Quality by Design – – Facilitating Real Time Release (RTR)
36
Quality by Design Quality by Design – – Facilitating Facilitating Real Time Release (RTR) Real Time Release (RTR) Practical Challenges and Opportunities during RTR Practical Challenges and Opportunities during RTR Implementation Implementation Carl E. Longfellow Ph.D., Senior Director, New Product and Process Development,
Transcript of Quality by Design – – Facilitating Real Time Release (RTR)

Quality by Design Quality by Design –– Facilitating Facilitating Real Time Release (RTR) Real Time Release (RTR) Practical Challenges and Opportunities during RTR Practical Challenges and Opportunities during RTR ImplementationImplementation
Carl E. Longfellow Ph.D.,Senior Director, New Product and Process Development,

2
Discussion Topics
IntroductionHistory leading to QbD initiativeWhat is RTR?
RTR – Essential ElementsPeopleScience
- Statistical Tools- Control Strategy
Quality Systems and Processes
Challenges and Opportunities
Benefits

History
What lead to QbD initiativeNot new to other industriesLack of continuous improvement is an outcome of regulatory oversight
- No business driver to improve processes- High cost to file regulatory changes globally- Relatively short timelines and limited experience to develop robust processes
Short comings recognized by regulatory authorities
ICH guidelines establishedQ8-Pharmaceutical DevelopmentQ9-Quality Risk ManagementQ10-Pharmaceutical Quality Systems
FDA CMC Program

Major Takeaways
RTR is not the goal of Quality by Design (QbD). It is a possible outcome of QbD development
RTR is possible when there is a high level of product and process understanding, a robust control strategy (including PAT), and science and risk-based quality systems aligned with Q10
QbD and RTR raise the bar on quality. Returning to routine sampling and testing for product release may not be possible.

Real Time Release (RTR)— Regulatory Definition
5
2001 EMEA NOTE for GUIDANCE ON PARAMETRIC RELEASE (CPMP/QWP/3015/99)System of Release that gives assurance that the product is of
intended quality based on the information collected during the manufacturing process and on the compliance with specific GMP requirements related to parametric release
- It is therefore based on the successful validation of the manufacturing process and review of the documentation on process monitoring carried out during manufacturing to provide the desired assurance of the quality of the product
FDA PAT GUIDANCE, September 2004 - RTR is the ability to evaluate and ensure the acceptable quality of in-process and/or final product based on process data

REAL TIME RELEASE
Science
SystemsPeople
Real Time Release – Essential Elements
ICH Q8 Pharmaceutical Development
ICH Q9 Quality Risk Management
ICH Q10 Quality Systems

Real Time Release Elements - PeopleMultidisciplinary and cross-functional teams are a key to making QbD a success
TechnologyTechnology
Regulatory Regulatory AffairsAffairs
Quality Quality OperationsOperations
StatisticsStatistics
Formulation Formulation DevelopmentDevelopment
ChemometricsChemometrics
Analytical Analytical DevelopmentDevelopment
OperationsOperations

8
Real Time Release Elements - Science
Prod
uct a
nd P
roce
ssK
now
ledg
ePr
oduc
t and
Pro
cess
Kno
wle
dge
Tech
nolo
gyA
naly
tical
Tech
nolo
gy
Com
plia
nce
Exce
llenc
eSt
atis
tical
Too
ls
Qua
lity
Syst
ems
and
Proc
esse
sC
ontr
ol S
trat
egy
Real Time Release
Science
Quality Risk Management
Knowledge Management

Statistical Tools
Sampling plan justification
Estimation of acceptable coverage to demonstrate product quality- raise the bar over USPOperational Characteristics (OC) CurveSimulations

10
Statistical Tools- Development of Sampling Plans
How often do we sample and where do we sample?- Statistical rationale for sampling (in combination with risk
assessments/prior knowledge)-
Sampling of tablets during the compression unit operation for a low dose tablet (as it may be more prone to segregation) may be different than that for a high dose tablet
- Rationale for placement of PAT device in manufacturing equipment –
-
Why is the NIR for blender placed in the bottom of the blender versus the top (or side) and is the sample representative of the batch?

