Solvent-Free System Using a Packed-Bed Reactor with …
13
catalysts Article Continuous Production of 2-Phenylethyl Acetate in a Solvent-Free System Using a Packed-Bed Reactor with Novozym ® 435 Shang-Ming Huang 1 , Hsin-Yi Huang 1 , Yu-Min Chen 1 , Chia-Hung Kuo 2, * and Chwen-Jen Shieh 1, * 1 Biotechnology Center, National Chung Hsing University, Taichung 402, Taiwan; [email protected] (S.-M.H.); [email protected] (H.-Y.H.); [email protected] (Y.-M.C.) 2 Department of Seafood Science, National Kaohsiung University of Science and Technology, Kaohsiung 811, Taiwan * Correspondence: [email protected] (C.-H.K.); [email protected] (C.-J.S.); Tel.: +886+7+361-7141 (ext. 23646) (C.-H.K.); +886+4+2284-0450 (ext. 5121) (C.-J.S.) Received: 1 June 2020; Accepted: 24 June 2020; Published: 26 June 2020 Abstract: 2-Phenylethyl acetate (2-PEAc), a highly valued natural volatile ester, with a rose-like odor, is widely added in cosmetics, soaps, foods, and drinks to strengthen scent or flavour. Nowadays, 2-PEAc are commonly produced by chemical synthesis or extraction. Alternatively, biocatalysis is a potential method to replace chemical synthesis or extraction for the production of natural flavour. Continuous synthesis of 2-PEAc in a solvent-free system using a packed bed bioreactor through immobilized lipase-catalyzed transesterification of ethyl acetate (EA) with 2-phenethyl alcohol was studied. A Box–Behnken experimental design with three-level-three-factor, including 2-phenethyl alcohol (2-PE) concentration (100–500 mM), flow rate (1–5 mL min -1 ) and reaction temperature (45–65 ◦ C), was selected to investigate their influence on the molar conversion of 2-PEAc. Then, response surface methodology and ridge max analysis were used to discuss in detail the optimal reaction conditions for the synthesis of 2-PEAc. The results indicated both 2-PE concentration and flow rate are significant factors in the molar conversion of 2-PEAc. Based on the ridge max analysis, the maximum molar conversion was 99.01 ± 0.09% under optimal conditions at a 2-PE concentration of 62.07 mM, a flow rate of 2.75 mL min -1 , and a temperature of 54.03 ◦ C, respectively. The continuous packed bed bioreactor showed good stability for 2-PEAc production, enabling operation for at least 72 h without a significant decrease of conversion. Keywords: Lipase; transesterification; 2-phenylethyl acetate; packed-bed reactor; solvent-free; ethyl acetate 1. Introduction Floral scent is an important ingredient to enhance flavor, and its main component is esters. They are commonly applied to many products, such as perfume, cosmetics, natural food additives, pharmaceuticals, and even in oral use [1]. Among aromatic compounds, 2-phenylethyl acetate (2-PEAc) is one of the most important chemicals of flower fragrance [2,3]. 2-PEAc, C 10 H 12 O 2 , is a transparent, colorless oily liquid with the fragrance of rose and honey. A rose emission scent is mainly contributed by 2-PEAc, cis-3-hexenyl acetate, geranyl acetate, and citronellyl acetate when a rose flower has opened [4,5]. Nowadays, 2-PEAc is also widely used in the blending of flower and fruit flavors, belonging to a food additive [6]. In the traditional method for preparing 2-PEAc, although it can be extracted from plants or chemically synthesized, the concentration of 2-PEAc aromatic esters extracted by this conventional method is low, the extraction process is complicated, and the cost is high [7]. Essential oils extracted Catalysts 2020, 10, 714; doi:10.3390/catal10060714 www.mdpi.com/journal/catalysts
Transcript of Solvent-Free System Using a Packed-Bed Reactor with …

catalysts
Article
Continuous Production of 2-Phenylethyl Acetate in aSolvent-Free System Using a Packed-Bed Reactorwith Novozym® 435
Shang-Ming Huang 1, Hsin-Yi Huang 1, Yu-Min Chen 1, Chia-Hung Kuo 2,* andChwen-Jen Shieh 1,*
1 Biotechnology Center, National Chung Hsing University, Taichung 402, Taiwan;[email protected] (S.-M.H.); [email protected] (H.-Y.H.);[email protected] (Y.-M.C.)
2 Department of Seafood Science, National Kaohsiung University of Science and Technology,Kaohsiung 811, Taiwan
* Correspondence: [email protected] (C.-H.K.); [email protected] (C.-J.S.);Tel.: +886+7+361-7141 (ext. 23646) (C.-H.K.); +886+4+2284-0450 (ext. 5121) (C.-J.S.)
Received: 1 June 2020; Accepted: 24 June 2020; Published: 26 June 2020�����������������
Abstract: 2-Phenylethyl acetate (2-PEAc), a highly valued natural volatile ester, with a rose-like odor, iswidely added in cosmetics, soaps, foods, and drinks to strengthen scent or flavour. Nowadays, 2-PEAc arecommonly produced by chemical synthesis or extraction. Alternatively, biocatalysis is a potential methodto replace chemical synthesis or extraction for the production of natural flavour. Continuous synthesisof 2-PEAc in a solvent-free system using a packed bed bioreactor through immobilized lipase-catalyzedtransesterification of ethyl acetate (EA) with 2-phenethyl alcohol was studied. A Box–Behnken experimentaldesign with three-level-three-factor, including 2-phenethyl alcohol (2-PE) concentration (100–500 mM),flow rate (1–5 mL min−1) and reaction temperature (45–65 ◦C), was selected to investigate their influenceon the molar conversion of 2-PEAc. Then, response surface methodology and ridge max analysis wereused to discuss in detail the optimal reaction conditions for the synthesis of 2-PEAc. The results indicatedboth 2-PE concentration and flow rate are significant factors in the molar conversion of 2-PEAc. Based onthe ridge max analysis, the maximum molar conversion was 99.01 ± 0.09% under optimal conditions at a2-PE concentration of 62.07 mM, a flow rate of 2.75 mL min−1, and a temperature of 54.03 ◦C, respectively.The continuous packed bed bioreactor showed good stability for 2-PEAc production, enabling operationfor at least 72 h without a significant decrease of conversion.
Keywords: Lipase; transesterification; 2-phenylethyl acetate; packed-bed reactor; solvent-free;ethyl acetate
1. Introduction
Floral scent is an important ingredient to enhance flavor, and its main component is esters. They arecommonly applied to many products, such as perfume, cosmetics, natural food additives, pharmaceuticals,and even in oral use [1]. Among aromatic compounds, 2-phenylethyl acetate (2-PEAc) is one of themost important chemicals of flower fragrance [2,3]. 2-PEAc, C10H12O2, is a transparent, colorless oilyliquid with the fragrance of rose and honey. A rose emission scent is mainly contributed by 2-PEAc,cis-3-hexenyl acetate, geranyl acetate, and citronellyl acetate when a rose flower has opened [4,5].Nowadays, 2-PEAc is also widely used in the blending of flower and fruit flavors, belonging to a foodadditive [6]. In the traditional method for preparing 2-PEAc, although it can be extracted from plantsor chemically synthesized, the concentration of 2-PEAc aromatic esters extracted by this conventionalmethod is low, the extraction process is complicated, and the cost is high [7]. Essential oils extracted
Catalysts 2020, 10, 714; doi:10.3390/catal10060714 www.mdpi.com/journal/catalysts

Catalysts 2020, 10, 714 2 of 13
from plants require a large number of raw materials. Moreover, the extraction process is complicatedbecause there are always many factors that affect the yield [8]. Since the extraction method of aromaticcompounds is more expensive and the yield is low, the chemical synthesis becomes the main source of2-PEAc. The chemical method is usually through acetylation of 2-phenethyl alcohol (2-PE) or esterificationof 2-PE with acetic acid to obtain 2-PEAc [8,9]. However, chemical synthesis has disadvantages such asnon-specific reactions, long reaction times, many byproducts, environmental pollution, and so on [10]. Inrecent years, the alternative methods for producing natural aromatic esters by microbial fermentation ormetabolic engineering were studied [11–14]. Although microbial fermentation had a high transform rate,it was challenging to separate and recover the 2-PEAc from fermentation broth.
