Thompson Intl Catalog Rotary Drilling Bits
28
description
Rotary drilling bits consist of three primary components;the cutters, internal bearings, and the bit body. The cutter teethmay either be of milled steel tooth or tungsten carbide insertdesign.
Transcript of Thompson Intl Catalog Rotary Drilling Bits


The Thompson Group Companies have been providing the drilling industry with quality products for over sixty years. Our goals are simple: to manufacture quality products; coupled with dependable services and competi-tive pricing.
The capabilities of our three manufacturing plants, Thompson International Inc., Drilco Industrial, Inc., and Tooltech Inc., provide our customers with a complete drill string from the top adaptor through the bottom drill bits.
This catalog represents our continued efforts to meet the demands for quality and performance so important to you, our customers. Our engineering and research departments are committed to providing our manufactur-ing facilities with ongoing technological improvements that will assure our customers receive the highest quality product in the drilling industry.
Drilco Industrial, Inc. is licensed to use the official API monogram of the American Petroleum Institute in the manufacture of kellys, tool joints, drill stem subs and drill collars under the conditions specified in the official publication of API SPEC - 7 specification for rotary drilling equipment.
The Thompson Group Companies have been providing the drilling industry with quality products for over sixty
THE THOMPSON GROUP
Thompson Group corporate offices and manufacturing facilities

THOMPSON INTERNATIONALTable of Contents
THOMPSON INTERNATIONAL, INC.Rotary Drilling Bits..................................................................................................................................3Circulation Systems................................................................................................................................3Tungsten Carbide Insert Bits..............................................................................................................4-5Milled Tooth Bits.....................................................................................................................................6Tungsten Carbide Insert Types..............................................................................................................7Bit Type Availability.................................................................................................................................7Drag Bits...................................................................................................................................................7Hole Openers...........................................................................................................................................7Additional Products.................................................................................................................................7

ROTARY DRILLING BITSDesign Considerations
Rotary drilling bits consist of three primary components; Rotary drilling bits consist of three primary components; the cutters, internal bearings, and the bit body. The cutter teeth the cutters, internal bearings, and the bit body. The cutter teeth may either be of milled steel tooth or tungsten carbide insert design. Milled steel tooth bits utilize circumferential rows of teeth machined directly from the cutter element and vary in tooth length, shape, and spacing depending on the rock characteristics of the formation being drilled. Tungsten carbide insert bits incorporate the use of specially selected grades, shapes, and sizes of sintered tungsten carbide compacts which generate the cutting function. Again length, spacing, and shape vary with desired drilling perfor-mance. Cutters are mounted onto the bearing journals of the bit body and become an integral part of the completed assembly. Softer formation bits generally require lighter drilling weights; therefore cutter shells and bearing size are smaller than those of hard formation bits which perform under heavier drill-ing loads. Cutter angles and bearing offset vary to produce the desired cutting action. Soft formation bits drill with a tearing and gouging effect more suited to softer, unconsolidated formations. Hard formation bits have cutters on a near true rolling and offset angle which break the harder rock with a chipping and crushing action. Weight on the bearings is distributed through a five-part anti-friction bearing system. Radial loads are carried by a bal-anced distribution over the RBF (roller-ball-friction), or RBR (roller-ball-roller) internal bearing design. Axial thrust loads are distributed over hardened, low coefficient of friction, hard faced surfaces. Bearings are matched and ground with precision to ex-acting tolerances to ensure load distribution and long bearing life. Ball bearings, used to retain the cutter on an integral leg bearing race, also provide additional radial and axial load support. Critical areas prone to excessive wear on the outer portions of the cutters such as the steel cutter teeth and outer gauge areas are additionally protected with tungsten carbide alloy hard-facing to retard wear caused by cuttings removal and abra-sion. Tungsten carbide insert bits may also utilize small, flush-fit tungsten carbide compacts along the circumference of the gauge surface as well as on outer surfaces of the leg component. Stra-tegic placement of the wear resistant materials lowers the wear rate in critical areas thus ensuring consistent hole diameters and reducing outer bearing exposure. In the completed assembly, pin connection threads are machined within ( ± .010” ) concentricity limits about the true axis of the bit. This permits true rolling and equal load distribution on all cones for optimum cutting structure and bearing life.
Soft Formation Bits Bits designed for the softer drilling formations utilize longer, wide-spaced cutter teeth in both milled steel tooth and tungsten carbide insert types. Soft, unconsolidated formations allow greater cutter angles and bearing offset to provide maximum penetration rates and cuttings removal.
Medium Formation Bits Medium and medium-hard formation bits have shorter and more closely spaced teeth as well as less drastic cutter angle and bearing offset. As rock formations become slightly harder in com-pressive strengths, less tearing and gouging and more chipping and crushing action is necessary to keep the bit drilling efficiently on the bottom of the hole. There is less vibration generated and optimum bearing and cutting structure life is ensured.
Hard Formation Bits The higher compressive strength rock formations are very hard and usually abrasive. Bits utilized in these drilling conditions require short, strong, impact and wear resistant cutting structures. Steel teeth or tungsten carbide inserts are arranged very close to-gether and cutter angles as well as bearing offset are reduced to a near true rolling design to provide optimum resistance to abrasion and impact, as well as to give the crushing action required to ef-fectively perform in hard drilling conditions. External gauge areas of the cutter and leg assemblies also receive a more concentrated
application of wear resistant hard-facing and tungsten carbide compacts.
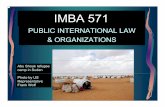
Circulation Systems Rotary drilling bits are designed for use with compressed air or fluid circulation systems. Compressed air circulates through the bit to pressurize and cool the precision bearings, keeping the internal structure free of cuttings and contaminates. This same air drilling system flushes the cuttings from the bottom of the drilled hole. Fluid systems utilize either water or special drilling muds to keep the complete bit cool and to lift the cuttings to the surface of the drilled hole.
Regular Circulation Design Full hole or regular circulation bits utilize a full diameter center hole to maximize cutter tooth cleaning. This center hole may be left fully open or can be restricted in size through the use of a center orifice plate which will produce higher or lower pres-sures across bearing surfaces and on hole bottom depending on the size of the orifice and air compressor or fluid pump output. Circulation system design, bit size, and drill pipe size are critical considerations in determining which orifice size, if any, should be used. Regular circulation air bits have passageways directly to the internal bearing surfaces to provide cooling and cleaning. For fluid drilling these passageways may be omitted during manufacture or plugged prior to service to prevent contaminants from entering the bearing areas.
Jet Circulation Design Jet circulation bits incorporate three orifices strategically placed between the cutters along the outer portion of the bit body. These orifices are equipped with field replaceable nozzles which direct the high velocity jet stream to the outside diameter of the hole being drilled, providing optimum cleaning and retarding the wear rates of cutter teeth incurred by direct center hole blasting action. As with regular circulation bits, passageways are machined into the leg components directly to bearing surfaces for air circula-tion systems and are omitted or closed off for fluid drilling. Nozzle size varies with circulation system output, hole diameter, and drill pipe size. Recommendations based on engineering calculations for nozzle sizes are found on page 24 of this catalog.
REGULAR CIRCULATION(Cutaway Showing Bearing Design)
REGULAR CIRCULATION
JET CIRCULATION
(Cutaway Showing Bearing Design)(Cutaway Showing Bearing Design) Orifice Plate(Optional)
REGULAR CIRCULATION
3

4
TUNGSTEN CARBIDE INSERT BITS
Soft Formation S.E. 52The S.E. 52 utilizes the largest chisel-shaped tungsten carbide inserts with greater extension and spacing to perform best in the softest formations. Maximum bearing offset and cutter angle ensure the highest penetration rates and the most efficient cuttings removal in a wide variety of soft unconsolidated formations.
Compressive Strengths – 2,000 to 8,000 PSIOperating Weights – 1,000 to 3,000 lbs. per inch of bit diameterRotary Speeds 45 to 100 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 411-432
Soft Formation S.E. 53The S.E. 53 utilizes a high offset which features large chisel-shaped tungsten carbide inserts to provide high penetration rates in the softest formations. Wide insert spacing allows effective hole cleaning in low compressive formations such as shales, clays, limestone, and sands.
Compressive Strengths – 2,000 to 10,000 PSIOperating Weights - 1,000 to 3,000 lbs. per inch of bit diameterRotary Speeds – 45 to 100 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 441-512
Soft to Medium Formations S.E. 54 The S.E. 54 utilizes an offset with large chisel-shaped inserts spaced to provide high penetration rates in softer formations. It is extremely effective in shales, clays, soft to medium limestone, and other formations of relatively low compressive strength with hard streaks or abrasive qualities.
Compressive Strengths – 5,000 to 12,000 PSIOperating Weights – 1,000 to 4,000 lbs. per inch of bit diameterRotary Speeds – 45 to 100 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 521-532

