W isconsin CentCenter for Dairy Research
83
W W isconsin isconsin Cent Cent er for Dairy Research er for Dairy Research {Annualreport2000} {Annualreport2000}
Transcript of W isconsin CentCenter for Dairy Research

WW
Wisconsinisconsin
isconsin CentCent
Center for Dairy Researcher for Dairy Research
er for Dairy Research
{Annualreport2000}
{Annualreport2000}
{Annualreport2000}

University of Wisconsin—Madison1605 Linden Dr.Madison, WI 53706-1565
608/262-5970fax 608/262-1578http://www.cdr.wisc.edu
CDR
Center for Dairy ResearchWisconsin
annual report 2000

ii
CDR Annual Report 2000
CDR Annual ReportPublished March 1, 2001, by the Wisconsin Center for Dairy Research.
Our annual report is a technical overview of CDR funded research and otherCenter activities during fiscal year 2000. This document was prepared fororganizations funding CDR and for fellow dairy researchers. Although it
describes projects in progress and interpretations of data gathered to date, it isnot a peer-reviewed publication.
Please seek the author's written consent before reprinting, referencing, orpublicizing any reports contained in this document.
For more information call Karen Paulus at (608) 262-8015.(E-mail: [email protected])

iii
Milkfat
ContentsChapter One
Milkfat
Texturization of butter and butter spreads ................................................................................ 3RW Hartel, professor, Yuping Shi, assoc. researcher, Dept of Food Science
Determination of caloric bioavailability and apparent lipid digestibility ofliquid milkfat fractions ................................................................................................................... 4
Denise M. Ney, professor, Dept. of Nutritional Sciences
Milkfat fractions and emulsifiers in dairy-based reduced-fat spreads .............................. 5Kirk L. Parkin, professor, Wade N. Schmelzer and Melanie Dineen, research assistants,Department of Food Science; Kerry E. Kaylegian, researcher, Center for Dairy Research
Application of milk powders in milk chocolate ........................................................................ 8RW Hartel, professor, Baomin Liang, assoc. researcher, Dept of Food Science
Chapter Two
Cheese
Fractionation of κ-casein glycomacropeptide from whey for nutraceutical uses:Scale up of the ion exchange membrane technology ........................................................... 15
Mark. R. Etzel, associate professor, S. Dermawan, graduate assistant,Dept. of Food Science
“Whey Refinery” for producing proteins for beverages and nutraceuticals .................... 19Mark. R. Etzel, associate professor, Dept. of Food Science
Technical and economic development of a milk refinery ....................................................21Mark. R. Etzel, associate professor, Dept. of Food Science, UW-Madison; David M. Barbano,professor, Dept. of Food Science, and Andrew J. Novakovic, professor, Dept. of AppliedEconomics and Management, Cornell University
A multi-country analysis of household food demand: Implications for U.S.food exports ....................................................................................................................................23
Brian W. Gould, senior scientist, Wisconsin Center for Dairy Research, W.S. Chern, professor,Ohio State University, B.K. Goodwin, professor, North Carolina State University, R.Mittlehammer, professor, T.I. Wahl, professor, Washington State University, Ricardo Sabates,graduate student, Hector Villareal, graduate student, Dept. of Ag. and Applied Economic
Model development for manipulation of rheological properties of cheese ...................24S. Gunasekaran, professor, Biological Systems Engineering, J. Lucey, Dept. of Food Science,E. A. Foegeding, professor, North Carolina State and D. McMahon, professor, Utah StateUniversity
Large amplitude nonlinear viscoelastic behavior of mozzarella cheese duringtwin-screw extrusion .....................................................................................................................25
S. Gunasekaran, A.J. Giacomin, T.A. Osswald, C. Yu, Department of Food Science and M.E.Johnson, Center for Dairy Research

iv
CDR Annual Report 2000
Investigating reasons for hardening of reduced fat Cheddar cheeseduring heating .................................................................................................................................26
S. Gunasekaran, professor, S.Y. Kim, research assistant, Biological SystemsEngineering, C. Chen, researcher, M.E. Johnson, senior scientist, CDR
Effect of water distribution on physical properties of pizza cheese and LMPSmozzarella cheese during early stages of maturation and freezing and thawing .........28
S. Gunasekaran, professor, M-I. Kuo, and M.E. Anderson, Biological SystemsEngineering, C. Chen, researcher, M.E. Johnson, senior scientist, Center for Dairy Research
Mother liquor for producing lactose and a calcium-based product ..................................31Karen E. Smith, associate researcher, Wisconsin Center for Dairy Research
Whey producers and whey handlers manuals ........................................................................32Karen E. Smith, associate researcher, Wisconsin Center for Dairy Research
Comparative study of semisynthetic derivative of natamycin and the parentantibiotic on the spoilage of shredded Cheddar cheese......................................................33
J. Russell Bishop, director, Center for Dairy Research, Joseph E. Marcy, associate professor andEric C. Suloff, graduate student, Dept. of Food Science & Technology, Virginia PolytechnicInstitute & State University
Identification of physical/chemical changes in shredded cheese over time ..................35K. Muthukumarappan, South Dakota State, assistant professor, Carol M. Chen, researcher,Mark Johnson, senior scientist, Amy Dikkeboom, research specialist, John Jaeggi, researcher,William Tricomi, assistant researcher, Matt Zimbric, research specialist, Wisconsin Center forDairy Research
Development and application of a cheese shred/texture map delineated bycheese rheological, sensory and chemical analysis ..............................................................36
Carol M. Chen, researcher, Juan E. Romero, researcher, Mark Johnson, senior scientist, BrianGould, senior scientist, Amy Dikkeboom, research specialist, John Jaeggi, researcher, WilliamTricomi, assistant researcher, Matt Zimbric, research specialist
Relationship between cheese melt profiles andchemical/textural/sensory properties ...................................................................................... 37
K. Muthukumarappan, assistant professor, South Dakota State, Carol M. Chen, researcher,Mark Johnson, senior scientist, Amy Dikkeboom, research specialist, John Jaeggi, researcher,William Tricomi, assistant researcher, Matt Zimbric, research specialist, Wisconsin Center forDairy Research
Pizza Cheese II: Shelf-life evaluation and tailor manufacturing of pizza cheese ..........38Personnel: Carol Chen, researcher, Mark Johnson, senior scientist, Amy Dikkeboom, researchspecialist, John Jaeggi, researcher, William Tricomi, assistant researcher, Matt Zimbric,research specialist
Chapter Three
Cheese Safety
Prevention of germination and growth by gas-forming Clostridium tyrobutyricum inhigh pH cheeses ............................................................................................................................. 47
Steven C. Ingham, professor, Dept. of Food Science

v
Milkfat
Microbiological safety of reduced-fat and fat-free pasteurized processcheese products..............................................................................................................................48
Eric A. Johnson, professor; Kathleen A. Glass, researcher; Food Research Institute, University ofWisconsin-Madison
Inhibiting pathogens on process cheese slices at abuse temperature .............................51Eric Johnson, professor, Kathleen Glass, researcher, Dawn Granberg, researcher, Ann Larson,researcher, Food Research Institute, University of Wisconsin-Madison
Chapter Four
Applications Programs
Whey applications research program........................................................................................55Kimberlee J. Burrington, coordinator, Karen Smith, PhD, researcher
Cheese applications program...................................................................................................... 57John Jaeggi, researcher, Carol Chen, researcher, Amy Dikkeboom, research specialist, MarkJohnson, senior scientist, Rani Govindasamy-Lucey, researcher, Bill Hoesly, researchcheesemaker, Kristen Houck, research specialist, Juan Romero, associate researcher, WilliamTricomi, assistant researcher, Matt Zimbric, research specialist
Dairy marketing and economics program ................................................................................60Brian W. Gould, senior scientist, Wisconsin Center for Dairy Research; Maurizio Dalpino, gradu-ate student, School of Business; Reyes Aterido, graduate student, Vu Bui, computer program-mer, Fanciscus Handiano, programmer, Dept. of Ag & Applied Economics
CDR communications program ...................................................................................................63Joanne Gauthier, communication specialist, Tim Hogensen, graphic designer, Karen Paulus,editor and Mary Thompson, communications coordinator
Milkfat applications research program.....................................................................................68Kerry E. Kaylegian, researcher, Gene Barmore, research specialist, Kathy Nelson, researchspecialist, Center for Dairy Research
Specialty cheese applications program .................................................................................... 70Jim Path, outreach specialist, John Jaeggi, assistant researcher
Safety/Quality applications program ........................................................................................ 71Marianne Smukowski, program coordinator

vi
CDR Annual Report 2000
Reports unavailable at publication date:
Minimizing the watering-off of unripened lower fat and no fat mozzarella cheeseCarol M. Chen
Growth of nonstarter lactic acid bacteria in reduced fat Cheddar cheeseJames L. Steele
Improvement of Cheddar cheese quality through identification and characterization of microbialenzymes responsible for the production or degradation of bitter peptides in cheeseJames L. Steele
Succinate production by Lactobacillus casei: pathways responsible and development of strategies tocontrol its accumulationJames L. Steele
Technology for improving the flavor and consumer acceptability of fat-free Cheddar cheeseRobert Lindsay
Improvement of functionality, flavor, and stability of butter and milkfat fractionsRobert Lindsay
Production of intensely flavored Cheddar-type cheese by adjunct culturesJames L. Steele
New starter systems for accelerated ripened Cheddar cheeseJames L. Steele

vii
Milkfat
Alto DairyBeatrice CheeseChris Hansen LabsDairy Management Inc(DMI)Dean Foods Technical CtrForemost FarmsDSM Food Specialties Inc.Grande CheeseHilmar CheeseInternational Flavors and Fragrances (IFF)Kraft Foods Technology CenterLactalis/BesnierLand O’ Lakes IncPlymouth Cheese/DFARhodia Inc.Saputo CheeseSchreiber Foods Inc.SKW Biosystems Inc.Wisconsin Milk Marketing Board (WMMB)
CDR’s Cheese Industry Team
CDR staffJ. Russell Bishop, director
Administration
Tom Szalkucki, administrative coordinatorCurtis BlevinsCarmen HustonJackie Utter
Applications Staff
Carol Chen, cheese applications coordinatorKim Burrington, whey applications coordinatorBrian Gould, marketing and econ. coordinatorJohn Jaeggi, cheese applications coordinatorKerry Kaylegian, milkfat apps coordinatorJim Path, specialty cheese coordinatorJuan Romero, analytical coordinatorMarianne Smukowski, safety & qual.coordinator
Program Area Coordinators
Research Staff
Gene BarmoreAmy DikkeboomRani Govindasamy-LuceyBill HoeslyKristen HouckMark JohnsonCindy MartinelliKaren SmithWilliam TricomiMatt Zimbric
Communications Staff
Mary Thompson, coordinatorJoanne GauthierTim HogensenKaren Paulus
Cheese— Robert Lindsay, Dept. of Food Science, University of WI-MadisonMilkfat—Rich Hartel, Dept. of Food Science, University of WI-MadisonWhey—Mark Etzel, Dept. of Food Science, University of WI-MadisonQuality and Safety—Eric Johnson, Food Research Institute, University of WI-Madison

viii
CDR Annual Report 2000
Barmore, Gene (608)265-5919 [email protected], Rusty (608)265-3696 [email protected], Curtis (608)265-6194 [email protected], KJ (608)265-9297 [email protected], Carol (608)262-3268 [email protected], Amy (608)265-2271 [email protected], Joanne (608)263-1874 [email protected], Brian (608)263-3212 [email protected], Rani (608)265-5447 [email protected], Bill (608)262-2264 [email protected], Tim (608)265-2133 [email protected], Kristen (608)265-6346 [email protected], Carmen (608)262-3416 [email protected], John (608)262-2264 [email protected], Mark (608)262-0275 [email protected], Kerry (608)265-3086 [email protected], Cindy (608)262-3990 [email protected], Kathy (608)265-3570 [email protected], Jim (608)262-2253 [email protected], Karen (608)262-8015 [email protected], Juan (608)265-9242 [email protected], Karen (608)265-9605 [email protected], Marianne (608)265-6346 [email protected], Tom (608)262-9020 [email protected], Mary (608)262-2217 [email protected], Bill (608)262-1534 [email protected], Jackie (608)265-2117 [email protected]
Zimbric, Matt (608)262-5798 [email protected]
CDR Directory

ix
Milkfat
Our Mission StatementThe Wisconsin Center for Dairy Research will serve as a
national leader in strategic research to improve thecompetitive position of the dairy industry by linking Center/
University faculty, staff, students and the dairy/food industriesto address key issues resulting in transfer of technology and
communication of information.

x
CDR Annual Report 2000

Milkfat
Chapter One

2
CDR Annual Report 2000

3
Milkfat
FundingDairy Management Inc.
DatesJune 1999—June 2002
ObjectivesThe primary objective of this project is to under-stand how to control lipid crystallization ratesduring texturization of dairy spreads in order toinfluence the rheological properties. Specifically,the objectives are:
1. To determine the effects of processing condi-tions in the Gerstenberg and Agger texturizer uniton crystallization of milkfat in dairy-basedspreads.
2. To correlate the rheological properties of theseproducts to their crystalline structure, based onprocessing conditions, types of fats mixed to-gether and storage conditions.
SummaryIn butter spreads, the texturization process iscritical for producing desired physical propertiesand texture in the product. This involves control-ling crystallization of the lipid phase in thescraped surface heat exchangers and pin workingunits to promote formation of the desired crystal-line structure. However, our understanding of theprocess of crystallization in these units is severelylimited, primarily since we lack techniques forstudying the lipid crystalline structure. In thisproject, the effects of processing parameters oncrystallization of milk fat in several dairy-basedspreads is being studied.
Preliminary experiments have been conducted inlaboratory scale mixers to produce a spread byworking anhydrous milk fat (AMF) with aqueousphase (skim milk). Various operating parametersare being studied, which include cooling rate andagitation rate. Butter products from these experi-ments are being analyzed by microscopy (polar-ized light and confocal) for determination ofmicrostructure, NMR (nuclear magnetic reso-nance) for solid fat content, DMA (dynamicmechanical analysis) for physical properties,
texture analyzer for spreadability and melt-downrate.
Preliminary results suggest that it is not necessar-ily the lipid crystalline structure that influencesphysical properties. Rather, the overall micro-structure, including number and size distributionof water droplets and the solid in liquid fat, iswhat governs the physical properties(spreadability, melt-down rate, etc.). Thespreadability and consistency appear to relatemainly to the characteristics of the water droplets.We are trying to develop a characteristic numberto simplify this correlation. The hardness,smoothness and resistance to melt down appearto be related mainly to the characteristics of thesolid in the liquid fat. Further work is underwayto quantify these results.
INTERIM REPORT
Texturization of butter and butter spreadsPersonnel: RW Hartel, professor, Yuping Shi, assoc. researcher, Dept of Food Science

4
CDR Annual Report 2000
INTERIM REPORT
FundingWisconsin Milk Marketing Board
Dates July 1996 – December 2000
ObjectiveTo determine growth, apparent lipid digestibility,and the concentration of cholesterol andtriacylglycerol in liver and plasma of weanlingrats fed diets containing liquid milkfat fractions,intact milkfat or corn oil.
The Center for Dairy Research provided 5 kg of avery low melting milkfat fraction (dropping unit <10° C) and intact anhydrous milkfat in August1998. The liquid milkfat fraction contains adecreased proportion of 16:0 and 18:0 saturatedfatty acids and an increased proportion of 18:1monounsaturated fatty acid compared to theintact milkfat. Both fractions contain approxi-mately 10% of fatty acids with less than or equalto 10 carbon atoms. During the last year we haveobtained a profile of the triacylglycerol speciespresent in the milkfat fractions using high tem-perature capillary gas chromatography in consul-tation with Dr. Eric Lien at Wyeth NutritionalsInternational. We are reanalyzing the results of ananimal feeding study to determine apparent lipiddigestibility for individual fatty acids.
The liquid milkfat fraction contains higher levelsof triacylglycerols with unsaturated fatty acids,especially 18:1 and the intact milkfat containshigher levels of triacylglycerols with trisaturatesincluding: tripalmitate, myristate-myristate-palmitate, myristate-palmitate-palmitate andstearate-stearate-myristate. The lower levels oftrisaturated triacylglycerols in liquid milkfatcompared to intact milkfat may improve the lipiddigestibility of the liquid milkfat. An animalfeeding study comparing the apparent lipiddigestibility of diets containing corn oil, liquidmilkfat, intact milkfat and medium chaintriacylglycerols was conducted to test this con-cept. Liquid milkfat showed improved digestibil-ity associated with the lower levels of trisaturatedtriacylglycerols such that the apparent lipid
Determination of caloric bioavailability and apparent lipiddigestibility of liquid milkfat fractionsPersonnel: Denise M. Ney, professor, Dept. of Nutritional Sciences
digestibility of liquid milkfat was not significantlydifferent from corn oil (96%) and significantlyimproved compared to intact milkfat (90%).These data demonstrate that temperature frac-tionation of intact milkfat to reduce the propor-tion of trisaturated triacylglycerols significantlyimproves the lipid digestibility of milkfat.

5
Milkfat
FundingDairy Management, Inc.
DatesJanuary 1996 — December 2000
Objectives1. Screen for formulations that yield stable, dairy-based, reduced-fat, water-in-oil emulsions.
2. Optimize formulations and processing proto-cols for preparing dairy-based, reduced-fat tablespreads on a pilot scale.
SummaryThe project evolved along two lines of inquiry,both crucial to complete the objectives. One areaconcentrated on developing a bench-top methodto predict performance of formulations to allowfor optimization. Evaluating interfacial dynamicsat oil/water interfaces focused on specific issueswhen using milkfat fractions and evaluating theeffect of surface-active agents, primarilymonoacylglycerols (MAG). This fundamentalinformation was helpful when we designed table-spread formulations. In addition, it helped toexplain milkfat behavior as we developed abench-test method for screening formulations. Wehoped the methods would predict processingefficacy on a pilot scale Gerstenberg & Aggertexturizer.
Interfacial relationships between oil and waterphases were evaluated for a liquid milkfat fractionusing interfacial tension measurements, and for asolid milkfat fraction using contact angle measure-ments. Milkfat fractions were obtained from theUW-Madison CDR milkfat fractionation pilotplant, and are classified as 8L (liquid fractionisolated at 8oC) and 21S (solid fraction isolated at21oC). Initial interfacial tension measurementsbetween water and milkfat fractions ranged from18-19 mN/m for the 8L fraction (at 25o and 50oC)to 19-21 mN/m (at 50oC) for an 8L/21S blend(82.5:17.5, w/w, suitable for a dairy spread formu-lation). These values are less than those (27-28mN/m) recorded for a canola oil/water system forcomparison. This indicates that surface-active
constituents are present in the milkfat fractions,and these components may facilitate the stableincorporation of milkfat into table spreads com-pared to other native oils. In addition, surfacetension values declined during the 15 minuteanalysis period to 13-15 mN/m for the milkfatfractions, implying dynamic and competitiveinterfacial absorption processes among surfaceactive agents endogenous to the milkfat blends(no similar observation was made for the canolaoil/water system).
Preliminary experiments indicated that a solvent-extractable or sedimentable endogenous compo-nent of the 21S fraction was polar in nature andmay be responsible for modulating the tempera-ture-solidity profile (solid fat content, or SFC) andsurface activity of the 21S fraction. An extracted21S fraction was prepared (E21S) and was foundby thin-layer chromatography analysis to bediminished in polar components that constituted<0.1% of the native 21S fraction. The importanceof identifying these components is that they mayaccount for the endogenous surface-active activityin milkfat (that is not apparent in vegetable oils),and/or these components may be useful andvaluable ingredients in modulating the physicalproperties of fats in general.
The addition of MAG preparations at 0.25%,0.75% and 1.5% levels of addition (w/w of oilphase) to the milkfat blends decreased surfacetension values to 12-14 mN/m, 8-11 mN/m, and4-6 mN/m, respectively. A time-dependentdecrease in surface tension was again noted, butminimum values for surface tensions wereachieved faster when blends contained the E21S(extracted 21S) compared to the native 21Smilkfat fraction. This indicates that the removal ofthe trace component in the E21S fraction maylead to enhanced rates at which water can bedispersed in the milkfat blend during the dynamicprocess of table spread production. At equivalentlevels of addition, MAG prepared from a milkfatfraction (12S fraction, crystallized at 12oC) by anenzyme process developed in this laboratory wasas equally effective as two commercial MAGpreparations.
FINAL REPORT
Milkfat fractions and emulsifiers in dairy-based reduced-fat spreadsPersonnel: Kirk L. Parkin, professor, Wade N. Schmelzer and Melanie Dineen, research assistants, Depart-ment of Food Science; Kerry E. Kaylegian, researcher, Center for Dairy Research

6
CDR Annual Report 2000
Dynamics of interaction between solid milkfatwater phases was assessed by contact angle (q)measurements (the lower the q measured, thegreater the wetting of the lipid surface by anapplied drop of water). For the 8L/21S and 8L/E21S blends, q was 79-83o at 12oC, and no differ-ence was evident between the two blends. For the21S and E21S fractions, q ranged from 95o to 107-108o as temperature of measurement was reducedfrom 35oC to 12oC, again with no differenceobserved between the fractions. The addition ofMAG was analyzed for any influence on q ofthese solid lipid systems. Three types of MAGwere evaluated, including a saturated and unsat-urated vegetable oil type (D-PVK and D-LSK,respectively) as well as one prepared from milkfat(MF-MAG), all tested at the 0.25% level ofaddition. All of the MAG types enhanced thewettability (reduced the q value) of the lipidcrystals in the 8L/E21S blend, but the D-LSK andMF-MAG types had limited impact on modulat-ing the wettability on the 8L/21S lipid blend(indicating again the surface active nature of atrace component of the 21S fraction). On theother hand, the D-PVK enhanced crystalwettability of crystals in both milkfat fat blends.The greater wettability of the crystals implies agreater association of the MAG and enhancedpolarity of the lipid crystals. A greater wettabilityof solid crystals may confer greater solid phase(“Pickering”) stabilization of a water-in-oil emul-sion. The results and conclusions made from thisfirst line of inquiry would allow the predictionsthat 1) a limited level of added MAG may pro-vide sufficient surface activity to stabilize milk-fatbased spreads (since there is endogenous surfaceactivity of the milkfat blend), and 2) a blend ofunsaturated and saturated MAG species would beoptimum for stabilizing water surface interactionswith both liquid and solid lipid phase.
The first of two phases of development of aprototype bench-top scale system was to defineprocessing/operating conditions whereby thisbench-top unit could be used to prepare spreadsthat resemble commercial products. A thermostatequipped, scraped-surface heat exchanger wasassembled with a batch processing scale of about200 g. The initial series of studies focused onpreparing a 60% (reduced fat) spreads using the8L/21S milkfat blend (82.5:17.5, w/w). MAGlevels (0-3% of the milkfat phase) and the process-ing parameters of cooling rate, final producttemperature (10-16oC) and extent of working wereevaluated. Quality of the prepared products wasindexed by measurement of emulsion stability (bya centrifugation technique), color/appearance
(reflectance colorimetry), morphology(photomicroscopy), and textural analysis (totaland peak force required to “spread” the product).
A central finding of this first phase of studies wasthat a compromise between the degree and rateof cooling, and a need to “work” the spreadsappears to be necessary to yield stable spreads ofhigh and uniform quality as indicated by themeasured parameters. Although the conditionsthat afford this in the bench-top apparatus areempirical and subject to further refinement, theywere reproducible, and the “near-optimum”conditions could be described as chilling theproduct with dynamic agitation from 50oC to13oC in about a 5-minute time frame. Processingto a greater end-point temperatures (16oC vs.13oC) led to a great variability in the finishedproducts, and generally losses in product quality.Processing to lower product temperatures (10oCvs. 13oC) and greater process times (greaterworking) was associated with an apparent col-lapse of the product structure and losses inproduct quality/uniformity. A surprising findingwas that within the range of processing param-eters evaluated, MAG levels had no significantimpact on the quality/uniformity of the 60%milkfat spreads. This may indicate that the levelof polar/surface active lipids endogenous to themilkfat fractions are sufficient to stabilize thewater/oil interface, obviating the need to addexogenous emulsifiers.
As anticipated, added MAG had a greater role inproduct/process performance as the level of fat inthe spread was reduced to 40%. The presence of1% MAG reduced the degree of water separationfrom spreads prepared with 40% milkfat blend ora margarine base. However, with the milkfatblend, the degree of water separation in the 40%fat spreads was less than those prepared with themargarine base. This effect was even morepronounced with regard to degree of oil separa-tion in the 40% fat spreads. The milkfat spreadsexhibited no measurable oil separation in thepresence or absence of MAG, whereas the addi-tion of MAG was necessary to prevent oil separa-tion in the 40% fat spreads prepared with themargarine base. Again, this implies the presenceof endogenous surfactants in milkfat that contrib-uted to stability of table spreads, and there maybe special utility of this unknown component inthe preparation of 40% fat spreads.
Regarding the functionality of various MAGpreparations, there was no difference observed interms of oil and water stability (degree of separa-

