UNIVERSIDAD DE GUAYAQUIL -...
70
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN SEMINARIO DE GRADUACIÓN TESIS DE GRADO Previo a la Obtención del Titulo de INGENIERO INDUSTRIAL A R E A: GESTION DE LA PRODUCCIÓN T E M A: Optimización de la Generación de Vapor en la Planta de Fuerza del Ingenio “Isabel María S.A.” A U T O R: PEREIRA VERA BERNARDO JUAN DIRECTOR DE TESIS: Ing. Ind. Durán Tamayo Henry 2002 – 2003 GUAYAQUIL - ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL -...
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
Previo a la Obtención del Titulo de INGENIERO INDUSTRIAL
A R E A: GESTION DE LA PRODUCCIÓN
T E M A:
Optimización de la Generación de Vapor en la Planta de Fuerza del Ingenio “Isabel María S.A.”
A U T O R:
PEREIRA VERA BERNARDO JUAN
DIRECTOR DE TESIS:
Ing. Ind. Durán Tamayo Henry
2002 – 2003
GUAYAQUIL - ECUADOR

La responsabilidad de los hechos, ideas y doctrinas expuestas en esta tesis corresponden exclusivamente al autor.
-------------------------------------------------- BERNARDO JUAN PEREIRA VERA
Nº Céd. Ciud. 120414959 - 3

DEDICATORIA
Dedico este trabajo:
A Dios por ser mi guía espiritual en todos los momentos difíciles de mi vida.
Con mucho cariño y amor a mi madre: Lcda.
Maria Vera , como retribución a su sacrificio y desvelo
permanente por hacer de mi un hombre de provecho, por
lo que dedico este trabajo que es la realización de una
de mis metas propuestas y el inicio de otras por venir en
mi futuro.
BERNARDO PEREIRA VERA

AGRADECIMIENTO
Manifiesto mi reconocimiento a las personas que contribuyeron de una u otra forma para poder culminar con éxito el presente trabajo.
Agradezco además al asesoramiento brindado por
el Ing. Mec. Gerardo Coello y al Ing. Ind. Henry Duran como Director de esta Tesis y a las personas que laboran en el Ingenio “Isabel Maria S.A.”, quienes me abrieron las puertas para poder realizar mi Tesis de Grado.
GRACIAS
INDICE GENERAL
CAPITULO I
DESCRIPCIÓN GENERAL DE LA EMPRESA
PAG.
1.1 Antecedentes 1
1.2 Actividad 1
1.3 Localización 2
1.4 Ubicación de los Canteros 3
1.5 Estructura de la Organización 3
1.5.1 # de empleados 5
1.6 Participación del Mercado 5
1.7 Volúmenes de ventas 6
1.8 Volúmenes de Producción 7
PRODUCTO Y PROCESO DE PRODUCCIÓN
2.1 Ingeniería de Producto 8
2.1.1 Gama de Productos 8
2.1.2 Diseño del Producto 9
2.1.3 Materia Prima 9
2.2 Bascula 10
2.2.1 Descargue, Lavado y preparación de la caña de azúcar 10
2.2.2 Molienda y Extracción del jugo 10
2.2.3 Sulfitación 11
2.2.4 Encalado del jugo 11
2.2.5 Calentamiento y Clarificación del Jugo 11
2.2.6 Filtración 12
2.2.7 Evaporación 12
2.2.8 Cocimiento y Cristalización 12
CAPITULO II

2.2.9 Centrifugación y Secado 13
2.2.10 Sistema de envasado 13
2.2.11Sistema de Alman. y Conser. de Producto term. 13
2.3 Capacidad de los Equipos 14
2.4 Diagrama de Análisis del Proceso 16
2.5 Diagrama de Flujo del Proceso 16
2.6 Diagrama de Planta 16
2.7 Diagrama de Recorrido 16
2.8 Control de Calidad del Azúcar 16
2.9 Materiales Utilizados en el Proceso de elab. del Azúcar 17
2.9.1 Cuadro de estadísticas de insumos utilizados en el proceso 18
2.10 Disponibilidad de la Materia Prima 18
CAPITULO III
ANALISIS Y DIAGNOSTICOS DE LOS PROBLEMAS
3.1 Factores que afectan a la productividad en la planta de fuerza 19
3.1.1Factores Externos 19
3.1.2 Factores Internos 20
3.2 Tratamiento de agua 21
3.3 Baja Generación de vapor 21
3.4 Sistema Actual de Vapor 21
3.4.1 Alimentación de vapor para los turbos generadores 22
3.4.2 Balance en la línea de vapor 22
3.5 Identificación de los Problemas 24
3.6 Análisis de los Problemas 24
3.6.1 Problema # 1: Falta de Tratamiento de agua 24
3.6.2 Problema # 2: Baja Generación de vapor 26
3.7 Análisis de Pareto 27
3.8 Diagrama Causa – Efecto 28
3.8.1 Problema # 1 : Falta de Tratamiento de agua 28
3.8.2 Problema # 2 : Baja Generación de Vapor 29
3.9 Cuantificación de los problemas 29
3.10 Diagnósticos 29
CAPITULO IV
PRESENTACIÓN DE ALTERNATIVAS DE SOLUCIÓN
4.1 Análisis del primer Problema 30
4.2 Análisis del segundo Problema 31
4.3 Selección de Proveedores 33
4.5 Sistema Propuesto para Tratamiento de Agua 34
4.4 Costo de Implantar Alternativas 34
4.5 Disponibilidad Financiera 35
CAPITULO V
5.1 Análisis Costo – Beneficio 37
5.2 Rentabilidad del Proyecto 39
5.3 Periodo de la Recuperación de la Inversion 39
5.4 Tasa Interna de Retorno (TIR) 41
CAPITULO VI
6.1 Puesta en Marcha 43
6.2 Diagrama de Gantt 43
6.3 Estrategias de Implementación 43
CAPITULO VII
7.1 Conclusiones 46
7.2 Recomendaciones 47
ANÁLISIS ECONOMICO DE LAS ALTERNATIVAS
IMPLANTACIÓN DE LAS SOLUCIONES PROPUESTAS
CONCLUSIONES Y RECOMENDACIONES
ANEXOS
Nº 1: Localización de la Empresa 49
Nº 2 y 3 : Ubicación de Canteros 50
Nº 4 : Organigrama de la Empresa 52
Nº 5 : Participación en el mercado 53
Nº 6 : Estadísticas de los volúmenes de producción 54
Nº 7 :Diagrama análisis de Proceso 55
Nº 8 : Diagrama de Flujo de Proceso 56
N º 9 : Diagrama de Planta 57
Nº 10 : Diagrama de Recorrido 58
N º 11 y 12 Formatos de Control y Análisis de Calderas 59
N º 13: Requerimiento Optimo de Energía Eléctrica 61
N º 14 Diagrama Causa – Efecto 62
N ◦ 15 Características de los Equipos de AWT S.A 63
N º 16 Sistema Propuesto Tratamiento de Agua 64
Bibliografía 65

GLOSARIO DE TÉRMINOS
Caña de azúcar .- Es la materia prima para la elaboración del azúcar. Azúcar.- Son cristales de sacarosa extraídos de la masa primera, por medio del proceso de centrifugado. Sacarosa .- Es el disacárido conocido también como azúcar de caña. Jugo primario .- Es el que se extrae de la caña de azúcar en el 1er y 2do molino. Jugo mezclado .- Es el jugo secundario con el primario que sale de los molinos y se lo envía al proceso de sulfitado. Jugo residual .- Es el jugo que queda retenido en el bagazo. Jugo clarificado .- Se obtiene en el clarificador al quedar separado de la impurezas. Maceración de agua .- Es el proceso de añadir agua al bagazo del 4to molino, para extraer la mayor cantidad posible de jugo primario. Bagazo .- Es el residuo o subproducto fibroso obtenido de la caña a la salida del 4to molino. Cachaza .- Es un lodo (residuo) extraído del jugo clarificado en un 4,5 %, por medio de un proceso de filtración. Meladura .- Es el jugo concentrado en los evaporadores antes de realizar la extracción del azúcar Masa cocida .- Es la mezcla de cristales y guarapo depositado en los tachos y su clasificación es de acuerdo a su pureza : primera, segunda, tercera. Magma .- Es la mezcla de cristales de azúcar con jugo clarificado, meladura o agua. Brix .- Es una concentración expresada en % de sólidos disueltos en una solución de sacarosa pura , también se puede decir que son aparentes en solución impuras. Calderas acuatubulares .- Son aquellas calderas en las que el agua circula por el interior de los tubos. Incrustaciones .- Son depósitos de sólidos dentro de las calderas, teniendo en cuenta las condiciones de trabajo, la razón principal para su formación es que la solubilidad de las sales incrustantes es inversamente proporcional a la temperatura del agua en las que están disueltas.
RESUMEN
TEMA : Optimización de la generación de vapor en la planta de fuerza del
Ingenio Isabel Maria.
Autor : Bernardo Pereira Vera.
El presente trabajo de investigación fue realizado en la sección de las calderas del Ingenio Isabel Maria S.A., ubicada en la ciudad de Babahoyo en el Km. 3 ½ vía Guayaquil, haciendo el uso de las técnicas de Ingeniería Industrial se pretende en lo posible optimizar la generación de vapor y recursos utilizados en la sección de las calderas.
El justificativo de esta investigación es Minimizar los costos de operación de las calderas, debido a su obsolescencia y mala utilización de sus recursos , con esto se pretende aumentar la generación de vapor, el cual va a permitir aumentar la molienda. La metodología utilizada fue una Investigación de Campo que esta dirigida a la recolección y análisis de datos tomados sobre los gastos de operación y mantenimiento de las calderas, y los recursos empleados.
En esta exposición se observara un análisis de los recursos utilizados en las calderas en este caso el agua como fuente principal para la industria en general , ya que el Ingenio no cuenta con los equipos apropiados y controles estandarizados que se deben seguir para poder obtener un trabajo eficiente en las calderas. Con lo cual se propone la adquision de una caldera acuatubular de 40.000 lb. de vapor / hora y un ablandador de agua de 70 GPM, y realizar análisis físicos químicos al agua de acuerdo con los parámetros (dureza, Ph, hierro,sílice,sulfitos, turbidez), y formatos de control, que se deben emplear para obtener una Producción de vapor eficiente, y ser mas competitivos en relación con las otras Industrias azucareras en el pais.

CAPITULO I
DESCRIPCIÓN GENERAL DE LA EMPRESA
1.1 Antecedentes
El Ingenio Isabel María inicio sus operaciones en el año 1938, de razón
social “La Familiar S.A.” , fue adquirida por el SR. Alejandro Ponce Elizalde
que la compro a la familia Salcedo , como era una simple compañía
azucarera , la convirtió en una industria azucarera al innovar la tecnología
para poder aumentar la capacidad que tenia en ese entonces que era de
2,000 TM de azúcar producida, en la actualidad se produce un promedio de
11,000 TM de azúcar blanca , con lo que brinda un beneficio social a mas de
3500 personas incluyendo a los trabajadores y sus familias que se lucran de
la empresa.
1.2 Actividad
El ingenio Isabel Maria divide sus labores anuales en 2 periodos:
Pre-zafra: Es la temporada de invierno y dura de enero a junio , en donde
se ejecuta el mantenimiento correctivo general de la planta durante una
jornada de 8 horas diarias de lunes a viernes.
Zafra: La zafra comienza desde los meses de julio a diciembre durante la
época de verano en donde se realiza las 2 actividades:
Actividad principales: Se realiza la siembra y cosecha y molienda de la
caña de azúcar y la venta del azúcar blanca sulfatada en la presentación de 50
KG se la comercializa a nivel nacional tanto a mayorista como minorista a un
precio promedio de 19 $ cada saco, atendiendo según sus ventas en un 40 % a
la región costa y un 60 % para la región sierra.
Actividad secundaria: Es la comercialización de los subproductos que se
extraen del proceso como son:
La Melaza, que se la vende al sector ganadero y tam bién
al sector industrial en este caso fabricas de alcoh ol.
El Bagazo se utiliza como combustible para las cald eras acuatubulares. Además el ingenio se dedica a la siembra de arroz.
1.3 Localización
El Ingenio Isabel María, se encuentra ubicado en Babahoyo Provincia de
los Ríos, en el KM 3 ½ vía a Guayaquil, en la orilla este del río Babahoyo,
cuenta con un área de 20000 mt2 (Ver anexo # 1).
El ingenio Isabel Maria cuenta con todos los servicios básicos
necesarios para un normal funcionamiento y operación en un ambiente de
trabajo aceptable, acorde con las necesidades y requerimiento de materia
prima e insumos y personal que se necesita, a continuación se detalla los
servicios básicos que cuenta el ingenio:
Agua.- Por estar ubicado el ingenio a orillas del río Babahoyo, se utiliza
dicho servicio para poder suministrar a la fábrica el agua que necesita para el
proceso y siembra de la caña se la succiona por medio de bombas de dicho
afluente.
Energía eléctrica.- En el periodo de zafra la energía que se consume es
aproximadamente de 580 Kw-Hr, la cual es generada por medio de un Turbo
generador de 880 Kw y en la época de Pre – Zafra se consume 120 Kw-Hr,
contando con generador diesel 300 Kw y un Banco de Transformadores
Trifásicos de 600 Kw que proporciona la Empresa Eléctrica.
Servicio de telecomunicaciones.- Este servicio es proporciona por Pacifitel
de las cuales el Ingenio cuenta con 2 líneas telefónicas: 730052, 731176.
Transporte de personal.- Cuenta con 3 buses, 1 camión, 1 barcaza y una
lancha para poder trasladar al personal que labora en el Ingenio.
1.4 Ubicación de los canteros de caña de azúcar
Se detalla a continuación los sectores de caña sembrada (Has), que
cuenta el ingenio para la obtención de la materia prima que se necesita para
el Proceso del Azúcar (ver Anexo # 2 y 3).
1.5 Estructura de la organización
Esta empresa se encuentra organizada en 3 grandes secciones:
� Sección Administrativa
� Sección Campo
� Sección Fábrica
Su estructura como organización es de tipo lineal o jerárquico, en la que
cada puesto o cargo se encuentra en forma lineal y vertical, con sus
diferentes funciones y autoridades.
Esta organización tiene sus oficinas ubicadas en la ciudad de Guayaquil,
en las calles Junín # 617 entre Escobedo y Boyacá, encontrándose
estructurada por: Presidente, Gerente, Sub–Gerente, Jefe de Venta y Jefe de
Contabilidad.
El ingenio Isabel Maria S.A. se encuentra dirigida por el Superintendente
Administrativo, Tec.mec. Alejandro Ponce Orcez, teniendo bajo su control a
los Superintendente de Campo y de Fábrica. Para una mejor visualización de
la estructura de la organización de la empresa (Ver Anexo # 4).
Funciones principales
A continuación se detalla las funciones de las principales autoridades del
Ingenio Isabel Maria S.A.
Superintendente de fábrica: Su función dentro de la empresa es de
planear el Presupuesto anual de Gastos Operativos de Zafra, controlar,

