Cantidades moderadas ayudan a la precipitación de nódulos, en exceso, provoca irregularidades en los nódulos y forma carburos.
Boro Elemento dañino que provoca irregularidades en los nódulos, además de formar carburos.
Molibdeno Se adiciona para aumentar la dureza, formando perlíta.
Plomo Elemento indeseable que en cantidades mayores al 0.005%, altera la nodularidad.
Aluminio Contenidos mayores a 0.13%, afectan la esfericidad de los nódulos.
Níquel Se emplea para favorecer la grafitización y favorece la formación de la fase perlita.

Oxígeno Consume magnesio formando MgO, lo cual provoca pérdidas de nodulizante.
Hidrógeno y Nitrógeno
En cuestión de defectos de fundición, estos elementos provocan porosidad.
2.6 .2 E lementos noc ivos
Ex is ten c ie r tos e lementos de los cua les se debe tener un es t r i c to con t ro l , ya que imp iden la fo rmac ión de g ra f i t o nodu la r . Es tos e lementos deben mantenerse en can t idades mín imas . Los n ive les deben mantenerse en ; A rsén ico <0 .09%, B ismuto <0 .002%, T i tan io <0 .04%, as í como ev i ta r a l máx imo la p resenc ia de an t imon io , se len io y te lu r io , los cua les fo rman par te de l g rupo de e lementos noc ivos para la m ic roes t ruc tu ra de l h ie r ro dúc t i l . E l ca rác ter dañ ino de es tos e lementos , se puede neu t ra l i za r con ad ic iones de cer io , ca lc io y t ie r ras ra ras . [ 7 ]
2 .6 .3 Carbono equiva lente
Ex is te una re lac ión de carbono y s i l i c io conoc ida como carbono equ iva len te [ 6 ] . Es ta re lac ión demues t ra que e l s i l i c io y e l fós fo ro a fec tan en g ran med ida a la can t idad de carbono necesar ia para a lcanzar la t rans formac ión eu téc t i ca , es ta re lac ión se ca lcu la de la s igu ien te fo rma.
CE = %C + 1 /3 (%S i + %P) ( 1 )
Según e l d iagrama Fe-Fe 3 C genera lmente , una a leac ión de h ie r ro dúc t i l con un CE = 4 .3 so l id i f i ca de manera eu téc t ica (D i rec tamente de l í qu ido a só l ido) . Las fund ic iones de h ie r ro h ipe r -eu téc t icas t ienen un va lo r de CE mayor a 4 .3 , m ien t ras que en las h ipo-eu téc t icas es menor a 4 .3 . En la f igura 4 , se observan los in te rva los de compos ic ión óp t imos para la fab r icac ión de los d i fe ren tes t ipos de h ie r ro dúc t i l que ex is ten .

Figura. 4 Intervalos típicos de contenidos de carbono y silicio para las diferentes especies
de hierro dúctil [3] 2.6 .4 Nodul izac ión
En la p rác t i ca indus t r ia l , e l mater ia l comúnmente u t i l i zado para p romover la p rec ip i tac ión de g ra f i t o en fo rma nodu la r , es e l magnes io . La ad ic ión debe ser en can t idades ta les que los p roduc tos de h ie r ro dúc t i l mantengan un con ten ido de magnes io res idua l ap rox imado de l 0 .04%. A es ta e tapa de l p roceso se le l l ama nodu l i zac ión , ya que g rac ias a es ta operac ión e l ca rbono p resente en e l baño, p rec ip i ta en fo rma es fér i ca . La ad ic ión de magnes io a l meta l l í qu ido no es un p roced im ien to fác i l , deb ido a que se genera una reacc ión qu ím ica ag res iva y espontánea. Es te compor tamien to es causado por las cond ic iones te rmod inámicas p resentes en e l s i s tema, e l pun to de fus ión de l magnes io se a lcanza a los 1090ºC, m ien t ras que e l h ie r ro l í qu ido se encuent ra en e l in te rva lo de 1350 a 1450ºC. E l con tac to de es tos meta les ba jo es tas cond ic iones resu l ta en una reacc ión v io len ta p rovocada por la a l ta p res ión de vapor c reada por la ebu l l i c ión de magnes io duran te e l t ra tamien to de nodu l i zac ión . Deb ido a lo an te r io r , e l h ie r ro l íqu ido su f re una ag i tac ión tu rbu len ta , m ien t ras que e l magnes io pasa a l es tado gaseoso y escapa de l baño, s i tuac ión por la cua l se deben con t ro la r los t iempos de t ra tamien to .

La presenc ia de des te l los b r i l l an tes acompañados de humos de co lo r b lanco (MgO) , reve lan e l desar ro l lo de es ta reacc ión . Los n ive les de azu f re deben ser ba jos an tes de l t ra tamien to , para imped i r la pé rd ida exces iva de magnes io en fo rma de MgS y ev i ta r la inh ib ic ión de l e fec to nodu l i zan te . E l MgO y MgS resu l tan tes fo rman una escor ia en la super f ic ie de l baño , m isma que debe ser remov ida an tes de l vac iado . A l f i na l i za r e l t ra tamien to , e l magnes io remanen te con t inúa ox idándose y depos i tándose en la super f i c ie de l baño , lo cua l causa más pérd idas de magnes io ú t i l pa ra la fo rmac ión de nódu los de g ra f i to [ 7 ] . Cons iderando que 0 .1% de azu f re requ ie re de 0 .076% de magnes io pa ra la fo rmac ión de MgS, la can t idad de magnes io recuperado o ap rovechado en la nodu l i zac ión es un parámet ro impor tan te que debe ser tomado en cuen ta . La can t idad de magnes io recuperado se ca lcu la con la s igu ien te expres ión : % Mg R = 0 .76 (S M – S P ) + Mg X (2) % Mg A Donde; %Mg R es e l %masa de Mg recuperado , S M es e l azu f re en e l meta l base , S P es e l azu f re ad ic ionado en mater ias p r imas , %Mg X res idua l y %Mg A es e l % de Mg ad ic ionado.
La f igura 5 mues t ra la can t idad de magnes io res idua l que se requ ie re pa ra fo rmar p rec ip i tados de g ra f i t o en fo rma es fé r ica . E l f enómeno que ocas iona e l nodu l i zan te es e l de d ism inu i r cons iderab lemente la tens ión super f i c ia l de l baño metá l i co lo que pe rm i te a los p rec ip i tados de g ra f i to , c recer en geomet r ías que p resen tan te rmod inámicamente una menor energ ía l i b re , lo cua l p rop ic ia la fo rmac ión de es fe ras .

Figura 5. Influencia del contenido de magnesio residual sobre la morfología de los
precipitados de grafito en las fundiciones de hierro. [8]
Por razones económicas y p rác t icas e l p romed io de agen te nodu l i zan te comúnmente ad ic ionado a l p roceso es de l 1 a l 2% de la carga to ta l en la o l la de reacc ión . E l magnes io puro es una a l te rna t i va pa ra rea l i za r e l t ra tamien to , s in embargo , para tener un mayor con t ro l y t i empo de reacc ión duran te la nodu l i zac ión , se emplean agen tes nodu l i zan tes como Fe-Mg ó N i -Mg que pueden con tener d ive rsos e lementos que favorezcan la fo rmac ión de g ra f i t o es fe ro ida l . O t ra a l te rna t i vas cons is ten en e l uso de po lvos mezc lados cons t i t u idos por g ranos de h ie r ro y magnes io , cab le de acero con re l leno de magnes io y a lgunos o t ros p roduc tos . La tab la 5 mues t ra la compos ic ión qu ím ica de a lgunos agentes nodu l i zan tes comerc ia les .
Tabla 5. Composición química de agentes nodulizantes comerciales Contenido de magnesio en algunos nodulizantes comerciales
Aleación Mg-Fe-Si 3 – 20 % Aleación Ni – Mg 5 - 15 %
Lingote o alambre de Mg > 99 % Briquetas de Mg – Fe 5 – 15 %
2 .6 .5 Inoculac ión

Después de la nodu l i zac ión , es necesar io hacer la inocu lac ión ,
operac ión que cons is te en ag regar par t í cu las de una fe r roa leac ión (FeS i a l 75%) a l cho r ro metá l i co , m ien t ras se v ie r te e l meta l en los mo ldes . Es te mate r ia l c rea s i t ios de nuc leac ión a par t i r de los cua les e l g ra f i t o comienza a p rec ip i ta r y fo rmar nódu los . Las inc lus iones y las pa r t í cu las de l agente inocu lan te generan los s i t i os p r inc ipa les en donde se fo rman los núc leos de c rec im ien to para la fo rmac ión de las cé lu las eu téc t icas .
Norma lmente la inocu lac ión se l l eva a cabo ad ic ionando e l agen te inocu lan te d i rec tamente a l chor ro de meta l m ien t ras se l l enan los mo ldes , s in embargo , en la p rác t i ca se ha comprobado que es con f iab le hacer lo dos veces , una m ien t ras se vac ía en la o l la de reacc ión y pos te r io rmente una segunda inocu lac ión en e l mo lde . S in embargo , es tas operac iones se pueden omi t i r o a jus ta r según las operac iones de l p roceso o e l uso de hornos de permanenc ia .
E l t i empo perm is ib le pa ra no perder los e fec tos de l agente inocu lan te var ía según la can t idad de meta l t ra tado . T íp icamente es te pe r íodo osc i la en t re 5 a 10 minu tos . Los inocu lan tes , que son ad i t i vos encargados de ev i ta r segregac ión y la ma la d is t r ibuc ión de nódu los , aumentando la can t idad de cen t ros de nuc leac ión , son de g ran u t i l i dad pa ra la p roducc ión de h ie r ro dúc t i l de d iversos tamaños . La inocu lac ión tamb ién p rev iene la fo rmac ión de ca rburos , inc rementando los con ten idos de fe r r i t a . En la f i gu ra 6 , se mues t ra e l e fec to que t i ene la ad ic ión de inocu lan tes sobre la es t ruc tura de p roduc tos de d i fe ren te espesor .
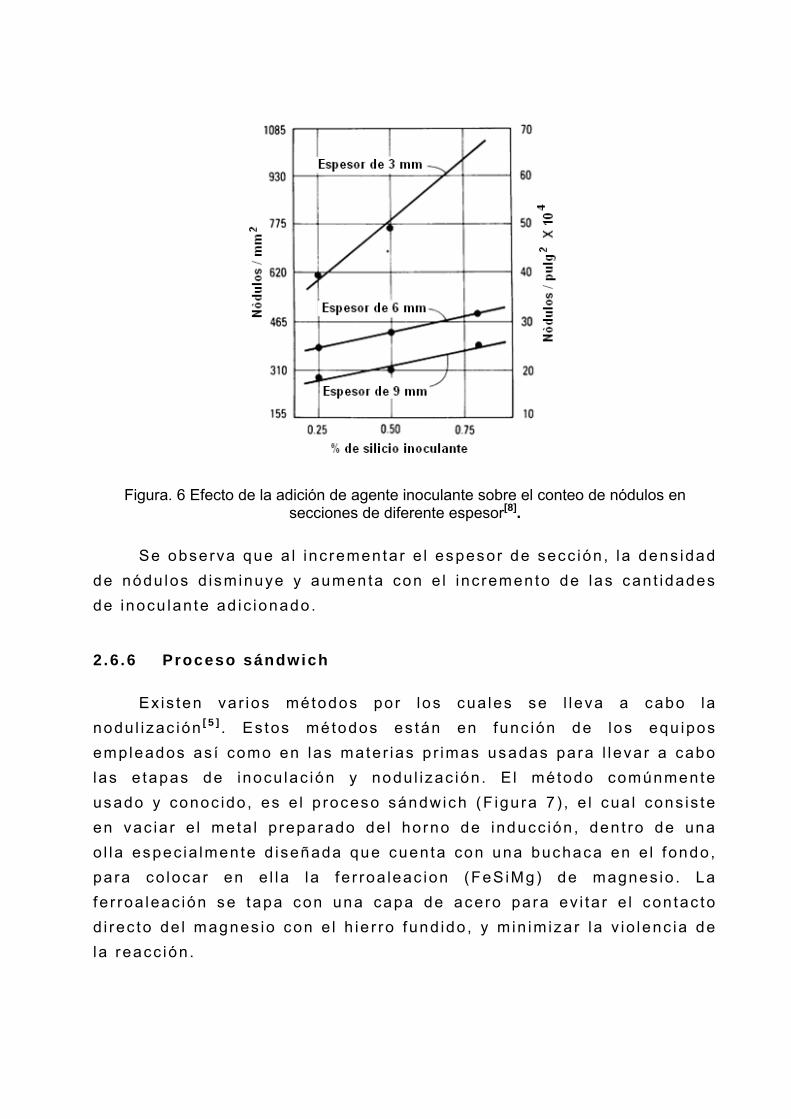
Figura. 6 Efecto de la adición de agente inoculante sobre el conteo de nódulos en secciones de diferente espesor[8].
Se observa que a l inc rementar e l espesor de secc ión , la dens idad
de nódu los d isminuye y aumenta con e l inc remento de las can t idades de inocu lan te ad ic ionado . 2.6 .6 Proceso sándwich
Ex is ten va r ios métodos por los cua les se l l eva a cabo la
nodu l i zac ión [ 5 ] . Es tos métodos es tán en func ión de los equ ipos empleados as í como en las mater ias p r imas usadas para l l evar a cabo las e tapas de inocu lac ión y nodu l i zac ión . E l mé todo comúnmente usado y conoc ido , es e l p roceso sándwich (F igura 7 ) , e l cua l cons is te en vac ia r e l meta l p reparado de l horno de inducc ión , den t ro de una o l la espec ia lmen te d iseñada que cuenta con una buchaca en e l f ondo, pa ra co locar en e l la la fe r roa leac ion (FeS iMg) de magnes io . La fe r roa leac ión se tapa con una capa de acero para ev i ta r e l con tac to d i rec to de l magnes io con e l h ie r ro fund ido , y m in im iza r la v io lenc ia de la reacc ión .

La can t idad adecuada para la capa de acero es var iab le según la can t idad de meta l a t ra ta r , po r e l lo es con f iab le u t i l i za r de un 2 a 3% de la carga to ta l . Tan to la o l la como la buchaca deben ser lo su f ic ien temente p ro fundas para con tener e l e fec to de la reacc ión de l nodu l i zan te . Es recomendab le cons t ru i r o l las de reacc ión con una re lac ión a l tu ra -d iámet ro de 1 .5 a 2 , es tab lec iendo e l m ismo c r i t e r io pa ra la buchaca in te r io r .
Figura 7. Esquema de una olla de reacción para el proceso Sándwich
F ina lmen te , se v ie r te e l h ie r ro l í qu ido den t ro de los mo ldes . E l
t iempo de desmoldeo es o t ro fac to r c lave pa ra e l con t ro l de las carac ter ís t icas m ic ro-es t ruc tu ra les f ina les de las fund ic iones . Los mecan ismos de so l id i f i cac ión , p rec ip i tac ión y d i fus ión dependen en g ran med ida de l t iempo de desmoldeo . Pos te r io r a e l lo , se debe ver i f i ca r la in teg r idad de las p iezas por med io de aná l i s i s v i sua l y con técn icas como rayos X para va l ida r la p resenc ia de rechupes ó po ros idad y aná l i s i s meta lográ f i co para eva luar la can t idad y d is t r ibuc ión de los d i fe ren tes m ic ro-cons t i t uyen tes de la es t ruc tu ra . Ad ic iona lmente , se ap l i can operac iones como e l esmer i lado ó g rana l lado , para con t ro la r e l acabado super f i c ia l , e l im inando rebabas ó mater ia l excedente y res iduos de a rena de mo ldeo .

2.7 Caracter ís t icas microest ructura les 2.7 .1 Densidad de nódulos
Al número de nódu los encon t rados , por un idad de á rea (1 mm 2 )
en una ser ie de imágenes meta log rá f i cas a 100 aumentos , se le l l ama dens idad ó con teo de nódu los .
La dens idad de nódu los de las p iezas de h ie r ro dúc t i l se
inc rementa cons ide rab lemente a med ida que e l espesor de la p ieza d ism inuye , lo cua l se debe a la g ran ve loc idad de en f r iam ien to que exper imentan las par tes de lgadas , duran te su so l id i f i cac ión . En es tos casos , los p rec ip i tados nodu la res de g ra f i t o , p resen tan d iámet ros
p romed io de 25 μm. d is t r ibu idos un i fo rmemente , además de p resen tarse en mayor número en secc iones de lgadas . En secc iones g ruesas (> 1 /2 pu lgada) ocu r re lo con t rar io , los nódu los t ienen mayor d iámet ro y una g ran va r iedad de tamaños , e l con teo es menor y la d is t r ibuc ión es va r iab le . Lo an te r io r se a t r ibuye a una so l id i f i cac ión más len ta en las p iezas de espesor med iano y g rueso , lo que pe rm i te que los mecan ismos de d i fus ión tengan t iempo para genera r e l c rec im ien to de los núc leos de los p rec ip i tados . Un concep to que re lac iona e l espesor de secc ión con los aspec tos m ic roes t ruc tu ra les resu l tan tes es e l coe f i c ien te de g ra f i t i zac ión :
Kg = %C (%Si + logR) (3)
Donde R es e l espesor de la p ieza f ina l ( fac to r que con t ro la e l en f r iam ien to ) . A va lo res ba jos de Kg p redomina la fo rmac ión de h ie r ro b lanco con es t ruc tura pe r l í t i ca y cement i ta . Con e l aumento de Kg y con la p resenc ia de s i l i c io , la es t ruc tu ra t iende a se r pe r l i t a , pe r l i t a -fe r r i t a y has ta fe r r i t a depend iendo de l va lo r de carbono equ iva len te .
Uno de los p rob lemas que genera lmen te se p resen tan en e l aná l i s i s m ic roes t ruc tu ra l para de te rm inar e l con teo de nódu los , es

