Bearing Reliability Improvement-SKF
55
2008-10-10 ©SKF Slide 1 [RS MFC] SKF [MENA] Optimising the Performance of Rotating Equipment - A business case Mahomed Chothia Manager, Reliability Systems SKF NV / SA, Brussels
-
Upload
abdulrahman-alkhowaiter -
Category
Documents
-
view
74 -
download
4
description
Excellent presentation by SKF with case histories on rolling element bearing improvements.
Transcript of Bearing Reliability Improvement-SKF
2008-10-10 ©SKF
Slide 1 [RS MFC]
SKF [MENA]
Optimising the Performance of Rotating Equipment
- A business case
Mahomed ChothiaManager, Reliability SystemsSKF NV / SA, Brussels
Reliability improvement initiativesMachine Reliability Case StudiesLubrication Management
2008-10-10 ©SKF Slide 2 [Code] SKF [Organisation]
2008-10-10 ©SKF
Slide 3 [RS MFC]
SKF [MENA]
Owning and operating Assets is one of the biggest cost items in a Production Enterprise
Increasing Asset Efficiency is potentially one of the largest sources of profit
Asset Management is much more than Maintenance
Aim: Increased Lifetime Effectiveness &
Return on InvestmentFocus on issues that impact machine
performance and reliability
Asset Efficiency Optimization
2008-10-10 ©SKF
Slide 4 [RS MFC]
SKF [MENA]
Reliability / Maintenance
The purchase price of rotating equipment represents only about 10 to 25 % of its total
cost of ownership,
…. while energy, maintenance and operating costs represent 75 to 90 %.
Source:Lee Culbertson, Royal Purple Ltd., "Justify Lubricant Upgrades with Energy Savings". Machinery Lubrication Magazine. July 2001
2008-10-10 ©SKF
Slide 5 [RS MFC]
SKF [MENA]
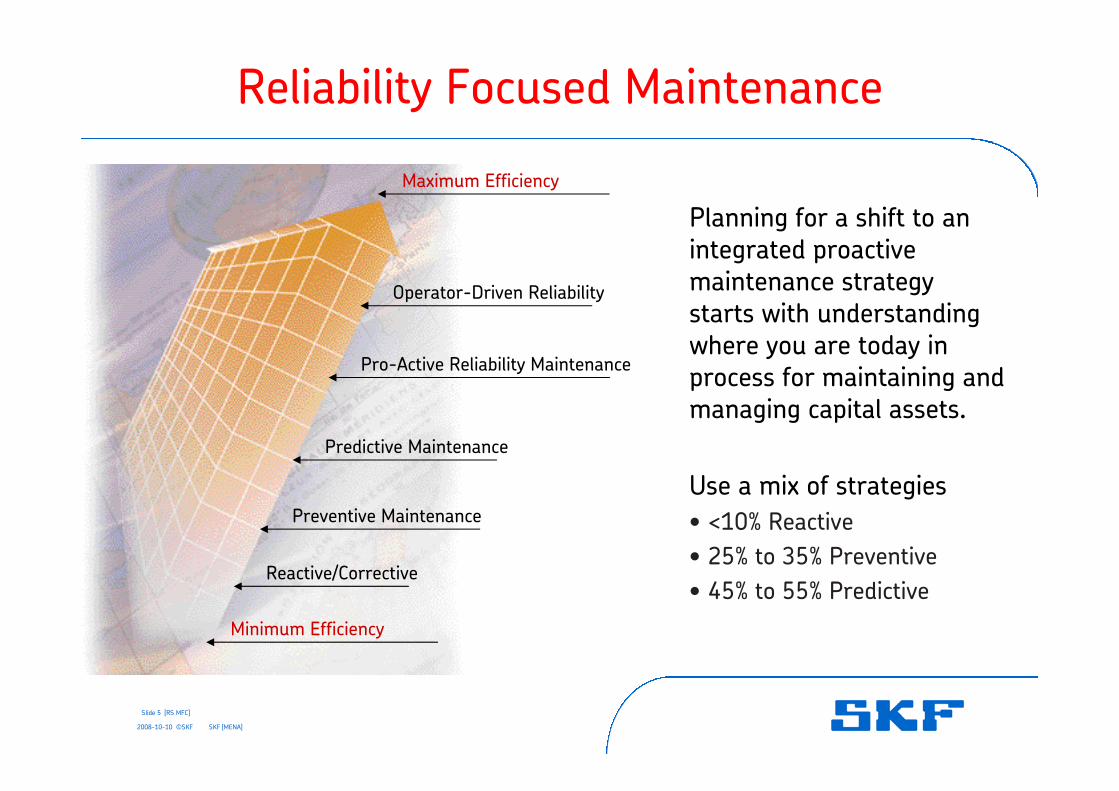
Maximum Efficiency
Operator-Driven Reliability
Pro-Active Reliability Maintenance
Predictive Maintenance
Preventive Maintenance
Reactive/Corrective
Minimum Efficiency
Planning for a shift to an integrated proactive maintenance strategy starts with understanding where you are today in process for maintaining and managing capital assets.
Use a mix of strategies• <10% Reactive• 25% to 35% Preventive• 45% to 55% Predictive
Reliability Focused Maintenance
2008-10-10 ©SKF
Slide 6 [RS MFC]
SKF [MENA]
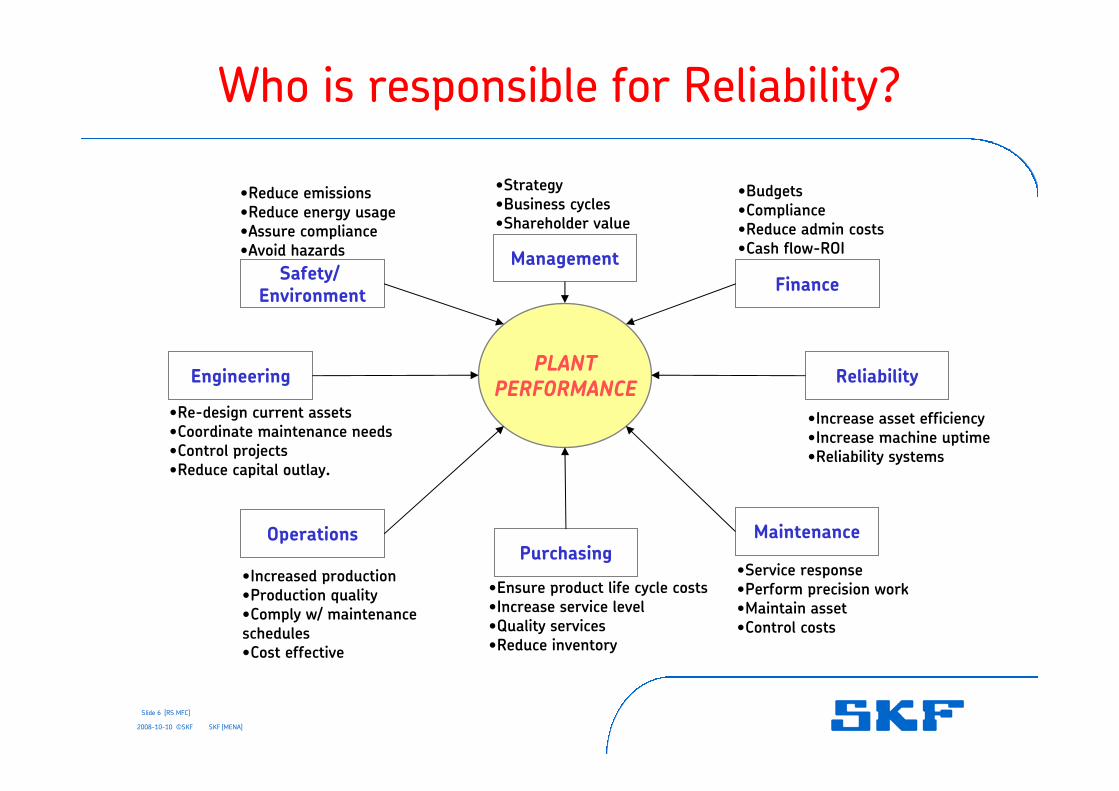
Purchasing
•Ensure product life cycle costs•Increase service level•Quality services•Reduce inventory
PLANT
PERFORMANCE
Management
•Strategy•Business cycles•Shareholder value
Maintenance
•Service response •Perform precision work•Maintain asset•Control costs
Finance
•Budgets•Compliance•Reduce admin costs•Cash flow-ROI
Safety/ Environment
•Reduce emissions•Reduce energy usage•Assure compliance•Avoid hazards
Reliability
•Increase asset efficiency•Increase machine uptime•Reliability systems
Operations
•Increased production•Production quality•Comply w/ maintenance schedules•Cost effective
Engineering
•Re-design current assets•Coordinate maintenance needs•Control projects•Reduce capital outlay.
Who is responsible for Reliability?
2008-10-10 ©SKF
Slide 7 [RS MFC]
SKF [MENA]
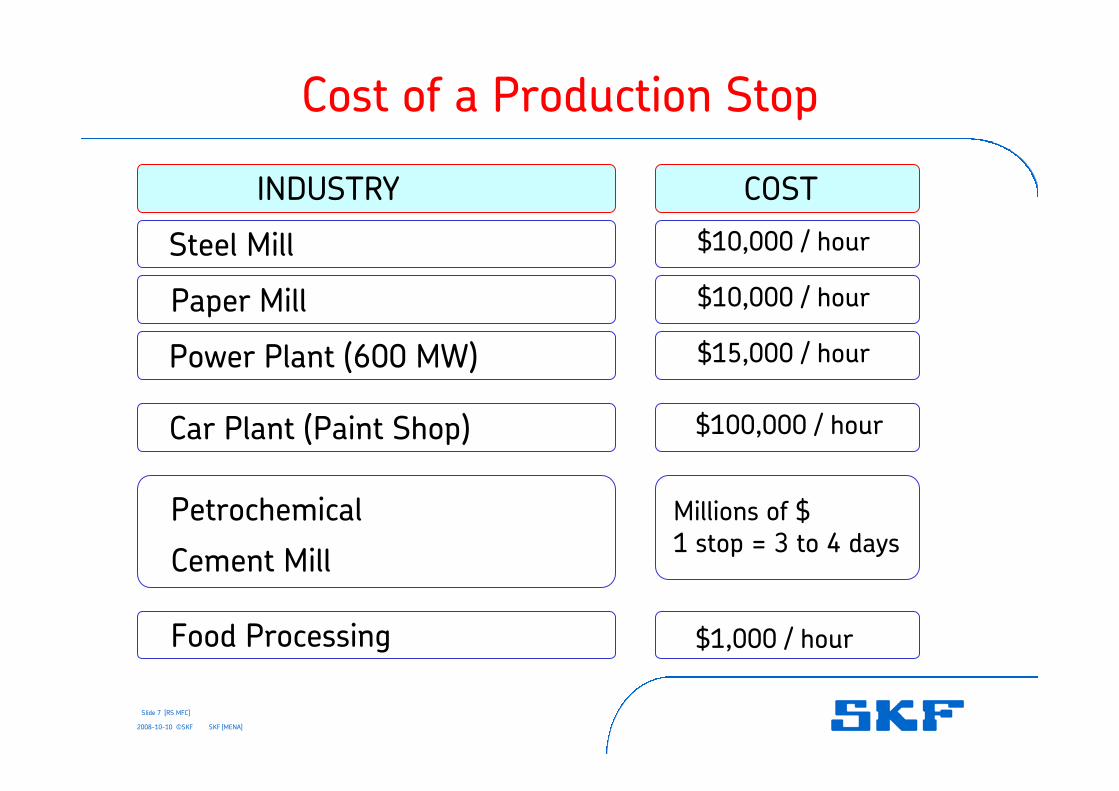
Cost of a Production Stop
Steel Mill $10,000 / hour
$10,000 / hour
$15,000 / hour
$100,000 / hour
Millions of $1 stop = 3 to 4 days
$1,000 / hour
Paper Mill
Power Plant (600 MW)
Car Plant (Paint Shop)
Petrochemical
Cement Mill
Food Processing
INDUSTRY COST
2008-10-10 ©SKF
Slide 8 [RS MFC]
SKF [MENA]
Asset Efficiency and Machine Reliability
Bearings, seals and other machine components are an essential part of rotating equipment, their reliability is often critical to the plant equipment.