divisar y reportar a la empresa la parte contable, financiera o en forma
estructural de los movimientos y cambios que se han hecho en la planta.
Contador: Su función es manejar los Estados Financieros, Balances
Generales, todos sus reportes tienen que ser presentados mensualmente a la
Gerencia incluyendo anexos, supervisa todos los movimientos contables que
realizan las Auxiliares Contables, la responsabilidad es mutua.
Jefe de bodega: Su responsabilidad es de responder por los sobrantes o
perdidas en la Toma de Inventarios Físicos que realiza el contador, sus
inquietudes son directamente con el Superintendente Administrativo.
Secretarias kardistas: Realizan un control de ingresos y egresos
computarizados para mantener un stock permanente de los repuestos,
mercaderías y varios en Bodega General.
Jefe de personal: La responsabilidad es supervisar y controlar la
puntualidad y asistencia de los empleados, reportar diariamente novedades y
anomalías que se presentan, sus inquietudes son directamente con el
Superintendente Administrativo.
Jefe de elaboración y control de calidad: Es el encargado de controlar
la Producción y de los Análisis de Control de calidad realizados a la materia
prima (caña de azúcar), durante el proceso, y además al producto terminado,
durante el proceso de envasado.
Superintendente de campo: Es el encargado de Planificar en que
canteros se van a realizar los cortes de la Caña de Azúcar.
Asistente del superintendente de fábrica: Es el encargado de la
Organización y Control del Mantenimiento Preventivo en la planta todos los
días lunes de cada semana, en época de Zafra, y del Mantenimiento
Correctivo en época de Pre- Zafra, se encarga de la planificación de
adquisición de repuestos de la planta en general.
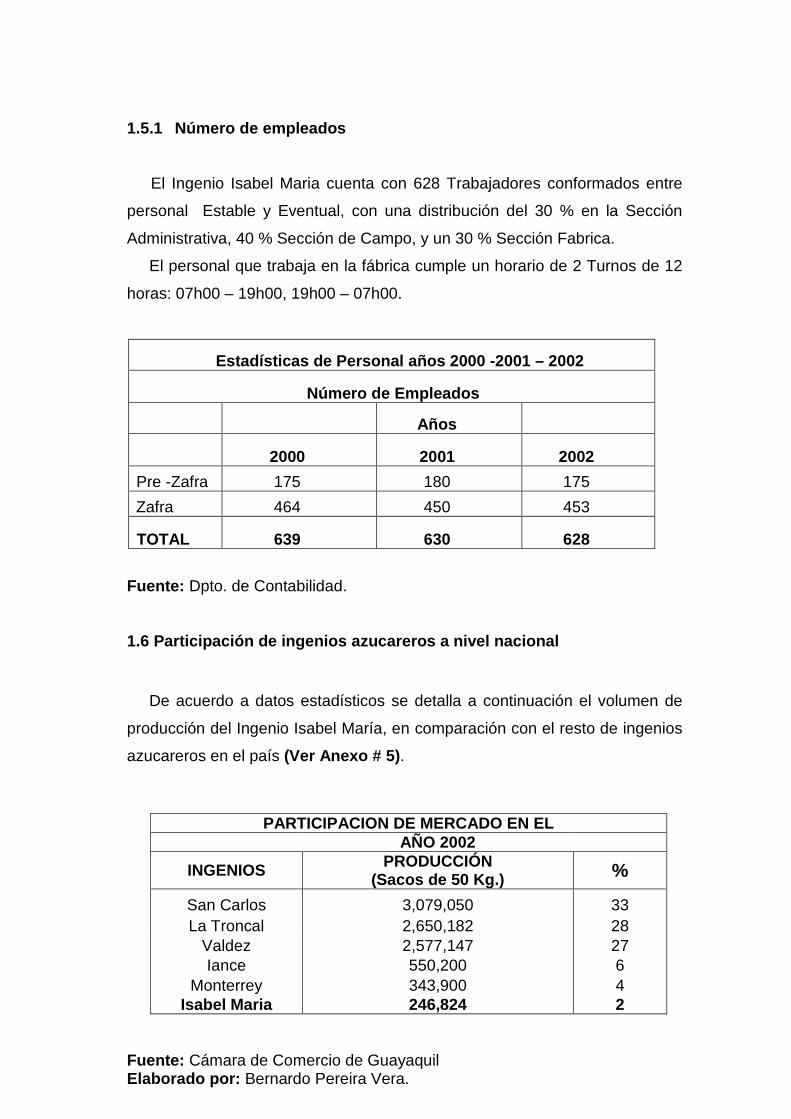
1.5.1 Número de empleados
El Ingenio Isabel Maria cuenta con 628 Trabajadores conformados entre
personal Estable y Eventual, con una distribución del 30 % en la Sección
Administrativa, 40 % Sección de Campo, y un 30 % Sección Fabrica.
El personal que trabaja en la fábrica cumple un horario de 2 Turnos de 12
horas: 07h00 – 19h00, 19h00 – 07h00.
Estadísticas de Personal años 2000 -2001 – 2002
Número de Empleados
Años
2000 2001 2002
Pre -Zafra 175 180 175
Zafra 464 450 453
TOTAL 639 630 628
Fuente: Dpto. de Contabilidad.
1.6 Participación de ingenios azucareros a nivel na cional
De acuerdo a datos estadísticos se detalla a continuación el volumen de
producción del Ingenio Isabel María, en comparación con el resto de ingenios
azucareros en el país (Ver Anexo # 5) .
Fuente: Cámara de Comercio de Guayaquil Elaborado por: Bernardo Pereira Vera.
PARTICIPACION DE MERCADO EN EL AÑO 2002
INGENIOS PRODUCCIÓN (Sacos de 50 Kg.) %
San Carlos 3,079,050 33 La Troncal 2,650,182 28
Valdez 2,577,147 27 Iance 550,200 6
Monterrey 343,900 4 Isabel Maria 246,824 2

1.6 Volúmenes de ventas
De acuerdo con las políticas de ventas del ingenio la azúcar se la
comercializa en el mercado interno tanto a mayoristas como minoristas.
Ventas de sacos de 50 kg
0
10000
20000
30000
40000
50000
1 2 3 4 5 6 7 8 9 10
Meses
Uni
dade
s ve
ndid
as
Fuente: Superintendente Administrativo. Elaborado: Bernardo Pereira Vera.
Nota.- De acuerdo con las políticas de ventas de la empresa se ha hecho
un análisis Venta vs. Producción, el cual ha dado que aproximadamente un
80 % de la producción se vende y un 20 % queda en stock para el siguiente
año en curso, para poder solventar gastos donde se realizan el mantenimiento
general ( pre zafra ), esto sucede en la mayoría de ingenios en el país.
Meses Año 2002 Mayo-02 2,000 Junio-02 10,484 Julio-02 21,995
Agosto-02 42,675 Septiembre-02 25,118
Octubre-02 37,915 Noviembre-02 33,916 Diciembre-02 46,222
Enero-03 20,138 Febrero-03 10,227
Total 246,824 unid.
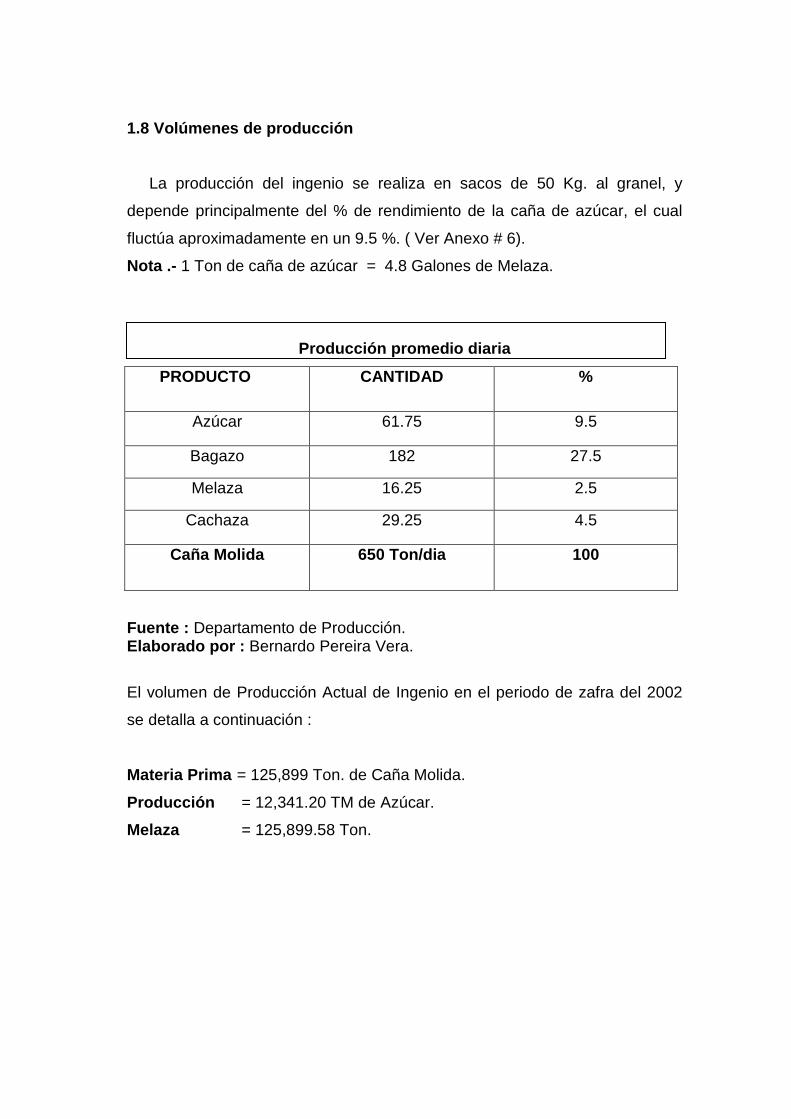
1.8 Volúmenes de producción
La producción del ingenio se realiza en sacos de 50 Kg. al granel, y
depende principalmente del % de rendimiento de la caña de azúcar, el cual
fluctúa aproximadamente en un 9.5 %. ( Ver Anexo # 6).
Nota .- 1 Ton de caña de azúcar = 4.8 Galones de Melaza.
Producción promedio diaria
PRODUCTO CANTIDAD %
Azúcar 61.75 9.5
Bagazo 182 27.5
Melaza 16.25 2.5
Cachaza 29.25 4.5
Caña Molida 650 Ton/dia 100
Fuente : Departamento de Producción. Elaborado por : Bernardo Pereira Vera.
El volumen de Producción Actual de Ingenio en el periodo de zafra del 2002
se detalla a continuación :
Materia Prima = 125,899 Ton. de Caña Molida.
Producción = 12,341.20 TM de Azúcar.
Melaza = 125,899.58 Ton.
CAPITULO II
PRODUCTO Y PROCESO DE PRODUCCIÓN
2.1 Ingeniería del producto
No se usan aditivos en la azúcar, el producto contiene Sacarosa de 99,5 %
de pureza, en el envase contiene la fecha de elaboración .
El laboratorio de Control de Calidad realiza un análisis tomando 3
muestras de 500 gr. de azúcar en la sección de envasado, para poder cumplir
con las de calidad que requiere el producto.
Los Canales de Distribución utilizados para la comercialización del producto
son:
Productor Minorista Consumidor
Productor Consumidor
El precio de Compra de 1 Ton de caña de azúcar según datos obtenidos
en FENAZUCAR (Federación Nacional de Azucareros) , fluctúa en $ 15 .
El precio de Venta de 1 Ton de Bagazo representa el 13 % del Precio de
Compra de la Caña , es decir $ 1,95.
2.1.1Gama de productos
El Ingenio Isabel Maria elabora un solo tipo de producto en una sola
presentación, y dentro del proceso de Producción se obtienen subproductos
aprovechables.
Producto : Azúcar blanca sulfitada , en sacos al granel de 50 KG.
sub. – productos :
Melaza : La cual se vende por galón, en un 40 % según de lo que se produce
anualmente.
Bagazo : Se utiliza como combustible para las calderas.
2.1.2 Diseño del producto
Nombre del producto: Azúcar Blanca – Isabel Maria Presentación : Sacos al granel de 50 KG Material indirecto : Fundas de papel kraft de 110 gr. Con 3 capas, fabricado por Papelería Nacional S.A. Consumir : Hasta 1 año después de la fecha de elaboración .
2.1.3 Materia prima
La Caña de Azúcar es uno de los cultivos industriales mas importantes por
ser la fuente principal para la elaboración de la azúcar, también la caña de
azúcar es utilizada para el proceso de fabricación de etanol, y algunos
procesos mas, su cosecha en los campos es de 11 a 13 meses de edad.
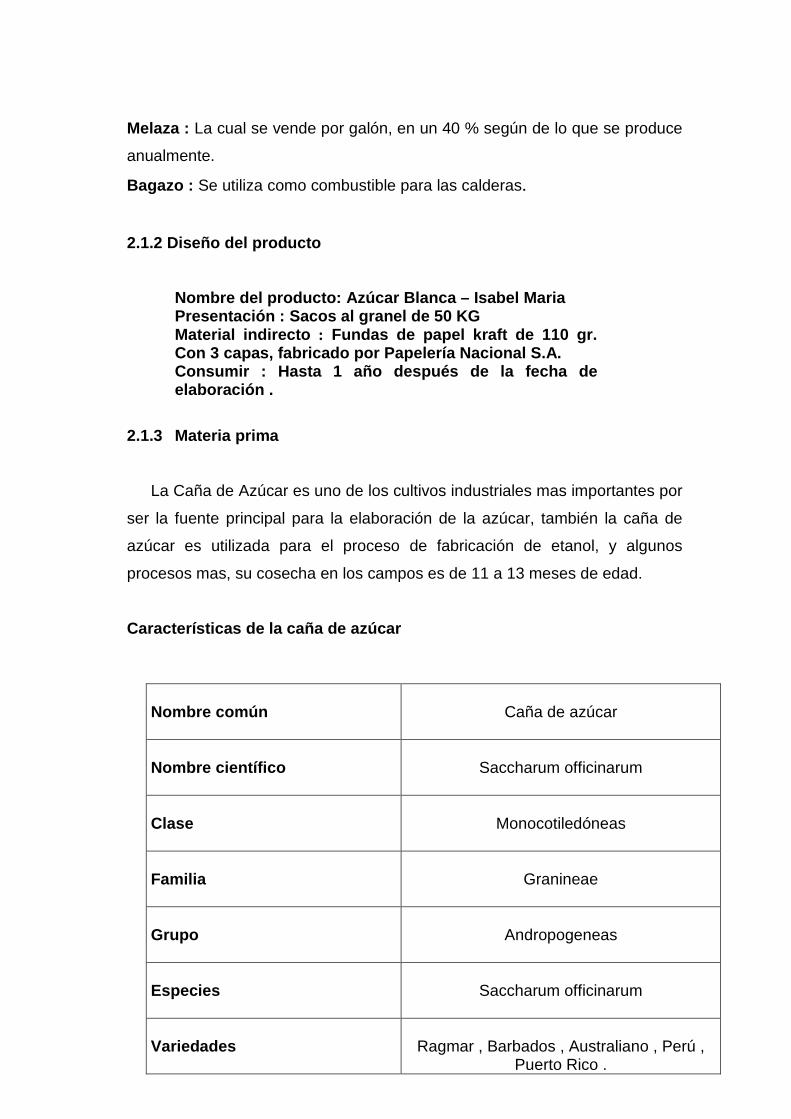
Características de la caña de azúcar
Nombre común
Caña de azúcar
Nombre científico
Saccharum officinarum
Clase
Monocotiledóneas
Familia
Granineae
Grupo
Andropogeneas
Especies
Saccharum officinarum
Variedades
Ragmar , Barbados , Australiano , Perú ,
Puerto Rico .
Las variedades más cultivadas en el Ingenio Isabel María son las
siguientes: Ragmar, Barbados.
Descripción del proceso de elaboración del azúcar
La fabricación del azúcar es un proceso extractivo , en el ingenio la
materia prima básica es la caña de azúcar que se cosecha en los campos y
es cortada en su totalidad manualmente y su alce es mecánico, el transporte
hacia la planta se la realiza por medio de carretones el cual es guiado por un
tractor de alta velocidad con lo cual se obtiene un abastecimiento continuo de
caña que sostiene la molienda durante las 24 horas del día.
2.2 Báscula (Pesaje de la caña).
Para efecto de control, contabilidad y cobro, toda la caña que ha sido
cortada es pesada en la bascula de plataforma mecánica semiautomática.
2.2.1 Descargue, Lavado y Preparación de la caña de azúcar.
La caña que llega en los carretones es descargada con dos grúas de
vientos giratorios a la mesa de alimentación y almacenamiento, en la mesa de
alimentación la caña es lavada para retirarle la mayor cantidad posible de
materia extraña.
La caña se descarga a un conductor que la transporta, haciéndola pasar
bajo cuchillas giratorias que cortan los tallos y las convierten en astillas el
propósito es realizar una preparación inicial y nivelar el colchón de caña , y
dejarla lista para poder ser trasladada hacia molinos.
2.2.2 Molienda y Extracción del jugo
La molienda de la caña se efectúa en un tandem de cuatro molinos, pasa
a través de los molinos y cada uno realiza una extracción de jugo que se
encuentra en la caña de azúcar, el jugo de los dos primeros molinos es
enviado directamente al proceso.
El jugo del tercer y cuarto molino se bombea al segundo molino, en el
ultimo molino se utiliza agua para macerar y ayudar a extraer la sacarosa.
Cada uno de los molinos esta compuesto de tres mazas cilíndricas,
labradas en su superficie y dispuesta piramidalmente.
Están soportadas y sujetadas en un sitio por una estructura muy robusta y
permite ajuste de presión.
Los molinos reciben movimientos a través de una maquina de vapor de
pistón ancho (CORLISS) y mediante un eje central el cual da el movimiento.
La caña pasa entre la maza superior y las dos inferiores. Entre ellas,
ejercen sobre la caña una presión para extraerle el jugo y un residuo llamado
bagazo.
2.2.3 Sulfitación.
El jugo que entra es llevado a una torre de absorción o sulfatación a
contracorriente, en ella se pone en contacto el jugo con los gases producidos
por la combustión del azufre (dióxido de azufre), estos gases decoloran el
jugo, tiene un efecto bacteriostático y ayuda a reducir su viscosidad y con este
proceso se obtiene como resultado una azúcar blanca con brillo .
2.2.4 Encalado del jugo.
La acidez del jugo sulfitado se neutraliza adicionándole lechada de cal
(CaO), con la cual se lleva el PH a un estado neutro.
La cal también ayuda a precipitar las impurezas orgánicas en el jugo.
2.2.5 Calentamiento y Clarificación del Jugo
Para acelerar la reacción coagulante de la cal se eleva la temperatura del
jugo encalado a 105 o C, este calentamiento también pasteriza el jugo,
eliminando los microorganismos presente, antes de ingresar al clarificador
pasa por una malla para colar el jugo (DSM) que retira el material sólido, que
se encuentra en el guarapo.

Al jugo se le adiciona un floculante o polímero coagulante orgánico que
va a acelerar la sedimentación en la clarificación que es un proceso continuo
de decantación que separa al jugo limpio o clarificado en los niveles
superiores.
En el fondo de dicho equipo se precipita un jugo espeso y sucio que es similar
al lodo.
2.2.6 Filtración.
El lodo de los niveles inferiores, llamado cachaza, se lleva a un filtro
rotatorio al vacío , en el cual recogen el jugo presente en la cachaza a través
de una malla fina y lo envía al reproceso: Sulfitado, encalado , calentamiento,
adición de floculante y al clarificador.
2.2.7 Evaporación.
De los clarificadores el jugo se bombea a un sistema de evaporación de
múltiple efecto, que sirve para eliminar las 3 / 4 partes del agua que contiene,
por medio del vapor al vacío, los evaporadores concentran el jugo de 15 a 60
grados brix ; al jugo concentrado se le llama meladura.
2.2.8 Cocimiento y Cristalización.
Para la producción de azúcar a partir de la meladura se utiliza un sistema
de tres templas o etapas; se hace el cristal inyectado azúcar micronizados a
una miel concentrada rica en sacarosa. Los núcleos cristalinos formados se
harán crecer posteriormente en las otras etapas.
A partir del cristal se producen las templas B y C alimentándolos con
mieles de mayor o menor pureza. Las templas B y C sirven para producir las
templas A que dan el azúcar comercial por el crecimiento de sus granos
alimentados con meladura, Las templas se elaboran en los tachos , equipos
similares a los evaporadores. Se diferencia porque los tachos trabajan en
forma independiente uno de otro y están diseñados para manejar materiales
mas densos y viscosos, los tubos son de mayor diámetro y menor longitud.

