
Thermochemical Biorefineries and Activities in Austria · Thermochemical Biorefineries and...
25
Thermochemical Biorefineries and Activities in Austria Dr. Reinhard Rauch Institute of Chemical Engineering IEA Bioenergy Task 42 Biorefining 7 th Task Meeting, Lille, France, 3-4 March 2010
Transcript of Thermochemical Biorefineries and Activities in Austria · Thermochemical Biorefineries and...

Thermochemical Biorefineries and
Activities in Austria
Dr. Reinhard Rauch
Institute of Chemical Engineering
IEA Bioenergy Task 42 Biorefining
7th Task Meeting, Lille, France, 3-4 March 2010
Institute of Chemical Engineering
Working Group Zero Emission Technology
Index
• Overview thermochemical Biorefineries• Activities in Austria
• Gasification• Synthesis• Integration aspects

Institute of Chemical Engineering
Working Group Zero Emission Technology
Thermochemical Biorefineries

Institute of Chemical Engineering
Working Group Zero Emission Technology
Research in 2nd generation biofuels� Abengoa (Ethanol)� Chemrec (DME)� Choren (Fischer Tropsch Diesel)� Cutec (Fischer Tropsch Diesel)� ECN (Fischer Tropsch Diesel, BioSNG)� Forschungszentrum Karlsruhe (Fischer Tropsch Diesel, Methanol)� Institute of Gas Technology (Fischer Tropsch Diesel)� Institut Francais du Petrole (Fischer Tropsch Diesel)� Sasol (Fischer Tropsch Diesel) largest producer of FT products
worldwide� Technical University of Karlsruhe (Fischer Tropsch Diesel)� Vienna, University of Technology (Fischer Tropsch Diesel, BioSNG)� VTT (Fischer Tropsch Diesel)� All Oil companies, like Shell, Total, Chevron … ! (but only for non
renewable sources like coal and natural gas)This list is not complete!!!More info in the country reports of IEA Bioenergy Task33, and Task39http://biofuels.abc-energy.at/demoplants/projects/mapindex

Institute of Chemical Engineering
Working Group Zero Emission Technology
Sasol: Refinery based on FT synthesis
Source: CSFB Global Oil & Gas Conference, 8th June 2005

Institute of Chemical Engineering
Working Group Zero Emission Technology
Sasol: Products• Argon – inert gas essential in lightbulbs
• Acetone – nail varnish• Butane – lighter fuel
• Bitumen – roads
• Diesel – powers trucks, tractors and increasingly cars
• Ethylene gas – banana-ripening
• Ethanol – perfumes and deodorants• Fertilisers – derived from ammonia
• Gases – such as carbon dioxide and nitrogen for industrial use
• Hydrogen – manufacture of margarine
• Industrial pipeline gas – heating furnaces, ovens and kilns
• Jet fuel – derived from crude oil and synthetic components
• Krypton – lasers and lighting
• Linear-chain alpha olefins – enhancing plastics
• Mono-methylamine – agrochemicals and explosives
• Nitric acid – nitrogenous explosives
• Ortho-cresol – and other phenolics, used for specialised coatings
• POLY Vinyl chloride – PVC
• Propylene – polypropylene packaging and car parts
• Recarburiser coke – metallurgical production
• Sodium tripolyphosphat e – washing powders
• Tertiary amyl methyl ether – octane-boosting petrol additive
• Urea, derived from ammonia – animal feeds
• Waxes – crayons, makeup, coatings• Xenon – projectors, medical scanners
Source: http://www.sasol.com

Institute of Chemical Engineering
Working Group Zero Emission Technology
Gasification
Biomass Gasification
Autothermal Allothermal
Air O2/H2O H2O CO2
Hu: lowN2: highH2: low
Hu: mediumN2: zeroH2: high
Hu: mediumN2: zeroH2: high
Hu: mediumN2: zero
H2: medium

Institute of Chemical Engineering
Working Group Zero Emission Technology
Gasification
product gas flue gas
biomass
steamair
Fluidised Bed (Steam/O2) Entrained Flow (O2) Dual Fluidised Bed (Steam)

Institute of Chemical Engineering
Working Group Zero Emission Technology
BiomassGasification
Producer Gas (gas engine, gas turbine,
fuel cell)
Synthetic NaturalGas (SNG)
FT-Fuels(FT-Diesel)
Methanol / DME
Hydrogen
Mixed alkohols
Biomass
Synthesis gasH2 + CO
Oxosynthesisfor aldehydes
Isosynthesis forIsobutane
Ammonia
others