de f in i r e l t amaño de par t í cu las de g ra f i t o que deben ser cons iderados . Es tab lecer e l t amaño y la fo rma que cor responden a nódu los de gra f i t o es e l p r imer paso para hacer una es t imac ión de la dens idad de nódu los p resentes po r un idad de á rea .
La AFS [ 9 ] “Amer ican Foundry Soc ie ty ” , repor ta un a t las meta log rá f i co en e l cua l se i l us t ran imágenes convenc iona les de h ie r ros nodu la res , ind icando la dens idad de nódu los p romed io . Comparando las imágenes de l a t las con las meta log ra f ías mues t ra , se rea l i za una comparac ión v isua l para de te rm inar la dens idad de nódu los . En la f i gu ra 8 , se i l us t ran a lgunas de las imágenes de l a t las pub l i cado por la AFS. Es tas meta log ra f ías t ienen un con teo nodu la r p romed io de 22 , 125 y 350 nódu los por m i l ímet ro cuadrado respec t i vamente .
Figura 8. Metalografías de hierro dúctil a 100X, sin ataque. A) 22 nod/mm2, B) 125
nod/mm2 y C) 350 nod/mm2
Es tas imágenes pueden ser ana l i zadas con un p rograma de cómputo para e l es tud io d ig i ta l de imágenes , los parámet ros de aná l i s i s pueden mod i f i ca rse de ta l manera que se cons iga ob tener e l resu l tado pub l i cado en e l a t las y poder ca l ib ra r e l p rograma de aná l i s i s que se va a u t i l i za r . 2.7 .2 Nodular idad
La nodu la r idad es una carac ter ís t i ca m ic roes t ruc tu ra l que t iene una g ran in f luenc ia en las p rop iedades mecán icas de l h ie r ro dúc t i l . Y se de f ine po r la re lac ión ó p roporc ión vo lumét r i ca en t re los
prec ip i tados de g ra f i t o con fo rma es fé r ica y la can t idad to ta l de p rec ip i tado [ 1 0 ] .
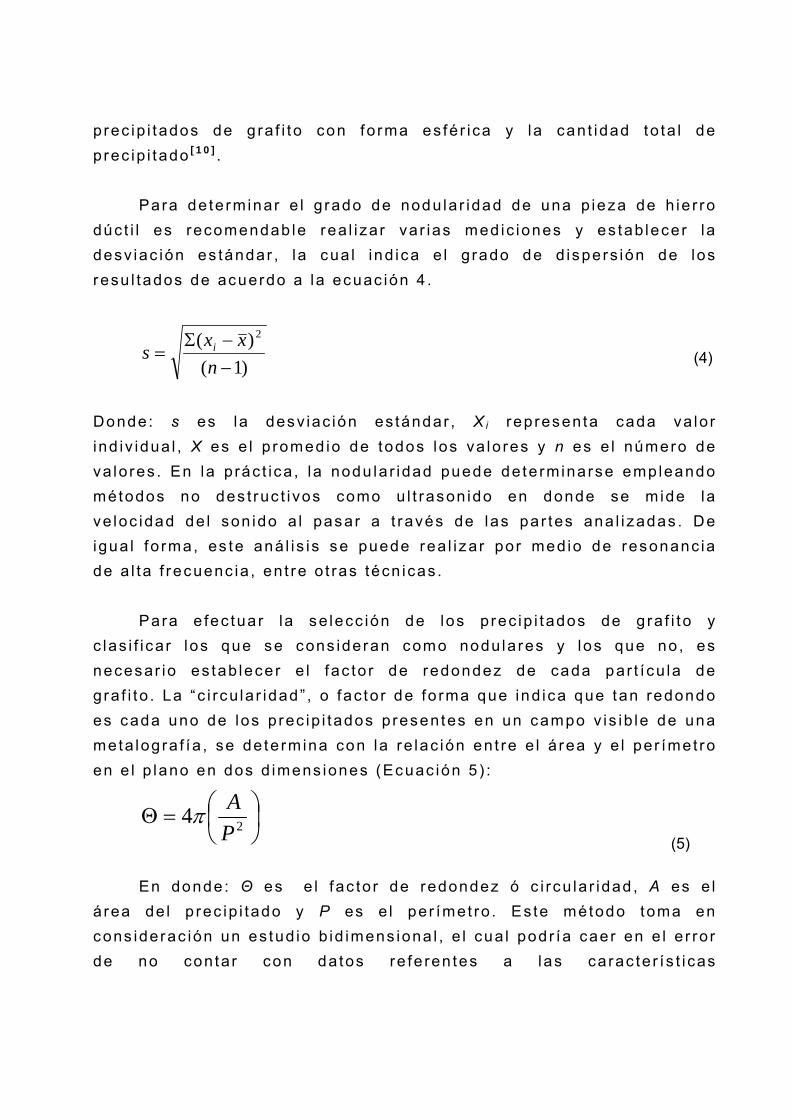
Pa ra de te rminar e l g rado de nodu la r idad de una p ieza de h ie r ro dúc t i l es recomendab le rea l i za r va r ias med ic iones y es tab lecer la desv iac ión es tándar , la cua l ind ica e l g rado de d ispers ión de los resu l tados de acuerdo a la ecuac ión 4 .
)1()( 2
−−Σ
=n
xxs i
(4)
Donde: s es la desv iac ión es tándar , X i rep resen ta cada va lo r ind iv idua l , X es e l p romed io de todos los va lo res y n es e l número de va lo res . En la p rác t ica , la nodu la r idad puede de te rm inarse emp leando métodos no des t ruc t i vos como u l t rason ido en donde se m ide la ve loc idad de l son ido a l pasar a t ravés de las pa r tes ana l i zadas . De igua l fo rma, es te aná l i s i s se puede rea l i za r por med io de resonanc ia de a l ta f recuenc ia , en t re o t ras técn icas .
Para e fec tua r la se lecc ión de los p rec ip i tados de g ra f i t o y c las i f i car los que se cons ideran como nodu la res y los que no , es necesar io es tab lecer e l f ac to r de redondez de cada par t í cu la de g ra f i t o . La “c i rcu la r idad” , o fac to r de fo rma que ind ica que tan redondo es cada uno de los p rec ip i tados p resentes en un campo v is ib le de una meta log ra f ía , se de te rm ina con la re lac ión en t re e l á rea y e l per ímet ro en e l p lano en dos d imens iones (Ecuac ión 5 ) :
⎟⎠⎞
⎜⎝⎛=Θ 24
PAπ
(5) En donde : Θ es e l f ac to r de redondez ó c i rcu la r idad , A es e l
á rea de l p rec ip i tado y P es e l per ímet ro . Es te método toma en cons iderac ión un es tud io b id imens iona l , e l cua l podr ía caer en e l e r ro r de no con ta r con da tos re fe ren tes a las carac te r ís t i cas

t r i d imens iona les , las cua les reve lan aspec tos como e l vo lumen de los p rec ip i tados . Por es ta razón , tamb ién ex is te una expres ión (Ecuac ión 6 ) que puede es t imar la c i rcu la r idad med ian te la cons iderac ión de l vo lumen de cada p rec ip i tado , s i es que se cuenta con una técn ica ana l í t i ca que pueda ayudar a de te rminar d icha magn i tud t r id imens iona l :
p
p
AV 3
231
)6(π=Ψ (6)
Donde Ψ es la es fe r i c idad , V p es e l vo lumen de la pa r t í cu la y A p es e l á rea super f i c ia l de l p rec ip i tado .
S in impor ta r la técn ica que se emplee pa ra hacer la se lecc ión en t re p rec ip i tados nodu la res y to ta les , a l ob tener va lo res de c i rcu la r idad de cada p rec ip i tado es necesar io es tab lecer e l in te rva lo en e l cua l se encon t rarán los p rec ip i tados que son nodu la res . De la m isma manera que en e l aná l i s i s de con teo nodu la r , en e l cá lcu lo de nodu la r idad se debe hacer una c las i f i cac ión ba jo c ie r tos parámet ros .
En la f igu ra 9 se observa un aná l i s i s rea l i zado en donde se
tomaron en cuenta parámet ros ( redondez de nódu los y tamaño mín imo a cons idera r ) es tándar para cons idera r nódu los a todos aque l los p rec ip i tados con un va lo r de c i rcu la r idad mayor o igua l a 0 .9 . S in embargo , ex is ten casos en los que se acep tan va lo res ≥ 0 .8 . En la f igu ra 9 se p resen tan va lo res de nodu la r idad de te rminados por la ecuac ión (7 ) . % Nodu la r idad = # de nódu los X 100 (7)
# de p rec ip i tados
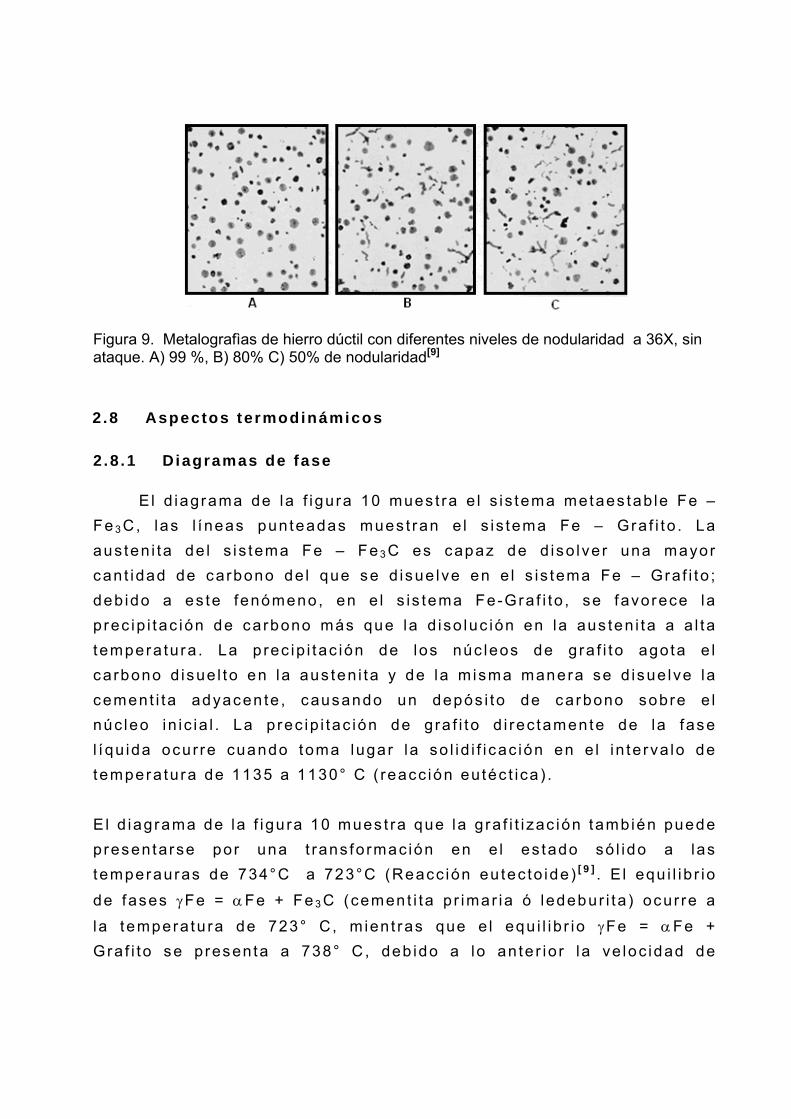
Figura 9. Metalografìas de hierro dúctil con diferentes niveles de nodularidad a 36X, sin ataque. A) 99 %, B) 80% C) 50% de nodularidad[9]
2 .8 Aspectos termodinámicos
2 .8 .1 D iagramas de fase
El d iagrama de la f igura 10 mues t ra e l s i s tema metaes tab le Fe – Fe 3 C, las l í neas pun teadas mues t ran e l s i s tema Fe – Gra f i t o . La aus ten i ta de l s i s tema Fe – Fe 3 C es capaz de d iso lve r una mayor can t idad de carbono de l que se d isue lve en e l s is tema Fe – Graf i t o ; deb ido a es te fenómeno , en e l s is tema Fe-Gra f i to , se favorece la p rec ip i tac ión de carbono más que la d iso luc ión en la aus ten i ta a a l ta tempera tu ra . La p rec ip i tac ión de los núc leos de g ra f i t o ago ta e l ca rbono d isue l to en la aus ten i ta y de la m isma manera se d isue lve la cement i ta adyacen te , causando un depós i to de carbono sobre e l núc leo in ic ia l . La p rec ip i tac ión de g ra f i t o d i rec tamente de la fase l í qu ida ocur re cuando toma lugar la so l id i f i cac ión en e l in te rva lo de tempera tu ra de 1135 a 1130° C ( reacc ión eu téc t ica ) . E l d iagrama de la f igu ra 10 mues t ra que la g ra f i t i zac ión también puede p resen tarse por una t rans fo rmac ión en e l es tado só l ido a las temperauras de 734°C a 723°C (Reacc ión eu tec to ide) [ 9 ] . E l equ i l i b r io
de fases γFe = αFe + Fe 3 C (cement i ta p r imar ia ó ledebur i ta ) ocur re a
la tempera tu ra de 723° C, m ien t ras que e l equ i l i b r io γFe = αFe + Gra f i to se p resenta a 738° C , deb ido a lo an te r io r la ve loc idad de

en f r iam ien to con t ro la la fo rmac ión de cement i ta y de p rec ip i tados de g ra f i t o .
Figura 10. Sistema metaestable Fe-Fe3C (líneas punteadas)[11].
2.8 .2 Transformación eutéct ica
Para la p roducc ión de h ie r ro dúc t i l , l os fabr i can tes t raba jan ce rca
de la compos ic ión eu téc t i ca de l meta l que p roducen , con e l ob je t i vo de p romover una so l id i f i cac ión ráp ida con e l pun to de fus ión más ba jo pos ib le . S in embargo , tamb ién se p roducen fund ic iones de h ie r ro dúc t i l con compos ic iones s i tuadas an tes y después de l pun to eu téc t ico , conoc idas como h ipo e h iper eu téc t icas , respec t ivamente .
La cement i ta (Fe 3 C) es un compues to fo rmado por e l en lace en t re t res á tomos de f ie r ro y uno de carbono. Es te m ic rocons t i t uyen te fo rma par te de la es t ruc tu ra de l h ie r ro dúc t i l cuando se t ienen cond ic iones de en f r iam ien to ráp ido . La fe r r i t a es una so luc ión só l ida de f ie r ro con un máx imo de 0 .02% C. A l un i rse es tas dos fases se genera la per l i t a , f ase fo rmada por lám inas a la rgadas y a l te rnadas de fe r r i t a y cement i ta . S in embargo , la nuc leac ión de per l i t a comienza a

par t i r de la fase Aus ten i ta la cua l es uno de los p r imeros m ic rocons t i tuyen tes que se p resentan duran te la e tapa in ic ia l de la so l id i f i cac ión de un h ie r ro dúc t i l [ 1 2 ] .
2.8 .3 Mecanismos de nucleac ión de nódulos de graf i to
El c rec im ien to de p rec ip i tados de g ra f i t o comienzan en fo rma de capas , m ien t ras e l meta l es tá en es tado l í qu ido . E l a r reg lo a tómico se genera g rac ias a en laces cova len tes muy fuer tes en t re á tomos de cada capa. E l p r i sma cons t i t u ido y desar ro l lado med ian te es te mecan ismo t iene una a l ta energ ía que favorece la absorc ión de impurezas . E l a r reg lo a tómico p resen ta p rop iedades mecán icas an iso t róp icas , es dec i r , e l c r is ta l posee g ran res is tenc ia y du reza p re fe ren temente en la d i recc ión c r i s ta lográ f i ca C, como se observa en la f igu ra 11 [ 9 ] .
Figura 11. Estructura cristalina del grafito A) Cristal enlazado por los planos (0001) y (1010) B) Celda unitaria del cristal
La es tab i l i dad que t iene la fase g ra f i t o , hace pos ib le su
ex is tenc ia en e l baño l í qu ido a tempera tu ras en t re 1350 y 1450º C , deb ido a que la descompos ic ión to ta l de es ta fase ocur re so lo has ta los 4000º C. En e l esquema de la f igu ra 12 , se puede observa r e l desar ro l lo de los c r is ta les de g ra f i t o a lo la rgo de l p lano {1010} , de los d i fe ren tes t ipos de mor fo log ía de g ra f i t o en las fund ic iones de h ie r ro .

Fig. 12 Esquema del crecimiento de precipitados de grafito durante la transformación eutéctica (a) Hojuelas, (b) Grafito compacto (Vermicular), (c) Semi-esférico y (d) Nodular
Es te c rec im ien to no se generar ía s in la ex is tenc ia de un núc leo .
Los inocu lan tes y a lgunas inc lus iones son los s i t ios p rop ic ios pa ra la fo rmac ión y c rec im ien to de los p rec ip i tados de g ra f i t o . Var ios es tud ios [ 9 ] r ea l i zados empleando las técn icas de m ic roscop ia e lec t rón ica , han reve lado que e l in te r io r de los nódu los que fo rman par te de l h ie r ro dúc t i l , es tán fo rmados por compues tos y e lementos d is t in tos de l ca rbono .
A lgunos e jemp los de es tos son ; 3MgO·2S iO 2 ·2H 2 O, MgS Te + Mn
+ S , xMgO·yA l 2 O 3 ·zS iO 2 , xMgO·yS iO 2 , xMgO·yS iO 2 ·zMgS, además de a lgunos su l fu ros lan tán idos . Por e l lo es pos ib le asegura r que los cen t ros de nuc leac ión es tán compues tos p r inc ipa lmente por compues tos de óx idos y su l fu ros , inc luyendo por supues to compues tos de s i l i c io p roven ien te de los agentes inocu lan tes . La fo rmac ión de g ra f i t o duran te la so l id i f i cac ión de l baño , genera un aumento en vo lumen que compensa la con t racc ión té rm ica de l meta l por e l en f r iam ien to y so l id i f i cac ión . Por lo an te r io r , l a neces idad de l uso de mazaro tas es menor en la p roducc ión de h ie r ro dúc t i l comparado con e l acero . 2.8 .4 P ropiedades mecánicas y microest ructura