2.2.9 Centrifugación y Secado.
De los tachos se descargan a sus respectivos cristalizadores A, B, C; La
templa C va a un sistema continuo o cascada enfriándolas para aumentar la
transferencia de sacarosa hacia los cristalizadores o agotamiento, se bajan
luego las templas a los mezcladores desde estos a las centrífugas de alta
velocidad.
En las centrífugas se separa el grano (azúcar) del liquido (miel), de las
templas. Se producen azucares y mieles A, B, C.
El azúcar C se disuelve con jugos clarificado El azúcar B sirve como semilla
para la templa A, El azúcar C se disuelve con los jugos clarificado.
Las mieles A y B se emplea en la elaboración de templas B, C y cristal. La
miel C llamada melaza , se envía a un deposito o tanque de almacenamiento,
esta miel es un subproducto utilizado para la destilación del alcohol; también
se utiliza para uso ganadero.
El azúcar A o azúcar comercial se pasa a través de una secadora para
disminuir su humedad.
En este equipo se introduce en contracorriente de vapor a 50 OC, lo que nos
va permitir una azúcar seca.
2.2.10 Sistema de Envasado y Especificaciones del M ateria utilizado.
El azúcar seco es envasado en sacos azucareros extensibles de tres
capas de papel Kraft de 105 gramos/m2 suministrado por papelera nacional ,
luego es pesado el saco en una bascula mecánica electrónica digital de 50
KG de peso neto del producto y cerrado con una cinta de ribete Kraft y cosido
en una maquina de doble hilo # 12/5.
2.2.11 Sistema de Almacenamiento y Conservación de Producto
Terminado.
Las bodegas de producto terminado son totalmente cerradas, en el piso se
coloca una capa de cal para absorber la humedad, luego se colocan las
estibas o pallete de madera, los sacos se colocan en hilera o filas de 20 y se
mantiene faros infrarrojos.
2.3 Capacidad de los equipos.
En los ingenios azucareros la capacidad de producción es medida por
medio de la capacidad de molienda que tiene el Tandem , esto es las
toneladas de caña molida por hora o diaria.
El Tandem tiene una capacidad de 650 TM de caña /día , pero por la poca
generación de vapor que suministra las calderas no se puede alcanzar un
optimo rendimiento de dicho equipo que es de 855 TM de caña/dia.
Durante las 24 horas de producción (de martes a domingo), se obtiene un
promedio de 21,11 horas Molida (87,93 % tiempo aprovechado total).
Lo que da una Capacidad de Molienda promedio de 30,8 Ton /hr. * 21,11
hr. / día = 650 Ton /día , la capacidad Instalada de cada equipo esta basada
en la producción diaria del 2002 , ya que por ser maquinas muy antiguas, no
existen los Catálogos , para ver sus características técnicas, y con el tiempo
han recibido un debido Mantenimiento Preventivo y Correctivo.
En el siguiente cuadro, se observa como esta relacionado la Capacidad Real
y la Capacidad Instalada de la Planta, según datos obtenidos por la
Superintendencia de Fabrica.

Capacidad de producción de los equipos
# CANT EQUIPO O
MAQUINARIA
CAPACIDAD
INSTALADA
CAPACIDAD
REAL
%
EFIC.
1 46 Carretones 5 Ton 4,5 Ton 90
2 1 Báscula 15 Ton 6 Ton 40
3 2 Gruas 6 Ton 4,5 Ton 75
4 1 Mesa de caña 10 Ton. 8 Ton 80
5 2 Conductores de caña 40 Ton / h 30,8 Ton/h 77 6 2 Picadoras 40 Ton / h
30,8 Ton/h 77 7 4 Molinos 40 Ton / h 30,8 Ton / h
77 8 2 conductores bagazo 12 Ton / h 9,65 Ton / h 80 9 2 Calderas 40.000 Lb Vapor/h
21.200 Lb Vapor/h 53 10 1 turbo generador 880 Kw 458 Kw
52 11 1 generador a diesel 300 Kw 100 Kw 33 12 1 sulfitador 50 Ton/h 31 Ton/h 62 13 1 encalado 50 Ton/h 31,5 Ton/h 63 14 1 calentador 50 Ton / h 31,5 Ton / h 63 15 1 clarificador 30.000 gal
21.600 gal 72 16 5 evaporadores 5.000, 2.100 3.000 ft3y 2
(1.500 ft3) 3.500, 1.470 y 2.100
ft3 y 2 (1.050 ft3) 70 17 4 Tachos 3 (300 ft3) y 1 (600 ft3) 3 (195 ft3) y 1 (390
ft3) 68 18 7 Cristalizadores 6 (300ft3) y 1 (600 ft3) 6 (195ft3) y 1 (390
ft3) 65 19 4 Centrífugas 4,5 Ton/h 3,05 Ton/h 68 20 1 Elevador 5 Ton/h 3,95 Ton.hr
79 21 1 secador 5 Ton/h 3,95 Ton.hr 79 22 1 Envasadora 5 Ton/h
3,90 Ton.hr 78 TOTAL 91
Fuente : Superintendencia de fabrica. Elaborado por : Bernardo Pereira Vera.
2.4 Diagrama de análisis del proceso.
Nos permite un análisis critico de las principales actividades no productivas
como son : Transporte, Operación, Inspección, (ver anexo # 7).
2.5 Diagrama de flujo del proceso.
El diagrama de flujo de proceso sigue los pasos realizados en un
componente o material, durante todo el Proceso Productivo (ver anexo # 8).
2.6 Diagrama de planta.
Nos permite esquematizar las diferentes secciones que conforman la
Planta, al igual que la ubicación de las maquinas, el ingenio tiene una
Distribución por producto, ya que solo se dedica a la elaboración del azúcar
en sacos al granel de 50 KG. (ver anexo # 9).
2.7 Diagrama de recorrido
En el anexo # 10 se puede observar claramente las fases principales que
recorre el proceso de Producción, para la transformación de la caña de
azúcar.
2.8 Control de calidad del producto ( azúcar) .
Todo el jugo que se obtiene en la extracción que origina la molienda se
mezcla (jugo residual y diluido ), se toman muestras cada hora .
� El jugo que es extraído de la molienda según la secuencia del proceso es
sulfitado y además es encalado el jugo (jugo encalado) se toma muestras
cada hora para realizar los análisis respectivos que son: Ph color, Brix.
� El jugo se dirige al proceso de clarificación (jugo clarificado) en donde se
toman muestras cada hora en donde se realiza el análisis: Brix , pol,
pureza , ph, azucares reductores.
� Luego de tomar las muestras del jugo clarificado pasa al proceso de
evaporación en donde se obtiene la Meladura , tomándose así las
muestras cada hora y realizando el análisis respectivo de : brix, pureza ,
pol , azucares reductores.
� A continuación la meladura es utilizada como materia prima para el
proceso de cristalización en donde se obtienen las MASAS de tipo A , B ,
C ,con sus respectivas mieles , las muestras son tomadas en cada templa
y se realizan los análisis : brix , pol , pureza.
� A la miel C o miel final (Melaza) ,se realiza el siguiente análisis : azucares
reductores y azucares totales.
2.9 Materiales utilizados en el proceso de elaborac ión del azúcar
Los materiales e insumos mas importantes en el proceso tienen la
finalidad de ser bactericidas y reguladores del ph y como combustible el
Bunker, diesel:
� El Azufre se lo utiliza para dar el brillo y color blanco al azúcar refinada .-
se coloca en el sulfitador la cantidad de 200 gr/ton.caña, es decir un
promedio de 130 KG/dia.
� La Cal, este insumo sirve para poder neutralizar la acidez del jugo
sulfitado, se aplica la cantidad de 1200 gr/ton.caña con un promedio diario
de 780 KG/dia.
� El Floculante, este insumo sirve para eliminar las impurezas (lodo) del jugo
clarificado , se le hecha 300 gr./5hr, con un promedio diario de 1,28
KG/dia.
� Bunker y Bagazo , se utiliza como combustibles para las calderas con un
consumo de bunker de 56 Gal. /dia y el bagazo se consume un 90 % de lo
que produce , y se almacena un 10 % en la bagacera.
� Diesel se consume un promedio de 216 gal/dia el cual alimenta a los
Generadores a diesel para poder generar energía eléctrica para la planta.
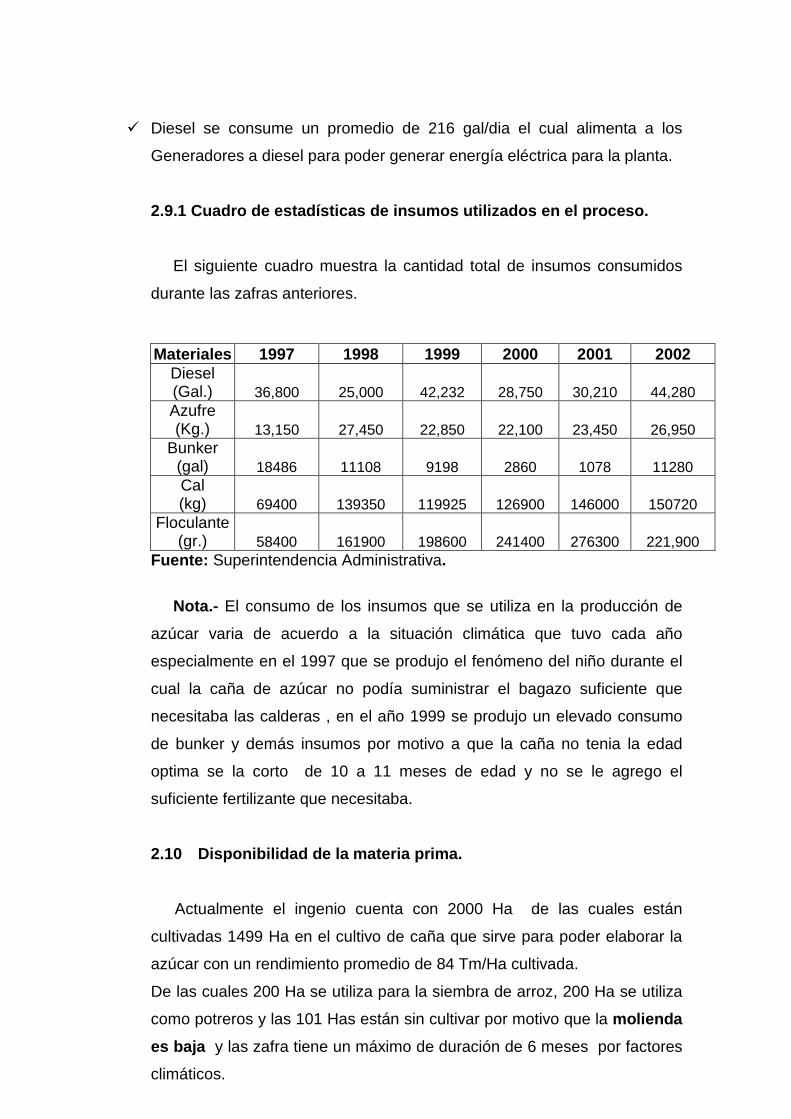
2.9.1 Cuadro de estadísticas de insumos utilizados en el proceso.
El siguiente cuadro muestra la cantidad total de insumos consumidos
durante las zafras anteriores.
Materiales 1997 1998 1999 2000 2001 2002 Diesel (Gal.) 36,800 25,000 42,232 28,750 30,210 44,280 Azufre (Kg.) 13,150 27,450 22,850 22,100 23,450 26,950
Bunker (gal) 18486 11108 9198 2860 1078 11280 Cal (kg) 69400 139350 119925 126900 146000 150720
Floculante (gr.) 58400 161900 198600 241400 276300 221,900
Fuente: Superintendencia Administrativa.
Nota.- El consumo de los insumos que se utiliza en la producción de
azúcar varia de acuerdo a la situación climática que tuvo cada año
especialmente en el 1997 que se produjo el fenómeno del niño durante el
cual la caña de azúcar no podía suministrar el bagazo suficiente que
necesitaba las calderas , en el año 1999 se produjo un elevado consumo
de bunker y demás insumos por motivo a que la caña no tenia la edad
optima se la corto de 10 a 11 meses de edad y no se le agrego el
suficiente fertilizante que necesitaba.
2.10 Disponibilidad de la materia prima.
Actualmente el ingenio cuenta con 2000 Ha de las cuales están
cultivadas 1499 Ha en el cultivo de caña que sirve para poder elaborar la
azúcar con un rendimiento promedio de 84 Tm/Ha cultivada.
De las cuales 200 Ha se utiliza para la siembra de arroz, 200 Ha se utiliza
como potreros y las 101 Has están sin cultivar por motivo que la molienda
es baja y las zafra tiene un máximo de duración de 6 meses por factores
climáticos.
CAPITULO III
ANÁLISIS Y DIAGNOSTICOS DE LOS PROBLEMAS
Las características que posee el agua, de ser el solvente universal,
hace imposible encontrarla en estado puro en la naturaleza, con lo cual
el agua generalmente contiene iones de calcio y magnesio, que le
imparten una característica denominada Dureza .
Debido a esto , el uso de este recurso principal, presenta muchos
inconvenientes a nivel industrial, ya que deposita cristales duros,
aislantes de calor, en tuberías y superficies de transferencia de calor.
Para evitar estos inconvenientes, el agua debe ser ablandada , es
decir, los iones de calcio y magnesio deben ser eliminados al máximo
posible, obteniéndose beneficios operativos y económicos al realizar una
limpieza química adecuada
3.1 Factores que afectan a la productividad en la planta de fuerza.
El desarrollo de esta investigación define los factores que afectan a la
productividad del Ingenio Isabel Maria S.A. :
3.1.1 Factores externos .
Según las observaciones realizadas en esta área, el laboratorio de
control de calidad no cuenta con los instrumentos adecuados para
realizar un análisis físico químico que se le tiene que realizar al agua,
que se le suministra a las calderas, ni se lleva un control sobre los
parámetros que pueden afectar al funcionamiento de dicho equipo,
aumentado los gastos de operación.
Para poder optimizar el proceso de control y análisis en las calderas, se
adjunta los siguientes formatos. (Ver los anexos 11,12 ).
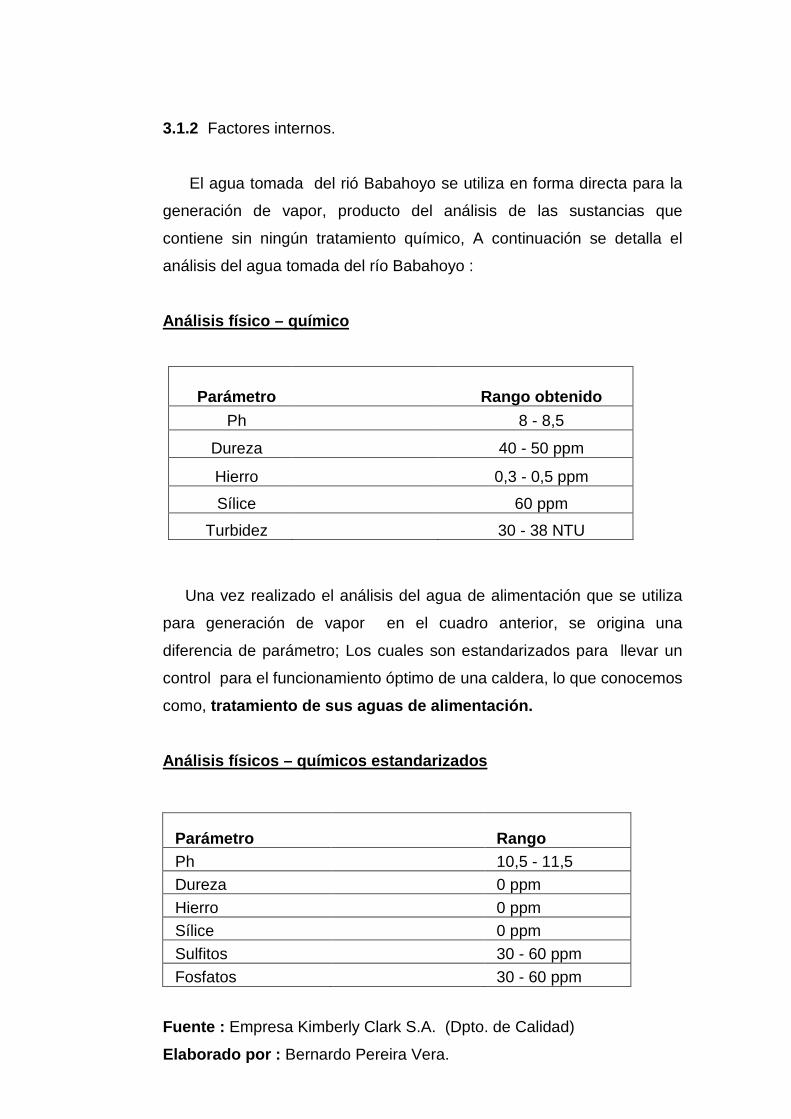
3.1.2 Factores internos.
El agua tomada del rió Babahoyo se utiliza en forma directa para la
generación de vapor, producto del análisis de las sustancias que
contiene sin ningún tratamiento químico, A continuación se detalla el
análisis del agua tomada del río Babahoyo :
Análisis físico – químico
Parámetro Rango obtenido
Ph 8 - 8,5
Dureza 40 - 50 ppm
Hierro 0,3 - 0,5 ppm
Sílice 60 ppm
Turbidez 30 - 38 NTU
Una vez realizado el análisis del agua de alimentación que se utiliza
para generación de vapor en el cuadro anterior, se origina una
diferencia de parámetro; Los cuales son estandarizados para llevar un
control para el funcionamiento óptimo de una caldera, lo que conocemos
como, tratamiento de sus aguas de alimentación.
Análisis físicos – químicos estandarizados
Fuente : Empresa Kimberly Clark S.A. (Dpto. de Calidad)
Elaborado por : Bernardo Pereira Vera.
Parámetro Rango Ph 10,5 - 11,5 Dureza 0 ppm
Hierro 0 ppm Sílice 0 ppm
Sulfitos 30 - 60 ppm
Fosfatos 30 - 60 ppm
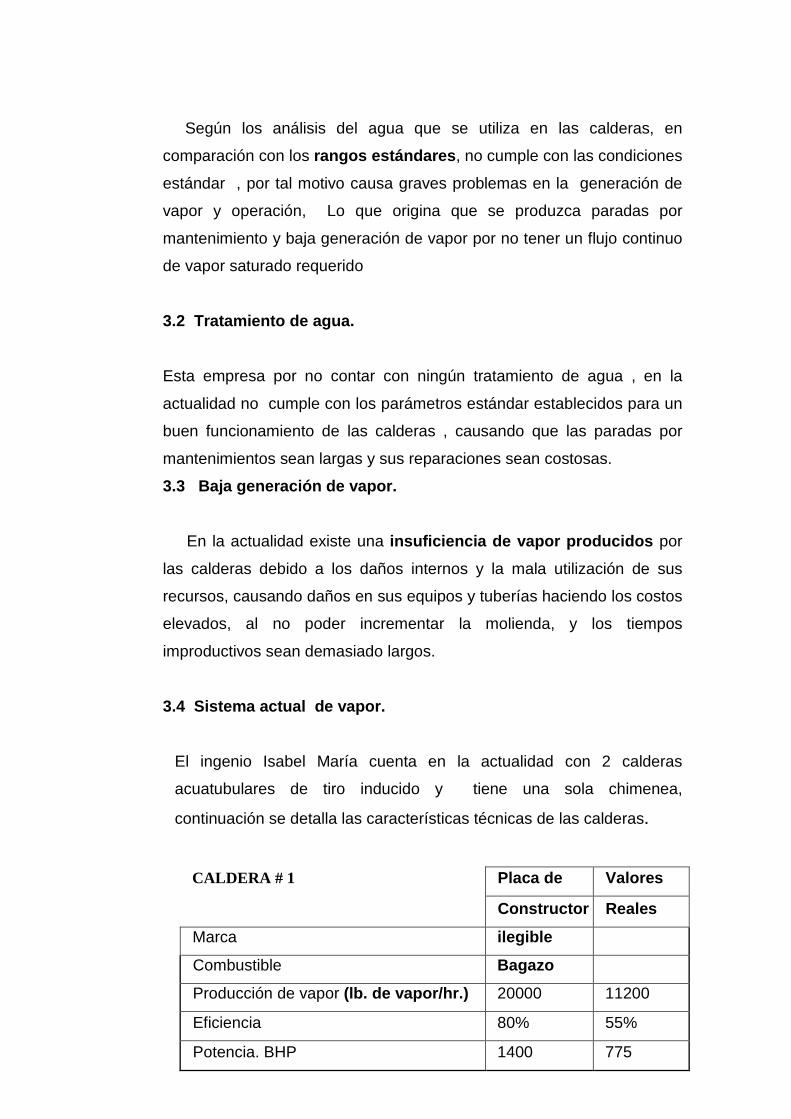
Según los análisis del agua que se utiliza en las calderas, en
comparación con los rangos estándares , no cumple con las condiciones
estándar , por tal motivo causa graves problemas en la generación de
vapor y operación, Lo que origina que se produzca paradas por
mantenimiento y baja generación de vapor por no tener un flujo continuo
de vapor saturado requerido
3.2 Tratamiento de agua.
Esta empresa por no contar con ningún tratamiento de agua , en la
actualidad no cumple con los parámetros estándar establecidos para un
buen funcionamiento de las calderas , causando que las paradas por
mantenimientos sean largas y sus reparaciones sean costosas.
3.3 Baja generación de vapor.
En la actualidad existe una insuficiencia de vapor producidos por
las calderas debido a los daños internos y la mala utilización de sus
recursos, causando daños en sus equipos y tuberías haciendo los costos
elevados, al no poder incrementar la molienda, y los tiempos
improductivos sean demasiado largos.
3.4 Sistema actual de vapor.
El ingenio Isabel María cuenta en la actualidad con 2 calderas
acuatubulares de tiro inducido y tiene una sola chimenea,
continuación se detalla las características técnicas de las calderas.
CALDERA # 1 Placa de Valores
Constructor Reales
Marca ilegible
Combustible Bagazo
Producción de vapor (lb. de vapor/hr.) 20000 11200
Eficiencia 80% 55%
Potencia. BHP 1400 775
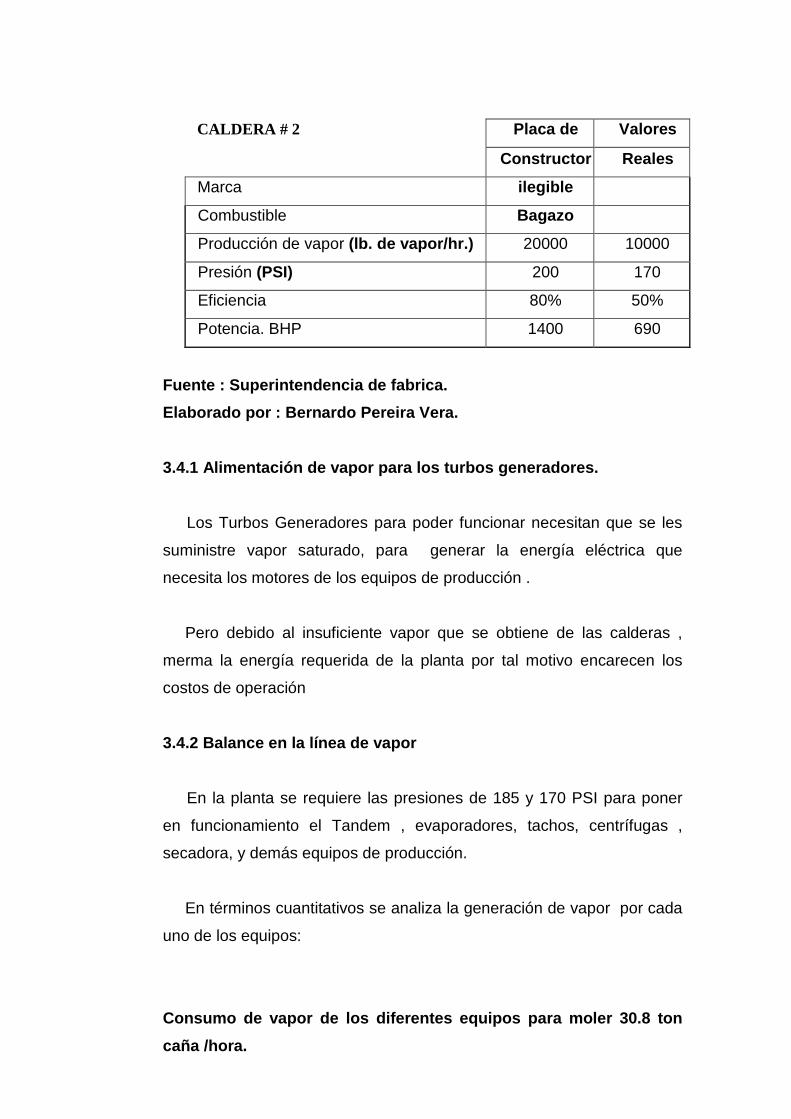
CALDERA # 2 Placa de Valores
Constructor Reales
Marca ilegible
Combustible Bagazo
Producción de vapor (lb. de vapor/hr.) 20000 10000
Presión (PSI) 200 170
Eficiencia 80% 50%
Potencia. BHP 1400 690
Fuente : Superintendencia de fabrica.
Elaborado por : Bernardo Pereira Vera.
3.4.1 Alimentación de vapor para los turbos generad ores.
Los Turbos Generadores para poder funcionar necesitan que se les
suministre vapor saturado, para generar la energía eléctrica que
necesita los motores de los equipos de producción .
Pero debido al insuficiente vapor que se obtiene de las calderas ,
merma la energía requerida de la planta por tal motivo encarecen los
costos de operación
3.4.2 Balance en la línea de vapor
En la planta se requiere las presiones de 185 y 170 PSI para poner
en funcionamiento el Tandem , evaporadores, tachos, centrífugas ,
secadora, y demás equipos de producción.
En términos cuantitativos se analiza la generación de vapor por cada
uno de los equipos:
Consumo de vapor de los diferentes equipos para mol er 30.8 ton
caña /hora.

