Bearing Protection Devices and Equipment Reliability: … Bloch article.pdf · Bearing Protection...
8
As Published in PUMPS & SYSTEMS- September, 2001 Bearing Protection Devices and Equipment Reliability: Part I – Constant-Level Lubricators By Heinz P. Bloch, P.E, Consulting Engineer,Process Machinery Consulting Pressure to improve: the risk of failure outweighs any disadvantages. To this day, important lubricant-appli- cation and bearing-protection issues are overlooked or misunderstood in the typical process-plant environment. Solid explana- tions are not widely disseminated and indus- try sacrifices potential equipment reliability For decades, constant-level lubricators have been the standard lubricant-supply system for huge numbers of bearing housings. They have been used on millions of centrifugal pumps, gear units, and electric motors with oil-lubricated bearings. However, certain types of constant-level lubricating devices require an understanding of how they function, and can be misapplied. When lubricators are misapplied, bearings could be deprived of lubrication and may fail. More recently developed rotating labyrinth seals (commonly called “bearing protectors” and “bearing isolators”) can now be found in many OEM and retrofit applications. They are an improvement over the old stationary labyrinth, but they come in different versions, and some may not perform as expected. There are pressure-relief poppet valves being marketed for the bearing housings of centrifugal pumps and other machin- ery. It can be shown that they are rarely, if ever, of any merit. Finally, a new generation of on-line moisture monitoring devices and desic- cant-containing absorber cans are now offered by competent manufacturers. They are intended for mounting at the top of the vapor space of pump bearing housings but are not always cost-justified. Part I of this article examines when and why some constant-level lubricators are often involved in equipment failures. Part II will cover: • Why some bearing-housing seals, or bearing protectors/isolators may not fulfill their intended function, • When bearing housing pressure-relief poppets serve no useful purpose, and • Where it makes economic sense to apply on-line moisture monitoring and/or moisture reduction devices. Understanding Different Constant- Level Lubricators As the name implies, constant-level lubricators are designed to supply lubri- cant, as needed, to maintain a constant level within the bearing housing (see sidebar, “The Basics”). The design relies on simple physics, and the regulated flow from filler bottle to bearing is quite reliable. Problems can arise, however, when reverse flow to the lubricator occurs. To begin with, the user community needs to be aware of the two distinctly different types of constant-level oil lubri- cators in use on the majority of small machines. The most widely used “open- to-atmosphere” (OTA) type is shown in Figure 1. It does not incorporate a balance line connection to the bearing housing and, if used on bearing housings with restricted venting provisions, may not adequately protect against catastrophic bearing failure. On the OTA-type shown here, the desired oil level is determined by the height setting of a wing nut, threaded into a centrally located rod. The oil level at “x” is open to the atmosphere so higher-than- atmospheric pressures in the bearing housing will cause level “x” to rise, often
Transcript of Bearing Protection Devices and Equipment Reliability: … Bloch article.pdf · Bearing Protection...
As Published in PUMPS & SYSTEMS- September, 2001
Bearing Protection Devices and Equipment Reliability:Part I – Constant-Level Lubricators
By Heinz P. Bloch, P.E, Consulting Engineer,Process Machinery Consulting
Pressure toimprove:the risk offailureoutweighs anydisadvantages.
To this day, important lubricant-appli-cation and bearing-protection issues areoverlooked or misunderstood in the typicalprocess-plant environment. Solid explana-tions are not widely disseminated and indus-try sacrifices potential equipment reliability
For decades, constant-level lubricatorshave been the standard lubricant-supplysystem for huge numbers of bearinghousings. They have been used on millionsof centrifugal pumps, gear units, andelectric motors with oil-lubricatedbearings. However, certain types ofconstant-level lubricating devices requirean understanding of how they function,and can be misapplied. When lubricatorsare misapplied, bearings could be deprivedof lubrication and may fail.
More recently developed rotatinglabyrinth seals (commonly called “bearingprotectors” and “bearing isolators”) cannow be found in many OEM and retrofitapplications. They are an improvementover the old stationary labyrinth, but theycome in different versions, and some maynot perform as expected.
There are pressure-relief poppet valvesbeing marketed for the bearing housingsof centrifugal pumps and other machin-ery. It can be shown that they are rarely,if ever, of any merit.
Finally, a new generation of on-linemoisture monitoring devices and desic-cant-containing absorber cans are nowoffered by competent manufacturers. Theyare intended for mounting at the top ofthe vapor space of pump bearing housingsbut are not always cost-justified.
Part I of this article examines when andwhy some constant-level lubricators are
often involved in equipment failures. PartII will cover:• Why some bearing-housing seals, or
bearing protectors/isolators may notfulfill their intended function,
• When bearing housing pressure-reliefpoppets serve no useful purpose, and
• Where it makes economic sense toapply on-line moisture monitoringand/or moisture reduction devices.
Understanding Different Constant-Level Lubricators
As the name implies, constant-levellubricators are designed to supply lubri-cant, as needed, to maintain a constantlevel within the bearing housing (seesidebar, “The Basics”). The design relies onsimple physics, and the regulated flow fromfiller bottle to bearing is quite reliable.Problems can arise, however, when reverseflow to the lubricator occurs.