Como las ca rac te r ís t icas m ic roes t ruc tura les con t ro lan e l compor tamien to mecán ico de los mater ia les , es impor tan te su eva luac ión y los h ie r ros dúc t i l es no son la excepc ión . E l ensayo de tens ión p roporc iona una cu rva t íp ica es fuerzo -de fo rmac ión . S in embargo , en ocas iones la curva resu l tan te de la p rueba puede tener var iac iones o i r regu la r idades causadas por fac to res a jenos a l compor tamien to mecán ico de l ma ter ia l . Ta les fac to res pueden inc lu i r , ro tu ra o de fo rmac ión de las cuerdas de los ex t remos de su jec ión de la p robe ta , s i es que se emplean p robe tas a to rn i l l ab les , asen tamien to de las mordazas y los s is temas de su jec ión , en t re o t ros . Es tos fac to res pueden mod i f i ca r la fo rma de la curva σ -ε , p rovocando que se pueda in te rp re ta r de manera incor rec ta . La fo rma de cor reg i r d ichas i r regu la r idades es e fec tuar una reg res ión l i nea l que s iga la pend ien te de l segmento e lás t i co y que cu lm ine en e l o r igen de la g rá f i ca . [ 1 3 ]
En la f igu ra 13 se observa una g rá f i ca de ensayo a la tens ión
es fuerzo-de fo rmac ión de var ias fund ic iones . En es ta g rá f i ca se observa e l compor tamien to mecán ico apor tado por los d i fe ren tes t ipos de p rec ip i tados de g ra f i to que cons t i t uyen la es t ruc tu ra de es tos mater ia les .
Figura 13. Efecto de la morfología de precipitados de grafito sobre la forma de la curva
esfuerzo-deformación.
La p resenc ia de p rec ip i tados de g ra f i t o en fo rma de nódu los p resen ta los va lo res más a l tos de res is tenc ia a la tens ión . S in

embargo , no só lo e l ca rbono apor ta camb ios en las p rop iedades mecán icas . E l s i l i c io con t r ibuye a endurecer la so luc ión só l ida de fe r r i t a . A l aumentar los con ten idos de fe r r i ta , e l es fuerzo de cedenc ia y la res is tenc ia a la tens ión se ven a fec tadas , lo cua l tamb ién imp l i ca un aumento en la duc t i l i dad y tenac idad . En la m ic roes t ruc tura de un h ie r ro dúc t i l , genera lmente la fe r r i ta rodea a los p rec ip i tados de g ra f i t o , s i tuac ión causada por los mecan ismos de d i fus ión que p rovocan la m ig rac ión de carbono en so luc ión hac ia los p rec ip i tados , de jando una so luc ión só l ida pobre en ca rbono que es la fe r r i t a . A es ta carac ter ís t ica m ic ro -es t ruc tu ra l se le ha l l amado “o jo de buey” .
E l con t ro l m ic ro-es t ruc tu ra l que se hace con la ad ic ión de e lementos a lean tes t iene un e fec to d i rec to en las p rop iedades mecán icas . Por e jemplo , e l manganeso es un e lemento a lean te empleado para fo rmar per l i t a , aumentando la res is tenc ia mecán ica y reduc iendo duc t i l i dad .
2.9 Anál is is de imágenes meta lográf icas
2 .9 .1 Anál is is cual i ta t ivo Como se ha menc ionado, además de la c las i f i cac ión de fases , e l
aná l i s i s de mues t ras de h ie r ro dúc t i l t i ene e l ob je t i vo ad ic iona l de de te rm inar carac ter ís t icas cua l i ta t i vas y cuan t i t a t i vas de los p rec ip i tados de g ra f i t o y la mat r iz . Ex is ten p rogramas de cómputo que poseen una base de da tos que con t iene imágenes represen ta t i vas con cada mor fo log ía a la cua l se le as igna un co lo r . As í se c rea una ru t ina en la cua l e l p rograma as igna un co lo r de te rminado a los prec ip i tados de una mues t ra ana l i zada . La f igu ra 14 e jempl i f i ca d icha as ignac ión a d i fe ren tes prec ip i tados de g ra f i t o [ 9 ] .
E l es tud io de los de ta l les mor fo lóg icos de l g ra f i t o en las
fund ic iones de h ie r ro se rea l i za ob ten iendo imágenes de las mues t ras meta log ra f i cas s in a taque qu ímico, pues e l a l to con t ras te ent re la fase

gra f i t o y la mat r i z pu l ida representa una g ran ven ta ja para e l aná l i s i s . Los p rogramas de cómputo pueden e jecu ta r se lecc iones en func ión a tamaños y fo rmas.
Figura. 14 Asignación de colores a los distintos tipos de morfología de los precipitados de
grafito en el hierro dúctil.
En la f i gu ra 15 se puede aprec ia r d icha se lecc ión ob ten ida med ian te e l aná l i s i s de los per ímet ros y á reas (Esquemas) de las pa r t í cu las o fase de con t ras te en las d i fe ren tes reg iones de la imagen ana l i zada .
Figura 15. Clasificación automática de precipitados de grafito en las fundiciones de hierro. (a y b) Metalografías de muestras de hierro. (c y d) Clasificación por códigos de color y
esquemas.

2.9 .2 . Anál is is cuant i ta t ivo
E l con teo de nódu los es una carac te r ís t i ca cuan t i ta t i va (Conteo ,
tamaño y d is t r ibuc ión de p rec ip i tados) de la m ic roes t ruc tura en e l h ie r ro dúc t i l . S i se rea l i za un con teo de nódu los to ta les v is ib les , que no se cor ten por los l ím i tes de la imagen, y e l número ob ten ido es d iv id ido en t re e l á rea de la secc ión de la imagen se ob t iene un pa rámet ro es te reo lóg ico . Lo an te r io r pe rm i te hacer una es t imac ión de l p romed io de á rea de los p rec ip i tados [ 9 ]
A
A
NAa = (8)
Donde ā es e l p romed io en á rea de los nódu los v is ib les , A A es la
f racc ión de á rea que ocupan los nódu los y N A es la dens idad , lo cua l es e l con teo de nódu los por un idad de á rea . Para rea l i za r un aná l i s is con exac t i t ud acep tab le , es necesar io tomar en cuenta ún icamente las pa r t í cu las v is ib les de la imagen, que no se co r ten por los l ím i tes de es ta . S i se tomaran en cuen ta d ichas par t ícu las , la es t imac ión ser ía incor rec ta deb ido a que se tomar ían los l ím i tes de la imagen como per ímet ros de par t í cu la . Para es tud ia r un s is tema debe a is la rse , y es tab lecer l ím i tes para ev i ta r la in te racc ión con e l med io que lo rodea.
En la f igu ra 16 , se observa cómo puede p resen ta rse la
de l im i tac ión de una imagen y las pos ib les carac te r ís t icas de la es t ruc tu ra fue ra de los l ím i tes de es ta . Nó tese que en la se lecc ión de l inc iso b , so lamente se cons ideran las carac ter ís t i cas m ic roes t ruc tu ra les que reve lan su p resenc ia comp le tamente , es ta cond ic ión har ía un aná l i s i s sub-es t imado, es dec i r , i ncomp le to , m ien t ras que s i se cons ideran po r igua l t odas las pa r t í cu las cor tadas po r los l ím i tes , se tendrá una sobre-es t imac ión . Para ev i ta r es te p rob lema, ex is te un p roced im ien to l l amado Método Je f f r ies , e l cua l de te rm ina e l número de pa r t í cu las que serán cons ideradas en e l aná l i s i s .

Figura. 16 Conteo de partículas visibles en una imagen a) Objetos parciales y totales
visibles b) Objetos totales discriminando a los objetos intersecados por los límites de la imagen, c) Condición real.
El método Je f f r ies , emp lea la s igu ien te expres ión para cons ide rar
los ob je tos en una meta logra f ía .
cbi NNNN 41
21 ++= (9)
Donde N es e l número de pa r t í cu las es t imadas , N i es e l número
de par t í cu las reve ladas comp le tamente den t ro de los l ím i tes de la imagen, N b es e l número de pa r t í cu las que in te rsecan con los l ím i tes de la imagen y N c representa las par t í cu las que in te rsecan con dos l ím i tes , es dec i r las esqu inas de la imagen. La es t imac ión de l método Je f f r ies t iene mayor exac t i t ud que e l método t rad ic iona l de con ta r los nódu los comple tos den t ro de la imagen , s in embargo en muchos casos y más en n ive les a l tos de dens idad de nódu los ambos métodos ob t ienen resu l tados s im i la res .
La d is t r ibuc ión de tamaños es o t ro re to para los ana l i zadores de
imágenes , pa ra su de te rm inac ión es cor rec to cons iderar todas las pa r t í cu las comple tas den t ro de los l ím i tes de la imagen, ya que para es te aná l i s i s ún icamente se deben tomar en cuen ta las ca rac te r ís t i cas to ta les v is ib les s in es t imac ión a lguna .
La comparac ión mor fo lóg ica es o t ro parámet ro que puede ser
de te rm inado por p rogramas de cómputo . Todo p rec ip i tado o fase , puede se r c las i f i cado por su fo rma y tamaño, s in embargo , no es fác i l
es tab lecer parámet ros para d icha se lecc ión . Es compl icado es tab lecer fo rmas es tándar a par t i r de las cua les se rea l i ce una comparac ión . Ex is te una in f in idad de fo rmas pos ib le pa ra e l per ímet ro de una par t í cu la por lo que de f in i r pa t rones o tendenc ias es a lgo cas i impos ib le . En con t ras te , e l vo lumen de una par t í cu la o par t í cu las puede es tar den t ro de un in te rva lo conoc ido , es dec i r , en t re e l 0 y e l 100% fo rmando par te de una imagen meta lográ f i ca .
Con e l lo , se pueden as ignar fac to res de fo rma, los cua les son
ad imens iona les man ten iéndose ina l te rab les por e fec tos de tamaños o med idas . Lo an te r io r , permi te c las i f i ca r par t í cu las de fo rma s im i la r con d i fe ren tes d imens iones . En genera l , e l f ac to r de fo rma represen ta una desv iac ión geomét r ica de l ob je to es tud iado con respec to a una mor fo log ía idea l , l a cua l comúnmente es un c í rcu lo pe r fec to . A l se r la fo rma más s imp le y na tu ra l de l p lano en dos d imens iones e l c í rcu lo es la fo rma un iversa l .
En una meta logra f ía las fases pueden presen ta rse en d iversas
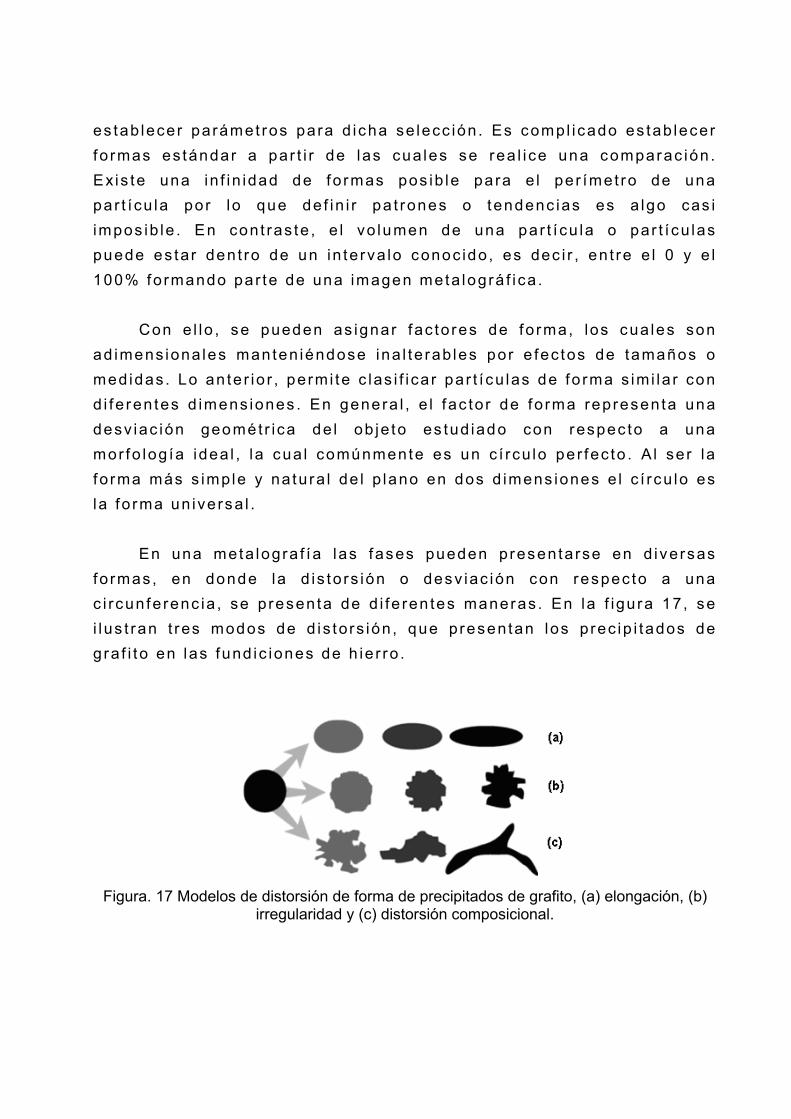
fo rmas , en donde la d is to rs ión o desv iac ión con respec to a una c i rcun fe renc ia , se p resen ta de d i fe ren tes maneras . En la f igu ra 17 , se i l us t ran t res modos de d is tors ión , que p resentan los p rec ip i tados de g ra f i t o en las fund ic iones de h ie r ro .
Figura. 17 Modelos de distorsión de forma de precipitados de grafito, (a) elongación, (b)
irregularidad y (c) distorsión composicional.

Ex is te un fac to r de fo rma que de te rm ina de me jo r manera la mor fo log ía de una par t í cu la . La c i r cu la r idad que igua lmente t i ene un va lo r de 1 para una c i rcun fe renc ia . Es te fac to r de fo rma cons ide ra e l pe r ímet ro y e l á rea de l ob je to es tud iado para de f in i r su c las i f i cac ión mor fo lóg ica .
2
4P
AfCπ
= (10)
Donde P es e l per ímet ro y A e l á rea . En la f igura 18 se puede aprec ia r la t rans ic ión de fo rma de los p rec ip i tados de g ra f i to en las func iones de h ie r ro , recordando que la nodu la r idad es tá represen tada por e l número de par t ícu las con fo rma s im i la r a un c i rcu lo en re lac ión con e l t o ta l de p rec ip i tados , tamb ién es pos ib le c las i f i car la carac te r ís t i ca nodu la r de cada p rec ip i tado , u t i l i zando su fac to r de redondez .
Figura. 18 Niveles de nodularidad de partícula en función al factor de forma de circularidad. Las flechas señalan a dos partículas de perímetro similar con área diferente.

3 Estado del arte 3 .1 Nucleac ión, crec imiento y morfo logía de nódulos de gra f i to
en e l h ier ro dúct i l Po r med io de aná l i s i s qu ím ico y de imágenes , rea l i zado a
nódu los de d ive rsas mues t ras de h ie r ro nodu la r , Gus ta f Ös tbe rg y co laboradores [ 1 4 ] de te rm inaron que e l c rec im ien to de los p rec ip i tados de g ra f i t o sucede a par t i r de monocapas de g ra f i to fo rmadas por un a r reg lo hexagona l de á tomos de carbono que func ionan como cent ros de nuc leac ión . A par t i r de és tos , c recen nuevas capas hexagona les t r id imens iona les en fo rma rad ia l has ta fo rmar e l nódu lo . Lo an te r io r ind ica que no es necesar ia la p resenc ia de inc lus iones o inocu lan tes como cen t ros de nuc leac ión ; s in embargo , se ha comprobado exper imenta lmen te , que ex is ten más nódu los y con una me jo r d is t r ibuc ión de tamaños , cuando se emplean agentes inocu lan tes en la p rác t ica .
Genera lmen te los cen t ros de nuc leac ión se c rean a pa r t i r de pa r t í cu las o inc lus iones , las cua les , f o rman una in te r fase par t í cu la -g ra f i t o en donde in ic ia e l c rec im ien to de capas de g ra f i to que se ag rupan en fo rma rad ia l f o rmando la to ta l idad de l nódu lo . Lo an te r io r ha s ido comprobado por técn icas de m ic roaná l i s i s , en donde los resu l tados reve lan la p resenc ia de e lementos d is t in tos a l ca rbono en e l núc leo de los nódu los . La mor fo log ía de l nódu lo tamb ién depende de la fo rma y las carac te r ís t icas de la par t í cu la núc leo , ex is ten pa r t í cu las que se d i funden, reacc ionan o in te rac túan en la in te r fase con e l g ra f i t o , e inc luso , par t í cu las de e lementos que p rop ic ian e l c rec im ien to de las capas de g ra f i t o . Es tos núc leos , pueden ser desde inc lus iones has ta agentes inocu lan tes con na tu ra leza d i fe ren te a l baño metá l i co .
D . S te fanescu y co laboradores [ 1 5 ] r ea l i za ron un es tud io m ic roes t ruc tu ra l med ian te m ic roaná l i s i s y p ruebas de so l id i f i cac ión por

curvas de en f r iam ien to , de te rm inando que los cen t ros de nuc leac ión , se fo rman a pa r t i r de l h ie r ro l í qu ido y pos te r io rmente pequeñas can t idades de g ra f i t o se s i túan a l rededor de l núc leo , c reando as í los nódu los . Después , con fo rme la so l id i f i cac ión avanza se fo rman cáscaras de aus ten i ta que rodean a los nódu los , las cua les , a l t rans fo rmarse en fe r r i t a , l i be ran ca rbono, e l cua l se d i funde para desar ro l la r a l nódu lo .
Las d iversas fo rmas de los p rec ip i tados de g ra f i t o con t r ibuyen a mecan ismos de en f r iamien to d is t in tos . En e l caso de l h ie r ro nodu la r , e l mecan ismo predominante es la fo rmac ión de dendr i tas de aus ten i ta en las p r imeras e tapas de la so l id i f i cac ión , m ien t ras que los cen t ros de nuc leac ión y nódu los pequeños , se fo rman en los s i t ios in te rdendr í t i cos que aún se encuent ran en es tado l íqu ido . A med ida que e l en f r iam ien to con t inua , los núc leos pasan a fo rmar par te de las zonas so l id i f i cadas de aus ten i ta . G .L . R ive ra [ 1 6 ] , repor tó que e l mecan ismo de so l id i f i cac ión comienza con la nuc leac ión independ ien te de aus ten i ta y g ra f i t o en e l l í qu ido , la aus ten i ta c rece en fo rma dendr í t i ca y m ien t ras lo hace , choca con nódu los de g ra f i t o cubr iéndo los . E l c rec im ien to de las dendr i tas genera la c reac ión de un idades so l id i f i cadas que con t ienen un g ran número de nódu los . Aná l i s i s m ic roscóp icos mues t ran que e l ú l t imo l í qu ido que so l id i f i ca fo rma un g ran número de reg iones l í qu idas a is ladas en t re los b razos de las dendr i tas secundar ias .
D .K . Bandyopadhyay y co laboradores [ 1 7 ] r ea l i za ron p ruebas para
de te rm inar curvas de en f r iam ien to y es tab lecer los p r inc ipa les fac to res que de f inen la mor fo log ía de l g ra f i t o en e l h ie r ro , los cua les son: la re lac ión g rad ien te de tempera tu ra -ve loc idad de en f r iam ien to y los e fec tos de los e lementos a lean tes . En e l caso de l h ie r ro nodu la r , se menc iona a l ce r io y a l magnes io como e lementos fundamenta les para con t ro la r la mor fo log ía de l g ra f i t o , apar te de la re lac ión an tes menc ionada.
Una eva luac ión de los cambios mor fo lóg icos que exper imen tan los p rec ip i tados de g ra f i t o fue rea l i zada por L iu Ba icheng y L i Yanx iang [ 1 1 ] por med io de un aná l i s i s méta log rá f i co e fec tuado a d ive rsas mues t ras con d i fe ren te h is tor ia l té rm ico y compos ic ión qu ím ica . E l cambio de mor fo log ía de los p rec ip i tados de g ra f i t o en los h ie r ros ocur re de manera g radua l , donde se p resentan la secuenc ia de nuc leac ión desde ho jue las , vermicu la r , y es fe ro ida l o v iceversa . Los cen t ros de nuc leac ión a par t i r de los cua les , comienza e l c rec im ien to de las d iversas fo rmas, son los mismos para cua lqu ie r mor fo log ía . Lo an te r io r asegura que es pos ib le con t ro la r la dens idad de p rec ip i tados de g ra f i to en un h ie r ro , con t ro lando la fo rmac ión de cen t ros de nuc leac ión po r med io de los inocu lan tes . De es ta fo rma, ten iendo los pun tos de par t ida para e l c rec im ien to de los agregados de g ra f i t o , las ún icas va r iab les a con t ro la r pa ra p rovocar la mor fo log ía requer ida serán , la tempera tu ra y la ad ic ión de e lementos a lean tes .
R .C. Dommarco y co laboradores [ 1 8 ] , examinaron la in f luenc ia de la dens idad de nódu los sobre la res is tenc ia a la ab ras ión de h ie r ro dúc t i l con d i fe ren tes t ipos de mat r iz t ra tada té rm icamente (Mar tens í t i ca , Per l í t i ca Fer r í t i ca y Aus ten í t i ca) . E l ob je t i vo se concent ró en i den t i f i ca r las p r inc ipa les carac te r ís t icas que los p rec ip i tados de g ra f i t o apor tan a la res is tenc ia a l desgas te . Se ana l i za ron p iezas de d i fe ren te espesor desde 1 .5 a 25 mm con un con teo de nódu los var iab le desde 250 a 2000 nod /mm 2 . Por med io de los métodos de p rueba ind icados en la no rma ASTM G65 se de te rminó que la res is tenc ia a la abras ión o desgas te d ism inuye con e l inc remento en e l con teo nódu la r a causa de l g rad ien te mecán ico de la zona per ímet ra l de los nódu los ó in te r fase nódu lo -mat r iz . Es te fenómeno se p resen ta cuando la ve loc idad de abras ión se inc rementa cons iderab lemente independ ien temente de l t ipo de mat r iz .
Un es tud io de l e fec to de l con teo de nódu los sobre la res is tenc ia
a la fa t iga por con tac to de p iezas de h ie r ro dúc t i l , fue desar ro l lado por R .C. Dommarco y co laboradores [ 1 9 ] . Se es tud ia ron d i fe ren tes espesores de secc ión de h ie r ro dúc t i l con una dens idad de nódu los