TANDEM TON CAÑA/HORA
Bagazo % CAÑA
TON bagazo / HORA
30.8 27 8.312
HP / TON. bagazo Factor de potencia
lb. vapor/Hr Consumo de vapor lb/hr
PLANTA ELECTRICA
Potencia requerida 500 kw - hr
Kw instalado
Kw requerido
Consumo de vapor
lb/kw/hr
Consumo de vapor lb/hr
Turbo ganerador 1 880 458 35.6 16305
Turbo generador 2 200 0 0 0
Turbo generador 3 200 0 0 0
Generador a diesel 300 0 0 0
Molino # 1 17 33 561
Molino # 2 17 33 561
Molino # 3 17 33 561
Molino # 4 17 33 561
Total de vapor consumido en la molienda 2244
Total de consumo de vapor 16305
Secadora de azúcar
Tachos
Total de generación de vapor
1000
1451
21000
3.5 Identificación de los problemas
Después de haber analizado los factores que afecta a las calderas,
los problemas mas importantes que se esta generando y que representa
costos elevados en la producción de azúcar, son los siguientes :
� Falta de tratamientos de agua.
� Baja generación de vapor
3.6 Análisis de los problemas
Debido a la baja generación de vapor saturado el consumo de
combustibles (Bunker, Bagazo y Diesel), y paradas por mantenimientos
(Mant. Correctivo y preventivo, limpieza y reparación) son muy elevados.
Este estudio esta basado en el registro histórico de la empresa. A
continuación se detalla cada uno de los problemas:
3.6.1 Problema 1 : falta de tratamiento de agua.
Por no existir un tratamiento de agua adecuado en las operación de
las calderas, los problemas que se presentan a menudo en esta sección
son problemas mecánicos ya que el agua, al no ser tratada causa
problemas de daños en las tuberías debido a que ingresa en forma
directa causando incrustaciones y corrosión en tubos y perdidas de calor
elevando el consumo de Bagazo y Bunker en exceso.
Debido a las sustancias que contiene el agua como son hierro, sílice,
dureza, Ph, por debajo de los parámetros óptimos.
Analizaremos las Paradas por Mantenimientos y el consumo de:
Insumos químicos (soda cáustica) y Materiales, según datos obtenidos
por la superintendencia de fabrica y bodega general durante la época de
Zafra 2002.
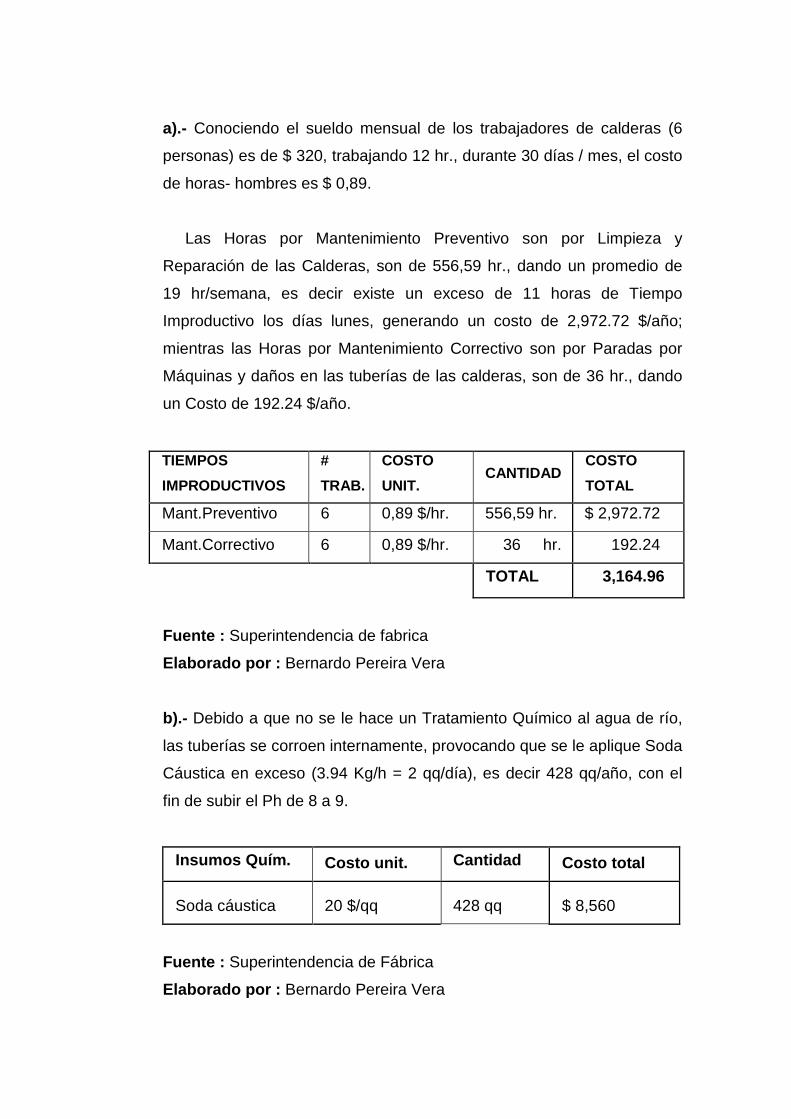
a).- Conociendo el sueldo mensual de los trabajadores de calderas (6
personas) es de $ 320, trabajando 12 hr., durante 30 días / mes, el costo
de horas- hombres es $ 0,89.
Las Horas por Mantenimiento Preventivo son por Limpieza y
Reparación de las Calderas, son de 556,59 hr., dando un promedio de
19 hr/semana, es decir existe un exceso de 11 horas de Tiempo
Improductivo los días lunes, generando un costo de 2,972.72 $/año;
mientras las Horas por Mantenimiento Correctivo son por Paradas por
Máquinas y daños en las tuberías de las calderas, son de 36 hr., dando
un Costo de 192.24 $/año.
Fuente : Superintendencia de fabrica
Elaborado por : Bernardo Pereira Vera
b).- Debido a que no se le hace un Tratamiento Químico al agua de río,
las tuberías se corroen internamente, provocando que se le aplique Soda
Cáustica en exceso (3.94 Kg/h = 2 qq/día), es decir 428 qq/año, con el
fin de subir el Ph de 8 a 9.
Insumos Quím. Costo unit. Cantidad Costo total
Soda cáustica 20 $/qq 428 qq $ 8,560
Fuente : Superintendencia de Fábrica
Elaborado por : Bernardo Pereira Vera
TIEMPOS
IMPRODUCTIVOS
#
TRAB.
COSTO
UNIT. CANTIDAD
COSTO
TOTAL
Mant.Preventivo 6 0,89 $/hr. 556,59 hr. $ 2,972.72
Mant.Correctivo 6 0,89 $/hr. 36 hr. 192.24
TOTAL 3,164.96
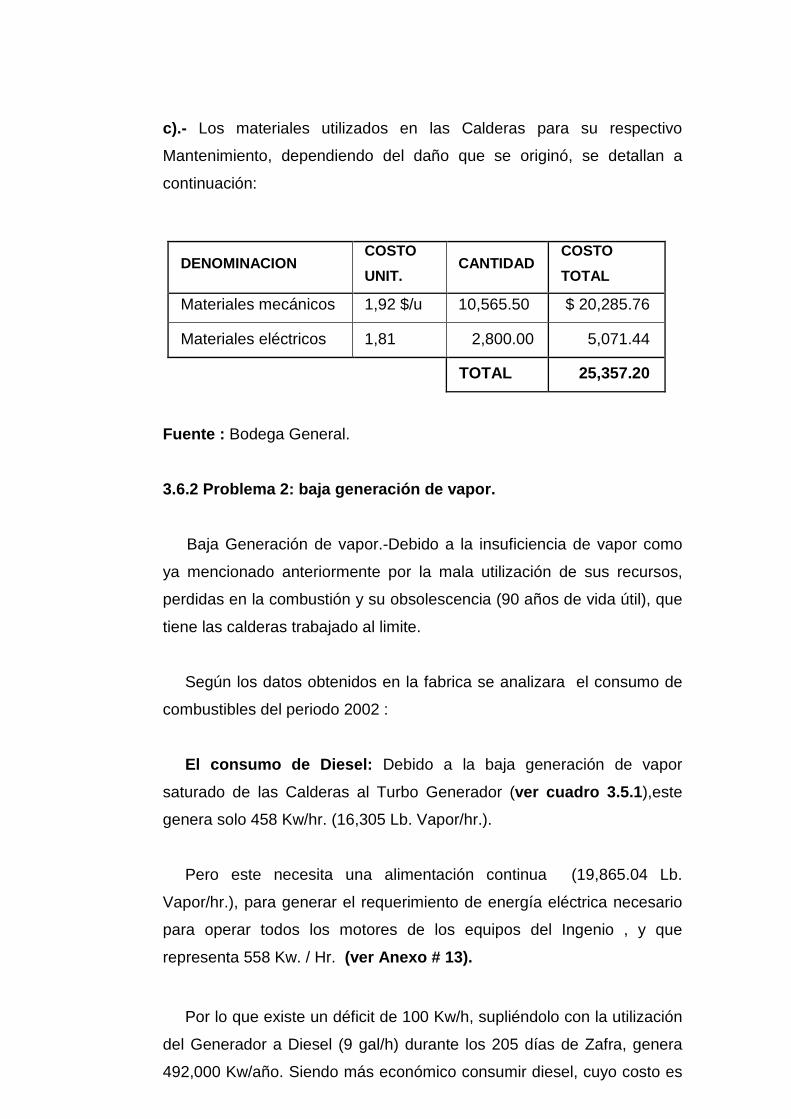
c).- Los materiales utilizados en las Calderas para su respectivo
Mantenimiento, dependiendo del daño que se originó, se detallan a
continuación:
Fuente : Bodega General.
3.6.2 Problema 2: baja generación de vapor.
Baja Generación de vapor.-Debido a la insuficiencia de vapor como
ya mencionado anteriormente por la mala utilización de sus recursos,
perdidas en la combustión y su obsolescencia (90 años de vida útil), que
tiene las calderas trabajado al limite.
Según los datos obtenidos en la fabrica se analizara el consumo de
combustibles del periodo 2002 :
El consumo de Diesel: Debido a la baja generación de vapor
saturado de las Calderas al Turbo Generador (ver cuadro 3.5.1 ),este
genera solo 458 Kw/hr. (16,305 Lb. Vapor/hr.).
Pero este necesita una alimentación continua (19,865.04 Lb.
Vapor/hr.), para generar el requerimiento de energía eléctrica necesario
para operar todos los motores de los equipos del Ingenio , y que
representa 558 Kw. / Hr. (ver Anexo # 13).
Por lo que existe un déficit de 100 Kw/h, supliéndolo con la utilización
del Generador a Diesel (9 gal/h) durante los 205 días de Zafra, genera
492,000 Kw/año. Siendo más económico consumir diesel, cuyo costo es
DENOMINACION COSTO
UNIT. CANTIDAD
COSTO
TOTAL
Materiales mecánicos 1,92 $/u 10,565.50 $ 20,285.76
Materiales eléctricos 1,81 2,800.00 5,071.44
TOTAL 25,357.20
de $ 35,424.00, pero si se comprara energía eléctrica a Emelrios, cuyo
FP = 0,0812 $/Kw.-h se gastaría $ 39,950.40. Notándose que ahorro de
$ 4,526.40.
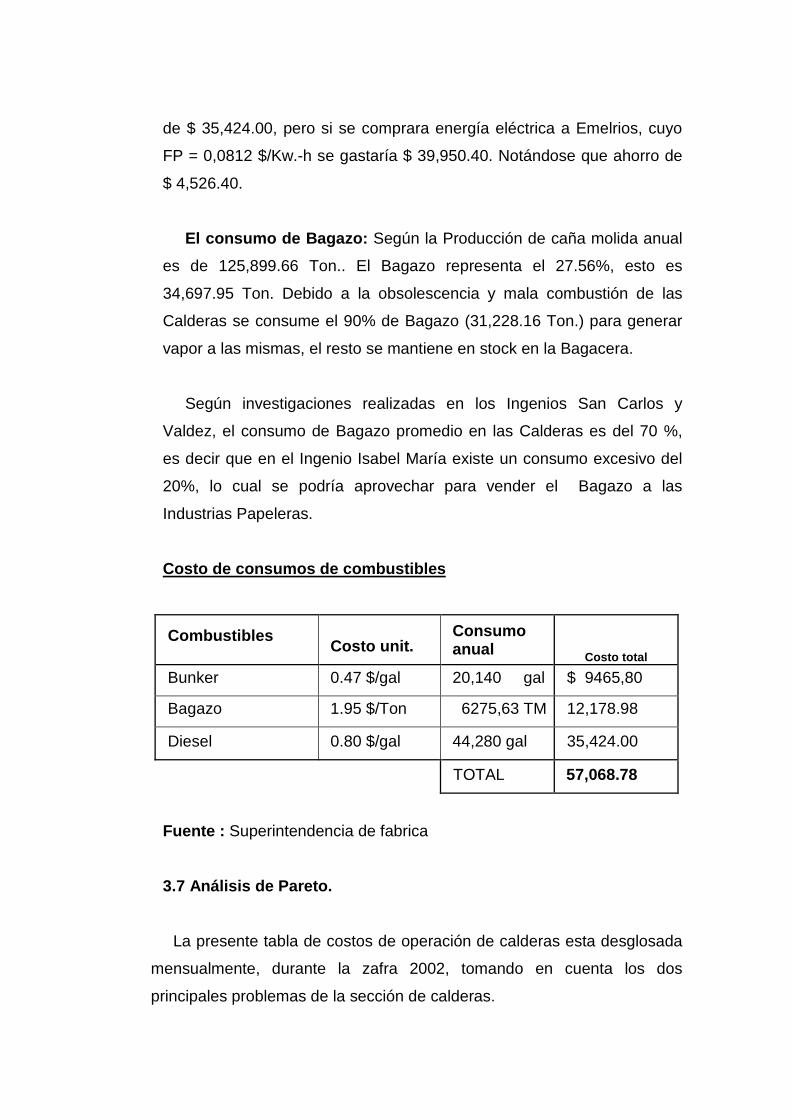
El consumo de Bagazo: Según la Producción de caña molida anual
es de 125,899.66 Ton.. El Bagazo representa el 27.56%, esto es
34,697.95 Ton. Debido a la obsolescencia y mala combustión de las
Calderas se consume el 90% de Bagazo (31,228.16 Ton.) para generar
vapor a las mismas, el resto se mantiene en stock en la Bagacera.
Según investigaciones realizadas en los Ingenios San Carlos y
Valdez, el consumo de Bagazo promedio en las Calderas es del 70 %,
es decir que en el Ingenio Isabel María existe un consumo excesivo del
20%, lo cual se podría aprovechar para vender el Bagazo a las
Industrias Papeleras.
Costo de consumos de combustibles
Combustibles Costo unit.
Consumo anual Costo total
Bunker 0.47 $/gal 20,140 gal $ 9465,80
Bagazo 1.95 $/Ton 6275,63 TM 12,178.98
Diesel 0.80 $/gal 44,280 gal 35,424.00
TOTAL 57,068.78
Fuente : Superintendencia de fabrica
3.7 Análisis de Pareto.
La presente tabla de costos de operación de calderas esta desglosada
mensualmente, durante la zafra 2002, tomando en cuenta los dos
principales problemas de la sección de calderas.
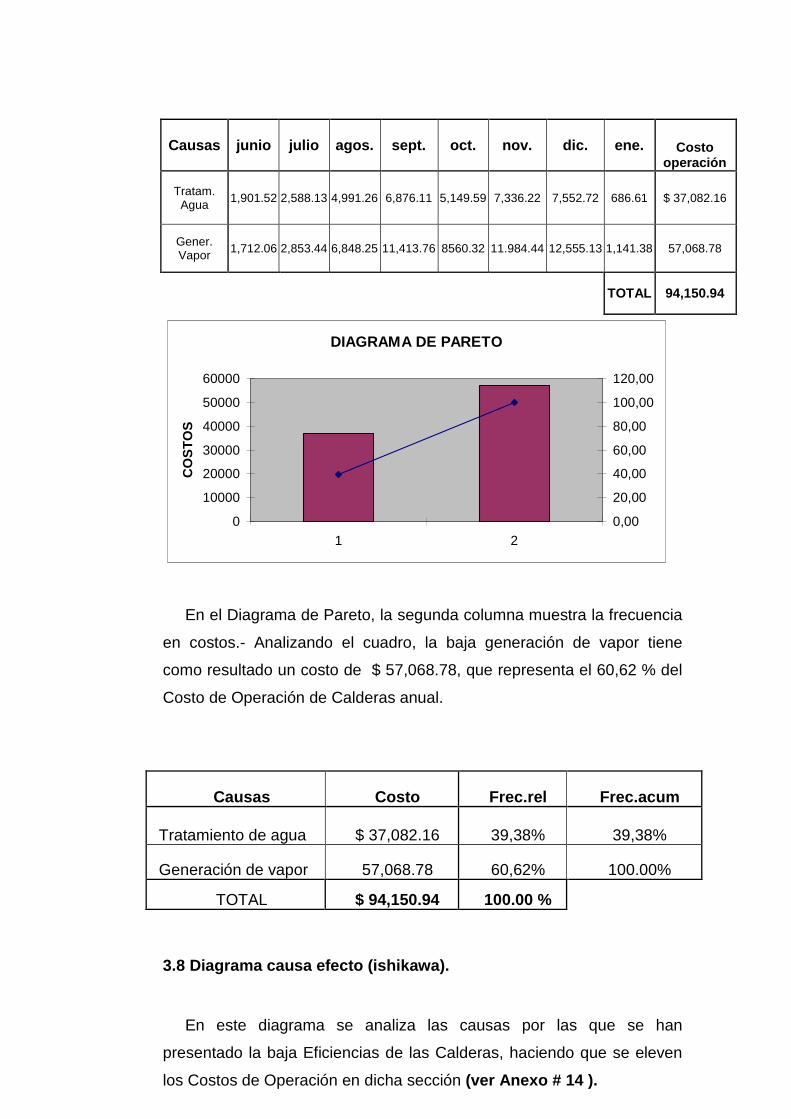
Causas junio julio agos. sept. oct. nov. dic. ene. Costo operación
Tratam. Agua 1,901.52 2,588.13 4,991.26 6,876.11 5,149.59 7,336.22 7,552.72 686.61 $ 37,082.16
Gener. Vapor 1,712.06 2,853.44 6,848.25 11,413.76 8560.32 11.984.44 12,555.13 1,141.38 57,068.78
TOTAL 94,150.94
DIAGRAMA DE PARETO
0
10000
20000
30000
40000
50000
60000
1 2
CO
ST
OS
0,00
20,00
40,00
60,00
80,00
100,00
120,00
En el Diagrama de Pareto, la segunda columna muestra la frecuencia
en costos.- Analizando el cuadro, la baja generación de vapor tiene
como resultado un costo de $ 57,068.78, que representa el 60,62 % del
Costo de Operación de Calderas anual.
3.8 Diagrama causa efecto (ishikawa).
En este diagrama se analiza las causas por las que se han
presentado la baja Eficiencias de las Calderas, haciendo que se eleven
los Costos de Operación en dicha sección (ver Anexo # 14 ).
Causas Costo Frec.rel Frec.acum
Tratamiento de agua $ 37,082.16 39,38% 39,38%
Generación de vapor 57,068.78 60,62% 100.00%
TOTAL $ 94,150.94 100.00 %
3.8.1 Problema # 1 : Falta de tratamiento químico a l agua
Causa: Utilización de Agua Cruda de Rió.
Efecto: Tiempos Improductivos, Elevados Costos por Mantenimiento y
excesivo consumo de Insumos Químicos.
3.8.2 Problema # 2: Baja generación de vapor
Causa: Ineficiencia y Obsolescencia de las Calderas.
Efecto: Excesivo consumo de combustibles (Diesel, Bunker y Bagazo).
3.9 Cuantificación de los problemas .
Finalmente los costos de operación de las calderas por los
principales problemas analizados hacienden a $ 94,150.94:
CONCEPTO COSTO TOTAL
Tiempos improductivo. $ 3,164.96
Materiales 25,357.20
Insumo químico 8,560.00
Combustible 57,068.78
$ 94,150.94
3.10 Diagnostico.
Los principales problemas detectados son : altos consumos de
combustibles e insumos químicos, y paradas por mantenimientos, estos
costos son causados por:
• Falta de tratamiento de agua en las calderas, debido a que no
existe un ablandador de agua que reduzca las impurezas y sustancias
químicas (Ph, Dureza, Turbidez, Hierro, Sílice, etc.).
• Baja generación de vapor de las calderas, debido a su
obsolescencia.
Estos problemas han provocado un elevado costo de operación de
las calderas y una baja capacidad de producción en los molinos
afectando ala productividad de la empresa, Para reducir los costos de
operación de calderas se necesitara innovar tecnología y equipar al
Dpto. de control de calidad con instrumentos y reactivos químicos.