Statistical Tools - Operating Characteristics Curves
Operating Characteristic (OC) Curves are often used to illustrate the performance of a lot acceptance test. These curves provide a way to compare the performance of different tests.
Pro
babi
lity
of L
ot A
ccep
tanc
e
A calculation relevant to the Acceptance Criterion
High probability means lots will typically be found acceptable by the test being evaluated
Steepness of the curve indicates the discrimination of the test
Thomas Pyzdek, Quality Engineering Handbook, Second Edition, Marcel Dekker Inc.

Operating Characteristic Curve (Median of Results)
0%5%10%15%20%25%30%35%40%45%50%55%60%65%70%75%80%85%90%95%100%
95.095.596.096.597.097.598.098.599.099.5100.0
Coverage
Pr. o
f Pas
sing
USP Wyeth
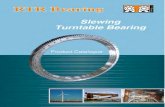
Statistical Tools - Operating Characteristics Curve for UDU Test
“Development of a content uniformity test suitable for large sample sizes” Sandell et. al., Drug Information Journal, Vol. 40, pp337-344, 2006.
Coverage is the proportion of dosage units within 85-115% LC and is considered a relevant measure of the uniformity of the batch. At 98% coverage, USP would pass the batch 90% of the time, but there is zero chance of the second plan passing the batch

Statistical Tools Simulations – Monte Carlo Simulations
Monte Carlo Simulations* - A technique that converts uncertainties in input variables of a model into probability distributions. By combining the distributions and randomly selecting values from them, it recalculates the simulated model many times and brings out the probability of the output.
- MCS allows several inputs to be used at the same time to create the probability distribution of one or more outputs.
- Different types of probability distributions can be assigned to the inputs of the model. When the distribution is unknown, the one that represents the best fit could be chosen.
- The use of random numbers characterizes MCS as a stochastic method. The random numbers have to be independent; no correlation should exist between them.
- MCS is a sampling method that generates the output as a range instead of a fixed value and shows how likely the output value is to occur in the range.
*Sanford Bolton, Charles Bon– Pharmaceutical Statistics- Practical and Clinical Applications, Fourth Edition, Marcel Dekker,

Monte Carlo Simulations – Contour Plots for Potential Scenarios
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107W
Tmea
n
93 94 95 96 97 98 99 100 101 102 103 104 105 106 107
NIRmean
Indicates potential scenarios where a batch would have a high probability of passing planNote: Plus signs represents cases with probability between 6-8%, empty squares for probability between 8- 10%, and solid squares for probability above 10%.
Simulations – Help provides an assessment of risk for chosen coverage

15
Real Time Release Elements - Science
Prod
uct a
nd P
roce
ssK
now
ledg
ePr
oduc
t and
Pro
cess
Kno
wle
dge
Tech
nolo
gyA
naly
tical
Tech
nolo
gy
Com
plia
nce
Exce
llenc
eSt
atis
tical
Too
ls
Qua
lity
Syst
ems
and
Proc
esse
sC
ontr
ol S
trat
egy
Real Time Release
Science
Quality Risk Management
Knowledge Management

Control Strategy
Control Strategy: A planned set of controls, derived from current product and process understanding, that assures process performance and product quality. The controls can include parameters and attributes related to drug substance and drug product materials and components, facility and equipment operating conditions, in-process controls, finished product specifications, and the associated methods and frequency of monitoring and control. (ICH Q10)
Ensures input quality attributes and process parameters are maintained within the approved design space(s)---thus product should meet specifications without finished product testing.
PAT is one of the key tools that enable RTRIts application should be based on a risk evaluation

What is RTR? Control Strategy example for a high dose, roller compaction process….
Particle Size Analyzer – Control of RC output within pre-established range helps control hardness
NIR – Uniformity of Blend
NIR for tablets online testing, At Line automatic tablet weight checking –Uniformity/weight control
Fette Control Loops – Weight / uniformity control
NIR – Uniformity of Blend
Robust control strategy = Increased assurance of quality = RTR

Blending Content for API and FE
0
10
20
30
40
50
60
70
80
90
100
%AP
I an
d %
FE
0 10 20 30 40 50 60 70 80 90 100 110Rotations

RSD
0
10
20
30
40
50
60
70
80
90
100
%RSD
0 10 20 30 40 50 60 70 80 90 100 110Rotations