To begin with, the user communityneeds to be aware of the two distinctlydifferent types of constant-level oil lubri-cators in use on the majority of smallmachines. The most widely used “open-to-atmosphere” (OTA) type is shown inFigure 1. It does not incorporate a balanceline connection to the bearing housing and,if used on bearing housings with restrictedventing provisions, may not adequatelyprotect against catastrophic bearing failure.
On the OTA-type shown here, thedesired oil level is determined by the heightsetting of a wing nut, threaded into acentrally located rod. The oil level at “x”is open to the atmosphere so higher-than-atmospheric pressures in the bearinghousing will cause level “x” to rise, often
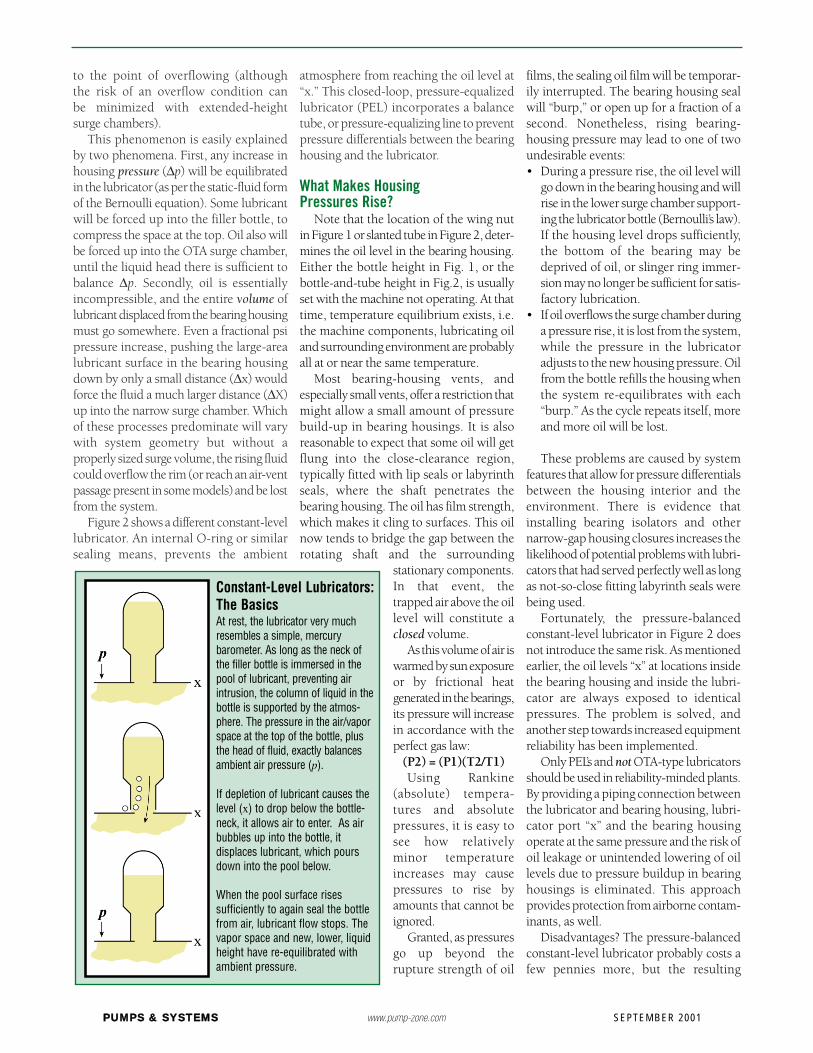
to the point of overflowing (although the risk of an overflow condition can be minimized with extended-height surge chambers).
This phenomenon is easily explainedby two phenomena. First, any increase inhousing pressure (∆p) will be equilibratedin the lubricator (as per the static-fluid formof the Bernoulli equation). Some lubricantwill be forced up into the filler bottle, tocompress the space at the top. Oil also willbe forced up into the OTA surge chamber,until the liquid head there is sufficient tobalance ∆p. Secondly, oil is essentiallyincompressible, and the entire volume oflubricant displaced from the bearing housingmust go somewhere. Even a fractional psipressure increase, pushing the large-arealubricant surface in the bearing housingdown by only a small distance (∆x) wouldforce the fluid a much larger distance (∆X)up into the narrow surge chamber. Whichof these processes predominate will varywith system geometry but without aproperly sized surge volume, the rising fluidcould overflow the rim (or reach an air-ventpassage present in some models) and be lostfrom the system.
Figure 2 shows a different constant-levellubricator. An internal O-ring or similarsealing means, prevents the ambient
atmosphere from reaching the oil level at“x.” This closed-loop, pressure-equalizedlubricator (PEL) incorporates a balancetube, or pressure-equalizing line to preventpressure differentials between the bearinghousing and the lubricator.
What Makes HousingPressures Rise?
Note that the location of the wing nutin Figure 1 or slanted tube in Figure 2, deter-mines the oil level in the bearing housing.Either the bottle height in Fig. 1, or thebottle-and-tube height in Fig.2, is usuallyset with the machine not operating. At thattime, temperature equilibrium exists, i.e.the machine components, lubricating oiland surrounding environment are probablyall at or near the same temperature.