Medium Formations S.E. 56The S.E. 56 is adaptable to a wide variety of formations with higher compressive strengths, and performs well in sandstones, limestones, hard shales, and other formations with high abrasive qualities, numer-ous hard streaks, and broken formations.
Compressive Strengths – 7,000 to 15,000 PSIOperating Weights – 2,000 to 5,000 lbs. per inch of bit diameterRotary Speeds – 40 to 90 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 541-622
Medium to Medium Hard Formations S.E. 57The S.E. 57 effectively combines chisel and conical inserts to produce a design to drill slightly harder formations such as hard limestone, dolomite, hard sands, and other formations with hard cherty streaks. The arrangement of the tungsten carbide inserts provides maximum durability, reduces drill vibration, and allows greater drilling weights in highly compressive strength formations.
Compressive Strengths – 10,000 to 18,000 PSIOperating Weights – 3,000 to 6,000 lbs. per inch of bit diameterRotary Speeds – 40 to 90 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 631-712
Medium Hard to Hard Formations S.E. 58For maximum penetration rates in harder formations, the S.E. 58 utilizes breakage resistant, projectile shaped tungsten carbide inserts. They are closely spaced for maximum bottom hole cleaning in hard, abrasive, and homogeneous limestones, dolomites, basalt, granite, and chert.
Compressive Strengths – 12,000 to 20,000 PSIOperating Weights – 4,000 to 7,000 lbs. per inch of bit diameterRotary Speeds – 40 to 80 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 721-742
Hard Formation S.E. 59Extremely hard formations of the highest compressive strengths require the S.E. 59. It performs best in formations such as taconite, granite, chert, flint, and quartzite. The specially shaped inserts com-bined with minimum cutter assure maximum penetration and wear resistance.
Compressive Strengths – 16,000 PSI and HigherOperating Weights – 4,000 to 7,000 lbs. per inch of bit diameterRotary Speeds 40 to 80 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 811-832
5

6
MILLED TOOTH BITS
Soft to Medium Soft Formations T4The T4 is designed with high cone offset and longer, widely spaced teeth to provide maximum penetration in medium soft to soft formations such as shales, clays, soft sandstones, and red beds. Also effective in other soft to medium for-mations with relatively low compressive strengths.
Compressive Strengths – 1,000 to 5,000 PSIOperating Weights – 1,000 to 3,000 lbs. per inch of bit diameterRotary Speeds – 60 to 110 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 131-142
Medium Formations T3The T3 performs well in medium formations including unconsolidated shales, me-dium soft limestone, medium sandstones, and other formations of slightly higher compressive strength with intermittent hard streaks.
Compressive Strengths – 3,000 to 6,000 PSIOperating Weights – 1,000 to 4,000 lbs. per inch of bit diameterRotary Speeds – 50 to 100 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 211-232
Medium to Medium Hard Formations T2Medium to medium hard formations such as hard sandstones, limestone, and broken formations with hard, cherty streaks may require the T2. Short, closely spaced teeth, applied with tungsten carbide hard-facing help reduce vibration through the harder formations.
Compressive Strengths – 4,000 to 9,000 PSIOperating Weights – 2,000 to 5,000 lbs. per inch of bit diameterRotary Speeds – 40 to 100 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 241-312
Hard Formations T1-HThe T1-H is designed for hard, abrasive formations such as hard sandstone, dolomite, hard limestone, and granite. The outer gauge rows have webs joining adjacent heel teeth, which are heavily applied with tungsten carbide hard-facing to provide maximum resistance to gauge wear.
Compressive Strengths – 8,000 to 14,000 PSIOperating Weights – 2,000 to 5,000 lbs. per inch of bit diameterRotary Speeds – 40 to 90 RPMDecreased Speed As Weight Is IncreasedIADC Code Range – 321-342

TUNGSTEN CARBIDE INSERT TYPESInsert TypesTungsten Carbide Inserts are designed in various sizes, shapes, and hardness grades, to suit the particular characteris-tics of the formations to be drilled. Proper selection and placement of the tungsten carbide inserts assures optimum perfor-mance and longer bit life in a wide variety of drilling conditions.
□ □ Denotes Regular CirculationDenotes Regular Circulation■ Denotes Jet Circulation
* Denotes Regular or Jet Circulation
Note: All of the sizes and formations as well as special sizes are available on special quantity order. (REVERSE CIRCULATION BITS AVAILABLE ON REQUEST) Specify Air or Fluid Circulation When Ordering. Specify Jet Nozzle Sizes When Ordering.
One-Piece Carbide Blade BitsDurable 3 and 4 blade Chevron and Step type bits for use in mining, construction, exploration, and water well drilling applications perform best in softer, unconsolidated formations. Made of high quality alloy steel these are available with full air or water course openings.
Drag BitsThompson International, Inc. manufactures quality drag bits ranging in size from 1-7/8” diameter and up. Available in both Step and Chevron configurations and in 3 and 4-way blade design. Various pin sizes are available to fit your drilling needs. Both 1/8” and 3/16” carbide depths are utilized in various sizes. Only the highest quality 4140 alloy steel is used for forging material. Bits are offered in both carbide depths are utilized in various sizes. Only the highest quality 4140 alloy steel is used for forging material. Bits are offered in both carbide depths are utilized in various sizes. Only the highest quality 4140 alloy steel is used for forging material. Bits are ofa one piece bit or interchangeable blades. These bits are designed to be used in soft drilling material with compressive strengths of 2000 PSI and under.
Replaceable Blade BitsUsed in a variety of formations and drilling applications, the replaceable blade feature allows flexibility in blade selection and easy replacement. Available in sizes from 3-7/8” Chevron & Step through 5-5/8” Chevron and 6-1/4” Step. The total unit consists of a set of blades, head & bowl, and adapter sub in a variety of pin sizes and options.
Hole OpenersFabricated Hole Openers utilize leg and cutter sections which are strategically mounted on an alloy center body assembly. They are manufactured with single or multiple stage cutting arrange-ments depending on specific, individual requirements. Ample clearance is provided around the cutters to allow efficient removal of the cuttings. Replacement cutter sections can be welded into place to provide re-use of the body assembly. Available in sizes from 8” to 72” diameter.When ordering specify soft, medium, or hard formation. Cutters are available in milled tooth or tungsten carbide insert. When ordering give pilot hole size and top threaded connection for attach-ment to the drill string.
Additional ProductsThe additional products listed are available for alternative drilling requirements or to supplement our other products as an added service to our customers.
Note: All of the sizes and formations as well as special sizes are available on special quantity order. BITS AVAILABLE ON REQUEST) or Fluid Circulation When Ordering. Specify Jet
SIZES
2 7/8 - 3/1/23 3/4 - 4
4 1/8 - 4 5/84 3/4 - 4 7/8
5- 5 1/25 5/8 - 5 7/8
6 - 6 1/46 1/2 - 6 3/4
7 3/87 5/8 - 7 7/8
8 1/2 - 99 5/8 - 9 7/810 5/8 - 11
12 1/4 15
TUNGSTEN CARBIDE INSERT BITSSE52 SE53 SE54 SE56 SE57 SE58 SE59
MILLED TOOTH BITST4 T3 T2 T1-H
APPXBIT WT. (LBS)
REGULARAPI PIN SIZEM MM
73 - 8995 - 101
105 - 117.5117 - 124
127 - 139.7143 -149152 -159165 -171
187200
216 - 229244 - 251270 - 280
311381
N-ROD4THD2 3/82 3/82 7/82 7/83 1/23 1/23 1/23 1/24 1/24 1/26 5/86 5/86 5/87 5/8
4891214223044
283548507295127145200425
REG JET
·Rotary Deck Bushings ·Deck Bushing Sleeves ·Tool Joint Lubricants ·Thread Protectors
Thompson International, Inc. manufactures quality drag bits ranging in size from 1-7/8” diameter and up. Available in both Step and
DEMOUNTABLE
7

DRILCO INDUSTRIAL, INC. / BLAST HOLE8700 Series Shock Sub...........................................................................................................................9The Drilco Industrial Roller Stabilizer..................................................................................................10Model 63-B Roller Stabilizer..................................................................................................................11Welded Blade Stabilizer.........................................................................................................................11Drill Steel................................................................................................................................................12
DRILCO INDUSTRIAL / WATER WELL / MINERAL EXPLORATIONDrill Collars.......................................................................................................................................13-14Special Features for Drill Collars.........................................................................................................13Drill Pipe-Upset and Flush Type..........................................................................................................14Kellys-Square and Fluted.....................................................................................................................15Thread Protectors.................................................................................................................................15Lift Subs, Lift Plugs, Rotary Substitutes......................................................................................16-17
DRILCO INDUSTRIAL, INC. / BLAST HOLE8700 Series Shock Sub...........................................................................................................................9
DRILCO INDUSTRIALTable of Contents

