
Trial report Post-consumer film recycling: CeDo ... Trial report.pdf · Post-consumer film...
26
Trial report Post-consumer film recycling: CeDo manufacturing trial Report of trial with CeDo to manufacture refuse sacks from post- consumer comingled film Project code: MDP041 Research date: December 2010 – March 2011 Date: September 2011
Transcript of Trial report Post-consumer film recycling: CeDo ... Trial report.pdf · Post-consumer film...
Trial report
Post-consumer film recycling: CeDo
manufacturing trial
Report of trial with CeDo to manufacture refuse sacks from post-consumer comingled film
Project code: MDP041
Research date: December 2010 – March 2011 Date: September 2011
WRAP’s vision is a world without waste, where resources are used sustainably. We work with businesses and individuals to help them reap the benefits of reducing waste, develop sustainable products and use resources in an efficient way. Find out more at www.wrap.org.uk
Document reference: [e.g. WRAP, 2006, Report Name (WRAP Project TYR009-19. Report prepared by…..Banbury, WRAP]
Written by: Richard McKinlay, Liz Morrish and Simon Wilkinson
Front cover photography: Bubble of LDPE film being blown at the CeDo film manufacturing site in Telford
WRAP and Axion Consulting believe the content of this report to be correct as at the date of writing. However, factors such as prices, levels of recycled content and
regulatory requirements are subject to change and users of the report should check with their suppliers to confirm the current situation. In addition, care should be taken
in using any of the cost information provided as it is based upon numerous project-specific assumptions (such as scale, location, tender context, etc.).
The report does not claim to be exhaustive, nor does it claim to cover all relevant products and specifications available on the market. While steps have been taken to
ensure accuracy, WRAP cannot accept responsibility or be held liable to any person for any loss or damage arising out of or in connection with this information being
inaccurate, incomplete or misleading. It is the responsibility of the potential user of a material or product to consult with the supplier or manufacturer and ascertain
whether a particular product will satisfy their specific requirements. The listing or featuring of a particular product or company does not constitute an endorsement by
WRAP and WRAP cannot guarantee the performance of individual products or materials. This material is copyrighted. It may be reproduced free of charge subject to the
material being accurate and not used in a misleading context. The source of the material must be identified and the copyright status acknowledged. This material must
not be used to endorse or used to suggest WRAP’s endorsement of a commercial product or service. For more detail, please refer to WRAP’s Terms & Conditions on its
web site: www.wrap.org.uk
Post-consumer film recycling: CeDo manufacturing trial 1
Executive summary
This trial report forms part of a suite of reports demonstrating the technical feasibility of using fully comingled
post-consumer film packaging to manufacture products that the retail sector can adopt for use within their store
networks and as part of their product ranges for customers. The overall project involved a number of upstream
recyclers and downstream manufacturers manufacturing a number of different products from post-consumer
films. There are a number of individual trial reports available, in addition to a summary report for the whole
project:
Film separation at Biffa Waste Services Limited;
Processing of LDPE film at Ecoplast;
CeDo manufacturing trial;
Agglomeration trial at Hanbury Recycling;
Centriforce manufacturing trial;
Protomax manufacturing trial; and
Post-consumer film recycling (overall summary report).
The manufacturing trial at CeDo was the final stage in the production of refuse sacks using comingled post-
consumer film packaging. Prior to the CeDo trials there had been two additional trials to prepare and reprocess
the feedstock material. The first stage was a film separation trial of fully comingled household film packaging at
Biffa Waste Services Material Recovery Facility (MRF) in Trafford Park, Greater Manchester and the second stage
was a reprocessing trial at Ecoplast in Austria to produce post-consumer recyclate (PCR) pellets.
The primary objective of the CeDo trial was to manufacture refuse sacks using the different feedstocks of PCR
and meet the existing quality specification limits currently used by CeDo for typical Sainsbury’s refuse sack
production.
The trials used three different feedstocks sourced from a Biffa MRF and from Sainsbury’s front and back of store
collections. The different feedstocks were processed on two slightly different processing lines at Ecoplast (Lines 1
and 3).
CeDo’s normal production of Sainsbury’s refuse sacks currently contain a total of 27% recycled post-consumer or
industrial LDPE, split equally (of 13.5% in each layer) between the external and internal coating layer of the sack.
The post-consumer LDPE is currently sourced from outside the UK. The aim of this trial was to replace this
material with the PCR feedstocks as described above. The trials explored replacement of the external sack layer
only and replacement of both the external and internal layers.
Laboratory analysis was carried out on a sample from each trial in order to measure lay flat width, gauge weight,
impact strength and tensile strength to determine if the trial material met existing quality specifications.
Biffa MRF material: Ecoplast Line 1
Refuse sacks were successfully produced with the trial PCR replacing the entire post-consumer LDPE in the
external layer. Refuse sacks were also successfully produced with the trial PCR replacing the entire post-
consumer LDPE in both internal and external layers.
Analysis demonstrated that sacks manufactured from the trial where only the external layer had been replaced
with PCR met all necessary product specifications apart from tensile strength. In addition to this, all
specifications were met from the trials where both internal and external layers had been replaced with PCR.
The failure of the tensile strength test on sacks from one of the trials could be due to an anomalous result, but to
determine this, a longer production run would be required to reduce the likelihood of anomalies and provide more
accurate overall product properties.
Biffa MRF material: Ecoplast Line 3
Refuse sacks were successfully produced with the trial PCR replacing the entire post-consumer LDPE in the
external layer.
Analysis demonstrated that sacks manufactured from the trial where only the external layer had been replaced
with PCR met all product specifications apart from tensile strength.
Post-consumer film recycling: CeDo manufacturing trial 2
Due to time constraints it was not possible to complete the trials where the internal and external layers were
replaced with the trial PCR. There are no further plans to complete this trial as any further production trial work
will concentrate on the Biffa Line 1 material, because the agreed perception is that Ecoplast Line 1 (the newer
line) can produce a cleaner product for extrusion and hence a higher quality pellet product.
Sainsbury’s material: Ecoplast Line 1
Refuse sacks were successfully produced with the trial PCR replacing the entire post-consumer LDPE in the
external layer. Refuse sacks were also successfully produced with the trial PCR replacing the entire post-
consumer LDPE in both the internal and external layers.
Analysis concluded that sacks manufactured from both trials met all quality specifications. As such, a longer
production trial should also be planned in order to demonstrate longer term capability and performance.

Post-consumer film recycling: CeDo manufacturing trial 3
Contents
1.0 Background ................................................................................................................................. 5 2.0 Trial information ......................................................................................................................... 6
2.1 Description of trial host/equipment ....................................................................................... 6 2.2 Objectives of the trial .......................................................................................................... 8 2.3 Trial feed material ............................................................................................................... 8
2.3.1 Biffa Line 1 PCR ...................................................................................................... 9 2.3.2 Biffa Line 3 PCR ...................................................................................................... 9 2.3.3 Sainsbury’s/Jayplas material .................................................................................... 9
2.4 Trial methodology ............................................................................................................. 10 3.0 Results and discussion ............................................................................................................. 13
3.1 De-gasification of Biffa Line 3 PCR ...................................................................................... 13 3.2 Trial results ...................................................................................................................... 14
3.2.1 Extruder pressure ................................................................................................. 14 3.2.2 Film aesthetics ...................................................................................................... 14 3.2.3 Physical properties ................................................................................................ 15 3.2.4 Jayplas/Sainsbury’s PCR ........................................................................................ 17 3.2.5 Biffa Line 1 PCR .................................................................................................... 18 3.2.6 Biffa Line 3 PCR .................................................................................................... 20
4.0 Conclusions and recommendations .......................................................................................... 21 4.1 Sainsbury’s/Jayplas PCR ..................................................................................................... 21 4.2 Biffa Line 1 PCR ................................................................................................................ 21 4.3 Biffa Line 3 PCR ................................................................................................................ 21 4.4 Further recommended action ............................................................................................. 21
Appendix 1 ............................................................................................................................................ 22
List of figures
Figure 1 Flow diagram of the stages undertaken as part of the CeDo manufacturing trial .................................. 5 Figure 2 Basic film production flow diagram .................................................................................................. 6 Figure 3 Schematic of blown film process ..................................................................................................... 7 Figure 4 Composition of feed to extruders .................................................................................................... 8 Figure 5 Stage gate diagram of trial ........................................................................................................... 10 Figure 6 Mixing container .......................................................................................................................... 11 Figure 7 Biffa Line 3 material prior to reprocessing ...................................................................................... 13 Figure 8 Biffa Line 3 material after reprocessing .......................................................................................... 14 Figure 9 Standard film .............................................................................................................................. 15 Figure 10 Sainsbury’s/Jayplas refuse sacks with outer layer made using trial material .................................... 17 Figure 11 Sainsbury’s/Jayplas refuse sacks with both layers made using the trial material .............................. 18 Figure 12 Biffa Line 1 refuse sacks with outer layer made using trial material ................................................ 19 Figure 13 Biffa Line 1 refuse sacks with both layers made using the trial material .......................................... 19
List of tables
Table 1 Properties of Biffa Line 1 material ..................................................................................................... 9 Table 2 Properties of Biffa Line 3 material ..................................................................................................... 9 Table 3 Properties of Sainsbury’s/Jayplas material ....................................................................................... 10 Table 4 Matrix of products made during CeDo trial ...................................................................................... 13 Table 5 Dimensional properties of refuse sacks ........................................................................................... 16 Table 6 Strength properties of refuse sacks................................................................................................. 16
Post-consumer film recycling: CeDo manufacturing trial 4
Glossary
HDPE High density polyethylene
MDPE Medium density polyethylene
LDPE Low density polyethylene
PE Polyethylene
PET Polyethylene terephthalate
PP Polypropylene
PS Polystyrene
PCR Post-consumer recyclate
Acknowledgements
Axion Consulting and WRAP would like to thank the staff at CeDo for their time and cooperation in delivering this
trial.