Institute of Chemical Engineering
Working Group Zero Emission Technology
Commercial FICFB gasifiers
Oberwart
In operation
Klagenfurt
Start up planned for 2010
Start up planned for 2011
Villach

Institute of Chemical Engineering
Working Group Zero Emission Technology
Commercial FICFB gasifiers
LocationElectricity
production
Fuel / electr.
MW, MWelStart up Status
Güssing, AT Gas engine 8.0 / 2.0 2002 Operational
Oberwart, AT Gas engine / ORC 8.5 / 2.8 2008 Operational
Villach, AT Gas engine 15 / 3.7 2010Construction
finished
Klagenfurt, AT Gas engine 25 / 5.5 2011Detailed
engineering
Ulm, DE Gas engine / ORC 15 / 5.3 2010Under
construction
Geislingen, DEAER-process /
Gas engine / ORC10 / 3.3 2010
Detailed
engineering
Institute of Chemical Engineering
Working Group Zero Emission Technology
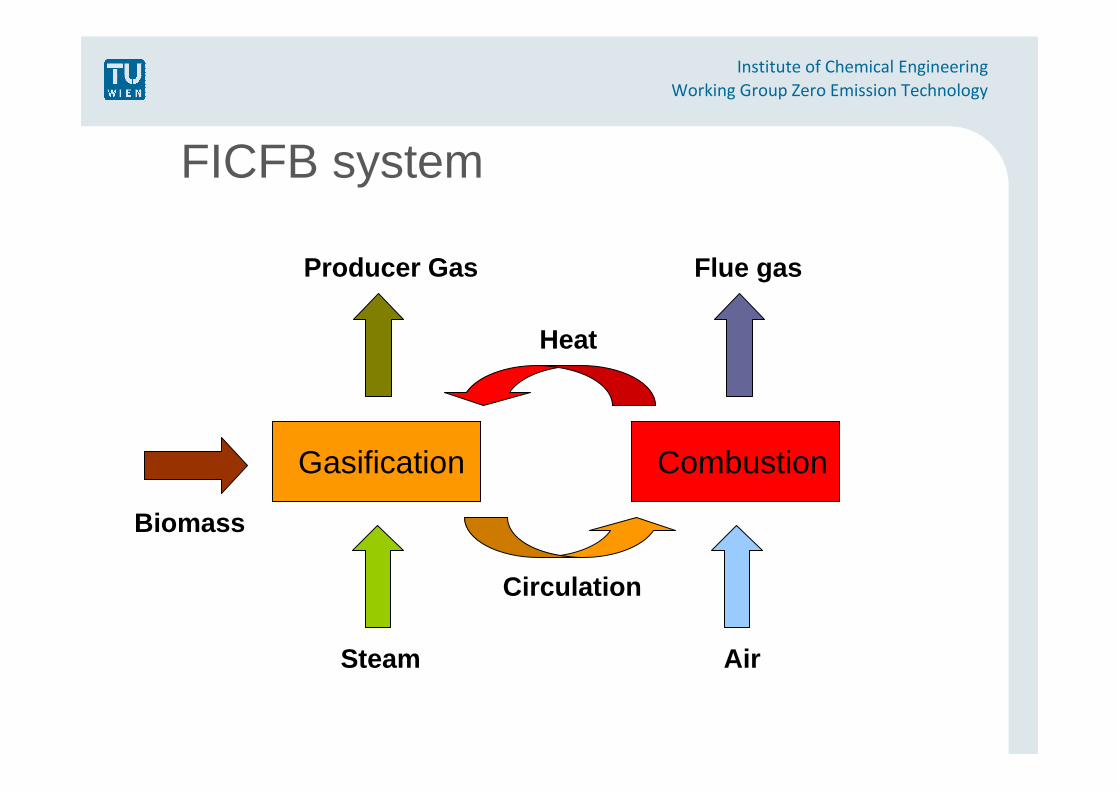
FICFB system
Steam Air
Biomass
Gasification Combustion
Producer Gas Flue gas
Circulation
Heat

Institute of Chemical Engineering
Working Group Zero Emission Technology
Schema of FT synthesis
gasification Gas cleaning Gas utilisation
biomassFlue gas
heat electricity
steam
Fluidised bed850 °C
particeltar
Gas engine
Gas Treatment and compression
FT-Synthesis Product separation
FT raw product
240 - 280 °C20 - 30 bar
catalyst
gaseous products, Off-Gas
Sulphur ChlorineHydrocarbons
Commercial plant
R&D

Institute of Chemical Engineering
Working Group Zero Emission Technology
Analysis of FT raw product
alkanes
(iso&n-)
alkenes
cylcoalkanes
oxygenates

Institute of Chemical Engineering
Working Group Zero Emission Technology
FT diesel after hydroprocessing
0%
2%4%
6%
8%10%
12%
14%16%
18%
C9C10 C11 C12 C13 C14 C15 C16 C17 C18 C19 C20
Kettenlänge [-]
Mas
sena
ntei
le [%
wt]
iso-alkane
n-Alkane
AromatischeVerbdg.