9
8700 SERIES SHOCK SUB
NOTE: Due to the many varied applications present, the above listed rig examples are to be intended as examples only. The following items should be taken into account before determining a shock sub size.
(a) Axial Load(b) Bit Size (tricone, drag or hammer)(c) Pipe OD and wall(d) Rotary torque/single or dual motor(e) Formation being drilled/characteristics of(f) Angle or vertical drilling(g) Compressor size/no of compressors/air pressure(h) RPM(i) Carousel present (longer neck required and if so, length)(j) Upper and lower connections(k) Any overall length restrictions/OD restrictions
*Available in a dual purpose design, which may be used on rotary or down-the-hole hammer applications.
The 8700 Series Shock Sub has been designed and proven to significantly reduce axial and torsional vibration between the rotary head The 8700 Series Shock Sub has been designed and proven to significantly reduce axial and torsional vibration between the rotary head and drill string.Shock and vibration are effectively and efficiently absorbed through a series of field-replaceable shock elements, resulting in increased drilling rates and bit life, reduced drilling machine maintenance and improved operator comfort.The entire unit is sealed to protect it from gearbox oil, the elements, and drilling debris.Rebuild kits are available and the only tools needed to replace the shock absorption units are sockets, screwdrivers, and a pry bar. In the field element replacement can be accomplished quickly, and the shock sub is returned to service in a timely manner. Materials and manufacturing process are controlled by our Quality Assurance Department. Rotary shouldered connections are gauged by API Certi-fied and Drilco Industrial hardened-and-ground gauges.
SPECIFICATIONSSIZE AXIAL LOAD RANGE HP RATING @ 100 RPM WT / LBS OD TYPICAL RIG CLASS
*8730-D
*8740
*8750
8760
15,000 - 25,000
25,000 - 40,000
55,000 - 80,000
74,000 - 100,000
40/80
120/240
215/430
400/800
210
525
860
1400 to 1950
10 3/4
15 1/2
17 7/8
23 1/2
SCHRAMM; RDC 16, 16B. special hammer applications - contact engineering
ROBBINS RR 10S, RR, 10HD; DRILTECH D25K, D40K; IRT4; GD25, 35, 45; DAVEY; REEDRILL SK35/40 REICHdrill C750, T750; CHICAGO PNEUMATIC
BE 61R, IR DMM, DMH; DRILTECH D80K; Intermediate GARDENER DENVER, BE 40, 45
Large BE, G.D., Marion applications, DMH
8700 Series Shock Sub Rebuild Kit

THE DRILCO INDUSTRIALROLLER-STABILIZER
WHY USE A STABILIZER IN DRILLING A BLAST HOLE?For reasons of economy. To reduce the cost per ton of rock removed, the most efficient use of expendable items such as rock bits and drill steel must be achieved.
Rock Bits are designed to rotate about their own center. Stabiliza-tion assures that the bit will do this and thus cause the energies and forces exerted on it to be most efficiently utilized in an axial direction. Lateral movement or stumbling is restricted and the hole is produced in the direction intended. More footage per bit and an increased penetration rate is achieved by proper utilization of the forces applied to the bit. Dull conditions of bits give evidence of this effective stabilization. Gauge wear is uniform and less se-vere. Shirt-tail wear problems are reduced. The inner row cutting structure is more uniformly worn – inner and outer flank wear is reduced.
HOW DOES A STABILIZER AFFECT DRILL STEEL LIFE?Without stabilization, rough spiral bores, ledges and other un-conformities are obtained; the possibilities of crooked hole are enhanced. Drill steel rotating in these rough and crooked bores scrubs and scrapes against the bore wall and thereby abrades.
HOW DOES A STABILIZER AFFECT DRILL AVAILABILITY?In addition to faster penetration rate due to more efficient rock bit performance, the smooth bore produced with adequate stabiliza-tion permits faster rock bit and drill steel retraction from the bore hole. Further, the smooth bore sloughs less than a rough bore. This means that less rock particles fall to the bottom of the hole. Redrill time required is normally eliminated or drastically reduced.
HOW DOES STABILIZER AFFECTPOWDER LOADING EFFICIENCY?Bulk powder loading in stabilized bore holes is easier. The smooth bore without ledges and unconformities allows more uniform loading and better distribution of explosive in the hole. This means more blasting efficiency and a reduction in secondary blasting.
WHAT IS MEANT BY ADEQUATE STABILIZATION?Unless the guiding elements of a stabilizer are very near the bore wall, adequate stabilization of the bit is not achieved. Theoretical-ly, the guiding elements should have the same diameter as the bit. Unfortunately, this is not practical because of the normal attrition of rock bit gauge wear surfaces. The stabilizer should therefore, be held at the largest diameter practicable. Concentricity of guid-ing elements with the axis of the bit and steel is also quite impor-tant to proper stabilization. Eccentricities of these elements tend to void any hope of reducing drilling costs with a stabilizer.
WHAT TYPE OF STABILIZER IS MOST EFFICIENT?A stabilizer which maintains guiding elements close to hole wall is most efficient. The conventional welded rib or cast rib stabi-lizer does an adequate job when new and unworn, provided the ribs are concentric. The problems with this type of stabilizer are wear rate and maintenance cost. Rib-type stabilizers, due to their construction, necessarily drag and scrape against the bore wall and abrade rapidly. Due to the cost in maintaining close-to-hole wall contact, these stabilizers are left in the drill string long after adequate stabilization has been lost.
The major objective should be to drill a smooth bore “useful” hole with a minimum of hole angle changes.
The most efficient stabilizer is one with true-rolling centralizers that are in rolling contact with the bore wall. Scraping and gouging of the guiding elements are eliminated and concentricities are maintained. Roller-stabilizers provide adequate stabilization with-out imposing excessive torque.
10

11
The introduction of Drilco Industrial’s Model 63 series of Roller-Stabilizers opened a new era in blast hole stabilization. It was the original Roller-Stabilizer designed especially for blast hole drilling. The elimination of maintenance time and labor costs normally re-quired for replacement of worn components of more conventional stabilizers resulted in wide acceptance of the Model 63-B which provides increased torsional strength and larger air circulation area. Increased life and reduced operating costs are achieved with the 63-B design through the use of rollers and bearings of the largest diameter practical within a given hold size. Rollers with pressed-in tungsten carbide compacts, working against deeply
carburized precision honed, air-cooled bearings, assure long life. Increased air circulation area is accomplished by the use of a patented aero construction which conducts air through the bearing pins to the drilling bit.
A six-point stabilizer design is available for angle hole drilling or severe conditions where increased stabilization or minimal hole deviation is required. This design features six tungsten carbide studded rollers in two levels, with each level of rollers staggered to produce maximum hole-wall contact.
MODEL 63-B ROLLER STABILIZER
STABILIZATION IN BLAST HOLE DRILLINGDrilco Industrial has long recognized the need for use of a stabilizer when drilling blast holes. Benefits derived from the use of a stabilizer are as follows:
(1) Decreased gauge and shirttail wear of the drill bit since the stabilizer forces the bit to drill in a straight line.
(2) Smoother hole walls make for easier loading of explosives since the blasting agents do not tend to hang up on a rough hole wall.
(3) Smoother drill operations because the stabilizer forces the bit to drill in a straight line, thus decreasing the vibrations caused by the drill pipe rubbing against the hole wall and deck bushing.
When the above benefits are analyzed, the results are reduced drill bit cost, reduced explosive cost, reduced drill pipe cost, and reduced maintenance cost on the drill. All factors combined reduce the total cost per foot drilled.
Drilco Industrial offers the following types of stabilizers:
1. Welded Blade Stabilizers
2. Model 63B Roller Stabilizer
WELDED BLADE STABILIZERSThe welded blade stabilizer is manufactured with a body of alloy steel with steel wear bars welded to the body and covered with hard metal. This stabilizer can have either straight or spiral ribs and is effective in soft to medium formations which are either wet or dry.
HOLE SIZE (in)6 1/46 3/47 7/8
99 7/810 5/8
1112 1/4 13 3/4
15
APPX. S/S LENGTH* (in)26 1/226 1/226 1/228 1/230 3/430 3/430 3/434 1/4
4141
BODY DIAMETER (in)5 1/85 7/8
77 7/88 3/49 1/49 5/810 3/4
1213 3/4
APPX. WEIGHT (lbs)13016522029040046051065010001300
* Shoulder length varies with different wrenching configurationsCAUTION: To avoid injury, do not strike tungsten carbide with hardened steel.* Patented Aero construction of assembly circulates air through bearings to reduce water.
When ordering please specify: 1. Hole size; 2. Drill make and model; 3. Drill pipe OD; 4. Connec-tions and any special requirements.