7
Milkfat
tion) for 40% and 60% milkfat-based spreadswhen the D-LSK or MF-MAG preparations wereused (both preparations contain mostly saturatedfatty acid groups). However, it was noted that the60% fat spread prepared with the MF-MAGpreparation yielded a softer product, indicatingthat use of the MF-MAG may confer an addeddegree of spreadability over the commercialMAG.
The bench-top method for preparing tablespreads was also used to compare other formula-tion parameters, specifically the use of gelatin andbuttermilk as ingredients. Buttermilk had nofunctional impact of the quality of the spreadsprepared using the bench-top apparatus. The useof gelatin in 40% milkfat blend spreads wassubject to increased water separation (instability)and softness of texture.
Lastly, selected milkfat-based spread formulationswere processed on the Gerstenberg & Aggertexturizer to determine if the bench-top spreadproduction system could predict efficacy offormulations prepared on commercial manufac-turing equipment. Spreads made with 60% fatwere quite different in terms of stability (based onthe measurements made) and morphology whenprepared on the bench-top and commercialequipment. It is likely that the high shear ratesand the degree of dynamic control of processingvariables on the commercial equipment resultedin the finer microstructure observed relative tothe same spreads prepared on the bench-top (thelatter which exhibited a coarse microstructure).However, the morphologies of the 40% milkfatspreads were similar when prepared on both thebench-top and commercial equipment. In addi-tion, the bench-top system yielded products thatdiffered more in quality and stability (based onthe parameters measured) than those preparedwith the commercial equipment. These resultsindicate that the bench-top system may be ofparticular use in screening of spread formulationsof ≤40% fat content, and where prediction ofcommercial scale efficacy of the spreads would betested conservatively (viz., the bench-top systemwould be less forgiving of spread formulationsthat were less than optimal than would the com-mercial equipment).
Table spread products constitute an establishedand expanding global market, and reduced-fatproducts are viewed as potential vehicles fordelivering “nutraceuticals.” Milkfat appeared tocontain endogenous surface-active agents thatmay render milkfat more amenable to use in
reduced-fat spreads than other native fats andoils. This advantage is in addition to those ofinherent flavoring properties and low trans fattyacid content relative to hydrogenated vegetableoils. A bench-top system was developed thatcould be used to hasten the testing of table spreadformulations of ≤40% fat content. It is specificallyin this type of product where milkfat offersdistinct functional advantages over competing oilsin terms of yielding stable and uniform qualityproducts. This ability to predict the commercialperformance of various formulations on a small-scale unit would save human and material re-sources, while hastening the process of productoptimization in a manner that could expand theuse of milkfat.
PublicationsSchmelzer, W.N. (2000). Influence ofmonoacylglycerols on the interfacial phenomenain milk fat fractions/water systems. M.S. thesis,University of Wisconsin-Madison.
Dineen, M.T., Parkin, K.L. and K.E. Kaylegian(2000). Formulation and processing of reduced-fatdairy emulsions on a bench-top scale. Abstract#1315 and presentation at the American DairyScience Association annual meeting, Baltimore,MD, July 24-28.
Dineen, M.T. (2001). Development of a bench-topprocedure for evaluating dairy-based table spreadformulations. M.S. thesis, University of Wiscon-sin-Madison.

8
CDR Annual Report 2000
FundingDairy Management Inc.
DatesJune 1999 —June 2000
ObjectivesA better understanding of the factors that influ-ence the physical and chemical properties, sen-sory qualities and storage stability of chocolatescan enhance the use of milk powders as special-ized ingredients in chocolate and confectioneryproducts. Our specific objective is to:
1. Compare the effects of free fat and particlestructure in milk powders on the quality ofchocolate, the processing requirements andstorage stability. This will involve measuringmolten chocolate rheology, conditions needed toproperly temper the chocolates, measuringchocolate hardness, sensory characteristics andstability to fat bloom.
SummarySeveral recent studies have documented thedifferences in milk chocolate quality due to usingmilk powder processed under different condi-tions. It is widely recognized that milk chocolatesmade with spray-dried powder have differentcharacteristics than those made with roller-driedpowder. These differences are often attributed tothe “free” fat available to interact with the cocoabutter in the chocolate, although other factorssuch as particle porosity and shape may alsoinfluence certain properties. The nature of thepowder in terms of crystalline or glassy sugarcontent may also influence chocolate characteris-tics.
In this study, we used several sources of milkpowder to make a standardized milk chocolateand evaluated the physico-chemical properties,sensory attributes and storage stability of thechocolates. Notable differences in chocolateattributes were found, dependent on both freemilkfat level and particulate characteristics of themilk powders. Increased free milkfat in thechocolate led to lower yield stress and viscosity ofthe molten chocolate. Increased free milkfat inthe chocolate also required lower temperature
during tempering to ensure proper cocoa buttercrystallization. In general, bloom stability wasenhanced in chocolates with higher free milkfat,although potential effects of particulate character-istics also were observed. Statistically significantdifferences in sensory attributes were foundamong the four chocolates, although it wasdifficult to attribute these differences directly toany single factor. Again, both free fat and particu-late characteristics influenced sensory attributes ofthese chocolates.
Experimental methodsChocolate ingredients (cocoa liquor, cocoa butterand lecithin) were supplied by Hershey FoodsCorp. (Hershey, PA), granulated sucrose wassupplied by Tate & Lyle North American Sugars(New York, NY) and anhydrous milkfat (AMF)was supplied by Level Valley Dairy (West Bend,WI). Four different milk powders were obtainedfrom different sources. These were:• low-heat spray-dried nonfat milk powder (LSN);Dairy America (Fresno, CA),• low-heat spray-dried whole milk powder (LSW);Foster Farms Dairy (Modesto, CA),• roller-dried whole milk powder (RDW), VernDale Products (Detroit, MI), and• high free fat whole milk powder (HFW),Parmalat Canada (supplied by Hershey Foods).Chocolate made with these ingredients will belabeled according to the abbreviations LSN,LSW, RDW and HFW.
Each powder was analyzed to characterize thephysical and structural properties. Free fat con-tent was measured by extraction with petroleumether. Extent of lactose crystallinity was measuredby x-ray diffractometer. Apparent (or bulk)density was measured by liquid (oil) displace-ment, whereas true density was measured bypycnometer using helium displacement. Particlesize analysis of the powder was accomplished byimage analysis of powder dispersed in mineral oilon a light microscope.
Milk chocolates were produced from a standardrecipe that contained 47% sugar, 15.6% milkpowder, 15% cocoa liquor, 22% cocoa butter and0.4% lecithin. For chocolates made with LSN (lowfat powder), 11.7% powder and 3.9% AMF were
FINAL REPORT
Application of milk powders in milk chocolatePersonnel: RW Hartel, professor, Baomin Liang, assoc. researcher, Dept of Food Science

9
Milkfat
added to give the same milkfat content as theother powders. Chocolates were produced bypassing the cocoa liquor, two-thirds of the fat,milk powder and sugar through a 3-roll refiner(Day, Cincinnati, OH; supplied by KnechtelLabs, Harvey, IL) with gaps set at 100 and 30 µmsequentially. Conching was done in a Hobartmixer with temperature control. The remainderof the cocoa butter and the lecithin were addedtowards the end of the conching time (about 24hours).
Chocolates were tempered in a laboratory appa-ratus according to the cyclothermic temperingprinciple. In this case, melted chocolate is sequen-tially cooled and warmed twice to ensure ad-equate crystallization of the cocoa butter into thecorrect number and size of the stable polymor-phic crystal form. The temperatures used duringtempering are variables and may be differentdepending on the type of chocolate. In general,the more milkfat available to interact with thecocoa butter, the lower the low-side temperatureshave to be to ensure proper cocoa butter crystalli-zation. Tempered chocolate mass was filled intoplastic molds and the chocolate allowed to cool to5°C. Chocolates were stored at 10°C prior toanalyses.
Chocolates were analyzed for various physicaland sensory properties:• particle size: An image analysis technique wasused to measure particle size of the sucrosecrystals, milk solids and cocoa solids dispersed inthe chocolate.
• melt rheology: A Brookfield rotational viscom-eter was used to characterize chocolate meltrheological parameters according to standardizedtesting procedures developed by the ChocolateManufacturer’s Association. Casson yield andplastic viscosity were obtained from the rheom-eter data.
• hardness: A Texture Analyzer (TA-XT2, TextureTechnologies, Hamilton, MA) was used to mea-sure a force penetration profile as a cylindricalprobe penetrated the chocolate disc at a setspeed. Maximum penetration force as well aswork required for penetration were determined.Physical properties were also measured by use ofa dynamic mechanical analysis (Perkin Elmer,DMA 7e, Norwalk, CT). A static stress scan wasused to characterize elastic modulus of the choco-late samples at 25°C.
• bloom stability: Chocolate discs were stored in acycling cabinet (19 to 29°C every 6 hours) to
Table 1. Properties of Milk Powders
Property LSN1 LSW RDW HFW————————————————————————————————————————————Free fat content (%) 0.0 ± 0.01 1.6 ± 0.1 24.9 ± 0.2 20.4 ± 0.2 - free milkfat in chocolate (%) 3.92 0.25 3.9 3.2
Lactose crystallinity 0 2.3 0.5 2.5
Apparent density (g/cm3) 1.25 ± 0.03 1.13 ± 0.05 1.16 ± 0.03 1.12 ± 0.04
True density (g/cm3) 1.36 ± 0.01 1.24 ± 0.01 1.26 ± 0.00 1.26 ± 0.00
Vacuole volume (ml/100 g) 6.68 7.31 6.54 10.56
Mean size (µm) 24.0 48.2 104.7 55.8
Standard deviation of size distribution (µm) 20.4 37.9 121.6 62.9————————————————————————————————————————————1 LSN: spray-dried skim milk powderLSW: spray-dried whole milk powderRDW: roller-dried whole milk powderHFW: high free fat whole milk powder
2Based on chocolate mass. Chocolate made with LSN had anhydrous milkfat added at 3.9%.

10
CDR Annual Report 2000
accelerate bloom formation. The rate of change ofwhiteness index, as measured by color meter(Hunter Labs, Reston, VA), was used to quantifythe rate of bloom formation during storage. Inaddition, sample discs stored at room temperaturewere evaluated visually for bloom stability.
• sensory analysis: A descriptive panel run by theSensory Panel in Babcock Hall was used tocharacterize differences in 11 attributes (browncolor intensity, rate of meltdown, texturalsmoothness, chocolate flavor, rate of chocolateflavor release, milk flavor intensity, butter flavorintensity, mouth coating sensation, off-flavorintensity and overall acceptability).
Properties of milk powdersThe physical properties of the four milk powdersused in this study are summarized in Table 1.Several differences were noted. There weresignificant differences among the powders interms of free milkfat. The highest level of free fatwas found for the roller-dried whole milk powder,followed closely by the Parmalat product de-signed to have high free fat. The spray-driedwhole milk powder had very low free fat, indicat-ing that most of the fat was trapped within thematrix of the spray-dried droplets. Thus, themilkfat was not available to mix with the cocoabutter in the chocolate. Chocolate made withLSN had 3.9% AMF added to make a productwith all of the milkfat available for interactionwith cocoa butter. Some differences in densityand vacuole volume were observed, indicatingthese powders had different physical attributesthat could potentially influence flow characteris-tics and physical properties of the chocolate. Theshape of particles was especially different for theroller-dried sample. This product had particlesshaped like flakes, as expected from the process-
ing conditions. All other powders had primarilyspherical particles, although the Parmalat productwas much more agglomerated than the spray-dried powders, with a larger particle size.
Chocolate processingThe particle size of the chocolates after refining,conching and tempering is shown in Table 2. Ingeneral, particle size in the finished chocolateincreased slightly as the initial particle size of thepowder increased. However, numerous factorsthat influence breakage during refining andconching, and thus the initial milk powder par-ticle size probably has only very small effect onfinal particle size in the chocolate. However,additional work on fracture mechanisms andkinetics in the chocolate refiner, as related to milkpowder characteristics (size, hardness, etc.) mightbe interesting.
The rheological properties of the molten choco-late were analyzed for Casson yield value (tc) andCasson plastic viscosity (hc) according to theCasson model of viscosity.
( 1 + a) τ 0 . 5 = 2 τ c
0 . 5 ( 1 + a) η c
0 . 5 γ 0 . 5
Here, τ is shear stress and γ is shear rate asdetermined from the rotational viscometer. Table3 shows the values of yield and plastic viscosityfor each chocolate. In general, lower yield valuesand plastic viscosity correlate with higher free fatlevels. This is not surprising since higher fat levelsin chocolate correlate with lower yield andviscosity values. These results document that freefat in the milk powder can have important eco-nomic impact in chocolate production since themanufacturer will need to add less cocoa butter tobring their chocolate into specifications if there ismore free fat available in the milk powder.
Table 2. Particle size distributions for chocolates made with different milk powders.
LSN1 LSW RDW HFW———————————————————————————————————————————Number of particles counted 888 1001 1001 881Minimum size (µm) 0.6 0.6 0.6 0.6Maximum size (µm) 21.0 37.2 46.3 16.4Mean size (µm) 2.8 3.1 3.3 2.7Standard deviation size distribution (µm) 2.2 2.7 2.8 2.0———————————————————————————————————————————1 LSN: spray-dried skim milk powder LSW: spray-dried whole milk powder RDW: roller-dried whole milk powder HFW: high free fat whole milk powder

11
Milkfat
Table 3. Casson yield value and plastic viscosity of milk chocolates.
LSN1 LSW RDW HFW———————————————————————————————————————————Yield value (dyne/cm2) 63.6 ± 4.2 110.6 ± 8.7 65.8 ± 3.9 101.2 ± 12.8
Plastic viscosity (dyne-s/cm2) 10.3 ± 0.2 14.9 ± 0.3 11.4 ± 0.4 12.7 ± 0.4———————————————————————————————————————————1 LSN: spray-dried skim milk powderLSW: spray-dried whole milk powderRDW: roller-dried whole milk powderHFW: high free fat whole milk powder
Table 4. Hardness of milk chocolates as measured penetrometry in terms of maximum force and workrequired during penetration to depth of 5 mm.
LSN1 LSW RDW HFW———————————————————————————————————————————Maximum force (N) 29.6 ± 2.7 35.3 ± 2.2 22.8 ± 1.4 28.4 ± 1.0
Work (N-mm) 120.3 ± 12.8 146.3 ± 10.4 91.5 ± 5.6 99.7 ± 35.9———————————————————————————————————————————
Adding milkfat to chocolate is known to inhibitcocoa butter crystallization, and thus lowertemperatures are required for tempering. Intempering of these chocolates with different milkpowders, it was found that slightly differenttempering conditions were required to obtainwell-tempered finished product. The resultsverified that lower initial crystallization tempera-tures were needed for the chocolates with higherfree fat.
Chocolate propertiesHardness of each chocolate was measured bypenetrometry. The maximum force and the totalwork required for penetration to a depth of 5 mmwere both used to characterize hardness, asshown in Table 4. In this case, harder chocolaterequires higher force and work during penetra-tion. Chocolates made with spray-dried milkpowders (both skim and whole) required thehighest force and work for penetration. Thesewere the hardest chocolates. Apparently, the freefat content is not the controlling factor for hard-ness. Other attributes of the powders may bemore important. DMA analysis for static modulusgives essentially the same results as for hardness,with the two chocolates made with spray-driedpowder giving the highest values of static modu-lus.
Previous work has shown that both milkfatcontent and particle characteristics can influence
bloom stability during storage. In this study, itwas expected that chocolates made with milkpowders that allowed greater milkfat migrationinto the chocolate would result in greater bloominhibition than chocolates where the milkfat wasrestricted within the powder particles. The choco-late that exhibited the slowest rate of bloomformation was that made with LSN and addedAMF. In this case, all of the AMF was free to mixwith the cocoa butter and provide bloom stabilityduring storage. However, the roller-dried powder(RDW) had essentially the same amount of freefat, as measured by ether extraction, in the finalchocolate and it bloomed severely after only afew days of temperature cycling. Thus, althoughthe milkfat was extractable from the powder byether, it appears that the milkfat was not readilyavailable for mixing with cocoa butter in thechocolate. Thus, the protection offered by milkfatfor bloom stability was not realized. Interestingly,the high free fat powder from Parmalat providedbloom stability only slightly less than that of thechocolate made with LSN and added AMF. Thus,the availability of milkfat in this product to mixwith the cocoa butter in chocolate was quite high.As expected, the spray-dried milk powder (LSW)bloomed rapidly since very little milkfat wasavailable for bloom inhibition. The characteristicsof the particles in the chocolate also may haveinfluenced these bloom results; however, ourunderstanding of which aspects of particulates aremost important in bloom is quite limited.

12
CDR Annual Report 2000
Sensory analysisThe mean scores on a scale from 1 to 7, with leastsignificant differences, for each attribute are listedin Table 5. Several statistical differences wereobserved in various attributes, although theoverall acceptability of the four chocolates wasnot statistically different. The extent of milkfatavailable for mixing with the cocoa butter in thechocolate, as well as the nature of particles in thechocolate, influenced chocolate attributes. How-ever, from these results, it is difficult to attributeany particular chocolate characteristic to specificproperties of the milk powders. Further detailedanalysis would be required to differentiate at-tributes affected by free milkfat levels or particu-late characteristics.
Table 5. Sensory analysis, descriptive analysis on scale from 1 to 7, of milk chocolates made with different milk powders.
Attribute LSD1 LSN2 LSW2 RDW2 HFW2
——————————————————————————————————————————————————————Brown color intensity 0.46 4.42A,B 3.57C 4.24B 4.85A
Rate of meltdown while chewing 0.53 3.55B 4.84A 4.51A 3.39B
Textural smoothness upon melting 0.63 4.39A 4.10A,B 3.69B 3.74B
Chocolate flavor intensity 0.50 3.91B 4.49A 3.84B 3.83B
Rate of chocolate flavor release 0.54 3.65B 4.21A 3.99A,B 3.51B
Milk flavor intensity 0.48 3.98A,B 4.23A 4.18A 3.56B
Milk powder flavor intensity 0.54 3.86A,B 4.14A 3.97A,B 3.57B
Butter flavor intensity 0.54 3.42A 3.61A 3.54A 3.18A
Overall mouth coating sensation 0.51 3.59B 4.49A 3.78B 3.35B
Off-flavor intensity 0.59 2.89A 2.96A 3.15A 3.08A
Overall acceptability 0.57 4.18A 3.98A 3.64A 3.80A
——————————————————————————————————————————————————————1 Least significant difference2 LSN: spray-dried skim milk powder
LSW: spray-dried whole milk powderRDW: roller-dried whole milk powderHFW: high free fat whole milk powder
3 Samples with the same letter in a row are not statistically different

13
Cheese
Chapter TwoCheese

14
CDR Annual Report 2000

15
Cheese
FundingDairy Management, Inc.
DatesJuly 1997—July 1999
Objectives1. Increase the use of whey proteins for healthand nutrition applications by developing process-ing, fractionation, and modification technologies:scale-up the anion-exchange-membrane technol-ogy for fractionation of κ-caseinglycomacropeptide from whey.
SummaryGlycomacropeptide (GMP) is the moiety cleavedfrom κ-casein by chymosin during cheesemaking.GMP occurs at a concentration of 1.2 to 1.5 g/Lin sweet whey, comprising 15 to 20% of the totalprotein.
There are many known biological functions ofGMP reported in the scientific literature. Forexample, GMP may prevent bacterial and viralinfections. Adhesion of E. coli to human epithelialcells is inhibited by GMP. In one experiment,rats, with and without being first fed GMP, werefed E. coli. All the rats not fed GMP died. All ofthe rats fed GMP lived. In addition, GMP inhib-its: (1) binding of cholera toxin to its inhibitor, (2)adhesion of oral Actinomyces and Streptococci toteeth in prevention of dental plaque formation,and (3) hemagglutination of influenza virus.
Aromatic amino acids (Phe, Trp and Tyr) areabsent from GMP. Thus, GMP is useful for thetreatment of phenylketonuria (PKU), a hereditarydisorder in which Phe cannot be metabolized. Inthe past, living with PKU and staying on a strictlow-protein diet went hand-in-hand. GMP is theonly known natural protein that does not containPhe, and it may allow individuals with PKU toeat foods rich in protein in the future.
The objectives of our past research were todevelop new and more economical methods forthe large-scale fractionation of GMP from whey
based on ion exchange membranes. The basis ofthe ion exchange method is that GMP has anegative net charge in whey at acidic pH, whileother whey proteins are charged positive. Thus,when whey is contacted with anion exchangemembranes at acidic pH, GMP binds while theother whey proteins remain in the fluid phase.
Work continued in this project to scale up theprocess and to develop an ion exchange methodthat can produce GMP at the purity required forthe PKU foods. This required development of anew separation process because the single anionexchanger used in past work was inadequate.
Glycosylation and charge of GMPWidely differing extents of glycosylation of GMPexist in whey and whey products, ranging fromfully-glycosylated GMP to non-glycosylatedGMP. Glycosylated GMP contains substantialamounts of covalently bound sialic acids, whichstrongly determine its binding behavior in ionexchange separations. Because the sialic acidspresent in GMP have a pKa value of 2.7, thesemoieties have a net negative charge at pH as lowas 3 to 4. In non-glycosylated GMP, the poten-tially negatively-charged amino acid side chains(aspartic and glutamic acid) have a pKa of 3 to 5,and have a substantial net negative charge only atpH 5 and higher. Adsorbing GMP to an anionexchanger at pH 4 or lower will recoverglycosylated GMP only. A pH of 5 or higher isneeded to recover all of the GMP from wheybecause non-glycosylated GMP does not bindstrongly to an anion exchanger until it has a netnegative charge, which would occur only at pH 5or higher. Because some of the uses for GMP arebased on the absence of aromatic amino acids, acharacteristic of all GMP, methods specific for therecovery of only glycosylated GMP would not besuitable for the full recovery of all GMP.
As mentioned above, only at pH 5 or higher doboth glycosylated and non-glycosylated GMPbind to an anion exchanger. However, at pH 5,adsorption of other whey proteins occurs also.
FINAL REPORT
Fractionation of κ-casein glycomacropeptide from wheyfor nutraceutical uses: scale up of the ion exchangemembrane technologyPersonnel: Mark. R. Etzel, associate professor, S. Dermawan, graduate assistant, Dept. of Food Science

16
CDR Annual Report 2000
Thus, to manufacture > 90% pure GMP, a secondstep must be added to separate contaminatesfrom GMP.
New separation processes for GMPBased on the ionic behavior of GMP, two newseparation methods were developed to manufac-ture purified GMP using two ion exchangers ofopposite polarity in series. Development of thesenew separation methods constituted a significantportion of the project, and involved many monthsof experimental research and discovery. Ulti-mately, we received several patents for ourinventions. The reader is referred to these patentsfor the specific details of the experiments andresults (i.e. US 5,968,586, US 5,986,063, WO9918808A1). An overview only will be given inthis report.
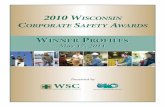
When the first ion exchanger is a cation ex-changer, whey is adjusted to a pH less than about4 and passed through the first column (Figure 1).At this pH, whey proteins other than GMP takeon a positive charge and bind to the cationexchanger. GMP does not have a positive chargeat this pH, and passes through the first columnwithout adsorption. The effluent containing GMPis adjusted to pH 5 and passed through thesecond anion exchange column to bind GMP andallow the lactose, minerals, fat, peptides, andother contaminates to be washed out. Proteindesorbed from the first column is whey proteinisolate and can be sold to offset the cost of manu-facture of the GMP.
When the first ion exchanger is an anion ex-changer, whey is adjusted to pH 5 and passedthrough the first column (Figure 2). At this pH,
CationExchanger
AnionExchanger
Whey
unadsorbed fraction(partially purified GMP)
adsorbed & eluted fraction(proteinaceous impurities)
adsorbed & eluted fraction(GMP substantially free of impurities)
unadsorbed fraction(depleted in GMP)
Figure 1. Flow diagram wherein the first ion exchanger is a cation exchanger and the second ionexchanger is an anion exchanger.
AnionExchanger
CationExchanger
Whey
unadsorbed fraction(depleted in GMP)
adsorbed & eluted fraction(partially purified GMP)
adsorbed & eluted fraction(proteinaceous impurities)
unadsorbed fraction(GMP substantially free of impurities)
Figure 2. Flow diagram wherein the first ion exchanger is an anion exchanger and the second ionexchanger is a cation exchanger.

