3. materals and fabrication
14
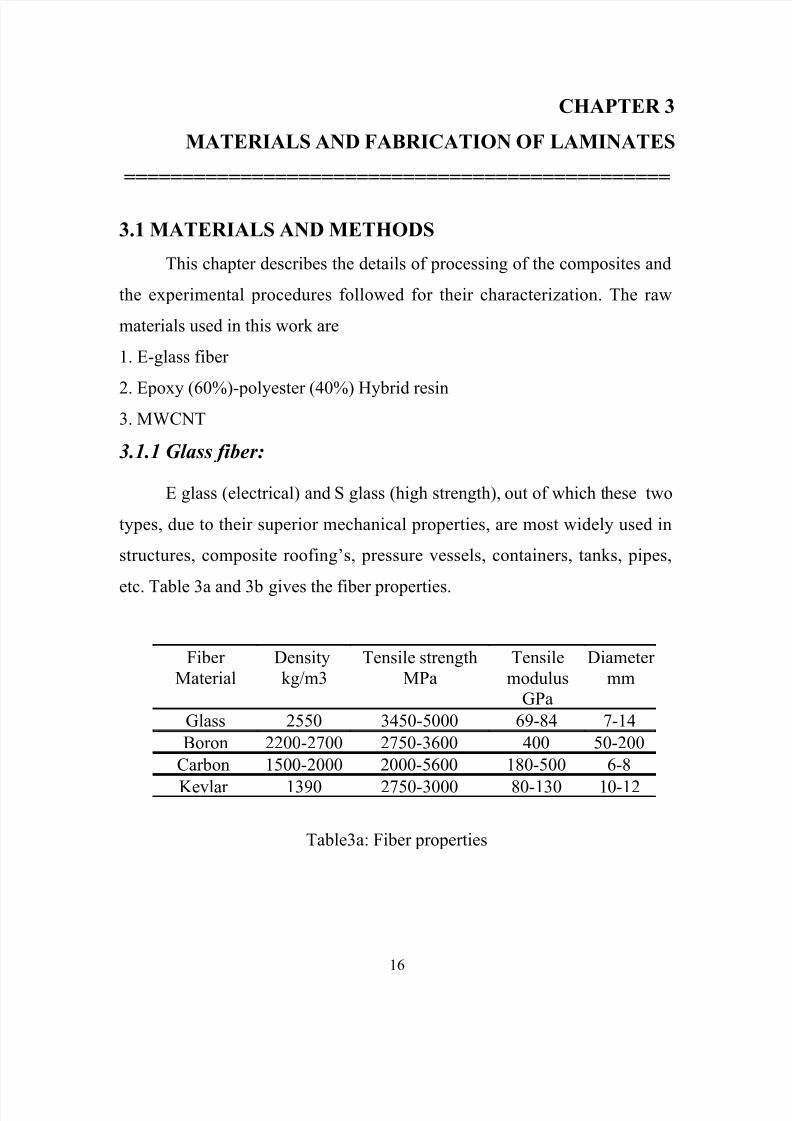
CHAPTER 3 MATERIALS AND FABRICATION OF LAMINATES =============================================== 3.1 MATERIALS AND METHODS This chapter describes the details of processing of the composites and the experimental procedures followed for their characterization. The raw materials used in this work are 1. E-glass fiber 2. Epoxy (60%)-polyester (40%) Hybrid resin 3. MWCNT 3.1.1 Glass fiber: E glass (electrical) and S glass (high strength), out of which t hese two types, due to their superior mechanical properties, are most widely used in structures, composite roofing’s, pressure vessels, containers, tanks, pipes, etc. Table 3a and 3b gives the fiber properties. Fiber Material Density kg/m3 Tensile strength MPa Tensile modulus GPa Diameter mm Glass 2550 3450-5000 69-84 7-14 Boron 2200-2700 2750-3600 400 50-200 Carbon 1500-2000 2000-5600 180-500 6-8 Kevlar 1390 2750-3000 80-130 10-12 Table3a: Fiber properties 16
-
Upload
vishal-srinivas -
Category
Documents
-
view
218 -
download
0
Transcript of 3. materals and fabrication
8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 1/14
CHAPTER 3
MATERIALS AND FABRICATION OF LAMINATES
===============================================
3.1 MATERIALS AND METHODS
This chapter describes the details of processing of the composites and
the experimental procedures followed for their characterization. The raw
materials used in this work are
1. E-glass fiber
2. Epoxy (60%)-polyester (40%) Hybrid resin3. MWCNT
3.1.1 Glass fiber:
E glass (electrical) and S glass (high strength), out of which these two
types, due to their superior mechanical properties, are most widely used in
structures, composite roofing’s, pressure vessels, containers, tanks, pipes,
etc. Table 3a and 3b gives the fiber properties.
Fiber
Material
Density
kg/m3
Tensile strength
MPa
Tensile
modulus
GPa
Diameter
mm
Glass 2550 3450-5000 69-84 7-14
Boron 2200-2700 2750-3600 400 50-200
Carbon 1500-2000 2000-5600 180-500 6-8
Kevlar 1390 2750-3000 80-130 10-12
Table3a: Fiber properties
16