Post-consumer film recycling: CeDo manufacturing trial 5
1.0 Background
WRAP has commissioned Axion Consulting to demonstrate the technical feasibility of using fully comingled post-
consumer film packaging in economically and environmentally viable products. The project involves Axion
working with a number of manufacturing companies to trial the production of products using post-consumer
films.
The manufacturing trial partners and products being trialled are:
CeDo: refuse sacks;
Centriforce: rigid panels with a variety of end use applications including hoardings; and
Protomax: rigid panels with a variety of end use applications including hoardings.
There is a suite of individual trial reports available, in addition to a summary report for the whole project:
Film separation at Biffa Waste Services Limited;
Processing of LDPE film at Ecoplast;
CeDo manufacturing trial;
Agglomeration trial at Hanbury Recycling;
Centriforce manufacturing trial;
Protomax manufacturing trial; and
Post-consumer film recycling (overall summary report).
The trials are using two feedstock materials; plastic films collected through Sainsbury’s front of store and back of
store collection network and comingled films collected from domestic kerbside recycling schemes.
The purpose of this trial was to use post-consumer recyclate (PCR) to manufacture refuse sacks at CeDo’s
production facility in Telford that meet the specification for CeDo’s retail customers.
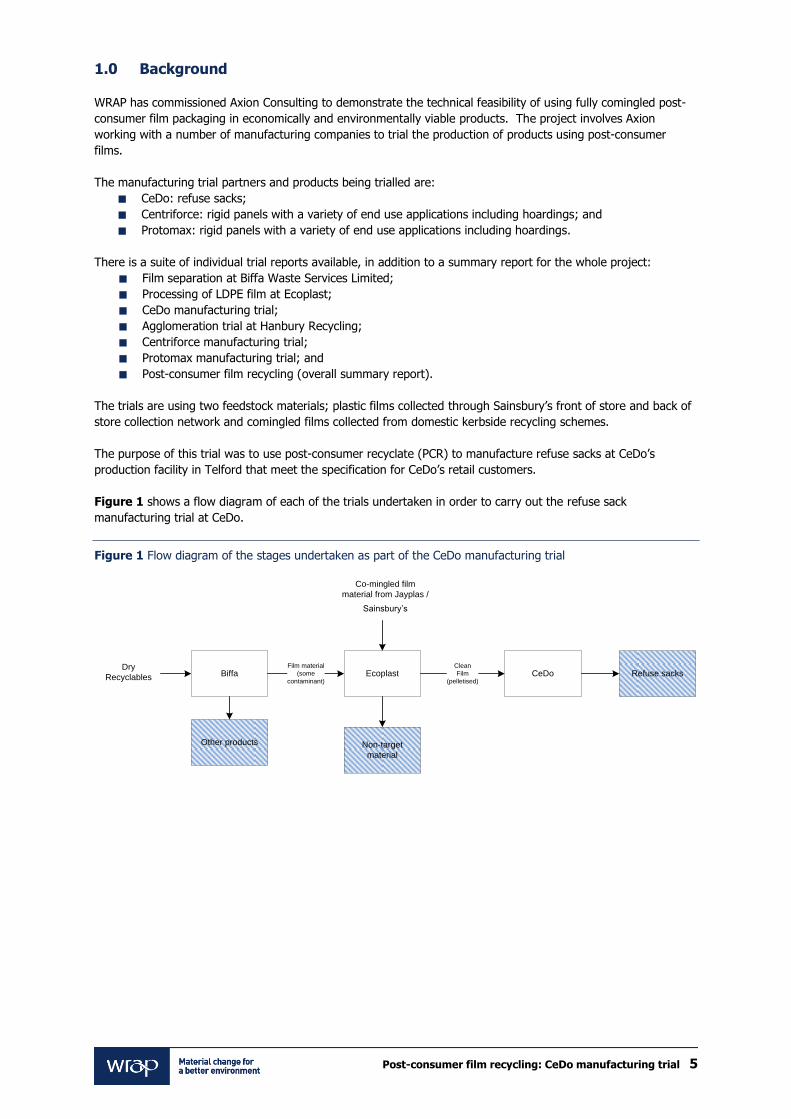
Figure 1 shows a flow diagram of each of the trials undertaken in order to carry out the refuse sack
manufacturing trial at CeDo.
Figure 1 Flow diagram of the stages undertaken as part of the CeDo manufacturing trial
BiffaDry
Recyclables
Other products
EcoplastFilm material
(some
contaminant)
Non-target
material
CeDoClean
Film
(pelletised)Refuse sacks
Co-mingled film
material from Jayplas /
Sainsbury’s
Post-consumer film recycling: CeDo manufacturing trial 6
2.0 Trial information
Trial host: CeDo, Telford, United Kingdom. Trial date: 1st March 2011.
2.1 Description of trial host/equipment CeDo is a European market leader in the supply of a range of household products sold primarily as retailers’ own
branded products. The company has a number of manufacturing facilities across Europe including a plant in
Telford, UK.
The portfolio of the polyethylene (PE) products manufactured at the UK site includes refuse sacks, bin liners and
cling film. Some of the products, including refuse sacks, are currently made using low density polyethylene
(LDPE) post-consumer recyclate (PCR) sourced from outside the UK. The level of recycled material within each
product varies depending on the final specification. The specification of each product is agreed with the
customer and then the products are manufactured to this specification by CeDo. CeDo perform quality control
checks to ensure the product it manufactures is within the established specification.
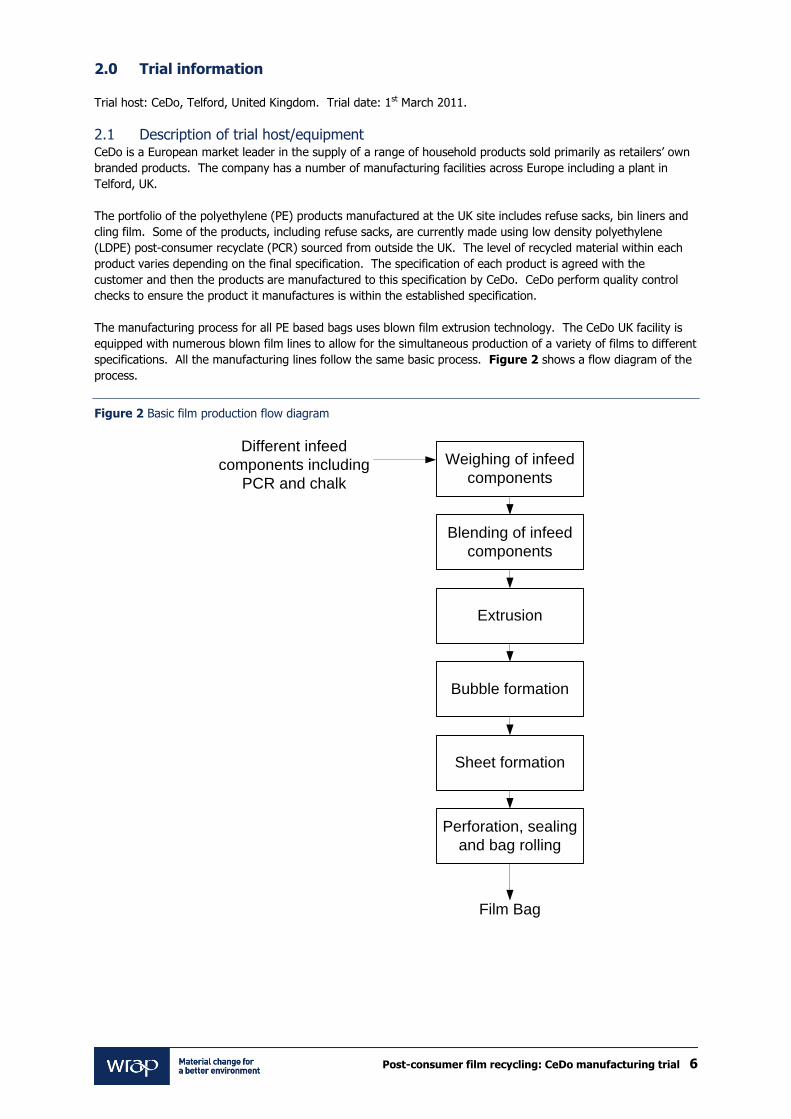
The manufacturing process for all PE based bags uses blown film extrusion technology. The CeDo UK facility is
equipped with numerous blown film lines to allow for the simultaneous production of a variety of films to different
specifications. All the manufacturing lines follow the same basic process. Figure 2 shows a flow diagram of the
process.