Biocatalysis applied in ester synthesis is useful and its synthesized product can be identicalto the natural product. Biocatalysis offers several advantages, such as high specificity, selectivity,low energy consumption, and high yield [15–17]. Currently, an esterification or transesterificationreaction catalyzed by lipase (triacylglycerol ester hydrolase, EC 3.1.1.3) in the organic solvent has beenperformed to produce esters [18,19]. Lipase-catalyzed reactions have been applied to the synthesisof emulsifiers [20], wax esters [21], structural lipids [22], and biodiesel [23]. Enzymatic catalysisis performed under moderate reaction conditions (pH, temperature, and atmospheric pressure),and the substrate is more specific for producing high-quality natural products [24]. Regardingindustrial development, immobilized biocatalysts are favored because of their convenience forseparation, recycling, and reuse. Recently, the immobilization of lipase on hydrophobic supports hasshown hyper-activation activity [25,26]. However, when the substrate is very large or hydrophilic,lipase-catalyzed ester synthesis may cause steric hindrance, thereby reducing lipase activity [27].
Solvent, as the name suggests, can dissolve the reactants to form a uniform reaction system;the solvent can adjust the concentration and temperature of the reactants to control the rate anddirection of the chemical reaction; the solvent can also be used to extract and separate specificcompounds. Therefore, in traditional chemical reactions, the choice of solvent is often an importantissue. However, solvents, especially organic solvents, are the main source of environmental pollution.As humanity’s environmental awareness is increasingly awakened, green chemistry has graduallyformed a new scientific philosophy. A solvent-free system for lipase-catalyzed reaction employinga reactant as the solvent is a simple mixture of reactants. Solvent-free systems present advantages,such as offering greater safety, reduction in solvent extraction costs, increased reactant concentrations,consequently volume productivity, and being friendly to the environment [28]. To date, the solvent-freesystem has been developed successfully for the synthesis of many esters, such as octyl ferulate [29],octyl hydroxyphenylpropionate [30], caffeic acid phenethyl ester [31], ethyl valerate (green appleflavour) and hexyl acetate (pear flavour) [32]. So far, the use of solvent-free systems for enzymaticsynthesis of 2-PEAc has not been reported. Ethyl acetate (EA) has been used as reactant for synthesisof DHA/EPA (Omega-3 fatty acids) ethyl ester [33]. Therefore, we choose EA as a reactant, it also actsas a solvent in the lipase-catalyzed synthesis of 2-PEAc.
A fixed bed reactor is also called a packed bed reactor, and it is filled with a solid catalyst or solidreactants to achieve a multi-phase reaction. The solids are usually in the form of particles, stackedinto a bed of a certain height (or thickness), the bed is stationary, and the fluid reacts through thebed. A packed bed reactor has low mechanical wear on the catalyst. The flow of the fluid in the bedis close to the plug flow result in using a smaller amount of catalyst and a smaller reactor volumecan obtain a larger production capacity. Since the residence time can be strictly controlled and thetemperature distribution can be adjusted appropriately, it is particularly beneficial for achieving highselectivity and conversion. The packed bed reactor using immobilized enzyme has been used for theproduction of galactooligosaccharides [34], high fructose syrup [35], hexyl laurate [25], and geraniolesters [36]. Four types of bioreactor, namely (1) stirred-tank, (2) packed-bed, (3) membrane, and (4)fluidized-bed, are currently used in the bio-, chemical, and food industry. Small-scale factories usuallyuse batch reactors, but factories with large annual output must use continuous reactors, which is moreeconomical. Commercially, they are best used continuously to minimize labor and overhead costs.

Catalysts 2020, 10, 714 3 of 13
Therefore, this study applies the advantages of the solvent-free system and designs of packed bedreactors with immobilized lipase for the synthesis of 2-PEAc.
In this study, a green strategy for synthesis of 2-PEAc by transesterification of ethyl acetate with2-phenyl alcohol catalyzed by lipase was studied. The 2-PEAc was synthesized using Novozym® 435in a packed-bed reactor with a solvent-free system, the reaction parameters affecting the synthesis of2-PEAc were evaluated, and the response surface methodology (RSM) using a three-level-three-factorBox–Behnken design was conducted to determine the optimal condition of 2-phenethyl alcohol (2-PE)concentration, mixture flow rate and reaction temperature on molar conversion of 2-PEAc.
2. Results and Discussion
2.1. Prime Experiment
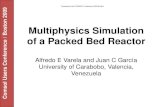
The enzyme-catalyzed reaction in a solvent-free system simply mixes the reactants to carry outthe enzyme-catalyzed reaction without the organic solvent [37]. It possesses some advantages oforganic phase enzyme-catalyzed reactions, such as the reaction thermodynamic balance movingfrom hydrolysis to synthesis, and the enzyme has a high degree of stability. It also overcomes theshortcomings of the high toxicity of organic solvents, flammability and volatility, emitting pollutionto the environment, and the high cost of recovery and recycling. At the same time, the solvent-freesynthesis provides a new molecular environment different from the traditional solvent for the reaction.In the solvent-free system, the enzyme directly acts on the substrate, which improves the substrateand product concentration and the reaction selectivity. The purification process is easy with fewersteps. Solvent-free system biosynthesis is more suitable for the development of the food industrybecause of its obvious advantages such as mild reaction conditions, high substrate concentration, andhigh reaction rate. Initially, the synthesis efficiency of 2-PEAc was investigated at a flow rate in therange of 1 to 5 mL min−1. Figure 1 shows the lipase-catalyzed synthesis of 2-PEAc from 2-PE and EAby transesterification. The reaction was carried out in a continuous packed bed reactor at 50 ◦C in asolvent-free system containing 100 mM 2-PE (dissolved in EA) and 1 g immobilized enzyme. Figure 2shows that at the flow rate of 1 mL min−1, 3 mL min−1, and 5 mL min−1, the conversion rates of 2-PEAcafter reaction for 2 min reached 100%, 95%, and 80%, respectively. The molar conversion increasedby decreasing the flow rate. However, the conversion rate reached 100% and was almost unchangedwhen the flow rate was less than 1 mL min−1.
Catalysts 2020, 10, x FOR PEER REVIEW 3 of 14
Small-scale factories usually use batch reactors, but factories with large annual output must use continuous reactors, which is more economical. Commercially, they are best used continuously to minimize labor and overhead costs. Therefore, this study applies the advantages of the solvent-free system and designs of packed bed reactors with immobilized lipase for the synthesis of 2-PEAc.