Drill Steel for blast hole drills is manufactured in both integral and fabricated designs.
THE FABRICATED DRILL STEEL design features tool joints made from steels selected specifically for each application.
All welds are made by selected shielded arc methods and are post heated to remove residual welding stresses. Welds are ma-chine blended to tool joint and tube and ultrasonically inspected. Axial alignment and concentricity of the fabricated assembly are held to a close tolerance.
Wrench slots or flats are milled to suit the requirements of the drill. All rotary shouldered connections are treated for protection against galling in the break-in period.
INTEGRAL DRILL STEEL is made from premium quality alloy steel bars. Bores are trepanned to sizes that result in proper bal-ance for the selected rotary shouldered connection. Concentricity and axial alignment of the connections to the drill steel are held to close machine tolerance. Wrench slots or flats are milled to suit the requirements of the drill.
Options: 1. Step bore to reduce weight 2. O.D. Hard-facing to reduce wear rate.A hard face application of tungsten carbide is available to protect both fabricated and integral designs from abrasion and erosion.
DRILL STEEL: Aids to SelectionFor long steel life and overall economy, the thickest wall should be selected which is consistent with the limitations of the drill or the operation. The resistance to buckling of steel used in compression is a function of the wall thickness and diameter of the tube.
The initial cost of fabricated steel increases with wall thickness. The cost of smaller diameters and shorter lengths of integral steel compares favorably with fabricated steel.
Whenever practical, length of drill steel should be the same so that the bottom joint which wears most rapidly can be placed at the top for further service and also for reduced inventory burden.
Further, the following should be considered in the selection of drill steel:
1. Drill hoisting capacity2. Size and depth of hold to be drilled3. Volume of circulation media available4. Makeup and breakout wrenching available6. Transportation and handling limitations
The selection of rotary shouldered connections should be based on the following:1. Torsional strength required2. Facilities available to make and break connection3. Care and maintenance precautions practiced4. Pin and box balance in tensile, torsional and bending strength
All popular rotary shouldered connections are available.
CARE AND MAINTENANCE OF ROTARY SHOULDERED CON-NECTIONS
A rotary shouldered connection is a precision machined part. For maximum service life and return on investment, proper care and maintenance must be used. Damage in handling that is not rem-edied before using can ruin a connection and shorten the service life of an entire drill string. The following procedures are recom-mended:
1. Prior to each use, clean and visually inspect each pin and box for thread and shoulder damage.
2. Use a lubricant that is recommended for rotary shouldered connections and apply thoroughly to all threads and shoulder surfaces.
3. Stab the connections carefully.4. Make-up to the recommended torque.
Caution: Avoid skin or eye contact with lubricant
Drilco Industrial representatives are available to study your needs and help you select the proper drill steel and rotary connection for your particular application.
Drill Steel for blast hole drills is manufactured in both integral 1. Drill hoisting capacity
DRILL STEEL
FABRICATED DRILL STEEL
INTEGRALDRILL STEEL
12

13
FABRICATED DESIGN INTEGRAL DESIGN
FABRICATED AND INTEGRAL DRILL STEEL
O.D. (in)
44 1/2
5
5 1/2
6 1/46 1/2
7
7 5/88 5/8
9 1/410 3/4
12 3/413 3/8
NOMINAL WALL (in)
1/23/81/21/23/41/23/43/43/43/41
3/41
1 1/211
1 1/2211
1 1/2
NOMINAL WEIGHT/FT (lbs)
1916222434273844485064568211488104148187126148184
NOMINAL I,D. (in)
1 1/21 3/4
2 1/16
2 5/16
2 13/162 13/162 13/16
2 13/163 1/4
3 1/4
4 3/4
4 3/44 3/4
NOMINAL WEIGHT/FT (lbs)
3746
56
67
8496110
134172
202
250
377394
Other sizes available upon request.
BECO CONNECTIONS ARE RECOMMENDED FOR LONG
TROUBLE FREE LIFE
O.D (in)
551/2
6 1/4 - 6 1/27
7 5/8 - 8 5/810 3/4 - 12 3/4
13 3/8
Recommended Beco Connection
3 1/24
4 1/25 1/4
6810
When ordering or requesting a quotation please specify:1. OD size2. Integral or Fabricated3. Bore or wall thickness4. Connections5. Length6. Make and Model of drill or wrench slots, description and
location
Drill collars are heavy drill string members used as weight which forces the bit to penetrate the formation being drilled.
All drill collars are full length heat treated to obtain the best physi-cal properties and to provide a combination of hardness, strength and ductility.
The collars are made from selected bars of chromium molybde-
num alloy steel (AISI 4145 H for smaller sizes and AISI 4145 H modified analysis for larger sizes.)
Drill collars are bored by trepanning to ensure close tolerance of bore alignment. (All drill collars are drifted to API specifications and we are licensed to use the SPI-Spec 7 monogram.)
DRILL COLLARS
1. SURFACE FINISH(a) “As Rolled” – This is the regular on the bar as received from the mill. It is satisfactory for all nominal drill collar requirements. Mill finish bars meet API specifications on O.D. tolerances. “As Rolled” drill collars offer a savings to the user with no effect on performance.
(b) “Machined” – To obtain a machined finish drill collar, 1/8” to 1/4” of steel is machined off the O.D. of the raw stock. Because of improved mill rolling practices, expense of machining, and loss of material, “As Rolled” collars are generally recommended.
2. LENGTHDrilco Industrial standard water well drill collars are available in 10, 15, 20, and 30 foot lengths, or as specified.
3. BOREStandard bores are noted in the drill collar chart. Special bores for particular projects as well as step bores for increased joint strength and/or improved hydraulic conditions are available at extra cost. 4. CONNECTIONSStandard connections are precision machined to API specifica-tions. Additional connections such as: DI Series, Failing Explo-ration, Mayhew, Joy Full Hole, Winter Weiss, and others are available on request. All connections are protected by phosphate surface coating to minimize galling during makeup. Pressed steel or plastic thread protectors are furnished on most popular size drill joints.
5. SPECIAL FEATURESThe following special features are also available on request:
(a) API Relief Groove on Pin or Box(b) Drilco Boreback Box
6. WHEN ORDERING PLEASE SPECIFY:
(a) Outside diameter – Bore – Length(b) Size and type of tool joint – each end of
collar – and Special joint features.(c) Step Bore or Straight Bore(d) Surface Finish – “As Rolled” or Machined(e) Other special features such as elevator
and slip recesses, wrench squares, flats, slots or special breakout configurations. Drawings with dimensions must be supplied for all breakout configurations.
(f) The drill rig make and model with a description of the use of the collars will help assure satisfactory field performance.
Caution: Safety precautions should be taken when handling drill collars. If a lift-type thread protector is used, do not exceed the maximum lifting load capacity for a given size and type. (Check load rating page 15). When lifting heavy collars vertically, we rec-ommend the use of heavy-duty lift plugs or lift subs, and be sure they are shouldered up.
GENERAL NOTES ON DRILCO INDUSTRIAL DRILL COLLARS