Most bearing-housing vents, andespecially small vents, offer a restriction thatmight allow a small amount of pressurebuild-up in bearing housings. It is alsoreasonable to expect that some oil will getflung into the close-clearance region,typically fitted with lip seals or labyrinthseals, where the shaft penetrates the bearing housing. The oil has film strength,which makes it cling to surfaces. This oilnow tends to bridge the gap between therotating shaft and the surrounding
stationary components.In that event, thetrapped air above the oillevel will constitute aclosed volume.
As this volume of air iswarmed by sun exposureor by frictional heatgenerated in the bearings,its pressure will increasein accordance with theperfect gas law:
(P2) = (P1)(T2/T1)Using Rankine
(absolute) tempera-tures and absolutepressures, it is easy tosee how relativelyminor temperatureincreases may causepressures to rise byamounts that cannot beignored.
Granted, as pressuresgo up beyond therupture strength of oil
films, the sealing oil film will be temporar-ily interrupted. The bearing housing sealwill “burp,” or open up for a fraction of asecond. Nonetheless, rising bearing-housing pressure may lead to one of twoundesirable events:• During a pressure rise, the oil level will
go down in the bearing housing and willrise in the lower surge chamber support-ing the lubricator bottle (Bernoulli’s law).If the housing level drops sufficiently,the bottom of the bearing may bedeprived of oil, or slinger ring immer-sion may no longer be sufficient for satis-factory lubrication.
• If oil overflows the surge chamber duringa pressure rise, it is lost from the system,while the pressure in the lubricatoradjusts to the new housing pressure. Oilfrom the bottle refills the housing whenthe system re-equilibrates with each“burp.” As the cycle repeats itself, moreand more oil will be lost.
These problems are caused by systemfeatures that allow for pressure differentialsbetween the housing interior and theenvironment. There is evidence thatinstalling bearing isolators and othernarrow-gap housing closures increases thelikelihood of potential problems with lubri-cators that had served perfectly well as longas not-so-close fitting labyrinth seals werebeing used.
Fortunately, the pressure-balancedconstant-level lubricator in Figure 2 doesnot introduce the same risk. As mentionedearlier, the oil levels “x” at locations insidethe bearing housing and inside the lubri-cator are always exposed to identicalpressures. The problem is solved, andanother step towards increased equipmentreliability has been implemented.
Only PEL’s and not OTA-type lubricatorsshould be used in reliability-minded plants.By providing a piping connection betweenthe lubricator and bearing housing, lubri-cator port “x” and the bearing housingoperate at the same pressure and the risk ofoil leakage or unintended lowering of oillevels due to pressure buildup in bearinghousings is eliminated. This approachprovides protection from airborne contam-inants, as well.
Disadvantages? The pressure-balancedconstant-level lubricator probably costs afew pennies more, but the resulting
Constant-Level Lubricators:The BasicsAt rest, the lubricator very muchresembles a simple, mercurybarometer. As long as the neck ofthe filler bottle is immersed in thepool of lubricant, preventing airintrusion, the column of liquid in thebottle is supported by the atmos-phere. The pressure in the air/vaporspace at the top of the bottle, plusthe head of fluid, exactly balancesambient air pressure (p).
If depletion of lubricant causes thelevel (x) to drop below the bottle-neck, it allows air to enter. As airbubbles up into the bottle, itdisplaces lubricant, which poursdown into the pool below.
When the pool surface rises sufficiently to again seal the bottlefrom air, lubricant flow stops. Thevapor space and new, lower, liquidheight have re-equilibrated withambient pressure.
PUMPS & SYSTEMS www.pump-zone.com SEPTEMBER 2001
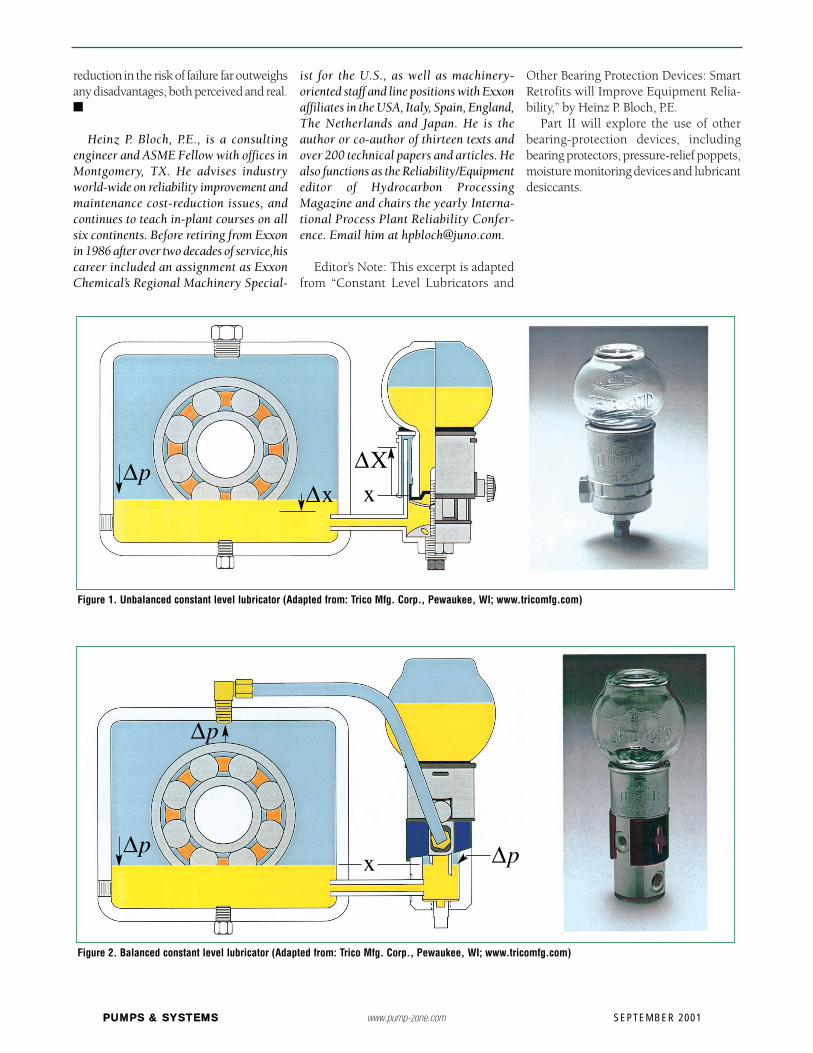