17
Cheese
GMP and a portion of the whey proteins take ona negative charge and bind to the anion ex-changer. Lactose, minerals, fat, peptides, andother contaminates are washed out of the column.The desorbed fraction containing GMP is ad-justed to a pH of about 4 or less and passedthrough the second cation exchange column tobind the other whey proteins and allow GMP topass through without adsorption.
Publications“Protein Separation by Ion Exchange in Col-umns,” (with S. Dermawan, M.N. Budiman, V.V.Hendriadi and I. Rosalina) Int. Dairy Fed. SpecialIssue 9804: 66-72 (1998).“Production of κ-Casein Macropeptide forNutraceutical Uses,” U.S. Pat. 5,968,586 (1999).“Isolating β-Lactoglobulin and α-Lactalbumin byEluting from a Cation Exchanger Without So-dium Chloride,” U.S. Pat. 5,986,063 (1999).“Production of Substantially Pure Kappa CaseinMacropeptide,” U.S. Pat. Appl. (1999).“Production of Kappa-Casein Macropeptide,” Int.Pat. Appl. WO9918808A1 (1999).“Production of Kappa-Casein Macropeptide,”Eur. Pat. Appl. WO9918808A1 (1999).“Kappa-Casein Macropeptide Isolation fromCheese Whey Using Ion Exchange Chromatogra-phy,” S. Dermawan, M.S. Thesis, Univ. Wiscon-sin, Madison (1999).
Presentations“Adsorptive Membranes for Protein Separations,”Iowa State University, Ames, IA, February 26,1998.“ Ion Exchange Chromatography and MembraneProcessing to Produce Value-added Whey Prod-ucts,” Concentrated and Dried Milk and WheyProducts Symposium, San Francisco, CA, March30-31, 1998.“Opportunities for Chromatography in the DairyIndustry,” Amersham Pharmacia Biotech,Uppsala, Sweden, August 11, 1998.“Nutraceuticals from whey,” Monsanto Corp.,Madison, WI, August 19, 1998.“Opportunities for Chromatography in the DairyIndustry,” Expolactea, Gijon, Spain, September28, 1998.“Whey Separation,” Dairy Management, Inc.Strategic Planning Meeting, Salt Lake City, UT,December 8, 1998.
GMP made by the process in Figure 2 wassubmitted for amino acid analysis (Figure 3).Purity was 95%. Shown for comparison in thefigure is the theoretical amino acid analysis of thetwo genetic variants of GMP (GMP A and GMPB). GMP made using the newly developed ionexchange process nearly matched the theoreticalpurity.
0.0
2 .0
4 .0
6 .0
8 .0
10.0
12.0
14.0
16.0
18.0
20.0
asx
thr
se
r
glx
pro gly ala
va
l
me
t
ile
leu
tyr
phe
his
lys
arg
Amino Acid
%
(w/w
)
GMP AGMP BSample
Figure 3. Amino acid analysis of the GMP made when the first ion exchanger is an anionexchanger and the second ion exchanger is a cation exchanger.

18
CDR Annual Report 2000
“Opportunities for Chromatography in the DairyIndustry,” Amersham Pharmacia Biotech,Piscataway, NJ, December 22, 1998.
Outreach“The Benefits of CMP,” Dairy Industries Intl. 12:29-31 (1998).“Research Trends in Healthful Foods,” FoodTechnol. 54(10): 45-52 (2000).“Whey Cool,” Discover Wisconsin: America’sDairyland (TV show), October (2000).

19
Cheese
FundingDairy Management, Inc.
DatesJanuary 1999—December 2001
ObjectivesPurified whey proteins are uniquely suited for usein clear bottled drinks and nutraceutical foods forenhancing infant nutrition, suppressing appetite,treating diseases such as phenylketonuria, andother applications. The objective of this project isto develop a “whey refinery” technology toeconomically manufacture purified whey proteinssuitable for new uses and novel application inbeverages and nutraceutical foods. Specifically,we will:
1. Develop and demonstrate an ion exchangeprocess to produce purified alpha-lactalbumin,beta-lactoglobulin, lactoferrin, lactoperoxidase,and kappa-casein glycomacropeptide from asingle stream of whey, and
2. Test the purified whey proteins for purity,activity, and/or clarity after heat treatment.
SummaryWe have developed the operating conditions andsolution chemistries needed to purify alpha-lactalbumin (ALA), beta-lactoglobulin, lactoferrin,lactoperoxidase, and glycomacropeptide (GMP)from whey all at once using a single process.Proteins from the incoming whey stream werefirst captured onto a cation exchanger and ananion exchanger and washed free of impurities:lactose, minerals and fat. By capturing all theproteins at once in a single step, all the proteinswere concentrated and rinsed clean. Concentra-tion reduced the volume of solutions in thedownstream process, and the removal of impuri-ties up front increased the throughput, capacity,and selectivity of downstream separation pro-cesses. This lowered the cost of the process.
The process operator has the choice of desorbingthe bound proteins separately to make fivepurified protein fractions, or all at once to makewhey protein isolate (WPI) and GMP, or in
various combinations to make a subset of frac-tionated protein products, all depending on day-to-day demand and market value for the proteins.For example, when demand and market pricesare highest for WPI, then the proteins bound tothe cation exchanger are eluted all at once using abuffer with a pH above the isoelectric point of theproteins, thus reversing the charge on the pro-teins. However, when demand is highest forALA, then a buffer at a lower pH is used todesorb ALA first, and then a second buffer at ahigher pH is used to desorb WPI depleted inALA. Processing flexibility in the whey refinery issimilar to modern day practice in a crude oilrefinery where summers are focused on jet fueland winters on home heating oil.
The integration of the separation processes intoone unit operation reduces the price of eachindividual protein because the cost of manufac-ture is spread among as many as five differentwhey proteins. By reducing prices, the number ofproduct applications and the market for wheyproteins will expand.
We have continued a collaboration withAmersham Pharmacia Biotech and a large dairyprocessor to implement this technology at processscale. Using an economic analysis, we haverefined the process to increase the return oninvestment. We have conducted successful pilottrials and work is ongoing. Pilot trials will allowus to manufacture 100 g samples of purified ALAand GMP for evaluation of clarity after heattreatment. These whey protein fractions areunique from other protein sources (e.g. beef, soy,and egg) because both ALA and GMP remainclear after heat treatment. This characteristicmakes these proteins uniquely suited for applica-tion in clear juices (e.g. apple, white grape juice),sodas (7-UP, Sprite), and sports drinks, which nowcontain no protein. In the future, by adding wheyproteins to clear bottled drinks, more nutritiousbeverages can be developed for children andadults.
In another application, we are collaborating withcompanies to utilize the process for GMP manu-
INTERIM REPORT
“Whey Refinery” for producing proteins for beverages andnutraceuticalsPersonnel: Mark. R. Etzel, associate professor, Dept. of Food Science

20
CDR Annual Report 2000
facture in developing a new product for childrenwith the disease phenylketonuria (PKU). In thepast, living with PKU and staying on a strict low-protein diet have gone hand-in-hand. That isbecause proteins contain the amino acid phenyla-lanine. Individuals with PKU are missing anenzyme (phenylalanine hydroxylase) that breaksdown phenylalanine. The resulting buildup ofphenylalanine is toxic to the central nervoussystem and causes devastating physiological andpsychological problems. Treatment involveselimination of phenylalanine from the diet byconsumption of low-protein foods and a specialformula containing all the essential amino acids,but no phenylalanine.
In the future, PKU positive individuals may beable to eat high-protein foods rich in GMP. GMPis the only natural protein that does not containphenylalanine. GMP is all natural (not a geneti-cally modified food), comes from milk, and canbe manufactured at a cost less than or equal tocurrent amino-acid-based formulas. GMP has notaste and is useful in making new food types thatrequire protein not amino acids. Amino acidformulas do not have the functional properties,such as foaming, gelling, and emulsifying neededto make real foods. In addition, amino acidformulas do not taste good because amino acidsare bitter and salty. GMP may allow developingreal foods that contain real protein and tastegood. For example, in the laboratory, we made aGMP bread that had a crunchy brown crust, thearoma and texture of bread, was easy to slice,browned well in a toaster, and generally wassimilar to normal bread. We believe GMP breadwill cost less and taste better than the popularlow-protein breads, yet it will contain very littlephenylalanine. This and other good-tasting low-phenylalanine foods containing GMP will make itmore attractive for individuals with PKU to stayon a phenylalanine-free diet for life.
Publications“Production of k-Casein Macropeptide forNutraceutical Uses,” U.S. Pat. 5,968,586 (1999).
“Isolating b-Lactoglobulin and a-Lactalbumin byEluting from a Cation Exchanger Without So-dium Chloride,” U.S. Pat. 5,986,063 (1999).
“Production of Kappa-Casein Macropeptide,” Int.Pat. Appl. WO9918808A1 (1999).
“Production of Kappa-Casein Macropeptide,”Eur. Pat. Appl. WO9918808A1 (1999).
“Kappa-Casein Macropeptide Isolation fromCheese Whey Using Ion Exchange Chromatogra-phy,” S. Dermawan, M.S. Thesis, Univ. Wiscon-sin, Madison (1999).
“Production of Substantially Pure Kappa-CaseinMacropeptide,” U.S. Pat. 6,168,823 (2000).
Presentations“Capture of Lactoferrin from Whey Using PackedBed Chromatography,” Kelowna, Canada, April18, 1999.
“Chromatographic Capture of Proteins fromMilk,” Recovery of Biological Products IX,Whistler, Canada, May 19, 1999.
Outreach“CALS Scientist Puts the Squeeze on Whey forValuable Proteins,” CALS Press Service, October(1999).
“Diamond in the Rough: The Cinderella Story ofWhey Protein Ingredients,” Dairy Field, February(2000).
“Fractionation Boosting Fortification Potential ofWhey Proteins,” The Cheese Reporter, March(2000).
“Advanced Whey Ingredient Technologies,”Innovations in Dairy, May (2000).
“Research Trends in Healthful Foods,” FoodTechnol. 54(10): 45-52 (2000).
“Glycomacropeptide: A Dairy Protein for PKUDiets,” PKU News 12(2): 3 (2000).
“Whey Cool,” Discover Wisconsin: America’sDairyland (30 min. TV show), October (2000).
“Dry Dairy Ingredients Provide Proteins Similarto Human Breast Milk,” Do it with dairy, October(2000).
“A New Way to Separate Whey Proteins?” FoodEngineering, December (2000).
“Divide and Conquer: Fractionating WheyProteins for Profit,” Innovations in Dairy, Decem-ber (2000).
“Fractionating Valuable Peptides from Whey,”Dairy Pipeline 12(4):1-4 (2000).

21
Cheese
FundingDairy Management, Inc.
DatesDecember 2000—December 2002
Objectives1. Determine the technical capabilities of variousmicrofiltration systems from different suppliersfor the separation of casein from milk serumproteins (i.e., how complete and clean is theseparation) and the efficiency of subsequentultrafiltration concentration of the serum proteins.(Barbano)
2. Determine the throughput, yield, and recoveryof the ion exchange chromatography step as afunction of feed stream properties and targetprotein fractions. (Etzel)
3. Determine the technical properties and oppor-tunities for use of casein concentrates (liquid ordry), and casein and milk serum protein fractionsas dairy ingredients in non-cheese applications.(Barbano and Etzel)
4. Determine the costs (capital, fixed, variable,operational, etc.) for the microfiltration/ultrafiltra-tion and ion exchange chromatography aspects offractionation and concentration of the milkprotein streams. (Novakovic)
5. Determine the potential market and utilizationof milk refinery products (i.e., opportunities).(Novakovic)
SummaryMilk as a raw material can be fractionated intoindividual components or groups of componentsthat can be useful as ingredients in non-dairy foodapplication. Two relatively new technologies inthe dairy industry, microfiltration (MF) and ionexchange (IEX), provide the capability to sepa-rate the skim portion of milk into many indi-vidual protein products with unique characteris-tics. This project will determine the efficiency andcosts of these processes, the characteristics of thecomponents produced, and identify possible
strategies for initiation of these technologies in theUS dairy industry.
In the milk refinery process, whole milk will befirst separated into skim milk and cream bytraditional cream separation. Microfiltration ofskim milk will produce a casein retenate and amilk-serum-protein permeate. These products ofMF may have uses on their own within the dairyindustry and some of those uses are the subject ofother currently active research projects. Moreimportantly these products provide the rawmaterials for IEX fractionation of milk proteinspresent in the casein retentate and the serumprotein permeate. In a milk refinery, cationexchange is used to manufacture whey proteinfractions from the MF permeate stream, andanion exchange is used to manufacture caseinfractions from the MF retentate stream. Theefficiency of production of MF retentate andpermeate from skim milk and the optimumconcentration and composition of these materialsto provide efficient IEX operation are unknownand will be determined. Also, there is little or noinformation on the economics of MF and IEXused for this purpose.
The primary objective of the work performed atWisconsin will be development of the IEXprocess. Another objective will be to determinethe technical characteristics and market opportu-nities for the casein and milk serum proteinfractions as dairy ingredients in non-cheeseapplications. We will also provide informationneeded to complete objectives 4 and 5.
Dairy protein fractions have unique health ben-efits and functional properties not found in othersources of protein, creating value-added marketopportunities. For example, lactoferrin boostsimmunity when used in infant formulas andnutraceuticals, and has a market value of about$300-400/kg. Beta-lactoglobulin is an excellentgelling agent and can replace egg white in manyapplications. Alpha-lactalbumin has uses in“humanized” infant formulas and in clear bever-ages for athletes, children and other targeted
INTERIM REPORT
Technical and economic development of a milk refineryPersonnel: Mark. R. Etzel, associate professor, Dept. of Food Science, UW-Madison; David M. Barbano,professor, Dept. of Food Science, and Andrew J. Novakovic, professor, Dept. of Applied Economics andManagement, Cornell University

22
CDR Annual Report 2000
markets. For example, the alpha-lactalbuminfraction from this process remains completelyclear after thermal processing. We will use puri-fied alpha-lactalbumin in clear bottled juicedrinks that must be thermally processed. This is anovel application for milk proteins because othersources of protein, such as egg white, soy proteinisolate, whey protein isolate, and whey proteinconcentrate irreversibly denature upon boiling,forming gels, heavy white precipitates and un-sightly sediments. Consumers will not acceptthese products in protein fortified drinks forsports and other nutrition applications. In addi-tion, alpha-lactalbumin binds calcium, whichprovides a mechanism unique compared to soy oregg proteins for supplying soluble calcium inclear drinks.
Publications/presentations“Isolating Beta-lactoglobulin and Alpha-lactalbu-min by Eluting from a Cation Exchanger WithoutSodium Chloride,” U.S. Pat. 5,986,063 (1999).
“Chromatographic Capture of Proteins fromMilk,” Recovery of Biological Products IX,Whistler, Canada, May 19, 1999.

23
Cheese
FundingU.S. Department of Agriculture, National Re-search Initiative Competitive Grants ProgramandBabcock Institute for International Dairy Devel-opment, University of Wisconsin-Madison
DatesOctober 1998—September 2001
SummaryThis report summarizes the second year’s activ-ity of a three year project concerned with charac-terizing the structure of food demand in a num-ber of countries that are important markets fordairy and non-dairy U.S. exports. This is acollaborative research project involving research-ers from North Carolina State University, OhioState University and Washington State Univer-sity with the University of Wisconsin serving asoverall project administrator. This project isfunded under the U.S. Department ofAgriculture’s National Research Initiative grantprogram with supplemental support provided bythe Babcock Institute for International DairyDevelopment at the University of Wisconsin-Madison.
Previous analyses focused on identifying impor-tant determinants of how much and what type offood (dairy products) purchased has used histori-cal time-series (annual, quarterly, or in somecases, monthly) data on prices, incomes, and per-capita consumption. In contrast, this project usescross-sectional expenditure data collected fromsamples of representative households fromChina, Mexico, Canada, Eastern Europe, Argen-tina and Brazil.
During the first year of the project we developedeconometric methodologies that account forboth the censored nature (e.g., zero values) ofdisaggregated food purchases and the endog-enous aspects of product quality. That is, divisionof observed expenditures by quantity (herereferred to as unit-value) is often used as an
INTERIM REPORT
A multi-country analysis of household food demand:Implications for U.S. food exportsPersonnel: Brian W. Gould, senior scientist, Wisconsin Center for Dairy Research, W.S. Chern, professor,Ohio State University, B.K. Goodwin, professor, North Carolina State University, R. Mittlehammer, professor,T.I. Wahl, professor, Washington State University, Ricardo Sabates, graduate student, Hector Villareal,graduate student, Dept. of Ag. and Applied Economics
estimate of a commodity’s price. This method ofcalculating price reflects not only the difference inmarket price faced by each household but alsodifferences in endogenously determined com-modity quality. For example, observed differencesin price paid for cheese across households may bereflecting not only local market conditions butalso the final form of the product. Householdspurchasing cheese in block form would be ex-pected to pay a lower price than householdspurchasing cheese that is pre-sliced or shredded,ceteris paribus. The portion of product pricedetermined by market forces is obviously beyondthe control of the consumer whereas the qualityportion is endogenous to the purchase process.Our method allows us to estimate endogenousunit values even for non-purchasing householdsand the impact of changing household incomeand number of household members.
During 2000, we spent considerable effort onreducing the computation time required toestimate the econometric model. Our currentalgorithm uses the GAUSS software system. Weexperimented with a number of approximatingalgorithms to determine if we could reducecomputational time. Most of the time saving camefrom incorporating analytical gradients withinalgorithms used to maximize the likelihoodfunction used to obtain parameter estimates.
As noted above, we currently have obtained food(dairy product) expenditure/purchase data forCanada, Mexico, Brazil, China, Argentina andEastern Europe. With this data, we will use theeconometric lessons learned under Phase I of thisproject to identify the important determinants ofthe structure of food (dairy product) consumptionin these countries. Over the next year we will beapplying our econometric methodology to ananalysis of food (dairy product) demand structurefor the countries for which we have data.