In this study, a green strategy for synthesis of 2-PEAc by transesterification of ethyl acetate with 2-phenyl alcohol catalyzed by lipase was studied. The 2-PEAc was synthesized using Novozym® 435 in a packed-bed reactor with a solvent-free system, the reaction parameters affecting the synthesis of 2-PEAc were evaluated, and the response surface methodology (RSM) using a three-level-three-factor Box–Behnken design was conducted to determine the optimal condition of 2-phenethyl alcohol (2-PE) concentration, mixture flow rate and reaction temperature on molar conversion of 2-PEAc.
2. Results and Discussion
2.1. Prime Experiment
The enzyme-catalyzed reaction in a solvent-free system simply mixes the reactants to carry out the enzyme-catalyzed reaction without the organic solvent [37]. It possesses some advantages of organic phase enzyme-catalyzed reactions, such as the reaction thermodynamic balance moving from hydrolysis to synthesis, and the enzyme has a high degree of stability. It also overcomes the shortcomings of the high toxicity of organic solvents, flammability and volatility, emitting pollution to the environment, and the high cost of recovery and recycling. At the same time, the solvent-free synthesis provides a new molecular environment different from the traditional solvent for the reaction. In the solvent-free system, the enzyme directly acts on the substrate, which improves the substrate and product concentration and the reaction selectivity. The purification process is easy with fewer steps. Solvent-free system biosynthesis is more suitable for the development of the food industry because of its obvious advantages such as mild reaction conditions, high substrate concentration, and high reaction rate. Initially, the synthesis efficiency of 2-PEAc was investigated at a flow rate in the range of 1 to 5 mL min−1. Figure 1 shows the lipase-catalyzed synthesis of 2-PEAc from 2-PE and EA by transesterification. The reaction was carried out in a continuous packed bed reactor at 50 °C in a solvent-free system containing 100 mM 2-PE (dissolved in EA) and 1 g immobilized enzyme. Figure 2 shows that at the flow rate of 1 mL min−1, 3 mL min−1, and 5 mL min−1, the conversion rates of 2-PEAc after reaction for 2 min reached 100%, 95%, and 80%, respectively. The molar conversion increased by decreasing the flow rate. However, the conversion rate reached 100% and was almost unchanged when the flow rate was less than 1 mL min−1.
Figure 1. The reaction diagram of 2-phenylethyl acetate (2-PEAc) synthesis catalyzed by Novozym® 435.
Figure 1. The reaction diagram of 2-phenylethyl acetate (2-PEAc) synthesis catalyzed by Novozym® 435.Catalysts 2020, 10, x FOR PEER REVIEW 4 of 14
Figure 2. Effect of flow rate on the lipase-catalyzed synthesis of 2-PEAc in a packed-bed reactor at a substrate concentration of 100 mM 2-phenethyl alcohol (2-PE) and temperature of 55 °C.
2.2. Model Fitting
The major objective of this study was to develop and evaluate a statistical approach to better understand the relationship between variables and lipase-catalyzed transesterification reactions in solvent-free systems. According to the prime experimental result, the actual yields of 2-PEAc and the selected variables, including reaction temperature 50–70 °C, 2-PE concentration of 100–500 mM, and flow rate of 1–5 mL min−1, are shown in Table 1. The RSREG program of SAS was employed to fit the second-order polynomial equation (Equation (1)) to the experimental data. Among the various treatments, the highest molar conversion 98.66% was obtained by treatment 10 with a substrate concentration of 100 mM 2-PE, a flow rate of 1 mL min−1, and a reaction temperature of 55 °C. In contrast, the lowest molar conversion 62.05% was obtained by treatment 6 with a substrate concentration of 500 mM 2-PE, a flow rate of 5 mL min−1, and a reaction temperature of 55 °C. The second-order polynomial equation obtained was shown as follows:
Y (%) = 84.53616 − 0.035396X1 + 1.83595X2 + 0.64601X3 − 0.015505X1X2 + 0.000830699X1X3 + 0.032430X2X3 − 0.0000213020X12 − 0.54497X22 − 0.00781849X32 (1)
where X1 is the concentration of 2-PE (100–500 mM), X2 is the flow rate (1–5 mL min−1), and X3 is the reaction temperature (50–70 °C).
Table 1. Three-level-three-factor Box–Behnken design and the experiment data for response surface analysis.
Treatment No. a
Factor Molar
Conversion (%) X1
Concentration of 2-PE (mM)
X2 Flow Rate (mL min−1)
X3 Observed Molar Conversion (%)
1 0(300) 1(5) −1(45) 76.53 ± 1.70 2 1(500) 0(3) −1(45) 74.58 ± 1.62 3 −1(100) 0(3) −1(45) 97.30 ± 0.41 4 0(300) −1(1) −1(45) 95.44 ± 0.80 5 −1(100) 1(5) 0(55) 94.26 ± 0.95 6 1(500) 1(5) 0(55) 62.05 ± 1.01 7 0(300) 0(3) 0(55) 90.03 ± 1.80
Figure 2. Effect of flow rate on the lipase-catalyzed synthesis of 2-PEAc in a packed-bed reactor at asubstrate concentration of 100 mM 2-phenethyl alcohol (2-PE) and temperature of 55 ◦C.

Catalysts 2020, 10, 714 4 of 13
2.2. Model Fitting
The major objective of this study was to develop and evaluate a statistical approach to betterunderstand the relationship between variables and lipase-catalyzed transesterification reactions insolvent-free systems. According to the prime experimental result, the actual yields of 2-PEAc andthe selected variables, including reaction temperature 50–70 ◦C, 2-PE concentration of 100–500 mM,and flow rate of 1–5 mL min−1, are shown in Table 1. The RSREG program of SAS was employedto fit the second-order polynomial equation (Equation (1)) to the experimental data. Among thevarious treatments, the highest molar conversion 98.66% was obtained by treatment 10 with a substrateconcentration of 100 mM 2-PE, a flow rate of 1 mL min−1, and a reaction temperature of 55 ◦C. In contrast,the lowest molar conversion 62.05% was obtained by treatment 6 with a substrate concentration of 500mM 2-PE, a flow rate of 5 mL min−1, and a reaction temperature of 55 ◦C. The second-order polynomialequation obtained was shown as follows:
Y (%) = 84.53616 − 0.035396X1 + 1.83595X2 + 0.64601X3 − 0.015505X1X2 + 0.000830699X1X3
+ 0.032430X2X3 − 0.0000213020X12− 0.54497X2
2− 0.00781849X3
2 (1)
where X1 is the concentration of 2-PE (100–500 mM), X2 is the flow rate (1–5 mL min−1), and X3 is thereaction temperature (50–70 ◦C).
Table 1. Three-level-three-factor Box–Behnken design and the experiment data for responsesurface analysis.
TreatmentNo. a
Factor
Molar Conversion (%)X1Concentration of
2-PE (mM)
X2Flow Rate
(mL min−1)
X3Observed MolarConversion (%)
1 0(300) 1(5) −1(45) 76.53 ± 1.702 1(500) 0(3) −1(45) 74.58 ± 1.623 −1(100) 0(3) −1(45) 97.30 ± 0.414 0(300) −1(1) −1(45) 95.44 ± 0.805 −1(100) 1(5) 0(55) 94.26 ± 0.956 1(500) 1(5) 0(55) 62.05 ± 1.017 0(300) 0(3) 0(55) 90.03 ± 1.808 0(300) 0(3) 0(55) 89.50 ± 1.999 0(300) 0(3) 0(55) 89.23 ± 2.0710 −1(100) −1(1) 0(55) 98.66 ± 0.0111 1(500) −1(1) 0(55) 91.25 ± 0.3312 0(300) 1(5) 1(65) 79.10 ± 1.2213 1(500) 0(3) 1(65) 81.93 ± 1.8614 −1(100) 0(3) 1(65) 98.00 ± 0.3215 0(300) −1(1) 1(65) 95.42 ± 0.16
a The treatments were run in a random order.