desde 150 has ta 1400 nod /mm 2 . Los resu l tados ind ican que un inc remento en e l con teo de nódu los genera un aumento impor tan te en la v ida de las mues t ras somet idas a fa t iga po r con tac to , ten iendo como fac tor p r inc ipa l , l a re lac ión en t re la super f i c ie de l á rea de con tac to y e l t amaño de los p rec ip i tados de g ra f i t o .
Según Xu J incheng [ 2 0 ] , l a res i s tenc ia a la abras ión de h ie r ro
dúc t i l h ipoeu téc t i co (2 .4 %C) con con ten idos de manganeso de 6 .3% presen ta un buen desempeño an te cond ic iones de desgas te . Un aumento aprop iado en los con ten idos de s i l i c io (5 .5%) , ev i ta la fo rmac ión de ca rburos para inc rementa r la tenac idad . 3.2 . E fecto de la nodular idad sobre las propiedades mecánicas
I . Corona y co laboradores [ 2 1 ] , rea l i za ron p ruebas fabr icando
h ie r ro dúc t i l con d iversas can t idades de mo l ibdeno . Con e l ob je t i vo de conocer e l e fec to de es te e lemento sobre las p rop iedades mecán icas y m ic roes t ruc tu ra les . E l mol ibdeno p romueve la fo rmac ión de carburos , pa ra lo cua l consume carbono. Con e l aumento en los con ten idos de es te e lemento , la nodu la r idad d ism inuye generando nódu los cada vez más incomp le tos y de fo rmes . La ven ta ja de es te t ipo de es tud ios , como lo es tamb ién e l p resen te t raba jo , rad ica en de te rm inar las can t idades óp t imas de e lementos a lean tes que p romuevan e l me jo ramien to de las p rop iedades mecán icas s in a fec tar en g ran med ida la mor fo log ía , un i fo rm idad y ca rac te r ís t i cas de los nódu los en e l h ie r ro dúc t i l . La can t idad de e lementos fo rmadores de carburos que puede con tener e l h ie r ro dúc t i l s in a fec ta r sus carac te r ís t i cas m ic roes t ruc tu ra les es d i fe ren te pa ra cada e lemento . En e l caso de l mo l ibdeno se recomienda mantener n ive les menores a l 1%, para no a l te ra r g ravemente la mor fo log ía nodu la r .
N . Rebasa y co laboradores [ 2 2 ] eva luaron e l e fec to de la dens idad de nódu los sobre la res is tenc ia a l desgas te de l h ie r ro dúc t i l , encon t rando que se p resen ta mayor res is tenc ia a med ida que e l con teo de nódu los es mayor , po r lo que componen tes de espesor

de lgado con a l to con teo de nódu los p resenta ron menor desgas te . Meta log ra f ías e fec tuadas a las super f i c ies somet idas a desgas te reve la ron la p resenc ia de nódu los en fo rma de cometa , o r ien tados en la d i recc ión de abras ión . Los nódu los de mayor d iámet ro su f r ie ron un desgas te mayor con n ive les de de fo rmac ión a l tos , fo rmando cometas de mayor ex tens ión , m ien t ras que los nódu los de menor d iámet ro p resen taron poca d is to rs ión . De es ta fo rma, se de te rminó que la dens idad de nódu los favorece a la p rop iedad de res is tenc ia a la ab ras ión s iendo mayor en p iezas de menor espesor .
Kar l Mar t in Pedersen y co laboradores [ 2 3 ] r ea l i za ron p ruebas de fus ión para fab r ica r p iezas de espesor de lgado (2 .8 – 8 mm) de h ie r ro dúc t i l . Se ob tuv ie ron curvas de en f r iam ien to y carac te r izac ión meta log rá f i ca , de lo cua l se conc luyó que la so l id i f i cac ión eu téc t ica de las secc iones más de lgadas (< 4 .3 mm) cons is te en dos e tapas ; la p r imera , la fo rmac ión de dendr i tas de aus ten i ta y la segunda, la reacc ión eu téc t ica p r inc ipa l ( fe r r i ta ) . M ien t ras que en las secc iones con espesor de 8 mm ún icamente se p resenta la segunda e tapa , por lo que no se p resen tan dendr i tas aus ten i t i cas .
D.E . K ippo la y co laboradores [ 2 4 ] f ab r i ca ron p iezas de h ie r ro nodu la r con geomet r ía Y - B lock para eva luar la res is tenc ia a la tens ión . Además , h ic ie ron eva luac iones mic ro-es t ruc tura les para observa r e l e fec to de ad ic iones de cer io en la e tapa de inocu lac ión . Un aná l i s i s es tad ís t ico con los va lo res ob ten idos a par t i r de 83 mues t ras ob tuvo resu l tados que ind ican que n ingún e lemento t iene cor re lac ión con la can t idad de e longac ión ob ten ida en los ensayos , a l menos den t ro de los in te rva los de compos ic ión qu ímica de las 83 mues t ras fabr i cadas . De manera pa r t i cu la r , e lementos como e l a lumin io , s i l i c io y qu izás mo l ibdeno presentan una l im i tada cor re lac ión con la res is tenc ia a l impac to p romed io .
I . Reposan y co laboradores [ 2 5 ] , es tud ia ron la ad ic ión de azu f re en g randes can t idades en h ie r ro dúc t i l , observando que se genera una neu t ra l i zac ión de l magnes io empleado para e l t ra tamien to de l baño en

l a p roducc ión de l h ie r ro dúc t i l , lo cua l se debe a la fo rmac ión de l compues to MgS cuyo e fec to es indeseab le en la a leac ión . S in embargo , en ba jas can t idades (Ad ic iones de 0 .01 % de la carga to ta l ) es esenc ia l para fo rmar s i t ios de nuc leac ión para los p rec ip i tados de g ra f i t o . Exper imenta lmen te se ha comprobado que una ad ic ión f ina l de azu f re (FeS 2 ) du ran te la inocu lac ión , después de l t ra tamien to con FeS iMg, p roduce un a l to con teo de nódu los , reduce la fo rmac ión de carburos y p romueve n ive les de nodu la r idad favorab les . De manera s im i la r , se ha comprobado que ad ic iones de ca lc io en fo rma de a leac ión Ca-S i , además de p i r i t as de h ie r ro (FeS 2 ) en la e tapa de inocu lac ión , son ú t i l es para inc rementar la dens idad de nódu los , me jo ra r la nodu la r idad y ev i ta r la fo rmac ión de carburos .
Los t ra tamien tos con magnes io que cu lm inan con un porcen ta je f ina l (Res idua l ) en t re 0 .04 y 0 .06 %Mg son los óp t imos pa ra ob tener p rec ip i tados de g ra f i t o de fo rma es fé r ica . Las ad ic iones de azu f re recomendadas para ob tener un g ran número de cen t ros de nuc leac ión s in a fec ta r en g ran med ida la nodu la r idad y ev i ta r la neu t ra l i zac ión de l magnes io deben es ta r en t re 0 .005 y 0 .007 %S. Las can t idades de azu f re in ic ia l en e l me ta l base , p reparado a par t i r de la mate r ias p r imas es un fac to r impor tan te ya que a fec ta la nodu la r idad y la dens idad de nódu los inc luso después de l t ra tamien to de nodu l i zac ión , po r ta l mo t i vo es recomendab le tener va lo res in ic ia les de 0 .015 %S.
Por med io de un p rograma de cómputo de aná l i s i s de imágenes , A . Scozzafava y co laboradores [ 2 6 ] r ea l i za ron un es tud io cua l i t a t i vo y cuan t i t a t i vo de las carac ter ís t i cas m ic ro-es t ruc tu ra les de va r ias mues t ras de h ie r ro dúc t i l , a tacadas con d is t in tos reac t i vos y empleando d i fe ren tes in tens idades de luz pa ra ob tener las imágenes meta log rá f i cas . D icho es tud io se l l evó a cabo tomando en cuenta los s igu ien tes aspec tos ; 1 ) La c las i f i cac ión de cua t ro pos ib les h is togramas con d is t in tas cond ic iones de b r i l l o , 2 ) La iden t i f i cac ión de los pun tos y zonas en donde se es tab lecen camb ios de fase por con t ras te de esca la de g r i ses de la d is t r ibuc ión de p íxe les y 3 ) E jecuc ión de una ru t ina para separar la fase g ra f i to de la per l i t a por

se lecc ión de fo rma en los h i s togramas . Toda la eva luac ión fue rea l i zada u t i l i zando e l p rog rama de cómputo Image Pro P lus . Los resu l tados que se ob tuv ie ron ind ican que e l ana l i zador de imágenes log ra es tab lecer de manera p rec isa los l ím i tes de separac ión de con t ras te de fases con excepc ión de los h is togramas ob ten idos a pa r t i r de imágenes con e l menor b r i l l o . Los resu l tados de l es tud io cua l i t a t i vo de l a fase g ra f i t o reve lan que es pos ib le de te rm inar la fo rma, tamaño y d is t r ibuc ión de l os p rec ip i tados de g ra f i t o , de manera p rec isa , u t i l i zando p rogramas de cómputo que sean capaces de ana l i za r cada pun to (p ixe l ) de una imagen. 4 Experimentación
La e tapa exper imenta l cons is t ió en fabr ica r p iezas de h ie r ro
dúc t i l pe r l í t i co med ian te e l p roceso sándwich , en e l cua l se emplearon

d i fe ren tes t ipos de agen tes en las e tapas de inocu lac ión y nodu l i zac ión . Se fabr i ca ron mode los según la no rma ASTM A 395 para ob tener p robe tas de tens ión y además se d iseño y fabr i có un mode lo que con t iene secc iones con d i fe ren te espesor pa ra de te rm inar su e fec to sobre la dens idad de nódu los . E l in te rva lo de espesor p ropues to pa ra la eva luac ión fue en t re 1 y 1 /6 de pu lgada.
La mayor ía de las mater ias p r imas y los agentes nodu l i zan tes e inocu lan tes comerc ia les fueron p roporc ionados por la empresa Dana Autometa les SA de CV [ 2 7 ] . Las par tes co ladas fue ron carac te r i zadas med ian te aná l i s i s qu ímico con ana l i zador de carbono y azu f re , además de aná l i s is por espec t romet r ía de emis ión de p lasma. Las d i fe ren tes secc iones y p iezas fabr i cadas fueron somet idas a aná l i s i s meta log rá f i cos , p ruebas de du reza y tens ión . Para rea l i za r e l desar ro l lo exper imenta l se emplearon los s igu ien tes mate r ia les y equ ipos
4.1 . Mater ia les y equ ipo
4 .1 .1 . Mater ia les
Para la e jecuc ión de es te p royec to DANA Autometa les Méx ico donó a lgunos de los s igu ien tes mate r ia les . Ref rac ta r io : re f rac tar io de o l la A lukon fabr icado por Bar romex, con la compos ic ión qu ím ica ind icada en la tab la , cos ta les de 50 Kg .
Compuesto % Al2O3 60 Mín SiO2 38 MáxCaO 4 Máx
Fe2O3 1 Máx MgO 0.3 MáxTiO2 2.1 Máx
Acero 1018 A IS I SAE 1018 en bar ra de ap rox imadamente 5 kg , con la compos ic ión s igu ien te :
Elemento % C 0.20
Mn 0.45

S 0.05 maxP 0.04 max
Meta l Sore l : ma te r ia l s im i la r a l a r rab io o h ie r ro de p r imera fus ión , con la s igu ien te compos ic ión qu ímica :
Elemento % C 3.94 Si 0.079Mn 0.028S 0.041P 0.03
Escor i f i can te : U t i l i zado como formador de escor ia , la compos ic ión qu ím ica se ind ica en la tab la .
Compuesto %
SiO2 72.7 – 76.7 Al2O3 14.6 – 18.6 KO2 5 – 6 CaO 1.3 – 3.3 FeO 0.9 – 1.9
Humedad 0.25
Gra f i to : g ra f i t o na tu ra l p roduc ido por Nac iona l de Graph i te L td . , con la s igu ien te compos ic ión qu ímica.
Elemento % C 98 mín S 0.05 máx N 0.03 máx
Cenizas 8.0 máx Materia volátil 1.7 máx
Re to rno de h ie r ro nodu la r : re torno de h ie r ro nodu la r de compos ic ión conoc ida ind icada en la tab la .
Elemento % C 3.6 -3.7 Si 2.5 – 2.6 Mn 0.3 máx Mg 0.04 máx
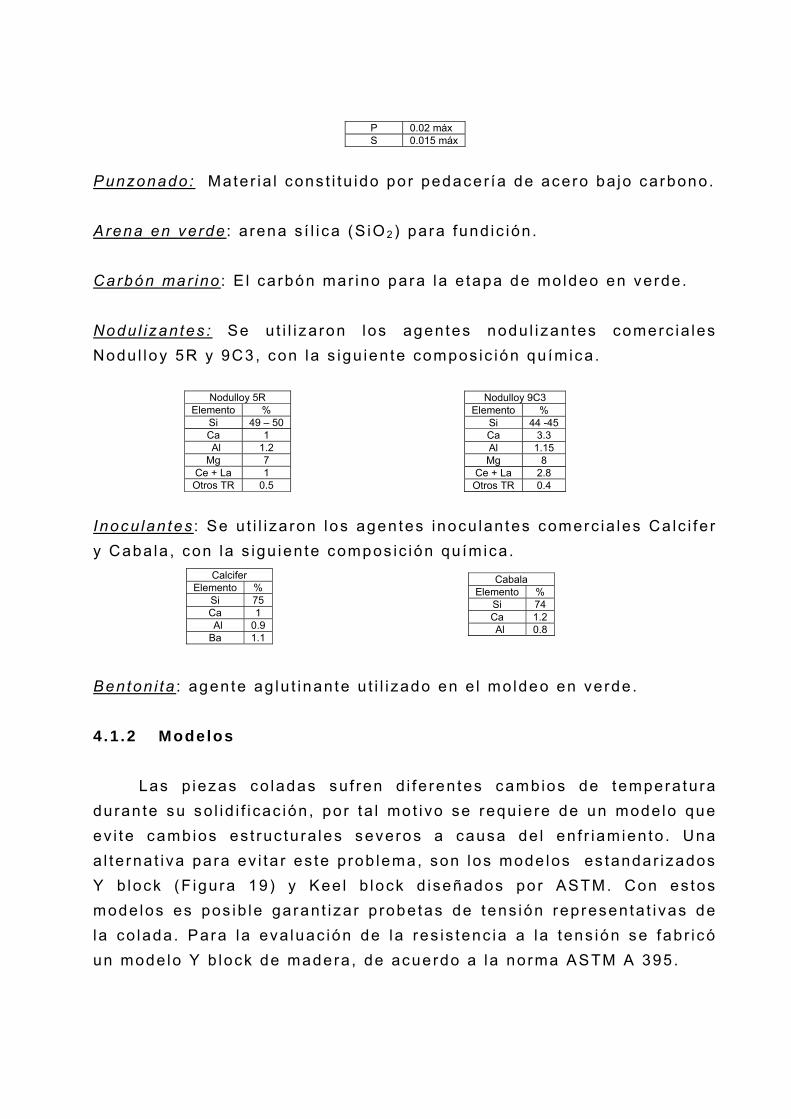
P 0.02 máx S 0.015 máx
Punzonado: Mater ia l cons t i tu ido po r pedacer ía de acero ba jo carbono. A rena en verde : a rena s í l i ca (S iO 2 ) para fund ic ión . Carbón mar ino : E l ca rbón mar ino para la e tapa de mo ldeo en verde . Nodu l i zan tes : Se u t i l i za ron los agentes nodu l i zan tes comerc ia les Nodu l loy 5R y 9C3, con la s igu ien te compos ic ión qu ímica.
I nocu lan tes : Se u t i l i za ron los agen tes inocu lan tes comerc ia les Ca lc i fe r y Caba la , con la s igu ien te compos ic ión qu ím ica .
Ben ton i ta : agen te ag lu t inan te u t i l i zado en e l mo ldeo en verde . 4.1 .2 Modelos
Las p iezas co ladas su f ren d i fe ren tes cambios de tempera tu ra du ran te su so l id i f i cac ión , por ta l mo t ivo se requ ie re de un mode lo que ev i te camb ios es t ruc tu ra les severos a causa de l en f r iam ien to . Una a l te rna t i va para ev i ta r es te p rob lema, son los mode los es tandar izados Y b lock (F igura 19 ) y Kee l b lock d iseñados po r ASTM. Con es tos mode los es pos ib le garan t i za r p robe tas de tens ión representa t i vas de la co lada . Para la eva luac ión de la res is tenc ia a la tens ión se fab r icó un mode lo Y b lock de madera , de acuerdo a la norma ASTM A 395 .
Nodulloy 5R Elemento %
Si 49 – 50 Ca 1 Al 1.2 Mg 7
Ce + La 1 Otros TR 0.5
Nodulloy 9C3 Elemento %
Si 44 -45 Ca 3.3 Al 1.15 Mg 8
Ce + La 2.8 Otros TR 0.4
Cabala Elemento %
Si 74 Ca 1.2 Al 0.8
Calcifer Elemento %
Si 75 Ca 1 Al 0.9 Ba 1.1