STANDARD SIZES, BORES AND CONNECTORS FOR DRILCO INDUSTRIAL DRILL COLLARS
STANDARD LENGTHS OF 10, 15, 20, 25 AND 30 FEET ARE AVAILABLE OR SPECIAL LENGTHS AS SPECIFIED
DRILL COLLAR NUMBER* OR SIZE &
STYLE
OUTSIDE DIAMETER INCHES MINIMUM
BORE INCHESTOLERANCE + 1/16-0
BENDING STRENGTH RATIO
APPX. WEIGHT OF DRILL COLLARS
LBS/FT
14
NC 26-35 (2 3/8 IF)NC 31-41 (2 7/8)
NC 35-47NC 38-50 (3 1/2 IF)
NC 44-60NC 44-60NC 44-62
NC 46-62 (4 IF)NC 46-65 (4 IF)NC 46-65 (4 IF)NC 46-67 (4 IF)
NC 50-70 ( 4 1/2 IF)NC 50-70 ( 4 1/2 IF)NC 50-72 ( 4 1/2 IF)
NC 56-77NC 56-806 5/8 RegNC 61-907 5/8 RegNC 70-79NC 70-1008 5/8 Reg
3 1/24 1/84 3/4
566
6 1/46 1/46 1/26 1/26 3/4
77
7 1/47 3/4
88 1/4
99 1/29 3/4
1011
1 1/222
2 1/42 1/4
2 13/162 1/4
2 13/162 1/4
2 13/162 1/42 1/4
2 13/162 13/162 13/162 13/162 13/162 13/16
3333
2.42:12.43:12.58:12.38:12.49:12.84:12.91:12.63:12.76:13.05:13.18:12.54:12.73:13.12:12.70:13.02:12.93:13.17:12.81:12.57:12.81:12.78:1
26.734.749.653.382.675.990.583.899.592.8108117111120140151162196217230243299
* The drill collar consists of NC (Number Connection), a two digit number indicating the pitch diameter of the connection in units and tenths, a 2 or 3 digit number consisting of the outside diameter in units and tenths. The size and style in parentheses indicate connections.
** Low torque face.
Drilco Industrial drill pipe is manufactured to specifications estab-lished specifically for water well and mineral exploration drilling requirements. Available with either flush O.D. or elevator shoul-dered tool joints, standard recommended sizes are shown in the charts.
Tool joints are made from high quality alloy steel, heat-treated to obtain the best physical properties in a combination of hardness, strength and ductility by exacting control during quenching and tempering operations. Machine operations are performed in a se-quence that assures close tolerance concentricity and alignment of the O.D., I.D. and threads. Each machine operation is checked
by quality assurance technicians. The final check being made of the thread, lead, pitch, taper and shoulder stand-off using fre-quently calibrated precision gages. Thread and shoulder surfaces are then treated with a phosphate coating to minimize galling on the initial makeup of the connection. Tool joints are attached to the pipe or tubing by inertia welding.
The combination of elevator shouldered tool joints to plain end tubing is also available for limited service requirements. Other customer options include square or 18” elevator shoulders and tungsten carbide hard banding for O.D. wear resistance.
INERTIA WELD DRILL PIPE
FLUSH OD DRILL PIPE
Other popular connections, tubing dimensions, grade and/or special combinations are available to accommodate cus-tomer requirements.
When ordering or requesting please specify:
(1) Drill Pipe Type (Flush OD or Elevator Shouldered)
(2) Class or Grade Tubing(3) Tubing Dimensions (Outside Diameter,
Wall Thickness, Weight Per Foot)(4) Tool Joint Connections (Size and Type)(5) Drill Pipe Length(6) Special Features
OD(in)2 3/82 7/83 1/2
44 1/2
55 1/2
WALL(in).280.362.368.330.337.362.415
GRADE
DDDDDDD
WEIGHT(lbs/ft)
6.269.7212.3112.9314.9817.8322.54
RECOMMENDED CONNECTION
N-ROD2 3/8 MAYHEW JR.
2 3/8 IF3 1/2 REGULAR
2 7/8 IF3 1/2 IF
4 FH
ID(in)
11 1/21 3/41 1/22 1/8
2 11/162 13/16
15110150210230265310400
20135205270295340400510
25--------330360415490625
30--------390425490580735
FLUSH OD DRILL PIPE SIZESTube Appreciated Weight/Piece Length

15
When ordering, please specify:
1. Type Kelly fluted2. Nominal size & length3. Required working length4. Bore
5. Top connection6. Bottom connection7. If shipping scabbard is desired8. Flute width and radius
ROTARY KELLYSDrilco Industrial Kellys are made from and AISI 4145 H modified alloy bar. The bar is full length heat treated to obtain the best physical properties and to provide a combination of hardness,
strength and ductility. All ends and center drive sections are ma-chined. All Kellys are precision bored on a trepanner to provide true bore and are drifted to API SPECIFICATIONS.
H
G
FE
120°TYP.
WORKING LENGTH — B ± 2”
A ± 2”
Y
6”6”
X
FLUTED KELLYS
ALL DIMENSIONS IN INCHES
SIZEO.D.
(+ 3/64 - 1/64)(E)
33 5/163 3/83 3/44 1/84 1/44 1/24 5/84 3/4
55 1/45 3/4
BORE+ 1/16 - 0
(F)
1 1/21 5/81 3/41 3/4
222
2 1/42 1/42 1/22 1/2
3
LENGTH(A/B)
SPECIFYOVERALLLENGTHAND/ OR
REQUIREDWORKING
LENGTH (B)
RECOMMENDED TOP
CONNECTION* (X)
2 3/8 REG2 3/8 IF2 3/3 IF
2 7/8 REG2 7/8 IF2 7/8 IF2 7/8 IF3 1/2 FH3 1/2 IF3 1/2 IF
4 FH4 IF
RIG
HT
HA
ND
OR
LEF
T H
AN
D
BOTTOMCONNECTION
(Y)
RIGHTHAND
CONNECTIONAS
SPECIFIEDBY
CUSTOMER
WIDTH(G)
3/43/411111
1 1/41 1/41 1/41 1/41 1/2
RADIUS(H)
3/83/81/21/21/21/21/25/85/85/85/83/4
FLUTE STANDARDAPPXWT/FT(LBS)
182122293528434447505764
G120°TYP.
THREAD PROTECTORSHEAVY DUTY CAST STEEL WITHLIFTING BAILS
Made from steel castings meeting ASTM Spec. No. A27 Grade 60-30 (60,000) psi tensile - 30,000 psi yield), with heavy duty bails. Threads and shoulders are precision machined.
When ordering please specify:
1. Drill collar diameter2. Drill collar joint size
PIN BOXPROTECTORS
ACCESSORIESCONNECTION TYPE & SIZE
NC-232 3/8 REG
NC-26 2 2/8 IFNC-31 2 7/8 IF
2 7/8 XH3 1/2 REG
NC-35NC-38 3 1/2 IF
3 1/2 XH3 1/2 H90
NC-40 4FH4 H90
4 1/2 REGNC-44
NC-46 4 IF 4 1/2 XH 4 1/2 FH4 1/2 H90
5 H905 1/2 REG5 1/2H90
NC-50 4 1/2 IF5 1/2 FH
6 5/8 REG6 5/8 H-90
NC-567 5/8 H-90
NC-617 REG
8 5/8 REG8 5/8 H-90
NC-77
PART NO.CASTING
033125-001033124-001033122-001032969-001032972-001033121-001032986-001033622-001032987-001033132-001033127-001032984-001032981-001032982-001033131-001032983-001033131-001039599-001033135-001033142-001033136-001032957-001033138-001033139-001032960-001033137-001033140-001033149-001032990-001033025-001032991-001
MAX LIFTING LOADS (LBS)
15001500150025002500250025004000250040004000400040004000400040004000400070007000700070007000700070007000700012500125001250012500
WTEACH
15151235211912341832322730252525262550505037363540333595756574
PART NO.CASTING
034522-001034520-001034523-001034524-001034526-001034519-001034525-001034502-001034527-001034510-001034513-001034511-001034509-001034503-001034504-001034514-001034512-001039600-001034538-001034536-001034540-001034541-001034537-001034533-001034539-001034534-001034535-001034552-001034549-001034545-001034547-001
PIN PROTECTORMAX LIFTING LOADS (LBS)
25002500250025002500250025004000250040004000400040004000400040004000400065006500650065006500650065006500650010000100001000010000
WTEACH
14201517202519252025252525252525252039393930393939393971656265
BOX PROTECTOR

16
MEDIUM DUTYMALLEABLE IRON
(Without Lifting Bail)LIGHT DUTY PRESSED STEEL
(No Lifting Bail)
PLASTIC THREAD PROTECTORSDrilco Industrial Plastic Thread Protectors are excellent, durable and low cost protection for your threads during shipping and storage of
your drill system components.
For large size connectionsFor shipping and storing drill stem
components at warehouse or on the rig
STOCKING SIZES
2 3/8” HUGHES SLIMLINE H-902 7/8” API INTERNAL FLUSH3 1/2” EXTRA HOLE3 1/2” API INTERNAL FLUSH4 1/2” API FULL HOLE4” API INTERNAL FLUSH (4 1/2” xH)4 1/2” API INTERNAL FLUSH (5” xH)
PIN BOXPROTECTORS
PIN BOXPROTECTORS
PIN BOXPROTECTORS
STOCKING SIZES
2 3/8 IF 2 3/8 REG 3 1/2 FH 3 1/2 HX 3 1/2 H902 7/8 IF 2 1/2 REG 4 FH 4 1/2 XH 4 H903 1/2 IF 3 1/2 REG 4 1/2 FH 4 1/2 H904 IF 4 1/2 REG 5 1/2 FH 5 H904 1/2 IF 5 1/2 REG 6 5/8 FH 5 1/2 H905 1/2 IF 6 5/8 REG 6 5/8 H90
9” -10”
10”- 11”
DrillCollar
Size O.D.Connection
Type
PinProtector
Wt.
Box Protector
Wt.
Wt.PerSet
7 5/8 REG7 5/8 H90
NC 708 5/8 REG8 5/8 H90
NC 77
21.520.021.027.025.026.5
11.514.013.513.517.014.0
33.034.034.540.542.040.5
HEAVY DUTY LIFT SUB-TYPE NSOne piece construction machined from single piece of AISI 4145 alloy steel stock to dimensions shown.
Threaded section made from AISI 4145 heat treated alloy stock. Center section bored out to reduce weight.
When ordering, please specify:
1. Drill Collar OD - (A)2. Tool Joint OD - (B) tapered or square shoulder3. Drill Pipe OD - (C)4. Drill Collar Connecting Size (D)5. Bore (E)
*For a box in top of lift sub add 6” to overall length.
Caution: All lift subs should be made up to recom-mended connection torque before being used to lift drilling string.
LIFT SUBS
LIFT PLUGS
When ordering, please specify:
1. Drill Collar OD - (A)2. Lift Plate OD - (B)3. Drill Collar Connection Size - (C)
SOLID STOCK TYPE NSSize Range (Drill Collar
Size A)
3 1/2 - 3 7/84 - 4 3/8
4 1/2 - 4 7/85 - 5 3/8
5 1/2 - 5 7/86 - 6 3/8
6 1/2 - 6 7/87 - 7 3/8
7 1/2 - 7 7/88 - 8 3/8
8 1/2 - 8 7/89 - 9 3/8
9 1/2 - 9 7/810 -
11 1/4 -
Appx. Weight(lbs)
40508488120150168169242257280305320333368
Size Range (Drill Collar
Size A)
3 1/2 - 3 7/84 - 4 3/8
4 1/2 - 4 7/85 - 5 3/8
5 1/2 - 5 7/86 - 6 3/8
6 1/2 - 6 7/87 - 7 3/8
7 1/2 - 7 7/88 - 8 3/8
8 1/2 - 8 7/89 - 9 3/8
9 1/2 - 9 7/810 -
11 1/4 -
Appx. Weight(lbs)
35405058708290100118128132150165178245

