
Rolling - me.iitb.ac.inramesh/courses/ME206/Rolling.pdf · reversing rolling mill (shown below)...
33
1 Rolling
Transcript of Rolling - me.iitb.ac.inramesh/courses/ME206/Rolling.pdf · reversing rolling mill (shown below)...

1
Rolling

2
Outline
• Rolling Introduction• Rolling Analysis• Rolling Defects
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton
3
Rolling Introduction
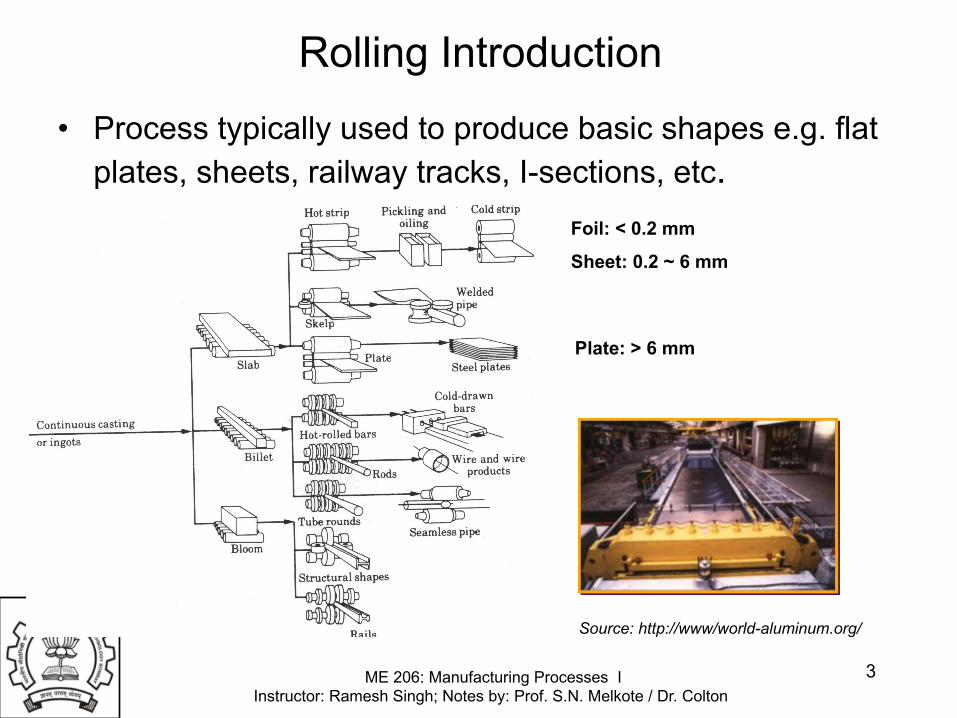
• Process typically used to produce basic shapes e.g. flat plates, sheets, railway tracks, I-sections, etc.
Foil: < 0.2 mmSheet: 0.2 ~ 6 mm
Plate: > 6 mm
Source: http://www/world-aluminum.org/
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

4
Rolling Introduction
• More complex geometries also possible e.g. rings, threads, etc.
Ring Rolling
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

5
Rolling Introduction
• Types of rolling mills2-High Non-Reversing Mill
2-High Reversing Mill
3-High Mill
4-High Mill Cluster Mill
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

6
Rolling Introduction
• Roller materials used– Cast iron– Forged steel
• Important properties of roller materials– Strength– Wear resistance– Modulus of elasticity
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

7
Rolling Analysis
• Objectives
– Find distribution of roll pressure
– Calculate roll separation force (“rolling force”) and torque
– Calculate rolling power
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

8
Flat Rolling Analysis
• Consider rolling of a flat plate in a 2-roll mill
Width of plate w is large à plane strain
h0 hf
R
V0 Vf (> V0)
q
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton 9
Processing limits
• The material will be drawn into the nip if the horizontal component of the friction force (Ff) is larger, or at least equal to the opposing horizontal component of the normal force (Fn).
Dh/2
FnFf
Ra
aa
aa sincos nf FF ³
µa =tan
µ = friction coefficient
nf FF ×= µ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
10
Processing limits
Rh
R
hR
212cos
D-=
D-
=a
Rh <<D aa 2cos1sin -=
Also
and
2
2211sin ÷
øö
çèæ D-
D+-=
Rh
Rha
0
RhD
»asin
Rh
hRh
Rh
RhRh
D»
D-D
@
÷øö
çèæ D+
D-
D
= 2
21
tana