Institute of Chemical Engineering
Working Group Zero Emission Technology
BioSNG
BioSNGBioSNG --lab scale productionlab scale production
Methanation (BioSNG)Fluidized bed reactor Temperature 300-350 °C Pressure 1-5 barCapacity 1 MW SNGCatalyst Nickel
CO + 3 H2 = CH4 + H2O
Biomass gasificationBiomass gasification
SNGSNG--demonstrationdemonstration

Institute of Chemical Engineering
Working Group Zero Emission Technology
Quality of BioSNG
unit
GermanyDVGW
regulation G260
AustriaÖVGW
regulationG31
BioSNG
Wobbe Index [kWh/m³] 12,8-15,7 13,3-15,7 14,15
Relative density [-] 0,55-0,75 0,55-0,65 0,56
Higher heating value
[kWh/m³] 8,4-13,1 10,7-12,8 10,7

Institute of Chemical Engineering
Working Group Zero Emission Technology
Integration aspects
• Polygeneration
• Integration of facility in existing Industry
• Integration of products in existing Industry

Institute of Chemical Engineering
Working Group Zero Emission Technology
Polygeneration
biomass gasification gas cleaning
Peak electricity + heat
Storable product
Flexible switch between both products within minutes
Research necessary:- synthesis reaction which is load flexible- demonstration of concept- heat usage concepts
like SNG, LPG, FT liquids, alcohols, DME, chemicals
Like gas engine or gas turbine to produce electricity and heat
80% of investment costs are always in operation
Interesting financing option for scaling up,
because CHP is state of the art

Institute of Chemical Engineering
Working Group Zero Emission Technology
Integration of FT synthesis into energy consuming industry
Aim:� Production of FT – raw products� Substitution of fossil energy
Parameters for Study:
� Steam produced by fossil: 120 t/h� Steam parameters: 2.8 / 12 / 120 bar � Fuel: wood chips from forestry

Institute of Chemical Engineering
Working Group Zero Emission Technology
Simulation
gasificaton+ drying
Steam generation
Steam - ReformerGas cleaning
compression
Gas cleaning
FT - Synthesis
Offgas - combustion
Steam generation

Institute of Chemical Engineering
Working Group Zero Emission Technology
Main resultsFuel input: 54.4 [t/h]
Thermal input: 220.2 [MW]
FT – Produkts: 9.9 [t/h]
50%
5%0%1%
4%
34%
6% Standort 1 Brennstoffkosten
Betriebsmittelkosten
Reststoffentsorgungskosten
Personalkosten
Wartungskosten
Kreditrückzahlung
Strombezugskosten
FuelConsumablesWastePersonalMaintananceInvestmentsElectricity
Steam at 2,8 bar: 43.4 [t/h]
Steam at 12 bar: 12.3 [t/h]
Steam at 120 bar: 63.6 [t/h]

Institute of Chemical Engineering
Working Group Zero Emission Technology
Integration into fossil refinery
� Refineries are looking for substitution of diesel in Europe
� FT raw products has to be hydrotreated to get a high valuable diesel
� Almost all refineries have hydrotreating facilities
So upgrading of FT raw products in refineries seems very interesting

Institute of Chemical Engineering
Working Group Zero Emission Technology
Feed in points
Destillation outside refinery
• FT Naphta• FT Diesel• FT Waxes
Or FT raw product
Source: Wikipedia

Institute of Chemical Engineering
Working Group Zero Emission Technology
Conclusion
� Gasification gives the opportunity to produce a wide range of products
� for coal and natural gas, there exists already conversion routes (ammonia, methanol, FT, hydrogen)
� For cofiring and CHP biomass gasification is already on the market
� Some synthetic biofuels are already in demonstration
2nd International Conference on Polygeneration Strategies with special focus on Integrated Biorefineries, 7th-9th of September 2010, Leipzig, Germanyhttp://www.icps-conference.eu/


