The cost of these components are proportionally very small compared to the maintenance cost of replacement and potential lost production caused by premature failure.
2008-10-10 ©SKF
Slide 9 [RS MFC]
SKF [MENA]
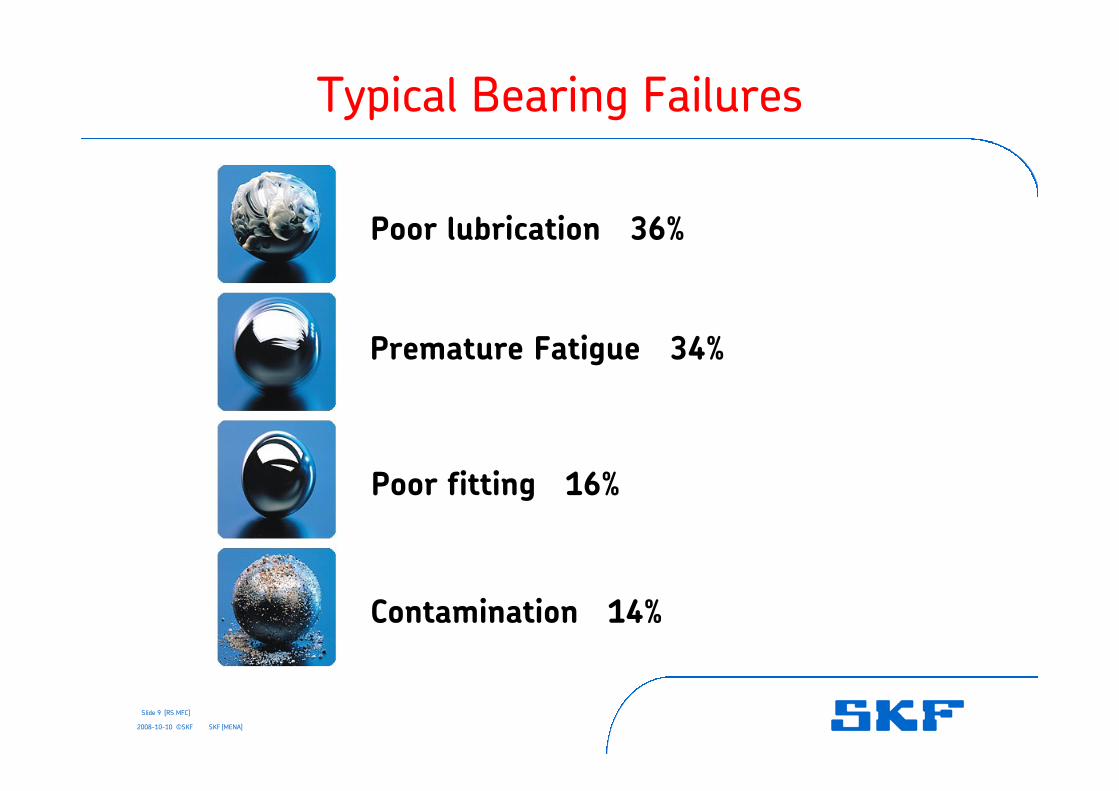
Typical Bearing Failures
Premature Fatigue 34%
Poor fitting 16%
Poor lubrication 36%
Contamination 14%

2008-10-10 ©SKF
Slide 10 [RS MFC]
SKF [MENA]
Bearing Failure Analysis
23280 CCK/C3 W33
2008-10-10 ©SKF
Slide 11 [RS MFC]
SKF [MENA]
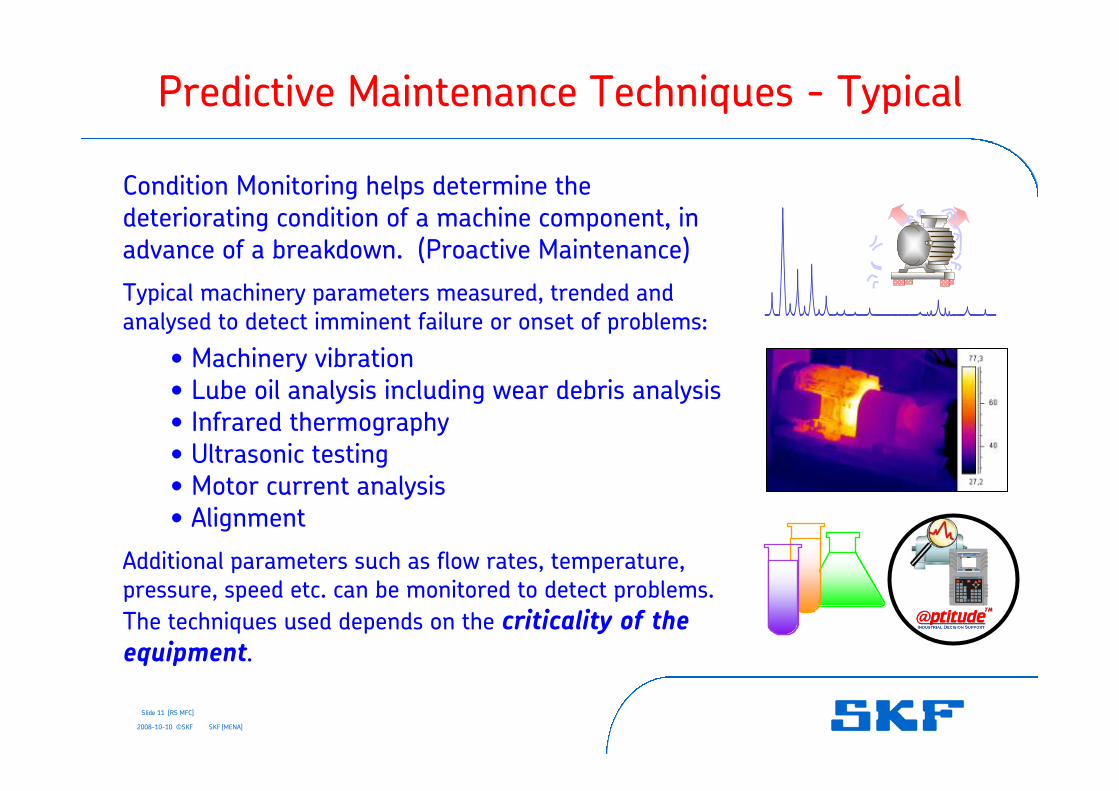
Predictive Maintenance Techniques - Typical
Condition Monitoring helps determine the deteriorating condition of a machine component, in advance of a breakdown. (Proactive Maintenance)
Typical machinery parameters measured, trended and analysed to detect imminent failure or onset of problems:
• Machinery vibration • Lube oil analysis including wear debris analysis • Infrared thermography• Ultrasonic testing • Motor current analysis • Alignment
Additional parameters such as flow rates, temperature, pressure, speed etc. can be monitored to detect problems. The techniques used depends on the criticality of the
equipment.
2008-10-10 ©SKF
Slide 12 [RS MFC]
SKF [MENA]
Various studies reveals some interesting statistics:
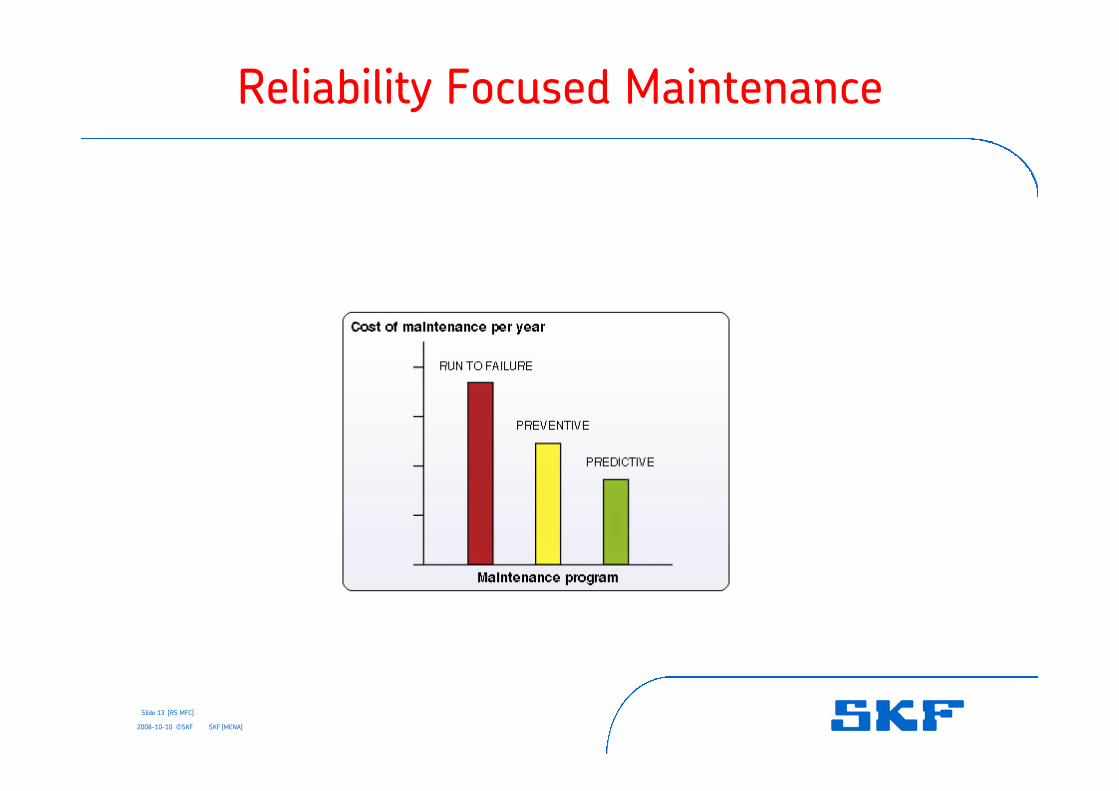
• Between 20% to 70% of maintenance currently undertaken is reactive in nature. Reactive maintenance is typically 10x more expensive than predictive maintenance [8].
• The direct cost of repairs undertaken on a breakdown basis is typically three times the cost of planned repairs.
• Production outage time needed for completion of an emergency repair can be shown to be between three and five times that needed if the repair was carried out on a planned basis.
Reliability Focused Maintenance
2008-10-10 ©SKF
Slide 13 [RS MFC]
SKF [MENA]
Reliability Focused Maintenance
2008-10-10 ©SKF
Slide 14 [RS MFC]
SKF [MENA]
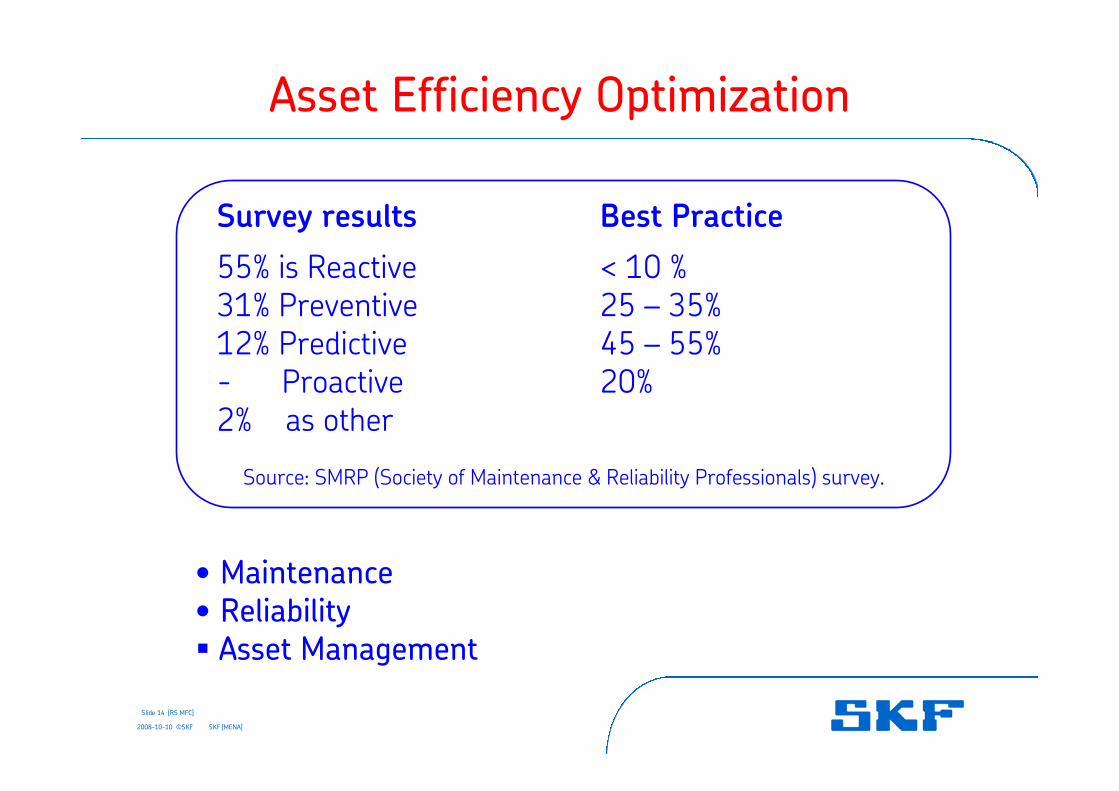
• Maintenance • Reliability
Asset Management
Survey results Best Practice
55% is Reactive < 10 %31% Preventive 25 – 35%12% Predictive 45 – 55%- Proactive 20%2% as other
Source: SMRP (Society of Maintenance & Reliability Professionals) survey.