11
So, approximately( )
RhD
== 22tan µa
Hence, maximum draft
Rh 2max µ=D
Maximum angle of acceptance
µaf 1max tan-==
Maximum Draft

12
Flat Rolling Analysis
• Friction plays a critical role in enabling rolling à cannot roll without friction; for rolling to occur
• Reversal of frictional forces at neutral plane (NN)
h0 hf
V0 Vf (> V0)a
L
Entry Zone Exit Zone
N
N
( )0 fL R h h R h- = D!
Projected contact length, L
tanµ a³
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

13
Flat Rolling Analysis
h0 hf
fN
Ndx
p
p
µp
µp
sxsx + dsx
Stresses on Slab in Entry Zone
Stresses on Slab in Exit Zone
p
pµp
µp
sxsx + dsx
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

14
Flat Rolling Analysis
p
p
µp
µp
sxsx + dsx
Stresses on Slab in Entry Zone Stresses on Slab in Exit Zone
p
pµp
µp
sxsx + dsx
Using slab analysis we can derive roll pressure distributions for the entry and exit zones as:
12 tanf f
R RHh h
f-æ ö
= ç ÷ç ÷è ø
( )0
0
23
H Hfhp Y eh
µ -=23
Hf
f
hp Y eh
µ=
Entry Zone Exit Zoneaf == @0 HH
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

ME 4210: Manufacturing Processes & EngineeringInstructor: Ramesh Singh Notes by: Prof. S.N. Melkote
15
Flat Rolling Analysis
Effect of Coeff. of Friction Effect of % Reduction

16
Flat Rolling Analysis
• Rolling force (also called roll-separating force), F = (area under the pressure vs. contact length curve) x (width of sheet)
• Mathematically,
Where fN is the location of the neutral plane
0 0
N
N
exit entryF pdA wp Rd wp Rdfa a
f
f f= = +ò ò ò
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

17
Zero slip (neutral) point
• Entrance: material is pulled into the nip– roller is moving faster than material
• Exit: material is pulled back into nip– roller is moving slower than material
materialpull-in
vovf
vrvrvr
materialpull-back
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

