Rolling Nov2011

of 47
-
Upload
navin-liverpool -
Category
Documents
-
view
227 -
download
0
Transcript of Rolling Nov2011
Metal Rolling Processes & Equipment
Learning OutcomesFundamentals of flat- and shape-rolling processes and their capabilities. The parameters involved in determining quantities such as forces, torque, and power. This chapter provides information on different types of metal rolling processes which can also be divided in to hot and cold rolling process. Types of defects that can develop, and how to avoid or minimize them. Characteristics of rolling mills and the manner in which rolls can be arranged in various configurations for specific purposes.
Subjects of Interest
1. Introduction 2. The Flat-Rolling Process 3. Flat-Rolling Practice 4. Rolling Mills 5. Various Rolling Process and Mills
Introduction Rolling is the process of reducing the thickness or changing the cross-section of a long workpiece by compressive forces applied through a set of rolls.
The Flat Rolling Process
Metal strip (ho) enters the roll gap The strip is reduced (hf) in size by the rotating rolls The surface speed of the rolls is Vr The velocity of the strip (Vo, entry value) is increased (Vf, exit value) the metal strip is reduced in size L: contact length between roller and plate
No slip point/ neutral pt: a point on L where the Vstrip= Vr Left of this point Vstrip Vr
Frictional ForcesRoll move faster Strip move faster
The rolls apply pressure on the flat strip in order to reduce its thickness, resulting in a roll force, F.F ! LwYavgIgnoring the frictional force 13.2 Should add another 20% to include effect of friction
Friction Forces acting on strip forces Max Draft ; h0-hf = 2R R max Draft
The total power (for two rolls)Power ! 2T FLN kW 60,000
Torque per roll, T = FL/ 2
Example :Calculation of roll and torque in flat rolling
An annealed copper strip, 250 mm wide and 25 mm thick, is rolled to a thickness of 20 mm in one pass. The roll radius is 300 mm, and the rolls rotate at 100 rpm. Given that the true stress of annealed copper is about 80 Mpa. In the unstrained condition Calculate the roll force and the power required in this operation.
Example : Calculation of roll and torque in flat rolling
Solution The roll force is determined from Eq. (13.2) in which L is the roll-strip contact length. It can be shown from simple geometry that this length is given approximately by
The average true stress for annealed copper is determined as follows. First note that the absolute value of the true strain that the strip undergoes in this operation is
Example: Calculation of roll and torque in flat rolling
Note that annealed copper has a true stress of about 80 MPa in the unstrained condition, and at a true strain of 0.223, the true stress is 280 MPa. Thus, the average true stress is (80+280)/2=180 MPa. We can now define the roll force asF ! LwYavg 38.7 250 ! v v 180 MPa ! 1.74 MN 1000 1000
The total power is calculated from Eq. (13.3), noting that N = 100 rpm. Thus,2T FLN 38.7 100 6 Power ! ! 2T v 1.74 v 10 v v 60,000 1000 60,000 ! 705 kW
Strategies to reduce roll forceReducing friction at the roll-workpiece interface Using smaller diameter rolls to reduce the contact area Taking smaller reductions per pass to reduce the contact area Rolling at elevated temperatures to lower the strength of the material Applying front and/or back tensions to the strip
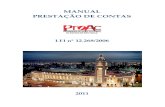
FIGURE 13.3 Schematic illustration of various roll arrangements: (a) four-high rolling mill showing various features. The stiffness of the housing, the rolls, and the roll bearings are all important in controlling and maintaining the thickness of the rolled strip; (b) two-high mill; (c) three-high mill; and (d) cluster (or Sendzimir) mill.
Roll force, torque and power requirementReducing roll force Another effective method of reducing roll forces is to apply longitudinal tension to the strip during rolling. Because they require high roll forces, tensions are important particularly in rolling high-strength metals. Tensions can be applied to the strip either at the entry zone (back tension), at the exit zone (front tension), or both.