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 2/14
Fiber Melting
point 0C
Heat
Capacity
kJ/(kg.K)
Thermal
conductivity
W/(mK)
Coefficient of thermal
expansion 10-6m/mK
Glass 840 0.71 13 5
Boron 2000 1.30 38 5
Carbon 3650 0.92 1003 -1.0
Kevlar 49 250 1.05 2.94 -4.0
Table3b: Fiber properties
3.1.2 Reinforcements:
The most commonly used thermosets are epoxy, polyester and
phenolic resins, among which polyester resins are most widely used in
various common engineering goods and composite applications. However,
epoxy resins constitute the major group of thermoset resins used in
composite structures and adhesives, as they are stronger and stiffer. Phenolic
resins are rich in carbon and possess good thermal properties and are
normally used in high temperature applications especially as an ablative
material in thermal protection systems. Silicone, bismaleimide, polyimide,
polybenzimidazol, etc. are in fact, high temperature polymers that can
perform at higher temperature ranging from 200-4500C. The structures of
some thermosetting resins are illustrated in Fig. 2.8.
Epoxy resins in general possess good thermomechanical, electrical
and chemical resistant properties. They are so called, because they contain
two or more epoxide groups in the polymer before cross-linking.
A polyester resin is comprised of an unsaturated backbone polymer
dissolved in a reactive monomer. The polyester backbone polymer is formed
17

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 3/14
by condensation of a mixture of diabasic acids (saturated and unsaturated)
and one or more glycols. The process of curing is initiated by adding a
source of free radicals (e.g., benzoyl peroxide or hydroperoxide and catalysts
Curing takes place in two stages: a soft gel is first formed and this is
followed by a rapid polymerization with generation of heat. A higher
proportion of unsaturated acid in the backbone polymer yields a more
reactive resin, while with a higher quantity of saturated acid the reaction
becomes less exothermic. During curing, the styrene monomer reacts with
the unsaturated sites of the backbone polymer to form a three-dimensional
cross-linked network. A small amount of wax is often added to the solution
before curing to facilitate proper curing of the surface of a laminate. Wax,
during curing, exudes to the surface to form a thin protective layer that
reduces loss of styrene from the surface and prevents oxygen which inhibits
reaction to come in contact with the radicals. Several types of polyester
resins are commercially available. Vinyl-ester resins are high performance
polyester resins, which are acrylic esters of epoxy resins dissolved in styrene
monomer. Polyester resins can be reinforced with almost all types of
reinforcements to make polyester composites. Polyester resins are cheaper
and more versatile, but inferior to epoxy resins in some respects. Their use in
advanced structural composites is therefore limited. However, they have
been widely used in boat hulls, civil engineering structures, automobile
industries and various engineering products and appliances. The properties
of Resin are given in table 3c.
18