18
System equilibrium
• Frictional forces between roller and material must be in balance.– or material will be torn apart
• Hence, the zero point must be where the two pressure equations are equal.
( )( ) ( )( )n
n
n
f
HHexpHexp
)HH(exphh 20
00 -=-
= µµ
µ
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton
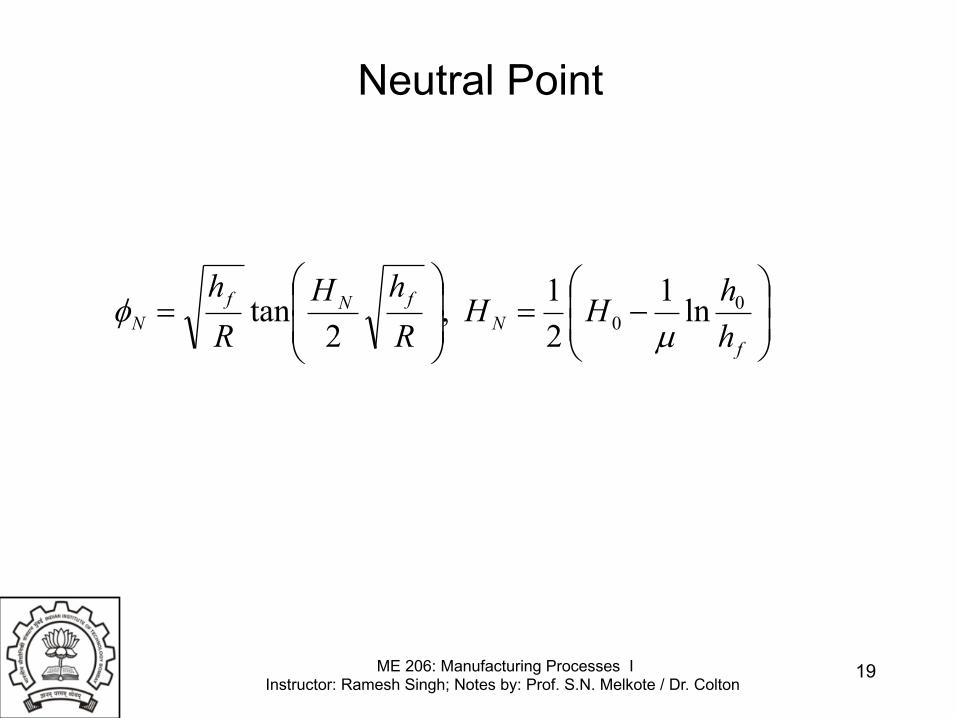
19
Neutral Point
÷÷ø
öççè
æ-=÷
÷ø
öççè
æ=
fN
fNfN h
hHHRhH
Rh 0
0 ln121 ,
2tan
µf
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton
20
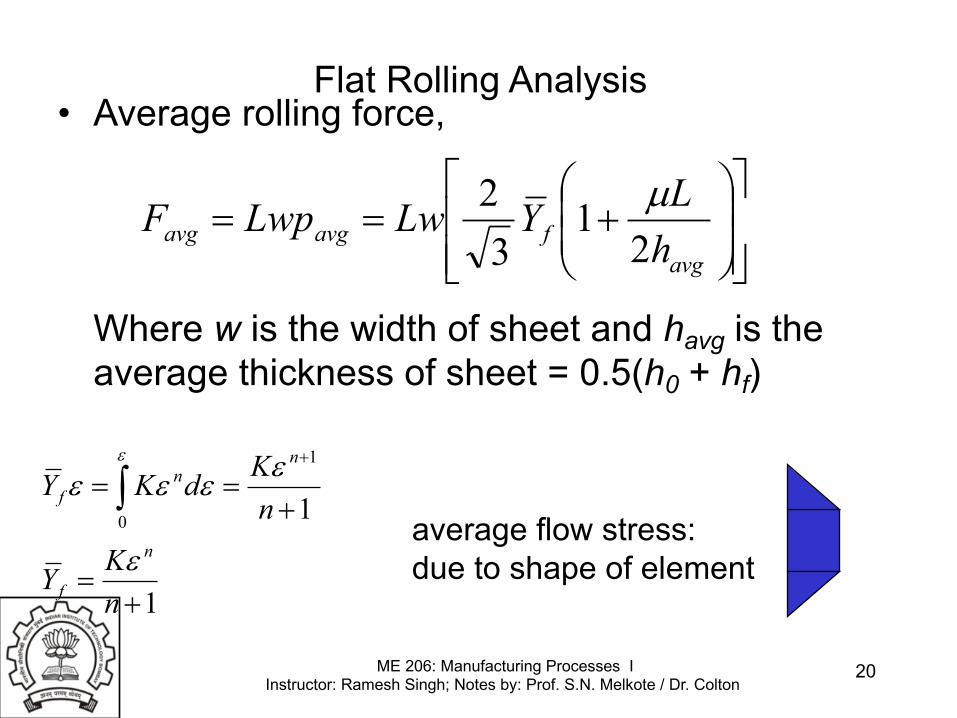
Flat Rolling Analysis• Average rolling force,
Where w is the width of sheet and havg is the average thickness of sheet = 0.5(h0 + hf)
úúû
ù
êêë
é÷÷ø
öççè
æ+==
avgfavgavg h
LYLwLwpF2
132 µ
average flow stress:due to shape of element
1
10
1
+=
+== ò
+
nKY
nKdKY
n
f
nn
f
e
eeeee
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

21
Torque
R
Froller
L/2
paveA
hRL D»
Dh = hb - hf
ApF
F
averoller
y
=\
=å 0
22/ LF
FL
FrrollerTorque rollerrollerroller =×=×=
fµfµfa
f
dpRwdpRwTn
n
òò -=0
22
entry exit
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