Geometric considerations: Roll deflections & roll flattening
Just as a straight beam deflects under a transverse load, roll forces tend to bend the rolls elastically during rolling. As expected, the higher the elastic modulus of the roll material, the smaller the roll deflection.Flattening Eg. Tires on automobile. Increase roll radius; larger contact area for the same reduction thickness; increase roll force
Camber and crown can be used to correct the roll deflection (at only one value of the roll force). Or use rolling mill equipped with hydraulic jacks to permit the elastic distortion of the rolls to correct deflection
FIGURE 13.4 (a) Bending of straight cylindrical rolls caused by roll forces. (b) Bending of rolls ground with camber, producing a strip with uniform thickness through the strip width. Deflections have been exaggerated for clarity.
Geometric considerations: SpreadingIn rolling plates and sheets with high width-tothickness ratios, the width of the strip remains effectively constant during rolling. However, with smaller ratios (such as a strip with a square cross-section), its width increases significantly as it passes through the rolls (an effect commonly observed in the rolling of dough with a rolling pin). This increase in width is called spreading
Flat Rolling Practice: Hot Rolling Hot rolling The initial break down of an ingot Continuously cast slab Structure may be brittle Converts the cast structure to a wrought structure Finer grains Enhanced ductility Reduction in defects Continuous Casting Is replacing traditional methods Faster & better Product of the first hot-rolling operation - Bloom or slab Square cross section of 150mm (6in) on one side Processed further by shape rolling I-beams Railroad rails
Flat Rolling Practice: Hot RollingAdvantages : Flow stresses are low, hence forces and power requirements are relatively low, and even very large workpieces can be deformed with equipment of reasonable size. Ductility is high; hence large deformations can be taken (in excess of 99% reduction). Complex part shapes can be generated.
Flat Rolling Practice: Cold Rollingrolling at RT, although the work of deformation can raise temperatures to 100-200C. Produces sheet and strip metal Roll at very fast speeds using lubricants to reduce friction advantages: In the absence of cooling and oxidation, tighter tolerances and better surface finish can be obtained. Thinner walls are possible. The final properties of the workpiece can be closely controlled and, if desired, the high strength obtained during cold rolling can be retained or, if high ductility is needed, grain size can be controlled before annealing. Lubrication is, in general, easier.
Flat Rolling Practice: Pack Rolling Roll two or more sheets together Improved productivity
Flat Rolling Practice: Cold rollingCold rolled metals are rated as temper ; depending on how much cold work has been performed Skin rolled : Metal undergoes the least rolling ~ 0.5-1%; harden, still more workable. Quarter hard : Higher amount of deformation. Can be bent normal to rolling direction without fracturing Half hard : Can be bent up to 90o. Full hard : Metal is compressed by 50% with no cracking. Can be bent up to 45o.
Flat-rolling Practice
To improve flatness, the rolled strip typically goes through a series of leveling rolls. Several roller arrangements are used, as shown in Fig above
Thicker centre means the edges would be plastically elongated more than the centre, normally called long edges. This induces the residual stress pattern of compression at the edge and tension along the centreline. This can cause centreline cracking, warping or edge wrinkling or crepe-paper effect or wavy edge.
Thicker edges than the centre means the centre would be plastically elongated more than the edges, resulting in lateral spread. The residual stress pattern is now under compression in the centreline and tension at the edges. This may cause edge cracking , centre splitting and centreline wrinkling
Caused by nonuniform bulk deformation of the billet during rolling occur when lateral spread is greater in the centre than the surface (surface in tension, centre in compression) and with the presence of metallurgical weakness along the centreline.
Other Characteristics of Rolled Metals Residual stresses produces: Compressive residual stresses on the surfaces Tensile stresses in the middle Tolerances Cold-rolled sheets: (+/- ) 0.1mm 0.35mm Tolerances much greater for hot-rolled plates Surface roughness Cold rolling can produce a very fine finish Hot rolling & sand have the same range of surface finish Gauge numbers the thickness of a sheet is identified by a gauge number
Residual stress Nonuniform deformation of the material in the roll gap Small-diameter rolls or small thickness reductions-per-pass tend to deform the metal plastically more at its surfaces than in the bulk Result in compressive residual stresses on the surface and tensile stresses in the bulk Large diameter rolls or high reductions per pass tend to deform the bulk more than the surface; due to higher frictional constraint at the surface along the contact
Gauge (Gage) Numbers Thickness of sheet is identified by gauge number The smaller the number, the thicker the sheet Several numbering systems are used, depending on type of sheet metal being classified (steel, copper, aluminum, etc.) Rolled sheets of non-ferrous material are also identified by thickness changes during rolling, such as hard, hard, etc.