CAPITULO IV
PRESENTACIÓN DE ALTERNATIVAS DE SOLUCION
En el presente estudio definiremos las propuestas de solución mas
convenientes para disminuir el efecto de perdidas económicas ; las
soluciones planteadas se presentan en el orden de prioridades que
mencionamos : Falta de tratamiento de agua y baja generación de vapor.
4.1 Análisis del primer problema.
Causa : Falta de tratamiento físico – químico
Solución : Adquisición de un ablandador de agua de 70 gpm.
Las Propósitos de alternativas de solución son: a) Reducir las Paradas por Mantenimientos Preventivo en un 42 %, es
decir de 556,59 a 233.77 hr/año, permitiendo un ahorro anual de $ 1,248.55,
debido que con una nueva caldera y ablandador ya no será 19 horas, sino 8
horas semanas por mantenimiento preventivo.
b) Reducir los Costos de mantenimientos por Reparaciones a un 90 % , es
decir de $ 25,357.20 a 2,535.72, ahorrando 20,438.32 $/año , ya que al
utilizar un ablandador permitirá abastecer a la nueva caldera de una agua
con optima calidad, que tendrá como resultado la reducción de costos por
mantenimiento y reparaciones .
Datos:
Costo del ablandador (c): $ 6,272.00
Gastos de instalación y montaje (10 % c) : 627.20
Inversión (Inv.) : $ 6,899.20
Valor de salvamento (S = 20 % Inv.) : $ 1,379.84