22
Torque
• Rolling torque per roll,T = Fa
where a is the moment arm for the roll forcea » L/2 for hot rolling, a » 0.4L for cold rolling
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

23
Flat Rolling Analysis
• Rolling power in KW per roll,
Where N is the roll speed in rpm, F is in N and L, a are in m.
( )( )60000600002
600002/LFN/aFNFa/NTP
pppw
====
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

24
Example Problem
A 75 mm thick by 250 mm wide slab of AISI 4135 steel is being cold-rolled to a thickness of 60 mm in a single pass. A two-high non-reversing rolling mill (shown below) with 750 mm diameter rolls made of tool steel is available for this task. The rolling mill has a power capacity of 5 MW per roll. The rolls rotate at a constant angular speed of 100 rev/min. The steel work material has the following flow curve at the rolling temperature: MPa. Assume the coefficient of friction µ = 0.2. Is the available rolling mill adequate for the desired operation?
w = 250 mm
hi=75 mm
hf = 60 mm
14.01100 tt es =
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton
25
Example Problem
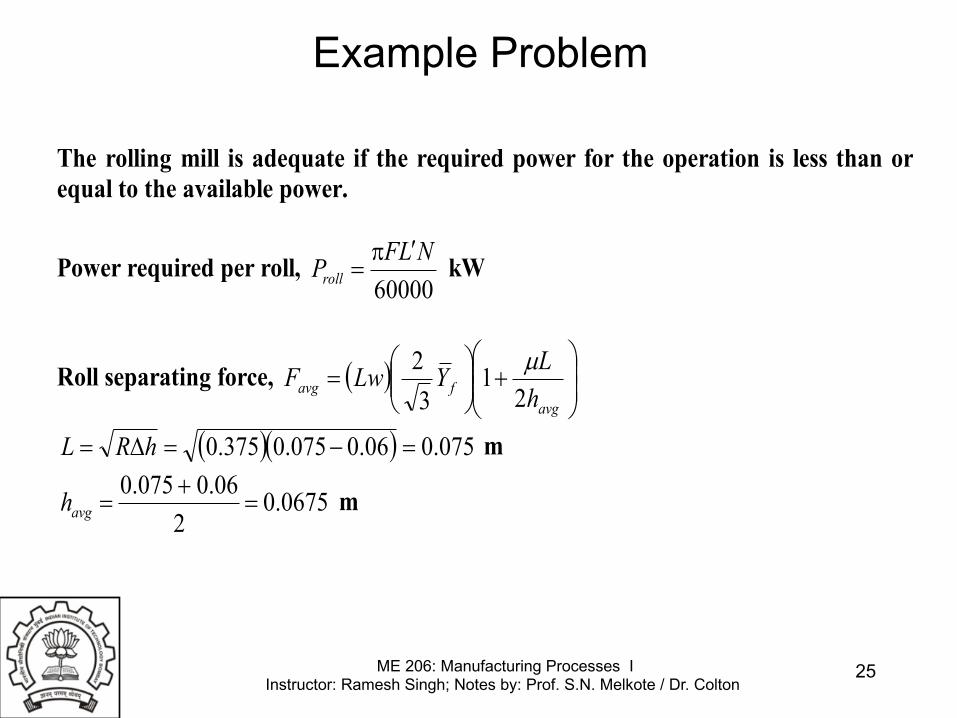
The rolling mill is adequate if the required power for the operation is less than or equal to the available power.
Power required per roll, 60000
NLFProll
¢p= kW
Roll separating force, ( ) ÷÷ø
öççè
æ+÷÷
ø
öççè
æ=
avgfavg h
LYLwF
21
32 µ
( )( ) 075.006.0075.0375.0 =-=D= hRL m
0675.02
06.0075.0=
+=avgh m
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

26
Example Problem
96.77814.1
6075ln1100
1
14.0
0
=÷øö
çèæ
=ese
= òe t
ttt
f dY MPa
( )( ) ( )( )( ) 74.18
0675.02075.02.0196.778
3225.0075.0 =÷÷
ø
öççè
æ+÷
ø
öçè
æ=avgF MN
Therefore, ( )( )( ) 36.7
60000100075.01074.18 6
=´p
=rollP MW
Since 5>rollP MW (the available power), the rolling mill is not adequate for the operation.
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