Figure 1. Unbalanced constant level lubricator (Adapted from: Trico Mfg. Corp., Pewaukee, WI; www.tricomfg.com)
∆p∆x x
∆X
∆p
∆p
x ∆p
Figure 2. Balanced constant level lubricator (Adapted from: Trico Mfg. Corp., Pewaukee, WI; www.tricomfg.com)
reduction in the risk of failure far outweighsany disadvantages, both perceived and real.�
Heinz P. Bloch, P.E., is a consultingengineer and ASME Fellow with offices inMontgomery, TX. He advises industryworld-wide on reliability improvement andmaintenance cost-reduction issues, andcontinues to teach in-plant courses on allsix continents. Before retiring from Exxonin 1986 after over two decades of service,hiscareer included an assignment as ExxonChemical’s Regional Machinery Special-
ist for the U.S., as well as machinery-oriented staff and line positions with Exxonaffiliates in the USA, Italy, Spain, England,The Netherlands and Japan. He is theauthor or co-author of thirteen texts andover 200 technical papers and articles. Healso functions as the Reliability/Equipmenteditor of Hydrocarbon ProcessingMagazine and chairs the yearly Interna-tional Process Plant Reliability Confer-ence. Email him at [email protected].
Editor’s Note: This excerpt is adaptedfrom “Constant Level Lubricators and
Other Bearing Protection Devices: SmartRetrofits will Improve Equipment Relia-bility,” by Heinz P. Bloch, P.E.
Part II will explore the use of otherbearing-protection devices, includingbearing protectors, pressure-relief poppets,moisture monitoring devices and lubricantdesiccants.
PUMPS & SYSTEMS www.pump-zone.com SEPTEMBER 2001
An ounce ofprevention isworth a poundof cure.
Rotating labyrinth seals (commonlycalled “bearing protectors” and “bearingisolators”) can be found in many OEMand retrofit applications. Bearing isola-tors are an improvement over the olderstationary labyrinths. They come in differ-ent versions, however, and some may notperform as expected.
Pressure-relief poppet valves aremarketed for the bearing housings ofcentrifugal pumps and other machinery.It can be shown that they are rarely, if ever,of any merit.
Finally, a new generation of on-linemoisture-monitoring devices and desic-cant-containing absorber cans are offeredby competent manufacturers. They areintended for mounting at the top of thevapor space of pump bearing housingsbut are not always cost-justified.
Rotating-Labyrinth Bearing-Housing Seals
It has long been recognized that as manyas 91% of all the rolling element bearingsinstalled in the world’s machinery fall shortof reaching the manufacturer’s calculatedL-10 life. L-10 is defined as the numberof operating hours at which 10% of anidentical bearing population will eitherhave failed, or will exhibit visible ormeasurable damage. Simple subtractionreveals that 90% of bearings should beexpected to survive to L-10 life. Researchand follow-up analysis have establishedlubricant contamination as the predomi-nant cause of failure.
Much airborne contamination finds itsway into bearing housings throughopenings where shafts protrude through
bearing housings, or at vents and breatherson the lubricated assembly. Bearinghousings undergo temperature shiftsbetween day and night, and in operat-ing/idle cycles. With increasing temper-atures, the vapors above the liquid oil willexpand and, with decreasing tempera-tures, they will contract. In a closedvolume, increasing temperatures causepressures to go up, while decreasingtemperatures cause pressures to decrease.
In an effort to reduce the pressure-related, in-and-out flow of contaminatedair, conventional labyrinths are oftenreplaced by rotating-labyrinth seals (whichwe will describe as protector/isolators, forshort. A typical version is shown in Fig. 3). These devices are designed withinherent clearances, so an air gap separatesthe rotating and stationary elements.Except when the clearance is bridged byan oil film, this gap is large enough to allow the exchange of air with its ever-present contaminants, water vapor andairborne dust.