24
CDR Annual Report 2000
FundingDairy Management Inc.
DatesMarch 2000—December 2000
Objectives1. To develop a model that defines physical andfunctional properties (melt, stretch, end-useproperties etc.) by rheological and other measure-ments. We will be guided by typical industrymeasurements and ultimate cheese use, both atroom and elevated temperatures, as we work.This model will establish a defined target forcheesemakers, which is crucial for tailor-makingspecific cheeses.
2. Validate the model(s) developed for theirapplicability by using cheeses manufactured withspecific make parameters to manipulate certainfunctional properties.
SummaryWe completed experiments with our first batch ofcheese, American process cheese. It was tested fora variety of physical, chemical, rheological, andmicrostructural properties in laboratories atUniversity of Wisconsin (UW), North CarolinaState University (NCSU) and Utah State Univer-sity (USU). The following battery of tests wereconducted:
Rheological tests: Small amplitude oscillatoryshear (SAOS) test; large amplitude oscillatoryshear (LAOS) test; creep and stress relaxation;uniaxial compression; torsion fracture test; vanefracture test; UW Meltmeter test; and softening-point test.
Empirical Tests: TPA; Schreiber test; tube test;and stretchability test
Cheese End-use Tests: Pizza bake test and blisterformation
Microscopy: Confocal; SEM; and TEM.
Thermal Analysis: Differential scanning calorim-etry and thermal conductivity.
By comparing test data from different laborato-ries, we were able to select appropriate experi-mental conditions that will allow us to consolidateour data during the model development. We willcontinue with more samples in the coming year.
INTERIM REPORT
Model development for manipulation of rheologicalproperties of cheesePersonnel: S. Gunasekaran, professor, Biological Systems Engineering, J. Lucey, Dept. of Food Science, E.A. Foegeding, professor, North Carolina State and D. McMahon, professor, Utah State University

25
Cheese
FundingDairy Management Inc.
DatesJanuary 1999—December 2000
Objectives1. Investigate the fundamental rheological behav-ior of mozzarella cheese under large strain ratesdeveloped in a twin-screw extruder
2. Study the effect of process variables/extrusionparameters on the texture of extruded cheeseproducts.
3. Optimize operating parameters of the mixer-molder step of manufacturing mozzarella cheesein terms of improved product yield, quality andoverall productivity
SummaryStretching, performed in a single or twin-screwopen channel extruder-type stretcher-cooker, isan important operation in mozzarella cheesemanufacturing. During stretching, thermal andmechanical treatments produce the characteristicfiber-like structure of mozzarella cheese. Accuratedescription of cheese flow in the stretcher channelis fundamental for understanding the stretchingprocess. This is a difficult job because the rheo-logical properties of cheese curd are complicated.However, our previous work found that in a largerange of shear rate the steady shear viscosity dataof cheese could still be applied. We fit it into apower-law model by applying a modified cox-Merz rule, or a Bird-Carreau model for evenlarger shear rate range. This makes it possible toanalyze the conveying process during stretchingby numerical simulation.
The single-screw stretcher-cooker unit used in thecheese industry has one unique characteristic,which is different from most extruder type de-vices used by others, that is its large depth-to-width ratio. This reduces the shear force appliedto cheese curd so that the protein network ofcheese will not be broken. However, this charac-
teristic invalidates the flat-plate model assump-tions commonly made in dealing with this prob-lem. The flat-plate model neglects the flight andcurvature effects, which can be significant in thiscase. On the other hand, in a stretching operationusually the stretcher is open-ended, that meansthe pressure gradient is small. Thus, the drag flowdominates, which helps to simplify the numericalprocedure.
According to these characteristics of the mozza-rella cheese stretching process, numerical simula-tion was applied to increase our understanding ofthis operation. Most available numerical modelsof fluid conveying in single screw device arebased on flat-plate assumption, which is a two-dimensional analysis. The model we proposed isthree-dimensional. First, we neglect the curvatureeffect but take into consideration the flight effect,using power-law and Bird-Carreau models. Afinite difference scheme was implemented tosolve continuity, momentum and energy equa-tions simultaneously. For the cross channeldirection, the iterative Newton-Raphson algo-rithm was used to solve velocity with both pres-sure flow and drag flow and satisfy the continuityequation. For down channel direction, since nopressure gradient is present, only drag flow isimportant, the momentum equation was solvedby the successive-over-relaxation method. Theenergy equation was solved by the Peaceman-Rachford algorithm. All these equations weresolved iteratively to determine velocity andtemperature distributions at any location in thescrew channel.
INTERIM REPORT
Large amplitude nonlinear viscoelastic behavior ofmozzarella cheese during twin-screw extrusionPersonnel: S. Gunasekaran, A.J. Giacomin, T.A. Osswald, C. Yu, Department of Food Science and M.E.Johnson, Center for Dairy Research

26
CDR Annual Report 2000
DatesSeptember 1997—August 2000
FundingDairy Management Inc.
Objectives1. Investigate the effects of heat treatments onnature and extent of different protein interactions:hydrophobic interactions, hydrogen bonding, andionic bonding.
2. Investigate the usefulness of certain emulsifyingagents and a surfactant in reducing hardening ofthe lower-fat cheeses.
3. Investigate if the experimental approachesproposed in this project will help in alleviatingthe skin formation which occurs when very low-fat cheeses are heated.
4. Investiagate the possibility of independentlycontrolling the meltability and firmness of thecheese by combined use of chymosin and theenzyme from C. parasitica.
SummaryReduced fat andnonfat cheesesusually develop adefect called skinformation, i.e.formation of adry and hard filmon the cheesesurface, afterheating andcooling. Sincethere is a lack offree oil forreduced-fatcheese, thesurface of cheesetends to be moredamaged thansub-surfaceregions of cheese
INTERIM REPORT
Investigating reasons for hardening of reduced fatCheddar cheese during heatingPersonnel: S. Gunasekaran, professor, S.Y. Kim, research assistant, Biological Systems Engineering, C.Chen, researcher, M.E. Johnson, senior scientist, CDR
with heating time, i.e. the moisture will dry and ahard skin will form (Figure 1). However, there isenough free oil exuding from the full-fat cheesewhen heated, so that the surface of full-fat cheeseis covered with oil and has less opportunity todry. This allows the cheese to melt more evenlywithout forming a hard skin on its surface. If thefundamental reasons for skin formation areunderstood, such undesirable changes in low-fatcheeses may be controlled. Our objective was toinvestigate the reasons for skin formation inlowfat Cheddar cheese during heating, in terms ofdegree of protein interactions by using differentdetergents (mercaptoethanol, urea, sodiumdodecyl, and EDTA).
Duplicate vats of 50%-reduced-fat and full-fatCheddar cheeses were manufactured. Cheeseblocks were vacuum sealed in barrier bags andstored in a 8ºC cold room. Cheeses at the age of12 wk were used for this study. Measurement of
Figure 1.When heated and cooled a reduced fat cheeseforms a hard skin, not seen in a full fat cheese.

27
Cheese
protein interactions was made by dispersingcheese samples in different dissociating solutionsand homogenizing the resulting solutions. Thecheese dispersions were then ultracentrifuged.Response surface procedures were used to opti-mize interactions between the parameters ofultracentrifugation and dispersion conditions ofthe dissociating agents. A second-degree polyno-mial model was chosen for describing the re-sponse. Scanning electron microscopy observa-tions were made to study the surfaces of low-fatand full-fat cheeses. The optimum levels of forceand temperature of ultracentrifugation andconcentration of each detergent were obtained.Hydrophobic interaction was found to be a majorinteraction for both low-fat and full-fat cheeses.Various protein-protein interactions and thedegree of contribution of each to protein aggrega-tion were also observed. The amount of dissociat-ing agents showed the greatest effect on the pelletweight, and had an interaction effect with tem-perature (Table 1). Any centrifugation force over50,000 x g had no significant effect. Proteininteractions expressed by urea appeared tocontribute the most to protein aggregation duringheating, followed by SDS in both types ofcheeses. There was no difference in proteininteraction index between in water,mercaptoethanol, and EDTA, when they are usedseparately (p<0.05). However, EDTA and
mercaptoethanol appeared to accelerate thesolubility of heated proteins, when used togetherwith SDS and/or urea. Reduced fat Cheddarcheese seems to aggregate more under the sameheating condition at 180°C for 25 min, comparedto full fat cheese. Higher protein-to-fat andprotein-to-moisture ratio of cheese is considered acause for skin formation during heating, which isunique to reduced fat cheese, resulting from ahigher degree of protein interactions.
The rates and mechanism of hydrolysis of wholecasein (CN), αs1-CN, β-CN, and their emulsions(adsorbed proteins on to oil-water interface), wereinvestigated at pH 5.2 and pH 7.0 at the enzymeto substrates ratios of 1:1000 and 1:5000 forchymosin, pepsin, and trypsin, respectively. Initialsizes of enzyme-treated emulsions and emulsionsformed with hydrolyzed caseins are significantly(p < 0.05) smaller than those of emulsions formedwith native caseins. An emulsion made at pH 5.2was relatively unstable compared to those in pH7.0. During heat treatment, emulsions formedwith hydrolysates are less stable than two othertypes of emulsions, but the 5%-chymosin &pepsin hydrolyzed whole CN emulsions behavedlike emulsions formed with hydrolysates. Fivepercent-chymosin-treated emulsion and emulsionformed with 5%-chymosin hydrolyzed β-CNshowed more stable property on heat treatment.
Table 1. Statistical significance (p-values) of difference variables and interactions per responsesurface analysis according to a second-degree polynomial model.
Full fat cheese Reduced fat cheeseTerm
SDS Urea EDTA Merc.4 SDS Urea EDTA Merc.Force1 0.72 0.44 0.26 0.18 0.11 0.71 0.87 0.11Temp. 0.43 0.92 0.05a 0.93 0.88 0.92 0.82 0.68Disso.2 0.001a 0.001a 0.13 0.001a 0.001a 0.001a 0.33 0.003a
Force*Force
0.82 0.56 0.30 0.20 0.15 0.74 0.95 0.06
Force*Temp.3
0.90 0.54 0.28 0.98 0.88 0.77 0.42 0.04a
Temp.*Temp.
0.98 0.61 0.38 0.26 0.29 0.76 0.38 0.09
Disso.*Force
0.54 0.53 0.76 0.87 0.31 0.79 0.27 0.05a
Disso.*Temp
0.05a 0.41 0.56 0,45 0.01a 0.52 0.001a 0.16
Disso.*Disso.
0.003a 0.001a 0.25 0.001a 0.001a 0.001a 0.27 0.001a
a - The values noted are significant at p=0.05 level.Abbreviations used: 1 – centrifugal force; 2 – dissociating agent; 3 – temperature; 4 –mercaptoethanol.

28
CDR Annual Report 2000
FundingDairy Management Inc.
DatesSeptember 1997—August 1999
Objectives1. Quantify the amount of free moisture (express-ible serum) and its distribution in LMPS mozza-rella and pizza cheeses during the early stages ofmaturation
2. Study the redistribution of water in cheeseprotein matrix during freezing and thawing.
3. Study the effects of freezing and thawing onvarious physical properties of block and shreddedforms of LMPS mozzarella and pizza cheesesduring early stages of maturation and up to 6 wkof aging.
4. Evaluate interrelationships among the cheesetype, composition, water distribution, age, andfreezing and thawing.
SummaryWe investigated the changes in the water status inmozzarella cheese and non-pasta filata style pizzacheese during the early stages of maturation usingNMR relaxation techniques. The change in thestate of water at different locations was related tocompositional difference during storage. Compo-sitional analyses (moisture, pH, and NaCl) andthe amount of expressible serum (ES) of cheeses
were measured on 2, 4, 6, 8, and 10 d aftermanufacture. The changes in molecular mobilityof water in both mozzarella cheese and non-pastafilata style pizza cheese during 10 d storage wereinvestigated using NMR relaxation techniques.Three locations (A = near-surface, B = middle,and C = center) were taken from the cheeseblocks for both composition and NMR relaxationanalysis (Figure 1). A multi-component modelwas used to analyze the proton relaxation curves,from which water in mozzarella cheese sampleswas classified into two fractions with differentrelaxation time T2 or molecular mobility. How-ever, this two-state behavior of water moleculeswas not found in non-pasta filata style pizzacheese. The mean level of ES from mozzarellacheese decreased from around 15% at 2 d aftermanufacture to 5% by 10 d (Figure 2). In contrast,ES of non-pasta filata style pizza cheese declinedsteeply with storage and no ES was obtained after8 d of storage. The changes in T2 (both T21 andT22) and proton intensities (A1 and A2) of the twofractions of water in the mozzarella cheese weremonitored during storage (Figures 3, 4). Changein moisture mobility from high to low was evi-denced by an increase in A1 (and decrease in A2).This suggested that there was a redistribution ofamount and mobility between two distinct frac-tions of water in mozzarella cheese during earlystages of maturation. Statistical analysis indicatedthat the intensity of protons at T22 states wasrelated to the ES of the mozzarella cheese duringthe early stage of maturation (P < 0.05). The
FINAL REPORT
Effect of water distribution on physical properties of pizzacheese and LMPS mozzarella cheese during early stages ofmaturation and freezing and thawingPersonnel: S. Gunasekaran, professor, M-I. Kuo, and M.E. Anderson, Biological Systems Engineering, C.Chen, researcher, M.E. Johnson, senior scientist, Center for Dairy Research
Figure 1.Sampling positions used for NMR measurement (A) and compositional analysis (B) inmozzarella and pizza cheese blocks. A = near-surface, B = middle, and C = center

29
Cheese
Figure 2.Changes in the quantity of expressible serum(ES; weight of expressed serum divided by thetotal weight of the cheese sample) obtained fromLMPS mozzarella (ˇ) and LMPS pizza cheeses (O)during storage at 4oC. The bars at each data pointrepresent the standard error.
Storage time (d)Figure 3.Proton spin-spin relaxation time constant T21 (A)and T22 (B) of LMPS mozzarella cheese as func-tion of aging in location C. The bars at each datapoint represent the standard error.
majority of the water molecules in non-pastafilata style pizza cheese were in less mobile state(Figure 5) suggesting the water-holding capacityof non-pasta filata style pizza cheese was higherthan mozzarella cheese in the early stage ofmaturation. The phenomena of both mozzarellacheese and non-pasta filata style pizza cheesewere observed at each location, although therewere compositional differences among them.
Freezing mozzarella cheese soon after its manu-facture is preferred because it improves cheeseproduction and handling. It is believed that thechanges in the distribution and mobility of waterin cheese after a freeze-thaw cycle play a majorrole altering the physical properties of cheese.Magnetic resonance imaging (MRI) is a non-destructive method for detecting changes in staticstructure of the food matrix at microscopicresolution and for following, non-invasively andin real time, dynamic changes as foods areprocessed and stored. The spatial distribution ofthe MRI parameters such as spin number densityand relaxation time constants (T1 and T2) from adefined region within a large sample can bemapped. T1 and T2 measure the relative molecu-lar mobility of water in the system compared tofree water. When water is bound tightly to mac-romolecules, it is highly immobilized and showsreduced T2; whereas free water is mobile and hasrelatively long T2. We followed ice formation incheeses during freezing using MRI; studied thefreezing effects in cheeses through the observa-tion of changes in T2 of water using MRI; andcompared the results of mozzarella cheese withnon-pasta filata style pizza cheese.
MRI spectrometer was used for mapping the T2
and moisture content of the samples. The spin-echo imaging pulse sequence was used for imageacquisition. The image data were fit to singleexponential decay model to obtain a map of T2
distribution. To observe the freezing process insitu, a cheese sample was placed in the tube andcold air at –40oC was directed through the tubewhile the sample was oriented parallel to air flow.Cheeses were cut into blocks and stored at 4oCuntil the freezing tests. Three groups of cheeseblocks were frozen and stored at –20oC starting atdifferent ages: 2, 7, and 14 d post manufacture inorder to investigate the effect of aging on thefreezing and thawing process. “Unfrozen” cheesesamples were imaged before freezing. Blockcheese samples of each group were removedfrom frozen storage after 1 wk and 1 mo, and

30
CDR Annual Report 2000
then thawed at 4oC. “Frozen-thawed” cheesesamples were imaged 1 d after thawing at 4oC.Frozen-thawed block cheese samples were alsotempered for 7 and 14 d at 4oC and then imaged.
MRI has proven useful for visualizing the forma-tion of ice and the nature and dynamics of thefreezing process in cheese. As ice formed in avolume element, a decrease in signal intensitywas seen and the image element became dark.The T2-map of a cheese sample was obtained.The intensity of each pixel was directly related tothe value of T2 and, hence, to the mobility ofwater. Changes in the distribution of T2 values ofcheese after frozen-thawed were illustrated anddiscussed by the histogram of T2 values. Thehistogram was obtained by counting the numberof pixels with the same T2 within the image of acheese sample. Generally, there was a significantdecease in T2 of mozzarella cheese after freezingand thawing and the distribution of T2 values wasnarrow, indicating that the distribution of watermobility became uniform. Tempering the frozen-thawed sample shifted T2 to longer values. Incontrast, frozen-thawed pizza cheese had a longerT2, suggesting that some water molecules becamemore mobile. Further tempering of frozen-thawedpizza cheese sample lowered the T2. Based onthese results, we feel that the T2 relaxationchanges can be used to distinguish the effectsfreezing on cheese.
Figure 5.Proton spin-spin relaxation time constant T2 ofLMPS pizza cheese as function of aging in loca-tion A (O), B (D), and C (ã). The bars at each datapoint represent the standard error.
Figure 4.Proton intensity A1 (A) and A2 (B) of LMPSmozzarella cheese as function of aging in locationC. The bars at each data point represent thestandard error.
Storage time (d)

31
Cheese
FundingDairy Management, Inc.
DatesJuly 2000—June 2002
ObjectivesThe overall objective is to develop greater eco-nomic uses for delactosed permeate (DLP).Objectives designed to accomplish this are:1. Evaluate microfiltration (MF) system andcentrifugation for ability to remove calcium fromDLP
2. Determine feasibility of separating calciumfrom DLP.
3. Determine the composition and type of cal-cium product produced from DLP
4. Compare resulting calcium from DLP productwith currently available dairy calcium products
5. Produce acceptable products containing cal-cium ingredient from DLP
SummaryThe high ash to lactose ratio of DLP has hinderedindustry use, a problem that becomes obviouswhen you use DLP to produce lactose. AlthoughDLP and permeate both consist largely of lactoseand ash, permeate typically is used to producelactose. When DLP is used for the manufacture oflactose an inferior product results. Personalexperience indicates that the calcium portion ofthe ash is at least partially responsible, for theproblem. Removing calcium, therefore, shouldboth improve the composition of the DLPenough to allow lactose production and yield acalcium-based product that might be used as aningredient for fortifying products with calcium.
Since this project just started in July, we arecurrently are in the initial phases of this study.The five phases of this study are described below.
Phase 1, method for removing calciumMicrofiltration (MF) with a ceramic system and
centrifugation will be evaluated for removingprecipitated calcium from DLP. These technolo-gies are currently used for similar applicationsand therefore should be acceptable. They mayyield different final calcium products; however,and differ in cost effectiveness. The compositionof the resulting lactose stream also may dependon the process used.
Phase 2, composition and type of calciumproduct producedThe composition of the calcium product is impor-tant to many customers. It is thought that the ratioof calcium to phosphorous may affect qualitiessuch as mouthfeel, flavor, solubility, color andnutritional availability. The composition and typeof calcium product produced by each method willbe determined and compared.
Phase 3, if it is an acceptable quality lactoseThe composition of permeate that producesacceptable lactose will be analyzed for specificmineral components (calcium, magnesium,phosphorous, sodium, etc.) and compared totreated and untreated DLP. The ratio of lactose tokey component(s) may indicate whether the DLPstream with calcium removed can produce lactoseof appropriate quality.
Phase 4, characteristics of the calcium productCurrently, there is a market for a dairy mineralproduct with certain characteristics such as:minimum of 20% calcium, approximate calciumto phosphorous ratio of 1:2, readily dispersible,white color and lack of chalky flavor. The calciumproducts produced by MF and centrifugation willbe compared against these quality parameters.
Phase 5, possible uses for the productThe resulting calcium product will be spray driedfor use in fortifying food products. Examples ofproducts we plan to evaluate include energy bars,yogurt, a transparent sports beverage and fruitsmoothies. The calcium product also will be usedto fortify a skim milk powder and the resultingpowder evaluated for use as an ingredient inother food products.
INTERIM REPORT
Mother liquor for producing lactose and acalcium-based productPersonnel: Karen E. Smith, associate researcher, Wisconsin Center for Dairy Research

32
CDR Annual Report 2000
FundingDairy Management, Inc.
DatesJuly 2000—July 2001
ObjectivesDevelop two manuals:1. Manual for whey producers (cheese makers) onhow they can affect whey flavor and minimizeproblems.
2. Manual for whey handlers that outlines meth-ods for handling whey which minimize flavorproblems.
SummaryDevelopment of the manuals currently is under-way. The project is focusing on collecting infor-mation on the way additives, processing condi-tions, pH, storage conditions, type of cheese,handling methods, etc. affect whey flavor. We willthen relate the information the to productionpractices. The final step will be developingguidelines for cheese manufacturers and wheyhandlers that allow them to control the flavor ofwhey.
INTERIM REPORT
Whey producers and whey handlers manualsPersonnel: Karen E. Smith, associate researcher, Wisconsin Center for Dairy Research

33
Cheese
FundingWisconsin Milk Marketing Board
DatesJune 1997—December 1999
Objectives1. To synthesize a semisynthetic derivative ofnatamycin with increased water solubility andstability.
2. To investigate the antimycotic action ofnatamycin and a water-soluble semisyntheticderivative of natamycin for typical usage andstorage conditions for shredded cheese.
3. To investigate the stability and degradation ofnatamycin and a natamycin semisynthetic deriva-tive during typical storage conditions for shred-ded cheese.
SummaryThe polyene macrolide antibiotic natamycin(Antibiotic A-5283) is used to retard the growth ofsurface molds on various cheese varieties. It isapplied to the surface of cheese by dipping orspraying, using an aqueous dispersion containing200 to 300 ppm of the additive. However, thelarge molecular weight of natamycin, 665 g/mol,and conjugated double bond structure causes it tobe extremely insoluble in water and most foodgrade solvents. The inability to apply natamycinin true solution creates non-treated areas on thefood surface. These non-treated areas allow thegrowth of fungal organisms and are the limitingfactor in extending the shelf-life of shreddedcheese.
A water-soluble N-alkyl semisynthetic derivativeof natamycin was synthesized by the Michaeladdition reaction of the parent with an N-substi-tuted malemide, N–(3-dimethylaminopropyl)malemide hydrochloride. Structure identity wasconfirmed by NMR and mass spectroscopy.Water solubility was increased from 0.0520 mg/ml to >30.0000 mg/ml. Chemical modification
was modeled after a similar procedure used tosynthesize a water soluble derivative of anotherpolyene macrolide, amphotericin B. Results fromthat study showed that water solubility wasdrastically increased, oral and parenteral toxicitywere decreased, and the compound became moreselective for fungal organisms in the Penicilliumand Aspergillus genus.
A microbiological challenge study investigatingthe effectiveness of the semisynthetic derivativeand the parent antibiotic in suppressing moldgrowth on one month aged shredded Cheddarcheese modified atmosphere packaged (MAP)was performed. One month aged Cheddar cheesewas shredded and tumbled in 2 kg batches. A 2%w/w cellulose mixture and 1% w/w water solutionwere incorporated during tumbling. The 1% w/wwater solution contained the appropriate concen-tration of natamycin or derivative to achieve finalantimycotic concentrations of 0, 10, and 20 ppmon the cheese. Cheese samples were placed inpackaging bags and were MAP using a propor-tional gas blender and vacuum packaging ma-chine. Samples were then stored at 4°C. Micro-biological sampling at various storage datesproceeded. Packages were opened after 0, 15, and30 days of MAP storage. Opened packages weresampled after 0, 10, 20, 30, and 40 days. Yeastand mold counts were enumerated on DichloranRose Bengal (DRB) agar supplemented with 0.1%chloramphenicol.
A 20 ppm natamycin treatment effectively sup-pressed visible mold growth (<104 CFU/g) inMAP samples for up to 30 days after opening.The 20 ppm semisynthetic derivative performedsimilarly to the 10 ppm natamycin treatment.Visible mold growth did not occur for thesetreatments in MAP samples until 20 days afteropening. Analysis of storage conditions revealedthat an outgrowth of mold in shredded cheeseoccurred in MAP packages stored longer than 15days. This bloom in mold growth was attributedto the degradation of natamycin and the deriva-tive throughout storage.
FINAL REPORT
Comparative study of semisynthetic derivative ofnatamycin and the parent antibiotic on the spoilage ofshredded Cheddar cheesePersonnel: J. Russell Bishop, director, Center for Dairy Research, Joseph E. Marcy, associate professor andEric C. Suloff, graduate student, Dept. of Food Science & Technology, Virginia Polytechnic Institute & StateUniversity

34
CDR Annual Report 2000
The stability and degradation of natamycin andthe derivative were monitored throughout thestudy. Antibiotic concentration on the cheesesurface was quantified by molecular absorptionspectrometry. Results from this study showed,heavily contaminated samples caused the rateand loss of natamycin and the derivative toincrease. Antibiotic concentration decreased at asimilar rate in MAP and open package condi-tions. Natamycin and derivative were found tohave similar degradation properties.
Publications and PresentationsSuloff, E.C. Comparative Study of SemisyntheticDerivative of Natamycin and the Parent Antibi-otic on the Spoilage of Shredded CheddarCheese. M.S. thesis, Virginia Polytechnic Instituteand State University, Blacksburg, VA (Nov.,1999).
Marcy, J.E. and E.C. Suloff. Comparative Studyof Semisynthetic Derivative of Natamycin and theParent Antibiotic on the Spoilage of ShreddedCheddar Cheese. accepted to present at IAFPAnnual Meeting, Atlanta, GA (Aug., 2000).
Marcy, J.E. and E.C. Suloff. Improved Quality ofShredded Cheese - Antimycotics, Oxygen Scav-engers, and Modified Atmosphere Packaging.accepted to present at Wisconsin Cheese IndustryConference, Madison, WI (Apr., 2000).
Marcy, J.E. and E.C. Suloff. Development ofSemisynthetic Derivatives of Natamycin II.presented to Gist-brocades International B.V.Dairy Group, Blacksburg, VA (Dec., 1999).
Marcy, J.E. and E.C. Suloff. Development ofSemisynthetic Derivatives of Natamycin I. pre-sented to Gist-brocades International B.V. DairyGroup, Delft, The Netherlands (Feb., 1999).
Suloff, E.C. Antibiotics and Probiotics - Their Useand Applications in the Dairy Industry presentedat Twelfth Annual Virginia Dairy Quality ControlConference, Blacksburg, VA (Sept., 1998).