Various Rolling Processes and Mills Shape rolling Roll Forging Skew Rolling Ring Rolling Thread Rolling Rotary tube Piercing Tube Rolling
ShapeShape-Rolling Operations Various shapes can be produced by shape rolling Bars Channels I-beams Railroad rails Roll-pass design requires considerable experience in order to avoid external and internal defects
Stages in Shape Rolling of an H-section part. Various other structural sections such as channels and I-beams, are rolled by this kind of process.
Various rolling processes and millsRoll Forging In this operation (also called cross rolling), the cross-section of a round bar is shaped by passing it through a pair of rolls with profiled grooves. Fig below shows two examples of the roll-forging operation, also known as cross-rolling. Tapered leaf springs and knives can be made by this process.
Various rolling processes and millsSkew Forging A process similar to roll forging is skew rolling, typically used for making ball bearings. Fig below shows production of steel balls by the skew-rolling process. (b) Production of steel balls by upsetting a cylindrical blank. Note the formation of flash. The balls made by these processes subsequently are ground and polished for use in ball bearings.
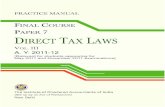
Ring Rolling A thick ring is expanded into a large diameter ring The ring is placed between the two rolls One of which is driven The thickness is reduced by bringing the rolls together The ring shaped blank my be produced by:\ Cutting from plate Piercing Cutting from a thick walled pipe Various shapes can be produced by shaped rolls Typical applications of ring rolling: Large rings for rockets Gearwheel rims Ball-bearing and roller-bearing races Can be carried out at room temperature Has short production time Close dimensional tolerances
RING ROLLING
(a) Schematic illustration of Ring-rolling operation. Thickness reduction results in an increase in the part diameter. (b) Examples of cross-sections that can be formed by ringrolling
Thread Rolling Cold-forming process Straight or tapered threads are formed on round rods by passing the pipe though dies Typical products include Screws Bolts
Thread Rolling Con t Threads are rolled in the soft condition Threads may then be heat treated, and subjected to final machining or grinding Uncommon or special-purpose threads are machined
Cut the grain flow lines of the material
Grain flow pattern
Production of Seamless Pipe & Tubing Rotary tube piercing (Mannesmann process) Hot-working process Produces long thick-walled seamless pipe Carried out by using an arrangement of rotating rolls Tensile stresses develop at the center of the bar when it is subjected to compressive forces
Continuous Casting & Integrated Mills & Minimills Continuous casting Advantages Highly automated Reduces product cost Companies are converting over to this type of casting
Continuous Casting & Integrated Mills & Minimills Con tIntegrated Mills utilize everything from the production of hot metal to the casting and rolling of the finished product Minimills Scrap metal is melted Cast continuously Rolled directly into specific lines of products Each minimill produces one kind of rolled product Rod Bar Structural steel
Spray Casting : In spray casting the molten metal is sprayed over a rotatingmandrel to produce seamless tubing and pipe
Tutorial1) 2) 3) 4) 5) 6) 7) Cast steel is a relatively weak mass of coarse, uneven metal crystals. Describe the benefits of rolling cast metals and list some of the properties, which are achieved by this process. Justify the reason for heating steel slabs, blooms and billets to 1200oC prior to rolling. Cold rolling has quite a different effect on the finished product when compared to hot rolled steel. Describe some of the differences. What does the amount of strain, introduced during cold rolling, have on the rolled metal? Describe some of the bend possibilities for quarter hard , half hard and full hard material. Explain how the residual stress patterns become reverse when the roll radius or reduction per pass is changed. In example 13.1, calculate the roll force and the power for the case in which the workpiece material is 1100-O aluminum and the roll radius, R, is 200mm.
THANK YOU FOR YOUR ATTENTION
34/47