Figure 2 Basic film production flow diagram
Blending of infeed
components
Extrusion
Bubble formation
Sheet formation
Perforation, sealing
and bag rolling
Different infeed
components including
PCR and chalk
Film Bag
Weighing of infeed
components
Post-consumer film recycling: CeDo manufacturing trial 7
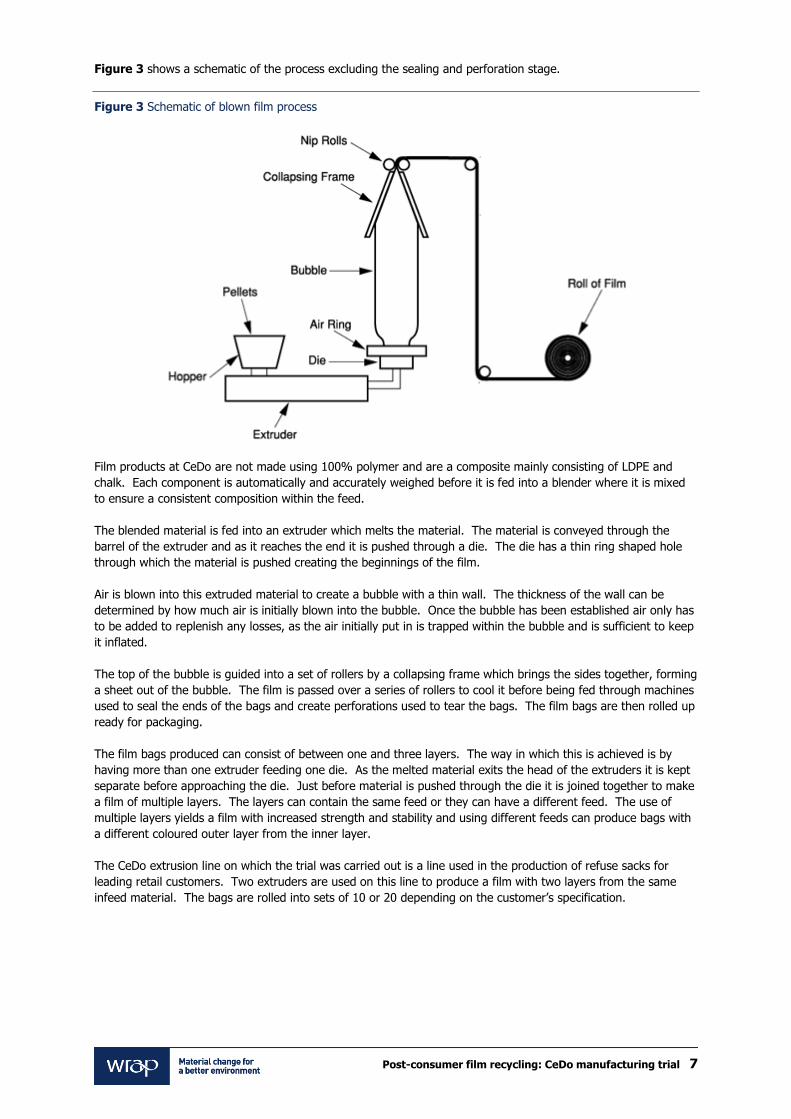
Figure 3 shows a schematic of the process excluding the sealing and perforation stage.
Figure 3 Schematic of blown film process
Film products at CeDo are not made using 100% polymer and are a composite mainly consisting of LDPE and
chalk. Each component is automatically and accurately weighed before it is fed into a blender where it is mixed
to ensure a consistent composition within the feed.
The blended material is fed into an extruder which melts the material. The material is conveyed through the
barrel of the extruder and as it reaches the end it is pushed through a die. The die has a thin ring shaped hole
through which the material is pushed creating the beginnings of the film.
Air is blown into this extruded material to create a bubble with a thin wall. The thickness of the wall can be
determined by how much air is initially blown into the bubble. Once the bubble has been established air only has
to be added to replenish any losses, as the air initially put in is trapped within the bubble and is sufficient to keep
it inflated.
The top of the bubble is guided into a set of rollers by a collapsing frame which brings the sides together, forming
a sheet out of the bubble. The film is passed over a series of rollers to cool it before being fed through machines
used to seal the ends of the bags and create perforations used to tear the bags. The film bags are then rolled up
ready for packaging.
The film bags produced can consist of between one and three layers. The way in which this is achieved is by
having more than one extruder feeding one die. As the melted material exits the head of the extruders it is kept
separate before approaching the die. Just before material is pushed through the die it is joined together to make
a film of multiple layers. The layers can contain the same feed or they can have a different feed. The use of
multiple layers yields a film with increased strength and stability and using different feeds can produce bags with
a different coloured outer layer from the inner layer.
The CeDo extrusion line on which the trial was carried out is a line used in the production of refuse sacks for
leading retail customers. Two extruders are used on this line to produce a film with two layers from the same
infeed material. The bags are rolled into sets of 10 or 20 depending on the customer’s specification.
Post-consumer film recycling: CeDo manufacturing trial 8
2.2 Objectives of the trial The objectives of the trial were:
De-gas any ‘suspect’ feedstock for the trials. CeDo suspected the Biffa Line 3 material to contain a level
of gas which would be too high to allow it to be blown into bags (see processing of LDPE film at Ecoplast
Report: Biffa Line 3 material1). It was therefore likely that it would need to be reprocessed through an
extruder to allow more of the volatile gas to evaporate and produce a pellet with a lower level of gas;
Produce refuse sacks where the standard European sourced PCR is replaced in the outside layer of the
sack, while still using the standard European sourced PCR in the inside layer for each of the three trial
infeeds. This would create a bag containing 13.5% trial PCR which accounts for 50% of the total PCR
used in the production of the sacks;
Produce refuse sacks where the standard European sourced PCR has been replaced in both layers of the
sack for each of the three trial infeeds. This would create a bag containing 27% trial PCR which
accounts for 100% of the total PCR used in the production of the sacks; and
Determine from laboratory and visual analysis if the quality of the refuse sacks produced are suitable for
sale in a UK supermarket.
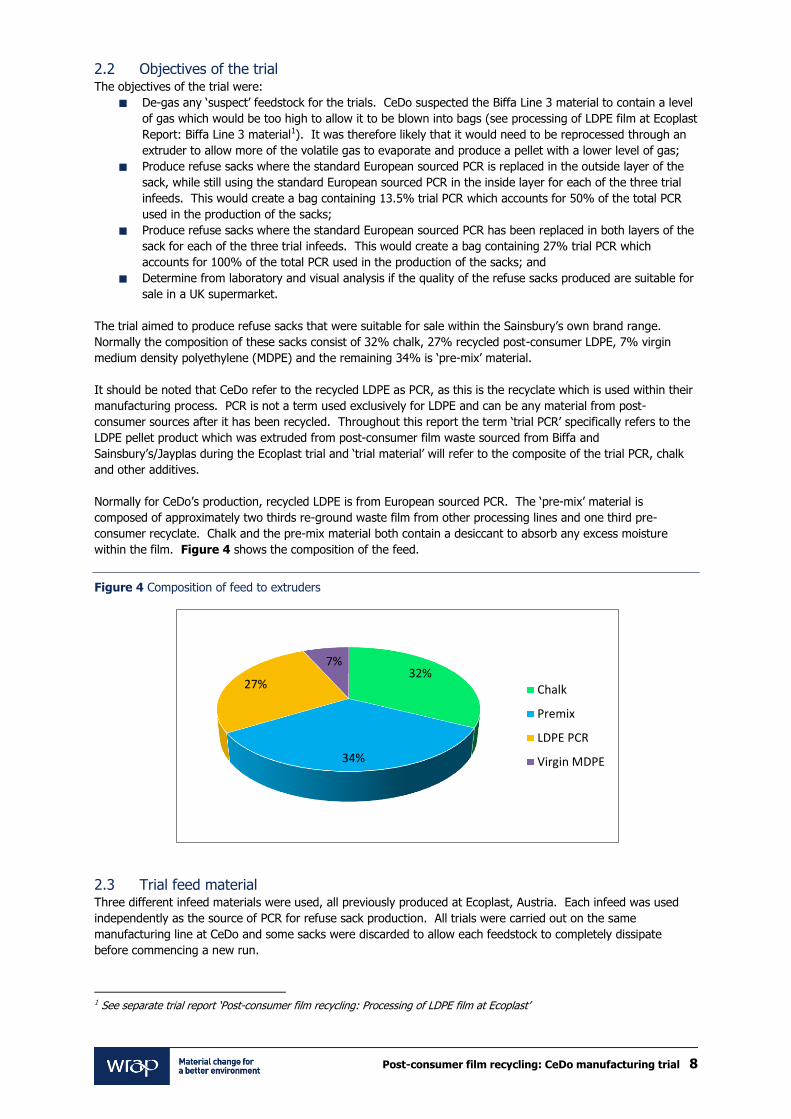
The trial aimed to produce refuse sacks that were suitable for sale within the Sainsbury’s own brand range.
Normally the composition of these sacks consist of 32% chalk, 27% recycled post-consumer LDPE, 7% virgin
medium density polyethylene (MDPE) and the remaining 34% is ‘pre-mix’ material.