Vida útil (n) : 10 años
Con estos datos se procede a Depreciar el Ablandador de Agua en
periodos anuales, utilizando la siguiente formula:
D = Inv. – S = $ ( 6,899.20 – 1,379.84 ) = 551.94 $/año
n 10 años
Los costos Anuales de esta alternativa serán aquellos a los que ascienden
la Depreciación Anual del Ablandador: $ 551.94.
Nota: Según las investigaciones realizadas, se escogió este tipo de
equipo, en base a la capacidad de la caldera propuesta (40,000 lb. de
vapor/hr., Caudal máx. = 18,18 m3/hr. = 80 GPM), según la Tabla de
Características de los Equipos de Ablandamiento de Agua AWT (ver Anexo
Nº 15), el Caudal Óptimo es de 70 GPM.
G = 28000 Lb. de agua/hr * 1m3 * 1 Kg. = 12,72 m3/hr. ; 1lt=1kg
1000 lt 2.2 lb
G = 12,72 m3/hr. * 1 Gal. * 1 hr. = 56 GPM 3,79 x 10-3 m3 60 min.
4.2 Análisis del segundo problema.
Causa : Baja generación de vapor.
Solución: Adquisición de una Caldera Acuatubular de 40,000 lb. de vapor/hr.
Los Propósitos de esta alternativa de solución son :
a) Aumentar la eficiencia de la caldera del 50 % (21,000 lb. de vapor / hr.)
al 70% (28,000 lb. de vapor / hr.) según el requerimiento de vapor utilizado
para el proceso, según el catalogo del fabricante de caldera.
b) Reducir el Consumo de Insumos Químicos de 428 qq/año ($ 8,560) a 83
qq/año, con un precio promedio de 20 $/qq , lo que permitirá ahorrar 6,900
$/año, según información tomada por los distribuidores de estos equipos.
c) Reducir el excesivo consumo de combustibles :
a. Diesel : Ya no se consumirá los 44,280 Gal., se lo reducirá al 0%
es decir se ahorrara $ 35,424 al año, ya que al aumentar una producción de
vapor requerida a una presión de 185 PSIG por los turbos generadores, por
tal motivo los generadores a diesel estarán en stand by.
b. Bagazo : Se lo reducirá del 90 % (31,228.16 TON/AÑO) al 70 %
(24,288.57 Ton/año) lo que permitirá comercializarlo el 30 % a las industrias
papeleras; con lo cual habrá un ahorro del 20 % (6,275.63 Ton/año =
2,178.98 $/Año ) de consumo excesivo que actualmente se produciendo,
debido al mal estado que se encuentran las calderas.
c. Bunker : Reducir el consumo en un 84 %, es decir de 20,140 Gal.
(9,465.80 $/año) a 3,222.40 Gal., con un precio promedio de 0.47 $/gal,
ahorrando 9,314.27 $/año , ya que se lo requerirá solo para el arranque de la
caldera según los datos técnicos del fabricante de la caldera, cuyo proveedor
es MAQUINARIAS HENRIQUEZ.
d) Aumentar la capacidad de molienda de 30,8 Ton /hr.(77 %)a 38 Ton /
hr.(95 %), es decir se molerá 151, 392 Ton / año lo que nos dará 287,645
sacos de 50 KG /año, durante 166 días de zafra y una disponibilidad de caña
cultivada de 1800 Ha y un rendimiento del 84 Ton / Has.
e) Reducir el Gasto por Mano de Obra en la Planta, al trabajar 166 días de
zafra y no 205 días, se reducirá 936 horas/año, por 0,89 $/hr con 80
trabajadores en la Planta, lo que va a permitir ahorrar 66,643.20 $/año.
Las propuestas de Inversión permite tener un ahorro considerable, que
disminuye los gastos por insumos químicos, y de combustibles, e
incrementar la eficiencia de la calderas, Como referencia la mayoría de los
Ingenios cuentan con equipos de Tratamientos de Agua, por lo cual el
Ingenio Isabel María para ser mas competitivo debe Optimizar sus recursos.
Datos:
Costo de la caldera (c): $ 256,000
Gastos de instalación y montaje ( 10 % c) : 26,600
Inversión (inv.) : $ 281,600
Valor de salvamento ( s = 20 % inv.) : $ 56,320
Vida útil (n) : 10 años
Con estos datos se procede a Depreciar la Caldera Acuatubular en periodos
anuales, utilizando la siguiente formula:
D = Inv. - S
N
D = $ ( 281,600 – 56,320 ) = 22,528 $/año
10 años
Los Costos Anuales de esta Alternativa serán aquellos a los que asciende la
Depreciación Anual de la Caldera Acuatubular: $ 22,520.
4.3 Selección del proveedor.
1.- Las razones por la que se escogió como proveedor a “awt S.A.” del
Ablandador de Agua, son :
� Características técnicas
Equipo : Ablandador de Agua
Caudal: 70 GPM = 16 m3/hr.
� Costo de adquisición: $ 6,272.00
� Garantía
� Tecnología de punta
2.- Las razones por la que se escogió como proveedor a “M.H.C.A.” de la
Caldera Acuatubular, son :
� Características técnicas
Equipo : Caldera Acuatubular.
Marca : SIEMENS
Combustible : Bagazo y Bunker
Producción de vapor : 40,000 Lb. / Hr.
Presión de diseño : 200 PSI
Presión real : 185 PSI
Eficiencia : 80 %
Potencia BHP: 2800
� Costo de adquisición: $ 256,000
� Asesoramiento y instalación del equipo
� Garantía
4.4 Sistema propuesto para tratamiento del agua.
Para un buen tratamiento eficiente del agua del rió, antes de que pase al
Ablandador, previamente el agua debe pasar por un filtro y un reservorio de
sedimentación, con el fin de eliminar la mayor cantidad de sólidos en
suspensión (lodo, arena, etc.), para mejor ilustración ver anexo # 16.
4.5 Costos de implantar alternativas.
La INVERSIÓN TOTAL tiene un monto de $ 302,924.16 que se invertirán
en la adquisición del Ablandador de Agua y de la Caldera Acuatubular, que
incluye los Gastos de Instalación y Montaje (10 % Costo Maquinaria) y de
Puesta en Marcha (5 % Inversión Total).
DESCRIPCIÓN INVERSIÓN Porcentaje
Ablandador de Agua $ 6,899.20 2,28%
Caldera Acuatubular 281,600.00 97.72
sub. - Total $ 288,499.20 100%
Gasto Puesta en Marcha (5 %) 14,424.96
Inversión total $ 302,924.16
4.6 Disponibilidad financiera.
Para realizar la Inversión requerida, el Ingenio Isabel Maria S.A. , se
financiara un 60 % con Capital Propio ($ 181,755), y un 40 % Financiamiento
externo ($ 121,170).
Financiamiento requerido (p) = $ 121,170
Interés anual (r) = 16 %
Forma de pago = semestral
Plazo para pago (n) = 3 Años
Numero de pago (m) = 2
P = $ 121,170
i = 16 % 1 2 3 n = ?
A = $ 26,210.94
Fórmulas de pago semestral y tasa mínima atractiva .
Formulas :
i = r / m
i = 16 % / 2 = 8 % = 0.08
A = P * i * (1 + i) nm
(1 + i)nm – 1
A = $ 121,170 * 0.08 * (1 + 0.08)3 * 2
(1 + 0.08)3 * 2 – 1
A = $ 26,210.94 C/6 meses.
De acuerdo a la Tabla de Amortización del Banco del Pichincha S.A.,
Sucursal Babahoyo, el GASTO X INTERESES en los 3 años se pagara $ 36,095.64 y el TOTAL A PAGAR sería realmente de $ 157,265.64.
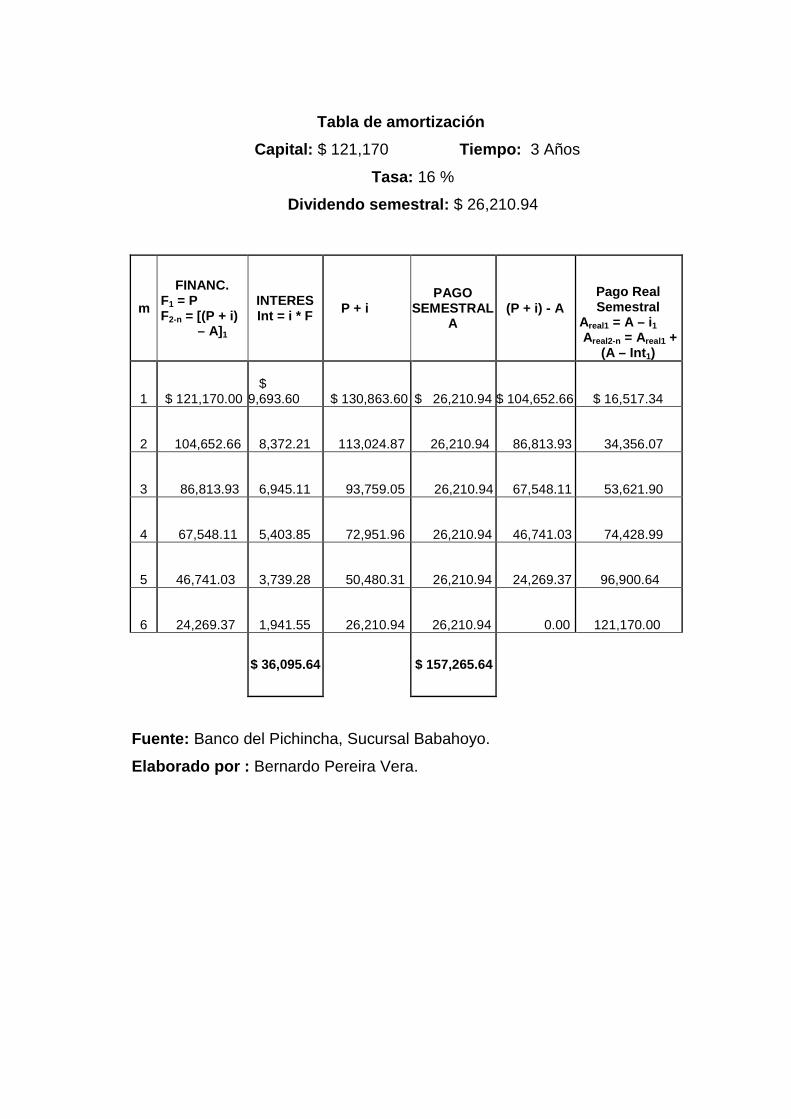
Tabla de amortización
Capital: $ 121,170 Tiempo: 3 Años
Tasa: 16 %
Dividendo semestral: $ 26,210.94
m
FINANC. F1 = P F2-n = [(P + i) – A] 1
INTERES Int = i * F P + i
PAGO SEMESTRAL
A (P + i) - A
Pago Real Semestral
Areal1 = A – i 1 Areal2-n = Areal1 +
(A – Int 1)
1 $ 121,170.00 $ 9,693.60 $ 130,863.60 $ 26,210.94 $ 104,652.66 $ 16,517.34
2 104,652.66
8,372.21 113,024.87 26,210.94 86,813.93 34,356.07
3 86,813.93
6,945.11 93,759.05 26,210.94 67,548.11 53,621.90
4 67,548.11
5,403.85 72,951.96 26,210.94 46,741.03 74,428.99
5 46,741.03
3,739.28 50,480.31 26,210.94 24,269.37 96,900.64
6 24,269.37
1,941.55 26,210.94 26,210.94 0.00 121,170.00
$ 36,095.64 $ 157,265.64
Fuente: Banco del Pichincha, Sucursal Babahoyo.
Elaborado por : Bernardo Pereira Vera.
CAPITULO V
ANÁLISIS ECONÓMICO DE LAS ALTERNATIVAS
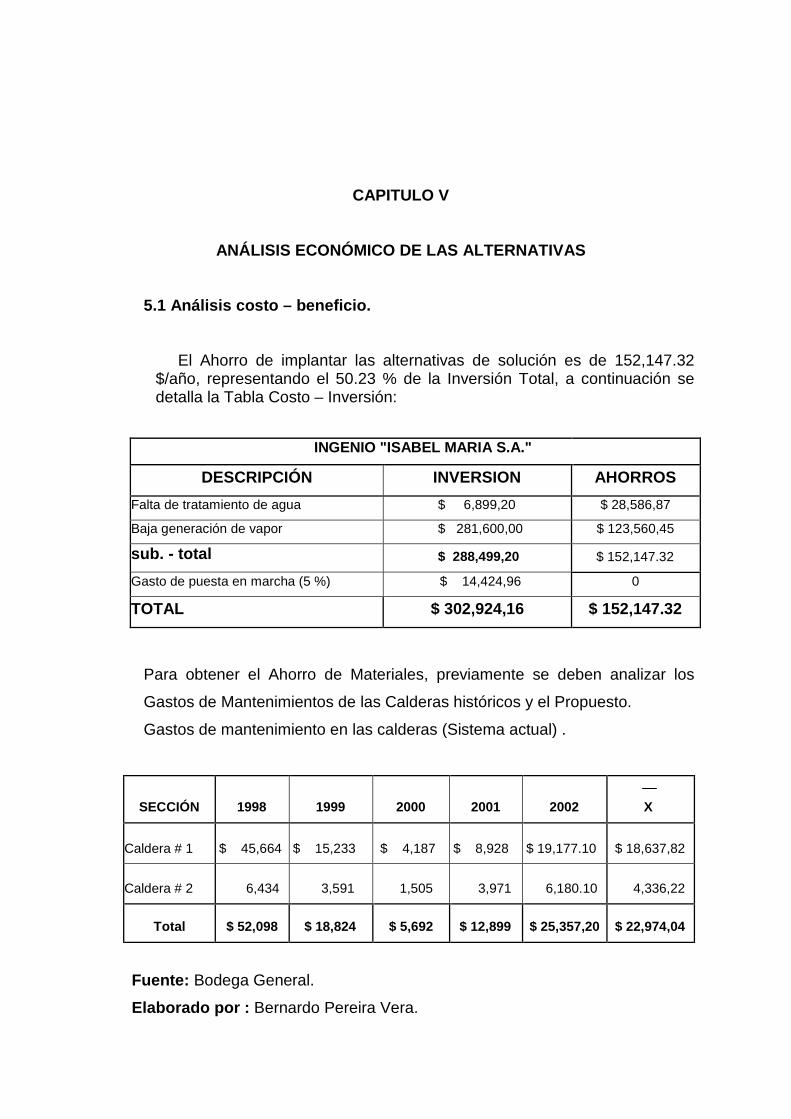
5.1 Análisis costo – beneficio.
El Ahorro de implantar las alternativas de solución es de 152,147.32 $/año, representando el 50.23 % de la Inversión Total, a continuación se detalla la Tabla Costo – Inversión:
Para obtener el Ahorro de Materiales, previamente se deben analizar los
Gastos de Mantenimientos de las Calderas históricos y el Propuesto.
Gastos de mantenimiento en las calderas (Sistema actual) .
SECCIÓN 1998 1999 2000 2001 2002
X
Caldera # 1 $ 45,664 $ 15,233 $ 4,187 $ 8,928 $ 19,177.10 $ 18,637,82
Caldera # 2 6,434 3,591 1,505 3,971 6,180.10 4,336,22
Total $ 52,098 $ 18,824 $ 5,692 $ 12,899 $ 25,357,2 0 $ 22,974,04
Fuente: Bodega General.
Elaborado por : Bernardo Pereira Vera.
INGENIO "ISABEL MARIA S.A."
DESCRIPCIÓN INVERSION AHORROS
Falta de tratamiento de agua $ 6,899,20 $ 28,586,87
Baja generación de vapor $ 281,600,00 $ 123,560,45
sub. - total $ 288,499,20 $ 152,147.32
Gasto de puesta en marcha (5 %) $ 14,424,96 0
TOTAL $ 302,924,16 $ 152,147.32
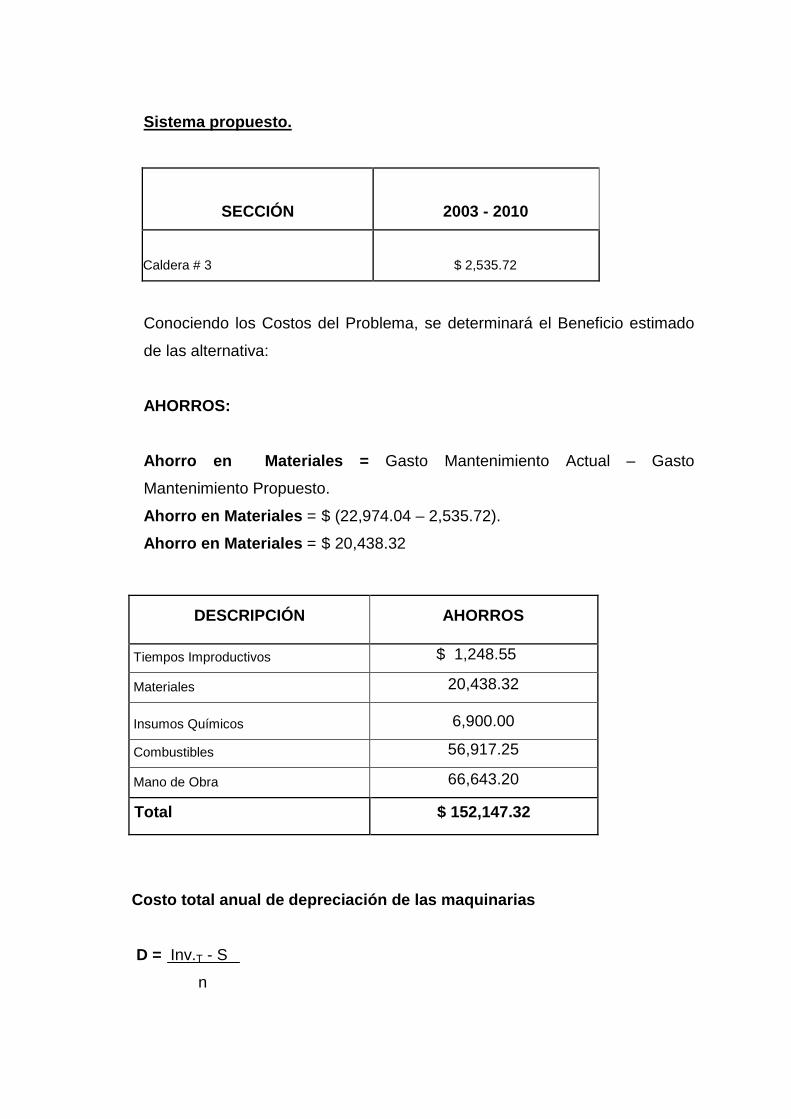
Sistema propuesto.
SECCIÓN 2003 - 2010
Caldera # 3 $ 2,535.72
Conociendo los Costos del Problema, se determinará el Beneficio estimado
de las alternativa:
AHORROS:
Ahorro en Materiales = Gasto Mantenimiento Actual – Gasto
Mantenimiento Propuesto.
Ahorro en Materiales = $ (22,974.04 – 2,535.72).
Ahorro en Materiales = $ 20,438.32
Costo total anual de depreciación de las maquinaria s
D = Inv.T - S
n
DESCRIPCIÓN AHORROS
Tiempos Improductivos $ 1,248.55
Materiales 20,438.32
Insumos Químicos 6,900.00
Combustibles 56,917.25
Mano de Obra 66,643.20
Total $ 152,147.32

D = $ ( 302,924.16 – 60,584.83 ) = 24,233.93 $/año
10 años
Costo de la solución = Gastos Insumos Químicos y Materiales +
Depreciación Maquinarias + Gastos Intereses.
Costo de la solución = $ (1,660 + 2,535.72 + 24,233,93 + 18,065.81).
Costo de la solución = 46,495.46 $/año.
La relación Beneficio-Costo de la Propuesta sería la siguiente:
Beneficio neto = Costo del Problema – Costo de la Solución
Beneficio neto = $ (94,150.94 – 46,495.46)
Beneficio neto = 47,655.48 $/año.
5.2 Rentabilidad del proyecto.
La Rentabilidad sobre la Inversión Total, se determina que para el primer año
de implantar las alternativas de solución, llegará a 18.12 %, y conforme pasen
los años aumentara la Utilidad Neta y esta a su vez la Rentabilidad.
RIT = Utilidad antes Imp. Renta x 100 %
Inversión Total
RIT1 = $ 54,888.21 x 100 %
$ 302,924.16
RIT1 = 18.12 %
5.3 Período de recuperación de la inversión.
La Inversión de la propuesta se recuperara en 3 años y 2 meses.
A continuación se detalla la Tabla de Flujo de Fondos Estimados, donde el
Flujo Neto Total al 1er y 2do año de puesta en marcha la propuesta, es de $
97,147.95.