Asset Efficiency Optimization
2008-10-10 ©SKF
Slide 15 [RS MFC]
SKF [MENA]
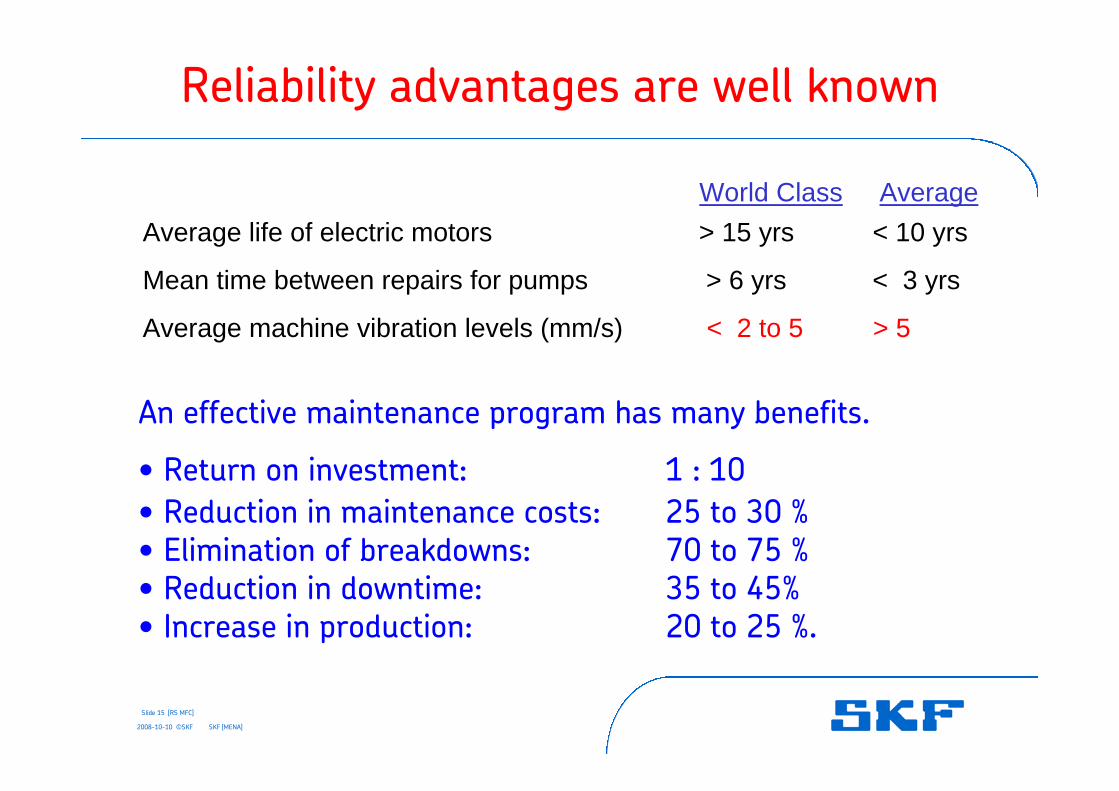
World Class AverageAverage life of electric motors > 15 yrs < 10 yrs
Mean time between repairs for pumps > 6 yrs < 3 yrs
Average machine vibration levels (mm/s) < 2 to 5 > 5
Reliability advantages are well known
An effective maintenance program has many benefits.
• Return on investment: 1 : 10 • Reduction in maintenance costs: 25 to 30 %• Elimination of breakdowns: 70 to 75 %• Reduction in downtime: 35 to 45%• Increase in production: 20 to 25 %.
2008-10-10 ©SKF
Slide 16 [RS MFC]
SKF [MENA]
Stock Optimisation
Problem descriptionMRO stock is a large part of the maintenance budget Approximately 15 to 25%
Implemented solutionStores Audits and RecommendationsInventory management Stock optimization - (criticality, spares cost and availability) Storage, Handling, Obsolescence.
Resulting benefitsReduced stock, better availability, correct items
Savings generatedPotential estimated - 100 000 Euro
Bearing Technology Machine Reliability
2008-10-10 ©SKF Slide 17 [Code] SKF [Organisation]
2008-10-10 ©SKF
Slide 18 [RS MFC]
SKF [MENA]
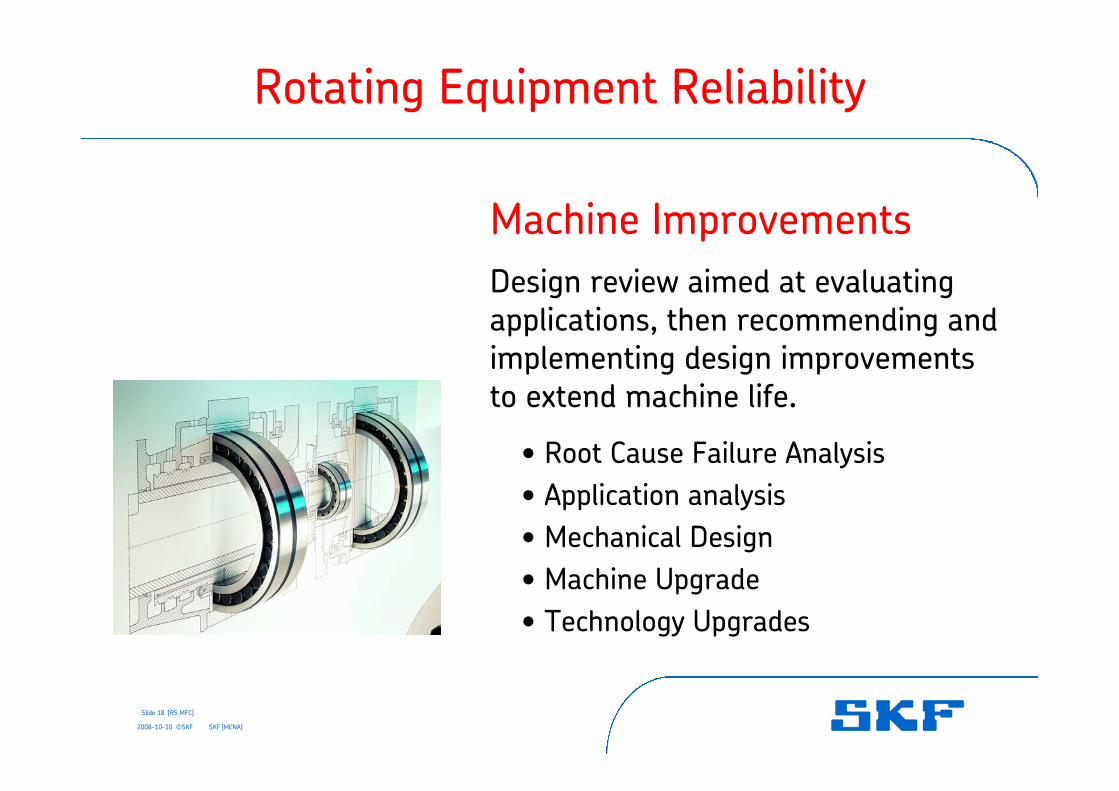
Rotating Equipment Reliability
• Root Cause Failure Analysis• Application analysis• Mechanical Design • Machine Upgrade• Technology Upgrades
Design review aimed at evaluating applications, then recommending and implementing design improvements to extend machine life.
Machine Improvements
2008-10-10 ©SKF
Slide 19 [RS MFC]
SKF [MENA]
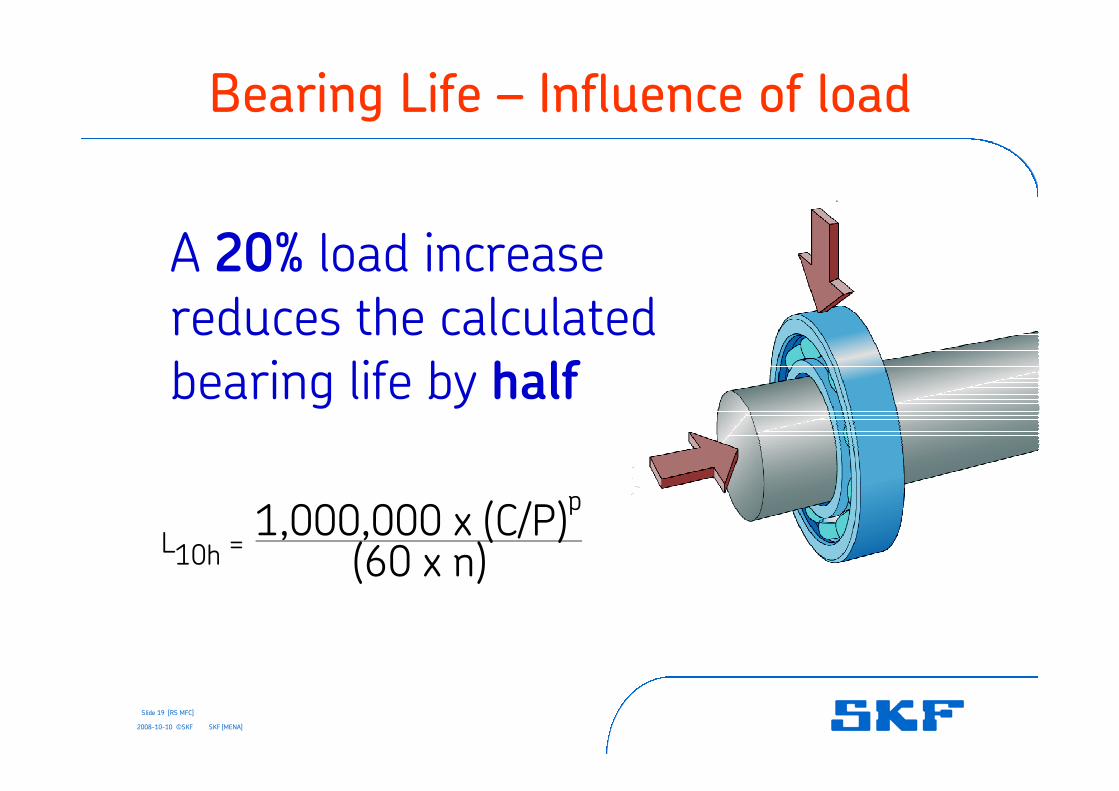
Bearing Life – Influence of load
A 20% load increase reduces the calculated bearing life by half
L10h = 1,000,000 x (C/P)p(60 x n)
2008-10-10 ©SKF
Slide 20 [RS MFC]
SKF [MENA]
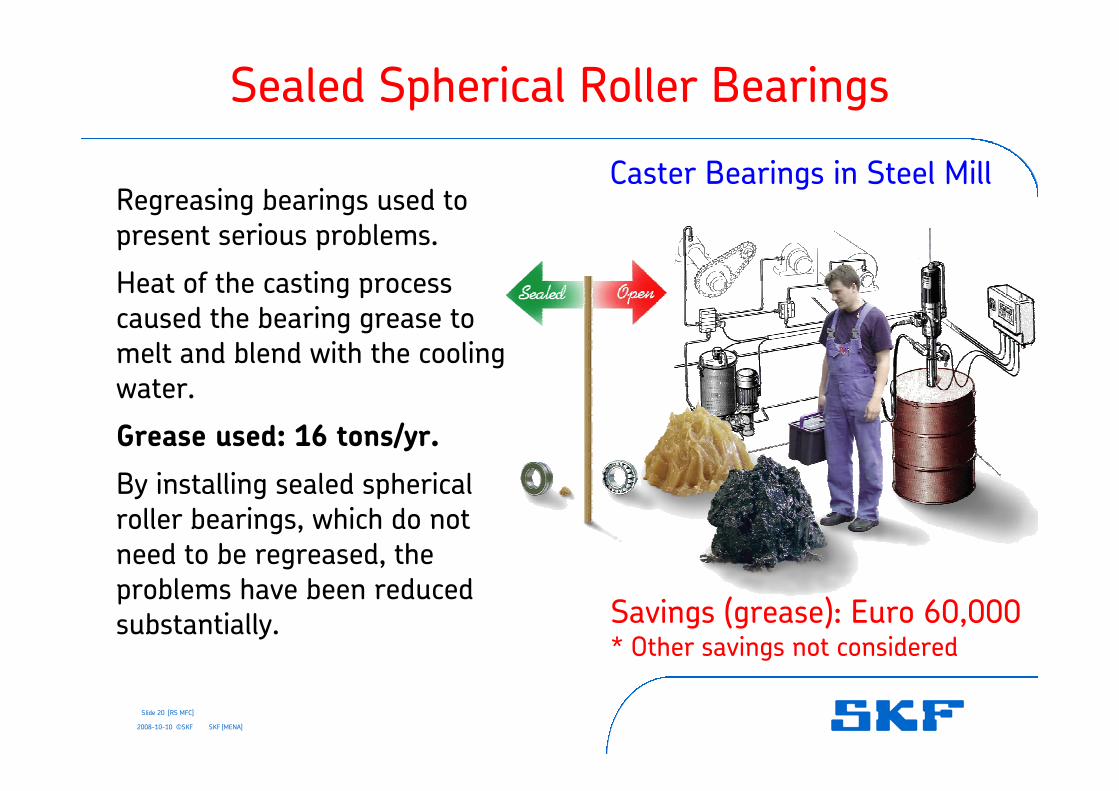
Sealed Spherical Roller Bearings
Regreasing bearings used to present serious problems.