It should be noted that CeDo refer to the recycled LDPE as PCR, as this is the recyclate which is used within their
manufacturing process. PCR is not a term used exclusively for LDPE and can be any material from post-
consumer sources after it has been recycled. Throughout this report the term ‘trial PCR’ specifically refers to the
LDPE pellet product which was extruded from post-consumer film waste sourced from Biffa and
Sainsbury’s/Jayplas during the Ecoplast trial and ‘trial material’ will refer to the composite of the trial PCR, chalk
and other additives.
Normally for CeDo’s production, recycled LDPE is from European sourced PCR. The ‘pre-mix’ material is
composed of approximately two thirds re-ground waste film from other processing lines and one third pre-
consumer recyclate. Chalk and the pre-mix material both contain a desiccant to absorb any excess moisture
within the film. Figure 4 shows the composition of the feed.
Figure 4 Composition of feed to extruders
2.3 Trial feed material Three different infeed materials were used, all previously produced at Ecoplast, Austria. Each infeed was used
independently as the source of PCR for refuse sack production. All trials were carried out on the same
manufacturing line at CeDo and some sacks were discarded to allow each feedstock to completely dissipate
before commencing a new run.
1 See separate trial report ‘Post-consumer film recycling: Processing of LDPE film at Ecoplast’
32%
34%
27%
7%
Chalk
Premix
LDPE PCR
Virgin MDPE
Post-consumer film recycling: CeDo manufacturing trial 9
2.3.1 Biffa Line 1 PCR This pellet was produced from Biffa Material Recovery Facility (MRF) material processed on Line 1 of the Ecoplast
film processing facility. The pellet material was processed from comingled post-consumer film sorted from
household dry mixed recyclable kerbside materials, collected from different locations across the UK. The trial to
produce the sorted film material is covered in a separate report2. The subsequent processing of the film to
produce a LDPE pellet at Ecoplast is also covered in a separate report3.
Table 1 shows some of the key properties of the LDPE pellet. It can be seen that all of the material contained
gas which can prevent the material being blown into new film. However it can be concluded that the level of gas
was sufficiently low due to the relatively high bulk density and the appearance of the pellets, which were
uniformed with few surface defects. Therefore the Biffa Line 1 material did not require a further de-gassing
stage at the CeDo facility.
Table 1 Properties of Biffa Line 1 material
% of polypropylene 3.7
% of pellets containing gas 100
Bulk density (g/l) 477
Polypropylene (PP) within the recycled LDPE can cause the bags which are blown from the pellet to be more
brittle than usual. This will have a negative impact on the physical properties of the bag.
2.3.2 Biffa Line 3 PCR This pellet was produced from Biffa MRF material and processed on Line 3 of the Ecoplast film processing facility.
The origin of the material is the same as that for the Biffa Line 1 material covered in Section 2.3.1.
Table 2 shows some of the key properties of the Biffa Line 3 pellet.
Table 2 Properties of Biffa Line 3 material
% of polypropylene 7
% of pellets containing gas 100
Bulk density (g/l) 316
The levels of PP are higher in this material than in the Biffa Line 1 material. Furthermore, although again all of
the pellets contained gas, the bulk density of the Line 3 material is lower and therefore this suggests a higher
level of gas is present in the pellets. The material was reprocessed by CeDo on the in-house extruder to further
de-gas the material before it was blown into bags.
2.3.3 Sainsbury’s/Jayplas material The Sainsbury’s/Jayplas material was processed on Line 3 of the Ecoplast facility. The pellets were produced
from a mixture of back of store retail waste; predominantly shrink wrap, and front of store film material; primarily
carrier bags, but mixed in with other plastic film packaging that had been brought back to the stores by
customers. This material was collected from Sainsbury’s stores across the UK by Jayplas. Further details on the
material can be found in the report detailing the trial undertaken at Ecoplast4.
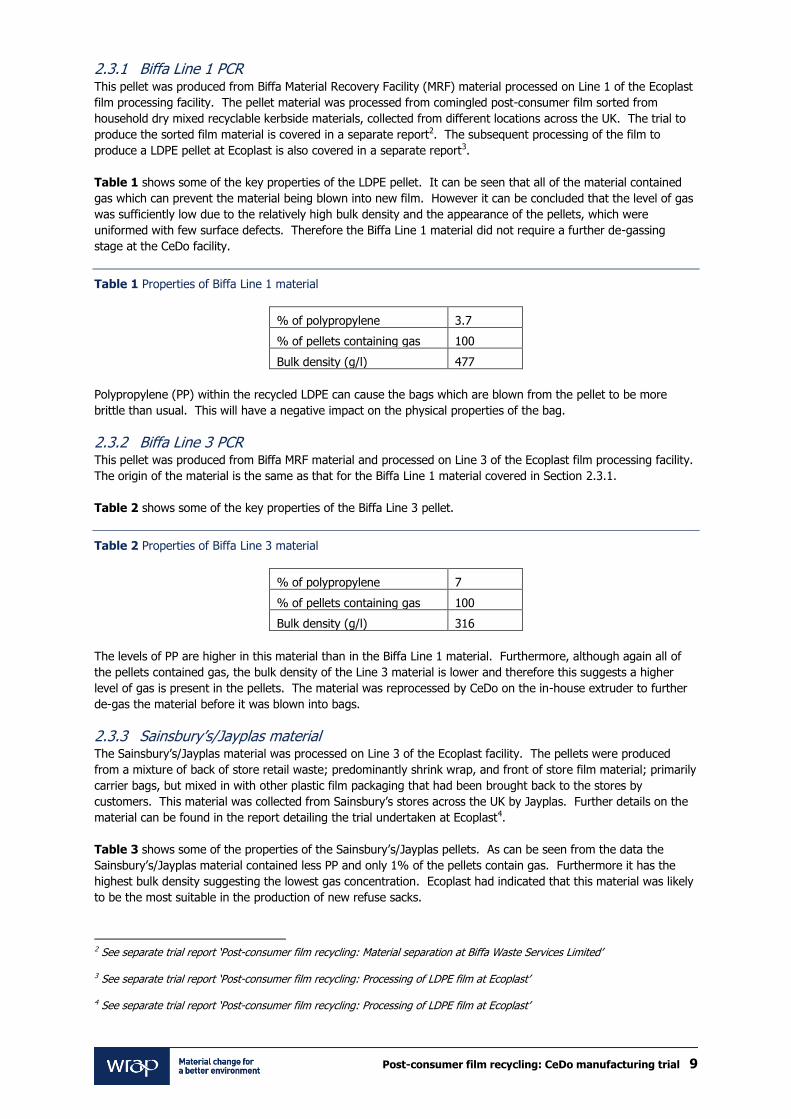
Table 3 shows some of the properties of the Sainsbury’s/Jayplas pellets. As can be seen from the data the
Sainsbury’s/Jayplas material contained less PP and only 1% of the pellets contain gas. Furthermore it has the
highest bulk density suggesting the lowest gas concentration. Ecoplast had indicated that this material was likely
to be the most suitable in the production of new refuse sacks.
2 See separate trial report ‘Post-consumer film recycling: Material separation at Biffa Waste Services Limited’
3 See separate trial report ‘Post-consumer film recycling: Processing of LDPE film at Ecoplast’
4 See separate trial report ‘Post-consumer film recycling: Processing of LDPE film at Ecoplast’
Post-consumer film recycling: CeDo manufacturing trial 10
Table 3 Properties of Sainsbury’s/Jayplas material
% of polypropylene 1.1
% of pellets containing gas 1
Bulk density (g/l) 520
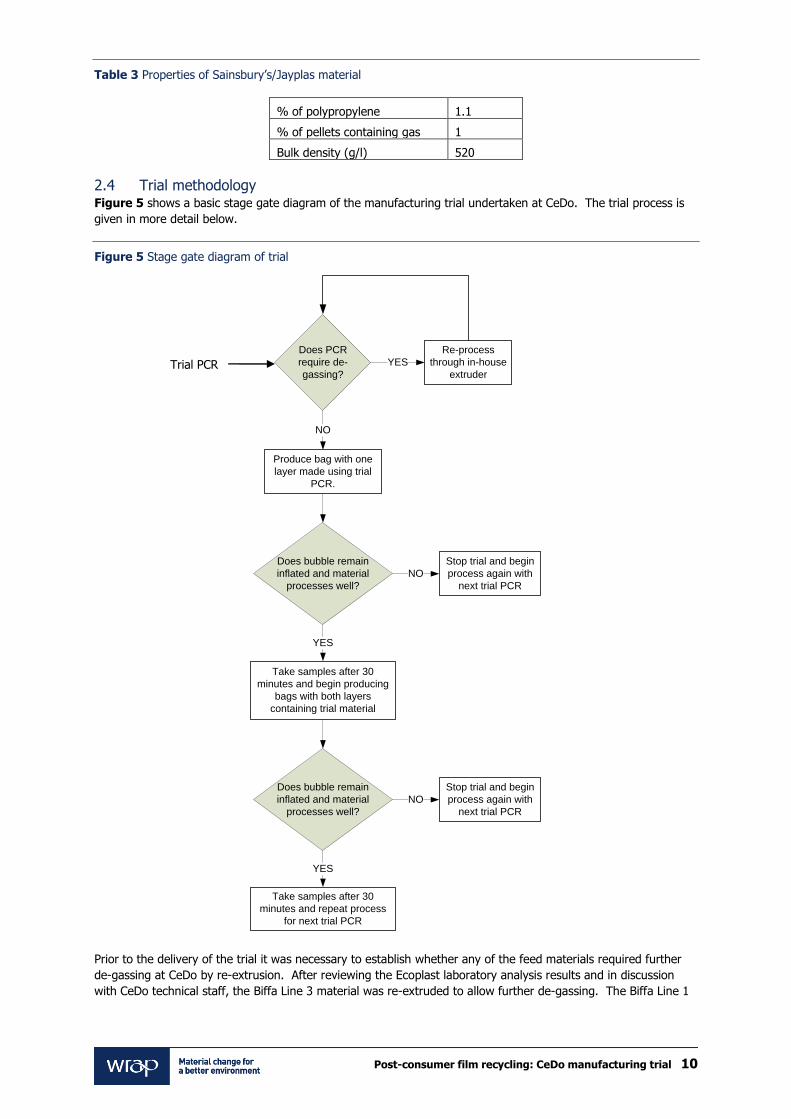
2.4 Trial methodology Figure 5 shows a basic stage gate diagram of the manufacturing trial undertaken at CeDo. The trial process is
given in more detail below.