It has been pointed out that bearingprotector/isolators work best when thehousing vent is plugged. To quote oneprominent manufacturer (Ref.1):
“If the housing vent is left open, theslight vacuum created by the contam-inant expulsion elements will inducethe flow of airborne dust, dirt, vaporsand everything available in theimmediate environment through thebearing enclosure not unlike an oil-bath vacuum cleaner. This action isconstant and the amount of induceddebris build-up can be significant.”
As Published in PUMPS & SYSTEMS- October, 2001
Bearing Protection Devices and Equipment Reliability:Part II – What is Really Justified?
By Heinz P. Bloch, P.E, Consulting Engineer,Process Machinery Consulting
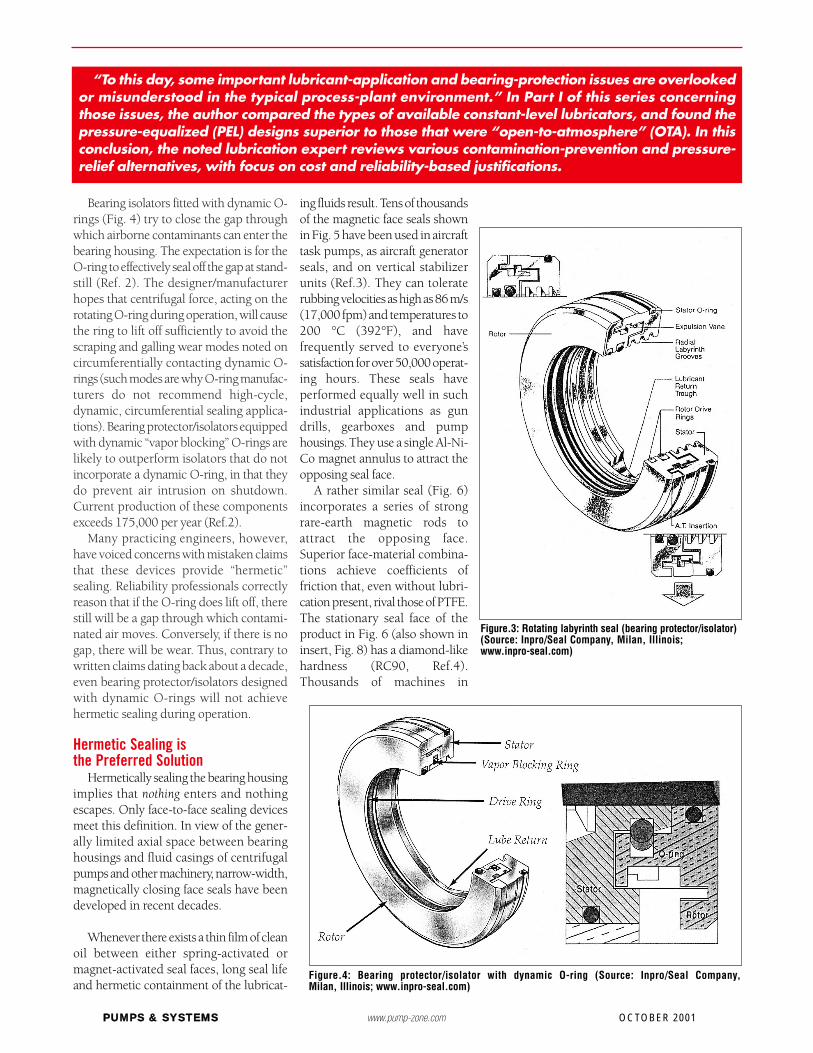
Bearing isolators fitted with dynamic O-rings (Fig. 4) try to close the gap throughwhich airborne contaminants can enter thebearing housing. The expectation is for theO-ring to effectively seal off the gap at stand-still (Ref. 2). The designer/manufacturerhopes that centrifugal force, acting on therotating O-ring during operation, will causethe ring to lift off sufficiently to avoid thescraping and galling wear modes noted oncircumferentially contacting dynamic O-rings (such modes are why O-ring manufac-turers do not recommend high-cycle,dynamic, circumferential sealing applica-tions). Bearing protector/isolators equippedwith dynamic “vapor blocking” O-rings arelikely to outperform isolators that do notincorporate a dynamic O-ring, in that theydo prevent air intrusion on shutdown.Current production of these componentsexceeds 175,000 per year (Ref.2).
Many practicing engineers, however,have voiced concerns with mistaken claimsthat these devices provide “hermetic”sealing. Reliability professionals correctlyreason that if the O-ring does lift off, therestill will be a gap through which contami-nated air moves. Conversely, if there is nogap, there will be wear. Thus, contrary towritten claims dating back about a decade,even bearing protector/isolators designedwith dynamic O-rings will not achievehermetic sealing during operation.
Hermetic Sealing is the Preferred Solution
Hermetically sealing the bearing housingimplies that nothing enters and nothingescapes. Only face-to-face sealing devicesmeet this definition. In view of the gener-ally limited axial space between bearinghousings and fluid casings of centrifugalpumps and other machinery, narrow-width,magnetically closing face seals have beendeveloped in recent decades.