35
Cheese
FundingWisconsin Milk Marketing Board
DatesJuly 2000—June 2002
Objectives1. To characterize physical / chemical / sensorycharacteristics over time of shredded cheese inconsumer-sized packages.
2. To determine the effect of flow agents on thephysical / chemical / sensory properties of shred-ded cheese.
SummaryWork to date has included development of meltprofile analysis protocol for shredded cheese.Figure 1 graphs the melt profiles of block andshredded mozzarella cheese. Preliminary resultsshow that shredded cheese begins to flow sooner(50%) and at a lower temperatures (less 10%C).
INTERIM REPORT
Identification of physical/chemical changes in shreddedcheese over timePersonnel: K. Muthukumarappan, South Dakota State, assistant professor, Carol M. Chen, researcher, MarkJohnson, senior scientist, Amy Dikkeboom, research specialist, John Jaeggi, researcher, William Tricomi,assistant researcher, Matt Zimbric, research specialist, Wisconsin Center for Dairy Research
0
20
40
60
100
0 60 120 180 240 300 360 420 480
Time (sec)
0
10
20
30
40
50
60
70 °C
Shredded
Block
80
We are beginning to collect data on Cheddar andmozzarella cheese to understand the physical,chemical and sensory characteristics of shreddedcheese over time when packaged in consumer-sized pouches. The data will assist cheesemakersin developing consistent end user specific func-tional characteristics in shredded cheese.
Figure 1.Cheese melt and temperature profiles of block and shredded cheese during melting.
→

36
CDR Annual Report 2000
FundingWisconsin Milk Marketing Board and DairyManagement Inc.
DatesJan 2000—December 2002
Objectives1. To develop a shred / texture map of cheesesbased on rheological, sensory and chemicalmeasurements.
2. To define manufacturing protocols of Cheddarand mozzarella tailored for shredding.
SummaryWe developed a protocol for shredding cheeseusing a commercial sized Urschel CC-D cheeseshredder and assessing cheese shred size. Thecheese shred protocol utilizes a Rotap, with 4
INTERIM REPORT
Development and application of a cheese shred/texturemap delineated by cheese rheological, sensory andchemical analysisPersonnel: Carol M. Chen, researcher, Juan E. Romero, researcher, Mark Johnson, senior scientist, BrianGould, senior scientist, Amy Dikkeboom, research specialist, John Jaeggi, researcher, William Tricomi,assistant researcher, Matt Zimbric, research specialist
stainless steel pans (4 mesh, 6 mesh, 8 mesh andpan). The shaking time on the Rotap varies withtype of cheese shred and texture of the cheese.With this system we are able to separate outcheese shreds and fines. Rheological methods toassess cheese textural properties using a torsionrheometer have been developed and standard-ized. The rheology data, yield stress vs. yieldstrain, will be plotted to describe cheese attributessuch as toughness, elasticity, brittleness andfirmness. Training of expert sensory panelistfollowing IFT guidelines for quantitative descrip-tive analysis is underway. Upon completion ofsensory training, data collection will begin onCheddar and mozzarella cheeses to understandthe correlation between cheese machinability andrheological, chemical and sensory properties ofcheese. The data will be used to manipulate andcontrol cheese machinability more accurately andreliably.
Figure 1.Separation of cheese shreds (A) and fines (B), using a Rotap shaker.

37
Cheese
FundingWisconsin Milk Marketing Board
DatesJuly 2000—June 2002
Objectives1. To characterize the effect of selected manufac-turing protocols on cheese melt profiles.
2. To correlate cheese melt profile characteristicsto chemical / textural / sensory properties.
3. To develop strategies based on correlations thatenable cheesemakers to design manufacturingpractices which result in specific melt / flowcharacteristics for food application systems.
INTERIM REPORT
Relationship between cheese melt profiles and chemical/textural/sensory propertiesPersonnel: K. Muthukumarappan, assistant professor, South Dakota State, Carol M. Chen, researcher, MarkJohnson, senior scientist, Amy Dikkeboom, research specialist,John Jaeggi, researcher, William Tricomi, assistant researcher, Matt Zimbric, research specialist, WisconsinCenter for Dairy Research
SummaryWork to date has included modifications to themelt profile analysis protocol. We have shortenedthe melt profile analysis time from 25 to 12minutes and automated the calculations. Thesemodifications will make collecting and processingdata more efficient. We are beginning to collectdata on a variety of cheeses, Cheddar and mozza-rella, to better understand the correlation be-tween cheese melt profile characteristics andrheological, chemical and sensory properties ofcheese. The data will be used to more accuratelyand reliably manipulate and control cheese melt.
♦♦
♦♦
♦♦
♦♦ ♦
Time (minutes)
Perc
enta
ge c
hang
e in
che
ese
heig
ht
Breaded appetizerPizza cheese
Filling
Figure 1.Mozzarella cheese applications—melt profiles

38
CDR Annual Report 2000
FundingWisconsin Milk Marketing Board
DatesJuly 1, 1997— December 31, 2000
Objectives1. To determine the minimal and maximal agingfor optimal physical and sensory characteristics ofCDR stirred curd mozzarella cheese when usedon pizzas. Shelf-life stability and physical proper-ties were evaluated with respect to: starter culturealterations, milk coagulant level, milk standard-ization methods and denatured whey proteinaddition.
2. Direct comparison between CDR stirred curdand pasta filata mozzarella cheese.
SummaryTechnology developed at the CDR produced anon-stretched, non-brined stirred curd LMPSmozzarella cheese manufacturing protocol whichoffers several advantages to the cheese industry.This protocol enables manufacturers of stirredcurd, pressed cheeses, to make a cheese with acomposition, melt and stretch similar to pastafilata style cheese. When this project was pro-posed and accepted, the Code of Federal Regula-tions did not recognize alternate manufacturingprotocols for Mozzarella cheese, thus the cheesewas called Pizza cheese. The Code of FederalRegulations have changed, so ‘Pizza cheese’,which has the same composition and similarfunctionality to a pasta filata style mozzarella,may now be called mozzarella cheese. In thisfinal report ‘Pizza cheese’ will be referred to asCDR stirred curd mozzarella.
Starter culture alterationsTo meet the needs of the end user (cookingconditions, regional and individual preferences),the CDR stirred curd mozzarella manufacturingprotocol needs to be flexible. Modifications atcritical control points can be used to alter thephysical properties, thus optimizing performance.
We designed CDR stirred curd mozzarella so thatit does not brown when cooked on a pizza pie.This is achieved by selecting a mesophilic starterculture (Rhodia DVS M49, 86 ml/1000 lb milk)and rinsing of curd prior to pressing. Because ofthese manufacturing decisions, residual sugars areabsent in the final cheese. Pasta filata mozzarellacheese, made from thermophilic cultures (cocciand/or rod blend), contain residual sugarsthroughout aging. When heated, residual sugarand protein are available for the Maillard brown-ing reaction. Using thermophilic (Chr. HansenC90 or C110 grown in Thermolac media, 0.6%(wt/wt)) cultures in CDR stirred curd mozzarellais a way to control the degree of cheese browningon baked pizza pies.
Starter culture selection did not affect the rate ofacid production in the cheesemaking vat. Thefinal cheese moisture content was similar for bothstarter cultures. Final pH values for cheese madewith mesophilic and thermophilic cultures rangedfrom 5.15 to 5.35 and 5.45 - 5.60, respectively.The higher pH values for cheeses made fromthermophilic cultures can be attributed to S.thermophilus not producing much acid below pHvalues of 5.40.
Descriptive taste panelists evaluated cheeses forbody (soft to firm), texture breakdown (grainy tosmooth) and overall preference (dislike to like).Cheese made using mesophilic cultures tended tobe softer and smoother throughout aging. Therewas no difference in cheese preference up until 30days of aging. After this, cheeses made with thethermophilic cultures were preferred. Tastepanelists also noted that the while still mild inflavor, cheeses made from mesophilic cultureswere more cheesy. Overall, cheese made usingthermophilic cultures had a breakdown andflavor more similar to a pasta filata style mozza-rella.
Descriptive taste panelists also evaluated cheeseson pizza pies baked in traditional and forced airovens. In a traditional oven, the starter culture
FINAL REPORT
Pizza Cheese II: Shelf-life evaluation and tailormanufacturing of pizza cheese
Personnel: Carol Chen, researcher, Mark Johnson, senior scientist, Amy Dikkeboom, research specialist,John Jaeggi, researcher, William Tricomi, assistant researcher, Matt Zimbric, research specialist

39
Cheese
selection did not affect the surface skinning,which was described as slight. In a forced airoven, cheeses made using thermophilic cultureshad significantly more surface skinning. There isa positive correlation between cheese pH anddegree of skinning, but other chemical and microstructural influences may also be significant.
Browning of cheese on pizza is in part, a result ofthe Maillard browning reaction or the heatinduced reactions between sugar (reducingsugars, lactose or galactose) and protein (aminegroup). The thermophilic culture used in thisexperiment, S. thermophilus, is unable to metabo-lize the galactose moiety of lactose. The galactose,which accumulates in the cheeses, is available forthe Maillard browning reaction. Johnson andOlson [Johnson, 1985 #64] demonstrated apositive correlation between galactose contentand brown color intensity when mozzarellacheese was heated. Hunter colorimeter readingswere taken on a cheese discs made from cheeseshreds melted in a for 1 hour at 70ºC (t=0 h) andplaced in oven for 48 hours (t=48) as an indica-tion of browning potential. Cheeses made withthermophilic cultures were lower in L values(more black), higher in a values (more red) and bvalues (more yellow), indicating a more intensebrown color. This data correlates to observationsof cooked color on pizza pies. The intensity of thebrowning on the pizza pies did not change overtime, with the cheese on the pizzas baked in theforced air oven having a more intense browncolor.
Milk coagulant additionThe pasta filata method for the manufacturingmozzarella cheese involves heating curd in hotwater, then mechanically stretching and moldingit. Curd temperatures typically reach 57ºC(135ºF), a temperature severe enough to inacti-vate residual milk coagulant and reduce starterculture populations. Since both of these factorscontribute to the proteolysis, this heat processresults in limited casein hydrolysis during theaging of a pasta filata style mozzarella. Meltedmozzarella strand formation requires intactcasein. Limited casein hydrolysis, along withcompositional and pH factors, results in a cheesewith favorable melt and stretch characteristicswhen used as ingredient in cooking applications.CDR stirred curd mozzarella manufacturing doesnot include a heating step, thus other means oflimiting casein hydrolysis are necessary.
A typical milk coagulant usage level in a pastafilata mozzarella is 1.15 oz milk coagulant /1000
lbs milk of double strength chymosin. The control(CDR stirred curd mozzarella) manufacturingprotocol uses half or 0.58 oz milk coagulant /1000lbs milk of double strength milk coagulant. Inprevious research, CDR stirred curd mozzarellamaintained a 25 cm stretch through 3 months ofaging. We believed that the decreased milkcoagulant usage limited casein hydrolysis, thusenabling cheese strand formation throughoutaging.
We hypothesized that the melted cheese madewith control milk coagulant levels (0.036%) wouldform strands, while the double milk coagulantlevel (0.072%) would not. Melted CDR stirredcurd mozzarella made using different milk coagu-lant levels formed strands at 10 days of aging, buthad minimal strand formation at 60 days. Meltedcheese strand formation is directly correlated tothe degree of casein hydrolysis, and this differedbetween the treatments. At 30 days of aging,cheeses melted in a traditional oven exhibitedpoor strand formation. In the forced air oven, thelevels of intact casein were at a transitional level(~ 7% TCA soluble nitrogen). For the doubletreatment, which had 6.5% TCA soluble nitrogen,cheeses formed a 16 cm strand, while the controltreatment, which had 5.3% TCA soluble nitrogen,formed 29 cm strands. Our data supports thetheory that the degree of proteolysis influencesmelted cheese strand formation, but the hypoth-esis that cheeses made with 0.072% milk coagu-lant will not form strands is incorrect.
Milk StandardizationThe Code of Federal Regulations states thatLMPS mozzarella cheese composition is to bebetween 45-54% moisture and 30-45% Fat in thedry matter (FDM). To achieve a lower percentageFDM (whole milk cheese has a FDM of over50%), the casein to fat ratio of the milk needs tobe increased. Whole milk can be standardized bypartially skimming the milk, or by the addition ofa standardizing agent such as skim milk, NDM,or condensed skim. In today’s market, the priceof low heat NDM and condensed skim fluctuates.To achieve the most economic use of milk com-ponents the cheesemaker needs flexibility in milkstandardization methods. Prior to blending withwhole milk, NDM is reconstituted in water to 20to 40% solids. When blending reconstitutedNDM with whole milk, additional water is re-quired to reach an equivalent initial milk solidslevel to that of part skim milk. Blending milkcomponents to a higher initial milk solids contentoffers the cheesemaker several advantages.

40
CDR Annual Report 2000
Regardless of milk standardization methods orinitial milk solids content, it is essential thatcheese quality remain unaltered.
Milk standardization method did not affect therate of acid production or setting (as determinedby milk coagulum cutting time). The final cheesemoisture content was similar for different milkstandardizing agents. Final pH values for cheesemade from milk standardized with NDM andNDM-high solids tended to be 0.10 to 0.20 pHunits lower than cheese made from milk standard-ized with skim milk. The use of reconstitutedNDM in standardization contributes to an in-creased lactose level in the cheese milk. Modifica-tions to the curd washing step duringcheesemaking may be required if cheese pHlevels similar to the control are desired.
A comparison of fat and nitrogen recovery, actualcheese yield and milk solids retention factor (R-value) was made. In the manufacture of CDRstirred curd mozzarella cheese the NDM fatrecovery value (89.86%) did not differ from thecontrol (88.71%), while the NDM-high solids fatrecovery value increased (90.38%). In a similarexperiment with 50% reduced-fat Cheddarcheese, the NDM fat recovery value (86.58%) wasless than that of the control (88.97%) while theNDM-high solids fat recovery value (89.62%) didnot differ from the control. Although the fatrecovery values for CDR stirred curd mozzarellacheese making are higher, both experimentsshowed increased fat recovery with higher solidsmilk
In the manufacture of CDR stirred curd mozza-rella cheese the nitrogen recovery values forNDM and NDM-high solids did not differ signifi-cantly (75.63%, 75.73%) from the control(74.60%). In the experiment with 50% reduced-fatCheddar cheese, the nitrogen recovery values forNDM and NDM-high solids treatments signifi-cantly increased (76.05%, 77.60%) from thecontrol (75.13%). Trends in the experiment weresimilar. The increase in nitrogen recovery couldpossibly be attributed to higher whey proteinretention in the cheese, due to the low heat NDMpowder used. Levels of whey proteins in thecheese were not measured in either experiment.The R-value (solids non-fat non-casein retentionvalue) represents soluble components such aslactose, lactic acid or whey proteins (native ordenatured). In these cheesemaking trials, the Rvalue for the NDM-high solids treatment wassignificantly lower than the control, indicating adecreased retention of soluble component.
Descriptive taste panelists evaluated cheeses forbody (soft to firm), body breakdown (grainy tosmooth) and body preference (dislike to like). Nodifferences were noted between treatments at 3and 10 days of aging. At 30, 60 and 90 days ofaging, the NDM cheeses were softer andsmoother than control cheeses. The NDM-highsolids cheeses did not differ in texture from thatof the control.
Descriptive taste panelists scored cheeses on pizzapies baked in traditional and forced air ovens forsurface skinning, strand elasticity, chewiness andoverall cheese preference. In a traditional oven,there was very slight skinning and no browningon the cheese surface of the pizza pies. Theskinning on the cheese surface in the forced airoven was more severe, ranging from slight todefinite, as in other experiments. However,cheeses made from milk standardized with NDMto a higher solids content had significantly moreskinning and had the darkest cooked color. Tastepanelists did not find significant differencesbetween strand elasticity, chewiness or cheesepreference over time.
Milk pasteurization temperaturesWhey proteins are more sensitive to heat, thusthe higher the milk pasteurization temperaturethe greater the extent of whey protein denatur-ation. When whey proteins are heated, its con-figuration changes by becoming looser or moreopen. If whey proteins are heated in the presenceof casein, as in pasteurization, a complex isformed between ß-lactoglobulin and κ-casein.Denatured whey proteins can interfere withsyneresis during cheesemaking and affect cheesecomposition and functional properties.
During manufacturing, cheesemakers noted thatthe curd made from milk pasteurized at higherthan normal pasteurization temperatures tendedto be slightly more brittle. Minor adjustmentswere made during cheesemaking, so the changesin curd body were not a concern. Milk pasteuriza-tion temperatures did not affect the rate of acidproduction in the vat nor the pH of the cheesethrough out aging.
Cheeses made from milk pasteurized at 180ºF/16swere 2.5% higher in moisture. Increased moisturecontent can be attributed to ability of heat dena-tured whey proteins to associate and entrapmoisture. Changes in the structure of the cheese,due to higher pasteurization temperatures, de-creased the percentage of free oil release through-out aging by about 30%.

41
Cheese
In descriptive taste panels, cheeses made frommilk pasteurized at higher temperatures tended tohave a softer body throughout aging. The softertexture is due, in part to the higher moisturecontent. Panelists did not find a significant differ-ence in the cheese breakdown or overall prefer-ence.
It is well documented that higher pasteurizationtemperatures decrease cheese meltability. Meltprofile analysis showed that all aspects of melt-ability are affected by higher milk pasteurizationtemperatures. Cheese softening and completemelt temperatures are higher, indicating moreenergy is required to melt the cheese. The cheesesalso have a decreased flow rate and extent offlow. The sensory attributes noted on the pizzapies correlates well with the cheese meltabilitydata. Descriptive taste panelists evaluated cheeseson pizza pies baked in traditional and forced airovens. Milk pasteurization temperatures did notaffect the surface skinning or cooked color. CDRstirred curd mozzarella made from milk pasteur-ized at higher temperatures had stiff, non-elasticstrands when stretched, chewier/tougher textureand were less preferred over cheese made frommilk pasteurized at normal temperatures. By 60days of aging, treatment differences were nolonger noted.
Using denatured whey proteinsThe ingredient declaration for natural mozzarellacheese includes milk, cultures, enzymes and salt.Starter cultures may be grown in whey-basedmedia and added to cheese milk at rates up to3%. Starter media undergoes a severe heat treat-ment prior to inoculation and growth of thecheesemaking cultures. Heating results in nativewhey protein denaturation and formation of wheyprotein aggregates, which are capable of increas-ing cheese moisture in two ways. During denatur-ation, whey proteins unravel exposing hydro-philic peptides that are able to associate withmoisture. The whey protein aggregates are aporous gel, able to hold water within its structure.Whey protein retention in cheese is typically afunction of cheese moisture and wash treatment.However, due to the increased size of the wheyprotein aggregates, a greater percentage of wheyproteins are retained in the cheese. In this seriesof experiments, we compared three levels ofWPC addition (0, 1 and 3%) in stirred curdmozzarella.
Approximately 50% of the WPC added to themilk is retained in the final cheese. Cheesecomposition was affected by the level of WPC
addition. As expected, as the WPC level in-creased, cheese moisture increased. The increasein moisture is due to the ability of WPC to associ-ate and physically entrap additional moisture.The addition of WPC to cheese milk increasescheese moisture linearly (R2=0.87).
Increased cheese moisture = 0.48 x WPC level + 0.64
Past literature indicates that an increase in wheyprotein retention in cheese decreases the meltabil-ity of cheese. In much of this literature, wheyproteins are denatured in the presence of casein,forming a casein/whey protein aggregate, whichphysically impedes cheese proteins from flowingpast one-another. In this experiment, wheyproteins were denatured independently fromcasein, so the whey protein aggregates do notphysically interfere with the protein matrix, butmerely take up more space within the proteinmatrix. The cheese meltability data reflects this.For young cheeses, less than 60 days of age, thecheeses are more meltable as indicated by adecreased softening temperature and an increasedextent of flow increases at the 3% WPC additionlevel. Cheeses with higher whey protein levelsbegin to flow at a lower temperature and flow to agreater degree. Increased cheese meltability islikely due to the increased cheese moisturecontent.
Comparing CDR stirred curd and pasta filatamozzarellaCheese protein density refers to the cheesecomposition, which relates to the cheese softnessor firmness. Protein structure (elasticity or brittle-ness of the cheese) depends on the cheese pH orthe degree of demineralization. Lastly, proteinintegrity refers to the degree of proteolysis in thecheese, which relates to cheese textures rangingfrom weak to tough. There were no significantdifferences in these three categories betweenCDR stirred curd and pasta filata mozzarellacheese. However, there are differences betweenthe physical properties and sensory analysis of thetwo manufacturing styles.
CDR stirred curd mozzarella has 55% less free oilrelease (wt free oil / wt cheese fat) than pastafilata mozzarella (between cheeses of similarcomposition, pH and proteolysis). During themanufacture of a pasta filata mozzarella, the curdis heated in water to approximately 57ºC. At thistemperature, the fat completely melts and coa-lesces. As the heated curd is physically kneaded,coalesced fat and moisture become entrapped

42
CDR Annual Report 2000
between aligned protein strands. CDR stirredcurd mozzarella is a stirred curd, direct saltedcheese, where no heat after cooking is applied.The protein matrix is more continuous, withsmaller pockets of fat and moisture, and is betterable to entrap fat at exposed cheese surfaces (ieshredding) or during melting.
In the developmental work, there was no differ-ence in the meltability of CDR stirred curd andpasta filata mozzarella cheese (as determined bythermal melt tests). However, taste panelistsconsistently noted that the pasta filata mozzarellaflowed off the crust during evaluation on pizzapies, while the CDR stirred curd mozzarella didnot. CDR stirred curd mozzarella requires alonger amount of time and higher temperatures tosoften and flow. It also ceases to flow sooner andat a lower temperature. In the stirred curd cheese,the fat globules are smaller and more evenlydispersed. This leads to less free oil release duringheating, causing less flow. By 60 days, the affect ofthe make process difference are masked byproteolysis in the cheese.
Comparing cheese bodyThe body (soft vs firm) of the unmelted CDRstirred curd mozzarella was slightly more firmthan the pasta filata mozzarella through 30 daysof aging. At 60 and 90 days, both cheeses hadsimilar softness. For cheese breakdown (grainy vssmooth) both manufacturing protocols producedgrainy cheeses. However, the CDR stirred curdmozzarella, was scored at smooth at 60 and 90days of aging. Cheese preference scores did notdiffer.
The cooked color of the cheese can be controlledby choices in the manufacturing schedule, mainlythrough starter culture selection. CDR stirredcurd mozzarella manufacturing utilizes meso-philic cultures and a wash treatment, thus at 1week there is no residual sugar left in the cheese.Pasta filata mozzarella cheese manufacturingutilizes thermophilic cultures, no curd rinsing anda heat treatment (decreasing microorganismpopulations) resulting in significant levels ofresidual lactose and galactose in the cheese(0.23% lactose and 0.48% galactose at 1 week,0.18% lactose and 0.44% galactose at 1 month).As a result, the cooked color of CDR stirred curdmozzarella ranged from white to slightly goldenas compared to the slight to definite brown for thepasta filata mozzarella.
Cheese skinning is defined as a dried film on thesurface of the baked cheese. This skin ends to trap
moisture in the cooked food, it can have a smoothor bumpy surface. Ordinarily this is consideredan undesirable characteristic. Descriptive tastepanelists scored the degree of skinning of CDRstirred curd and pasta filata mozzarella cheesesafter baking in traditional and forced air ovens.CDR stirred curd mozzarella tended to havemore skinning than pasta filata mozzarella. Oventype had the greatest influence on the degree ofskinning. Pizzas baked in a forced air oven hadmore skinning than pizzas baked in a traditionaloven. For pizzas baked in a traditional oven, thedegree of skinning remained constant (very slightskinning at all ages). In the forced air oven, bothCDR stirred curd and pasta filata cheeses had anincrease in skinning after 10 days, with the CDRstirred curd cheese displaying the greatest degreeof skinning.
The chewiness of the cheese on the pizza pies wasinfluenced by the age of the cheese, manufactur-ing protocol, and to a lesser extent oven type. Asthe cheeses aged, they became less chewy/toughand more fluid/tender. CDR stirred curd mozza-rella was more fluid/tender than the pasta filatamozzarella and the cheese from pizzas baked inthe forced air oven tended to be more chewy thanin the traditional oven.
The free oil release ranged from 11 - 22% and 36- 47% for CDR stirred curd and pasta filatamozzarella, respectively. As the cheese softensand flows, the fat becomes liquid, and some willrise to the surface of the baking pizza pie. Themore fat that separates from the cheese, the morethe dense protein matrix. A pasta filata mozza-rella with 55% more free oil release is signifi-cantly more chewy than CDR stirred curd mozza-rella. Cheeses baked in the forced air oven were0.3 points more chewy (on a 7 point hedonicscale) than cheeses baked in a traditional oven.The increase in chewiness as influenced by oventype could be attributed to the greater degree ofskinning observed on surface of the pizza pies.
Descriptive taste panelist scored the preference(overall cheese flavor and texture preference ofcheese on pizza pies), for CDR stirred curd andpasta filata mozzarella cheese for pizza pies bakedin forced air and traditional ovens. The overallpreference of the cheese on the pizza pies wasinfluenced by the age of the cheese, but notmanufacturing protocol nor oven type. The meanpreference score at each testing date for the fourtreatments (2 manufacturing protocols, 2 oventypes) were as follows: 3 days = 4.3, 10 days =5.0, 30 days = 4.8, 60 days = 4.7, 90 days = 4.3.