Figure 5 Stage gate diagram of trial
Does PCR
require de-
gassing?
Re-process
through in-house
extruder
YES
Produce bag with one
layer made using trial
PCR.
NO
Does bubble remain
inflated and material
processes well?
Stop trial and begin
process again with
next trial PCR
NO
Take samples after 30
minutes and begin producing
bags with both layers
containing trial material
YES
Does bubble remain
inflated and material
processes well?
Stop trial and begin
process again with
next trial PCR
NO
Take samples after 30
minutes and repeat process
for next trial PCR
YES
Prior to the delivery of the trial it was necessary to establish whether any of the feed materials required further
de-gassing at CeDo by re-extrusion. After reviewing the Ecoplast laboratory analysis results and in discussion
with CeDo technical staff, the Biffa Line 3 material was re-extruded to allow further de-gassing. The Biffa Line 1
Trial PCR
Post-consumer film recycling: CeDo manufacturing trial 11
material and Sainsbury’s/Jayplas Line 3 material was deemed to be acceptable for the refuse sack production
trials and no further de-gassing of these materials was required.
Initially it was intended that only one of the two layers of the refuse sacks would be made using the trial
material. The second layer would be made using the normal feed material. If the refuse sacks were able to be
blown successfully using one layer of the trial material, both layers would then be tested using each trial PCR.
At the start of the trial the extrusion blowing line was set up for standard refuse sack production. Start up using
standard CeDo feedstock was performed so that the bubble could be established without wasting any of the trial
material. The line was allowed to run through its normal start up regime and establish stability while the trial
material was prepared.
The first material to be trialled was the Sainsbury’s/Jayplas as the laboratory results from Ecoplast suggested this
material was most likely to yield a refuse sack comparable with ‘normal’ production due to the low concentration
of gas and PP.
Each feed component was manually weighed using pallet scales and then mixed thoroughly by hand in a large
container as shown in Figure 6.
Figure 6 Mixing container
Once the trial feed had been mixed it was manually fed into the extruder feed hopper. Initially, this trial material
was used on the outer layer of the film only, as this would enable the presence of any defects to be more obvious
and easily identifiable. The inside layer was produced using the standard CeDo European sourced PCR and
therefore the resulting bag contained 13.5% trial PCR and 13.5% standard European sourced PCR. The trial PCR
accounted for 50% of the total PCR used.
Once the material was fed into the hopper the extruder was allowed to run for 30 minutes in order to purge the
equipment of any residual standard production feed and ensure the refuse sacks being blown contained the trial
PCR. The plant was subsequently run for another 30 minutes, creating rolls of bags sent for packing. The bag
rolling system was set up to produce rolls of ten refuse sacks as this was standard for the product currently being
made on the line. The refuse sacks being made were for a different retail customer and not for the retail
customers primarily involved in this trial, however the composition and production was identical. After 30
minutes five sample rolls of 20 bags were made and a quick visual check was performed to assess the levels of
dirt and gel within the film. Settings on the bagging machine were altered to enable the rolls of 20 bags to be
made.

Post-consumer film recycling: CeDo manufacturing trial 12
Since this first stage of the trial successfully produced a product which appeared useable and the blown bubble
remained inflated (i.e. processing problems were not encountered) this meant the second extruder feed hopper
was also filled with trial material.
This change led to a refuse sack with both layers containing the trial material and with 27% of the bag being the
trial PCR, therefore completely replacing all of the European sourced PCR normally used in CeDo’s production.
Sampling and analysis was repeated in the same manner as was done for the first trial. The material was allowed
to run for 30 minutes before five samples of 20 bag rolls were taken. This was to ensure there was no material
present from the previous production run. The 30 minute timeframe also gave a good indication of how the
material would potentially behave on a larger scale trial.
Once all samples had been collected for both trials (13.5% and 27% PCR) the trial methodology was repeated for
the Biffa Line 1 material and then the Biffa Line 3 material. Note the Biffa Line 3 material had been re-extruded
prior to the trial starting in order to reduce gas levels within the product.

Post-consumer film recycling: CeDo manufacturing trial 13
3.0 Results and discussion
Table 4 shows a matrix of the products that were manufactured during the trial at CeDo.
Table 4 Matrix of products made during CeDo trial
Sainsbury’s/Jayplas
infeed material
processed on Ecoplast
Line 3
Biffa MRF infeed material
processed on Ecoplast Line 1
Biffa MRF infeed material
processed on Ecoplast Line 3
Refuse sacks with
the outer layer
made with trial PCR
and one layer made
with standard PCR.
Total trial PCR in
product = 13.5%
Produced Produced Produced
Refuse sacks with
the inner and outer
layers made using
trial PCR. Total trial
PCR in product =
27%
Produced Produced Unable to produce within trial
1*
* Due to unforeseen time constraints it was not possible to produce refuse sacks with both layers containing the
Biffa Line 3 PCR, but as previously stated this was not detrimental to the trial objectives.
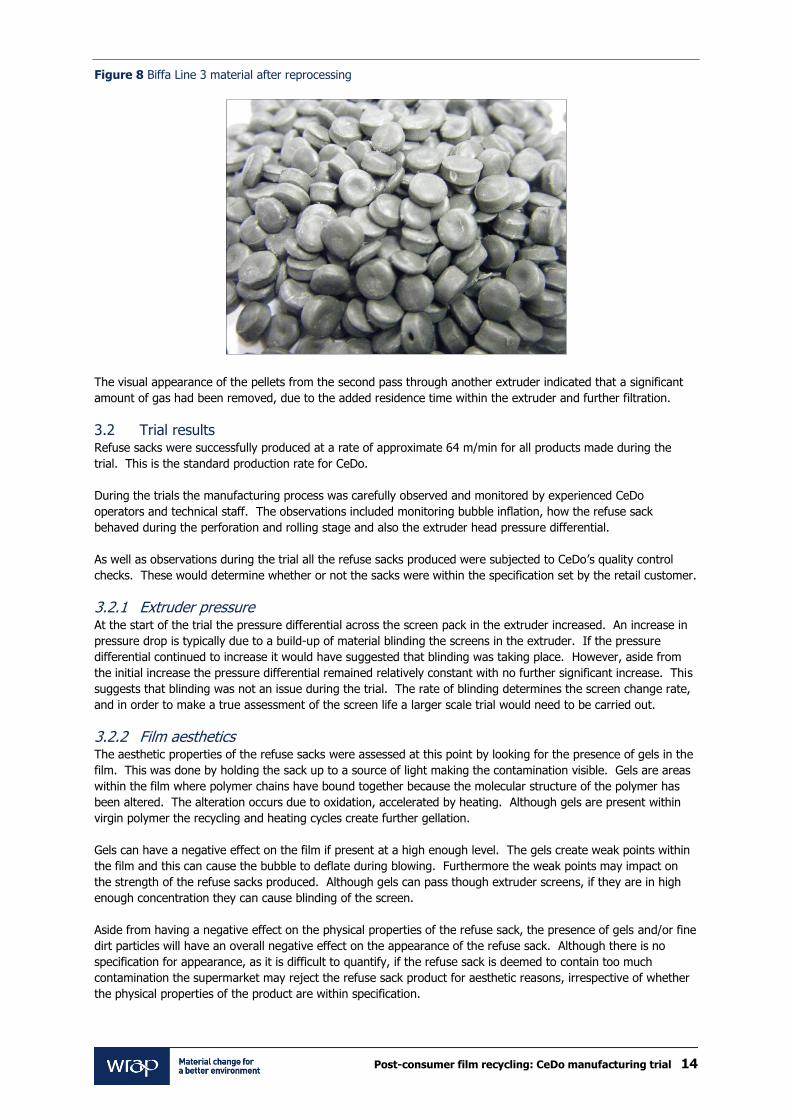
3.1 De-gasification of Biffa Line 3 PCR Laboratory facilities were not available to test the Biffa Line 3 PCR to determine the percentage of pellets
containing gas, after the additional re-extrusion had been carried out. However, the difference in the visual
appearance of the pellets produced indicated that a large proportion of the gas had been removed. Figure 7
and Figure 8 show the Biffa Line 3 PCR before and after re-extrusion respectively. Figure 8 clearly shows a
more uniformed pellet with fewer surface defects indicating a lower overall gas concentration.