Analysis of variance (ANOVA) data (Table 2) shows that the second-order polynomial model canrepresent well the actual relationship between response and significant variables (R2 = 0.9971 andp < 0.0001). In contrast, the ANOVA results of responses revealed that there was no significant fitas p > 0.05. Therefore, this model was adequate to predict the synthesis yields of 2-PEAc within therange of variables employed. Furthermore, Figure 3 shows that a highly linear relationship betweenpredicted and experimental variables on molar conversion was obtained in this study. The actual 15experimental results of molar conversion were similar to the prediction of the second-order polynomialequation. The effects of the three variables on molar conversion were analyzed by a joint test (Table 3).The results indicated that all three variables had significant effects on molar conversion (p < 0.05).Among them, the concentration of 2-PE (X1) and flow rate (X2) were more important variables towardmolar conversion (p < 0.001) in this study.

Catalysts 2020, 10, 714 5 of 13
Table 2. Analysis of variance (ANOVA) analysis for continuous lipase-catalyzed 2-PEAc synthesis.
Factors Degree of Freedom Sum of Squares Prob > F
Linear 3 1374.688873 <0.0001Quadratic 3 20.478243 0.0267
Cross product 3 166.589386 0.0002Total Model 9 1561.756502 <0.0001Lack of fitPure error 3 4.206608 0.1088Total error 2 0.335839
Linear 5 4.542448
R2 = 0.9971Catalysts 2020, 10, x FOR PEER REVIEW 6 of 14
Figure 3. A linear relationship between the predicted and experimental molar conversion of 2-PEAC.
2.3. Mutual Effect of Parameters
As shown in Figure 4A, the response surface plots show the effect of the concentration of 2-PE and flow rate on the molar conversion of 2-PEAc catalyzed by Novozym® 435 at 55 °C. When the concentration of 2-PE decreased from 500 to 100 mM, the molar conversion increased by approximately 10% and 30% at flow rates of 1 mL min−1 and 5 mL min−1, respectively. The results indicated that the molar conversion increased as 2-PE concentration decreased and the flow rate increased.
Figure 4B shows the effects of concentration of 2-PE and reaction temperature on the molar conversion of 2-PEAc at 1 mL min−1 flow rate, indicating that the higher molar conversion was observed depending on a decreased level of 2-PE concentration and an increased level of reaction temperature. Moreover, Figure 4C illustrates the effects of flow rate and reaction temperature on molar conversion of 2-PEAc at a fixed 2-PE concentration of 100 mM, indicating that the higher molar conversion was obtained by decreasing flow rate when reaction temperature increased from 45 °C to 60 °C. By keeping each constant and examining a series of contour plots generated from the prediction model, Equation (1), the relationship between the reaction factors and response, can be better understood. From the joint test (Table 3), it was found that concentration of PE (X1) and flow rate (X2) were the most important variables for 2-PEAc synthesis (p < 0.0001, while the temperature (X3) has less effect on 2-PEAc synthesis (p = 0.0213), as compared to the concentration of PE and flow rate.
Figure 3. A linear relationship between the predicted and experimental molar conversion of 2-PEAC.
Table 3. Analysis of continuous synthesis variance of 2-PEAc in joint test ANOVA for substrateconcentration pertaining to the response (initial rate).
Factors Degree of Freedom Sum of Squares Prob > F
Concentration of 2-PE (X1) 4 234.012890 <0.0001Flow rate (X2) 4 191.319574 <0.0001
Temperature (X3) 4 7.255284 0.0213
2.3. Mutual Effect of Parameters
As shown in Figure 4A, the response surface plots show the effect of the concentration of 2-PEand flow rate on the molar conversion of 2-PEAc catalyzed by Novozym® 435 at 55 ◦C. When theconcentration of 2-PE decreased from 500 to 100 mM, the molar conversion increased by approximately10% and 30% at flow rates of 1 mL min−1 and 5 mL min−1, respectively. The results indicated that themolar conversion increased as 2-PE concentration decreased and the flow rate increased.

Catalysts 2020, 10, 714 6 of 13Catalysts 2020, 10, x FOR PEER REVIEW 7 of 14
(A)
(B)
Catalysts 2020, 10, x FOR PEER REVIEW 8 of 14
(C)
Figure 4. Response surface plots show the mutual effects of reaction (A) flow rate and concentration of 2-PE at a temperature of 55 °C; (B) temperature and concentration of 2-PE at a flow rate of 1 mL min−1; (C) flow rate and temperature at a 2-PE concentration of 100 Mm.
The similar results observed in contour plots are shown in Figure 5. At any given concentration of 2-PE from 100 to 500 mM, Figure 5a–c indicated that a decrease both in flow rate and 2-PE concentration led to a higher molar conversion of 2-PEAc at different fixed reaction temperatures. The effects of varying concentrations of 2-PE and reaction temperature are shown in Figure 5d–f. At any given flow rate from 1 to 5 mL min−1, a decrease in an adequate reaction temperature was effective for the molar conversion of 2-PEAc. The effects of different flow rates and the reaction temperatures are shown in Figure 5g–i. Reaction temperature has less effect on the molar conversion of 2-PEAc. In addition, Figure 5g shows that a better molar conversion occurred at around 150 mM 2-PE, 3mL min−1, and 55 °C experimental conditions. It should be noted that in a continuous lipase catalytic system, the reduction in flow rate and substrate molecules would lead to an increase in molar conversion. This phenomenon may be that excess substrate is not easily reacted at a high concentration of 2-PE or flow rate, resulting in a decrease in molar conversion. Furthermore, the higher temperature had little effect on the conversion at 60 °C, indicating that the temperature higher than 60 °C may denature the enzyme and reduce the molar conversion.
Figure 4. Response surface plots show the mutual effects of reaction (A) flow rate and concentration of2-PE at a temperature of 55 ◦C; (B) temperature and concentration of 2-PE at a flow rate of 1 mL min−1;(C) flow rate and temperature at a 2-PE concentration of 100 Mm.
Figure 4B shows the effects of concentration of 2-PE and reaction temperature on the molarconversion of 2-PEAc at 1 mL min−1 flow rate, indicating that the higher molar conversion was

Catalysts 2020, 10, 714 7 of 13
observed depending on a decreased level of 2-PE concentration and an increased level of reactiontemperature. Moreover, Figure 4C illustrates the effects of flow rate and reaction temperature onmolar conversion of 2-PEAc at a fixed 2-PE concentration of 100 mM, indicating that the highermolar conversion was obtained by decreasing flow rate when reaction temperature increased from45 ◦C to 60 ◦C. By keeping each constant and examining a series of contour plots generated from theprediction model, Equation (1), the relationship between the reaction factors and response, can bebetter understood. From the joint test (Table 3), it was found that concentration of PE (X1) and flow rate(X2) were the most important variables for 2-PEAc synthesis (p < 0.0001, while the temperature (X3)has less effect on 2-PEAc synthesis (p = 0.0213), as compared to the concentration of PE and flow rate.