Whenever there exists a thin film of cleanoil between either spring-activated ormagnet-activated seal faces, long seal lifeand hermetic containment of the lubricat-
ing fluids result. Tens of thousandsof the magnetic face seals shownin Fig. 5 have been used in aircrafttask pumps, as aircraft generatorseals, and on vertical stabilizerunits (Ref.3). They can toleraterubbing velocities as high as 86 m/s(17,000 fpm) and temperatures to200 °C (392°F), and havefrequently served to everyone’ssatisfaction for over 50,000 operat-ing hours. These seals haveperformed equally well in suchindustrial applications as gundrills, gearboxes and pumphousings. They use a single Al-Ni-Co magnet annulus to attract theopposing seal face.
A rather similar seal (Fig. 6)incorporates a series of strong rare-earth magnetic rods to attract the opposing face.Superior face-material combina-tions achieve coefficients of friction that, even without lubri-cation present, rival those of PTFE.The stationary seal face of theproduct in Fig. 6 (also shown ininsert, Fig. 8) has a diamond-likehardness (RC90, Ref.4).Thousands of machines in
“To this day, some important lubricant-application and bearing-protection issues are overlookedor misunderstood in the typical process-plant environment.” In Part I of this series concerningthose issues, the author compared the types of available constant-level lubricators, and found thepressure-equalized (PEL) designs superior to those that were “open-to-atmosphere” (OTA). In thisconclusion, the noted lubrication expert reviews various contamination-prevention and pressure-relief alternatives, with focus on cost and reliability-based justifications.
Figure.4: Bearing protector/isolator with dynamic O-ring (Source: Inpro/Seal Company, Milan, Illinois; www.inpro-seal.com)
PUMPS & SYSTEMS www.pump-zone.com OCTOBER 2001
Figure.3: Rotating labyrinth seal (bearing protector/isolator)(Source: Inpro/Seal Company, Milan, Illinois; www.inpro-seal.com)
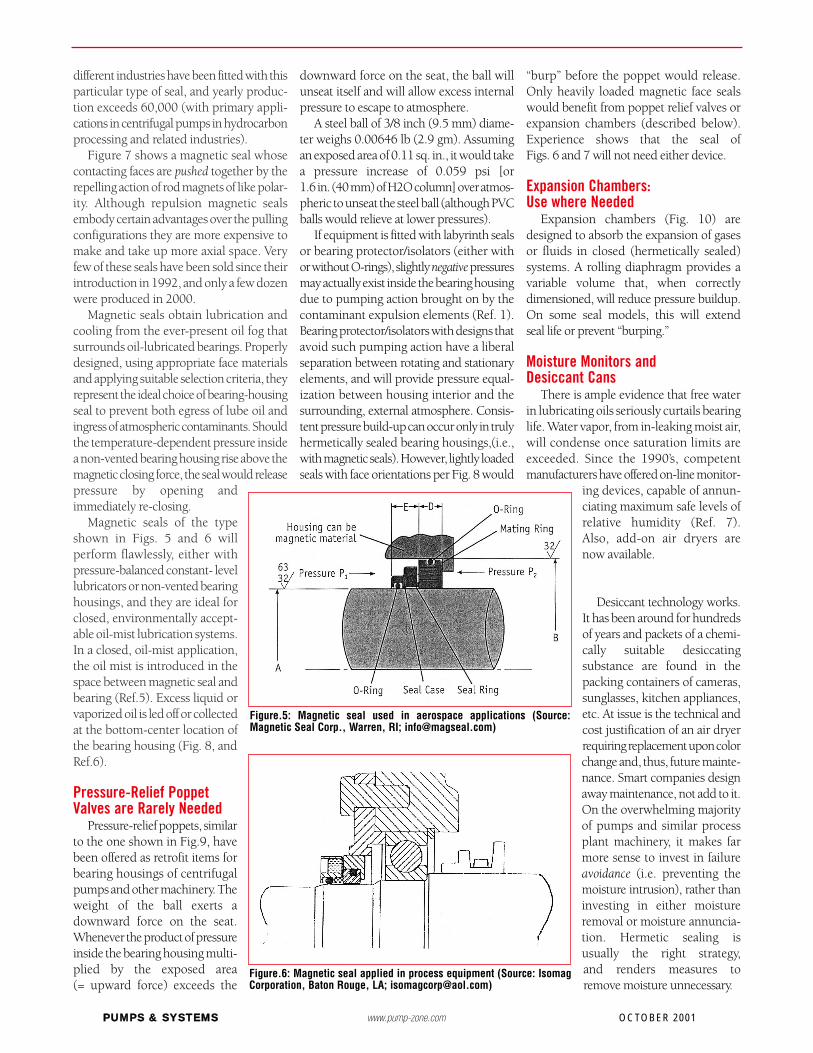
different industries have been fitted with thisparticular type of seal, and yearly produc-tion exceeds 60,000 (with primary appli-cations in centrifugal pumps in hydrocarbonprocessing and related industries).