Figure 7 Biffa Line 3 material prior to reprocessing
Post-consumer film recycling: CeDo manufacturing trial 14
Figure 8 Biffa Line 3 material after reprocessing
The visual appearance of the pellets from the second pass through another extruder indicated that a significant
amount of gas had been removed, due to the added residence time within the extruder and further filtration.
3.2 Trial results Refuse sacks were successfully produced at a rate of approximate 64 m/min for all products made during the
trial. This is the standard production rate for CeDo.
During the trials the manufacturing process was carefully observed and monitored by experienced CeDo
operators and technical staff. The observations included monitoring bubble inflation, how the refuse sack
behaved during the perforation and rolling stage and also the extruder head pressure differential.
As well as observations during the trial all the refuse sacks produced were subjected to CeDo’s quality control
checks. These would determine whether or not the sacks were within the specification set by the retail customer.
3.2.1 Extruder pressure At the start of the trial the pressure differential across the screen pack in the extruder increased. An increase in
pressure drop is typically due to a build-up of material blinding the screens in the extruder. If the pressure
differential continued to increase it would have suggested that blinding was taking place. However, aside from
the initial increase the pressure differential remained relatively constant with no further significant increase. This
suggests that blinding was not an issue during the trial. The rate of blinding determines the screen change rate,
and in order to make a true assessment of the screen life a larger scale trial would need to be carried out.
3.2.2 Film aesthetics The aesthetic properties of the refuse sacks were assessed at this point by looking for the presence of gels in the
film. This was done by holding the sack up to a source of light making the contamination visible. Gels are areas
within the film where polymer chains have bound together because the molecular structure of the polymer has
been altered. The alteration occurs due to oxidation, accelerated by heating. Although gels are present within
virgin polymer the recycling and heating cycles create further gellation.
Gels can have a negative effect on the film if present at a high enough level. The gels create weak points within
the film and this can cause the bubble to deflate during blowing. Furthermore the weak points may impact on
the strength of the refuse sacks produced. Although gels can pass though extruder screens, if they are in high
enough concentration they can cause blinding of the screen.
Aside from having a negative effect on the physical properties of the refuse sack, the presence of gels and/or fine
dirt particles will have an overall negative effect on the appearance of the refuse sack. Although there is no
specification for appearance, as it is difficult to quantify, if the refuse sack is deemed to contain too much
contamination the supermarket may reject the refuse sack product for aesthetic reasons, irrespective of whether
the physical properties of the product are within specification.
Post-consumer film recycling: CeDo manufacturing trial 15
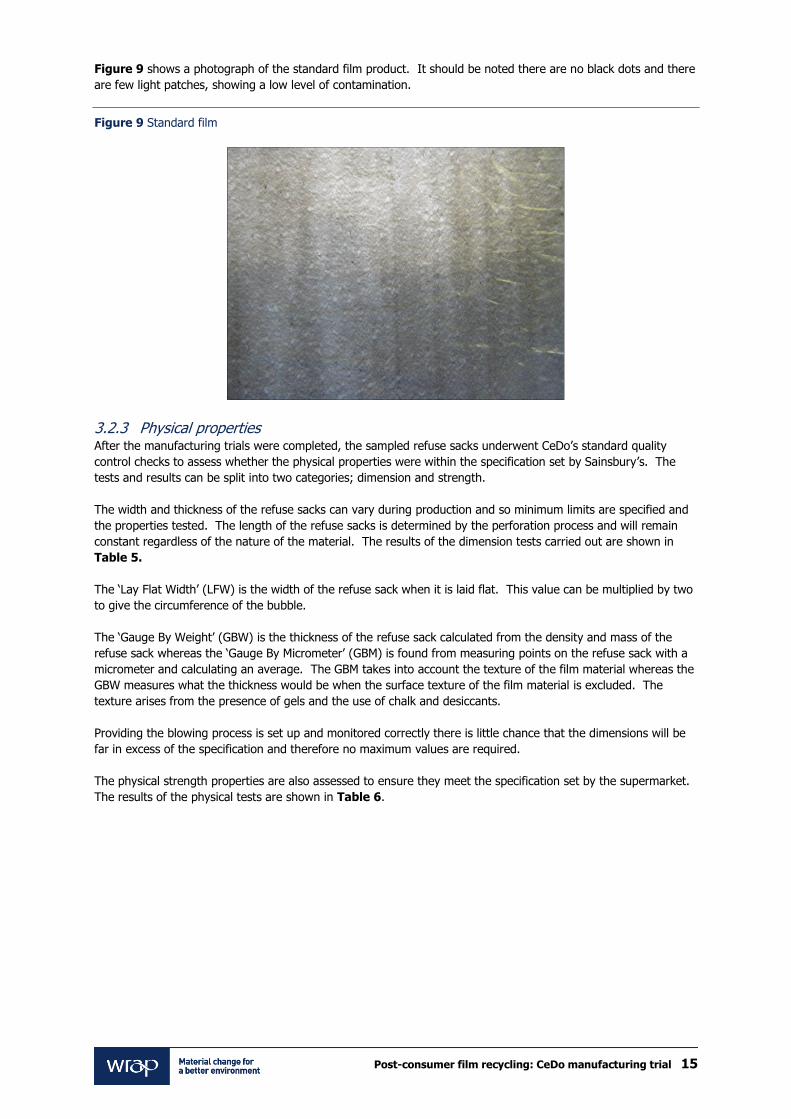
Figure 9 shows a photograph of the standard film product. It should be noted there are no black dots and there
are few light patches, showing a low level of contamination.
Figure 9 Standard film
3.2.3 Physical properties After the manufacturing trials were completed, the sampled refuse sacks underwent CeDo’s standard quality
control checks to assess whether the physical properties were within the specification set by Sainsbury’s. The
tests and results can be split into two categories; dimension and strength.
The width and thickness of the refuse sacks can vary during production and so minimum limits are specified and
the properties tested. The length of the refuse sacks is determined by the perforation process and will remain
constant regardless of the nature of the material. The results of the dimension tests carried out are shown in
Table 5.
The ‘Lay Flat Width’ (LFW) is the width of the refuse sack when it is laid flat. This value can be multiplied by two
to give the circumference of the bubble.
The ‘Gauge By Weight’ (GBW) is the thickness of the refuse sack calculated from the density and mass of the
refuse sack whereas the ‘Gauge By Micrometer’ (GBM) is found from measuring points on the refuse sack with a
micrometer and calculating an average. The GBM takes into account the texture of the film material whereas the
GBW measures what the thickness would be when the surface texture of the film material is excluded. The
texture arises from the presence of gels and the use of chalk and desiccants.
Providing the blowing process is set up and monitored correctly there is little chance that the dimensions will be
far in excess of the specification and therefore no maximum values are required.
The physical strength properties are also assessed to ensure they meet the specification set by the supermarket.
The results of the physical tests are shown in Table 6.