The similar results observed in contour plots are shown in Figure 5. At any given concentration of2-PE from 100 to 500 mM, Figure 5a–c indicated that a decrease both in flow rate and 2-PE concentrationled to a higher molar conversion of 2-PEAc at different fixed reaction temperatures. The effects ofvarying concentrations of 2-PE and reaction temperature are shown in Figure 5d–f. At any given flowrate from 1 to 5 mL min−1, a decrease in an adequate reaction temperature was effective for the molarconversion of 2-PEAc. The effects of different flow rates and the reaction temperatures are shownin Figure 5g–i. Reaction temperature has less effect on the molar conversion of 2-PEAc. In addition,Figure 5g shows that a better molar conversion occurred at around 150 mM 2-PE, 3 mL min−1, and 55 ◦Cexperimental conditions. It should be noted that in a continuous lipase catalytic system, the reductionin flow rate and substrate molecules would lead to an increase in molar conversion. This phenomenonmay be that excess substrate is not easily reacted at a high concentration of 2-PE or flow rate, resulting ina decrease in molar conversion. Furthermore, the higher temperature had little effect on the conversionat 60 ◦C, indicating that the temperature higher than 60 ◦C may denature the enzyme and reduce themolar conversion.
2.4. Attaining Optimization
In this study, the optimal synthesis of 2-PEAc was determined by ridge max analysis, whichcalculated the maximum response when the radius increased from the original design center. As shownin Table 4, the ridge max analysis predicted that the maximum conversion was 100.22% at 62.07 mM2-PE and 2.75 mL min−1 flow rate, respectively. The validity of the prediction model is tested byconducting experiments under the best conditions for prediction. According to the statistics of the ridgemaximum results, the maximum molar conversion rate was 99.01 ± 0.09%, indicating that the observedvalues are consistent with the predicted values from Equation (1). Presently, the continuous-flowbioreactor is suitable for maximizing the reaction efficiency, minimizing the demand for power andvolume, and fully mixing the enzyme and substrate to attend a faster reaction rate. Obviously, fromthe statistical analysis results of RSM and ridge max, the optimal reaction conditions of this studyinclude higher molar conversion by continuous lipase-catalyzed synthesis system.
Table 4. The estimated ridge of maximum response for variable production rate.
CodedRadius
EstimatedResponse
(%)
ObservedResponse
(%)
Uncoded Factor Values
X1(mM)
X2(mL/min)
X3(◦C)
0.0 89.59 ± 0.55 89.59 ± 0.41 300.00 3.00 55.000.2 92.02 ± 0.54 91.23 ± 0.30 269.05 2.75 55.170.4 94.11 ± 0.53 92.65 ± 0.22 235.09 2.54 55.250.6 95.87 ± 0.51 95.12 ± 0.14 196.17 2.40 55.180.7 96.65 ± 0.51 95.80 ± 0.09 174.46 2.38 55.070.8 97.39 ± 0.52 97.19 ± 0.35 151.65 2.40 54.901.0 98.80 ± 0.59 98.74 ± 0.04 105.61 2.54 54.491.2 100.22 ± 0.73 99.01 ± 0.09 62.07 2.75 54.03

Catalysts 2020, 10, 714 8 of 13Catalysts 2020, 10, x FOR PEER REVIEW 9 of 14
Temperature (°C) (a) 45 °C (b) 55 °C (c) 65 °C
Flow
rate
(mL/
min
)
Flow rate (mL/min) (d) 1 mL/min (e) 3 mL/min (f) 5 mL/min
Tem
pera
ture
(°C
)
Concentration (nM) (g) 100 nM (h) 300 nM (i) 500 nM
Tem
pera
ture
(°C
)
Figure 5. Contour plots show response behavior with varying concentration of 2-PE and flow rate at (a) 45 °C, (b) 55 °C and (c) 65 °C; concentration of 2-PE and temperature at flow rate (d) 1 mL min−1, (e) 3 mL min−1 and (f) 5 mL min−1; flow rate and temperature at (g) 100 mM, (h) 300 mM and (i) 500 mM 2-PE; numbers on contours denote molar conversion of 2-PEAc (%) at given reaction conditions.
2.4. Attaining Optimization
In this study, the optimal synthesis of 2-PEAc was determined by ridge max analysis, which calculated the maximum response when the radius increased from the original design center. As shown in Table 4, the ridge max analysis predicted that the maximum conversion was 100.22% at 62.07 mM 2-PE and 2.75 mL min−1 flow rate, respectively. The validity of the prediction model is tested by conducting experiments under the best conditions for prediction. According to the statistics of the ridge maximum results, the maximum molar conversion rate was 99.01 ± 0.09%, indicating that the observed values are consistent with the predicted values from Equation (1). Presently, the continuous-flow bioreactor is suitable for maximizing the reaction efficiency,
Figure 5. Contour plots show response behavior with varying concentration of 2-PE and flow rate at(a) 45 ◦C, (b) 55 ◦C and (c) 65 ◦C; concentration of 2-PE and temperature at flow rate (d) 1 mL min−1,(e) 3 mL min−1 and (f) 5 mL min−1; flow rate and temperature at (g) 100 mM, (h) 300 mM and (i) 500mM 2-PE; numbers on contours denote molar conversion of 2-PEAc (%) at given reaction conditions.
2.5. Operational Stability
The purpose of this part of the experiment was to determine the stability of this enzyme forlong-time operation. Since the reaction produces a by-product of ethanol in the batch reactor systemleading to enzyme inhibition, the inhibition would make lipase less active. The enzymatic synthesisof pentyl oleate with immobilized lipase was inhibited by a high concentration of 1-penthanol [38].This inhibition effect has been found in reactions among butyric and lauric acid with ethanol [39,40].Therefore, the stability of the enzyme in the batch reactor will not be better than that in the continuouspacked bed reactor, because the product in the packed bed reactor is continuously removed from

Catalysts 2020, 10, 714 9 of 13
the column, which can avoid the excessive concentration of by-product ethanol causing the enzymeinhibition. The Novozym® 435 in the continuous packed bed is operated for 3 days under the conditionsof a 2-PE concentration of 257.44 mM, a flow rate of 1.049 mL min−1, and a reaction temperatureof 55.59 ◦C. The experimental results are shown in Figure 6. After 3 days of operation, the molarconversion is still 94%, and there is no tendency to decline. The experimental results are similar to thosereported by Royon et al., who used packed bed reactors to investigate the production and stability ofNovozym® 435 catalyzed cotton seed oil to produce biodiesel. After operation for 20 days, the yieldremained at 95% [41]. Halim et al. used a packed bed reactor with immobilized lipase to producebiodiesel from waste palm oil with transesterification. After 120 h of operation, the production of fattyacid methyl esters was 79%, and there was no obvious decline [42]. Chang et al. discussed the use ofNovozym® 435 as the catalyst for the production of biodiesel in the continuous packed bed reactor.After 7.5 days of operation, there was still a 75% yield with no tendency to decline [43]. Our resultsshow that Novozym® 435 is suitable for the continuous packed bed reactor to catalyze the synthesis of2-PEAc. Compared to the batch reactor, the stability of long-term operation can be attributed to theby-product ethanol not accumulating in the continuous packed bed reactor.Catalysts 2020, 10, x FOR PEER REVIEW 11 of 14
Figure 6. Continuous packed bed reactor with Novozym® 435 to synthesize 2-PEAc. The reaction was carried out for 3 days at an enzyme amount of 10,000 propyl laurate units (PLU), a 2-PE concentration of 257 mM, a flow rate of 1 mL min−1 and reaction temperature of 56 °C.