Figura 19. Esquema del modelo Y block para la obtención de probetas de tensión
Norma ASTM A395
Una vez ob ten idas las p iezas fund idas , se ob tuv ie ron p robe tas pa ra e l ensayo de tens ión como se observa en la f igu ra 20 de acuerdo a ASTM A 395 . Las l í neas pun teadas ind ican las zonas en donde se deben rea l i za r co r tes y ob tener secc iones rec tangu la res que pos te r io rmen te se rán maqu inadas pa ra ob tener las p robe tas con la geomet r ía requer ida según la norma menc ionada .
Figura 20. Esquema de probeta de tensión estándar según ASTM A 395
Se d iseño una p laca mode lo in teg ra l con secc iones de espesores en e l in te rva lo de 1 a 1 /6 de pu lgada para la eva luac ión de l e fec to de l espesor sobre la dens idad de nódu los y sus p rop iedades mecán icas . E l esquema de l mode lo p ropues to se p resenta en la f igura 21 y en la f igu ra 22 se i l us t ran los de ta l les t ransversa les de las d i fe ren tes secc iones de l m ismo.
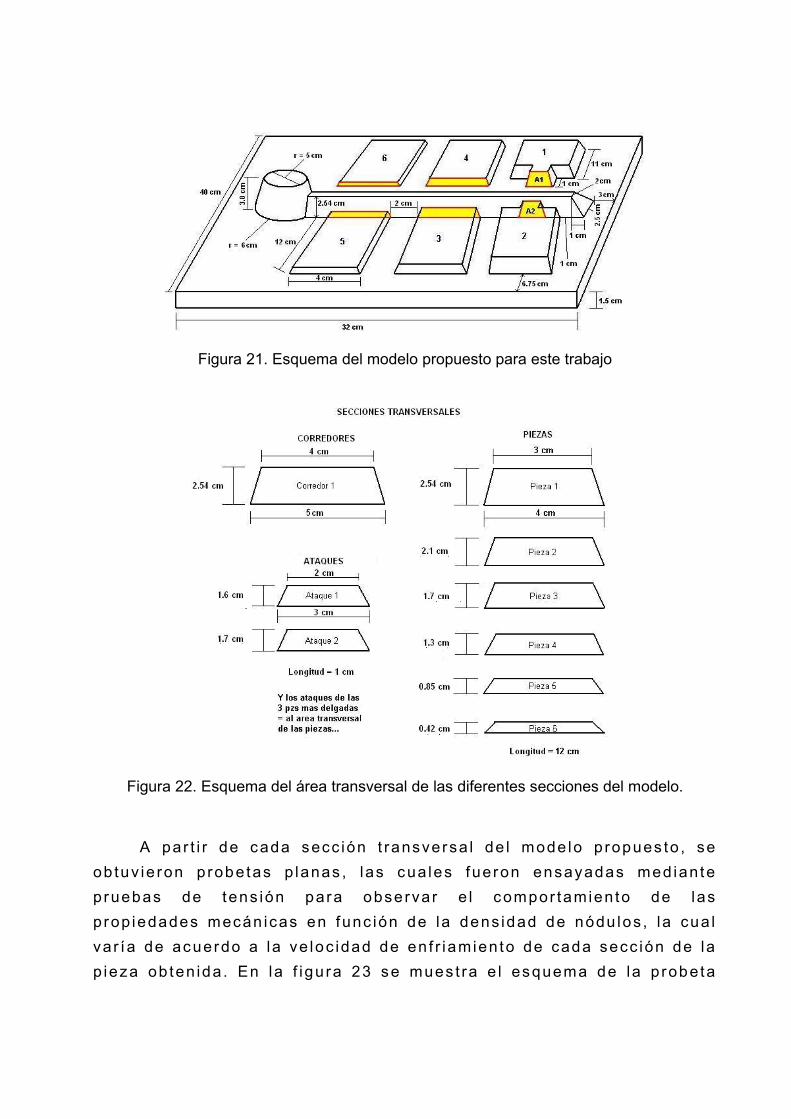
Figura 21. Esquema del modelo propuesto para este trabajo
Figura 22. Esquema del área transversal de las diferentes secciones del modelo.
A par t i r de cada secc ión t ransversa l de l mode lo p ropues to , se
ob tuv ie ron p robe tas p lanas , las cua les fueron ensayadas med ian te p ruebas de tens ión para observar e l compor tamien to de las p rop iedades mecán icas en func ión de la dens idad de nódu los , la cua l va r ía de acuerdo a la ve loc idad de en f r iamien to de cada secc ión de la p ieza ob ten ida . En la f igu ra 23 se mues t ra e l esquema de la p robe ta

p lana es tándar , se repor ta e l t amaño mín imo perm i t ido para ensayo de tens ión de acuerdo a la norma ASTM E8M.
Figura 23. Esquema de la probeta plana de tensión de acuerdo a la norma ASTM E8M
4.2 . Equipos Horno de inducc ión : Se u t i l i zo e l ho rno de inducc ión s in núc leo con marca B i r lec con capac idad máx ima de 12 Kg de meta l f und ido . En la f igura 24 se mues t ra e l ho rno de inducc ión empleado.
Figura 24. Horno de inducción del laboratorio del DIMM O l la de reacc ión : La o l la en la cua l se l l evó a cabo e l t ra tamien to de l meta l base , cons is te en una coraza de acero recub ie r ta de mater ia l re f rac ta r io . En la base se loca l i za la cav idad o buchaca en donde se co locó e l agen te nodu l i zan te . En la f igu ra 25 se observa la o l la de reacc ión u t i l i zada para l l evar a cabo e l p roceso de nodu l i zac ión .

Figura 25. Olla de reacción fabricada para el proceso experimental
Durómet ro : Durómet ro B r ine l l marca T in ius O lsen . Con ba l ín de acero cementado es tándar de 10 mm de d iámet ro como iden tador .
Cajas de mo ldeo : ca jas de mo ldeo macho y hembra de a lumin io . En la f igu ra 26 , se mues t ra un esquema de las ca jas de mo ldeo y una p laca mode lo para e l mo ldeo en ve rde .
Figura 26. Área total de la caja de moldeo, las guías se encuentran a los costados.
Maqu ina de tens ión : máqu ina un ive rsa l marca Ins t ron ( f igu ra 27a) , la cua l cuen ta con e l p rograma de cómputo Par tner (F igu ra 27b) pa ra la eva luac ión de resu l tados .

Figura 27. a) Máquina de tensión Instron[30] y b) Programa de cómputo Partner[31]
Ana l i zador de imágenes : Los p rogramas de cómputo u t i l i zados para e l aná l i s i s de las imágenes meta log rá f i cas son : Image Pro P lus [ 3 2 ] v6 .0 pa ra e l con teo nodu la r y Image J [ 3 3 ] v1 .40g para e l cá lcu lo de la nodu la r idad y e l po rcen ta je de fases . La razón por la cua l se emplearon dos t ipos de ana l i zadores de imagen rad ica en p ruebas rea l i zadas a imágenes de p rop iedades conoc idas (F iguras 8 y 9 ) con las cua les se va l idó e l so f tware .
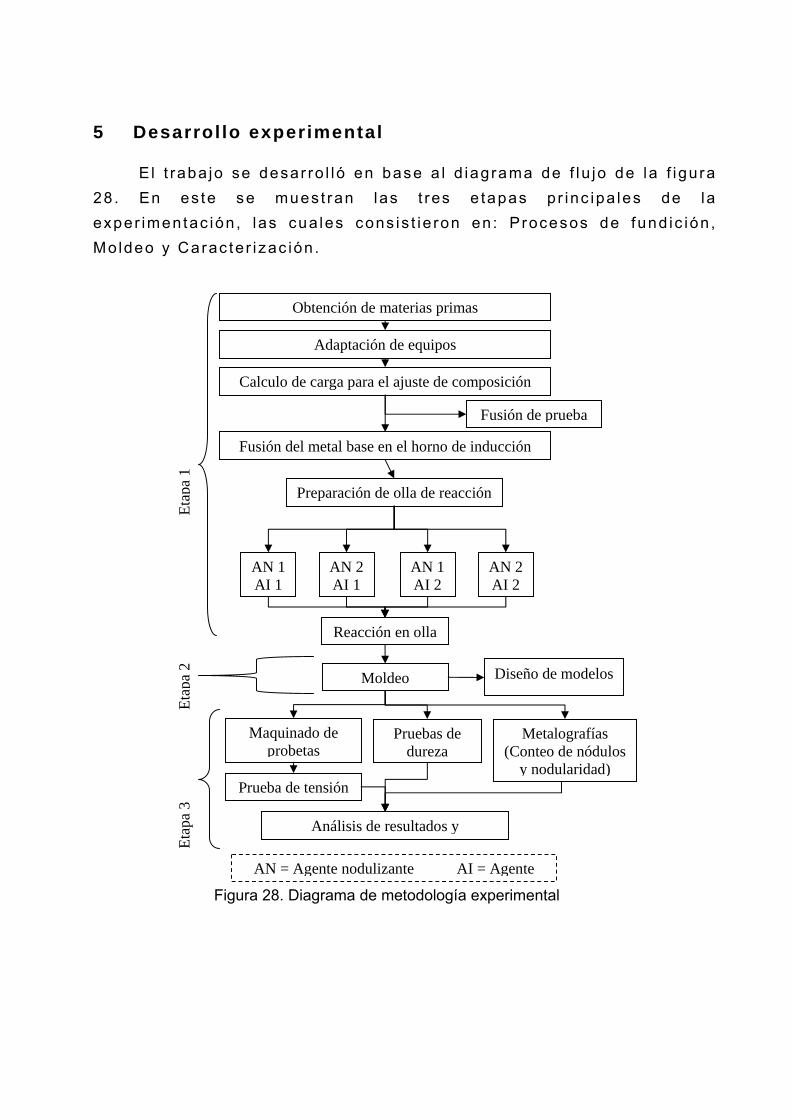
5 Desarrol lo experimental
E l t raba jo se desar ro l ló en base a l d iagrama de f l u jo de la f igu ra 28 . En es te se mues t ran las t res e tapas p r inc ipa les de la exper imentac ión , las cua les cons is t ie ron en : Procesos de fund ic ión , Mo ldeo y Carac ter i zac ión .
Figura 28. Diagrama de metodología experimental
Obtención de materias primas
Adaptación de equipos
Fusión del metal base en el horno de inducción
Reacción en olla
Moldeo
Maquinado de probetas
Metalografías (Conteo de nódulos
y nodularidad) Prueba de tensión
Preparación de olla de reacción
Calculo de carga para el ajuste de composición
AN 1 AI 1
AN 2 AI 1
AN 1 AI 2
AN 2 AI 2
AN = Agente nodulizante AI = Agente
Pruebas de dureza
Análisis de resultados y
Fusión de prueba
Diseño de modelos
Etap
a 1
Etap
a 2
Etap
a 3

5.1 . E tapa 1 Procesos de fundic ión An tes de rea l i za r cada p roceso de fund ic ión es necesar io
ver i f i ca r las cond ic iones de l horno de fus ión , de la o l la de reacc ión y p reparar l as mater ias p r imas . S i e l horno o la o l l a requ ie ren a lguna reparac ión e l mater ia l re f rac ta r io debe cubr i r per fec tamente las pa redes de te r io radas , con un espesor de pa red acep tab le (Aprox . 1 pu lgada) . S i es necesar io co locar re f rac ta r io nuevo o resanar las pa redes ex is ten tes , se requ ie re de un pe r iodo de curado , e l cua l puede va r ia r en t re uno a t res d ías . La p reparac ión de mater ias p r imas cons is te en adecuar y pesar los mater ia les para ad ic ionar los a l p roceso . La e tapa de adecuac ión cons is te en t r i t u ra r los mater ia les que tengan tamaño mayor a l requer ido o b ien quebrar t rozos que sean fác i les de man ipu la r y que puedan ser in t roduc idos en e l horno , de manera p rác t ica s in dañar e l re f rac tar io .
Se cons idera ron 12 kg de meta l como base de cá lcu lo para lo
cua l se u t i l i zó re to rno , acero y meta l so re l , en p roporc iones p rev iamente de te rm inadas med ian te un ba lance de carga y se u t i l i za ron fe r roa leac iones y g ra f i t o en p roporc iones menores para e l a jus te de la compos ic ión qu ím ica f ina l . Se l leva ron a cabo var ias p ruebas de fus ión p re l im inares , con e l ob je t i vo de es tab lecer los pa rámet ros más adecuados para e l p roceso , ta les como: a jus te de la compos ic ión qu ímica, tempera tu ras de fus ión y vac iado , t iempo promed io de l lenado de mo ldes , t iempo de desmoldeo , l l enado adecuado, e f i c ienc ia de fe r roa leac iones y a lgunos o t ros fac to res .
5.1 .1 . Preparac ión de o l la de reacc ión
La o l la de reacc ión se recubr ió con re f rac tar io y se l l evó a cabo
e l cu rado de la o l la para garan t i za r un reves t im ien to l i b re de humedad y poder en t ra r en con tac to con e l meta l f und ido . Es ta o l la debe ser p reca len tada an tes de rec ib i r e l me ta l base de l horno . La carga de agente nodu l i zan te p rev iamente ca lcu lada y pesada se co loca en la buchaca y se tapa con una capa de punzonado . La tapa de la o l la con
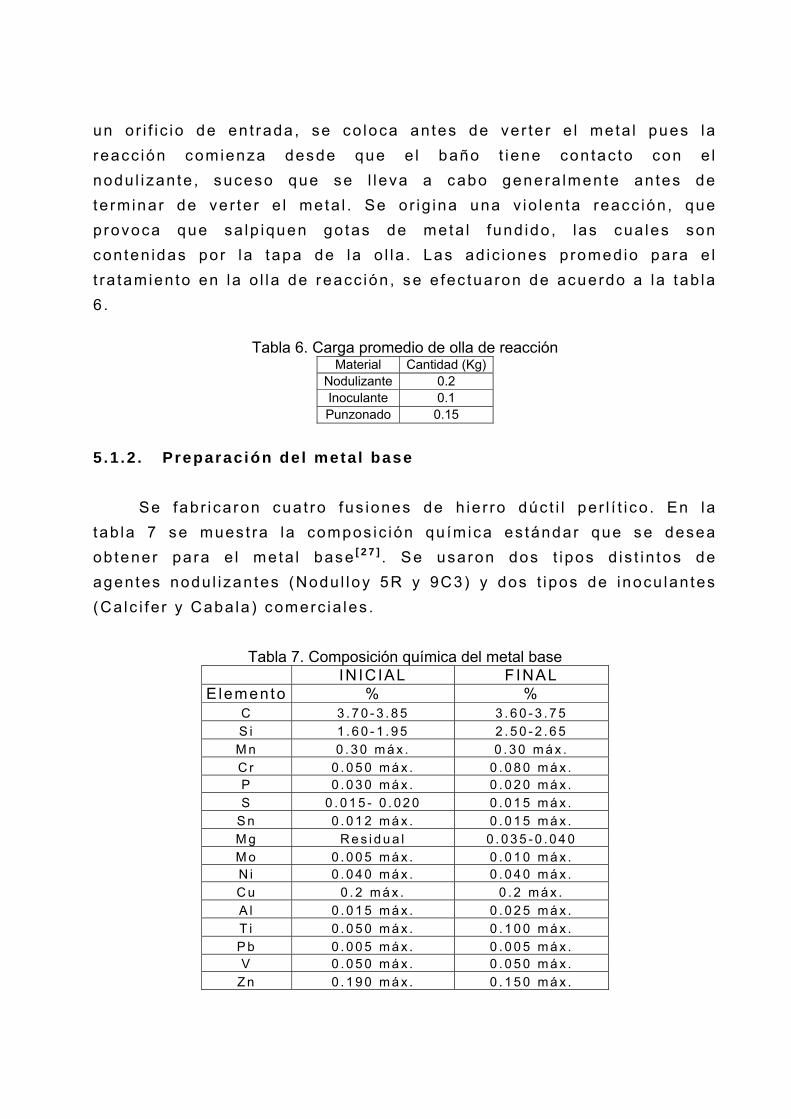
un o r i f i c io de en t rada , se co loca an tes de ver te r e l meta l pues la reacc ión comienza desde que e l baño t iene con tac to con e l nodu l i zan te , suceso que se l l eva a cabo genera lmente an tes de te rminar de ve r te r e l meta l . Se o r ig ina una v io len ta reacc ión , que p rovoca que sa lp iquen go tas de meta l fund ido , las cua les son con ten idas por la tapa de la o l la . Las ad ic iones p romed io para e l t ra tamien to en la o l la de reacc ión , se e fec tuaron de acuerdo a la tab la 6 .
Tabla 6. Carga promedio de olla de reacción
Material Cantidad (Kg)Nodulizante 0.2 Inoculante 0.1 Punzonado 0.15
5.1 .2 . Preparac ión de l meta l base
Se fabr i ca ron cua t ro fus iones de h ie r ro dúc t i l per l í t i co . En la
tab la 7 se mues t ra la compos ic ión qu ím ica es tándar que se desea ob tener para e l meta l base [ 2 7 ] . Se usaron dos t ipos d is t in tos de agentes nodu l i zan tes (Nodu l loy 5R y 9C3) y dos t ipos de inocu lan tes (Ca lc i fe r y Caba la ) comerc ia les .
Tabla 7. Composición química del metal base IN ICIAL F INAL
E lemento % % C 3 . 7 0 - 3 . 8 5 3 . 6 0 - 3 . 7 5 S i 1 . 6 0 - 1 . 9 5 2 . 5 0 - 2 . 6 5 M n 0 . 3 0 m á x . 0 . 3 0 m á x . C r 0 . 0 5 0 m á x . 0 . 0 8 0 m á x . P 0 . 0 3 0 m á x . 0 . 0 2 0 m á x . S 0 . 0 1 5 - 0 . 0 2 0 0 . 0 1 5 m á x .
S n 0 . 0 1 2 m á x . 0 . 0 1 5 m á x . M g R e s i d u a l 0 . 0 3 5 - 0 . 0 4 0 M o 0 . 0 0 5 m á x . 0 . 0 1 0 m á x . N i 0 . 0 4 0 m á x . 0 . 0 4 0 m á x . C u 0 . 2 m á x . 0 . 2 m á x . A l 0 . 0 1 5 m á x . 0 . 0 2 5 m á x . T i 0 . 0 5 0 m á x . 0 . 1 0 0 m á x . P b 0 . 0 0 5 m á x . 0 . 0 0 5 m á x . V 0 . 0 5 0 m á x . 0 . 0 5 0 m á x .
Z n 0 . 1 9 0 m á x . 0 . 1 5 0 m á x .