Post-consumer film recycling: CeDo manufacturing trial 16
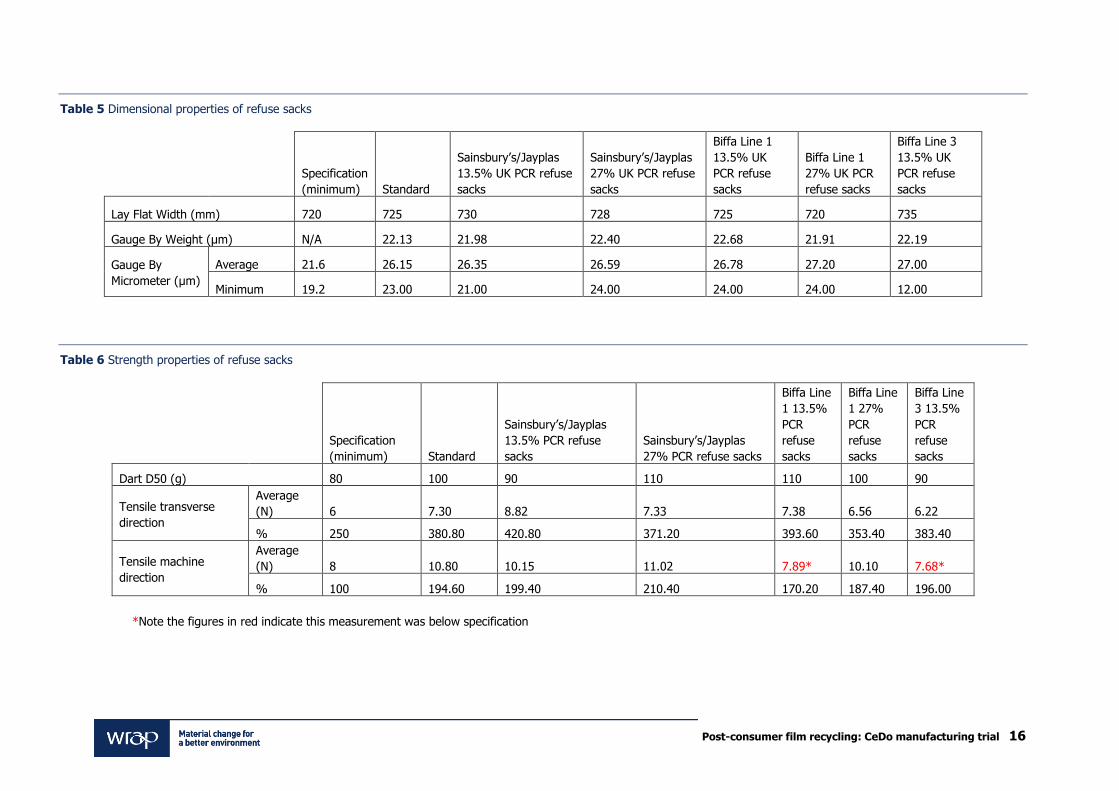
Table 5 Dimensional properties of refuse sacks
Specification
(minimum) Standard
Sainsbury’s/Jayplas
13.5% UK PCR refuse
sacks
Sainsbury’s/Jayplas
27% UK PCR refuse
sacks
Biffa Line 1
13.5% UK
PCR refuse
sacks
Biffa Line 1
27% UK PCR
refuse sacks
Biffa Line 3
13.5% UK
PCR refuse
sacks
Lay Flat Width (mm) 720 725 730 728 725 720 735
Gauge By Weight (µm) N/A 22.13 21.98 22.40 22.68 21.91 22.19
Gauge By
Micrometer (µm)
Average 21.6 26.15 26.35 26.59 26.78 27.20 27.00
Minimum 19.2 23.00 21.00 24.00 24.00 24.00 12.00
Table 6 Strength properties of refuse sacks
Specification
(minimum) Standard
Sainsbury’s/Jayplas
13.5% PCR refuse
sacks
Sainsbury’s/Jayplas
27% PCR refuse sacks
Biffa Line
1 13.5%
PCR
refuse
sacks
Biffa Line
1 27%
PCR
refuse
sacks
Biffa Line
3 13.5%
PCR
refuse
sacks
Dart D50 (g) 80 100 90 110 110 100 90
Tensile transverse
direction
Average
(N) 6 7.30 8.82 7.33 7.38 6.56 6.22
% 250 380.80 420.80 371.20 393.60 353.40 383.40
Tensile machine
direction
Average
(N) 8 10.80 10.15 11.02 7.89* 10.10 7.68*
% 100 194.60 199.40 210.40 170.20 187.40 196.00
*Note the figures in red indicate this measurement was below specification
Post-consumer film recycling: CeDo manufacturing trial 17
The Dart D50 test is a measurement of the impact strength of the film material. The results given are the weight
of the dart which caused five out of ten pieces of film to puncture. In the test, film material is stretched over a
hole and kept in place by a vacuum. Darts of varying weights are dropped from a standard height onto the film.
Darts of a low weight are initially used and the mass of dart is increased until half of the film pieces tested are
punctured.
The tensile tests determine how much force is needed to break the film material by pulling it. The results are
given for the force required to break the film and also the elongation as a percentage of the initial test film
length. Transverse Direction (TD) refers to the width of the refuse sack and the Machine Direction (MD) is the
length of the refuse sack.
It must be noted that all results and observations have been made on material produced in a small scale trial.
They simply give an indication to how the material will perform on a larger scale production run and whether or
not the resultant film is likely to meet the customer specification. In order to gain a deeper understanding into
how the trial PCRs will behave in the production of refuse sacks, a longer production trial lasting in the region of
24 hours would need to be undertaken. Therefore, the results given from this trial should only be used as an
indication of what is possible, although the results of these trials are very positive and provide a promising start
to refuse sack production using UK sourced film.
3.2.4 Jayplas/Sainsbury’s PCR The Jayplas/Sainsbury’s PCR was successfully used to make refuse sacks where the outer layer contained the trial
material (13.5% trial PCR within the refuse sack) and refuse sacks where both layers contained the trial material
(27% trial PCR within the refuse sack).
The blowing was straight forward and the bubble remained inflated throughout the manufacture of the refuse
sacks, with only the outer layer made with the trial material and for both layers of trial material. The material
went through the perforation and bag rolling stage without problems and no modifications would need to be
made to the line if the current PCR content was replaced with the Jayplas/Sainsbury’s PCR.
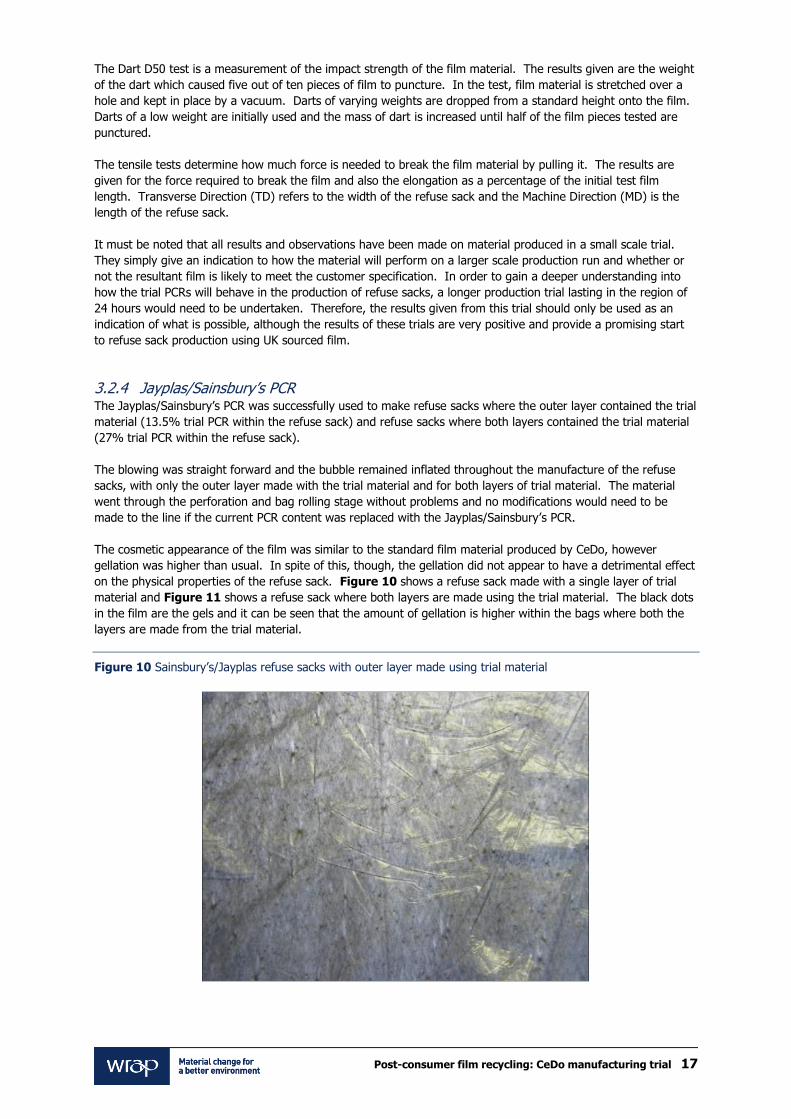
The cosmetic appearance of the film was similar to the standard film material produced by CeDo, however
gellation was higher than usual. In spite of this, though, the gellation did not appear to have a detrimental effect
on the physical properties of the refuse sack. Figure 10 shows a refuse sack made with a single layer of trial
material and Figure 11 shows a refuse sack where both layers are made using the trial material. The black dots
in the film are the gels and it can be seen that the amount of gellation is higher within the bags where both the
layers are made from the trial material.
Figure 10 Sainsbury’s/Jayplas refuse sacks with outer layer made using trial material
Post-consumer film recycling: CeDo manufacturing trial 18
Figure 11 Sainsbury’s/Jayplas refuse sacks with both layers made using the trial material
As can be seen from Error! Reference source not found. and Error! Reference source not found. all the
ysical properties of the film material were within the specification set by the retail customer. The results of the
strength tests show that the Sainsbury’s/Jayplas bags with both layers containing the trial material performed
better in the dart and tensile MD tests and were above standard in the tensile TD tests.
3.2.5 Biffa Line 1 PCR The Biffa Line 1 PCR was successfully used to make refuse sacks where the outer layer contained the trial
material (13.5% trial PCR within the refuse sack) and refuse sacks where both layers contained the trial material
(27% trial PCR within the refuse sack).
There were however, more complications with the Biffa Line 1 material than the Jayplas/Sainsbury’s material.
After initially swapping to the Biffa Line 1 material there was a decrease in bubble size when refuse sacks with
both layers containing the trial PCR were being blown. Although this could be due to the material containing
more contaminants it is more likely to have been due to a change in melt viscosity pushing residual dirt through
the screen. Bubble size loss can often be observed when changing between materials, even in normal
production.
Other than the temporary bubble size loss the extrusion blowing equipment performed well throughout the rest
of the trial.
The refuse sacks produced were noticeably stiffer than the standard CeDo refuse sack product and complications
arose during the perforation and rolling stages. Although the sack blowing continued uninterrupted and the
bubble remained inflated, the way in which the downstream sack perforating and rolling equipment was set up
was not suitable for the Biffa Line 1 PCR and the line of sacks continually broke.
More breakages occurred during the production of the refuse sacks with both layers containing the trial PCR than
the refuse sacks containing a single layer of trial material. This could be due to the PP present within the LDPE
pellets causing the perforations to be weaker.