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 4/14
Properties Epoxies Polyesters
Density, kg/m3 1100-1400 1200
Tensile strength, MPa 35-100 50-60
Tensile modulus, GPa 1.5-3.5 2-3
Poisson ratio 0.35 0.35
Coefficient of thermal expansion,
10-6m/mK 50-70 40-60
Service temperature, K 300-370 330-350
Table 3c properties of Resin
3.1.3 Carbon Nano Tubes (Fillers):
Carbon nanotubes are molecular-scale tubes of graphitic carbon with
outstanding properties. They are among the stiffest and strongest fibres
known, with Young’s moduli as high as 1 TPa and tensile strengths of up to
63 GPa. They also have remarkable electronic properties and can be metallicor semiconducting depending on their structure and diameter. There is
currently great interest in exploiting these properties by incorporating carbon
nanotubes into some form of matrix. A wide range of polymer matrices have
been employed, and there is growing interest in nanotube/ceramic and
nanotube/metal composites.
The filler material CNT is provided by NANOSHEL India sieved to
obtain particle size in the range 10-30 μm
19

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 5/14
Nanoshel page
20

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 6/14
21

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 7/14
3.2. Processing of the Composites
3.2.1. Specimen preparation
E-glass fibers of 610 roving are reinforced with Epoxy LY 556 resin,
chemically belonging to the ‘epoxide’ family is used as the matrix material.
Its common name is Bisphenol A Diglycidyl Ether. The low temperature
curing epoxy resin (Araldite LY 556) and corresponding hardener (HY951)
are mixed in a ratio of 100:10 by weight as recommended; Also the Iso-
polyester and their corresponding catalyst and accelerator are mixed in the
ratio of 100:1.5:1.5 % by weight. Both the resins are taken in a bowl and
mixed in mechanical stirrer, and their corresponding curing agents are
added. The glass fiber of size 300 x 300 mm is placed within a 4mm thick
spacer plate and applied with the resin and fabricated in compression
molding at a pressure of 30 bar for 4 hours at 90°C. A spacer plate is placed
for the purpose of maintaining a constant thickness of 4mm. For mixing up
of MWCNT the resin is mixed in stirrer and then preheated to 60 degree and
then the carbon nanotubes are added. The resin is then sonicated for 4 hours
at 55 degrees.
Sonication is used in nanotechnology for evenly dispersing of
nanoparticles in resins. Sonication can be used to speed dissolution, by
breaking inter molecular interactions.
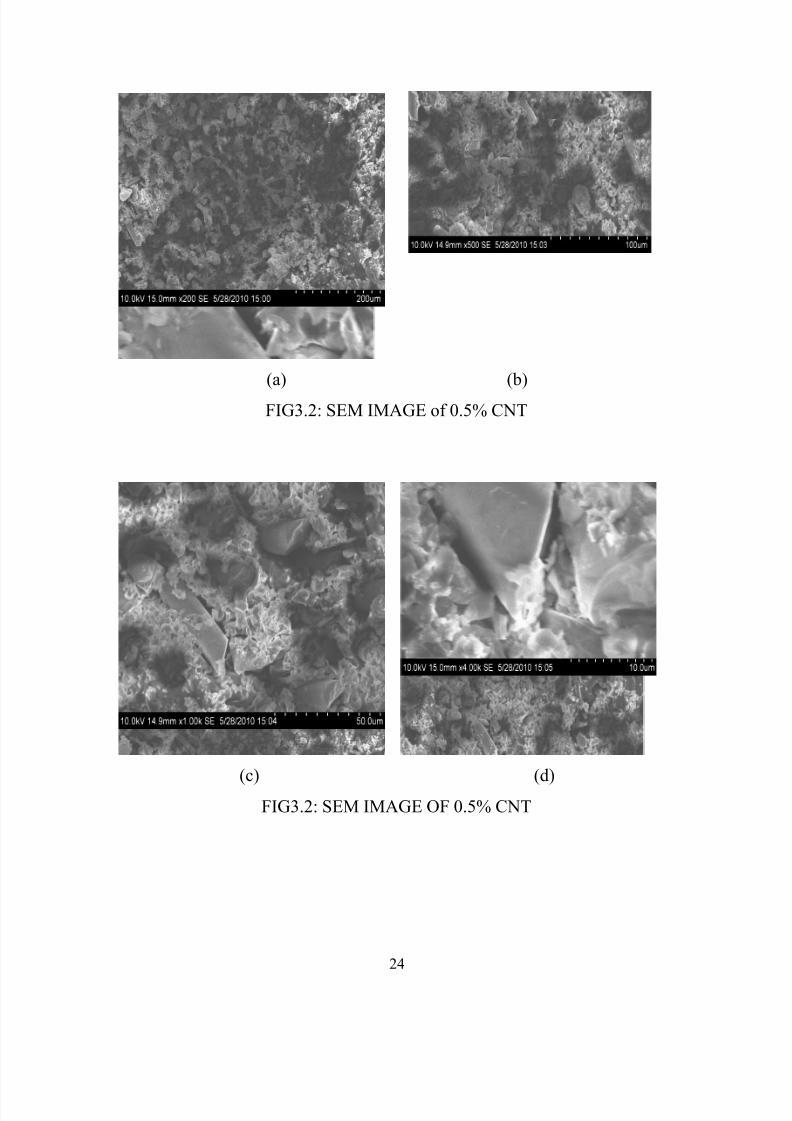
SEM testing has been done to check the proper dispersion of carbon
nano tubes with the resin. Scanning electron (SEM) was used to investigate
the surfaces of CNT filled samples that yielded information about the
microstructure and the distribution of nanoparticles within the polymer.
22