Cuadro de
Flujo de fondos estimados
Año Inversión Utilidad.antes
Imp. Depreciación Intereses
Valor
Rescate
FLUJO
NETO
0 $ 302,924.16
1 $ 54,888.21 $ 24,233.93 $ 18,025,81 $ 97,147.95
2 60,565.06 24,233.93 12,348.96 97,147.95
3 67,233.19 24,233.93 5,680.83 97,147.95
4 72,914.02 24,233.93 0 97,147.95
5 72,914.02 24,233.93 0 97,147.95
6 72,914.02 24,233.93 0 97,147.95
7 72,914.02 24,233.93 0 97,147.95
8 72,914.02 24,233.93 0 97,147.95
9 72,914.02 24,233.93 0 97,147.95
10 72,914.02 24,233.93 0 $ 60,584.83 157,732.78
$ 1'032,064.33
Fuente: Estado de Resultados
Elaborado por : Bernardo Pereira Vera.
Periodo de recuperación
Formula :
PR = 1 + Inver.T – FNT2
FNT1
PR = 1 + $ ( 302,924.16 – 97,147.95)
97,147.95
PR = 1 + 2.12 = 3.12 años x 12 meses x 30 días = 3 años, 1mes, 13días
1 Año 1 mes
PR = 3.2 años.
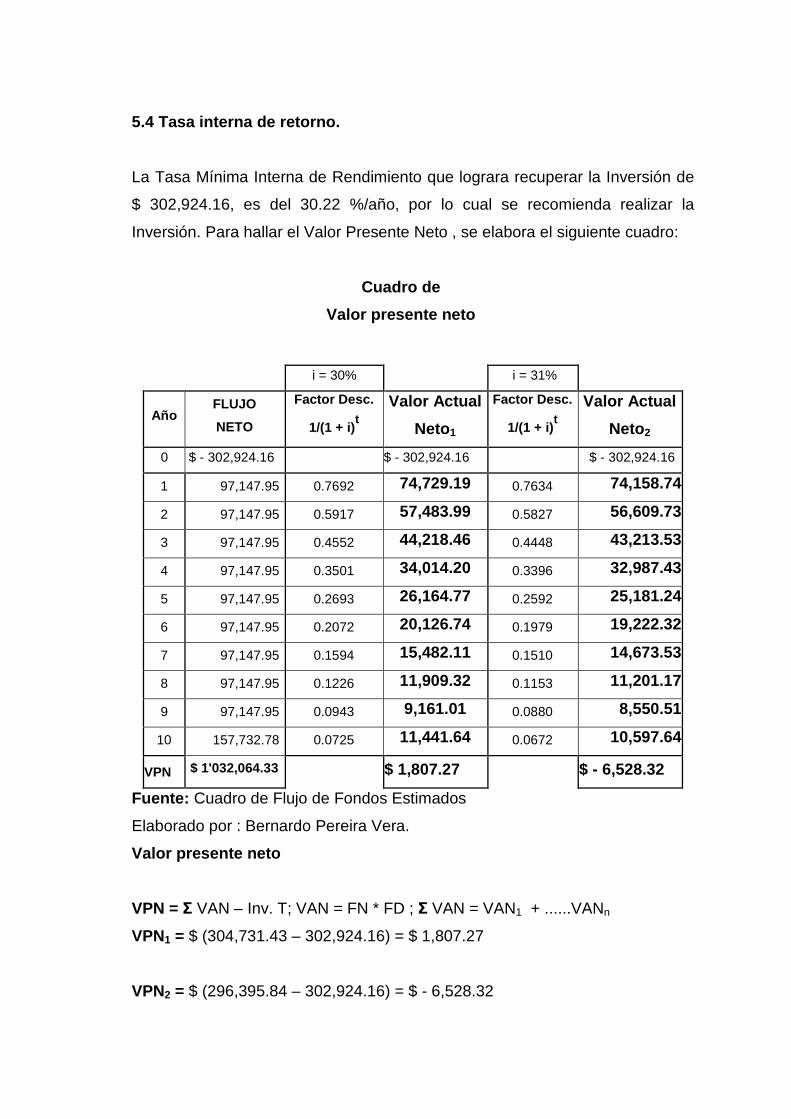
5.4 Tasa interna de retorno.
La Tasa Mínima Interna de Rendimiento que lograra recuperar la Inversión de
$ 302,924.16, es del 30.22 %/año, por lo cual se recomienda realizar la
Inversión. Para hallar el Valor Presente Neto , se elabora el siguiente cuadro:
Cuadro de
Valor presente neto
i = 30% i = 31%
Año FLUJO
NETO
Factor Desc.
1/(1 + i)t
Valor Actual
Neto1
Factor Desc.
1/(1 + i)t
Valor Actual
Neto2
0 $ - 302,924.16 $ - 302,924.16 $ - 302,924.16
1 97,147.95 0.7692 74,729.19 0.7634 74,158.74
2 97,147.95 0.5917 57,483.99 0.5827 56,609.73
3 97,147.95 0.4552 44,218.46 0.4448 43,213.53
4 97,147.95 0.3501 34,014.20 0.3396 32,987.43
5 97,147.95 0.2693 26,164.77 0.2592 25,181.24
6 97,147.95 0.2072 20,126.74 0.1979 19,222.32
7 97,147.95 0.1594 15,482.11 0.1510 14,673.53
8 97,147.95 0.1226 11,909.32 0.1153 11,201.17
9 97,147.95 0.0943 9,161.01 0.0880 8,550.51
10 157,732.78 0.0725 11,441.64 0.0672 10,597.64
VPN $ 1'032,064.33 $ 1,807.27 $ - 6,528.32
Fuente: Cuadro de Flujo de Fondos Estimados
Elaborado por : Bernardo Pereira Vera.
Valor presente neto
VPN = Σ VAN – Inv. T; VAN = FN * FD ; Σ VAN = VAN1 + ......VANn
VPN1 = $ (304,731.43 – 302,924.16) = $ 1,807.27
VPN2 = $ (296,395.84 – 302,924.16) = $ - 6,528.32

Tasa interna de retorno
Formula:
TIR = i1 + VPN x (i2 – i1)
VPN1 – VPN2
TIR = 30%+ $ 1,807.27 x (31 – 30) % = (30 + 0.22)%
$ 1,807,27 – (- 6,528.32)
TIR = 30,22 %/año
Tasa mínima aceptable de rendimiento (o costo de ca pital).
TMAR = (10 % Inflación + 13 % Premio al Riesgo + 0.10 x 0.13) x 70 % Capital
Propio + 16 % Aportación Bancaria x 30 % Capital Financiado.
TMAR = 0.1701 + 0.0480 = 0.2181
TMAR = 21.81 %
Conclusión:
El TIR > TMAR, por lo tanto se acepta la Inversión.

CAPITULO VI
IMPLANTACIÓN DE LAS SOLUCIONES PROPUESTAS
6.1 Puesta en marcha.
El Ingenio Isabel Maria se esta preparando para mejorar sus instalaciones
de acuerdo con las necesidades que se tenga en las diferentes áreas.
Actualmente las calderas tienen un promedio de 90 años de vida útil, lo cual
debido al mal estado que se encuentran deben necesariamente implementar
equipos con tecnologías mas avanzadas para poder obtener un proceso mas
eficiente y reducir costos.
6.2 Diagrama de gantt.
Para poder llevar a cabo el desarrollo de las soluciones planteadas , es
necesario planificar , programar y controlar las diferentes actividades, así como
también definir el tiempo requerido para poderla ejecutarlas , y de esta forma
lograr optimizar recursos, la representación de las tareas programadas se la
realiza mediante el Diagrama de Gantt.
6.3 Estrategias de implementación .
Para que la propuesta de Solución y puesta en marcha del proyecto, y tenga la
acogida deseada, se requiere que la estrategia de implementación se realice
de la siguiente manera:
� La aprobación por parte del Presidente.
� Financiamiento inmediato por parte de la Banca Privada y directivos.
� Ejecución del proyecto por parte de un personal técnico asignado.
� Control del proyecto.
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1 CONCLUSIONES.
Con relación a los problemas planteados : Baja Generación de Vapor y Falta
de tratamientos de Agua en la sección de las calderas y después de haber
analizados posibles soluciones y puesta en marcha de lo que se ha indicado,
se extraen las siguientes conclusiones :
� Por la falta de tratamientos de agua la cual se la extrae directamente del
rió, y con resultados de análisis externos realizados por otras empresas,
lo que refleja que no están dentro de los parámetros óptimos para poder
suministrar dicho recursos para las calderas ocasionando costos de
operación elevados.
� El déficit de energía eléctrica suministrada a los motores y demás
equipos de la planta por parte del Turbo Generador que se alimenta de
vapor producido por las calderas es bajo debido a los daños internos
que tienen las calderas y su obsolescencia la cual ocasiona un elevado
costo de combustible.
� Los tiempos de paradas tanto en el mantenimiento preventivo como el
correctivo son altos debido a daños que ocurren en las calderas lo que
ocasiona perdidas tanto de producción como económicas.
7.2 RECOMENDACIONES. En el tiempo de pre – zafra que comprende de enero a junio 2003, por parte de
los directivos del Ingenio Isabel Maria, se deberán tomar correctivos
inmediatos debido a la situación actual de esta sección ya que es la parte
principal de la empresa.
� Con el montaje de una caldera de 40,000 lb. de vapor y el ablandador, y
dejando en Stand by a las calderas actuales por el mal estado que se
encuentra y los costos altos que generan , se optimizara la producción
de vapor lo cual originara un resultado beneficioso para la empresa lo
que permitirá un flujo continuo de vapor saturado, para alimentar tanto
a los turbos generadores y molinos; lo cual incrementara la producción y
reducir los días de zafra.
� Con la adquisición de estos equipos se reducirá los tiempos de
mantenimientos .
� Para poder realizar análisis físicos – químicos tanto del agua como de
gases, por parte de los directivos de la empresa, se deberá implementar
instrumentos adecuados para poder realizar los análisis y mediciones
adecuadas en base a los parámetros estandarizado de trabajos en las
calderas.

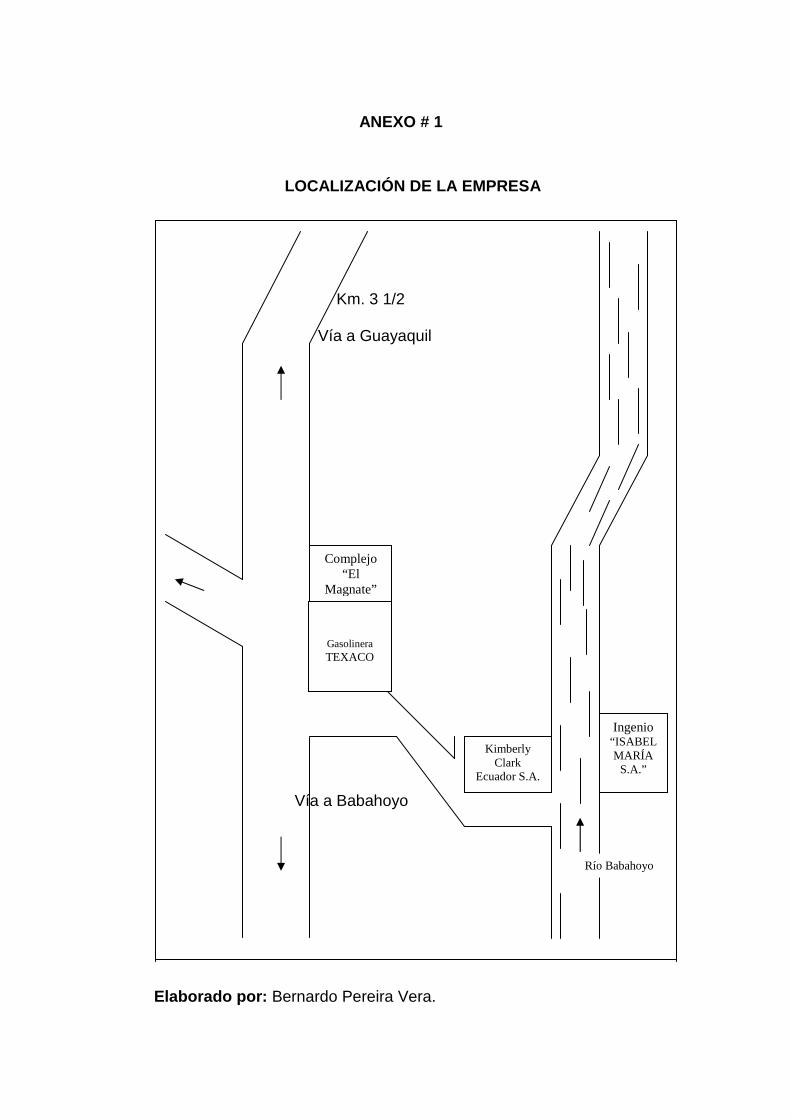
ANEXO # 1
LOCALIZACIÓN DE LA EMPRESA
Km. 3 1/2
Vía a Guayaquil
Vía a Babahoyo
Elaborado por: Bernardo Pereira Vera.
Gasolinera TEXACO
Complejo “El
Magnate”
Kimberly Clark
Ecuador S.A.
Ingenio “ISABEL MARÍA
S.A.”
Río Babahoyo
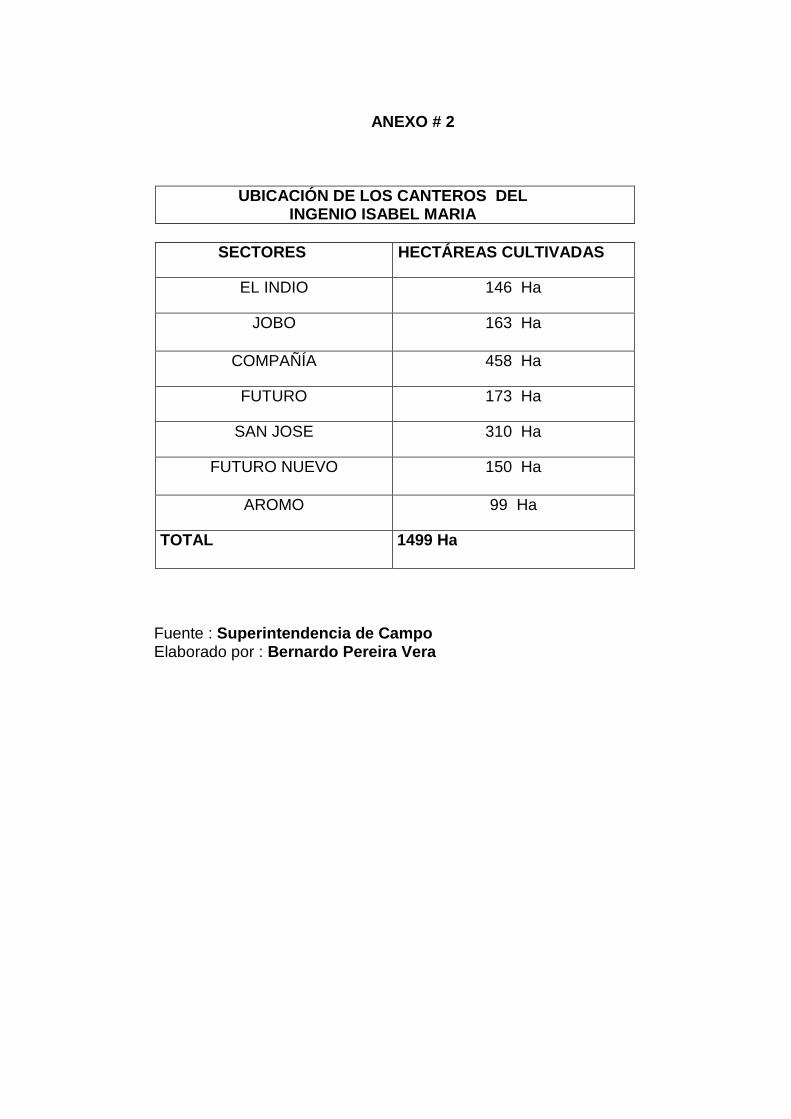
ANEXO # 2
UBICACIÓN DE LOS CANTEROS DEL INGENIO ISABEL MARIA
SECTORES HECTÁREAS CULTIVADAS
EL INDIO 146 Ha
JOBO 163 Ha
COMPAÑÍA 458 Ha
FUTURO 173 Ha
SAN JOSE 310 Ha
FUTURO NUEVO 150 Ha
AROMO 99 Ha
TOTAL 1499 Ha
Fuente : Superintendencia de Campo Elaborado por : Bernardo Pereira Vera

ANEXO # 3
UIBICACIÓN DE CANTEROS
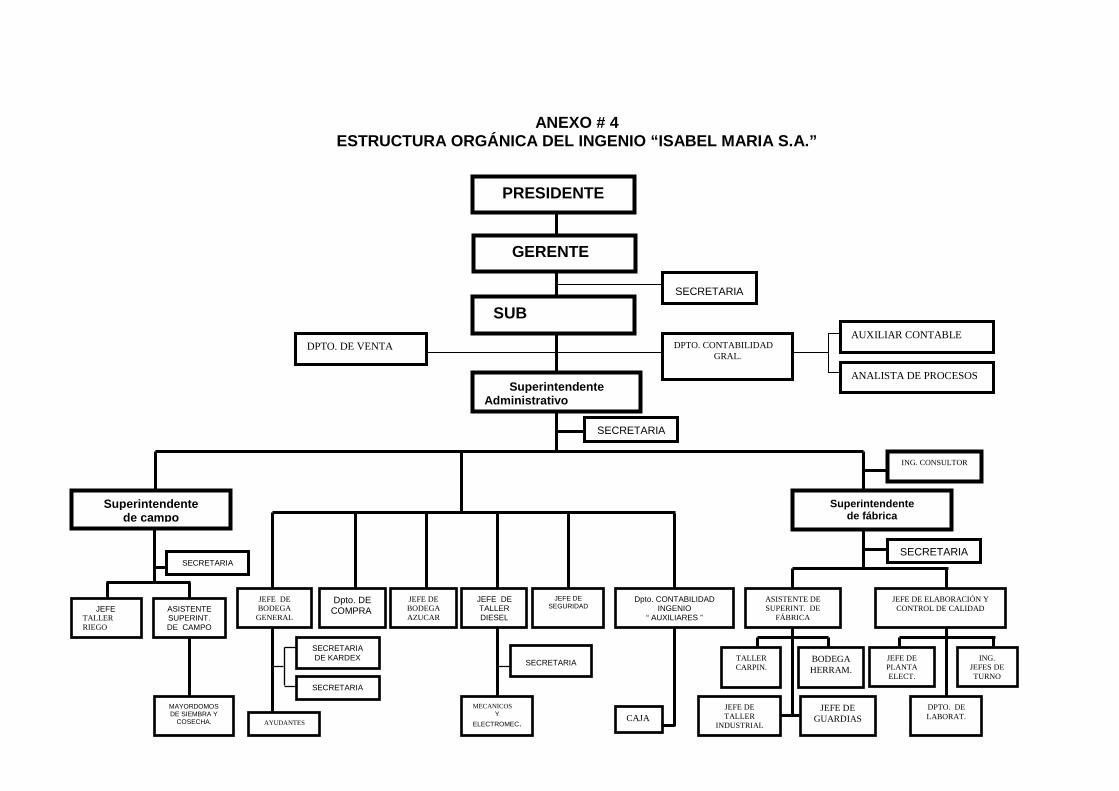
ANEXO # 4 ESTRUCTURA ORGÁNICA DEL INGENIO “ISABEL MARIA S.A.”
Superintendente de campo
ASISTENTE SUPERINT. DE CAMPO
JEFE TALLER RIEGO
MAYORDOMOS DE SIEMBRA Y
COSECHA.
JEFE DE BODEGA GENERAL
Dpto. DE COMPRA.
AYUDANTES
Dpto. CONTABILIDAD INGENIO
“ AUXILIARES ”
SECRETARIA
CAJA
SECRETARIA DE KARDEX
JEFE DE SEGURIDAD
JEFE DE TALLER DIESEL
MECANICOS Y
ELECTROMEC.
TALLER CARPIN.
SECRETARIA
JEFE DE BODEGA AZUCAR
ASISTENTE DE SUPERINT. DE
FÁBRICA
JEFE DE ELABORACIÓN Y CONTROL DE CALIDAD
SECRETARIA SECRETARIA
Superintendente de fábrica
JEFE DE PLANTA ELECT.
BODEGA HERRAM.
JEFE DE TALLER
INDUSTRIAL
JEFE DE GUARDIAS
ING. JEFES DE TURNO
DPTO. DE LABORAT.
ING. CONSULTOR
Superintendente Administrativo
SECRETARIA
SUB GERENTE
GERENTE
PRESIDENTE
DPTO. DE VENTA DPTO. CONTABILIDAD GRAL.
ANALISTA DE PROCESOS
AUXILIAR CONTABLE
SECRETARIA