In order to run the material again modifications would have to be made to this section of the CeDo process to
increase the perforation strength. The modifications would not be major and are expected to be relatively simple
to carry out.
Both the outer trial layer only and double trial layer refuse sacks were reported by experienced CeDo staff to
have a higher level of contamination with solids than the Sainsbury’s/Jayplas refuse sacks, as well as a higher
Post-consumer film recycling: CeDo manufacturing trial 19
level of gellation than standard. This was determined by inspecting the refuse sacks by holding them up to the
light and making a judgement on the level of contamination present. It is therefore not an exact assessment but
can be roughly determined.
Figure 12 shows a Biffa Line 1 refuse sack where one layer was made using the trial material and Figure 13
shows a Biffa Line 1 refuse sack where both layers were made using the trial material. Although it may appear
from the photographs that the Sainsbury’s/Jayplas refuse sacks have a higher level of contamination this is not
the case as the solid contamination is small and does not show up well on the images. Instead it can be seen
that the Biffa Line 1 sacks have more light patches which is a good indication of the level of dirt within the bags.
It is possible that the level of contaminants could cause the refuse sacks to be questioned by the retail customers
on a cosmetic level; although this is a decision made by the retail buyers and can only be known for sure once
they have appraised the product.
Figure 12 Biffa Line 1 refuse sacks with outer layer made using trial material
Figure 13 Biffa Line 1 refuse sacks with both layers made using the trial material
All of the dimensional properties of both the outer trial layer only and double trial layer refuse sacks were within
specification. All except one of the physical properties were also within specification for the outer trial layer
refuse sacks; the tensile MD property being below specification. It is unusual that the refuse sacks containing
13.5% trial PCR were below specification, whereas the refuse sacks containing 27% trial PCR were within
specification. The standard deviation for the tensile MD tests performed on the outer trial layer refuse sacks was
Post-consumer film recycling: CeDo manufacturing trial 20
3.07 N, whereas for the double trial layer refuse sacks it was 1.96 N. This indicates that the laboratory tensile
test results for the single layer sacks were more variable than the double layer sacks. If the variability of the
laboratory test results was a consequence of poor quality recyclate, then one would expect the variability of the
test results for the double trial layer sacks to be higher than for the single layer trial sacks, as they contain twice
the amount of trial recyclate. As the results for the single layer sacks are significantly more variable this suggests
that anomalous results in the laboratory testing for the single layer sacks, rather than variation in the recycled
polymer, may have led to an average value which was below specification.
In order to assess whether or not this is the case a larger trial with further laboratory testing would be necessary.
3.2.6 Biffa Line 3 PCR The Biffa Line 3 PCR was successfully used to make refuse sacks where the outer layer contained the trial
material (13.5% trial PCR within the refuse sack). However, due to unforeseen time constraints on the CeDo
plant, production of a refuse sack with both layers using the trial PCR was not possible.
The refuse sacks produced exhibited the same processing issues as the Biffa Line 1 material; however no
problems occurred during the bubble blowing process. The same perforation problems were encountered and
the line would once again need modifications to accommodate this feedstock material.
Similarly to the Biffa Line 1 material, the Biffa Line 3 material contained a higher concentration of dirt than the
Sainsbury’s/Jayplas material and a higher concentration of gels than in standard film which may cause the refuse
sacks to be rejected by the retail customers.
As with the Biffa Line 1 outer trial layer refuse sacks the tensile MD was below specification on the Biffa Line 3
outer trial layer sacks. The standard deviation of all the tests however was significantly lower than that of the
Biffa Line 1 outer trial layer refuse sacks at 1.46 N, suggesting that anomalous results weren’t the cause for the
property to be below specification. The cause of this could be due to the higher percentage of PP present in this
trial PCR, or could also be due to gas still being present in the LDPE pellets. This suggests that it is likely that this
material would exhibit the same properties on a larger scale production.
Post-consumer film recycling: CeDo manufacturing trial 21
4.0 Conclusions and recommendations
The following conclusions can be drawn from the film blowing trial carried out at CeDo.
4.1 Sainsbury’s/Jayplas PCR PCR sourced from Sainsbury’s and processed on Line 3 of the Ecoplast facility was successfully blown into refuse
sacks. This was a mixture of film material collected front of store and back of store.
Refuse sacks were produced with the outer layer made with the trial PCR and sacks with both layers made with
the trial PCR. The refuse sack products had an overall composition containing 13.5% and 27% trial PCR
respectively, replacing half and all of the European sourced PCR currently used by CeDo.
Sample refuse sacks demonstrated material from this trial met the specification for normal production and it is
believed no modifications to the CeDo film blowing line would be required in order to carry out a larger scale 24
hour production trial. It is thought that an extended production run producing refuse sacks where 100% of the
PCR content is derived from this type of material will yield positive results, producing refuse sacks within
specification.
4.2 Biffa Line 1 PCR PCR sourced from Biffa and processed on Line 1 of the Ecoplast facility was also successfully blown into refuse
sacks. This post-consumer material was film collected through a mixed dry recyclables kerbside scheme.
Refuse sacks were produced with the outer layer made with the trial PCR and sacks with both layers made with
the trial PCR. The refuse sack products had an overall composition containing 13.5% and 27% trial PCR
respectively, replacing half and all of the European sourced PCR currently used.
Samples of refuse sacks obtained from the trial demonstrated the refuse sacks which replaced 50% of the
European PCR had a tensile strength below the current customer specification; however the properties of the
refuse sacks made by replacing 100% of the European PCR were all within specification.
In order to carry out a larger scale 24 hour production trial, some modifications would need to be made to the
CeDo production line with regards to the perforation and bag rolling sections of the line. This is due to
complications arising in this area of the process during the trial, however it is expected that if these changes were
made the material would be able to be processed with a positive outcome.
4.3 Biffa Line 3 PCR PCR sourced from Biffa and processed on Line 3 of the Ecoplast facility was successfully blown into refuse sacks.
This material was again comingled post-consumer film collected through a dry recyclable kerbside scheme. Sacks
were produced with the outer layer made with the trial material. The product therefore had an overall
composition containing 13.5% trial PCR, replacing half of the current European sourced PCR.
The samples obtained from this trial demonstrated the product met the majority of the customer’s specification,
however the tensile strength was found to be too low. Due to the success of the Biffa Line 1 PCR trial it is not
suggested to carry out a larger production trial on the Biffa Line 3 material.
4.4 Further recommended action The recommendation is for CeDo to run larger production scale trials (minimum 24 hour production) on the
Sainsbury’s/Jayplas material and the Biffa MRF material (processed on Line 1 at Ecoplast). This will enable a full
commercial evaluation to be made of the feedstock materials and to ensure customer specifications can be met
when producing the refuse sacks on a larger scale. The results obtained from these trials provide a promising
baseline for this work and CeDo expect larger scale trials to be just as successful.
The refuse sacks produced from this trial were distributed to Sainsbury’s stores and no adverse feedback was
received from customers which is a very positive result.

Post-consumer film recycling: CeDo manufacturing trial 22
Appendix 1
Physical properties data of film from CeDo
All results averages
Sample Std 010311/1 010311/2 010311/3 010311/4 010311/5
Spec (min)
Bag Wt (g/m) 30.00 30.00 30.50 30.75 29.50 30.50
LFW (mm) 720 725 730 728 725 720 735
Dart D50 Wt (g) 80 100 90 110 110 100 90
Failures 3 5 5 3 5 5
GBW = 0.935
22.13 21.98 22.40 22.68 21.91 22.19
LIFT (µm)
4.02 4.37 4.19 4.10 5.29 4.81
GBM Av (um)
21.6 26.15 26.35 26.59 26.78 27.20 27.00
Min (um)
19.2 23.00 21.00 24.00 24.00 24.00 12.00
Max (um)
38.00 40.00 36.00 34.00 13.00 24.00
Dev (um)
3.29 4.48 3.06 2.04 2.86 2.73
Tensile TD Av (N) 6 7.30 8.82 7.33 7.38 6.56 6.22
Dev (N) 1.07 1.45 1.25 0.76 0.79 0.66
% 250 380.80 420.80 371.20 393.60 353.40 383.40
Dev (%) 38.00 59.44 48.47 15.50 32.54 38.00
MD Av (N) 8 10.80 10.15 11.02 7.89 10.10 7.68
Dev (N) 1.43 1.91 1.11 3.07 1.96 1.46
% 100 194.60 199.40 210.40 170.20 187.40 196.00
Dev (%) 40.31 38.37 27.10 28.57 62.64 33.38
Puncture Av (mJ)
Elmd Tear
TD Av (mN) 723.00 655.20 682.60 703.00 722.80 831.20
Dev (mN)
99.26 91.00 31.44 46.25 55.61 45.69
MD Av (mN) 125.00 131.20 149.20 134.40 123.20 119.00
Dev (mN)
22.26 20.23 25.89 18.17 15.19 9.35

Post-consumer film recycling: CeDo manufacturing trial 23
Reference for above table
010311/01 Jayplas L3 Single Layer only
010311/02 Jayplas L3 Both layers
010311/03 Biffa L1 Single Layer only
010311/04 Biffa L1 Both layers
010311/05 Biffa L3 Single layer only

www.wrap.org.uk/plastics


