Heat of the casting process caused the bearing grease to melt and blend with the cooling water.
Grease used: 16 tons/yr.
By installing sealed spherical roller bearings, which do not need to be regreased, the problems have been reduced substantially. Savings (grease): Euro 60,000
* Other savings not considered
Caster Bearings in Steel Mill
Machine Reliability Improvements Case Studies
2008-10-10 ©SKF Slide 21 [Code] SKF [Organisation]
2008-10-10 ©SKF
Slide 22 [RS MFC]
SKF [MENA]
- design review- shaft repair / machining tolerances- sealing arrangement- condition monitoring- lubrication selection
Electrical Motor Reliability
2008-10-10 ©SKF
Slide 23 [RS MFC]
SKF [MENA]
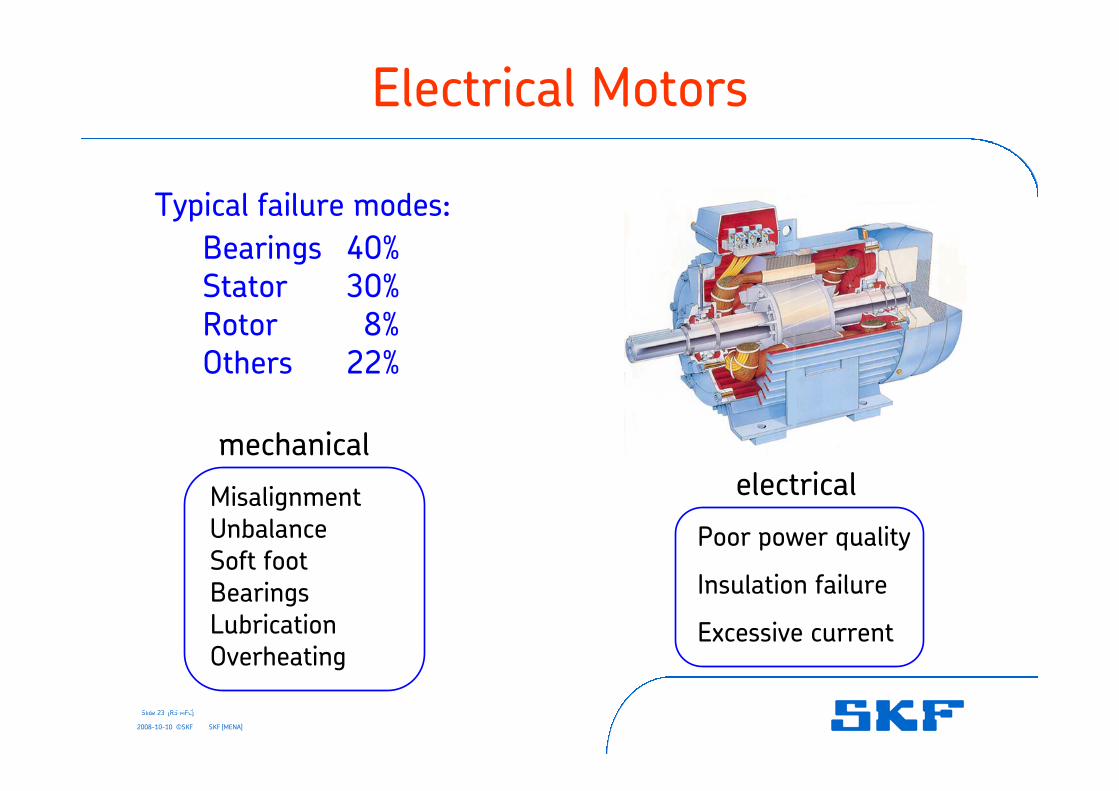
Electrical Motors
SKF Reliability Maintenance Institute
Typical failure modes:Bearings 40%Stator 30%Rotor 8%Others 22%
Poor power quality
Insulation failure
Excessive current
MisalignmentUnbalanceSoft footBearingsLubricationOverheating
mechanicalelectrical
2008-10-10 ©SKF
Slide 24 [RS MFC]
SKF [MENA]
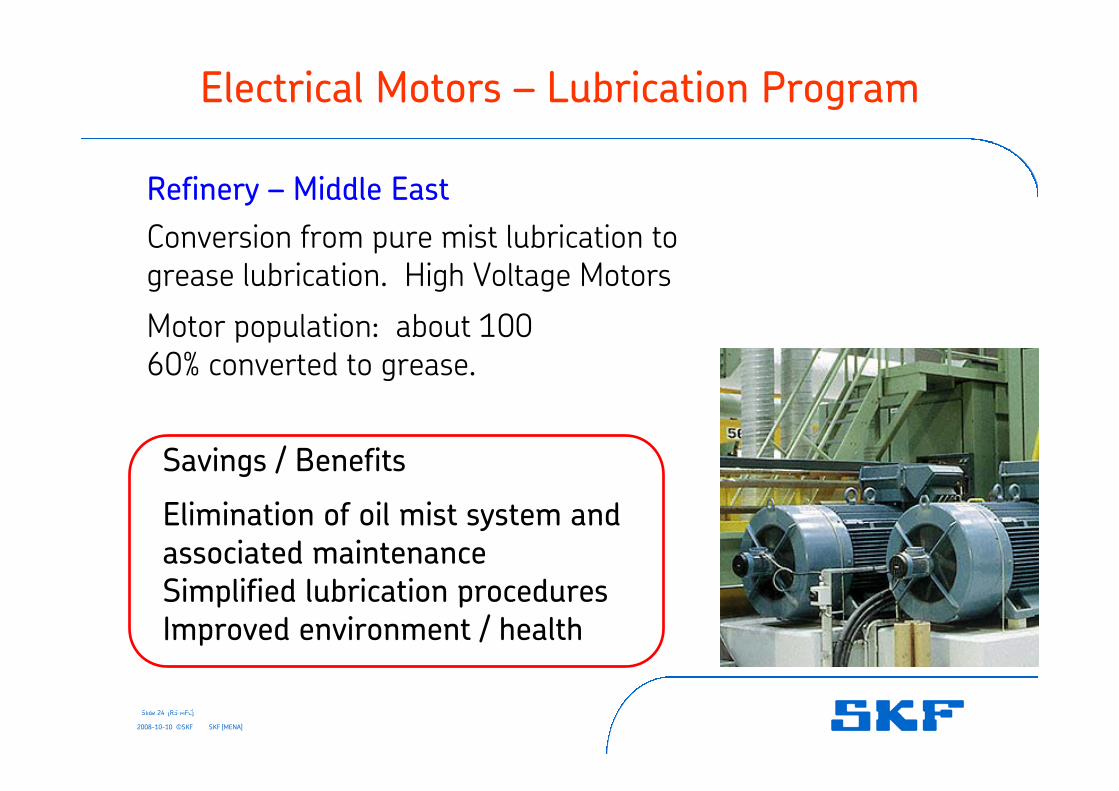
Electrical Motors – Lubrication Program
SKF Reliability Maintenance Institute
Conversion from pure mist lubrication to grease lubrication. High Voltage Motors
Motor population: about 10060% converted to grease.
Refinery – Middle East
Savings / Benefits
Elimination of oil mist system and associated maintenanceSimplified lubrication proceduresImproved environment / health
2008-10-10 ©SKF
Slide 25 [RS MFC]
SKF [MENA]
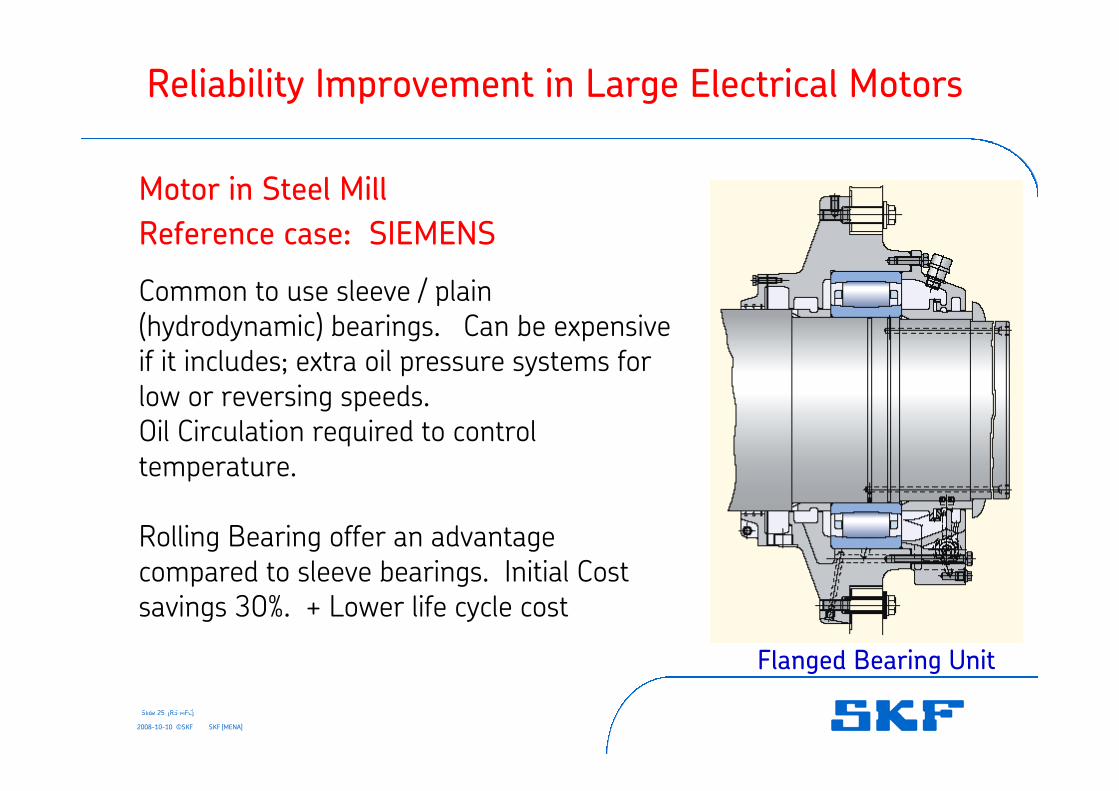
Reliability Improvement in Large Electrical Motors
SKF Reliability Maintenance Institute
Motor in Steel MillReference case: SIEMENS
Common to use sleeve / plain (hydrodynamic) bearings. Can be expensive if it includes; extra oil pressure systems for low or reversing speeds. Oil Circulation required to control temperature.