3. Materials and Methods
3.1. Materials
Immobilized lipase Novozym® 435 (10,000 propyl laurate units, PLU, g−1) from Candida antarctica B (EC 3.1.1.3) was supported on a macroporous acrylic resin. 2-PE, 2-PEAc, and EA were purchased from Sigma Chemical Co. (St Louis, MO, USA). Molecular sieve 4 Å was obtained from Davison Chemical (Baltimore, MD, USA). All chemicals employed were of analytical reagent grade.
3.2. Continuous Lipase-Catalyzed Synthesis of 2-Phenylethyl Acetate (2-PEAc)
All materials were dehydrated through a 4 Å molecular sieve overnight. Novozym® 435 was used as a biocatalyst for the esterification of 2-PE and EA (Figure 1). Before reaction, different concentrations of 2-PE (100–500 mmol L−1) in EA were thoroughly mixed in a feeding flask. The reaction was implemented in a stainless-steel tube packed-bed reactor. The reactor is 25 cm in length with an inner diameter of 0.46 cm and contains 1 g of Novozym® 435. The reaction mixture was pumped continuously into the reactor under designed conditions. The flow rates (1–5 mL min−1) were controlled by a Hitachi L-7100 Quaternary Gradient Pump (Hitachi, Tokyo, Japan). The diagram of the stainless-steel tube packed-bed reactor is shown in Figure 7. Based on the reactor design in this study, the reactor is a plug flow model. Assuming that there is no boundary layer near the inner wall of the tube, the mean residence time could be evaluated from 4.15 to 0.83 min at a flow rate of 1 to 5 mL min−1.
Figure 7. The diagram of the Novozym® 435 packed-bed bioreactor.
Figure 6. Continuous packed bed reactor with Novozym® 435 to synthesize 2-PEAc. The reaction wascarried out for 3 days at an enzyme amount of 10,000 propyl laurate units (PLU), a 2-PE concentrationof 257 mM, a flow rate of 1 mL min−1 and reaction temperature of 56 ◦C.
Therefore, the continuous packed bed reactor is very suitable for the industrial mass productionof rose flavoured 2-PEAc.
3. Materials and Methods
3.1. Materials
Immobilized lipase Novozym® 435 (10,000 propyl laurate units, PLU, g−1) from Candida antarcticaB (EC 3.1.1.3) was supported on a macroporous acrylic resin. 2-PE, 2-PEAc, and EA were purchasedfrom Sigma Chemical Co. (St Louis, MO, USA). Molecular sieve 4 Å was obtained from DavisonChemical (Baltimore, MD, USA). All chemicals employed were of analytical reagent grade.
3.2. Continuous Lipase-Catalyzed Synthesis of 2-Phenylethyl Acetate (2-PEAc)
All materials were dehydrated through a 4 Å molecular sieve overnight. Novozym® 435 was usedas a biocatalyst for the esterification of 2-PE and EA (Figure 1). Before reaction, different concentrationsof 2-PE (100–500 mmol L−1) in EA were thoroughly mixed in a feeding flask. The reaction wasimplemented in a stainless-steel tube packed-bed reactor. The reactor is 25 cm in length with an inner

Catalysts 2020, 10, 714 10 of 13
diameter of 0.46 cm and contains 1 g of Novozym® 435. The reaction mixture was pumped continuouslyinto the reactor under designed conditions. The flow rates (1–5 mL min−1) were controlled by a HitachiL-7100 Quaternary Gradient Pump (Hitachi, Tokyo, Japan). The diagram of the stainless-steel tubepacked-bed reactor is shown in Figure 7. Based on the reactor design in this study, the reactor is aplug flow model. Assuming that there is no boundary layer near the inner wall of the tube, the meanresidence time could be evaluated from 4.15 to 0.83 min at a flow rate of 1 to 5 mL min−1.
Catalysts 2020, 10, x FOR PEER REVIEW 11 of 14
Figure 6. Continuous packed bed reactor with Novozym® 435 to synthesize 2-PEAc. The reaction was carried out for 3 days at an enzyme amount of 10,000 propyl laurate units (PLU), a 2-PE concentration of 257 mM, a flow rate of 1 mL min−1 and reaction temperature of 56 °C.
3. Materials and Methods
3.1. Materials
Immobilized lipase Novozym® 435 (10,000 propyl laurate units, PLU, g−1) from Candida antarctica B (EC 3.1.1.3) was supported on a macroporous acrylic resin. 2-PE, 2-PEAc, and EA were purchased from Sigma Chemical Co. (St Louis, MO, USA). Molecular sieve 4 Å was obtained from Davison Chemical (Baltimore, MD, USA). All chemicals employed were of analytical reagent grade.
3.2. Continuous Lipase-Catalyzed Synthesis of 2-Phenylethyl Acetate (2-PEAc)
All materials were dehydrated through a 4 Å molecular sieve overnight. Novozym® 435 was used as a biocatalyst for the esterification of 2-PE and EA (Figure 1). Before reaction, different concentrations of 2-PE (100–500 mmol L−1) in EA were thoroughly mixed in a feeding flask. The reaction was implemented in a stainless-steel tube packed-bed reactor. The reactor is 25 cm in length with an inner diameter of 0.46 cm and contains 1 g of Novozym® 435. The reaction mixture was pumped continuously into the reactor under designed conditions. The flow rates (1–5 mL min−1) were controlled by a Hitachi L-7100 Quaternary Gradient Pump (Hitachi, Tokyo, Japan). The diagram of the stainless-steel tube packed-bed reactor is shown in Figure 7. Based on the reactor design in this study, the reactor is a plug flow model. Assuming that there is no boundary layer near the inner wall of the tube, the mean residence time could be evaluated from 4.15 to 0.83 min at a flow rate of 1 to 5 mL min−1.
Figure 7. The diagram of the Novozym® 435 packed-bed bioreactor. Figure 7. The diagram of the Novozym® 435 packed-bed bioreactor.
3.3. Experimental Design
In this study, the three-level-three-factor Box–Behnken design was employed, and 15 experimentswere carried out in a continuous packed-bed reactor and a solvent-free system. The experimentalvariables were 2-phenethyl alcohol (2-PE) concentration (100–500 mmol L−1), mixture flow rate(1–5 mL min−1) and reaction temperature (45–65 ◦C), as shown in Table 1.
3.4. Quantitation of 2-PEAc
After the synthesis reaction, 2-PEAc in the reaction mixture was quantitated by injecting a 1 µLaliquot of the mixture into an Agilent 7890A gas chromatography (Agilent Technologies, Santa Clara,CA, USA) equipped with a flame ionization detector (FID) and MTX-65 TG fused silica capillarycolumn (30 m × 0.25 mm i.d., film thickness 0.1 µm; Restek Corp., Bellefonte, PA, USA). The injectorand FID temperatures were set to 230 and 250 ◦C. The oven temperature was maintained at 80 ◦Cfor 2 min, raised to 100 ◦C at a rate of 20 ◦C min−1 for 3 min, and finally raised to 230 ◦C at a rate of50 ◦C min−1, then held for 1.5 min. Nitrogen is a carrier gas with a constant flow rate of 3.5 mL min−1.The molar conversion (%) is defined as (the number of moles of 2-PEAc produced per initial 2-PE moleadded) × 100.