Particle Size Output

Compression – FT-NIR Interim ReportNIR Report for This Pull
------------------------------------------------------
Date(mm/dd/yy): 01/11/07
Time: 9:51:40
Operator: Administrator
Batch Number: XXXXX
Sample: XXX mg tablets - Pull No: x
Index FileName Id %API %FE %Target
1 B93052-01.0 xxx mg 53.48 30.69 98.7
2 B93052-01.1 xxx mg 53.79 30.83 99.2
3 B93052-01.2 xxx mg 53.77 30.87 99.2
4 B93052-01.3 xxx mg 52.75 31.63 97.3
5 B93052-01.4 xxx mg 53.58 31.24 98.9
6 B93052-01.5 xxx mg 53.72 31.01 99.1
7 B93052-01.6 xxx mg 53.91 30.73 99.5
8 B93052-01.7 xxx mg 54.11 30.99 99.8
9 B93052-01.8 xxx mg 53.72 30.86 99.1
10 B93052-01.9 xxx mg 54.86 30.25 101.2
------------------------------------------------------
Summary for API Conc (%):
Average: 99.2%
Minimum: 97.3%
Maximam: 101.2%
Std. Dev: 1.0
Note: Summary based on the actual (not rounded) individual results.

Summary by Individual Tablets
LSL USLTarget
90 92 94 96 98 100102104106 109
100.0%99.5%97.5%90.0%75.0%50.0%25.0%10.0%2.5%0.5%0.0%
maximum
quartilemedianquartile
minimum
108.61105.15103.81102.53101.47100.3699.3698.4897.5896.7294.77
QuantilesMeanStd DevStd Err Meanupper 95% Meanlower 95% MeanN
100.454081.59546480.0098345100.47336100.4348
26319
Moments
Rel.DVS%
Distributions
Lower Spec LimitUpper Spec LimitSpec Target
Specification90
110100
Value Below LSLAbove USLTotal Outside
Portion0.00000.00000.0000
% Actual
LSL USLTarget
-3s +3sMean
90 100 110
CPCPKCPMCPLCPU
Capability2.0891.9942.0092.1841.994
Index2.0711.9771.9932.1651.977
Lower CI2.1072.0122.0262.2032.012
Upper CI
Below LSLAbove USLTotal Outside
Portion0.00000.00000.0000
Percent0.00000.00110.0011
PPM8.0527.4837.479
Sigma Quality
Z BenchZ LSLZ USL
Benchmark Z5.9796.5525.983
Index
Overall, Sigma = 1.59546
Capability Analysis
Rel.DVS%
Distributions
Mean: 100.5%
PPK: 1.994

Summary by Individual Tablets (Run chart)
89
91
93
95
97
99
101
103
105
107
109
111
Y
-1000 1000 3000 5000 7000 9000 11000 13000 15000 17000 19000 21000 23000 25000 27000Rows
Y Rel.DVS% Rel.HPMC%
Overlay Plot
FE Active

24
ICH Q10 Alignment Science and Risk based Approach to QualityDisaster recovery plansChemometric Model MaintenanceHandling of outliersBatch release process in the RTR environmentQuality risk management (enabler)Tracking and trending of data
Real Time Release Elements – Quality Systems and Processes

25
Quality Systems and Processes - Development of Disaster Recovery Systems
Things to considerWhat do we do if a PAT measurement system stops functioning?What do we do when all the PAT measurement systems stop
functioning?What do we do if the chemometric model is no longer
appropriate? - What are the alternative procedures and sampling plans for
sample/batch analysis and release?

26
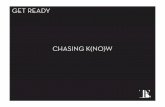
Decision Tree for Failure Modes– PAT Failure During the Manufacturing Process
Does PAT pass System
Suitability?
NO
Proceed with unit operation/manufactu
ring process
YES
YES
NO
Is PAT functional during the Process?
YES
Can the instrument be repaired in a suitable time frame?
Can the instrument be replaced with a spare instrument?
Generate Event Report Form, Fix/replace
instrument
NO
Are there alternative controls to ensure/control process variability?
Are there measurements downstreamwhich could be used to correlate data?
Do we need further sampling?
Generate Event Report Form, Capture Process/
Action Items
Revert to Testing using Regulatory Analytical Procedure
Generate Investigation/ERF to identify root cause
Capture Process/Action Items
YES
Stop Process*,Evaluate Instrument
*: Please note that it may not be practical to stop some unit operations in themanufacturing process during the middle of the run. For eg: Blending
Predefining reaction ensures proactive quality as compared to thinking of reaction after event - reactive quality

27
Quality Systems and Processes Chemometric Models- Establishment and Maintenance
How do you transfer small scale models to large scale equipment?
- Need to assess variability due to equipment, personnel, environment, measurement systems, materials etc. and refine models as necessary
What are the procedures for chemometric model maintenance?
How often would a periodic check on the model performance be performed?
What are the criteria for the revision of models in the RTR environment and how does this differ from the R&D/monitoring environment?