17
ROTARY SUBSTITUTESDrilco Industrial Rotary Subs are machined from quality AISI 4145H alloy steel. All threads are precision machined and protected by a phosphate surface coating after machining to prevent galling on initial makeup.
Rotary subs are used where threads of one size or type must be coupled together with threads of another size or type. Other subs are used as wear prevention at connection points that are frequently made up and broken out, such as Kelly Saver Subs.
If you desire subs with special configurations, send drawings and specifications when requesting a quotation.
When ordering, please specify:
On all subs ordered:1. Give subs use, example:Kelly subX - over drill pipe to drill collarsX - over drill collar to drill collarBit sub, etc.2. Overall length3. Largest diameter4. Bore
5. Size and type of connections pin or box
On reduced section subs, give this additional information:1. Diameter of reduced section2. Length of reduced section
On bit subs give:1. Float size (If desired)

TOOLTECH, INC.Drill Pipe for Portable Rotary Rigs......................................................................................................19Elevated Shoulder Drill Pipe................................................................................................................20Drill Pipe for Portable Rotary Rigs......................................................................................................19
TOOLTECH, INC.TOOLTECH, INC.Table of ContentsTable of Contents

19
DRILL PIPE FOR PORTABLEROTARY RIGS
At Tooltech, Inc., we produce drill pipe for portable rotary rigs in the water well, mining, construction, environmental, oil and gas drilling industries. We have combined a team of experienced people, utilizing their expertise with the latest technology to meet the highest standards of quality assurance. We are dedicated to providing you with a single item or a complete drill string in the shortest delivery time within the industry, virtually anywhere in the world.
We start by purchasing (in accordance with Tooltech specified chemistry and physical properties) the finest quality seamless tubing available from industry recognized steel mills. Tool joints are manufac-tured on the site from heat treated alloy steel ordered under strict Tooltech specifications.
Using the latest CNC equipment available, all tool joints are precisely machined to API specifications, and each joint must pass rigid quality control inspections. By checking thread lead, taper, pitch, and form along with gauging every joint, we assure interchangeability on site during actual drilling opera-tions. Threads and shoulder faces are treated to provide corrosion resistance and lubricating prop-erties to help prevent galling during the initial break-in period. Hard banding of the tool joints is also available.
In-house upsetting gives us the flexibility and versatility to satisfy your complete range of require-ments for internal, external, and internal/external upset pipe. The upset provides a greater wall thick-ness and weld surface area at the point where the mid-body tube is jointed to the alloy tool joint. The resulting configuration provides the necessary gradual transition of forces from the pipe, through the weld area, into the tool joint. Tooltech also offers plain end drill pipe for your rotary drilling needs.
Inertia welding, when applicable, is the best method of joining tool joints to drill pipe. Technically speaking, “space age” inertia welding is an autogenous welding process in which heat for coales-cence is produced by direct conversion of mechanical energy to thermal energy at the joint interface. The mechanical energy is generated by the sliding-action friction between the rotating or rubbing surfaces at the point of the weld interface. Plainly speaking, inertia welding produces a uniform, fine-grained, clean, high quality, stronger weldment without the injection of filler material.
Finishing provides the final high-quality touch. All weld areas are properly heat treated to restore the physical and metallurgical properties affected during inertia welding. Tooltech machines and grinds the weld areas. With final inspection of the weld zone for defects, the most reliable method of attach-ing tool joints to pipe is complete.

20
ELEVATOR SHOULDERED DRILL PIPE UPSET TUBING
Note: When drill pipe is racked or transported in the field, Tooltech recommends that pin and box protectors be used to prevent damage to the threaded connections.
* Refer to API RP7G for additional “Recommended Practice For Drill Stem Design and Operating Limits.”
EXTERNAL UPSET DRILL PIPE
CONNECTION
TOOL JOINT
OD(in)
ID(in)
TONG LENGTHPIN(in)
BOX(in)
OD(in)
WALL(in)
DRILL PIPE
WEIGHT(lbs/ft) RANGE 1 RANGE 2
APPX. WT/ PIECE
NC-26 (2 3/8 IF)NC-31 (2 7/8 IF)NC-38 (3 1/2 IF)
NC-46 (4” IF)NC-50 (4 1/2 IF)
3 3/84 1/84 3/4
66 3/8
1 3/42 1/8
2 11/163 1/43 3/4
77877
89
10 1/21010
2 3/82 7/83 1/2
44 1/2
.280
.362
.368
.330
.337
6.6510.4013.3014.0016.60
1602503203804.0
225350450520585
INTERNAL UPSET DRILL PIPE
CONNECTION
TOOL JOINT
OD(in)
ID(in)
TONG LENGTHPIN(in)
BOX(in)
OD(in)
WALL(in)
DRILL PIPE
WEIGHT(lbs/ft) RANGE 1 RANGE 2
APPX. WT/ PIECE
NC-40 (4” FH)4 1/2 FH
5 1/45 3/4
2 13/163
77
1010
44 1/2
.330
.33714.0016.60
350420
490590
INTERNAL-EXTERNAL UPSET DRILL PIPE
CONNECTION
TOOL JOINT
OD(in)
ID(in)
TONG LENGTHPIN(in)
BOX(in)
OD(in)
WALL(in)
DRILL PIPE
WEIGHT(lbs/ft) RANGE 1 RANGE 2
APPX. WT/ PIECE
NC-46 (4 “IF)NC-50 (4 1/2) IF
5 1/2 IF
6 1/46 3/8
7
3 1/43 3/4
4
777
102010
4 1/25
5 1/2
.337
.362
.361
16.6019.5021.00
440490560
605685780

TECHNICAL DATA AND MISCELLANEOUSAir Velocity Chart..................................................................................................................................22Tips for Top Performance.....................................................................................................................23Drill String Components.......................................................................................................................23Torque for Drill Collars.........................................................................................................................24U.S. and Metric System Equivalents...................................................................................................25Telephone Numbers & Addresses.......................................................................................................25
TECHNICAL DATA AND MISCELLANEOUSAir Velocity Chart..................................................................................................................................22
TECHNICAL DATA & MISCELLANEOUS
Table of Contents

AIR VELOCITY CHART
For determination of drill steel diameter for ad-equate bailing-given compressor output (at oper-ating pressure) and hole size
Chart is based on equation Q=AVWhere Q=Quantity of air input to drill steel (cubic ft. per minute)
A=Annular area between drill steel andwall of drilled hole in square feet
V=Velocity of air traveling betweendrill steel and wall of drilled holein feet per minute
Uphole bailing velocities of 5,000 fpm are desired, minimum of 3,000 fpm to a maximum of 7,000 fpm are generally considered adequate.
EXAMPLE: What drill steel diameter is required to give 5000 fpm bailing velocity in 9 7/8” hole with 1000 cfm air available? Starting with 1000 on the left side of the chart and traveling to the right to the 5000 fpm line in the column marked 9 7/8” on the bottom line of the chart, we find an intersection between the 7 and 8 vertical lines or approximately 7 3/4” drill diameter is required.
22

TIPS FOR TOP PERFORMANCE1. The suggested bit down pressure and rotational speeds in this catalog are guidelines. Best performance is achieved at the drill-ing site through testing along these basic guidelines.
2. Drill steel should be straight with properly maintained threaded connections. Bent drill steel could drastically reduce drilling per-formance and bit life.
3. Care should be used when attaching or removing the bit from the drill steel.
4. Tool joint lubricants are recommended for the threaded con-nections and shoulder of the drill steel and bits. These lubricants reduce friction, help prevent thread galling, and ease the make-up and break-out operation while adding or removing joints of drill steel.
5. Make sure air valves are open before starting to drill and keep the air on until the bit is out of the hole.
6. A new bit should be broken in by drilling with reduced down pressure and rotational speed for a short period.
7. Guard against dropping the bit and drill steel to the bottom of the hole. This impact can result in serious damage to the bit.
8. In wet holes, maintain as high a pressure drop as possible across the bit to ensure adequate cleaning and to avoid stoppag-es within the air courses of the bit which may result in premature bearing failure.
9. Inspect the bit regularly after drilling the hold to assess impending failure or damage. Cone temperatures should be uniform. Otherwise, obstructed air courses and potential bearing failure may be indicated.
10. Before an idle period, the bit may be cleaned by opening the air valves and rotating the cutters by hand. Make certain the cut-ters turn freely before re-using the bit after an idle period.
SAMPLE OF DRILL STRING COMPONENTS
23