3.5. Statistical Analysis
The experimental data (Table 1) were analyzed by response surface regression (RSREG) procedureof SAS (SAS Institute, Cary, NC, USA) to fit the second-order polynomial equation (Equation (2)).
γ = βk0 +∑3
i=1βixi +∑3
i=1βiix2i +∑2
i=1∑3
j=i+1βi jxix j (2)
where γ is the response (molar conversion %), βk0 is a constant, βki, βkii and βkij are coefficients andxi and xj are the non-coded independent variables. The ridge-max option was used to calculate theestimated ridge of the maximum response when the radius increases from the original design center.
4. Conclusions
The continuous Novozyme® 435-catalyzed synthesis of 2-PEAc in the solvent-free system wasstudied. The synthesis of 2-PEAc was optimized by the Box–Behnken design and RSM method, and theexperimental design method was suitable for the optimization of operating conditions. Productivitywas significantly affected by 2-PE concentration and flow rate, and the maximum conversion was99.01 ± 0.09% at 62.07 mM 2-PE and 2.75 mL min−1 flow rate, and 54.03 ◦C, respectively. Finally, this

Catalysts 2020, 10, 714 11 of 13
solvent-free esterification system can be applied to the environmentally friendly production of naturalflavour compounds, such as rose aromatic esters.
Author Contributions: Conceptualization, C.-J.S. and C.-H.K.; investigation, Y.-M.C.; data curation, S.-M.H. andY.-M.C.; writing—original draft preparation, S.-M.H., H.-Y.H. and C.-H.K.; writing—review and editing, C.-J.S.and C.-H.K. All authors have read and agreed to the published version of the manuscript.
Funding: The authors are very grateful to the Ministry of Science and Technology of Taiwan, ROC for supportingthis research (Grants No. 107-2320-B-005 -012 -MY3).
Conflicts of Interest: There is no conflict of interest regarding the publication of this article.
References
1. McGinty, D.; Vitale, D.; Letizia, C.S.; Api, A.M. Fragrance material review on phenethyl acetate. Food Chem.Toxicol. 2012, 50, S491–S497. [CrossRef] [PubMed]
2. Sá, A.G.A.; Meneses, A.C.D.; Araújo, P.H.H.D.; Oliveira, D.D. A review on enzymatic synthesis of aromaticesters used as flavor ingredients for food, cosmetics and pharmaceuticals industries. Trends Food Sci. Technol.2017, 69, 95–105. [CrossRef]
3. Bayout, I.; Bouzemi, N.; Guo, N.; Mao, X.; Serra, S.; Riva, S.; Secundo, F. Natural flavor ester synthesiscatalyzed by lipases. Flavour Fragr. J. 2020, 35, 209–218. [CrossRef]
4. Shalit, M.; Guterman, I.; Volpin, H.; Bar, E.; Tamari, T.; Menda, N.; Adam, Z.; Zamir, D.; Vainstein, A.;Weiss, D.; et al. Volatile ester formation in roses. Identification of an acetyl-coenzyme A. Geraniol/Citronellolacetyltransferase in developing rose petals. Plant Physiol. 2003, 131, 1868–1876. [CrossRef]
5. Guterman, I.; Masci, T.; Chen, X.; Negre, F.; Pichersky, E.; Dudareva, N.; Weiss, D.; Vainstein, A. Generationof phenylpropanoid pathway-derived volatiles in transgenic plants: Rose alcohol acetyltransferase producesphenylethyl acetate and benzyl acetate in petunia flowers. Plant Mol. Biol. 2006, 60, 555–563. [CrossRef]
6. Hirata, H.; Ohnishi, T.; Watanabe, N. Biosynthesis of floral scent 2-phenylethanol in rose flowers. Biosci.Biotechnol. Biochem. 2016, 80, 1865–1873. [CrossRef]
7. Arora, P.K. Microbial Technology for the Welfare of Society; Springer: Singapore, 2019.8. Martinez-Avila, O.; Sanchez, A.; Font, X.; Barrena, R. Bioprocesses for 2-phenylethanol and 2-phenylethyl
acetate production: Current state and perspectives. Appl. Microbiol. Biotechnol. 2018, 102, 9991–10004.[CrossRef]
9. Adler, P.; Hugen, T.; Wiewiora, M.; Kunz, B. Modeling of an integrated fermentation/membrane extractionprocess for the production of 2-phenylethanol and 2-phenylethylacetate. Enzyme Microb. Technol. 2011, 48,285–292. [CrossRef]
10. Khan, N.R.; Rathod, V.K. Enzyme catalyzed synthesis of cosmetic esters and its intensification: A review.Process Biochem. 2014, 50, 1793–1806. [CrossRef]
11. Majetic, C.J.; Raguso, R.A.; Ashman, T.L. The impact of biochemistry vs. population membership on floralscent profiles in colour polymorphic Hesperis matronalis. Ann. Bot. 2008, 102, 911–922. [CrossRef]
12. Białecka-Florjanczyk, E.; Krzyczkowska, J.; Stolarzewicz, I.; Kapturowska, A. Synthesis of 2-phenylethylacetate in the presence of Yarrowia lipolytica KKP 379 biomass. J. Mol. Catal. B Enzym. 2012, 74, 241–245.[CrossRef]
13. Guo, D.; Zhang, L.; Pan, H.; Li, X.; Guo, D.; Zhang, L.; Pan, H.; Li, X. Metabolic engineering of Escherichia colifor production of 2-phenylethylacetate from L-phenylalanine. MicrobiologyOpen 2017, 6, e00486. [CrossRef][PubMed]
14. Zhang, B.; Xu, D.; Duan, C.; Yan, G. Synergistic effect enhances 2-phenylethyl acetate production in the mixedfermentation of Hanseniaspora vineae and Saccharomyces cerevisiae. Process Biochem. 2020, 90, 44–49. [CrossRef]
15. Xavier Malcata, F.; Reyes, H.R.; Garcia, H.S.; Hill, C.G.; Amundson, C.H. Immobilized lipase reactors formodification of fats and oils—A review. J. Am. Oil Chem. Soc. 1990, 67, 890–910. [CrossRef]
16. Fomuso, L.B.; Akoh, C.C. Lipase-catalyzed acidolysis of olive oil and caprylic acid in a bench-scale packedbed bioreactor. Food Res. Int. 2002, 35, 15–21. [CrossRef]
17. Facin, B.R.; Melchiors, M.S.; Valério, A.; Oliveira, J.V.; Oliveira, D.D. Driving immobilized lipases asbiocatalysts: 10 years state of the art and future prospects. Ind. Eng. Chem. Res. 2019, 58, 5358–5378.[CrossRef]

Catalysts 2020, 10, 714 12 of 13
18. Nielsen, N.S.; Yang, T.; Xu, X.; Jacobsen, C. Production and oxidative stability of a human milk fat substituteproduced from lard by enzyme technology in a pilot packed-bed reactor. Food Chem. 2006, 94, 53–60.[CrossRef]
19. Mathpati, A.C.; Kalghatgi, S.G.; Mathpati, C.S.; Bhanage, B.M. Immobilized lipase catalyzed synthesis ofn-amyl acetate: Parameter optimization, heterogeneous kinetics, continuous flow operation and reactormodeling. J. Chem. Technol. Biotechnol. 2018, 93, 2906–2916. [CrossRef]
20. Ye, R.; Hayes, D.G.; Burton, R.; Liu, A.; Harte, F.M.; Wang, Y. Solvent-free lipase-catalyzed synthesis oftechnical-grade sugar esters and evaluation of their physicochemical and bioactive properties. Catalysts 2016,6, 78. [CrossRef]
21. Kuo, C.H.; Chen, H.H.; Chen, J.H.; Liu, Y.C.; Shieh, C.J. High yield of wax ester synthesized from cetylalcohol and octanoic acid by lipozyme RMIM and Novozym 435. Int. J. Mol. Sci. 2012, 13, 11694–11704.[CrossRef]
22. Chojnacka, A.; Gładkowski, W. Production of structured phosphatidylcholine with high content of myristicacid by lipase-catalyzed acidolysis and interesterification. Catalysts 2018, 8, 281. [CrossRef]
23. Kim, K.H.; Lee, O.K.; Lee, E.Y. Nano-immobilized biocatalysts for biodiesel production from renewable andsustainable resources. Catalysts 2018, 8, 68.