Quality Systems and Processes- Handling of Outliers
Development of mechanisms/predefined systems to handle outliers in the measurement systems (proactive quality)
- Should use a holistic assessment of the process measurements (in- process + final product) to assess product/process performance and impact to quality
- Reaction to outlier’s must be risk based -
# of occurrences dictate reaction to outliers(setting
of zero tolerance criteria critical)
-
The reaction to an outlier after significant process/product history should be different than an outlier observed when the amount of historical information is minimal
-
Consider potential impact of an outlier to patient safety and efficacy

29
Quality Systems and Processes- Batch Disposition and RTR
Points to consider for batch disposition in a RTR environment…Use of electronic batch records and identification of exceptions
(flagging) that foster easier batch release Development of SPCs and a process/product monitoring system
provide a real time assessment of process/product performance

Quality Systems and Processes- Batch Disposition Points to Consider, Continued…
What is the relationship between the PAT attribute measured and the acceptance criteria for the drug product?Dissolution of an extended release product – if attribute measured
as a surrogate for dissolution is polymer concentration, need to establish correlation between polymer concentration and dissolution (models)Need to define strategy for defining dissolution (or other quality
attribute) in a Certificate of Analysis (CoA). Options include:- Generate a dissolution result based on model developed to
demonstrate correlation to polymer and use in CoA. Indicate that the dissolution is a calculated value and not a measured value
- Defining polymer concentration in CoA and indicate that this is a surrogate for dissolution
30

Quality Systems and Processes- Quality Risk Management – What it is…
31
NO RISK NO REWARD
KNOW RISK KNOW REWARD

Quality Systems and Processes- Quality Risk Management – Points to Consider
Procedures for the implementation of QRM uniformly across the entire organizationUse of the same language (terminology), processEstablish criteria for re-evaluation of risks and mitigation plans –
time, event or knowledge based
Training program Various levels – awareness, participant, facilitator, team leader) to
ensure effective utility of the toolChoice of the right QRA/QRM approach (Risk filter, FMEA,
HACCP)Utilize tool in a proactive manner, not in a reactive fashion

Quality Systems and Processes- Tracking and Trending
Procedures (and processes) for tracking and trending of dataIdentify what needs to be tracked and trended (and Why?)
- Process inputs (including raw material characteristics, parameters), process outputs, process capability measurements (cycle times, yields, process capabilities)
Identify tools/process for tracking and trending- Establishing procedures/systems within quality systems
Establish rules for tracking and trending- When are we going to react and how?
Establish responsibilities for processTrainingContinuous improvement

34
Challenges and Opportunities Associated with RTR
Regulatory challenges (global harmonization)
Risk Management – better understanding is necessary
ResourcesInitial capital commitment is needed for PATPersonnel with diverse background necessary for successful PAT
implementationCulture/mindset challenges (proactive versus reactive quality)Impact to QP/Q release person (understand control strategy, RM
approach, quality systems, etc for RTR environment)
Quality Systems DevelopmentWill need quality systems to be based on risk management
principles (e.g. Need systems in place for PAT equipment failure)Robust change control systems needed

35
Benefits from RTR, QbD, PAT
RTR/QbD can lead to lower manufacturing costs (faster cycle times, fewer rejects, reduced QC resources, and greater yields)
Demonstration of Process/Product Knowledge can lead to RTR and other examples of regulatory flexibility (e.g. fewer post-approval supplements)
Use of PAT/QbD can facilitate Technology Development and Transfer (TD&T) process Understanding of process/product makes TD&T easierContinuous Quality Verification (ASTM Standard Guide E2537-
08)--not today’s 3 batch validation
Even higher level of product quality for our patients

36
Acknowledgements
Steve SimmonsChunsheng Cai
Carlos Conde-ReyesPlinio Delos-Santos
Parimal DesaiJoseph DevitoLori Henning
Nirdosh JagotaShailesh Singh
Merlin UtterT.G. Venkateshwaran
Dominic Ventura