Rolling Bearing offer an advantage compared to sleeve bearings. Initial Cost savings 30%. + Lower life cycle cost
Flanged Bearing Unit
2008-10-10 ©SKF
Slide 26 [RS MFC]
SKF [MENA]
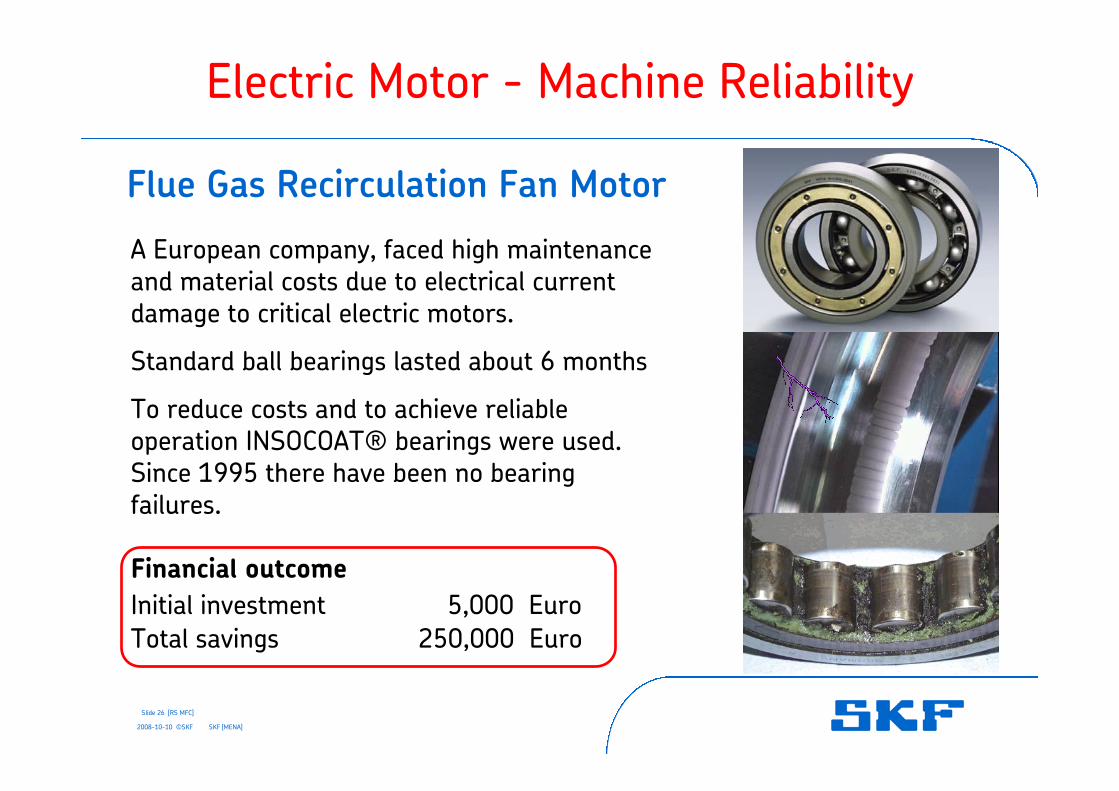
Electric Motor - Machine Reliability
A European company, faced high maintenance and material costs due to electrical current damage to critical electric motors.
Standard ball bearings lasted about 6 months
To reduce costs and to achieve reliable operation INSOCOAT® bearings were used. Since 1995 there have been no bearing failures.
Flue Gas Recirculation Fan Motor
Financial outcomeInitial investment 5,000 EuroTotal savings 250,000 Euro
2008-10-10 ©SKF
Slide 27 [RS MFC]
SKF [MENA]
Centrifugal Pump Reliability
2008-10-10 ©SKF
Slide 28 [RS MFC]
SKF [MENA]
Average cost of repair $6,000 / pump
Given the number of pumps in operation the cost savings are substantial
Typical failure are due to:Mechanical seal, bearing, lubrication
Premature failures
Centrifugal Pumps
Bearings - Angular Contact Ball Bearing, universal pairingImproved lubrication – synthetic lubricant Sealing arrangement - mechanical seals, isolators
2008-10-10 ©SKF
Slide 29 [RS MFC]
SKF [MENA]
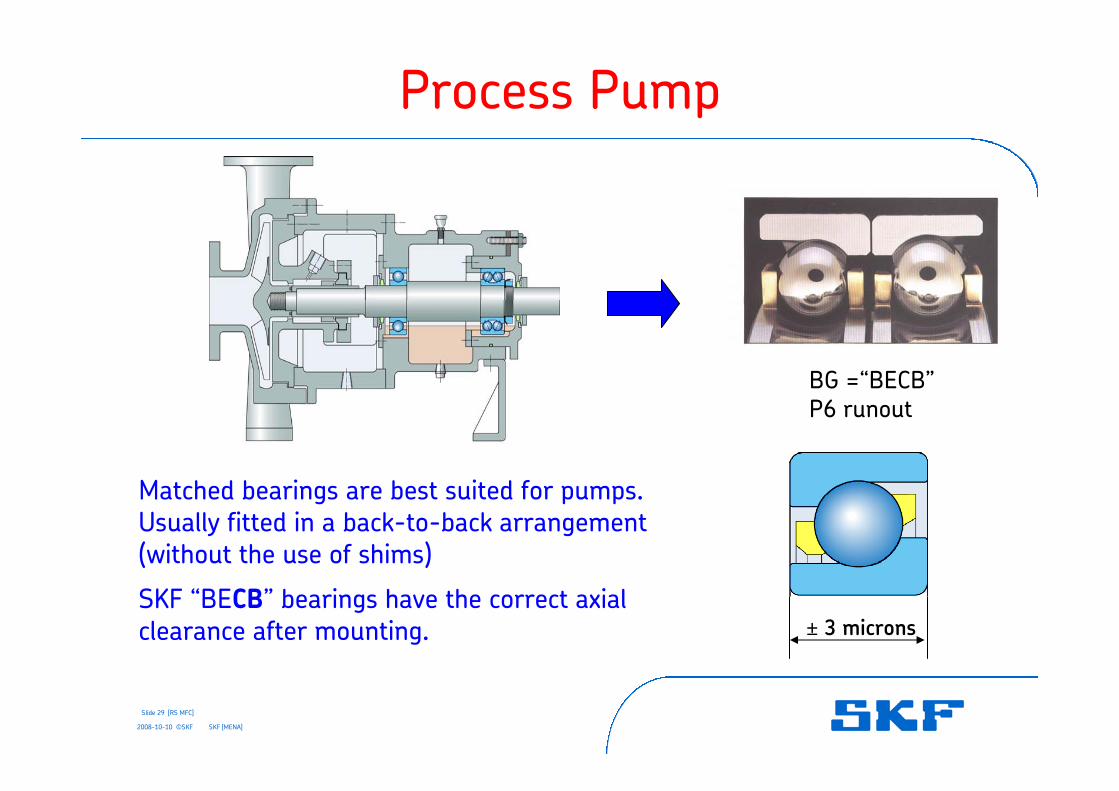
Process Pump
Matched bearings are best suited for pumps.Usually fitted in a back-to-back arrangement (without the use of shims)
SKF “BECB” bearings have the correct axial clearance after mounting.
BG =“BECB”P6 runout
± 3 microns
2008-10-10 ©SKF
Slide 30 [RS MFC]
SKF [MENA]
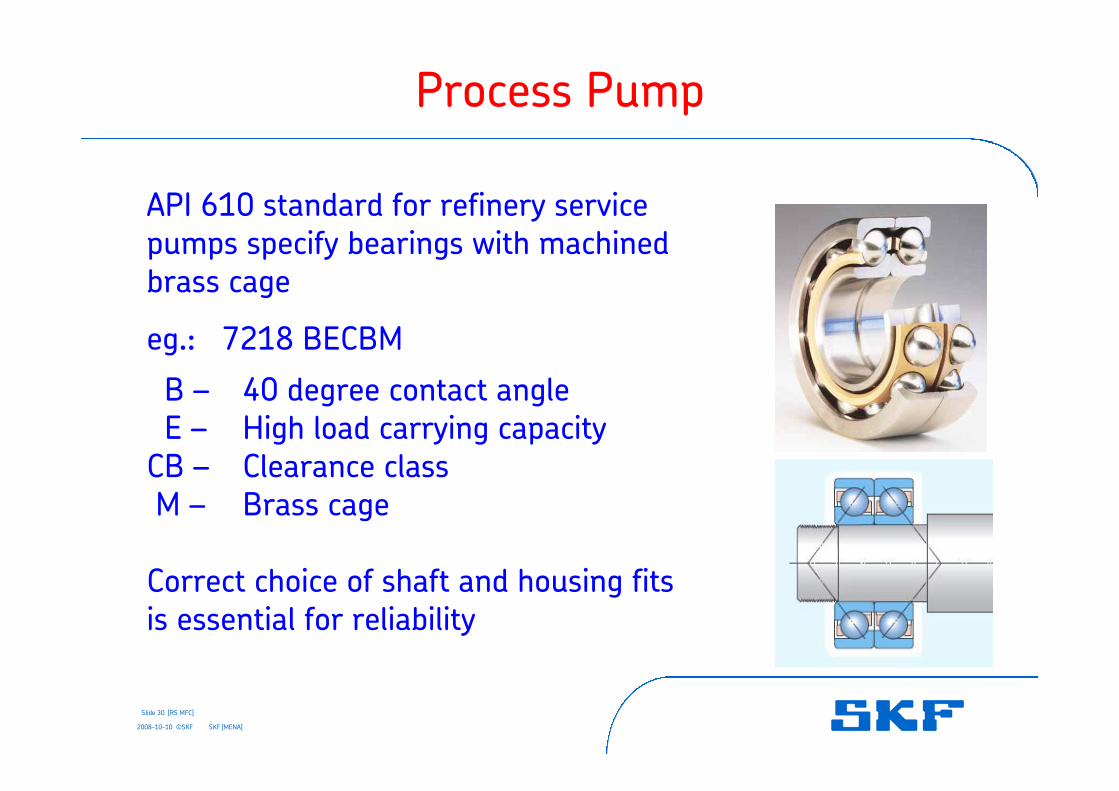
Process Pump
API 610 standard for refinery service pumps specify bearings with machined brass cage
eg.: 7218 BECBM
B – 40 degree contact angleE – High load carrying capacity
CB – Clearance classM – Brass cage
Correct choice of shaft and housing fits is essential for reliability
2008-10-10 ©SKF
Slide 31 [RS MFC]
SKF [MENA]
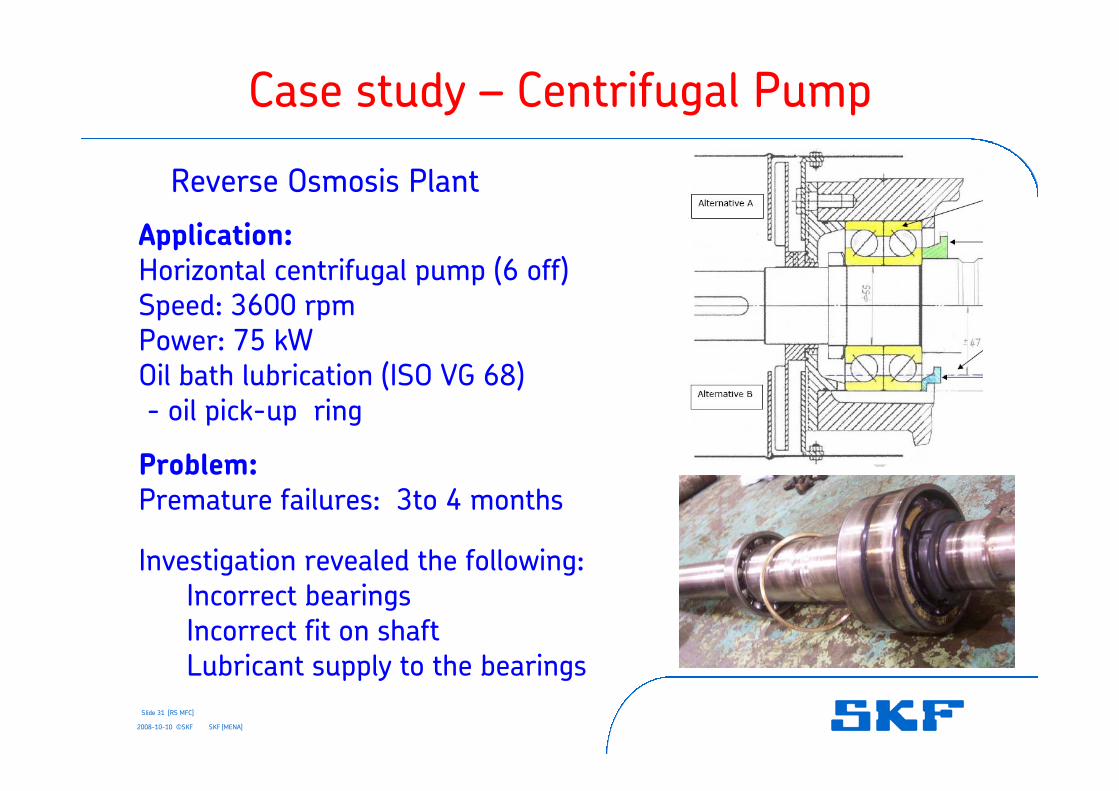
Case study – Centrifugal Pump
Application:Horizontal centrifugal pump (6 off)Speed: 3600 rpmPower: 75 kWOil bath lubrication (ISO VG 68)- oil pick-up ring
Problem:Premature failures: 3to 4 months
Investigation revealed the following:Incorrect bearingsIncorrect fit on shaftLubricant supply to the bearings
Reverse Osmosis Plant
2008-10-10 ©SKF
Slide 32 [RS MFC]
SKF [MENA]
Exhaust FanReliability improvement project
- design review and engineering - design of new components- shaft repair and impeller balancing- Installation and commissioning- lubrication selection
2008-10-10 ©SKF
Slide 33 [RS MFC]
SKF [MENA]
Exhaust Fan – case study
High impact on production !Proposal to convert the plain bearings to Rolling Bearings.