(1) Basis of calculations for recommended makeup torque assumed the use of a thread compound contain-ing 40-60% by weight of finely powdered metallic since or 60% by weight of finely powdered metallic lead applied thoroughly to all threads and shoulders and using the Modified Jack Screw Formula as shown in the IADC Tool Pusher’s Manual, Sec. B. 1, p. 7 and API RP 7G, Fifth Edition, April, 1974, Appendix A, Sec. A.B., and a unit stress of 62,500 PSI in the box or pin, whichever is weaker.
(2) Normal torque range- Tabulated minimum value to 10% greater. Largest diameter shown for each con-nection is the maximum recommended for that connection. If connections are used on drill collars larger than the maximum shown, increase the torque values shown by 10% for a minimum value. In addition to the increased torque value, it is also recommended that a finishing neck machined to the maximum diameter shown.
(3) H-90 connection makeup torque based on 56,250 PSI stress and other factors as stated in Note (1)
(4) 2-7/8 PAC makeup torque based on 87,500 PSI stress and other factors as stated in Note (1)
*Largest diameter shown is the maximum recommended for these full faces connections. If larger diam-eters are used, machine connections with low torque faces and use the torque values shown under low torque face tables. If low torque faces are not used, see Note (2) for increased torque values.
Notation in this column indicates cross section area (3/4” from base on pin or 3/8” from shoulder on box) is smaller on the member indicated.
_______________________________WATER WELL AND MINERAL EXPLORATION DRILLING TOOLS
MINIMUM RECOMMENDED MAKE-UP TORQUE FOR DRILL COLLARS (FT. LBS.)
CONNECTION BORE OF DRILL COLLAR INCHES
+ W
EAK
MEM
BER
SIZEAPI
2-3/8
2-3/8API2-7/82-7/83-1/22-7/82-7/8API3-1/2
API
3-1/24
3-1/2
3-1/2API4-1/2
3-1/2
4API
44-1/2
4
4-1/2
API
4-1/2
4-1/2API
44-1/2
54-1/24-1/2
5
5-1/2
5-1/2
TYPENC 23
PAC(SEE NOTE 4)
API IF orN 26 or
SLIM HOLEEXTRA HOLE or
DBL STREAMLINEor MOD OPEN
API IF orNC 31 or
SLIM HOLE
NC 35
EXTRA HOLE orSLIM HOLE or
MOD OPEN
API IF orNC 38 or
SLIM HOLE
H-90(See Note 3)
FULL HOLE orNC 40 or
MOD OPEN orDBL STREAMLINE
H-90(See Note 3)
API REGULAR
NC 44
API FULL HOLE
EXTRA HOLE orNC 46 orAPI IF or
SEMI IF orDBL STREAMLINE
or MOD OPENH-90
(See Note 3)
H-90(See Note 3)
H-90(See Note 3)
API REGULAR
OD3
3-1/83-1/4
33-1/83-1/43-1/23-7/8
3-3/43-7/84-7/83-7/84-1/84-1/44-1/24-1/24-3/4
54-1/44-1/24-3/4
55-1/44-3/4
55-1/45-1/24-3/4
55-1/45-1/2
55-1/45-1/25-3/4
65-1/45-1/25-3/4
66-1/45-1/25-3/4
66-1/45-3/4
66-1/46-1/25-1/25-3/4
66-1/46-1/25-3/4
66-1/46-1/26-3/4
5-3/46
6-1/46-1/26-3/46-1/46-1/26-3/4
76-3/4
77-1/47-1/26-3/4
77-1/47-1/2
12,5003,3004,000
1-1/42,5003,3003,4003,8004,9005,2004,6005,500
4,1005,3008,0004,6007,3008,80010,000
1-1/22,5002,6002,6003,8004,2004,2004,6004,700
4,1005,3008,0004,6007,3008,8009,300
1-3/4
2,9002,9002,9003,7003,700
4,1005,3007,4004,6007,3008,1008,1008,90012,10012,1005,1008,40011,90013,20013,2009,90013,80016,00016,0008,70012,70016,90018,50010,80015,10019,70020,40020,400
2
4,6006,8006,8006,8008,90010,80010,8005,1008,40011,70011,70011,7009,90013,80014,60014,6008,70012,70016,70016,70010,80015,10018,60018,60018,60012,50017,30022,30023,50023,50015,40020,30023,40023,40020,60025,0002,5002,50012,90017,90023,30027,00027,000
2-1/4
8,9009,2009,2005,1008,40010,00010,00010,00099,0012,80012,80012,8008,70012,70015,00015,00010,80015,10016,90016,90016,90012,50017,30021,50021,50021,50015,40020,30021,60021,60020,60023,30023,30023,30012,90017,90023,30025,00025,00017,60023,20028,00028,00028,000
17,60023,40028,50028,50028,50025,00031,50035,00035,00034,00041,50042,50042,50031,50039,00042,00042,000
2-1/2
7,4007,4007,4005,1008,2008,2008,2008,2009,90010,90010,90010,9008,70012,70013,10013,10010,80014,80014,80014,80014,80012,50017,30019,40019,40019,40015,40019,40019,40019,40020,60021,20021,20021,20012,90017,90022,80022,80022,80017,60023,20025,50025,50025,500
17,60023,40026,00026,00026,00025,00031,50033,00033,00034,00040,00040,00040,00031,50039,00039,50039,500
213/16
8300830083008300870010400104001040010800121001210012100121001250016500165001650016500154001620016200162001800018000180001800012900179001980019800198001760022200222002220022200
1760023000230002300023000250002950029500295003400036500365003650031500360003600036000
3
12900177001770017700177001760020200202002020020200
1760021000210002100021000250002700027000270003400034000340003400031500335003350033500
BOXPINPINPINPINPINPINPIN
BOXBOX
BOXPINPINPINPINPINPINBOXPINPINPINPINPINPINPINPINBOXPINPINPINBOXPINPINPINPINBOXPINPINPINPINBOXPINPINPINPINPINPINPINBOXPINPINPINPINPINPINPINPINPIN
BOXPINPINPINPINBOXPINPINPINPINPINPINPINBOXPINPINPIN
CONNECTION BORE OF DRILL COLLAR INCHES
+ W
EAK
MEM
BER
SIZE4-1/2API
55
5-1/25
5-1/2
API
6-5/8
6-5/8
API
5-1/2
6-5/8
API
API
7
7-5/8
7-5/8
8-5/8
8-5/8
7
7-5/8
7-5/8
8-5/8
8-5/8
TYPEAPI IF orNC 50 or
EXTRA HOLEMOD OPEN or
DBL STREAMLINEor SEMI-IF
API FULL HOLE
NC 56
API REGULAR
H-90(See Note 3)
NC 61
API-IF
API FULL HOLE
NC 70
NC 77
H-90(See Note 3)
API REGULAR
H-90(See Note 3)
API REGULAR
H-90(See Note 3)
H-90(See Note 3)
API REGULAR
H-90(See Note 3)
API REGULAR
H-90(See Note 3)
OD6-1/46-1/26-3/4
77-1/4
77-1/47-1/27-3/47-1/47-1/27-3/4
87-1/27-3/4
88-1/47-1/27-3/4
88-1/4
88-1/48-1/28-3/4
88-1/48-1/28-3/4
99-1/48-1/28-3/4
99-1/49-1/2
99-1/49-1/29-3/4
1010-1/4
1010-1/410-1/210-3/4
11
88-1/4*8-1/28-1/28-3/4
99-1/4*9-1/2
99-1/4*9-1/2
1010-1/4*10-1/210-1/4*10-1/2
8-3/49
9-1/49-1/29-3/4
109-3/4
1010-1/410-1/210-3/4
1110-3/4
1111-1/4
2-1/422,80029,50036,00038,00038,000
2-1/222,80029,50035,50035,50035,500
32,50040,50049,00051,00040,00048,50051,00051,00046,00055,00057,00057,00046,00055,00059,50059,50054,00064,00072,00072,00056,00066,00074,00074,00074,00074,000
2-13/1622,80029,50032,00032,00032,000
32,50040,50047,00047,00040,00048,00048,00048,00046,00053,00053,00053,00046,00055,00056,00056,00054,00064,00068,00068,00056,00066,00070,00070,00070,00070,00067,00078,00083,00083,00083,00075,00088,000101,000107,000107,000107,000
53,00063,00071,500
67,50074,000
322,80029,50030,00030,00030,000
32,50040,50045,00045,00040,00045,00045,00045,00046,00050,00050,00050,00046,00053,00053,00053,00054,00064,00065,00065,00056,00066,00067,00067,00067,00067,00067,00078,00080,00080,00080,00075,00088,000101,000105,000105,000105,000107,000122,000138,000143,000143,000
53,00063,00068,50060,00071,00083,00088,00088,00072,00085,50098,000108,000123,000139,000125,000128,500
67,50071,00072,00085,00091,00091,00091,000105,000112,500112,500112,000129,00092,00011,000012,8000
3-1/422,80026,50026,50026,50026,500
32,50040,50041,50041,50040,00042,00042,00042,00046,00047,00047,00047,00046,00049,50049,50049,50054,00061,00061,00061,00056,00063,00063,00063,00063,00063,00067,00076,00076,00076,00076,00075,00088,000100,000100,000100,000100,000107,000122,000138,000138,000138,000
53,00063,00065,00060,00071,00083,00083,00083,00072,00085,50098,000108,000123,000134,000112,500128,500
66,50066,50072,00085,00087,00087,00091,000105,000108,000108,000112,000129,90092,500110,000128,000
3-1/2
56,00059,00059,00059,00059,00059,00067,00072,00072,00072,00072,00075,00088,00095,00095,00095,00095,000107,000122,000133,000133,000133,000
53,00050,50060,50060,00071,00079,00079,00079,00072,00085,50098,000108,000123,000129,000112,500128,500
62,00062,00072,00082,00082,00082,00091,000103,500103,500103,500112,000129,00092,500110,000128,000
3-3/4
66,50066,50066,50066,50066,50075,00088,00090,00090,00090,00090,000107,000122,000128,000128,000128,000
60,00071,00074,00074,00074,00072,00085,50095,500108,000123,000123,000112,500128,500
72,00077,00077,00077,00091,00098,00098,00098,000112,000129,00092,500110,000128,000
BOXPINPINPINPIN
BOXBOXPIN PINBOXPINPINPINPINPINPINPINBOXPINPINPINBOXPINPINPINBOXPINPINPINPINPINPINPINPINPINPINBOXBOXPINPINPINPINBOXBOXPINPINPIN
BOXPINPINBOXBOXPINPINPINBOXBOXPINBOXPINPINBOXBOX
PINPINBOXPINPINPINBOXPINPINPINBOXBOXBOXBOXBOX
CONNECTIONS WITH FULL FACE
CONNECTIONS WITH LOW TORQUE FACE
24