ANEXO # 5
PARTICIPACIÓN EN EL MERCADO
PARTICIPACION DEL MERCADO AÑO 2002
33%
28%
27%
6%2%4%
San carlos
Valdez
La troncal
Iance
Monterrey Isabel Maria
Fuente: Cámara de Comercio de Guayaquil
Elaborado: Bernardo Pereira Vera
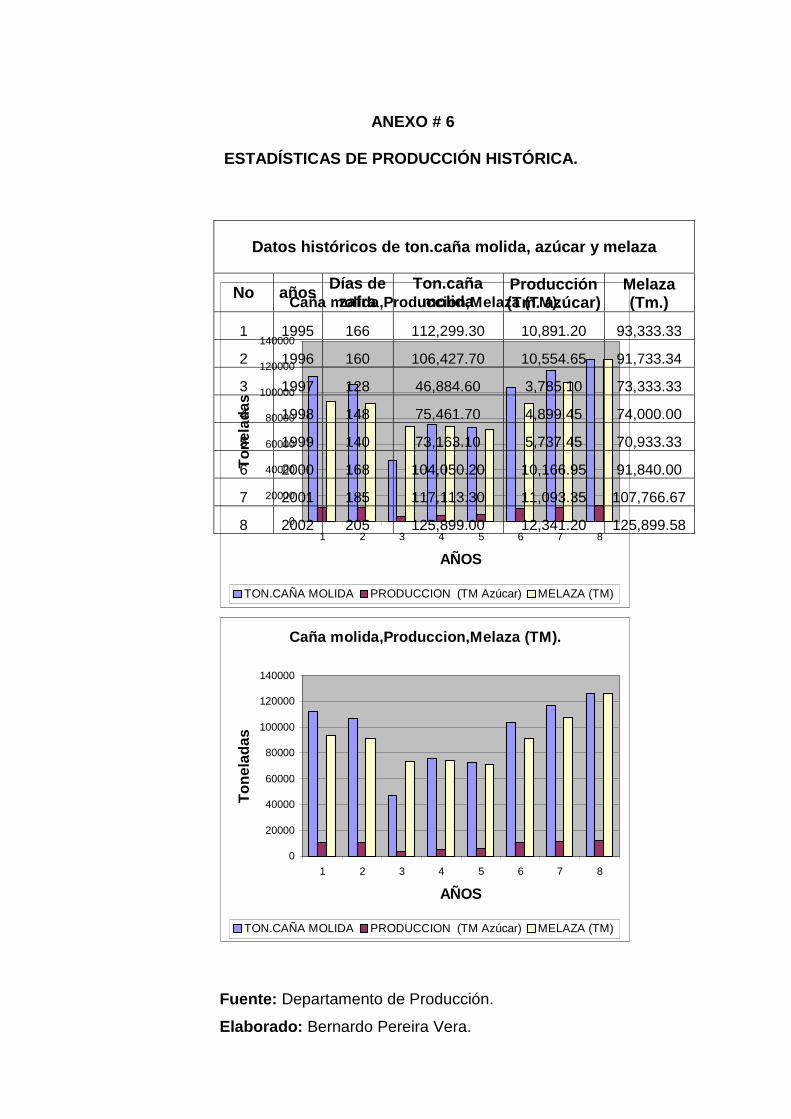
ANEXO # 6
ESTADÍSTICAS DE PRODUCCIÓN HISTÓRICA.
Caña molida,Produccion,Melaza (TM).
0
20000
40000
60000
80000
100000
120000
140000
1 2 3 4 5 6 7 8
AÑOS
Ton
elad
as
TON.CAÑA MOLIDA PRODUCCION (TM Azúcar) MELAZA (TM)
Caña molida,Produccion,Melaza (TM).
0
20000
40000
60000
80000
100000
120000
140000
1 2 3 4 5 6 7 8
AÑOS
Ton
elad
as
TON.CAÑA MOLIDA PRODUCCION (TM Azúcar) MELAZA (TM)
Fuente: Departamento de Producción.
Elaborado: Bernardo Pereira Vera.
Datos históricos de ton.caña molida, azúcar y melaz a
No años Días de zafra
Ton.caña molida
Producción (Tm. azúcar)
Melaza (Tm.)
1 1995 166 112,299.30 10,891.20 93,333.33
2 1996 160 106,427.70 10,554.65 91,733.34
3 1997 128 46,884.60 3,785.10 73,333.33
4 1998 148 75,461.70 4,899.45 74,000.00
5 1999 140 73,163.10 5,737.45 70,933.33
6 2000 168 104,050.20 10,166.95 91,840.00
7 2001 185 117,113.30 11,093.35 107,766.67
8 2002 205 125,899.00 12,341.20 125,899.58

ANEXO # 11
Elaborado por : Bernardo Pereira Vera.
INGENIO ISABEL MARIA S.A. DEPRTAMENTO DE PLANTA DE FUERZA : CALDERA N-----
Presion (P.S.I) Temperatura Oc
Hora Vapor Bomba de combust. Quemador Aire Compri. Agua aliment Tanque Oil Calent. Quemador Chimenea Purgas
00 H00 01 H00 02 H00 03 H00 04 H00 05 H00 06 H00 07 H00 08 H00 09 H00 10 H00 11 H00 12 H00 13 H00 14 H00 15 H00 16 H00 17 H00 18 H00 19 H00 20 H00 21 H00 22 H00 23 H00 24 H00 Purgas de superficie------------ De MAD DONALL--------------DE FONDO------------FOTO CELDA------------ OBSERVACIONES TURNOS: 1. Turno 2. Turno 3. Turno Supervisor------------------------- Fecha --------- ---------------
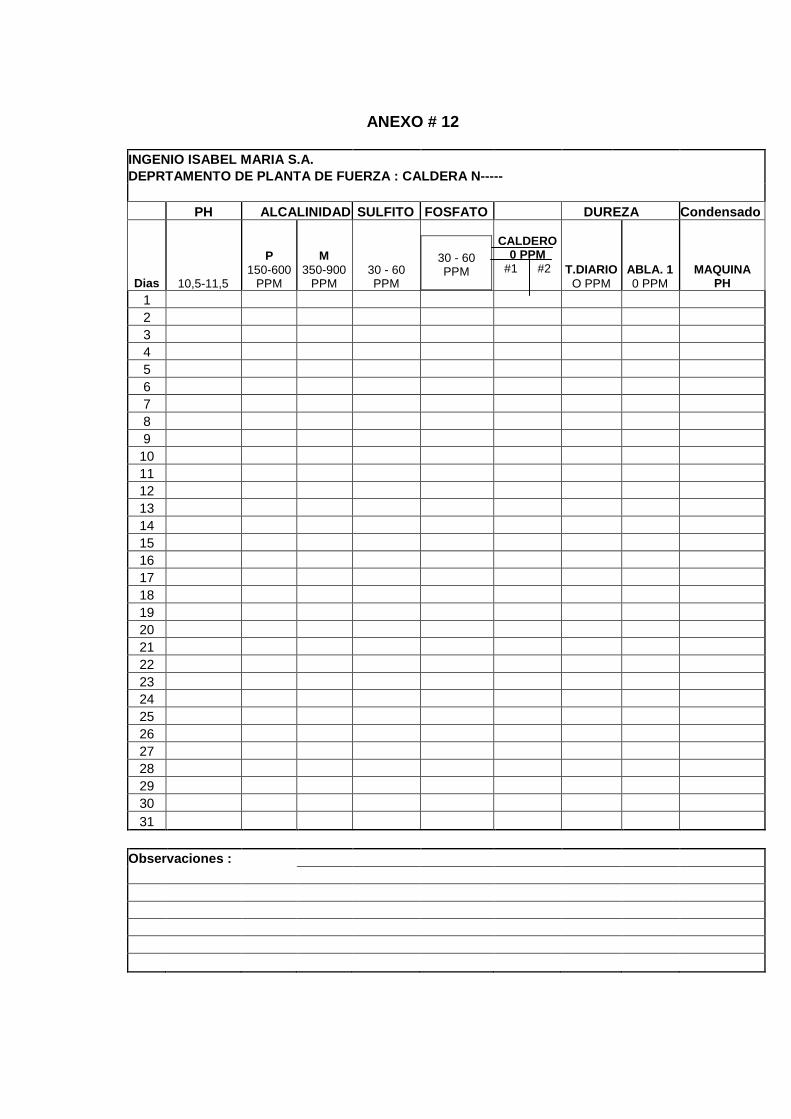
ANEXO # 12 INGENIO ISABEL MARIA S.A. DEPRTAMENTO DE PLANTA DE FUERZA : CALDERA N----- PH ALCALINIDAD SULFITO FOSFATO DUREZA Condensado
Dias 10,5-11,5
P 150-600
PPM
M 350-900
PPM
30 - 60 PPM
30 - 60 PPM
CALDERO
0 PPM #1 #2 T.DIARIO
O PPM ABLA. 1 0 PPM
MAQUINA PH
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Observaciones :
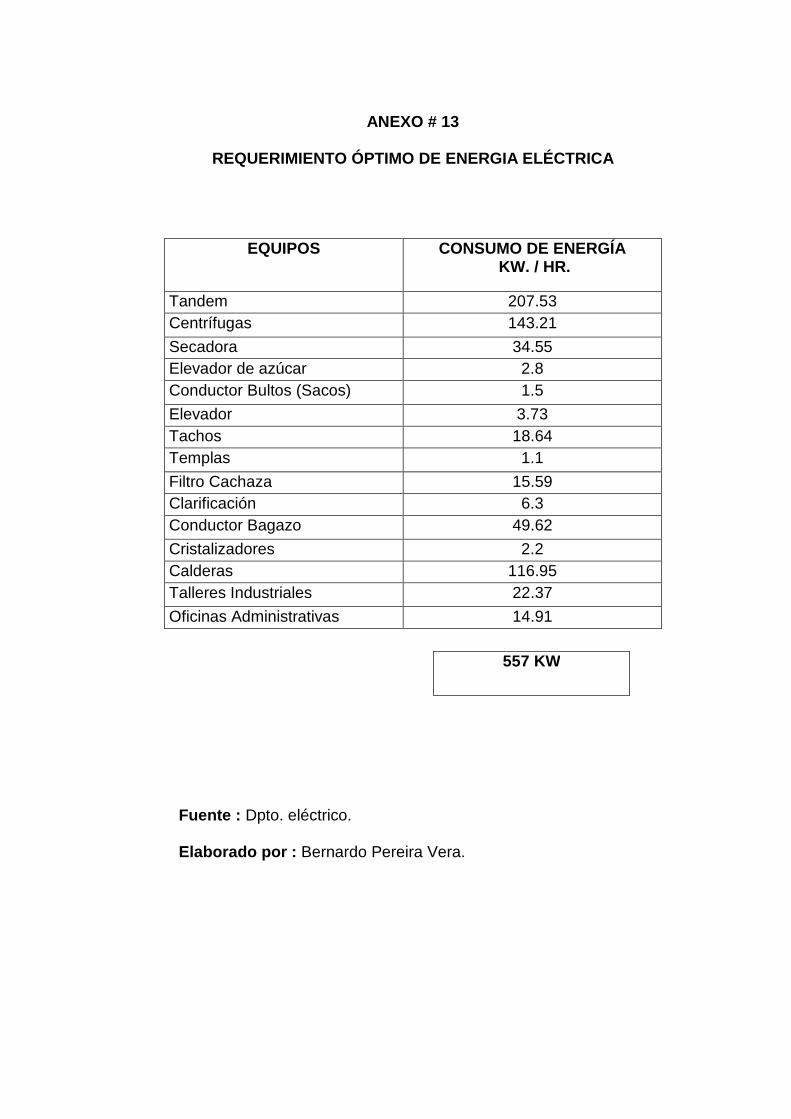
ANEXO # 13
REQUERIMIENTO ÓPTIMO DE ENERGIA ELÉCTRICA
Fuente : Dpto. eléctrico. Elaborado por : Bernardo Pereira Vera.
EQUIPOS CONSUMO DE ENERGÍA KW. / HR.
Tandem 207.53 Centrífugas 143.21
Secadora 34.55 Elevador de azúcar 2.8 Conductor Bultos (Sacos) 1.5
Elevador 3.73 Tachos 18.64 Templas 1.1
Filtro Cachaza 15.59 Clarificación 6.3 Conductor Bagazo 49.62
Cristalizadores 2.2 Calderas 116.95 Talleres Industriales 22.37
Oficinas Administrativas 14.91
557 KW

ANEXO # 14
DIAGRAMA CAUSA - EFECTO
Paradas Mant. Preventivo y Falta de Análisis y Control Agua Correctivo Mantenimiento Excesivo consumo de Insumos Químicos Alto Costo x Mant. Tuberías en Pésimo estado ALTOS COSTOS DE OPERACIÓN Baja Capacidad Molienda SECCIÓN CALDERAS Excesivo consumo Bagazo Molino Calderas Bagazo Húmedo Excesivo consumo Diesel Obsolescencia Generador a Diesel Turbo Generador Baja Requerimiento Vapor
ANEXO # 16
Tratamiento de Agua
Generación de Vapor insuficiente
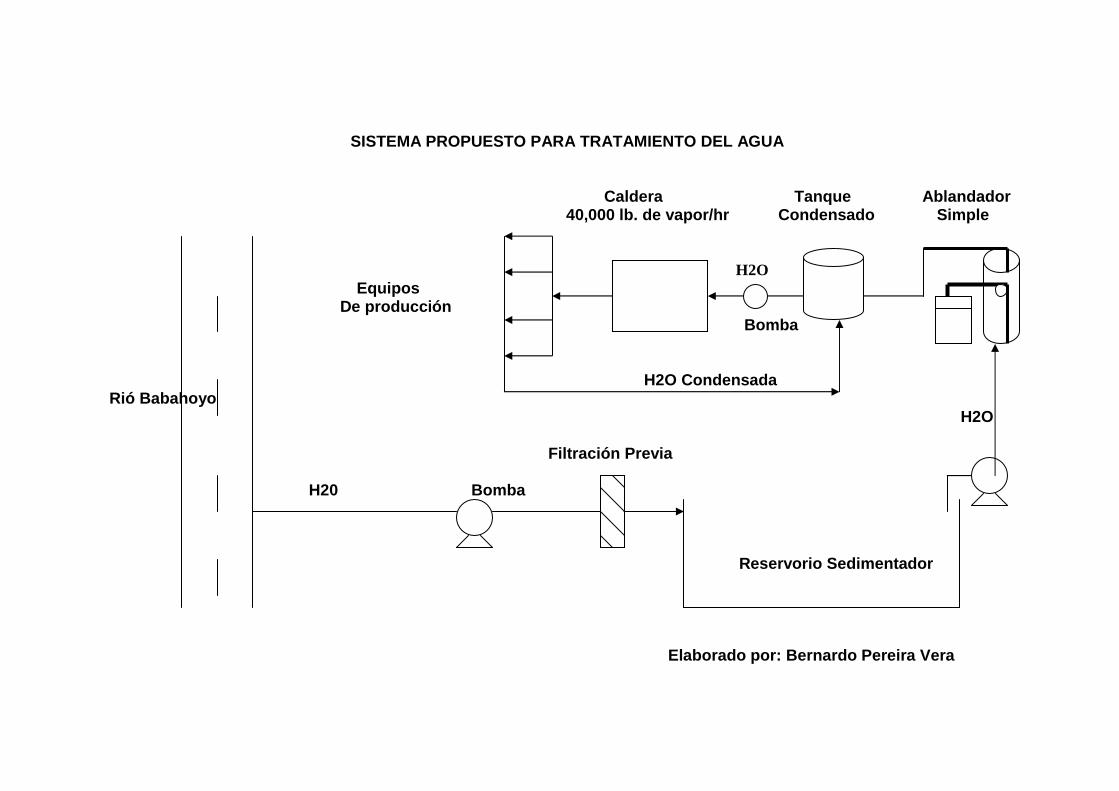
SISTEMA PROPUESTO PARA TRATAMIENTO DEL AGUA
Caldera Tanque Ablandador 40,000 lb. de vapor/hr Condensado Simple H2O Equipos De producción Bomba H2O Condensada Rió Babahoyo H2O Filtración Previa H20 Bomba Reservorio Sedimentador Elaborado por: Bernardo Pereira Vera
BIBLIOGRAFÍAS.
� Grupo químico Marcos S.A. (G.Q.M), Tratamientos químicos
preventivo en aguas y combustibles utilizados en lo s sistemas
Generadores de Vapor , Ecuador, 2002.
� Krajewski Lee J, Ritzman Larry P, Administración de Operaciones ,
Quinta edición, Pretince hall, México, 2000.
� Vaca Urbina Gabriel, Evaluación de Proyectos , Tercera edición, Mac
Graw Hill, 2000.
� Tarquín Anthony J, Ingeniería Económica , Tercera edición, Mac Graw
Hill, México, 1997.