De acuerdo a los cá lcu los rea l i zados la carga p romed io se compone de las mater ias p r imas que se repor tan en la tab la 8 .
Tabla 8. Carga promedio de las etapas de fusión experimental
Material Cantidad (Kg)Retorno de hierro dúctil 2.2
Acero 1020 5 Metal Sorel 4
Grafito 0.25 FeSi 0.1
5.1 .3 . Tra tamiento de l meta l (Nodul izac ión e Inoculac ión)
Pa ra de f in i r l a can t idad de agen tes nodu l i zan te e inocu lan te , se debe cons ide rar la e f i c ienc ia de la reacc ión con e l meta l base , los n ive les de azu f re de l baño y los con ten idos res idua les de magnes io que se desean en e l me ta l a l f i na l de l t ra tamien to de nodu l i zac ión . En es te t raba jo se u t i l i za ron las can t idades p roporc iona les a las
u t i l i zadas indus t r ia lmente , es to es : 1 .5% ± 0 .3% de agente nodu l i zan te
y 1% ± 0 .3% de inocu lan te pa ra la carga to ta l . Es impor tan te cons iderar e l e fec to que t iene la ad ic ión de es tos agentes sobre la compos ic ión qu ím ica f ina l , p r inc ipa lmente los con ten idos de s i l i c io .
Duran te la reacc ión en la o l la , es impor tan te ev i ta r exponer e l baño metá l i co a la a tmós fe ra por t iempos p ro longados an tes de vac ia r , ya que los con ten idos de magnes io d isminuyen por evaporac ión de es te e lemento . Por ta l mo t ivo , se debe con t ro la r e l t i empo de reacc ión y vac ia r lo más ráp ido pos ib le e l meta l a los mo ldes , después de que la reacc ión ha s ido comple tada . D icho t iempo se f i j ó en 30 segundos , pa ra todas las fus iones .
La ún ica var iab le en e l p roceso , cons is t ió en la ad ic ión de d i fe ren tes agentes de t ra tamien to en o l la de reacc ión ( Inocu lan tes y nodu l i zan tes ) de d i fe ren te compos ic ión para conocer su e fec to sobre las ca rac ter í s t i cas m ic roes t ruc tu ra les y p rop iedades mecán icas .

5.2 . E tapa 2 Moldeo
Una vez que e l meta l base ha s ido inocu lado y nodu l i zado en la o l la de reacc ión , se p rocede a l vac iado en mo ldes de a rena . Para e l lo , se deben p reparar p rev iamente l os mo ldes con una mezc la de a rena s í l i ca , ben ton i ta , ca rbón mar ino y una can t idad de agua necesar ia pa ra ob tener mo ldes res is ten tes que d is ipen e l ca lo r homogéneamente y pemi tan la sa l ida de a i re y vapor de agua a t ravés de los espac ios en t re g ranos . Las p roporc iones u t i l i zadas de a rena y ad i t i vos se mues t ran en la tab la 9 , las cua les se acond ic ionaron en un mo l ino mezc lador de a renas .
Tabla 9. Proporción de la mezcla de moldeo[7] 5.3 . E tapa 3 Caracter izac ión
Los l i ngo tes ó fo rmas Y b lock ob ten idos se cor ta ron y maqu ina ron como se ind ica en e l esquema de la f igura 19 . Las p robe tas fueron maqu inadas con una cuerda de aprox imadamente 10 h i los por cada ¾ de pu lgada , pa ra hacer pos ib le su ensamble en los sopor tes su je tadores de la máqu ina de tens ión , ya que no se con tó con mordazas . Las cond ic iones de los ensayos se con t ro la ron au tomát icamente por e l p rograma Par tne r , de acuerdo a los pa rámet ros es tab lec idos por e l usuar io . La ve loc idad es tándar de p rueba fue de 0 .2 pu lgadas por m inu to . Los resu l tados ob ten idos fueron pun tos de med ic ión de los sensores de pos ic ión (d is tanc ia en t re dos pun tos ) y ca rga (Kg f ) . A pa r t i r de los resu l tados se de te rm inaron de manera ingen ie r i l , l os va lo res de res is tenc ia a la tens ión , modu lo de e las t i c idad , es fuerzo de cedenc ia , porcen ta je de e longac ión y la cu rva es fue rzo defo rmac ión ingen ie r i l de cada p robe ta según la no rma ASTM E8. Se ob tuv ie ron dos ensayos por cada fus ión , de los cua les se se lecc ionó la curva represen ta t iva de cada lo te . E l
Material Total % Arena sílica 72 – 80 Bentonita 12 – 14
Carbón marino 6 – 8 Agua 2 – 6

ensayo de dureza se l l evó a cabo en un du rómet ro Br ine l l en e l cua l se ap l i có una carga de 3000 lb f , duran te 30 segundos según la norma ASTM E 10 . 5.3 .1 . Anál is is de imágenes sof tware y parámetros
La p reparac ión meta log rá f i ca de las d i fe rentes secc iones de cada
una de las co ladas , se l l evó a cabo de acuerdo a la metodo log ía convenc iona l cu idando que la p reparac ión no a l te ra ra las carac ter ís t icas de los nódu los de g ra f i t o .
E l p rog rama de cómputo Image Pro P lus cuenta con la he r ramien ta de aná l i s i s de esca la de g r i ses de 8 , 16 y 32 b i t de p ro fund idad de pun to f l o tan te , lo cua l s ign i f i ca que es capaz de carac ter i za r po r tona l idad a p íxe les con can t idad de in fo rmac ión var iab le e imágenes con d i fe ren te reso luc ión . Es te p rog rama t iene una her ramien ta de con teo manua l o au tomát ico de pa r t í cu las , m id iendo de ta l les geomét r i cos como á rea , pe r ímet ro , d iámet ro redondez y re lac ión de aspec to de par t í cu las . Los resu l tados pueden ser representados por h is togramas, g rá f i cos , resu l tados es tad ís t i cos y l i s tados de da tos , como se observa en la f igu ra 29 .
Figura 29. Entorno del programa de cómputo Image Pro Plus v 6.0

Con ayuda de l p rograma Image Pro P lus v6 .0 se de te rm inó la d is t r ibuc ión de tamaños de nódu los , e l con teo nodu la r y e l t amaño p romed io . E l p rograma toma en cuen ta e l método Je f f r ies y o t ros pa rámet ros espec ia lmente se lecc ionados para la med ic ión de de ta l les es t ruc tu ra les de l h ie r ro dúc t i l , ta les como d isc r im inar par t í cu las con tamaños cercanos a l de inc lus iones no metá l i cas . De acuerdo a la no rma ASTM E45 cor respond ien te a los métodos es tandar izados para de te rm inar e l t i po y con ten ido de inc lus iones en las a leac iones fe r rosas , e l t i po de inc lus ión que ser ía comparab le a un nódu lo po r su fo rma es fé r i ca son los óx idos g lobu la res . D ichas inc lus iones t ienen un
tamaño promed io en t re 8 a 13 μm, por lo que e l aná l i s i s de imágenes se rea l i zó desprec iando las par t í cu las con tamaño den t ro de es te in te rva lo . S in embargo , en los h is togramas repor tados en los resu l tados , se inc luyen todos los tamaños p resentes . En la med ic ión de nodu la r idad y porcen ta je de fases , e l p rograma ImageJ v1 .40g mos t ró mayor exac t i tud en base a va lo res rea les de las imágenes de re fe renc ia . La F igura 30 mues t ra un e jemplo de l aná l i s i s de p roporc ión de fases ob ten ido por es te p rograma de cómputo .
Figura 30. Entorno del programa de cómputo ImageJ v 1.40g
ImageJ v1 .40g es un p rog rama gra tu i to que pe rm i te es tab lecer la se lecc ión de par t í cu las de acuerdo a su fac to r de redondez o c i rcu la r idad (Ecuac ión 5 ) , además de que cuenta con una her ramien ta de se lecc ión manua l de con t ras tes para se lecc ionar fases con

d i fe ren te tona l idad , como se observa en la f igura 31 en donde se ap rec ia la más mín ima va r iac ión de tona l idad de esca la de g r i ses , pa ra cons iderar la ex is tenc ia de las fases pe r l í t a , fe r r i ta y g ra f i to .
Figura 31. Histograma de contraste de escala de grises
6. Resultados y discusión 6 .1 . Fabr icac ión de modelos Se fabr icó en madera e l mode lo Y b lock descr i to en la norma ASTM A395, pa ra la ob tenc ión de p robe tas para e l ensayo de tens ión . Es te mode lo se puede observar en la f igura 32 ; m ien t ras que una de las p iezas ob ten ida en las pruebas de fus ión se i lus t ra en la f igu ra 33 .
Figura 32. Modelo Y block fabricado bajo norma ASTM A395
Figura 33. Probetas de tensión cortadas y maquinadas a partir de un lingote fabricado.

El mode lo p ropues to para la eva luac ión m ic roes t ruc tu ra l y de p rop iedades mecán icas de acuerdo a la d isminuc ión de l espesor de las p iezas , se fabr i co sobre una p laca de madera con las d imens iones de l d iseño esquemat izado en las f igu ras 21 y 22 en e l cap í tu lo de desar ro l lo exper imenta l . E l mode lo f ís i co fabr i cado se mues t ra en la f igura 34 .
En la f igu ra 35 se observan las probe tas p lanas ob ten idas a pa r t i r de las secc iones de la p ieza fab r i cada para la p rueba t res . Los ensayos de tens ión de p robe tas p lanas se l l evaron a cabo para la p rueba t res , deb ido a que para es ta prueba se p reparo una mayor can t idad de meta l l í qu ido pa ra vac ia r dos mo ldes , e l mode lo p ropues to y e l de la fo rma Y b lock .
Figura 34. Placa modelo integral fabricada en madera, con diferentes espesores.
Figura 35. Probeta de tensión plana

6.2 . Resul tados de l aná l is is químico La tab la 10 mues t ra los resu l tados de l aná l i s i s qu ímico de las
fund ic iones de h ie r ro dúc t i l pe r l í t i co fabr i cadas . Se l levaron a cabo var ias pruebas pre l im inares para a jus ta r los pa rámet ros de l p roceso de las cua les se repor tan dos (Pruebas 1 y 2 en la tab la 10 ) ; s in embargo , la compos ic ión qu ím ica de d ichas p ruebas no se encuent ra den t ro de los l ím i tes de compos ic ión qu ím ica requer idos (Tab la 8 ) . Las p ruebas 3 a 6 p resentan la compos ic ión t íp ica de los h ie r ros dúc t i l es pe r l í t i cos con porcen ta jes de carbono en t re 3 .25 a 3 .41% y de s i l i c io de 2 .71 a 2 .93 , lo cua l perm i te ob tener un ca rbono equ iva len te óp t imo en t re 4 .13 a 4 . Se observa que e l con ten ido de magnes io res idua l es de 0 .03 en p romed io y e l con ten ido de fós foro y azu f re es tán den t ro de los l ím i tes es tab lec idos .
Tabla 10. Resultados de análisis químico Fusión Agente
inoculante Agente
nodulizante CE %C %Si %Mn %Mg %S %P
*1 Calcifer 9C3 3.52 2.72 2.40 0.15 0.07 0.009 0.016 *2 Calcifer 9C3 3.81 2.95 2.56 0.16 0.05 0.011 0.02 3 Calcifer 9C3 4.13 3.22 2.71 0.30 0.027 0.008 0.017 4 Cabala 9C3 4.23 3.32 2.71 0.28 0.041 0.007 0.021 5 Calcifer 5R 4.39 3.41 2.93 0.3 0.032 0.012 0.017 6 Cabala 5R 4.29 3.35 2.81 0.22 0.029 0.011 0.017
* F u n d i c i o n e s p r e l i m i n a r e s
Las p iezas co ladas que se ob tuv ie ron en e l desar ro l lo exper imenta l , no p resen ta ron n ingún t ipo de rechupe o de fec to , l o que ind ica que e l d iseño de los mode los fue e l adecuado . La f igura 36 mues t ra la p ieza que se ob t iene por co lada .
Figura 36. Fotografía de la pieza colada.

Las p iezas ob ten idas por es te mode lo fue ron examinadas de manera des t ruc t i va y se p resen tan los resu l tados de un aná l i s i s meta log rá f i co ob ten ido med ian te e l uso de ana l i zadores de imagen. Es tos es tud ios reve lan e l e fec to de l espesor de secc ión sobre la dens idad nodu la r en las cua t ro fund ic iones fab r icadas .
6.3 . Resul tados meta lográf icos
Se h izo un es tud io meta log rá f i co de va r ias zonas de cada una de
las secc iones p roduc idas en cada p rueba. Se mues t ran ún icamente dos de las imágenes meta lográ f i cas ob ten idas pa ra cada espesor , en las cua les se puede aprec ia r la m ic roes t ruc tu ra en cond ic iones de pu l ido y la o t ra a tacada con n i ta l a l 2%. Además se p resenta e l h is tograma de d is t r ibuc ión de tamaño de nódu los y una tab la de carac ter ís t icas meta log rá f i cas , como con teo nodu la r , nodu la r idad , tamaño p romed io de nódu lo y p roporc ión de fases .
En todas las imágenes se observa la ev iden te p resenc ia de
nódu los de g ra f i t o en una mat r iz compues ta de fases per l i ta y fe r r i ta . La p rueba t res se fabr i có con inocu lan te ca lc i fe r y nodu l i zan te 9C3. Los resu l tados de l aná l i s i s se ind ican en las tab las de la par te in fe r io r de los h is tog ramas de d is t r ibuc ión de tamaños ob ten idos . En las f igu ras 37 a 42 se mues t ran los resu l tados meta lográ f i cos de la p rueba t res .
La p rueba t res , p resen tó una nodu la r idad p romed io de l 90%,
s i tuac ión que ind ica una buena p rác t i ca de nodu l i zac ión . En las secc iones fab r i cadas con es ta a leac ión la dens idad ó con teo nodu la r se inc rementó a med ida que e l espesor d ism inuye ; pa ra la secc ión de 1 pu lgada de espesor se t iene un p romed io de 298 nódu los por m i l íme t ro cuadrado . A l d isminu i r e l espesor de la p ieza , la dens idad nodu la r se inc rementó has ta ob tener un p romed io de 570 nod /mm 2 en la secc ión de 1 /6 de pu lgada. De manera p roporc iona l a l aumento de l número de nódu los po r un idad de á rea en los espesores de lgados , e l t amaño de nódu los p romed io d ism inuyó con la reducc ión de l espesor .

Estos p romed ios var ían en t re 873 μm 2 para e l espesor de una pu lgada,
has ta 346 μm 2 para la secc ión de 1 /6 ” . En cuanto la p roporc ión de fases ; la p rec ip i tac ión de g ra f i t o se
mantuvo en aprox imadamente 11 .5% en los d i f e ren tes tamaños de secc ión . Las fases fe r r i ta y per l i t a se mantuv ie ron en p romed io en 47 y 41 .5% respec t ivamente .
Figura 37. Sección de 1 pulgada de espesor (Fundición tres)

Figura 38. Sección de 5/6 pulgada de espesor (Fundición tres)
Figura 39. Sección de 2/3 pulgada de espesor (Fundición tres)

Figura 40. Sección de 1/2 pulgada de espesor (Fundición tres)
Figura 41. Sección de 1/3 pulgada de espesor (Fundición tres)

Figura 42. Sección de 1/6 pulgada de espesor (Fundición tres)
Los resu l tados de la p rueba cua t ro , en la cua l se u t i l i za ron e l
nodu l i zan te 9C3 y e l i nocu lan te Caba la se observan en las f iguras 43 a 48 .
Las imágenes meta lográ f i cas reve lan ca rac ter ís t i cas m ic roes t ruc tu ra les d i fe ren tes a las encon t radas en las meta log ra f ias de la p rueba t res , ya que las imágenes ind ican un camb io ap rox imadamente cons tan te en la d is t r ibuc ión de tamaños de nódu los y p roporc iones de fase en func ión a l espesor ensayado . En e l caso de la p rueba cua t ro , la tendenc ia a un aumento de la dens idad nodu la r no se p resenta de manera l i nea l como en la p rueba t res ; s in embargo , a pesar de es tos resu l tados , los tamaños promed io de nódu los ind ican una d isminuc ión de tamaño a med ida que e l espesor d isminuye .
La nodu la r idad p romed io encon t rada en las p iezas de la p rueba
cua t ro es de 88 .8%, más ba ja que en la p rueba t res . La dens idad de nódu los p romed io aumentó desde 250 nod /mm 2 para e l espesor de 1 pu lgada has ta 475 nod /mm 2 . Lo an te r io r representa una dens idad de nódu los un poco mayor que la encon t rada en las secc iones de la

f und ic ión t res . E l t amaño de nódu los no p resentó una d i fe renc ia no tab le en t re e l espesor de una pu lgada y un sex to de pu lgada , los
cua les fueron en p romed io de 827 has ta 668 μm 2 respec t i vamente . La d is t r ibuc ión de fases t iene un p romed io de 56 .66% de per l í t a ,
35 .83 de fe r r i t a y 7 .5 de gra f i t o pa ra los d i fe ren tes espesores .
Figura 43. Sección de 1 pulgada de espesor (Fundición cuatro)

Figura 44. Sección de 5/6 pulgada de espesor (Fundición cuatro)
Figura 45. Sección de 2/3 pulgada de espesor (Fundición cuatro)

Figura 46. Sección de 1/2 pulgada de espesor (Fundición cuatro)
Figura 47. Sección de 1/3 pulgada de espesor (Fundición cuatro)

Figura 48. Sección de 1/6 pulgada de espesor (Fundición cuatro)
La p rueba c inco fue fabr icada empleando nodu l i zan te 5R e
inocu lan te Ca lc i fe r , l os resu l tados meta log rá f i cos p resen tan tendenc ias con t ra r ias a las repor tadas en las dos p ruebas an te r io res , en es te caso la dens idad de nódu los d isminuye a med ida que e l espesor de secc ión d ism inuye . S in embargo , e l con teo nodu la r se mantuvo en un in te rva lo cor to en t re 325 nod /mm 2 para la secc ión de 1 /6 de pu lgada y 484 nod /mm 2 para e l espesor de 1 pu lgada. No se observa tendenc ia aparen te en e l t amaño p romed io de nódu los . La fase per l i ta aumenta con la d ism inuc ión de l espesor resu l tando en una p roporc ión p romed io de 43 .5% en t re las d i fe ren tes secc iones , la fase fe r r i t a se p resenta en un 48 .6% y los p rec ip i tados de g ra f i t o en 7 .8%. E l aná l i s is meta lográ f i co de las secc iones de la p rueba c inco se mues t ran en las f iguras 49 a la 54 .