WATER WELLAND MINERALEXPLORATION
DRILLING TOOLS
METRIC SYSTEM
THOMPSON GROUP COMPANIESP.O. Box 656, 5840 Airline Road
HENDERSON, KY 424201-800-626-70541-270-826-3751
Fax 1-270-826-3881CANADIAN 1-800-626-7054
DRILCO 270-826-3751
LENGTH:
1 meter (m)
1 decameter (dkm)1 hectometer (hm)1 kilometer (km)
WEIGHT:
1gram (g)
1 dekagram (dkg)1 hectagram (hg)1 kilogram (kg)
1 metric ton
VOLUME & CAPACITY:
1 liter (l)
1 dekaliter (dkl)1 hectoliter (hl)
1 kiloliter (kl)
AREA:
1 centare (ca)
1 are (a)
1 hectare (ha)
1 square kilometer (km²)
10 decimeters (dm)100 centimeters (cm)1,000 millimeters (mm)
10 meters (m)100 meters (m)1,000 (m)
10 decigrams (dg)100 centigrams (cg)1,000 milligrams (mg)
10 grams (g)100 grams (g)1,000 grams (g)
1,000 kilograms (kg)1,000,000 grams (g)
1 cubic decimeter (dm³)10 deciliters (dl)100 centiliters (cl)1,000 milliliters (ml)1,000 cubic centimeters (cm³ or cc)
10 liters (l)100 liters (l)
1 cubic meter (m³)1 stere (s)1,000 liters (l)
1 square meter (m³)100 square decimeters (dcm²)10,000 square centimeters (cm²)1,000,000 square millimeters (mm²)
1 square dekameter (dkm²)100 square meters (m²)
100 ares (a)10,000 square meters (m²)
1,000,000 square meters (m²)
=
===
=
===
=
=
==
=
=
=
=
=
Other prefixes occasionally used:micro - one millionthdeca - 10 times (same as deka)myria - 10,000 timesmega - 1,000,000
LENGTH EQUIVALENTSUNIT
1 Millimeter =1 Centimeter =1 Inch =1 Foot =1 Yard =1 Meter =
UNIT1 Rod =1 Furlong =1 Mile (Statute) =1 Nautical Mile = 6080.2 feet = 1.15155 statute miles = 1/3 league1 Light Year = 5.879 trillion miles = 9.46 trillion kilmoeters
Millime-ters
110
25.4001304.801914.402
1000
Feet16.5660
5280
Centi-meters
.11
2.5400130.480191.4402
100
Yards5.5220
1760
Inches.03937.3937
11236
39.37
Meters5.02921201.1681609.35
Feet.003281.032808.083333
13
3.28083
Rods1
40320
Yards.001094.010936.027778.333333
11.09361
Furlongs.025 (1/40)
18
Meters.001.01
.025400
.304801
.9144021
Miles(Statute)
.003125 (1/320).125 (1/8)
1
UNIT
1 Grain =1 Gram =1 Ounce (Troy) =1 Ounce (Avoir.) =1 Pound (Troy) =1 Pound (Avoir.) =1 Kilogram =
UNIT
1 Metric Ton =1 Net (Short) Ton =1 Gross (Long) Ton =
Grains
115.4324
480437.557607000
15432.4
Kilograms
1000907.1851016.05
Grams
.0647991
31.103528.3495373.242453.592
1000
Pounds(Troy)
2679.232430.562722.22
Ounces(Troy)
.002083
.0321511
.91145812
14.583332.1507
Pounds(Avoir.)2204.62
20002240
Ounces(Avoir.).002286.0352741.09714
113.1657
1635.2740
MetricTons
1.9071851.01605
Pounds (Troy)
.000174
.002679
.083333
.0759551
1.215282.67923
Net (Short)Tons
1.102311
1.12
Pounds (Avoir.).000143.002205.068571.0625
.8228571
2.20462
Gross (Long) Tons
.984206
.8928571
Kilograms
.000065.001
.031104
.028350
.373242
.4535921
WEIGHT EQUIVALENTS
VOLUME & CAPACITY EQUIVALENTS
UNIT
1 Cu. Centimeter =1 Cubic Inch =1 Gill =1 Pint (Liquid) =1 Pint (Dry) =1 Liter =1 Quart (Liquid) =1 Gallon (Liquid) =1 Gallon (Dry) =1 Peck =1 Cu. Foot =1 Bushel =1 Barrel =1 Cu. Yard =1 Cu. Meter =
CubicCentime-
ters
116.387118.29473.18550.621000
946.363785.44404.98809.828317.035239.3119241.2764559.41000000
Cubic Inches
.061021
7.218828.87533.60061.02357.75231
268.80537.611728
2150.47276.546656
61023.4
Liters
.001.01639.11829.47318.55062
1.946363.78544.40498.809829.31735.239119.24764.561000
Quarts(Liquid)
.00106
.01732.125.5
.581821.05867
14
4.65469.309229.92237.237
126807.901056.7
Quarts(Dry)
.00091
.01488
.10742
.42968.5
.90808
.859373.4375
48
25.71432
108.28694.28908.08
Gals.(Liquid)
.00026
.00433
.03125.125
.14546
.26417.251
1.16362.32737.48059.309231.5
201.97264.17
Gals.(Dry)
.00023
.00372
.02686
.10742.125
.22702
.21484
.8593712
6.42858
27.070173.57227.02
CubicFeet
.00004
.00058
.00418
.01671
.01945
.03531
.03342
.13368
.15556.3111
11.24454.2109
2735.314
AREA EQUIVALENTSUNIT
1 Square Foot =1 Square Yard =1 Square Meter =1 Square Rod =1 Are =1 Acre =1 Square Mile (640 Acres)1 Square Kilometer =
SquareInches
14412961550392041550006272640
----
Square Feet
19
10.7639272.251076.3943560
2787840010763867
Square Yards
.11111
1.1959930.25
119.5994840
30976001195985
Square Meters
.09290
.836131
25.293100
4046.8625899991000000
25


THOMPSON INTERNATIONAL, INC.PO BOX 656, HENDERSON, KY 42419-0656
PH. 270-826-3751 FX. 270-826-3881 TF. 1-800-626-7054
www.thompsoninternational.com www.drilcoindustrial.com