Cooler Scrubber Exhaust Fan
• Power: 320 kW
• Speed: 890 rpm
• Lubrication: Oil circulation
• Sleeve bearings
• Operating temperature: 93 ºC
• Year installed: 1990
• Mean Time Between Failure: 3 to 5 months
2008-10-10 ©SKF
Slide 34 [RS MFC]
SKF [MENA]
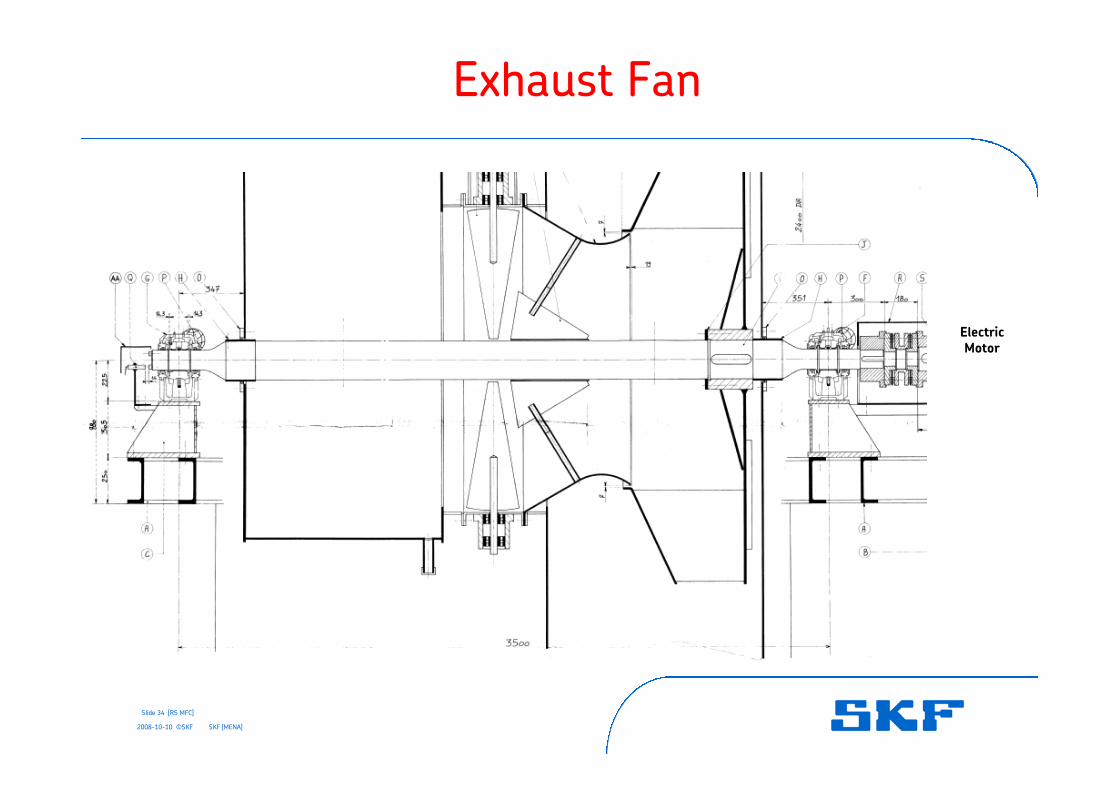
Exhaust Fan
Electric Motor
2008-10-10 ©SKF
Slide 35 [RS MFC]
SKF [MENA]
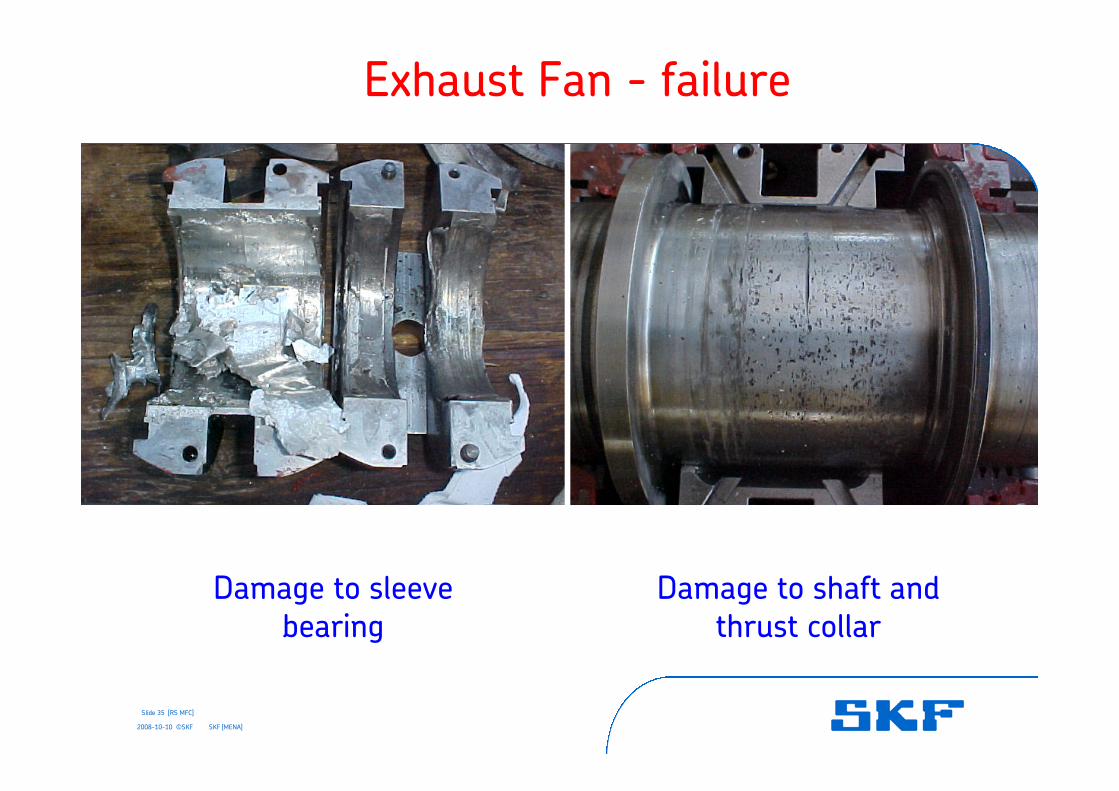
Exhaust Fan - failure
Damage to sleeve bearing
Damage to shaft and thrust collar
2008-10-10 ©SKF
Slide 36 [RS MFC]
SKF [MENA]
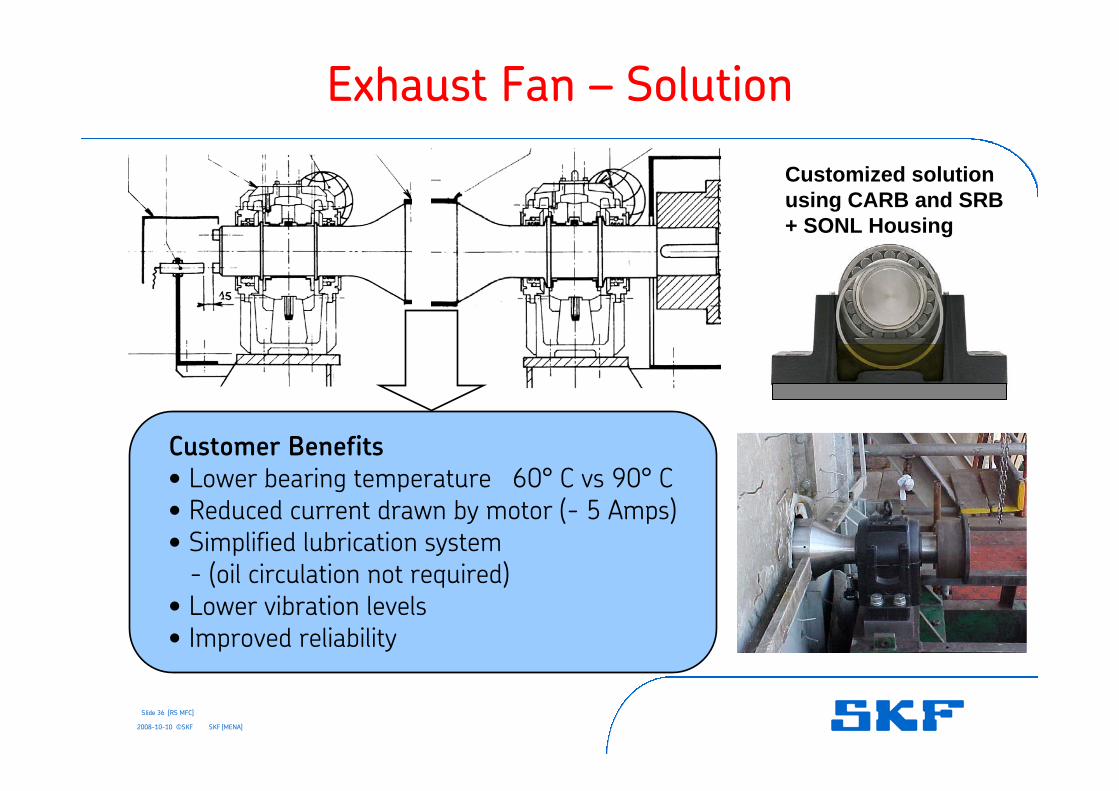
Exhaust Fan – Solution
Customized solution using CARB and SRB + SONL Housing
Customer Benefits • Lower bearing temperature 60° C vs 90° C • Reduced current drawn by motor (- 5 Amps)• Simplified lubrication system
- (oil circulation not required)• Lower vibration levels• Improved reliability
2008-10-10 ©SKF Slide 37 [Code] SKF [Organisation]
Exhaust Fan - Savings (Estimated)
Energy savings: $ 3,000 / fan / yrLubrication: $ 2,500 / yearMaintenance / Labour: $ 3,400 / failureLost Production: $ 40,500 / dayCost of shaft repair: $ 15,000
Plain Bearing Failures ……..Time to repair shaft / balancing 4 daysRebabbitting of bearings 1 dayInstallation / commissioning 1-2 days
Failure of plain bearings 3 – 5 monthsNew SKF solution > 33 months *• first fan commissioned mid Feb 2005
SAVINGS: > $ 360,000 /yrSecond fan commissioned end Sep 2006
2008-10-10 ©SKF
Slide 38 [RS MFC]
SKF [MENA]
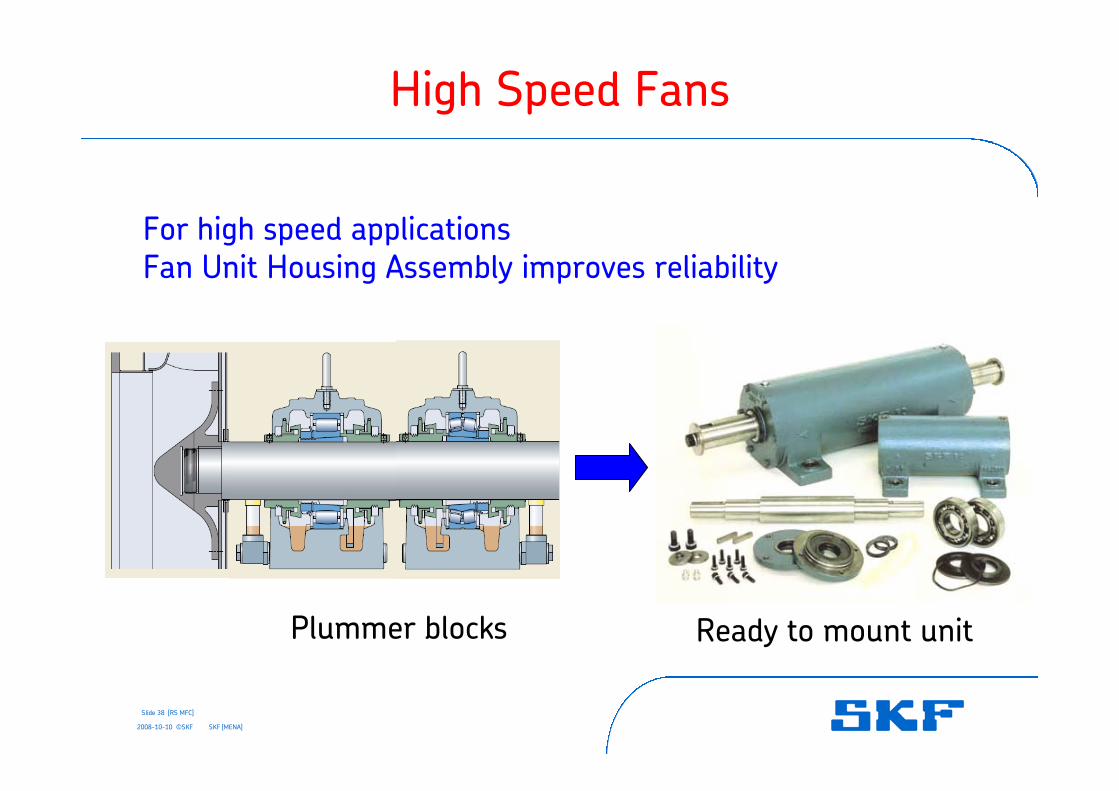
High Speed Fans
For high speed applicationsFan Unit Housing Assembly improves reliability
Plummer blocks Ready to mount unit
2008-10-10 ©SKF
Slide 39 [RS MFC]
SKF [MENA]
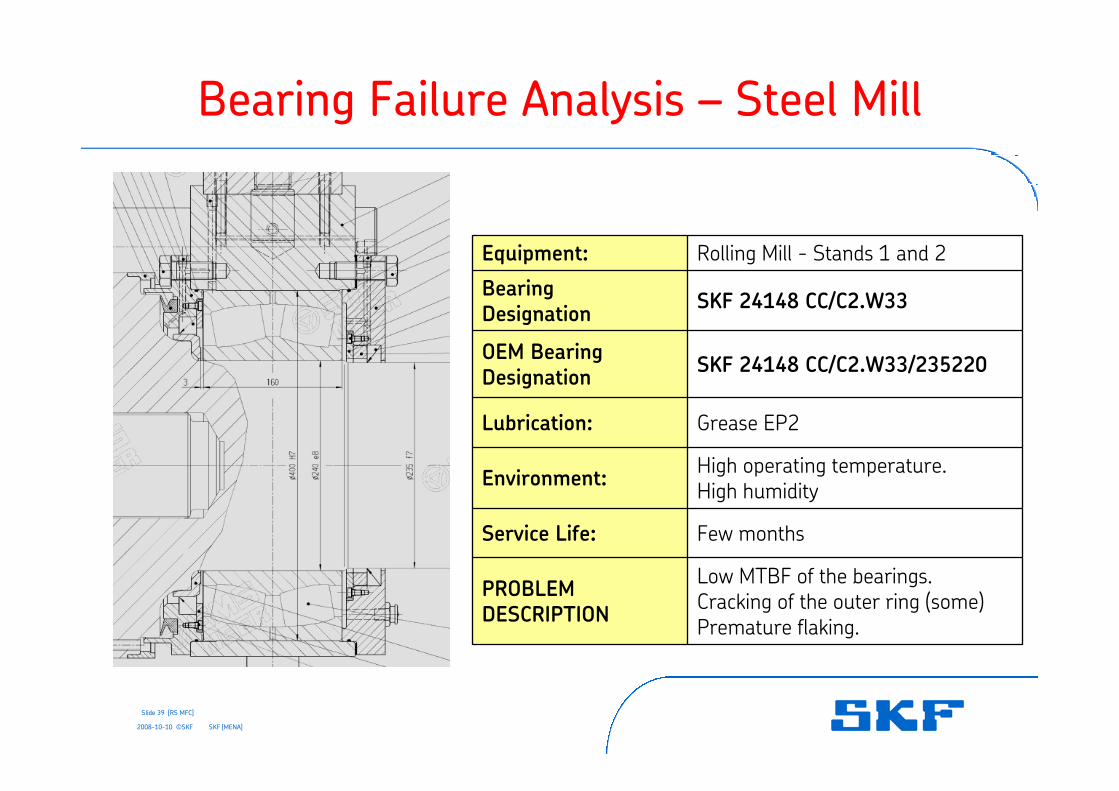
Bearing Failure Analysis – Steel Mill
Low MTBF of the bearings.Cracking of the outer ring (some) Premature flaking.
PROBLEMDESCRIPTION
Few monthsService Life:
High operating temperature. High humidityEnvironment:
Grease EP2Lubrication:
SKF 24148 CC/C2.W33/235220OEM BearingDesignation