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 8/14
FIG 3.1 ULTRASONICATOR
It is especially useful when it is not possible to stir the sample. Then the
above steps are followed for the fabrication of nano composites.
Specimens:
Composites composition
1 Epoxy + glass fiber
2 Epoxy(60): polyester (40%) + glass fiber
3 Epoxy(60): polyester (40%) + glass fiber + 0.5% CNT
4 Epoxy(60): polyester (40%) + glass fiber + 1% CNT
Table 3d: List of Specimen Prepared
23
8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 9/14
(a) (b)
FIG3.2: SEM IMAGE of 0.5% CNT
(c) (d)
FIG3.2: SEM IMAGE OF 0.5% CNT
24

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 10/14
(a) (b)
FIG3.3: SEM IMAGE OF 1% CNT
(c) (d)
FIG3.3: SEM IMAGE OF 1% CNT
25

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 11/14
3.3 Characterization of the Composites
3.3.1 Density:
The actual density (ρce ), however, can be determined experimentally by
immersion technique as shown in fig 3.4.
FIG 3.4: HYDROMETER
The density of the hybrid resin by ASTM D792 is measured as 1.14@35°C.
3.3.2 Viscosity:
The resin epoxy-polyester in the ratio of (60:40) is taken in a beaker. The
viscosity of the resin is calculated by Brookfield viscometer. The viscosity
of the hybrid resin is measured as 280 cps in RV 2 at 20 rpm.
26

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 12/14
3.3.3 Gel Time:
The gelling time of the resin is measured manually by mixing up of
epoxy: polyester in a ratio of (60:40) and there corresponding curing agents
are added. An electronic thermometer is set to note the temperature change.
Once the curing agents are mixed the initial time is noted. There will be
sudden increase in temperature, after that the resin starts to gel. The time of
gelling and maximum temperature is noted and plotted as graphical
representation.
FIG 3.5: GEL TIME CALCULATION
The maximum temperature attained is 68 degrees.3.3.4 Hardness:
The Hardness of the resin is determined by ASTM D 2240 for hard
material testing. SHORE D hardness test gives the hardness value of 75.
27
tu
re

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 13/14
Density hardness pg28
28

8/7/2019 3. materals and fabrication
http://slidepdf.com/reader/full/3-materals-and-fabrication 14/14
Viscosity pg29
29