Figura 49. Sección de 1 pulgada de espesor (Fundición cinco)
Figura 50. Sección de 5/6 pulgada de espesor (Fundición cinco)

Figura 51. Sección de 2/3 pulgada de espesor (Fundición cinco)
Figura 52. Sección de 1/2 pulgada de espesor (Fundición cinco)
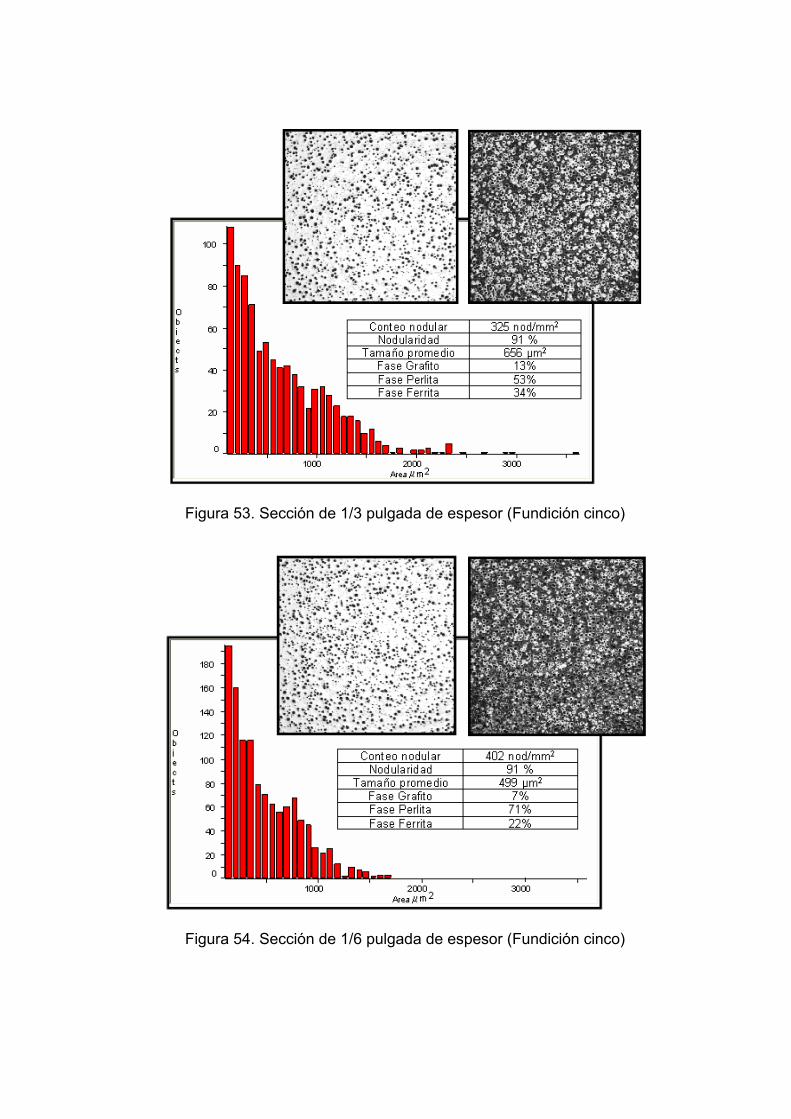
Figura 53. Sección de 1/3 pulgada de espesor (Fundición cinco)
Figura 54. Sección de 1/6 pulgada de espesor (Fundición cinco)

El aumento de la dens idad de nódu los en func ión a la d ism inuc ión de l espesor de secc ión vue lve a p resen ta rse en la p rueba se is , a l i gua l que en la p rueba t res y cua t ro . A pesar de e l lo , e l t amaño promed io de los nódu los no p resen ta g ran var iac ión ya que
t iene un p romed io de 645 μm 2 en la secc ión de una pu lgada y 502 μm 2 en 1 /6 de pu lgada.
Los resu l tados meta lográ f i cos de la fund ic ión se is se observan
en las f iguras 55 a 60 . En las imágenes cor respond ien tes a los espesores más g ruesos , se observa una d is t r ibuc ión de tamaños es t recha, en la que se t ienen nódu los de g ran tamaño rodeados por o t ros de tamaño f ino . D icha s i tuac ión de ja de ser tan no to r ia a med ida que e l espesor de la p ieza d i sm inuye (F iguras 58 , 59 y 60 ) . La p roporc ión de fases no mues t ra una tendenc ia de f in ida a l p resen ta r e l mayor con ten ido de per l i t a en las secc iones med ias . Se ob tuv ie ron p roporc iones p romed io de pe r l i t a , f e r r i t a y g ra f i t o de 44 .8%, 46 .8% y 10% respec t i vamente .
Figura 55. Sección de 1 pulgada de espesor (Fundición seis)

Figura 56. Sección de 5/6 pulgada de espesor (Fundición seis)
Figura 57. Sección de 2/3 pulgada de espesor (Fundición seis)

Figura 58. Sección de 1/2 pulgada de espesor (Fundición seis)
Figura 59. Sección de 1/3 pulgada de espesor (Fundición seis)

Figura 60. Sección de 1/6 pulgada de espesor (Fundición seis)
Con e l ob je to de re lac ionar d i rec tamente las ca rac ter ís t i cas
m ic roes t ruc tu ra les (nodu la r idad) con las p rop iedades mecán icas ( res is tenc ia a la tens ión) , se ana l i za ron meta lográ f i camente las p robe tas somet idas a las p ruebas de tens ión . Los resu l tados se observan en las f igu ras 61 a 64 .

Figura 61. Análisis metalográfico de una probeta de tensión de la prueba tres.
Figura 62. Análisis metalográfico de una probeta de tensión de la prueba cuatro.

Figura 63. Análisis metalográfico de una probeta de tensión de la prueba cinco.
Figura 64. Análisis metalográfico de una probeta de tensión de la prueba seis.
6 .4 . Resul tados de pruebas mecánicas De los ensayos de tens ión se cons t ruyeron curvas es fue rzo
de fo rmac ión ingen ie r i l p romed io de cada lo te de p robe tas ensayadas

por cada una de las cua t ro fus iones p roduc idas . D ichos ensayos se l levaron a cabo según e l p roced imien to es tándar ASTM E8M. En las f iguras 65 a 68 se observa e l compor tamien to que p resentó cada una de las fund ic iones fab r i cadas .
Los resu l tados ob ten idos p resentan una buena s im i l i t ud con las
carac ter ís t icas mecán icas t íp icas de las fund ic iones de h ie r ro dúc t i l pe r l í t i co . Por e jemp lo ; los h ie r ros dúc t i les p resen tan p rop iedades d is t in tas según las fases que confo rman a la mat r iz , en la tab la 3 se observan a lgunos de los g rados de h ie r ro dúc t i l ex is ten tes , por las carac ter ís t icas y p rop iedades de los h ie r ros p roduc idos en es te t raba jo hay una equ iva lenc ia en t re los g rados 65-45-12 y 80 -55-06 por sus con ten idos de per l i t a y fe r r i t a , as í como su compos ic ión qu ím ica .
Po r lo tan to , las p rop iedades mecán icas ob ten idas en las
p robe tas fabr i cadas son s im i la res a las a leac iones repor tadas en la tab la 3 .
Figura 65. Curva σ vs ε promedio de las probetas de la prueba tres

Figura 66. Curva σ vs ε promedio de las probetas de la prueba cuatro
Figura 67. Curva σ vs ε promedio de las probetas de la prueba cinco
Figura 68. Curva σ vs ε promedio de las probetas de la prueba seis

ensay
Prueba
3 4 5 6
modeprobemenodurande tehas ta
Figura a) 1 pu
En la tayos de te
Esfuerzo(4
44
Las secclo p ropu
etas de tr espes
n te e l mans ión de ½ pu lga
69. Curvaulgada; b) 5
ab la 11 ens ión d
Tabla de cedencia(Ksi) 47.71
47 44.38 43.77
c iones dues to detens ión psor de l aqu inadoe las p roada .
(a)
(c) as esfuerzo5/6 pulgad
se ind ice cada f
11. Resula Módul
de la p iee la p rup lanas . mode lo
o . La f iguobetas c
o deformaca; c) 2/3 p
can las fund ic ión
tados de lolo de elastici
(Ksi)
28655
eza de dueba t reAd ic ionfabr i ca
ura 69 mcor respo
ción ingenulgada y d
carac te rn p roduc
os ensayodad Res
i fe ren te es , se a lmen te
ado con muest ran
nd ien tes
ieril de las d) 1/2 pulga
r ís t i cas ida .
s de tensiósistencia a la
(Ksi) 81.9985.61
77 75.56
espesormaqu ina, dos de
la p ru los resu
s a las s
(b)
(d)probetas
ada.
p r inc ipa
ón a tensión
r ob ten idaron pare las seceba t re
u l tados dsecc ione
planas (Fu
les de l
Ductilida% de elonga
11.2910.9813.721.89
das con ra ob tencc iones s fa l la r
de l ensaes desde
undición tre
os
ad ación
e l ner de on yo
e 1
es)

En la tab la 12 se observan los resu l tados de es tas p ruebas de tens ión . Se observa de manera genera l que las p rop iedades de res is tenc ia a la tens ión , es fuerzo de cedenc ia y la duc t i l i dad d ism inuyen a med ida que e l espesor de la secc ión ensayada es menor .
Tabla 12. Resultados del ensayo de tensión de probetas planas de la prueba tres.
Espesor (Pulgadas) Resistencia a la tensión (Psi) Esfuerzo de cedencia (Psi) %Elongación
1 112170 9891 15.16 5/6 96861 8630 13.11 2/3 84800 7654 8.84 ½ 81657 6113 6.15
Los resu l tados de las p ruebas de du reza Br ine l l p romed io
rea l i zadas en las d i fe ren tes secc iones de la p ieza fabr i cada para las cua t ro p ruebas se observan en las f igu ras 70 a 73 .
Figura 70. Perfil de dureza de los 6 espesores de la fundición tres

Figura 71. Perfil de dureza de los 6 espesores de la fundición cuatro
Figura 72. Perfil de dureza de los 6 espesores de la prueba cinco

Figura 73. Perfil de dureza de los 6 espesores de la prueba seis
7 Anál isis de resultados 7 .1 . Estudio meta lográf ico
La dens idad de nódu los p romed io y la d i s t r ibuc ión de tamaños
p romed io de cada una de las secc iones ana l i zadas se observan en la f igura 74 y 75 , respec t i vamente .

Figura 74. Distribución de resultados del conteo nodular en las diferentes secciones de
cada fundición
En la f igu ra 74 , se observa que e l espesor de ½” demos t ró tener menor var iac ión en t re una fus ión y o t ra . M ien t ras que la mayor var iac ión en la dens idad de nódu los se p resen tó en las secc iones de 5 /6 ” . En la f igu ra 75 se observa e l t amaño de nódu lo p romed io en func ión a l espesor de la p ieza ana l i zado (Desde 1 a 1 /6 ” ) . De manera genera l , l a secc ión de 2 /3 ” es la que p resen ta la menor var iac ión de tamaño de nódu lo p romed io , m ien t ras que las secc iones de 5 /6 ” p resen tan una d i s t r ibuc ión de tamaños ampl ia . Es te compor tamien to es ta d i rec tamente re lac ionado con la dens idad de nódu los ob ten ida . Por e jemp lo , para la secc ión de 5 /6 ” se t iene una ampl ia d is t r ibuc ión en e l con teo nodu la r lo que se re f le ja en la var iac ión de l t amaño de l nódu lo p roduc ido . De acuerdo a los resu l tados ob ten idos , se observa que e l inc remento de la dens idad de nódu los con l leva una d ism inuc ión en e l t amaño de nódu lo p romed io .

Figura 75. Distribución de tamaños promedio de cada sección de las piezas obtenidas.
Los resu l tados ind ican que no es necesar io tener un g ran
espesor para ob tener una g ran va r iac ión en la dens idad nodu la r ó en e l t amaño de nódu lo p romed io , pa ra es te caso en pa r t i cu la r , un espesor de ½” puede b r i ndar la res is tenc ia mecán ica requer ida para una de te rm inada ap l i cac ión , p resen tando carac te r ís t icas m ic ro-es t ruc tu ra les lo su f i c ien temente un i fo rmes.
Se debe comentar que las p ruebas de fus ión rea l i zadas ,
cumpl ie ron con los requ is i tos de compos ic ión qu ím ica e in tegr idad de p iezas fabr icadas , no se p resen ta ron de fec tos de fund ic ión como por e jemp lo poros idades , rechupes o ma l l l enado . Por lo que , los resu l tados ob ten idos en las g ra f i cas de las f iguras 74 y 75 , cor responden exc lus ivamente a l e fec to de la ve loc idad de so l id i f i cac ión , la cua l es p roporc iona l a l espesor de cada secc ión .
La p roporc ión de fases ó mic ro -cons t i t uyen tes es un fac to r que a fec ta d i rec tamente las p rop iedades mecán icas de los h ie r ros , en las f igu ras 76 a 79 se observan g rá f i cas de la p roporc ión de g ra f i t o , f e r r i t a y pe r l i t a de cada p rueba. E l po rcen ta je de fase pe r l i t a se

i nc rementa con la d isminuc ión de l espesor para las cua t ro fus iones (a excepc ión de la p rueba se is , en la cua l , l a mayor can t idad de per l i t a se fo rmó en l a secc ión de med ia pu lgada) . Genera lmente , es te compor tamien to se debe a que las secc iones más de lgadas exper imentan un en f r iam ien to más ráp ido , s in tomar en cons iderac ión la compos ic ión qu ímica , de ta l fo rma que para en f r iam ien tos ráp idos , la can t idad de carbono p resen te en fo rma de p rec ip i tados (nódu los ) , se r ía menor , m ien t ras que la per l i t a demanda una mayor can t idad de carbono para su fo rmac ión . E l con ten ido de fe r r i ta d ism inuyó de manera genera l con la d isminuc ión de l espesor de secc ión , a d i fe renc ia de la p rueba se is en donde se inc rementó a par t i r de la secc ión de 1 /3 ” . Es to se p resentó p robab lemente deb ido a que los nódu los fo rmados en la fund ic ión se is consumieron g ran par te de l ca rbono que puede fo rmar per l i ta .
Figura 76. Proporción de fases de las secciones de la fundición tres.
Figura 77. Proporción de fases de las secciones de la fundición cuatro.