43
Cheese
Cheeses had acceptable functionality at 10, 30and 60 days. At 10 days cheeses were mostpreferred with CDR stirred curd mozzarellabeing slightly more liked than the pasta filatamozzarella. The high preference scores can beattributed to lack of skinning, slight tender/fluidchewiness, and acceptable cheese strand forma-tion when stretched.
Figures 1A and B plot the relationship betweendescriptive sensory panel chewiness scores andfree oil release, softening temperature. Thephysical properties of softening temperature andfree oil release are most highly correlated with the
1B. Linear regression data for cheesechewiness and softening temperature.
m b R2
CDR stirred curd -2.8 54.5 .88
Pasta filata -2.4 50.6 .71
Figure 1. Relationship between cheese chewiness scores on pizza pies and free oil release (A) andsoftening temperature (B).
1A Linear regression data for cheesechewiness and free oil release.
m b R2
CDR stirred curd 3.5 -0.1 .71
Pasta filata 4.8 24.1 .85
38
40
42
44
46
1 2 3 4 5 6 7
Chewiness Score
So
fte
nin
g T
em
pe
ratu
re(°
C)
CDR stirred curd - Forced air oven
Pasta Filata - Forced air oven
CDR stirred curd - Traditional oven
Pasta Filata - Traditional oven
chewiness scores of CDR stirred curd (R2 = .88)and pasta filata (R2 = .85) mozzarella cheeses,respectively.
Using the linear relationship between chewinessscores and softening temperature for CDR stirredcurd mozzarella, we can predict that if a CDRstirred curd Mozzarella cheeses softens between40.5 and 43.3ºC it will have acceptable perfor-mance on pizza pies. Similarly, pasta filata mozza-rella with free oil release between 43 and 48% (wtfree oil release/wt cheese fat) will have acceptableperformance on pizza pies.
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7
Chewiness Score
Fre
e O
il R
ele
as
e(w
t fr
ee
oil
/ w
t c
he
es
e
fat)
CDR stirred curd - Forced air oven
Pasta Filata - Forced air oven
CDR stirred curd - Traditional oven
Pasta Filata - Traditional oven

44
CDR Annual Report 2000
ConclusionSelection of different manufacturing parametersin the make schedule of CDR stirred curd mozza-rella allows the cheesemaker to produce a tailor-made cheese with specific composition, physicalproperties and sensory characteristics. The
physical property measurement, ‘softeningtemperature’, in the melt profile may be used asan indicator of acceptable cheese functionality forCDR stirred curd mozzarella.
0
5
10
15
20
25
30
35
40
45
percent of samples
slightchewy/tough
neither slight tender/fluid
definitetender/fluid
Chewiness
slight dislike neither slight like moderate like
(A) Total number of samples: 240 data points, 4 treatments, 6 testing dates, 12 replicates.
(B) Percentage of samples.
0
5
10
15
20
25
30
35
40
number of samples
slightchewy/tough
neither slight tender/fluid
definitetender/fluid
Chewiness
slight dislike neither slight like moderate like
Figure 2.Histogram showing the influence of cheese chewiness on the overall cheese flavorand texture preference.

Chapter ThreeCheese Safety

46
CDR Annual Report 2000

47
Cheese Safety
FINAL REPORT
Prevention of germination and growth by gas-formingClostridium tyrobutyricum in high pH cheesesPersonnel: Steven C. Ingham, professor, Dept. of Food Science
Dates July 1996 - June 1998
Funding Wisconsin Milk Marketing Board
ObjectivesClostridium tyrobutyricum is believed to be themajor cause of the late blowing defect in high-pHcheeses such as Gouda and Edam. This defectresults when the organism ferments lactate withresulting production of gas and butyric acid. Theobjectives of this project were to:
1. Determine the typical concentrations of C.tyrobutyricum endospores in Wisconsin cheesemilks.
2. Determine the germination and growth ratesof C. tyrobutyricum in high-pH cheese made usingcommercial and altered (lower ripening tempera-ture, higher % salt) processing conditions.
3. Determine the typical percentage removal ofC. tyrobutyricum endospores achieved during thecentrifugation of milk and evaluate the potentialof this technique for preventing the late blowingdefect.
SummaryWe determined that endospores of lactate-fer-menting, gas-producing Clostridium spp. aretypically present at between 1 and 500endopsores per 50 ml of Wisconsin cheese milk.Most of the lactate-fermenting, gas-producingClostridum spp. were species other thanC. tyrobutyricum, yet nearly all isolates producedgas during ripening of Gouda cheese wheninoculated at high numbers.
Using a Gouda cheese slurry model system, wefound that C. tyrobutyricum endospores couldgerminate, grow and produce gas at 13ºC in thepresence 2.4% and 3.6% water-phase salt. Isolatesof C. sporogenes were inhibited by added salt at
13ºC, while isolates of C. butyricum andC. beijerinckii did not germinate at 13°C even inthe absence of added salt.
Centrifugation at a force of only 3,000 x g re-duced endospore numbers in skim milk andwhole milk by > 60%. A centrifugal force of 9,000x g reduced endospore numbers by 86 – 100%.
Overall, our results show that endospores oflactate-fermenting, gas-producing Clostridium spp.frequently contaminate Wisconsin cheese milks atlow levels, and occasionally at levels that mayresult in late blowing of high-pH cheese. Germi-nation and growth of C. tyrobutyricum probablycan not be inhibited by adding salt to a water-phase concentration of 2.4% (corresponds to 1.0%salt by weight in a typical Gouda cheese) withoutdecreasing the ripening temperature below 13ºC.Centrifugation of the current Wisconsin cheesemilk supply would virtually ensure that numbersof endospores of lactate-fermenting, gas-produc-ing Clostridium spp. would be too low to result inthe late blowing defect in Gouda cheese.
PublicationsIngham, S.C., J.R. Hassler, Y.-W. Tsai, and B.H.Ingham. 1998. Differentiation of lactate-ferment-ing, gas-producing Clostridium spp. isolated frommilk. International Journal of Food Microbiology43: 173-183.
Su, Y.-C. and S.C. Ingham. 2000. Influence ofmilk centrifugation, brining and ripening condi-tions in preventing gas formation by Clostridiumspp. in Gouda cheese. International Journal ofFood Microbiology 54: 147-154.

48
CDR Annual Report 2000
FundingDairy Management, Inc.
DatesJanuary 1997 — December 1999
Objectives1. Evaluate the effect of fat and fat-replacers ongrowth of Clostridium botulinum in full-fat,reduced-fat, and fat-free process cheese products.
2. Determine the efficacy of antimicrobials infull-fat, reduced-fat, and fat-free process cheeseproducts.
3. Identify factors that inhibit botulinal toxinproduction in full-fat, reduced-fat, and fat-freeprocess cheese products.
4. Develop the foundation to expand the FRImodel to predict growth and toxin production byClostridium botulinum in reduced-fat and fat-freeprocess cheese products.
5. Evaluate the effect of moisture-fat-free andnonfat solids in process cheese products madewith skim milk cheese, disodium phosphate, NaCland water.
SummaryWork reported by Tanaka et al., ( J. Food Prot.49:526-53l; 1986) identified moisture, along withpH and total salts, as the major parameters inpredicting safety of a full-fat pasteurized processcheese spread. Our preliminary research evaluat-ing growth of Clostridium botulinum suggested thatmoisture was not a valid indicator of safety in 5%fat and fat-free process cheese products. Fat-freeand 5% fat process cheese products appeared toexhibit greater stability than full-fat products withsimilar moisture, pH, and salts. Botulinal toxinproduction was significantly delayed or preventedduring the one-year storage at 30ºC, whereastheir full-fat counterparts supported toxin produc-tion within two to eight weeks. We proposed thata more useful parameter to predict safety may bemoisture calculated on a fat-free basis (MFF) tocompensate for the different fat levels.
Fat-free and reduced-fat process cheese productsmay exhibit greater stability for a variety ofreasons. The presence of fat in process cheeseproducts may protect pathogenic bacteria fromantimicrobials in the water phase of the product.The procedure used to make full-fat, reduced-fat,and skim milk cheese may differ by havingdifferent milk pasteurization temperatures, startercultures, rennet type and addition levels, pH atwhey drainage, washing of curd, and milling.Differences in acid levels or production of antimi-crobials may affect the safety of process cheese.As a result, fat-free and reduced-fat processcheese products may be intrinsically safer thantheir full-fat counterparts because additionalantimicrobials may be produced during the makeprocedure. Adjunct ingredients used for function-ality and to add flavor to reduced-fat processcheese products may enhance safety by reducingwater activity or by serving as antimicrobials. Theobjective of this study was to evaluate the effectsof cheese-base type, fat, several adjunct ingredi-ents and a fat replacer on the botulinal toxinproduction in full-fat, reduced-fat, and fat-freepasteurized process cheese products.
Effect of cheese typeThe first part of our study was designed to deter-mine whether the safety of process cheese isaffected by the type of natural cheese from whichit is manufactured. The effect of cheese base wasevaluated by formulating process cheese productswith skim milk cheese, 1/3 reduced-fat, or full-fatCheddar cheese and standardizing to 59% mois-ture, pH 5.8, 3 or 4% total salts (sodiumchloride+disodium phosphate), and 15-19% fatusing anhydrous milkfat. Additional trials evalu-ated the effect of cheese type without fat standard-ized in process cheese products formulated to <1,10, and 20% fat when made with skim cheese,reduced-fat and full-fat cheese, respectively.
When fat levels were standardized to 15-19%,botulinal toxin production was delayed severaldays in products formulated with skim cheesecompared with reduced-fat or full-fat cheese.
FINAL REPORT
Microbiological safety of reduced-fat and fat-freepasteurized process cheese products
Personnel: Eric A. Johnson, professor; Kathleen A. Glass, researcher; Food Research Institute, University ofWisconsin-Madison

49
Cheese Safety
However, the effect was not statistically signifi-cant (p>0.05). When fat levels were not standard-ized, botulinal toxin production was significantlydelayed in products made with skim cheese (<1%fat) compared with reduced-fat (10% fat) or full-fat(20% fat) cheese. Reducing fat in skim milk-process cheese product formulations from 15% fatto <1% fat resulted in a 2-week delay for botulinaltoxin production.
The type of cheese base (full-fat, reduced-fat orskim milk cheese) influenced the safety somewhatbut did not appear to be overall significant to theinhibition of C. botulinum. These trials suggestthat fat has a significant protective effect on thepathogen. The slightly higher lactate levelsobserved in skim milk cheese may also enhancesafety, but to a lesser extent than fat.
Effect of “moisture-fat-free”We evaluated the effect of the parameter “mois-ture-fat-free” in process cheese products manufac-tured with skim milk cheese, disodium phosphate,sodium chloride, and water. Product moisturesevaluated were 70, 65, 60, or 55% moisture.Botulinal toxin was detected at the first samplingat day-3 in sporadic samples formulated to 70%moisture. All 70% moisture samples tested at>day 5 also contained detectable botulinal toxin.Toxin production was detected at day 5 for the65% moisture product and at day 7 for the 60%moisture product. The greatest delay was ob-served for the 55% moisture product. Botulinaltoxin was detected in sporadic samples for one55% moisture replicate beginning at day 14 (oneto three samples out of five assayed) and 5/5samples at 2-months. For the other two 55%moisture replicates toxin was consistently de-tected at 2 and 3 months, but no toxin was con-firmed at earlier sampling intervals.
No correlation was observed between anaerobicplate counts and botulinal toxicity. These formu-lations supported toxin production more rapidlythan previous fat-free trials formulated with otheringredients (whey products, fat replacers, flavoradjuncts, enzyme modified cheese, etc.), suggest-ing that the safety of reduced-fat process cheeseproducts may rely other parameters or the inter-action of several ingredients..
Effect full-fat, reduced-fat, and fat-free productsFormulations were adjusted to 62% moisturecalculated on a fat-free basis that corresponded to49.6, 55.8, and 62% moisture-on-whole for thefull-fat, reduced-fat, and fat-free formulations,
respectively. Time to first detectable toxin was 21,10, and 14 days for the full-fat, reduced-fat, andfat-free formulations adjusted to 62% MFF,respectively, compared with 5, 7, and 14 dayswhen adjusted to 62% moisture-on-whole. Thedifference in time to toxicity for reduced-fatformulations was less significant than that ob-served for full-fat products. However, use of fat orMFF may still be a useful parameter in predictingsafety of reduced-fat products.
The water-retention capacity of the 1/3 reduced-fat cheese appeared to be less than that of eitherfull-fat or skim milk cheese. Reduced-fat formula-tions were less stable and had a tendency toseparate. Stability of a reduced-fat process cheesemay potentially be enhanced by using blends ofthe three cheese types.
Screening in mediaWe assessed the inhibitory concentrations ofseveral lots of enzyme modified cheese, sodiumlactate, and monolaurin (a monoglyceride) inmedia prior to use in cheese challenge studies.Preliminary trials suggested that certain types ofenzyme modified cheese (EMC) may inhibitgrowth and toxin production of Clostridiumbotulinum in media. We compared the proximateanalysis and antibotulinal activity in media of 13types of EMC supplied by six different suppliers.The antimicrobial effect varied greatly among thecheeses and did not correlate with initial mois-ture, pH, water activity or salt. For example,media supplemented with 0.5% Cheddar EMCinhibited botulinal growth and toxin productionfor at least 3 weeks, whereas 2% Parmesan inmedia delayed toxin production only 3 days. Oneof the three most effective EMC (Formulation #2)was utilized in subsequent process cheese formu-lations as an antimicrobial ingredient. Cautionshould be used when considering EMC as anantimicrobial in process cheese because theantibotulinal effect varies significantly among thecheeses.
Low levels of monolaurin (> 50 ppm) also inhib-ited toxin production in media for at least 3weeks. Sodium lactate (<2%) did not produce asignificant delay in growth of C. botulinum inmedia, but 1.5% sodium lactate has been previ-ously shown in our laboratory to provide asignificant hurdle to botulinal growth in full-fatprocess cheese products. Although 0.5% EMCand 50 ppm monolaurin were inhibitory inmedia, higher levels of 500 ppm monolaurin, and1.5% EMC were required to detect effect incheese products.

50
CDR Annual Report 2000
Antibotulinal effectFat-free process cheese products were formulatedto 68% moisture, pH 5.8, 0.6% stabilizer, and 3%total salts (disodium phosphate+sodium chloride).Inoculated formulations were supplemented with1% EMC, 1.5% sodium lactate, 0.05% monolaurinor 4% Beta-Trim (fat-replacer). No difference intime to detectable toxin production was observedamong the four treatments and the control with-out added ingredient. Toxicity was confirmed inall formulations at D-3 (data not shown).
In subsequent studies, full-fat, reduced-fat, andfat-free products were formulated to 62% mois-ture, pH 5.7, 3% total salts, and supplementedwith 1.5% EMC, 1.5% sodium lactate, 0.05%monolaurin or 3% fat-replacer. EMC andmonolaurin significantly delayed toxin produc-tion in fat-free products, but had less effect inreduced-fat and full-fat products. Sodium lactatesignificantly delayed toxin production for allcheese types tested. b-glucan fat-replacer did notdelay growth in any formulation tested.
Previously tested fat-free formulations includedan unknown quantity of b-glucan fat replacer andseveral flavor adjuncts. Those formulations hadan aw of 0.95 compared with >0.965 for thecurrent products. In this study, none of theindividual ingredients tested, including the fat-replacer, had a significant effect on water activitywhen moisture was standardized. However, wateractivity was reduced 0.01 to 0.02 units in a 5% fatcontrol formulation with similar moisture, salts,and pH, but formulated with a blend of cheeses,and a combination of EMC, whey, whey proteinconcentrate, and nonfat dry milk. Because wateractivity was not systematically controlled in thisstudy, we are not able to statistically assess it’seffect in these products. These observationssuggest the safety of reduced-fat process cheeseproducts may rely on the interaction of severalparameters (including water activity) or ingredi-ents.
Expanding the predictive modelCorrelation between plate counts and toxicity:Relationship of the presence of botulinal toxin toanaerobic plate counts were evaluated using threeagars, Reinforced Clostridial (RCA), DifferentialClostridial (DCA), and Differential ReinforcedClostridial (DRCA) agars. A weak correlation wasobserved between anaerobic plate counts onReinforced Clostridial agar (RCA) and botulinaltoxicity. Empirically, growth determined byDRCA plate counts correlated more closely with
development of toxicity than use of DCA orRCA. The mean DRCA plate counts were statisti-cally significantly different (p<0.05) for toxic vs.nontoxic samples. However, development ofblack colonies associated with sulfite-reducingclostridia is not always reliable. In addition,increased counts on DRCA may or may notprecede detection of botulinal toxin. Therefore,use of DRCA counts may be an unreliable safetyparameter in predictive modeling.
The FRI model for process cheese spread safetyshould be expanded to include non-standard-of-identify process cheese products. Fat levels andlactate are significant factors in safety and shouldbe included in an expanded predictive model.Other factors may include presence ofmonoglycerides or fatty acids that may serve asantimicrobials. Although enumeration of botuli-nal cells theoretically could enhance the power ofa predictive model, the counts derived may beunreliable to predict safety.
Process cheese and related foods and spreadsaccount for over 2 billion pounds of dairy food inthe United States. Traditionally, the microbiologi-cal safety of these products relies on formulationto inhibit toxin production by Clostridium botuli-num. In order to produce organoleptically accept-able reduced-fat and fat-free process cheeseproducts, microbial control factors such as mois-ture, salt, and pH are often adjusted to morepermissive conditions. This raises safety concernsamong the dairy industry and regulators.
This research verified that reduced-fat processcheese products manufactured with skim milkand reduced-fat cheese may exhibit greaterstability than full-fat products and that safety maybe enhanced by using certain adjunct ingredients.Data suggests that reduced-fat and fat-free processcheese products may be safely manufactured withhigher moisture levels than previously consid-ered. However, because the mechanism of inhibi-tion is not yet confirmed, products that do notconform to the model published by Tanaka et al.( J. Food Prot. 49:526-531, 1986) should be sub-jected to challenge study to verify safety.