SKF 24148 CC/C2.W33BearingDesignation
Rolling Mill - Stands 1 and 2Equipment:
2008-10-10 ©SKF
Slide 40 [RS MFC]
SKF [MENA]
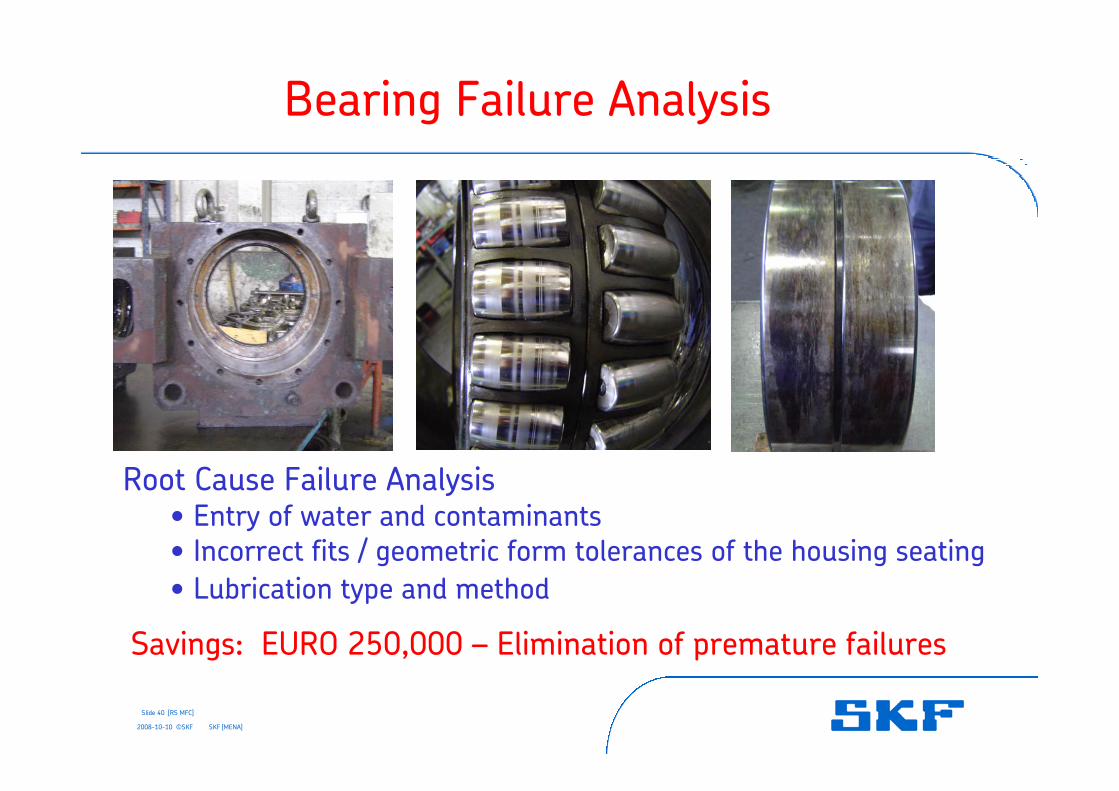
Bearing Failure Analysis
Root Cause Failure Analysis • Entry of water and contaminants • Incorrect fits / geometric form tolerances of the housing seating• Lubrication type and method
Savings: EURO 250,000 – Elimination of premature failures
2008-10-10 ©SKF Slide 41 [Code] SKF [Organisation]
Paper Mill
Press Roll Section
Reliability Improvement Project

2008-10-10 ©SKF
Slide 42 [RS MFC]
SKF [MENA]
Customer requirements:Improve reliability of the press section. Increase speed of the machine and production.Solution:Improved design of the housing / bearing assembly –10 housings, oil circulation system, sealing arrangement.
• Root cause failure analysis• Optimized housing design (stiffness) • Improved sealing arrangement• Oil circulating system
Customer benefits: Improvements to the machine performanceFinancial savings – uptime, increased MTBF
Paper Mill (Egypt),
Press Roll Upgrade Project
23280 CCK/C3 W33
2008-10-10 ©SKF
Slide 43 [RS MFC]
SKF [MENA]
Before - Premature bearing failures each 8 months. After implementation of the improved solution –Bearing life was extended to more than 20 months.
Time required to change the bearing: 36 hoursThe manpower cost: Euro 2,500Production: 9 tons/ hour. Price of one ton of paper: EURO 650
Financial calculation - Cost Savings1- Number of tons lost due to 1 break down = 9 x 36 = 324 tones2- Cost of production lost = 324 x 650 = Euro 210,6003- Total cost of one break down = 210,600 + 2500 = 213,1004- No. of break downs avoided = 20/8 = 2.5
Total cost saving (improved reliability – avoidance of breakdown)
= 2.5 x 213,100 = Euro 532,750
Paper Mill - Press Roll Upgrade Project
2008-10-10 ©SKF
Slide 44 [RS MFC]
SKF [MENA]
Lubrication Management
2008-10-10 ©SKF Slide 44 [Code] SKF [Organisation]

2008-10-10 ©SKF
Slide 45 [RS MFC]
SKF [MENA]
Lubrication Management - Why?