Figure 7 shows a magnetic seal whosecontacting faces are pushed together by therepelling action of rod magnets of like polar-ity. Although repulsion magnetic sealsembody certain advantages over the pullingconfigurations they are more expensive tomake and take up more axial space. Veryfew of these seals have been sold since theirintroduction in 1992, and only a few dozenwere produced in 2000.
Magnetic seals obtain lubrication andcooling from the ever-present oil fog thatsurrounds oil-lubricated bearings. Properlydesigned, using appropriate face materialsand applying suitable selection criteria, theyrepresent the ideal choice of bearing-housingseal to prevent both egress of lube oil andingress of atmospheric contaminants. Shouldthe temperature-dependent pressure insidea non-vented bearing housing rise above themagnetic closing force, the seal would releasepressure by opening and immediately re-closing.
Magnetic seals of the typeshown in Figs. 5 and 6 willperform flawlessly, either withpressure-balanced constant- levellubricators or non-vented bearinghousings, and they are ideal forclosed, environmentally accept-able oil-mist lubrication systems.In a closed, oil-mist application,the oil mist is introduced in thespace between magnetic seal andbearing (Ref.5). Excess liquid orvaporized oil is led off or collectedat the bottom-center location ofthe bearing housing (Fig. 8, andRef.6).
Pressure-Relief PoppetValves are Rarely Needed
Pressure-relief poppets, similarto the one shown in Fig.9, havebeen offered as retrofit items forbearing housings of centrifugalpumps and other machinery. Theweight of the ball exerts adownward force on the seat.Whenever the product of pressureinside the bearing housing multi-plied by the exposed area (= upward force) exceeds the
downward force on the seat, the ball willunseat itself and will allow excess internalpressure to escape to atmosphere.
A steel ball of 3/8 inch (9.5 mm) diame-ter weighs 0.00646 lb (2.9 gm). Assumingan exposed area of 0.11 sq. in., it would takea pressure increase of 0.059 psi [or 1.6 in. (40 mm) of H2O column] over atmos-pheric to unseat the steel ball (although PVCballs would relieve at lower pressures).
If equipment is fitted with labyrinth sealsor bearing protector/isolators (either withor without O-rings), slightly negativepressuresmay actually exist inside the bearing housingdue to pumping action brought on by thecontaminant expulsion elements (Ref. 1).Bearing protector/isolators with designs thatavoid such pumping action have a liberalseparation between rotating and stationaryelements, and will provide pressure equal-ization between housing interior and thesurrounding, external atmosphere. Consis-tent pressure build-up can occur only in trulyhermetically sealed bearing housings,(i.e.,with magnetic seals). However, lightly loadedseals with face orientations per Fig. 8 would
“burp” before the poppet would release. Only heavily loaded magnetic face sealswould benefit from poppet relief valves orexpansion chambers (described below).Experience shows that the seal of Figs. 6 and 7 will not need either device.
Expansion Chambers:Use where Needed
Expansion chambers (Fig. 10) aredesigned to absorb the expansion of gasesor fluids in closed (hermetically sealed)systems. A rolling diaphragm provides avariable volume that, when correctly dimensioned, will reduce pressure buildup.On some seal models, this will extend seal life or prevent “burping.”
Moisture Monitors and Desiccant Cans
There is ample evidence that free waterin lubricating oils seriously curtails bearinglife. Water vapor, from in-leaking moist air,will condense once saturation limits areexceeded. Since the 1990’s, competentmanufacturers have offered on-line monitor-
ing devices, capable of annun-ciating maximum safe levels ofrelative humidity (Ref. 7). Also, add-on air dryers are now available.
Desiccant technology works.It has been around for hundredsof years and packets of a chemi-cally suitable desiccatingsubstance are found in thepacking containers of cameras,sunglasses, kitchen appliances,etc. At issue is the technical andcost justification of an air dryerrequiring replacement upon colorchange and, thus, future mainte-nance. Smart companies designaway maintenance, not add to it.On the overwhelming majorityof pumps and similar processplant machinery, it makes farmore sense to invest in failureavoidance (i.e. preventing themoisture intrusion), rather thaninvesting in either moistureremoval or moisture annuncia-tion. Hermetic sealing is usually the right strategy, and renders measures to remove moisture unnecessary.
Figure.5: Magnetic seal used in aerospace applications (Source:Magnetic Seal Corp., Warren, RI; [email protected])
Figure.6: Magnetic seal applied in process equipment (Source: IsomagCorporation, Baton Rouge, LA; [email protected])
PUMPS & SYSTEMS www.pump-zone.com OCTOBER 2001

There are, however, applications wheremoisture monitoring and/or desiccant-basedmoisture removal makes technical andeconomic sense. Machine components thatboth rotate and undergo axial movement,or gearbox installations where hermetic sealingis not practical, are where moisture monitor-ing and removal often are easily justified.
Conclusions are Supported by Basic Physics • A reliability-minded process plant will
give serious consideration to upgradingfrom the “traditional” non-balancedconstant-level lubricator. Pressure-balanced configurations are clearlybecoming the norm among Best-Of-Class performers.
• Bearing protector/isolators performbetter than lip seals and/or labyrinthseals.
• Bearing protector/isolators withdynamic O-rings perform better thanthose without the O-ring.