Figura 78. Proporción de fases de las secciones de la fundición cinco.
Figura 79. Proporción de fases de las secciones de la fundición seis.
7.2 . Caracter ís t icas mecánicas En la f igura 80 se p resen ta una g rá f i ca en donde se superponen
las cua t ro curvas es fue rzo de fo rmac ión ingen ie r i l p romed io de cada una de las cua t ro p ruebas ensayadas . Los resu l tados de los ensayos de tens ión reve lan que l as p robe tas de las fund ic iones t res y cua t ro p resen tan cas i la m isma duc t i l i dad (% E longac ión) , s in embargo la res is tenc ia a la tens ión de la fund ic ión t res es aprox imadamente 5% mayor que la de la fund ic ión cuat ro . Desprec iando var iac iones en los pa rámet ros de l p roceso de fabr i cac ión de ambas fund ic iones , lo cua l se con t ro ló en todo momento , la ún ica var ian te ser ía e l t i po de agen te nodu l i zan te empleado, para la fund ic ión t res se u t i l i zó e l 9C3; m ien t ras que la fund ic ión cua t ro u t i l i zo e l 5R. Las p robe tas de tens ión de las fund ic iones c inco y se is p resentan una tendenc ia s im i la r en t re s í , es dec i r , l a res is tenc ia a la tens ión es muy parec ida , s in embargo la duc t i l i dad de la fund ic ión se is es aprox imadamente un 37% mayor
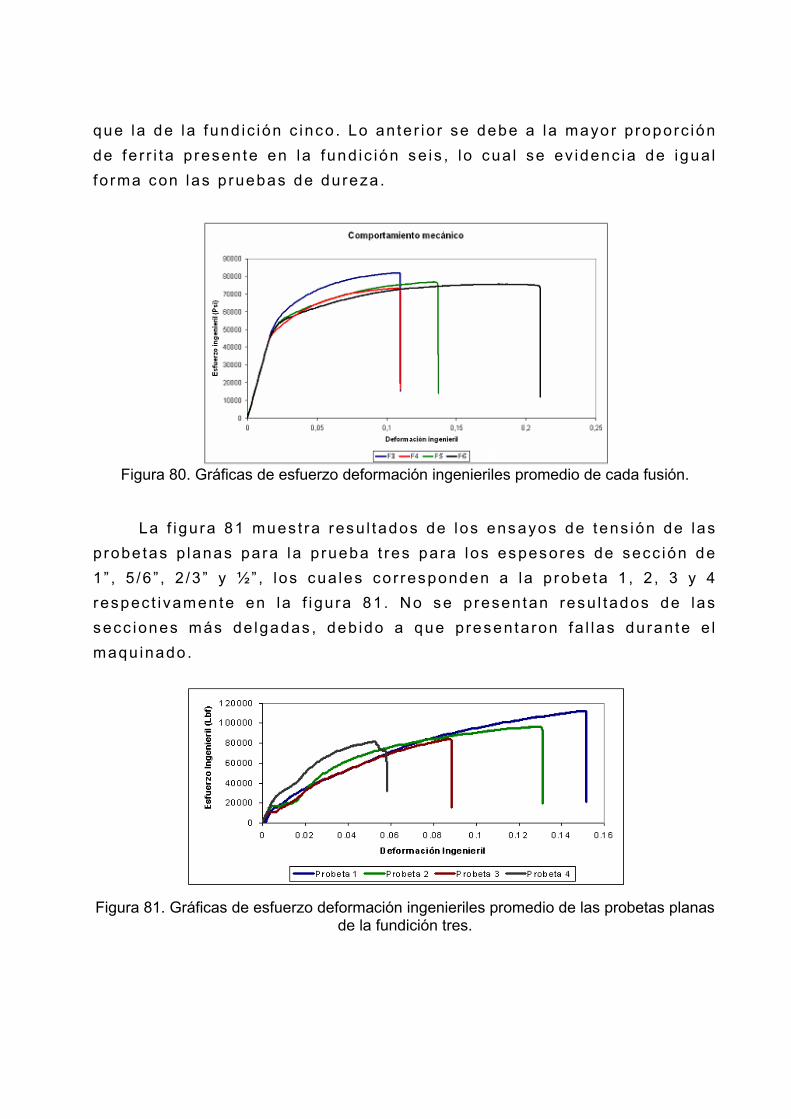
que la de la fund ic ión c inco . Lo an te r io r se debe a la mayo r p roporc ión de fe r r i t a p resen te en la fund ic ión se is , lo cua l se ev idenc ia de igua l fo rma con las p ruebas de dureza .
Figura 80. Gráficas de esfuerzo deformación ingenieriles promedio de cada fusión.
La f igu ra 81 mues t ra resu l tados de los ensayos de tens ión de las p robe tas p lanas para la p rueba t res para los espesores de secc ión de 1 ” , 5 /6 ” , 2 /3 ” y ½” , los cua les co r responden a la p robe ta 1 , 2 , 3 y 4 respec t ivamente en la f i gu ra 81 . No se p resentan resu l tados de las secc iones más de lgadas , deb ido a que p resenta ron fa l las duran te e l maqu inado .
Figura 81. Gráficas de esfuerzo deformación ingenieriles promedio de las probetas planas
de la fundición tres.
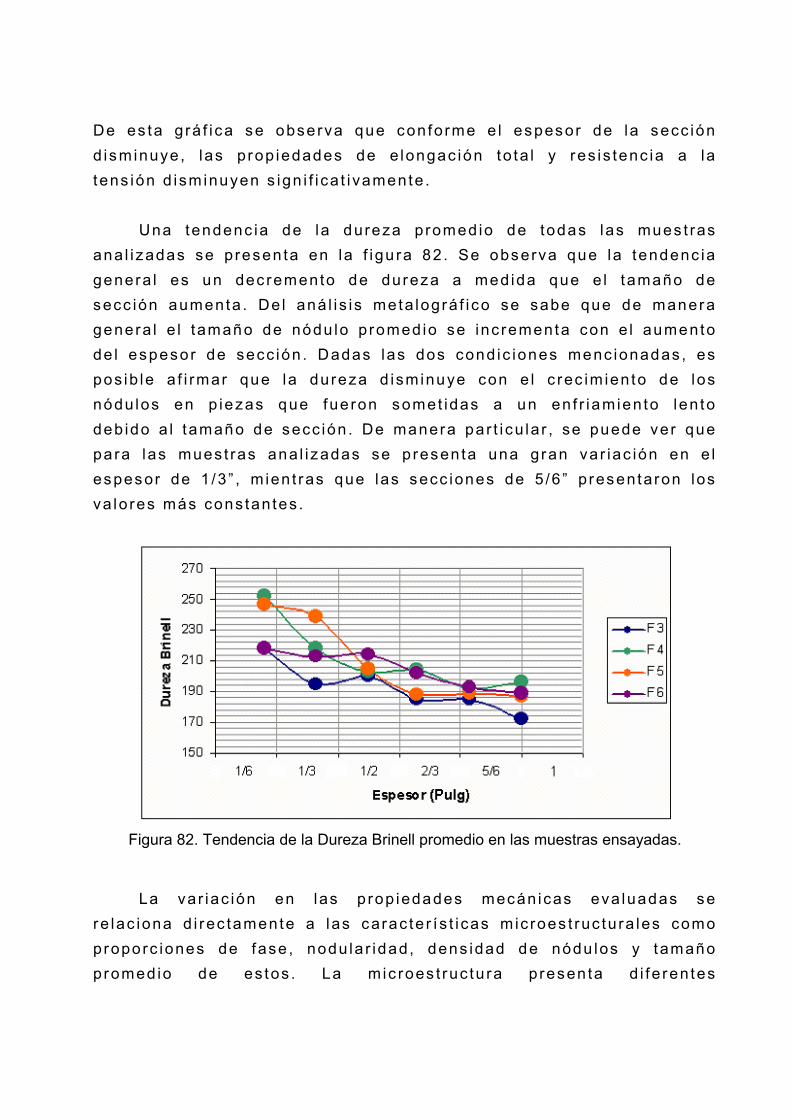
De es ta g rá f i ca se observa que con fo rme e l espesor de la secc ión d ism inuye , las prop iedades de e longac ión to ta l y res is tenc ia a la tens ión d ism inuyen s ign i f i ca t i vamente .
Una tendenc ia de la dureza p romed io de todas las mues t ras
ana l i zadas se p resen ta en la f igu ra 82 . Se observa que la tendenc ia genera l es un dec remento de dureza a med ida que e l t amaño de secc ión aumenta . De l aná l i s i s meta lográ f i co se sabe que de manera genera l e l t amaño de nódu lo p romed io se inc rementa con e l aumento de l espesor de secc ión . Dadas las dos cond ic iones menc ionadas , es pos ib le a f i rmar que la dureza d ism inuye con e l c rec im ien to de los nódu los en p iezas que fue ron somet idas a un en f r iamien to len to deb ido a l t amaño de secc ión . De manera pa r t i cu la r , se puede ver que pa ra las mues t ras ana l i zadas se p resen ta una g ran var iac ión en e l espesor de 1 /3 ” , m ien t ras que las secc iones de 5 /6 ” p resen ta ron los va lo res más cons tan tes .
Figura 82. Tendencia de la Dureza Brinell promedio en las muestras ensayadas.
La var iac ión en las p rop iedades mecán icas eva luadas se
re lac iona d i rec tamente a las carac te r ís t i cas m ic roes t ruc tu ra les como proporc iones de fase , nodu la r idad , dens idad de nódu los y tamaño p romed io de es tos . La mic roes t ruc tu ra p resen ta d i fe ren tes

carac te r ís t icas según e l agen te inocu lan te y nodu l i zan te u t i l i zados . E l compor tamien to mecán ico de las cua t ro fus iones fab r icadas se compara en la f igura 83 .
Figura 83. Resistencia mecánica promedio de las cuatro fusiones fabricadas
En la f igu ra 83 se observa que con fo rme la res is tenc ia a la tens ión se mantuvo en va lo res p romed io de 80 Ks i , m ien t ras que e l es fuerzo de cedenc ia se encuen t ra en va lo res p romed io de 46 Ks i , es tos son va lo res t íp i cos de fund ic iones de h ie r ro nodu la r comerc ia les , como se observa en la tab la 2 .
En la f igura 84 se observa la var iac ión de la e longac ión p romed io
pa ra las cua t ro p ruebas rea l i zadas . La duc t i l i dad p romed io p resentó una g ran var iac ión a d i fe renc ia de la res is tenc ia a la tens ión y e l l ím i te e lás t ico , pa r t i cu la rmen te pa ra la p rueba se is . E l aná l i s i s m ic ro-es t ruc tu ra l de la fund ic ión se is reve ló la p resenc ia de nódu los g randes rodeados de o t ros pequeños , con una d is t r ibuc ión de tamaños var iab les , lo que p rop ic io e l a l to porcen ta je de duc t i l i dad ob ten ido . Se puede comentar de manera genera l , que a l inc rementarse e l t amaño de los nódu los , se favorece e l aumento en duc t i l i dad de l h ie r ro dúc t i l .

Figura 84. Ductilidad promedio obtenida en las pruebas de tensión
Los resu l tados de las p rop iedades mecán icas de res is tenc ia a la tens ión y duc t i l i dad pa ra las p robe tas p lanas se mues t ran en las f igu ras 85 y 86 , respec t i vamente . A d i fe renc ia de las p robetas es tándar , las p robe tas p lanas p resen ta ron una marcada d ism inuc ión de la res is tenc ia a la tens ión y e l es fuerzo de cedenc ia , s iendo es te ú l t imo mucho menor que la res is tenc ia to ta l de l mater ia l en todas las p robe tas p lanas ensayadas . La duc t i l i dad de las p robe tas ob ten idas a pa r t i r de los espesores mayores , p resen ta ron g ran duc t i l i dad (De 15 a 10%) , s in embargo , d icha p rop iedad d ism inuyó d rás t icamente para las p robe tas de las secc iones de menor espesor .
Figura 85. Resistencia mecánica de las probetas planas fabricadas con la prueba tres
112.17
96.861
84.8 81.657
9.891 8.63 7.654 6.113
0
20
40
60
80
100
120
1 5/6 2/3 1/2
Espesor en pulgadas
Ksi
Resistencia a la tensión Esfuerzo de cedencia

Figura 86. Ductilidad de las probetas planas fabricadas con la prueba tres
7.3 . E fecto de agentes nodul izantes
E l emp leo de d i fe ren tes agentes nodu l i zan tes e inocu lan tes
demost ró tene r un e fec to d i rec to en las carac ter ís t i cas m ic roes t ruc tu ra les de las p iezas fabr i cadas . E l nodu l i zan te con mayor con ten ido de Mg y Ca en combinac ión con e l inocu lan te que con t iene Ba, demost ra ron ser e fec t i vos en la ob tenc ión de g ran dens idad de nódu los , la cua l aumenta con la reducc ión de l espesor de p ieza . Es ta combinac ión tamb ién resu l tó se r la que más favorec ió la p rec ip i tac ión de g ra f i t o . Las p robe tas de tens ión cor respond ien tes a es ta a leac ión (Fund ic ion 3 ) , tuv ie ron la res is tenc ia a la tens ión más a l ta de todas las p ruebas . Ad ic iona lmente , e l mayor tamaño de nódu lo p romed io se ob tuvo con es ta combinac ión . M ien t ras que la du reza se man tuvo en un in te rva lo moderado con respec to a las demás fund ic iones .
La fund ic ión cua t ro , fab r i cada con e l inocu lan te con Ba y e l nodu l i zan te con menor con ten ido de Ca y Mg, demost ró ser poco favorab le a la dens idad de nódu los de secc iones g ruesas (1 pu lgada) . Con es ta combinac ión se ob tuv ie ron las durezas más a l tas , pero consecuentemente , las p robe tas de tens ión most ra ron una ba ja res is tenc ia mecán ica y ba ja duc t i l i dad con respec to a las demás. Lo an te r io r puede a t r ibu i r se a que se t ienen g randes con ten idos de
15.16
13.11
8.84
6.15
0 2 4 6 8 10 12 14 16
1
5/6
2/3
1/2
Espe
sor e
n pu
lgad
% de Elongación

per l i t a en es ta comb inac ión y d icha fase aumenta su p roporc ión a med ida que e l t amaño de secc ión d ism inuye .
La dens idad de nódu los ob ten ida en la fund ic ión c inco , la cua l cor responde a l inocu lan te s in Ba y nodu l i zan te con mayor con ten ido de Ca y Mg, p resen ta una tendenc ia un i fo rme s in camb ios d rás t i cos en t re los d i fe ren tes espesores . E l aumento en la p roporc ión de per l i t a ocur re de manera cas i l i nea l de l espesor mayor has ta e l menor .
De manera genera l , l a fund ic ión se is , con e l nodu l i zan te de menor con ten ido de Ca y Mg y e l i nocu lna te s in Ba , o f rece g ran duc t i l i dad que se a t r ibuye a la g ran d ivers idad de tamaños y g ran dens idad de nódu los ob ten idos .
La adecuada se lecc ión de agen tes nodu l i zan tes e inocu lan tes
pe rm i te la ob tenc ión de a l tas dens idades de nódu los ; s in embargo, ba jo las cond ic iones exper imenta les de es te t raba jo se puede a f i rmar que no ex is te un e fec to no to r io en cuanto a l inc remento de las p rop iedades mecán icas .

8. Conclusiones
Del t raba jo rea l i zado se des tacan las s igu ien tes conc lus iones : 1 . E l aumento de la dens idad de nódu los no demos t ró favorecer la
res is tenc ia a la tens ión , n i l a dureza ; s in embargo , c la ramente se observa su e fec to sobre la duc t i l i dad . Por o t ro lado , e l t amaño promed io de nódu los , parecen aumentar la res is tenc ia a la tens ión y por lo tan to la dureza , sacr i f i cando duc t i l i dad , es to s in cons idera r camb ios en la p roporc ión de fase per l i ta .
2 . Los agentes inocu lan tes y nodu l i zan tes pueden mod i f i ca r en
c ie r ta magn i tud la p roporc ión de fases . Lo an te r io r con f i rma e l e fec to de la compos ic ión qu ímica. D icha p roporc ión es ev iden temente con t ro lado de manera d i rec ta po r la ve loc idad de en f r iamien to y e l espesor de la secc ión . E l aumento de per l i t a t i ende a favorecer la res is tenc ia a la tens ión y du reza , m ien t ras que la fe r r i t a y e l g ra f i t o favorecen la duc t i l i dad .
3 . E l método de ad i c ión de l agen te inocu lan te , as í como e l t amaño
de par t í cu la , pueden l legar a tener g ran e fec to sobre la dens idad y tamaño de nódu los . De es ta carac ter ís t i ca , s i se con t ro la e l t i empo de so l id i f i cac ión y en f r iam ien to , se pueden ob tener d is t r ibuc iones de nódu los un i fo rmes a pesar de l espesor .
4 . A l ta dens idad de nódu los puede ser ob ten ida con ba jos
con ten idos de e lementos g ra f i t i zan tes y la ad ic ión de inocu lan tes f inos pa ra p iezas de espesor en t re 1 /6 y 1 pu lgada .

9. Bibl iograf ía [ 1 ] N . Rebasa , R . Dommarco y J . S ikora “Wear res is tance o f h igh
nodu le coun t duc t i l e i ron” Wear 253 (2002) 855-861 [2 ] R . Dommarco , A . Jauregu iber ry y J . S iko ra “Ro l l i ng con tac t
fa t igue res is tance o f duc t i le i r on w i th d i f fe ren t nodu le counts and mat r i x m ic ros t ruc tu res Wear 261 (2006) 172-179
[3 ] ASM Meta ls Handbook , Vo l . 1 “Proper t ies and se lec t ion i rons
s tee ls and h igh per fo rmance a l loys ” . Secc ión (Pr inc ip les o f the meta l lu rgy o f cas t i ron) . 2004
[4 ] Dona ld R. Aske land and Pradeep P . Phu lé . C ienc ia e ingen ie r ía de
los mater ia les . Thomson , Méx ico 2004 . [ 5 ] Amer ican Foundrymen´s Soc ie ty . Duc t i le I ron Mo l ten Meta l
Process ing . 1984 [6 ] M en C . Dav id Cas t ro Sedano , Ing . Jorge Ramí rez Ceba l los .
Apuntes sobre fus ión de h ie r ro g r i s y a leac iones no fe r rosas . Méx ico D.F . 1999
[7 ] John R. Brown “Foseco fe r rous foundryman ’s handbook” Great Br i t a in , 2000. [ 8 ] ASM Meta ls Handbook , Vo l . 15 “Cas t ings” . Secc ión (Compac ted g raph i te i rons ) . 2004 [9 ] ASM Meta ls Handbook , Vo l . 9 “Meta l log raphy and m ic ros t ruc tu res” (Meta l log raphy and mic ros t ruc tures o f cas t i ron) 2004 [10 ] Norma ASTM “S tandard te rm ino logy re la t ing to i ron cas t ings” ASTM In terna t iona l 2003 [11 ] José Apra iz Bar re i ro . T ra tamien tos té rm icos de los aceros . L imusa , Madr id 1997. [ 12 ] Ganka Z la teva , Z la tanka Mar t inova [M ic roes t ruc ture o f meta ls and a l loys ] CRC Press . Boca Raton 2008
[13 ] ASM Meta ls Handbook Vo l . 8 “Mechan ica l t es t ing and eva lua t ion” 2004 [14 ] Gus ta f Ös tberg . Perspec t i ves on research on the fo rmat ion o f

nodu la r g raph i te in cas t i ron . Sweden 2005. In te rna t iona l p ress [ 15 ] Doru M, S te fanescu y D i l i p K . Bandyopadhyay “On the
so l id i f i ca t ion k ine t i cs o f sphero ida l g raph i t e cas t i ron ” A labama USA 1989. In te rna t iona l p ress
[16 ] G.L . R ivera , R .E . Boer i , J .A . S ikora “Research advances in duc t i l e i ron so l id i f i ca t ion” Mar de l P la ta , Argen t ina , 2003 . [ 17 ] D .K . Bandyopadhyay, D .M. S te fanescu , I . M inko f f y S .K . B iswa l
“S t ruc tu ra l t rans i t ion in d i rec t iona l l y so l id i f i ed sphero ida l g raph i te cas t i r on” A labama USA 1989. In t . p ress
[18 ] R .C. Dommarco , M.E. Sousa , J .A . S ikora “Abras ion res is tance o f h igh nodu le coun t duc t i le i r on w i th d i f f e ren t mat r i x m ic ros t ruc tures” Mar de l P la ta A rgen t ina 2004 . [ 19 ] R .C. Dommarco , A .J . Jauregu ibe r ry , J .A . S ikora “Ro l l i ng con tac t fa t igue res is tance o f duc t i le i r on w i th d i f f e ren t nodu le coun ts and mat r i x s t ruc tu res” Mar de l P la ta Argen t ina 2004. [ 20 ] Xu J incheng”Ecodes ign fo r wear res is tance duc t i l e cas t i r on w i th med ium manganese con ten t ” Lanzhou Ch ina 2002. [ 21 ] I s rae l Corona, José Lu ís Rodr íguez , J . Feder ico Chávez . Es tud io
de l e fec to de l mo l ibdeno en la nodu la r idad de h ie r ros dúc t i les en espesores norma les y de lgados . S impos io Nac iona l de S iderurg ia .
[ 22 ] N . Rebasa , R . Dommarco, J . S ikora “Wear res is tance o f h igh nodu le count duc t i l e i ron ” Mar de l P la ta Argent ina 2002. [ 23 ] K .M. Pedersen , J .H . Hat te l , N . T ied je “Numer ica l mode l l i ng o f t h in -wa l led hyper teu tec t i c duc t i l e cas t i ron par ts ” Denmark 2006 [24 ] D .E . K ippo la , G.M. Goodr ich , “Fac to rs a f fec t ing mechan ica l p roper t ies o f GGG 40 .3 Low tempera tu re impac t res is tance duc t i l e i ron ” AFS Transac t ions USA 2000 [25 ] I . Reposan, M. Ch isamera , R . Ke l ley , M. Bars tow, R .L . Naro , “Magnes ium-su l fu r re la t ionsh ip in duc t i le and compac ted g raph i te cas t i r on as in f luenced by la te su l fu r add i t ions” AFS Transac t ion 2003 [26 ] A . Scozza fava , L . Tomesan i , A . Zuche l l i “ Image ana lys is au tomat ion o f sphero ida l cas t i r on” Bo logna I ta l ia 2004
[ 27 ] DANA Autometa les Méx ico SA de CV Av. La p resa , T lanepant la Edo Mex. [ 28 ] Fomet “Proveedor de equ ipos y hornos de fund ic ión” www. fomet .com Mi lano , I t a l ia . [ 29 ] D isamat ic “P roveedor de equ ipos de fund ic ión y acabado super f ic ia l ” www.d isagroup .com In te rnac iona l . [ 30 ] Ins t ron “P roveedor de equ ipos para ensayos mecán icos” www. ins t ron .com In te rnac iona l [ 31 ] Par tner “Programa de cómputo c reado por Ins t ron para con t ro la r equ ipos de ensayos mecán icos” www. ins t ron .com In te rnac iona l [ 32 ] Image Pro P lus v . 6 .0 “P rograma de cómputo para aná l i s i s de imágenes meta lográ f i cas ” www.med iacy .com In ternac iona l [ 33 ] Image J 1 .40g “P rograma de cómputo para aná l i s i s de imágenes en p la ta fo rma Java” h t tp : / / r sbweb .n ih .gov / i j /