51
Cheese Safety
FundingDairy Management, Inc.
DatesMarch 2000—March 2001
Objectives1. Determine the survival of five pathogens,Salmonella, E. coli O157:H7, Listeriamonocytogenes, Staphylococcus aureus and Bacilluscereus on pasteurized process cheese slices storedat 27oC for 7 days.
2. Analyze the variation in formulations of pas-teurized process cheese slices with regard tomoisture, pH, salt, and water activity.
3. Identify major factors that control pathogengrowth in pasteurized process cheese slices.
4. Provide basis to develop predictive modelsevaluating safety of process cheese slices.
SummaryTo date, we have challenged eleven processcheese slice formulations (total of 16 lots fromseven manufacturers) with the five pathogens.Target inoculum was 3-log10 cfu/g.
Salmonella and E. coli O157:H7 populationsdecreased an average 1.35-log10 cfu/g during the7-day storage period for all formulations. Popula-tions of the two pathogens were below detectablelimits for triplicate samples for five of the 16 lotstested. Average populations remained constant ordecreased approximately 0.7 and 0.8 1-log10 cfu/gfor L. monocytogenes and B. cereus, respectively,during the 7-day storage period.
Populations of S. aureus were monitored for anadditional 3 weeks through 30 days storage at27ºC. Ten of 11 formulations tested inhibitedgrowth of S. aureus at 24 hours. One formulation(duplicate lots) supported growth of S. aureus (1.1-log10 cfu/g increase) at 24 hours, but not at 12hours. The pH of the formulation ranged between5.9 and 6.0 and no sorbate was added. Another
formulation with comparable moisture (39.9-40.0%), salt (2.4% NaCl), and pH (5.9-6.0), butwith sorbate added did not support staphylococ-cal growth throughout the testing interval. Anadditional formulation (pH 5.65 and no sorbate)supported staphylococcal growth (1.8-log10 cfu/gincrease) at 48 hours. The remaining formulationswith pH <5.65 or with sorbate added inhibitedgrowth of S. aureus until 7-days.
None of the formulations tested exhibited patho-gen growth through 12 hours storage at abusetemperature. Inhibition of S. aureus through 96hours was associated with pH <5.65 or thepresence of sorbate. In addition, populations ofSalmonella, E. coli O157:H7, L. monocytogenes andB. cereus levels decreased or remained constantduring the testing interval.
INTERIM REPORT
Inhibiting pathogens on process cheese slices at abusetemperaturePersonnel: Eric Johnson, professor, Kathleen Glass, researcher, Dawn Granberg, researcher, Ann Larson,researcher, Food Research Institute, University of Wisconsin-Madison

52
CDR Annual Report 2000

53
Applications Programs
Chapter FourApplications Programs

54
CDR Annual Report 2000

55
Applications Programs
FundingWisconsin Milk Marketing BoardDairy Management, Inc.
DatesJanuary 2000-December 2000
Objectives1. Enhance the value of whey-derived ingredientsby providing technical support to the wheyprocessing industry. Provide processing andapplications support for whey, permeate, lactose,whey protein concentrate, whey protein isolate,and whey protein fractions.
2. Conduct industry directed whey applicationsprojects, which evaluate the functional attributesof specific whey ingredients in finished foodsystems. Areas of food applications for wheyingredients are dairy and bakery products, bever-ages, soups, sauces, meats, nutraceuticals, andinfant formula.
3. Initiate development of a pilot plant facilitywhich provides the ability to conduct wheyprocessing projects with industry, for the evalua-tion of existing and new processing conditions.The pilot plant should be able to process wheyfrom the cheese vat to the spray dried ingredient.
SummaryThis year completed the third year of the WheyApplications program. In 2000, the Whey Appli-cations program was in contact with 24 Wiscon-sin-based companies and 41 national companies,consisting of whey processors, ingredient suppli-ers, and end-users. Activities were increased bothin applications and processing support.
Whey applications were developed and presentedat the following events, seminars, and companies:WI Dairy Products Association Cheese andButter Evaluation Clinic, World Dairy Expo,CDR Open House, Wisconsin Whey Utilizationshort course, the USDEC Latin American/CDRYogurt mission, USDEC Latin American/CDRBaking mission, Mitsubishi Training Seminar,Dairy Farmers of America annual meeting, Chr.Hansen, Inc., Dairy 20/20, DMI Board Members,Farm Progress Days, Hershey Foods, DMI annual
meeting, DMI training seminar, WI 4-H group,and IFT. The whey group also produced IFT andHIE food show prototypes for two different WIbased companies and provided the energy barformula for another WI based company’s IFTprototypes. Applications development focused onenergy bars, caramels, dulce de leche, compoundcoating, yogurt, sports drinks, bread, cookies,layer cake, and pound cake. Evaluations of theDMI Whey Application Guide formulas werealmost completed. General whey processing,functionality, and applications information werepresented 20 times over the course of the year.
Membrane processing support has been com-pleted for the UF Cheese project commissionedby the Cheese Industry Team this year. A projectinvolving processing support for further process-ing of whey and quality improvements of wheyfor a member of the CDR Cheese Industry teamwas also in progress and will continue this year.Other processing support has involved furtherdevelopment of the whey processing pilot plant,with the purchase of a spray dryer, ion exchangesystem, and ordering of a pilot scale evaporator.Many of the needs of the whey processors andend-users have been informational needs. Typicalrequests are for standard methods for chemicaland functional analysis, specifications, wheyingredient sources, literature searches, formula-tions for specific applications, and processingtrouble-shooting questions.
PresentationsKaren Smith, Ph.D.Ultrafiltration for Cheese Manufacture, WDPACheese and Butter Evaluation Clinic, April 5
Processing of Whey into Value-Added Ingredi-ents, for USDEC Yogurt Mission Group, April 6
Maximizing Milk Component Technologies,IDFA Meeting in Chicago, April 17.
Lactose Production, Wisconsin Whey UtilizationShort Course, May 2-3
Process Parameters Impacting Whey Functional-ity, Wisconsin Whey Utilization Short Course,May 2-3
APPLICATIONS REPORT
Whey applications research programPersonnel: Kimberlee J. Burrington, coordinator, Karen Smith, PhD, researcher

56
CDR Annual Report 2000
Processing Parameters Impacting Whey Function-ality, for Mitsubishi Corporation, May 23.
Processing Parameters Impacting Whey Function-ality, for USDEC Bakery Mission Group, June 7.
Lactose Chemistry, for a flavor company, Octo-ber 5.
Whey and Permeate Basics, Industry Training,October 11.
Processing Whey into Value-Added IngredientsParts I and II, for DMI Training Session, Octo-ber16.
K.J. BurringtonWhey Utilization Trends, WDPA Cheese andButter Evaluation Clinic, April 5.
Whey Applications in Yogurt Products, forUSDEC Yogurt Mission Group, April 6.
Whey Ingredient Functionality, Wisconsin WheyUtilization Short Course, May 2-3.
Dairy and Food Applications, Wisconsin WheyUtilization Short Course, May 2-3.
Whey Ingredient Functionality, for MitsubishiCorporation, May 23.
Whey Functionality and Applications in BakedProducts, for USDEC Bakery Mission Group,June 7.
“Whey Ingredient Functionality” at a food com-pany, August 8.
“Whey Applications,” for a flavor company,October 5.
Functionality of Whey Ingredients and WheyApplications for DMI training session at CDR,October 16.
“Dried Dairy Ingredients,” for a food company,USA, December 13.
“Nutritional and Beneficial Ingredients” FoodProduct Design, November 2000.“Women, Food, and Health” Food ProductDesign, November 2000.“Understanding Process Cheeses” Food ProductDesign, February 2000.
Publications
Karen SmithMechanics of Membrane Processing, DairyPipeline, Winter 2000.Letter to the Editor-Casein and Whey Proteins,Cheese Reporter, February 2000.
K.J. Burrington

57
Applications Programs
FundingWisconsin Milk Marketing Board and DairyManagement Inc.
DatesJanuary 2000—December 2000
Objectives1. Provide technical support for the use of com-modity and specialty cheeses in food applicationsystems through consultations, pilot plant trials,application lab evaluations and plant visits.
2. Conduct industry directed cheese applicationsresearch, by modifying manufacturing processesor ingredients during cheese making to produce afunctionally specific cheese.
3. Direct contact with industry to meet informa-tional needs.
SummaryIn addition to Wisconsin cheese industry activi-ties, the 2000 Cheese Applications programannual report includes national cheese industryinteractions. Approximately 75% of the workconducted by the Cheese Applications Program isfor Wisconsin-based companies, this is similar to1999. Table 1 summarizes the CheeseApplications Program clients. In 2000,we worked with 67 Wisconsin and 52national cheese industry clients. ForWisconsin, 60% of those clients arecheese manufacturers, which is lessthan 1999 and 1998 figures. On anational level, 25% of our interactionsinvolve cheese manufacturers. Thelarge number of interactions demon-strates the commitment between theWisconsin Center for Dairy Researchand the cheese industry.
A summary of technical transferactivities (cheesemaking, laboratorywork, visits, consultations) can befound in Table 2. This past year weworked directly with cheese manufac-turers to develop manufacturing
protocols for cheeses, which target specific flavorprofiles, texture and/or functional characteristics.For example, we outlined manufacturing proto-cols, demonstrated cheesemaking in the CDRpilot plant, then assisted in the commercial scale-up of several specialty Italian, English, Frenchand other varieties of cheese. For three of theseprojects, we worked both the milk producer andcheese maker. We worked directly with cheesemanufacturers and end users to tailor manufac-ture Cheddar and Mozzarella cheeses for appe-tizer and pizza applications. For these projects itwas critical to clearly understand the desired meltcharacteristics to ensure cheese functionality. Wecontinue to work with ingredient suppliers toevaluate starter and starter adjunct systems toevaluate flavor and texture development inCheddar cheese. This year we noted an increasein technical support provided to farmstead opera-tions (2 CA, 2 VA, 1 CO, 1 OK, 1 WI) on devel-oping manufacturing protocols, eliminatingcheese defects and general cheese technologytopics.
The Cheese Applications group conductedchemical, microbiological, physical property,applications and sensory testing on various cheesesamples that are related applications research
APPLICATIONS REPORT
Cheese applications programPersonnel: John Jaeggi, researcher, Carol Chen, researcher, Amy Dikkeboom, research specialist,Mark Johnson, senior scientist, Rani Govindasamy-Lucey, researcher, Bill Hoesly, research cheesemaker,Kristen Houck, research specialist, Juan Romero, associate researcher, William Tricomi, assistant researcher,Matt Zimbric, research specialist
Table 1. Year 2000 cheese applications program clients
Client Wisconsin National
Cheese Manufacturer 38 12End User 7 9Equipment Manufacturer 5 1Ingredient Supplier 5 10Consultant 3 1Milk Producer 3 1Organization 2 8Broker 1 1Communications 1 2Contract Lab 1 1Farmstead Cheese 1 6
Total 67 52

58
CDR Annual Report 2000
Table 2.Ac tivity Wisconsin NationalCheesemaking in theCDR pilotplant
Worked with 13 companies.
Sixteen cheese making dates: 30%manufacturers, 70% ingredient suppliers &others.Manufactured a wide variety of cheeses:Beaufort, Blue Cheshire, Cheddar, Cheshire,Cold Pack, Cottage, Lancashire, Mascarpone,fresh mozzarella, LMPS mozzarella, RedLeicester, Ricotta, Sage Derby, Yoghurt
Worked with 7 companies.Seven cheese making dates: 30% manufacturers,70% ingredient suppliers & others.Evaluated new ingredient functionality, UFtechnology cheesemaking protocols anddemonstrated Mexican-style cheesemanufacturing protocols.
Analytical,applications orsensory work
Worked with 23 companies.
Ninety sets of analyses: 85% of cheesemanufactured in CDR pilot plant, 15% ofcheeses commercially manufactured.
Types of analyses: Composition, chemical,sensory, microbiological, physical properties,cheese functionality in end application.
Worked with 8 companies.
Sixteen sets of analyses: 70% of the cheesemanufactured in the CDR pilot plant, 30% of thecheeses commercially manufactured.
Types of analyses: Composit ion, chemical,sensory, microbiological, physical properties,cheese functionality in end application.
CDR orOnsite visits
Met with 20 companies.
Twenty-seven visits: 60% visits to the CDR,40% onsite visits.
CDR visits included discussion on currentresearch, cheese applications, general cheesetechnology and methods of evaluatingphysical properties of cheese.
Onsite visits included assisting in the scale-upof specif ic cheese varieties, discussions of milkstandardization and cheese yield and generalcheese technology questions.
Met with 7 companies.
11 visit s: 90% visits to the CDR, 10% onsitevisits.
CDR visits included discussion on currentresearch, cheese application program, generalcheese technology
Onsite visit to assist in the scale up of CDRstirred curd mozzarella cheese.
Consultations Worked with 61 companies.
One hundred twenty eight different cheesetopics discussed.
Discussed general cheese technology issues,milk standardization, cheese yield, controllingthe meltability of cheese, cheese defects,cheese process control, UF and ROtechnology, labeling/nutrient claims issues,flavor and texture development.
Worked with 55 companies.
Seventy-eight different cheese topics discussed.
Discussed general cheese technology issues,farmstead cheese opera tions, milkstandardization, cheese yield , controlling themeltability of cheese, cheese defects, cheeseprocess control, UF and RO technology.

59
Applications Programs
projects. This past year we worked with a similarnumber of companies, but we doubled the num-ber of support analytical work interactions. Eightypercent of laboratory work conducted is inconjunction with CDR pilot plant cheesemaking.This shows that the cheese industry is placing anemphasis on understanding how the cheesecomposition/age affects the sensory and physicalproperties, and thus the functionality in the endapplication.
The number of industry visits to the CDR wassimilar to 1999. We hosted several industrygroups to discuss application programs andcurrent cheese research topics. However, therewas a 50% drop in CDR personnel traveling tocheese plants to provide one-on-one technicaltransfers of cheesemaking protocols, milk stan-dardization and other cheese technology issues.
In 2000, we noted a 30% increase in cheeseindustry consultations for Wisconsin and nationalcompanies. Controlling cheesemaking param-eters, milk standardization, cheese yield, cheesedefects (off flavor formation, gas formation,calcium lactate crystals, pinking) and developingprotocols for specialty cheeses continue to be ofindustry concern. Increasingly, questions aredirected toward the use of UF technology incheesemaking, methods of controlling and mea-suring cheese melt, cheese machinability, andlimiting free oil release for melted cheese.
Publications and PresentationsMembers of the Cheese Applications Programteam provided technical information at severalnational and regional meetings or conferences.The staff plays an important role in the WisconsinCheese Technology Short Course (March, Octo-ber) and the Wisconsin Process Cheese Seminar(Feb), sponsored by the UW Food Science De-partment. Throughout the year, the CDR pro-vides tours for various journalists, councils,academia and industry groups.
Participated in two DMI-sponsored ideationsessions (C.M. Chen, T. Szalkucki), which concen-trated on creating new menu items with cheesefor a fast food restaurant, April & May 2000, inChicago, IL.
“Evaluation of sensory and chemical properties ofManchego cheese manufactured from ovine milkwith different somatic cell levels.” by J.J. Jaeggi,K.B. Houck, M.E. Johnson, R. Govindasamy-Lucey, B.C. McKusick, D.L. Thomas, and W.L.
Wendorff, at the Annual ADSA Meeting, July2000, in Maryland.
“Comparison of melt profiles of LMPS Mozza-rella manufactured by pasta filata and stirred curdmethods.” by M.G. Zimbric, C.M. Chen, A.L.Dikkeboom, and M.E. Johnson, at the AnnualADSA Meeting, July 2000, in Maryland.
“Cheese yield and standardization of milk forcheese making: comparison of predictive cheeseyield equations” by A.L. Dikkeboom, C.M. Chen,M.E. Johnson and M.G. Zimbric, at the AnnualADSA Meeting in Maryland,July 2000.
“Basic Cheesemaking - Italian Style” by Carol M.Chen at the 37th Marschall Cheese Seminar,September 14, 2000, in Visalia, CA.
“Building the Highest Quality Cheese, Brick byBrick” by Mark E. Johnson at the NationalCheese Forum, December 5, 2000, in Chicago,IL.

60
CDR Annual Report 2000
FundingWisconsin Milk Marketing Board, University ofWisconsin-Madison, Hatch Funds, University ofWisconsin Extension, University of MinnesotaExtension
DatesJuly 1998—June 2001
Objectives1. Development of market-related informationsystems for dairy industry participants
2. Analysis of alternative multiple componentpricing systems by the cheese industry
3. Adoption of HACCP in the cheese industry
4. Improvement of cheese plant efficiency via aneconomic analysis of cheese yield
SummaryThere is no doubt that the U.S. dairy industry isexperiencing major structural changes. The dairyindustry is expanding away from traditionalproducing areas, farm numbers are declining andfarm size is increasing. In addition we see aconcentration in the number of processing facili-ties. To assist both dairy producers and processorscope with these changes, we have developed arange of dairy marketing educational materials.
The major mechanism we use to make informa-tion available is the University of WisconsinDairy Markets web site (http://www.aae.wisc.edu/future). The primary purposeof this web site is to provide information in asingle location. At this site you can find data andspecialized software that can be used by the dairyindustry to more effectively produce and marketboth raw milk and manufactured dairy products.
During 2000 we continued to expand the currentand historical dairy, grain and livestock market-ing information contained in this web site. Wealso undertook a major revision of the web-basedprice risk management tutorial system, developedin 1999. (http://www.aae.wisc.edu/future/
new_tutorial/new_tutorial.exe). This refinementincluded the changes in the classified pricingsystem initiated under Federal Order Reformenacted by USDA in 2000. A new set of educa-tional materials was developed for dairy farmoperators in cooperation with the University ofWisconsin-Extension’s Risk Management. Thismaterial consists of an eight-part Risk Manage-ment curriculum (www.aae.wisc.edu/future/risk_team/risk_team_1.htm). This curriculum canbe used by dairy farm operators, as well asanyone else interested in using dairy price riskmanagement.
During 2000 Dr. Gould conducted a number ofinformational meetings with dairy farm operatorsconcerning price risk management. He workedwith farmer run dairy marketing clubs andseminars designed to “train the trainers.”
Analysis of pricing systemsWith recent changes in the Classified Pricingsystem under Federal Order Reform, there isincreasing pressure for dairy processors to imple-ment payment systems based on the componentvalues of farm milk. During 2000, Dr. Gouldassisted a number of Wisconsin cheese plantsimplementing a variety of cheese yield-baseddairy farmer payment systems. The objective ofthese systems is to provide a market signal todairy farm operators regarding the preferred milkprofile of milk for cheese manufacture. We expectthat changes in the farm-level milk profile willinfluence the amount of cheese produced fromthe milk, thus improving net cheese returns andpayments to farm operators.
In the course of these consultations, spreadsheet-based models were developed. Comparisons weremade of the current payment system for eachpayment system with the proposed cheese yieldsystem. The distributional impacts on producerswith differing milk quality (e.g., protein/fatcomposition) were analyzed for each firm. Forfirms desiring similar analysis, the spreadsheetmodels can easily be modified to accommodate acheese plant’s current and proposed pricing
APPLICATIONS REPORT
Dairy marketing and economics programPersonnel: Brian W. Gould, senior scientist, Wisconsin Center for Dairy Research; Maurizio Dalpino, gradu-ate student, School of Business; Reyes Aterido, graduate student, Vu Bui, computer programmer, FanciscusHandiano, programmer, Dept. of Ag & Applied Economics

61
Applications Programs
system. Interested cheese plant managers shouldcontact Brian W. Gould ([email protected]) formore information.
HACCP and the cheese industryThe third area of research undertaken in theDairy Marketing and Economics Program isconcerned with the process of making the prin-ciples of Hazard Analysis of Critical ControlPoints (HACCP) an integral part of the dairyproduct production process. In today’s environ-ment, consumers require and expect a safe foodsupply. Many wholesale purchasers of Wisconsincheese are requiring certification regardingproduct quality and safety as a condition ofpurchase. During 2000, in a cooperative effortwith CDR’s Safety/Quality applications program,we developed a browser based system which canbe used by dairy processors (e.g., cheese, icecream, dairy ingredients, etc) to assess theirproduction process. This system covers currentmanufacturing practices, critical control pointsand the development of a HACCP system.
There are two main sections to this website. Onesection contains information focusing on pre-requisite programs for food safety. The secondmajor section is concerned with the developmentof a HACCP plan. HACCP is a systematicapproach to assuring dairy product safety. TheHACCP Plan Developer is an EXCEL spread-sheet system designed to assist dairy food manu-facturers implement systematic food safety con-trol systems. The basic database system is storedin the file HACCP.xls. The HACCP Plan Devel-oper collects information about products pro-duced, determines Critical Control Points in theproduction process, assists with developinghazard control plans, storing information con-cerning receipt of raw materials into the dairyplant and developing sanitation job schedules.The information is collected via a series of inputforms. These forms are used to access a numberof worksheet pages which the user can print, viewand modify at any time. After the plant’s data isentered, a variety of worksheet pages can beviewed and printed.
Given the complexity of the production process,whether it is producing Cheddar cheese or icecream, a large amount of information can becollected as the result of developing a HACCPplan via this software. The last main menu systemallows the user to manage this data, by importinga previously entered data set, saving recentlyentered data, clearing the system of entered dataor printing of selected worksheets.
Improving cheese plant efficiencyThe transformation of raw farm milk to finishedcheese product is a complex process impacted bymilk characteristics, cheese attributes, productionpractices and the utilization of whey for by-product manufacture. A major effort within theDairy Market and Economics Program is theanalysis of the economics of the cheese makingprocess. A main component of this analysis hasbeen the development of a software package thatimproves the cheesemaker’s ability to analyze theimpacts of alternative milk characteristics, stan-dardization practices, and by-product productionon cheese manufacture net returns.
We completed the development of the EconomicAnalysis of Cheese Yield (EACY©) softwarepackage during 2000. EACY© is a WINDOWSprogram that runs under Windows ‘95, Windows‘98, Windows NT and Windows 2000. Theprogram is primarily menu drive with a Tabsorientation. That is, the user moves within theprogram by clicking on a variety of Tabs similar toturning to a section within a notebook. There are9 main Tabs: File Info., Raw Milk, Data InputForm, Standardization Method, Cheese Milk,Cheese, Whey, Defatted Whey Products, andReports.
The File Info. section is used to enter generalinformation describing the particular cheese/make procedure for analysis. Raw Milk containsdata concerning the price paid and compositionof raw milk. The Data Input Form contains threesub-forms where the user develops a series of databases containing information on cheeses thatcould be produced (Cheese Characteristics),standardization agents that could be used (Stan-dardization Agent Characteristics) and character-istics of potential by-products (Defatted WheyProducts Characteristics).
The Standardization Method form is used toidentify the standardization method, agent andstandardization target. In a profile of cheesemilk,the user can also supply a limit on the maximumallowable solids content of the cheesemilk. If thislimit is reached, the program automatically addswater to the standardization agent to reduce thesolids content. The user can also specify the totalsolids percentage of the standard agent when thetotal solids limit is in effect. Again, water is addedso that the standardization agent does not haveexcessive solids. The profile of the modifiedstandardization agent is displayed.