27
Rolling Forces• Ways to reduce rolling forces
– Lowering friction via use of lubricants
– Using smaller diameter rolls
– Taking smaller reductions
– Increasing workpiece temperature
– Use of front and/or back tension
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton
28
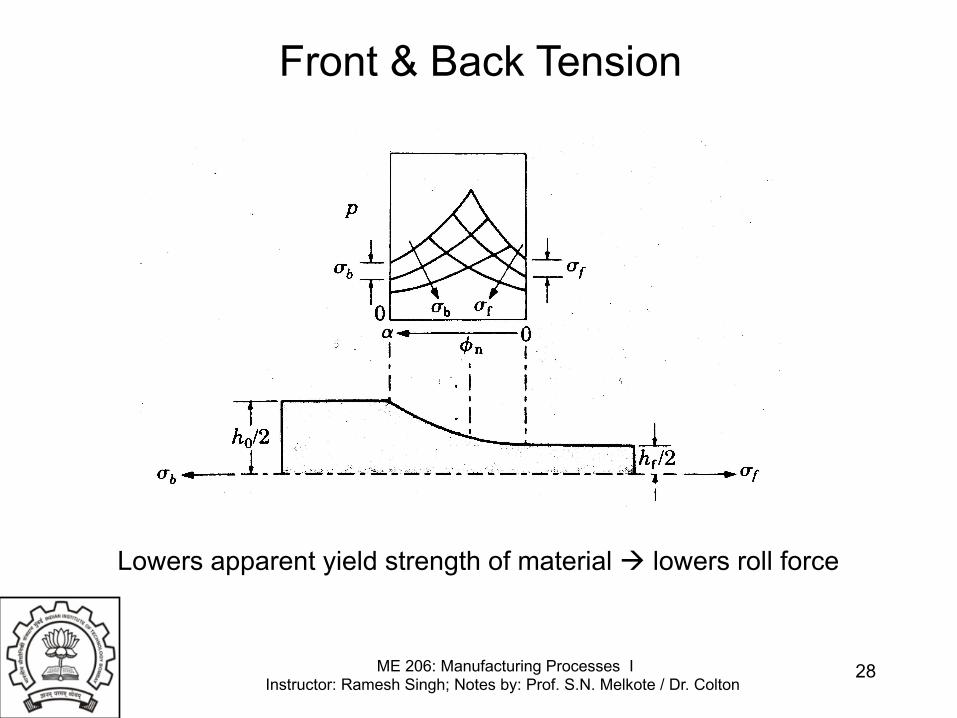
Front & Back Tension
Lowers apparent yield strength of material à lowers roll force
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

29
Rolling Defects• Roll bending• Remedy: roll camber
Cambered Rolls Un-Cambered Rolls
Source: Metal Forming, W.F. Hosford & R.M. Caddell, 1993 ME 206: Manufacturing Processes I
Instructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

ME 4210: Manufacturing Processes & EngineeringInstructor: Ramesh Singh Notes by: Prof. S.N. Melkote
30
Rolling Defects
• Un-cambered or under-cambered rolls
Residual Stresses
Centerline Cracking
Warping
Edge Wrinkling
Un-cambered/Under-cambered Rolls
Source: Metal Forming, W.F. Hosford & R.M. Caddell, 1993

31
Rolling Defects
• Over-cambered rolls
Un-cambered/Under-cambered Rolls
Source: Metal Forming, W.F. Hosford & R.M. Caddell, 1993
Residual Stresses
Edge Cracking
Splitting
Centerline Wrinkling
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

32
Rolling Defects
• Roll flattening: similar to tyre flattening
– Due to elasticity of rolls
– Increases roll radius and hence rolling force
• Remedy– Choose rolls with high elastic modulus
– Reduce rolling force
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton

33
Summary
• Rolling Introduction– Rolling mill types
• Rolling analysis– Roll pressure, rolling force, torque
• Rolling defects– Roll bending, flattening, etc.
ME 206: Manufacturing Processes IInstructor: Ramesh Singh; Notes by: Prof. S.N. Melkote / Dr. Colton


