• Bearing protector/isolators with expul-sion vanes have been known to createsmall pressure differences that promotethe outward leakage of oil.
• Magnetic bearing-housing seals are acost-effective means of precluding thealternating, in-and-out movement ofairborne contaminants.
• Magnetic seals are the only practicalhermetic bearing-housing closure.Hermetic sealing optimally extends thelife of lubricants and bearings. Preclud-ing lubricant contamination also makesthe use of more expensive, but superior,synthesized hydrocarbon lubricants
economically attractive. • Magnetic seals render constant-level
lubricators obsolete. Constant-levellubricators are no longer needed inhermetically sealed bearing housings.
• Poppet relief valves are very rarelyneeded. Their usefulness is a functionof seal closing forces and must be deter-mined on a case-by-case basis.
• Moisture monitoring and removal are
of economic value in equipment whosegeometry and component featurespreclude the hermetic exclusion of waterfrom the bearing housing.
• Expansion chambers are low-cost,readily justified add-ons where unduepressure rises may either jeopardize thelife of hermetic sealing devices, or allowoutward leakage of lubricant.
Figure.7: Inpro “RMS 700” (three-piece) repulsion magnetic seal (Source: Inpro/SealCompany, Milan, Illinois; www.inpro-seal.com)
PUMPS & SYSTEMS www.pump-zone.com OCTOBER 2001
Fig.8: Magnetic seal hermetically sealing-in oil mist applied to moderncentrifugal pump bearing (Source: Isomag Corporation, Baton Rouge, LA;[email protected])
Fig.10: Bearing housing expansion chamber (Source: Trico Mfg. Corp.;Pewaukee, WI; www.tricomfg.com)
Fig.9: Pressure relief poppet valve

FIRST-CLASS MAILU.S. POSTAGE
PAIDPEWAUKEE, WIPERMIT NO. 720061235 Hickory Street
Pewaukee, WI 53072
There are compelling reasons, then, toadhere to the old dictum: “An ounce ofprevention is worth a pound of cure.” Wehave the means and the knowledge toreduce the risk of bearing failure. Superiorconstant-level lubricators prevent pressure-driven oil loss. Hermetically sealing thebearing housing is feasible, and preventsthe intrusion of water and airborne dust.Expansion chambers protect certainhermetic seals against pressure-induceddecreases in anticipated life. Desiccant-based means of moisture removal and costlymoisture monitoring devices will not beneeded once the well-known water entrypassageways have been closed (in a provenmanner, which duplicates the sealing action of literally hundreds of millions ofmechanical face seals). However, moisturemonitoring and removal are important reliability-improvement measures in equip-ment where moisture intrusion cannot beprevented by economic means. �
Heinz P. Bloch, P.E., is a consulting engineerand ASME Fellow with offices in Montgomery,Texas. He advises industry world-wide on relia-bility improvement and maintenance cost-reduction issues, and continues to teach in-plantcourses on all six continents. Before retiringfrom Exxon in 1986 after over two decadesof service, Mr. Bloch’s professional careerincluded an assignment as Exxon Chemical’sRegional Machinery Specialist for the UnitedStates, as well as machinery-oriented staff andline positions with Exxon affiliates in the USA,Italy, Spain, England, The Netherlands andJapan. He is the author or co-author of thirteentexts and over 200 technical papers andarticles. In his spare time, he functions as the
Reliability/Equipment editor of HydrocarbonProcessing Magazine and chairs the yearlyInternational Process Plant Reliability Confer-ence. Email him at [email protected].
(Editor’s Note: This excerpt is adaptedfrom “Constant Level Lubricators and OtherBearing Protection Devices: Smart Retrofitswill Improve Equipment Reliability,” byHeinz P. Bloch, P.E.)
References:Ref. 1: Orlowski, D.C., Gibit Gambits,
Volume 1, No. 71, June 13, 1989Ref. 2: Inpro/Seal Corporation, P.O. Box
260, Milan, IL 61264Ref. 3: Magnetic Seal Corporation, 365
Market Street, Warren, RI 02885
Ref. 4: Isomag Corporation, 11871 DunlayAve, Baton Rouge, LA 70809
Ref. 5: Bloch, Heinz P. and Abdus Shamim;“Oil Mist Lubrication: PracticalApplications,” The Fairmont Press,Lilburn, GA, 1998
Ref. 6: Bloch, Heinz P.; “Practical Lubri-cation for Industrial Facilities,” TheFairmont Press, Lilburn, GA, 2000
Ref. 7: Rake, Brad; “Water Contaminationof Equipment-Lubricating Oil,”Pumps and Systems, January2001, pp. 28-35
WET OIL WILL COST YOU MONEY…TRYING OUR OIL DRYER WON’T.
FREE TRICO OIL DRYER.Large portions of maintenance budgets are spent on equipment down-time,parts, and labor because of the negative effects of moisture contamination.The Watchdog Oil Dryer complements your current maintenance program
by removing damaging levels of water in lubricating oils.
Stop wasting money, click or call today for yourFREE Watchdog Oil Dryer-
www.tricomfg.com or 1-800-558-7008
WET OIL WILL COST YOU MONEY…TRYING OUR OIL DRYER WON’T.