24. Ortiz, C.; Ferreira, M.L.; Barbosa, O.; dos Santos, J.C.S.; Rodrigues, R.C.; Berenguer-Murcia, Á.; Briand, L.E.;Fernandez-Lafuente, R. Novozym 435: The “perfect” lipase immobilized biocatalyst? Catal. Sci. Technol.2019, 9, 2380–2420. [CrossRef]
25. Ju, H.Y.; Yang, C.K.; Yen, Y.H.; Shieh, C.J. Continuous lipase-catalyzed synthesis of hexyl laurate in apacked-bed reactor: Optimization of the reaction conditions in a solvent-free system. J. Chem. Technol.Biotechnol. 2009, 84, 29–33. [CrossRef]
26. de Meneses, A.C.; Almeida Sá, A.G.; Lerin, L.A.; Corazza, M.L.; de Araújo, P.H.H.; Sayer, C.; de Oliveira, D.Benzyl butyrate esterification mediated by immobilized lipases: Evaluation of batch and fed-batch reactorsto overcome lipase-acid deactivation. Process Biochem. 2019, 78, 50–57. [CrossRef]
27. Chapman, J.; Ismail, A.; Dinu, C. Industrial Applications of Enzymes: Recent Advances, Techniques, andOutlooks. Catalysts 2018, 8, 238. [CrossRef]
28. Ghamgui, H.; Karra-Chaabouni, M.; Gargouri, Y. 1-Butyl oleate synthesis by immobilized lipase fromRhizopus oryzae: A comparative study between n-hexane and solvent-free system. Enzyme Microb. Technol.2004, 35, 355–363. [CrossRef]
29. Huang, S.M.; Wu, P.Y.; Chen, J.H.; Kuo, C.H.; Shieh, C.J. Developing a high-temperature solvent-free systemfor efficient biocatalysis of octyl ferulate. Catalysts 2018, 8, 338. [CrossRef]
30. Lee, C.C.; Chen, H.C.; Ju, H.Y.; Chen, J.H.; Kuo, C.H.; Chung, Y.L.; Liu, Y.C.; Shieh, C.J. Green and efficientproduction of octyl hydroxyphenylpropionate using an ultrasound-assisted packed-bed bioreactor. J. Ind.Microbiol. Biotechnol. 2012, 39, 655–660. [CrossRef]
31. Chen, H.C.; Kuo, C.H.; Twu, Y.K.; Chen, J.H.; Chang, C.M.J.; Liu, Y.C.; Shieh, C.J. A continuousultrasound-assisted packed-bed bioreactor for the lipase-catalyzed synthesis of caffeic acid phenethylester. J. Chem. Technol. Biotechnol. 2011, 86, 1289–1294. [CrossRef]
32. Karra-Châabouni, M.; Ghamgui, H.; Bezzine, S.; Rekik, A.; Gargouri, Y. Production of flavour esters byimmobilized Staphylococcus simulans lipase in a solvent-free system. Process Biochem. 2006, 41, 1692–1698.[CrossRef]
33. Kuo, C.H.; Huang, C.Y.; Lee, C.L.; Kuo, W.C.; Hsieh, S.L.; Shieh, C.J. Synthesis of DHA/EPA ethyl esters vialipase-catalyzed acidolysis using Novozym® 435: A kinetic study. Catalysts 2020, 10, 565. [CrossRef]
34. Rodriguez-Colinas, B.; Fernandez-Arrojo, L.; Santos-Moriano, P.; Ballesteros, A.O.; Plou, F.J. Continuouspacked bed reactor with immobilized β-galactosidase for production of galactooligosaccharides (GOS).Catalysts 2016, 6, 189. [CrossRef]
35. Neifar, S.; Cervantes, F.V.; Bouanane-Darenfed, A.; BenHlima, H.; Ballesteros, A.O.; Plou, F.J.; Bejar, S.Immobilization of the glucose isomerase from Caldicoprobacter algeriensis on Sepabeads EC-HA and itsefficient application in continuous high fructose syrup production using packed bed reactor. Food Chem.2020, 309, 125710. [CrossRef] [PubMed]
36. Salvi, H.M.; Kamble, M.P.; Yadav, G.D. Synthesis of geraniol esters in a continuous-flow packed-bed reactorof immobilized lipase: Optimization of process parameters and kinetic modeling. Appl. Biochem. Biotechnol.2018, 184, 630–643. [CrossRef]

Catalysts 2020, 10, 714 13 of 13
37. Sun, J.; Yu, B.; Curran, P.; Liu, S.Q. Lipase-catalysed transesterification of coconut oil with fusel alcohols in asolvent-free system. Food Chem. 2012, 134, 89–94. [CrossRef]
38. Cavallaro, V.; Tonetto, G.; Ferreira, M.L. Optimization of the enzymatic synthesis of pentyl oleate with lipaseimmobilized onto novel structured support. Fermentation 2019, 5, 48. [CrossRef]
39. Pires-Cabral, P.; Da Fonseca, M.; Ferreira-Dias, S. Synthesis of ethyl butyrate in organic media catalyzed byCandida rugosa lipase immobilized in polyurethane foams: A kinetic study. Biochem. Eng. J. 2009, 43, 327–332.[CrossRef]
40. Gawas, S.D.; Jadhav, S.V.; Rathod, V.K. Solvent free lipase catalysed synthesis of ethyl laurate: Optimizationand kinetic studies. Appl. Biochem. Biotechnol. 2016, 180, 1428–1445. [CrossRef]
41. Royon, D.; Daz, M.; Ellenrieder, G.; Locatelli, S. Enzymatic production of biodiesel from cotton seed oil usingt-butanol as a solvent. Bioresour. Technol. 2007, 98, 648–653. [CrossRef]
42. Halim, S.F.A.; Kamaruddin, A.H.; Fernando, W. Continuous biosynthesis of biodiesel from waste cookingpalm oil in a packed bed reactor: Optimization using response surface methodology (RSM) and mass transferstudies. Bioresour. Technol. 2009, 100, 710–716. [CrossRef] [PubMed]
43. Chang, C.; Chen, J.H.; Chieh-ming, J.C.; Wu, T.T.; Shieh, C.J. Optimization of lipase-catalyzed biodiesel byisopropanolysis in a continuous packed-bed reactor using response surface methodology. New Biotechnol.2009, 26, 187–192. [CrossRef] [PubMed]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open accessarticle distributed under the terms and conditions of the Creative Commons Attribution(CC BY) license (http://creativecommons.org/licenses/by/4.0/).