62
CDR Annual Report 2000
The Cheese section allows the user to identify thecheese produced (obtained from the CheeseCharacteristics database), price received and finaldesired moisture content. The resulting cheeseyield and composition (in lbs) of this cheese isdisplayed. The Whey form shows the amount ofwhey that is produced and the allocation of thiswhey to whey cream and defatted whey. TheDefatted Whey Products section is used to allo-cate the available defatted whey to primary (andsecondary) whey products which are obtainedfrom the Defatted Whey Products Database.
The Reports tab contains four sub-forms whichare used to undertake different types of analyses.These sub-forms are: Economic Analysis, CheeseYield Sensitivity, Standardization Sensitivity, andVat Level Economic Analysis. The Economic andVat Level Economic Analysis sections contain asummary of the costs and returns from the cheesemaking activity taking into the account all prod-ucts produced (including whey-based products)and milk and standardization agents used. TheEconomic Analysis section is undertaken perhundredweight of raw and cheese milk. The VatLevel Analysis is undertaken given the size of aparticular vat, which the user provides. TheCheese Yield Sensitivity section allows the user toanalyze how cheese yield changes with changes inmilk and cheese characteristics. The Standardiza-tion Sensitivity section examines how utilizationof the standardization agent changes as thestandardization target is changed.
EACY© is available for purchase from theCenter’s resources catalogue and can be found onthe Center’s website (www.cdr.wisc.edu) or can beobtained by contacting the author, Dr. Brian W.Gould at the following email address:[email protected].
For more information concerning the food safetysystem contact :
Brian W. Gould ([email protected])orMarianne Smukowski ([email protected])

63
Applications Programs
FundingWisconsin Milk Marketing Board
DatesJanuary 2000—December 2000
ObjectiveSupport CDR Applications and Applied Technol-ogy Development programs to provideWisconsin’s dairy industry the informationnecessary to maintain or enhance their competi-tive advantage. This is accomplished throughindustry outreach including conferences, work-shops, industry training programs, publications,technology documents, the website and mainte-nance of an information technology system
SummaryIndustry Outreach Events, chronological(*CDR sponsored events)
Producer Value ShowcasesSponsored by Wisconsin Milk Marketing BoardFebruary 1, 3, 15, and 16, 2000WMMB/Producer Value Showcases were held inBaldwin, Jefferson, Manitowoc, and New London,Wisconsin. The CDR exhibit featured cheesesfrom the Class of 2000 Wisconsin MasterCheesemakers and a whey display showing theflow of milk to highly refined whey components.
University on the RoadFebruary 21, 2000Milwaukee Public MuseumCDRC exhibit featured and interactive displaytitled “Which Whey?” Attendance 1600.
DMI Industry Partnering Committee*March 8, 2000Wisconsin Center for Dairy ResearchCDRC hosted the meeting and tour of the Centerfor members of Dairy Management Inc. - Indus-try Partnering Committee.
Wisconsin Department of Commerce and Dairy2020 Board*March 21, 2000Wisconsin Center for Dairy ResearchCDRC hosted the meeting. Department ofCommerce Secretary, Brenda Blanchard, Com-
merce staff members and the board member ofDairy 2020 (producers) attended.
Cheese Industry Team*April 25, 2000 & December 11, 2000Madison, WisconsinRepresentatives from 19 companies attended thecheese industry meetings. Members participatedin discussions focused on new technologies andindustry concerns.
CDR Open House*April 25, 2000Babcock Hall, UW-MadisonTheme for the day was Technologies affecting theCheese Business. Industry visitors had 10 stopsduring the Open House to hear about CDR’sprojects and application programs.
International Cheese Technology Exposition*Sponsored by Wisconsin Cheese Makers Associa-tion and CDRApril 26 – 27, 2000Madison, WIConference theme: Technologies affecting the CheeseBusiness – Moderator - Mark Johnson, WisconsinCenter for Dairy Research“Dairy Ingredients in Cheesemaking: GrowingPossibilities and Possible Problems” – John Lucey,professor, Department of Food Science, Univer-sity of Wisconsin-Madison“Present and Future Technology for ControllingFlavors During Accelerated Ripening”– RobertLindsay, professor, Department of Food Science,University of Wisconsin-Madison“GMO’s (Genetically Modified Organisms) andDairy Products” – David Carpenter, VP DairySystems, North America, Chr Hansen, Inc.“Extended Shelf-life of Shredded Cheese” – JoeMarcy, professor, Virginia Polytechnic Institute &State University“Dairy Product Safety” – Rob Byrne, VP Regula-tory Affairs, National Milk Producers Federation
Wisconsin Master Cheesemaker RecognitionCeremony*April 27, 2000Madison, WisconsinEight Wisconsin cheesemakers were certified as
APPLICATIONS REPORT
CDR communications programPersonnel: Joanne Gauthier, communication specialist, Tim Hogensen, graphic designer, Karen Paulus,editor and Mary Thompson, communications coordinator

64
CDR Annual Report 2000
Wisconsin Master Cheesemakers. New Mastersand their certified cheeses include Tom Blauert –Low Moisture Part Skim and Lowfat Mozzarella,Vern Kind – Cheddar, Jeff Mattes – Romano andAsiago, Jacob J. Niffenegger – Brie andCamembert, Myron Olson – Limburger, DanielW. Stearns – Cheddar, Jeffrey Wideman –Monterey Jack and Cheddar, Richard Wold –Cheddar and Monterey Jack
United States Dairy Export Council Trade Mis-sion*May 6 & June 7, 2000.Wisconsin Center for Dairy ResearchUSDEC Trade Mission – yogurtUSDEC Trade Mission – baked products
Great Lakes State/Ontario and Quebec ProvinceMeeting on Agriculture and Food IssuesMay 21, 2000Wisconsin Center for Dairy ResearchIn response to Secretary Ben Brancel, from theWisconsin Department of Agriculture, Trade, andConsumer Protection, CDR hosted the 20+members of the Great Lakes/Province meeting.The attendees “Discovered CDR” during theirtime at the Center through oral and visual presen-tations by CDR staff
Farm Progress DaysJuly 11 – 13, 2000Eden, WisconsinCDR exhibit featured the applications programswith a focus on Whey as a Food Ingredient.Approximately 850 energy bars made with wheycomponents were sampled.
Wisconsin Master Cheesemakers - HistoricalCheesemaking DaysOctober 14 & 15New Glarus, WisconsinCDR coordinated participation of eight Wiscon-sin Master Cheesemakers demonstrating thehistoric way to make Swiss cheese.
World Dairy ExpositionOctober 4 – 8, 2000CDR display featured cheeses made by Wiscon-sin Master Cheesemakers. “Dairy Futures”brochure was available for producers
Fond du Lac County Seminar for Farm WomenNovember 30, 2000“Wisconsin Center for Dairy Research boostsstate’s cheese industry”, by Mary Thompson
Short Courses, Workshops and presentations(*CDR sponsored)Graphics, promotional and presentation materialsfor CDR sponsored events are designed by TimHogensen, CDR graphic designer.
Process Cheese Short CourseFebruary 23 – 23, 2000Presentations:Basic Process Cheese Manufacture (video) – JimPathProperties of Emulsifying Salt – Tom SzalkuckiManufacture of Cold-Pack Cheese – John JaeggiBasic QC Testing Procedures – Juan RomeroHACCP for Process Cheese – MarianneSmukowski
Cleaning in Place Workshop (CIP)March 14, 2000Presentations:Bioluminescence for Rapid Assessment - KristenHouckPlant Sanitation Aduits – Marianne Smukowski
Dairy HACCP Workshop*March 15, 2000Presentations:Development of HACCP Plans – MarianneSmukowski
Cheese Technology Short CourseMarch 27 – 31, 2000October 16 – 20, 2000Presentations:Cheese Yields & Economics – Jim PathMilk Standardization – Mark E. JohnsonCheese Chemistry – Mark E. JohnsonMechanization of Cheesemaking – Jim PathSpecialty Cheeses – Jim PathCuring and Flavor Development – Carol ChenCheese Technology/Applications – Mark E.JohnsonTextural and Flavor Evaluation of Cheese – AmyDikkeboom and Carol ChenWorld of Surface and Mold Ripened Cheeses –John Jaeggi
Master Cheesemaker Culture Seminar*April 11, 2000Presentations:Importance of Starters – Mark E. JohnsonBasics of Cheese Making as Related to Starters –Mark E. JohnsonThe Role of Starters in Other Cheeses – Mark E.Johnson

65
Applications Programs
Wisconsin Whey and Whey Utilization ShortCourseMay 2 – 3, 2000Presentations:Lactose Production – Karen SmithProcess Parameters Impacting Whey Functional-ity – Karen SmithWhey Ingredient Functionality – KJ BurringtonDairy and Food Applications – KJ Burrington
Cheese Grading Short CourseJune 6 – 7, 2000November 7 – 8, 2000Presentations:Italian Cheese Evaluation – Marianne SmukowskiGrading Italian Cheese - Marianne SmukowskiRemedies for Cheese Defects – Mark E. Johnson
Mixed Milk Cheeses, Focus on Spain *September 26 – 27, 2000Presentations:Mixed Milk Cheese, A World Overview – JimPathEffect of Milk Blends on Cheese Manufacture andYield – Jim Path
Technical presentations, poster sessions, andpublic informationInternational Dairy Federation:Alternatives to Heat Treatment: PerformanceCriteria and Requirements for Approval – Stateof Discussions in IDF – Rusty Bishop
Codex and Its Impact on U.S. Dairy Products –Rusty Bishop (published by DMI)Alternative Treatments of ESL Milk – RustyBishop
IDFA 2nd Annual Plant Operations ConferenceMaximizing Milk Component Technologies -Karen Smith
American Dairy Science Association presenta-tionsThe comparison of melt profiles of LMPS Mozza-rella manufactured by pasta filata and stirred curdmethods - Matt ZimbricThe role of the cheese make-process in cheeseflavor development - Mark Johnson
American Dairy Science Association postersessionCheese yield and standardization of milk forcheese making: comparison of predictive cheeseyield equations. Carol Chen, Amy Dikkeboom,Mark E. Johnson, and Matt Zimbric.
Evaluation of sensory and chemical properties ofManchego cheese manufactured from ovine milkof different somatic cell levels. John J. Jaeggi,Kristen B. Houck, Mark E. Johnson and RaniGovindasamy-LuceyInfluence of fractionation sequences and filtrationtemperatures on the physical and chemicalproperties of milkfat fractions. Kerry Kaylegian.
Institute of Food Technologists Annual Meeting:Cheese Flavors - Mark Johnson
Marschall Cheese Seminar:Impact of International Cheese Standards on theU.S. Dairy Industry - What’s New - Rusty BishopBasic Cheesemaking – Italian Style – Carol Chen
ADA – Illinois WorkshopFebruary 2000The Low Down on Dairy Safety & Quality –Rusty Bishop
Dairy Management Inc. - Cheese Forum:Building the Highest Quality Cheese, Brick byBrick - Mark E. JohnsonProduction of Shelf-Stable Parmesan Cheese,Using Alternative Aging Method - Rusty Bishopand Dr. Joe Marcy, Food Science and Technol-ogy, Virginia Tech
United States Dairy Export CouncilProcessing of Whey into Value-Added Ingredients– Karen SmithProcessing Parameters Impacting Whey Function-ality – Karen SmithWhey Applications in Yogurt Products - KJBurringtonWhey Functionality and Applications in BakedProducts - KJ Burrington
American Oil Chemists’ Society:Physical and Nutritional Properties of ModifiedMilkfat - Kerry Kaylegian
UW-Extension Dairy Price Risk Management In-service Conference:Dairy Market Information - Brian Gould
Food Safety Workshop for Manufacturers ofReady-to Eat Products:Possible Listeria “Hot Spots” in a Dairy PlantEnvironment – Marrianne Smukowski
Wisconsin Dairy Products Association Butter &Cheese Clinic

66
CDR Annual Report 2000
Buttermilk Utilization – Kerry KaylegianUltrafiltration for Cheese Manufacture – KarenSmithWhey Utilization Trends – KJ Burrington
Discover Wisconsin television series on publictelevision“Whey Cool”- KJ Burrington“Cheese Class” – Mark E. Johnson, John Jaeggi“Cheese Grading” – Marianne Smukowski
Published Abstracts/Articles/Chapters‘”Varying influence of the autolysin, N-acetylmuramidase, and the cell envelope proteinase onthe rate of autolysis of six commercial Lactococcuslactis cheese starter bacteria grown in milk” byRani Govindasamy-Lucey, Wisconsin Center forDairy Research. Contributing to the article areP.K. Gopal, P.A. Sullivan and C.J. Pillidge.Journal of Dairy Research, November 2000.
Technology of Cheesemaking, Barry A. Law(Ed.): Sheffield Academic Press, Mansion House,19 Kingfield Road, Sheffield S11 9AS, UK, 1999,pp. XIV + 322, ISBN 0-8493-97-44-8. Mark E.Johnson, Wisconsin Center for Dairy Researchwrote chapter 1.
“The Decision of When to Buy a FrequentlyPurchased Good: A Multi-Period Probit Model”,by Dr. Brian Gould, Wisconsin Center for DairyResearch. Contributing to the article wasDiansheng Dong. Journal of Agricultural andResource Economics,Vol. 25, no. 2,p. 636 – 652,December 2000.
“Nutritional and Beneficial Ingredients”, by KJBurrington, Wisconsin Center for Dairy Research,Food Product Design, November 2000.
“Women, Food, and Health”, KJ Burrington,Wisconsin Center for Dairy Research, FoodProduct Design, November 2000
“Understanding Process Cheeses”, by KJBurrington, Wisconsin Center for Dairy Research,Food Product Design, February 2000
“Mechanics of Membrane Processing”, by KarenSmith, Wisconsin Center for Dairy Research,Diary Pipeline, Winter 2000.
“Casein and Whey Proteins”, Letter to the Editor,by Karen Smith, Cheese Reporter, February 2000
Publications1999 Technical Annual Report, Karen Paulus, CDReditor
Return on InvestmentDocumentation of CDR’s return on Wisconsinproducer investment
Dairy Pipeline Newsletter, published 4 times ayear by Karen Paulus, CDR editorPipeline - Winter, 2000“The Melt and Stretch of Cheese”, by Mark E.Johnson“Mechanics of Membrane Processes – A focus onthe Dairy Industry”, by Karen Smith“Curd Clinic – Crystal Formation”, Jeff Pfaffinterviewed by Karen Paulus, CDR editor
Pipeline - Spring, 2000“Dairy Ingredients In Cheesemaking Possibilitiesand Problems” by John Lucey, Department ofFood Science, University of Wisconsin - Madison“Controlling Cheese Flavor During AcceleratedRipening” by R.C. Lindsay, Department of FoodScience, University of Wisconsin - Madison“Troubleshooting the Standard Plate Count”, byNigel Cook, School of Veterinary Medicine,University of Wisconsin - Madison“Curd Clinic – Standardize Milk Composition forCheese Making” – Mark E. Johnson, WisconsinCenter for Dairy Research interviewed by KarenPaulus, CDR editor
Pipeline October 2000“Milk proteins and cheese composition—theinfluence of genetic variants”, by AmyDikkeboom, Carol Chen, John Jaeggi, Mark E.Johnson, Bill Tricomi, Matt Zimbric, WisconsinCenter for Dairy Research and R. Bremel andJ.A. Lewandowski, Department of Dairy Science“Salting Muenster-type Cheese”, by L. Ponce DeLeon-Gonzalez, W.L. Wendorff, B.H. Ingham,Univeristy of Wisconsin, Department of FoodScience and J.J.Jaeggi and K.B. Houck, WisconsinCenter for Dairy Research“Is it time for Wisconsin terroir?”, Karen Paulus,CDR editor“Curd Clinic – vegetable coagulants,” CristinaEsteves interviewed by Karen Paulus, CDR editor
Pipeline December 2000“Fractionating valuable peptides from whey,” byMark Etzel, Department of Food Science, Univer-sity of Wisconsin – Madison“A review of factors influencing salt rentention”,by Rae Dawn Rippchen, Department of Food

67
Applications Programs
Science, University of Wisconsin - Madison“Curd Clinic – cheese for deli slicing”, CarolChen, Wisconsin Center for Dairy Researchinterviewed by Karen Paulus, CDR editor
Technical fact sheets, technology documents/reviews:“Relative Milk Component Sizes in Comparisonwith Membrane Pore Size Ranges”“Quick Guide to Choosing the Best Type ofWhey”.“Wisconsin Raw Milk Flow”“Whey – What are the Options”“Contribution of Whey Utilization to Milk”
Agri-View producer newspaper, column onceevery 2 months written by Joanne Gauthier:Quality Research Centers on Cheese Specializa-tionAudits Help Dairy Plants Maintain QualityWisconsin Master Cheesemakers Class of 2000Cheese ‘Masters’ Take Step Back in TimeCDR Open HouseDairy Futures (submitted)
CDR Web pageThe web page was redesigned for ease in naviga-tion and finding information.
The cheese database “CDR World Cheese Ex-change” went online January 2000. The WorldCheese Exchange contains 1400+ cheese entries.
Web page calendar lists meetings, events, semi-nars, workshops, and short courses. Informationalbrochures are placed on the web as PDF’s andcan be downloaded for viewer use.
Current and back issues of the Dairy PipelineNewsletter are on the web and can be down-loaded for reference.
Visiting Scientists Technical Seminars “Improvement Low-fat Semi-hard Cheesethrough Regulation of the Peptide Composition,”Jesper Spinner Madsen, Department of Dairy andFood Science, The Royal Veterinary and Agricul-tural University, Frederiksberg, Denmark, March9, 2000.
“The role of the adventitious microbial flora inripening of Danish yellow cheese varieties,”Peter Lange Møller and Dorte Fris Jensen, De-partment of Dairy and Food Science, The RoyalVeterinary and Agricultural University,Frederiksberg, Denmark, March 9, 2000.
“Amino acid catabolism and cheese flavour inhard and semi-hard cheese,” Ylva Ardö, Depart-ment of Dairy and Food Science, The RoyalVeterinary and Agricultural University,Frederiksberg, Denmark, March 9, 2000.
“The Effect of Cheese pH and Ripening Time onModel Cheese Textural & Melting Properties andProteolysis,” Philip Watkinson, New ZealandDairy Research Institute, March 20, 2000.
“Cheese Proteolysis and Texture Development:New Size-exclusion HPLC Method,”Christina Coker, New Zealand Dairy ResearchInstitute, March 20, 2000.
“The Australian Cheese Industry”Dr. Peter Roupas, Food Science Australia,Werribee, Australia, March 21, 2000.
“Dairy Work through the University of SouthAfrica”Dr. John Taylor, Department of Food Science,University of Pretoria, Republic of South Africa,March 29, 2000

68
CDR Annual Report 2000
FundingWisconsin Milk Marketing BoardDairy Management, Inc.
DatesJanuary 2000—December 2000
ObjectivesTo provide technical support on butter andmilkfat fractions to the dairy, bakery, confection-ery, and food industries:
1. Through direct inquiries, consultations, and on-site support
2. Through the milkfat fractionation and specialtyingredient pilot plant program
3. Through research trials to evaluate the func-tional properties of milkfat ingredients, andinvestigate potential new applications for spe-cialty milkfat ingredients
SummaryWe continue to answer technical support ques-tions on a regular basis; they run the gamut oftopics related to butter, milkfat fractions, andother dairy ingredients. We provide answers andtechnical information to these inquiries fromdairy and food manufacturers, university re-searchers, trade organizations, the media, andconsumers. Hot topics this year included labelinginformation - with particular emphasis on trans-fatty acid content of milkfat-containing products,buttermilk composition and applications, andanalysis techniques for various characteristics ofbutter products.
The milkfat fractionation and specialty ingredientpilot plant program supports the U.S. commer-cialization efforts of these products. Our programprovides samples of milkfat fractions that have awide range of physical and chemical properties.We also use these fractions to make specialtyingredients, such as cold spreadable butters forconsumer markets and high melting pastrybutters for food processors. We continue torespond to requests for samples of milkfat frac-tions, specialty butters, product evaluations, and
equipment time as the requests come in and asthe program allows.
This past year we evaluated several productionschemes to determine which sequence providesgood manufacturing characteristics and valuablemilkfat fractions. Filtration temperature andnumber of fractionation steps were varied in theseexperiments. The data analysis revealed bothexpected and unexpected trends. A 3-step frac-tionation is more desirable than a 4-step processbecause it has fewer steps, and would save time,production costs, and is less damaging to themilkfat flavor. However, we found that with somelots of anhydrous milkfat (AMF), a 3-step processdid not work, and 4 steps were necessary toachieve the desired fractions. The 4-step processwas very reliable and gave us fractions with goodmelting properties, but generated more interme-diate solid fractions than we would like, andproduced a low melting fraction that was morenoticeably oxidized in flavor. We were able toobtain fractions with good functional propertiesfrom both fractionation schemes, and havenarrowed down the range of desired fractionationtemperatures. We are continuing to evaluate someof the unexpected trends in chemical and physi-cal characteristics to discover why they occurred,if they are reproducible trends or experimentalanomalies, and what unique benefits they mayprovide.
We have a few minor details to work out with ourcold spreadable butter and pastry butter proto-types, but they are essentially finished. Technicalreviews of the prototypes properties and benefitsare currently being produced. Other applicationsthat we began to investigate this past year in-cluded soups, sauces, and cookies. We are incor-porating the data from these evaluations into thetechnical reviews for the appropriate product (i.e.,cold spreadable butter, high melting pastry butter,various milkfat fractions).
PresentationsKaylegian, K.E. New Uses for Buttermilk. Presen-tation at the Wisconsin Dairy Products Associa-tion, Butter & Cheese Clinic, Wisconsin Dells.April 2000.
APPLICATIONS REPORT
Milkfat applications research programPersonnel: Kerry E. Kaylegian, researcher, Gene Barmore, research specialist, Kathy Nelson, researchspecialist, Center for Dairy Research

69
Applications Programs
Kaylegian, K.E. Properties of Milkfat Fractions.Laboratory demonstration at the UW AppliedDairy Chemistry Short Course, Madison. May2000.
Kaylegian, K.E. Physical and Nutritional Proper-ties of Modified Milkfat. Invited presentation atthe American Oil Chemists’ Society AnnualMeeting, San Diego, CA. May 2000.
Kaylegian, K.E. Influence of Fractionation Tem-perature and Filtration Sequence on the Physicaland Chemical Properties of Milkfat Fractions.Poster presentation at the American Dairy Sci-ence Association Annual Meeting, Baltimore,MD. July 2000.

70
CDR Annual Report 2000
FundingWisconsin Milk Marketing Board
DatesJanuary 2000—December 2000
Objectives1. Continue developing the artisan workshops, amodule of the Wisconsin Master Cheesemaker®program.
2. Provide technical support to cheesemakers,including workshops, consulting, and on sitemanufacturing trials.
3. Manage the Wisconsin Master Cheesemaker®program.
4. Develop a cheese database.
SummaryThe fourth Wisconsin Master Cheesemakerrecognition ceremony was held in Madison,Wisconsin on April 27, 2000. Eight CertifiedWisconsin Master Cheesemakers graduated (classof 2000) and were honored at the CDR/WCMAevening awards ceremony. It has been widelycovered in the media.
Four new Wisconsin Master Cheesemakers (classof 2001) were certified by the Wisconsin MasterCheesemaker Board on December 14, 2000. Tworecognized Masters were also certified for addi-tional cheeses. They will be officially recognizedat the CDR/WCMA ceremony on April 19, 2001.
Participants in the class of 2002 have completedthe second round of cheese sample testing in theapprenticeship phase of the program. The boardapproved 4 new and 2 additional cheese applica-tions for the program. These 6 people (class of2003) have completed the oral exam and plantvisit phase of the apprenticeship.
On September 26th and 27th we held the MixedMilk Cheeses—Focus on Spain seminar. Talentedinstructors from Spain, CDR, Rhodia, UWExtension and the UW Food Science Departmenttaught at this seminar. Then, cheeses were manu-factured using combinations of milk types (cow,
goat and sheep). These cheeses are popular inseveral European countries, including Spain.Several Wisconsin cheesemakers have starter tomanufacture these types of cheeses in limitedquantities. A discussion of cheese flavors andusage was also presented.
On Feb 22-23, 2000 the Wisconsin ProcessCheese Course was held as part of the WisconsinMaster Cheesemakers Curriculum. Still the onlycourse of its type in the USA, it filled to capacity.
On April 11, 2000 a Master Cheesemaker CultureSeminar was held at Babcock Hall in Madison.The instructors were recognized culture expertsreadily able to discuss practical solutions forculture problems. This was joint effort betweenCDR, UW Food Science and WMMB.
The CDR World Cheese Exchange is now avail-able on line. A complete description of this workwas given in an interview to the Dairy Pipelineand also appeared in the Cheese Market News.
APPLICATIONS REPORT
Specialty cheese applications programPersonnel: Jim Path, outreach specialist, John Jaeggi, assistant researcher

71
Applications Programs
FundingWisconsin Milk Marketing Board
DatesJanuary 2000-December 2000
Objectives1. Provide technical assistance to Wisconsincompanies in the areas of safety/quality audits,preparation for regulatory audits, sanitationprogram reviews and overall GMP reviews.
2. Assist in development of HACCP plans andprograms.
3. Provide technical support for safety/qualityproblem solving.
SummaryThe Safety/Quality Applications Program assistsWisconsin cheese manufacturers and the WIMaster Cheesemaker program in the followingareas: safety/quality audits, third party audits,recall issues, GMP reviews, developing HACCPplans, assist and provide technical support inregulatory matters.
I continue to be a member of the NCIMS labora-tory committee, which addresses the use of drugresidue kits, and laboratory practices.
Assisted a large food company with its cheesesafety/quality program and vendor certificationfor their deli cheeses sourced from WI cheesemanufacturers.
Another accomplishment of the Safety/Qualityprogram was the development of HACCP PlanDeveloper computer software in conjunction withthe Dairy Marketing and Economics (BrianGould) program for dairy manufacturers. Brianand I are working together to develop softwarefor Prerequisite programs.
APPLICATIONS REPORT
Safety/Quality Applications ProgramPersonnel: Marianne Smukowski, program coordinator
Publications and presentationsWI cheese grading short course, Italian cheeseevaluation (twice a year)
Intercollegiate Dairy Products Evaluation Contest(Lead Butter Judge)
WI CIP Workshop, Plant Sanitation Audits
WI Dairy Products Assoc. Cheese and ButterEvaluation Clinic, Overview of butter grading
Dairy HACCP Workshop, Program coordinator
2000 World Championship Cheese Contest Judge
WI Process Cheese Seminar, HACCP for ProcessCheese
European Collegiate Dairy Product JudgingContest, An Overview of Procedures
IDFA Task Force for HACCP Implementation
Food Safety Workshop for Manufacturers ofReady-to-Eat Products, Possible Listeria “HotSpots” in a Dairy Plant Environment