Contamination reduces machine reliability and causes bearing / component failures
Best Practice in Lubrication Management
ReasonsContaminated environmentContaminated lubricantsIneffective sealsComponent wear
Corrective ActionsContamination free systemsTraining in lubricationCleaner work areas Use of oil filtration / breathersRedesign the sealing arrangement

2008-10-10 ©SKF
Slide 46 [RS MFC]
SKF [MENA]
Poor Storage - Not Best Practice
2008-10-10 ©SKF
Slide 47 [RS MFC]
SKF [MENA]
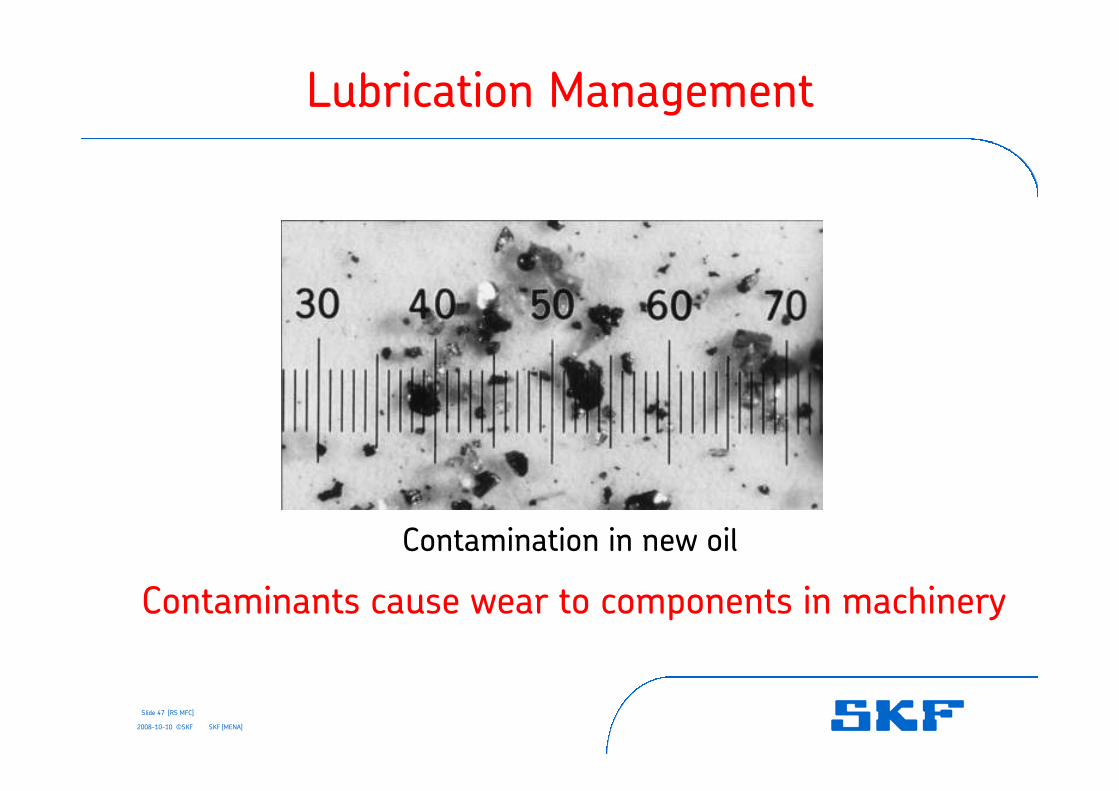
Lubrication Management
Contaminants cause wear to components in machinery
Contamination in new oil
2008-10-10 ©SKF
Slide 48 [RS MFC]
SKF [MENA]
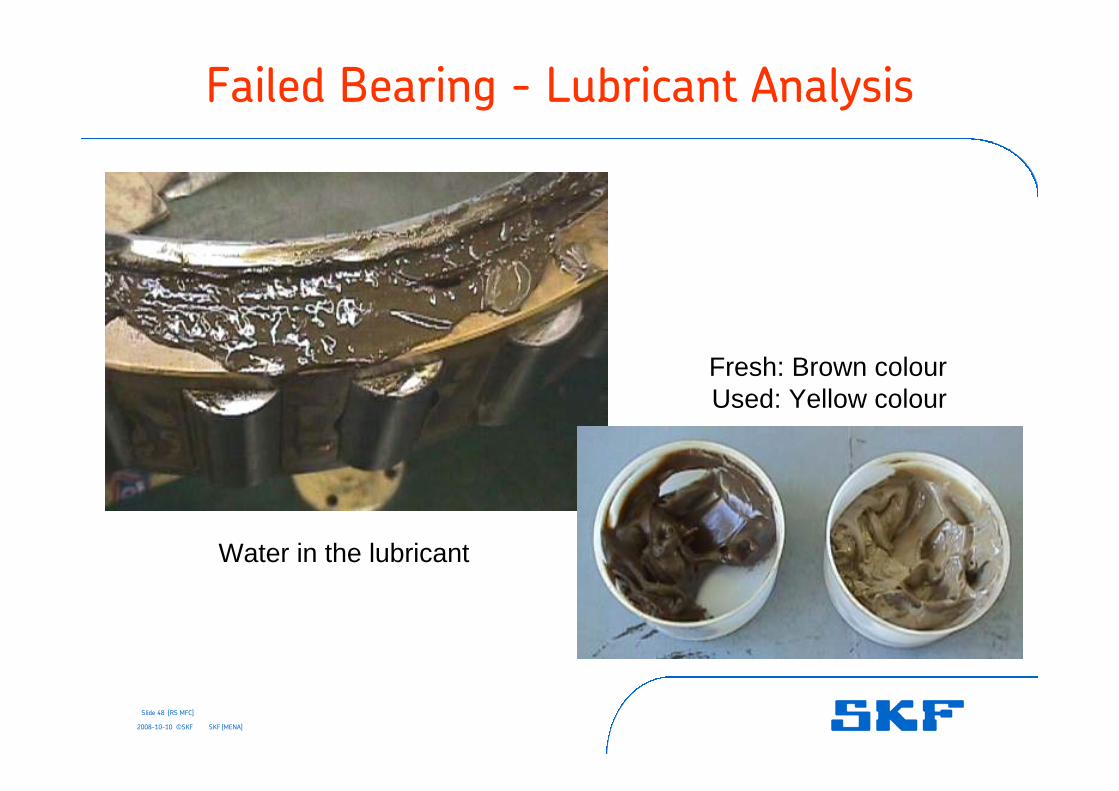
Failed Bearing - Lubricant Analysis
Fresh: Brown colourUsed: Yellow colour
Water in the lubricant
2008-10-10 ©SKF
Slide 49 [RS MFC]
SKF [MENA]
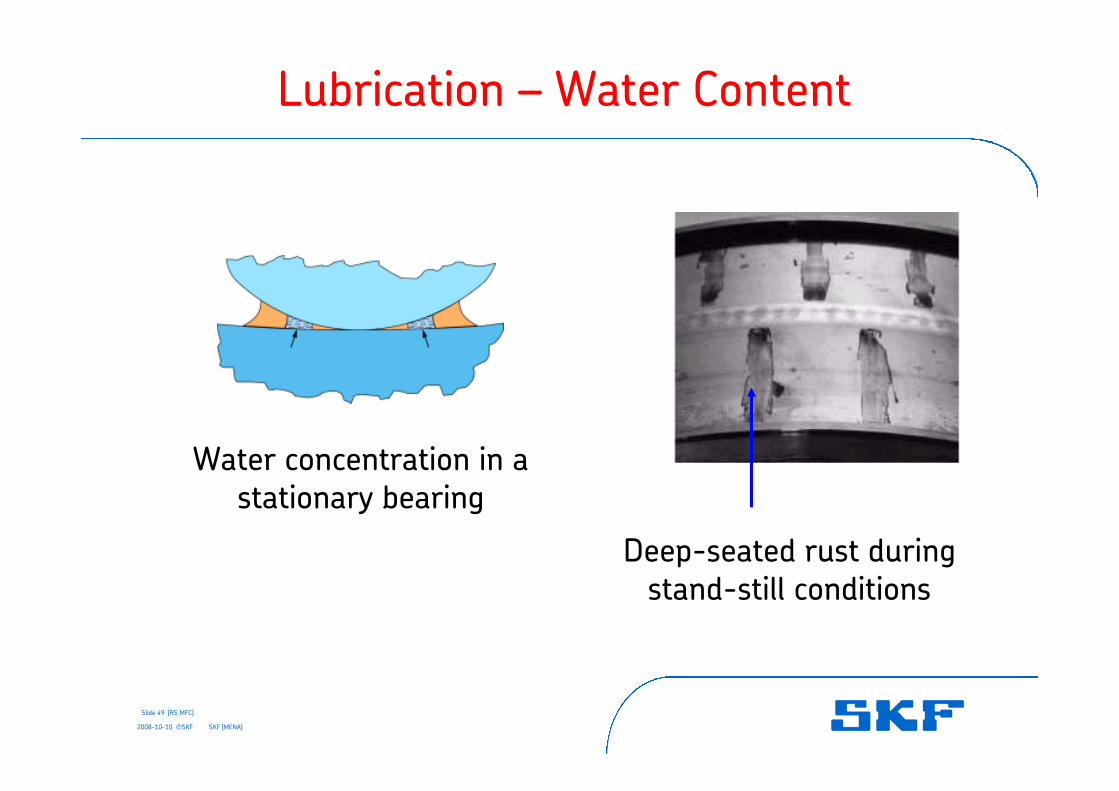
Water concentration in a stationary bearing
Deep-seated rust during stand-still conditions
Lubrication – Water Content
2008-10-10 ©SKF
Slide 50 [RS MFC]
SKF [MENA]
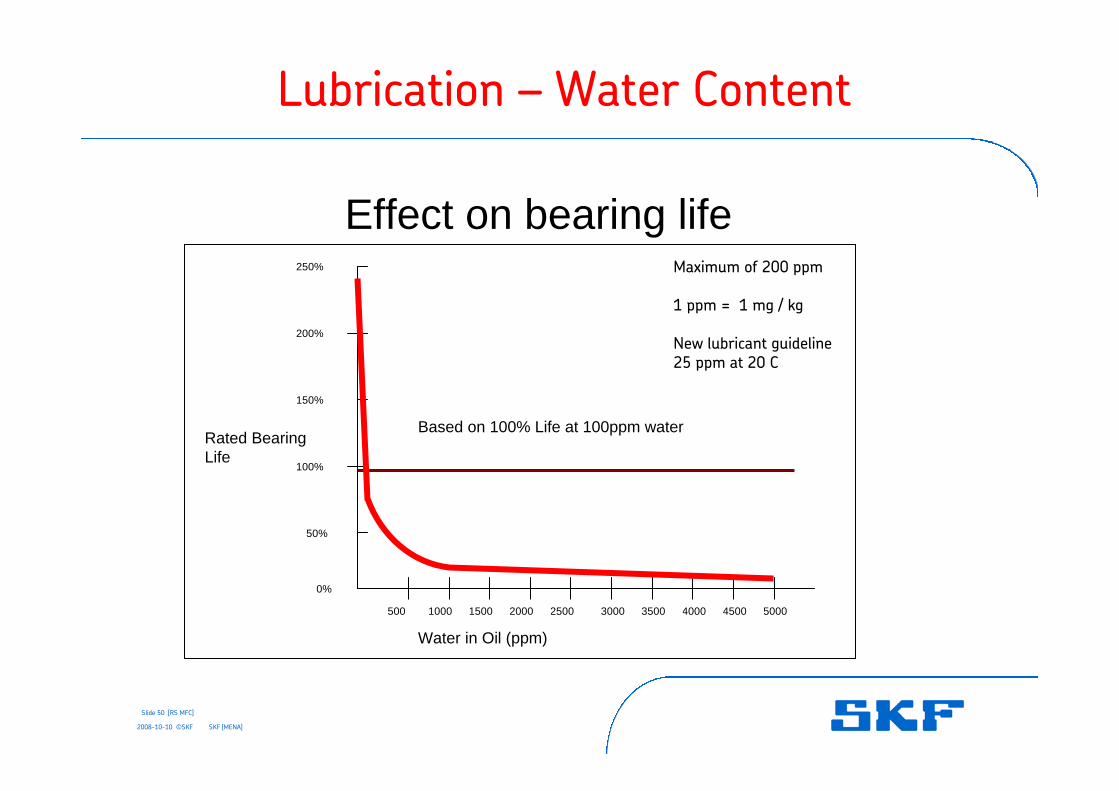
Lubrication – Water Content
0%
50%
100%
150%
200%
250%
50003000 45002500 40002000 350015001000500
Rated Bearing Life
Water in Oil (ppm)
Based on 100% Life at 100ppm water
Effect on bearing lifeMaximum of 200 ppm
1 ppm = 1 mg / kg
New lubricant guideline25 ppm at 20 C

2008-10-10 ©SKF
Slide 51 [RS MFC]
SKF [MENA]
Best Practices, Lube Bay Management

2008-10-10 ©SKF
Slide 52 [RS MFC]
SKF [MENA]
Lubrication Management

2008-10-10 ©SKF
Slide 53 [RS MFC]
SKF [MENA]
Best Practices, Transfer Containers
Oil Safe®
Lubrication System
Protect Lubricants from Contamination
Reduce Machinery Downtime
Minimize Spills & Accidents
10 Colors to Code Lubricant Grades
Reliability improvement initiativesMachine Reliability Case StudiesLubrication Management
2008-10-10 ©SKF Slide 54 [Code] SKF [Organisation]

Thank you