
Preparacion de superficie
13
GRUPO 3: LEIDY BETANCOURT CARMEN BELTRAN WILLIAM DONADO LINA SASTOQUE IE-8
-
Upload
leidy-betancourt -
Category
Documents
-
view
26 -
download
2
description
Normas para preparacion de superficie
Transcript of Preparacion de superficie

GRUPO 3:LEIDY BETANCOURTCARMEN BELTRANWILLIAM DONADO
LINA SASTOQUE
IE-8
PREPARACIÓN DE SUPERFICIESSSPC
GRUPO 3:LEIDY BETANCOURTCARMEN BELTRANWILLIAM DONADO
INSTRUCTOR:EDGAR HERNANDEZ MARTINEZ
IE-8

NORMAS EN PREPARACIÓN DE SUPERFICIE
Los trabajos de preparación de superficies están normalizados por varias asociaciones internacionales. Las normas definen la terminación deseada o sea el grado de granallado a alcanzar.
• SSPC (Steel Structures Painting Council)• ISO 8501-1 (International Standards Organization)• NACE (National Association of Corrosion Engineers)
LA SSPC
Sociedad fundada en 1950 en USA, tiene como misión principal la protección y preserva de superficies de concreto y acero a través del uso de procedimientos adecuados de limpieza y preparación de superficies, aplicación de protectores y recubrimientos de alto rendimiento.
La SSPC es la organización líder a nivel mundial en fuente de información para preparación de superficies, selección y aplicación de recubrimientos, regulaciones ambientales y de salud y seguridad que afectan a la industria.

GRADOS DE HERRUMBRE U OXIDACIÓN
GRADO A• Superficie de acero revestida con calamina adherente y prácticamente sin
corrosión.
GRADO B• Superficie de acero con principio de corrosión y en la cual la capa de laminación
(calamina) comienza a despegarse.
GRADO C• Superficie de acero cuya calamina ha desaparecido por la acción de la oxidación
o que se puede elimina raspando, pero con leves picadas (cavidades) visibles.
GRADO D• Superficie de acero en donde la capa de laminación ha sido eliminada
por la corrosión y se han formado en gran escala cavidades visibles.

NORMA SSPC VIS 1-89
GRADOS DE PREPARACION DE SUPERFICIE
SSPC-SP 3: LIMPIEZA CON HERRAMIENTA MECANICAMétodo para preparar superficies de acero usando herramientas
que se activan mediante una fuente de poder. Remueve calamina, pintura y cualquier otro material desprendido
SSPC-SP 4: Limpieza con flamaEste método consiste en pasar sobre las superficies metálicas, altas
temperaturas a alta velocidad. Generalmente se usa flama de acetileno. Una vez aplicada la flama a la superficie, ésta debe
limpiarse con cepillo de alambre para eliminar la escama floja y el óxido
GRADOS DE PREPARACIÓN DE SUPERFICIESSPC-SP 1: LIMPIEZA CON SOLVENTES
Es un método pata remover todas las grasas y aceites, tierra y otros contaminantes solubles de la superficie del acero
SSPC-SP 2: LIMPIEZA CON HERRAMIENTA MANUALEs un método para preparar superficies de acero usando herramientas manuales que no se activen mediante una
fuente de poder. Remueve calamina, pintura y cualquier otro material desprendido
ESTANDARES PARA PREPARACIÓN DE SUPERFICIES
SSPC +NACE
SP-5
SP-6
SP-7
SP-10
En septiembre del año 2000 estas dos organizaciones (SSPC y NACE) publicaron la más recienteversión de estándares para preparación de superficies SP-5, SP-6, SP7 y SP-10. (En el 2004 y2007 se publicaron algunas revisiones de estas normas)
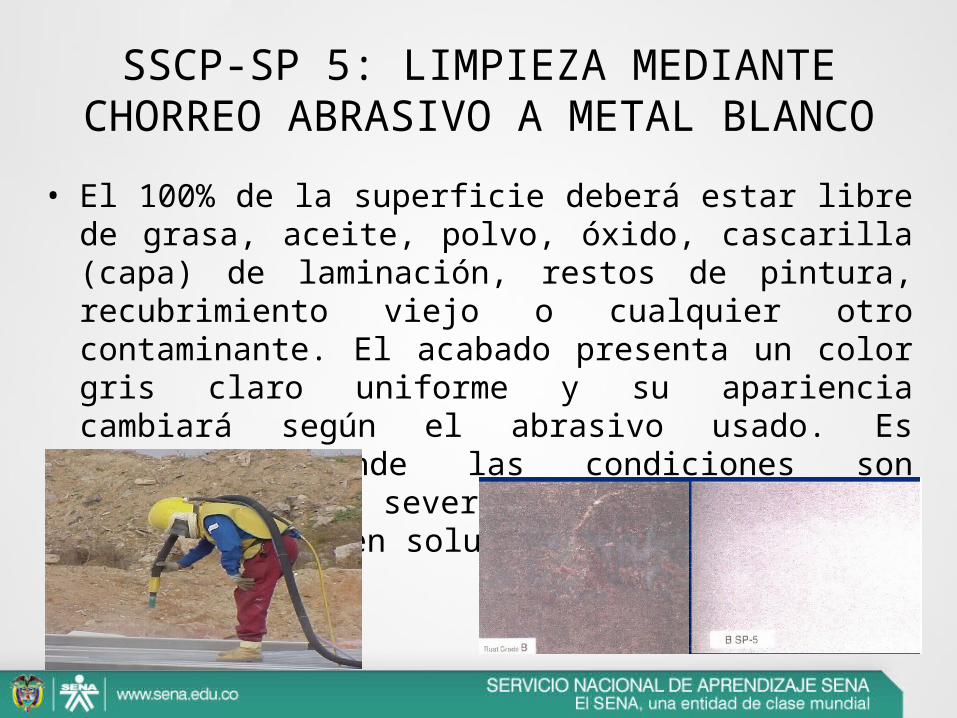
SSCP-SP 5: LIMPIEZA MEDIANTE CHORREO ABRASIVO A METAL BLANCO
• El 100% de la superficie deberá estar libre de grasa, aceite, polvo, óxido, cascarilla (capa) de laminación, restos de pintura, recubrimiento viejo o cualquier otro contaminante. El acabado presenta un color gris claro uniforme y su apariencia cambiará según el abrasivo usado. Es utilizada donde las condiciones son extremadamente severas, con contaminantes ácidos, sales en solución, etc.
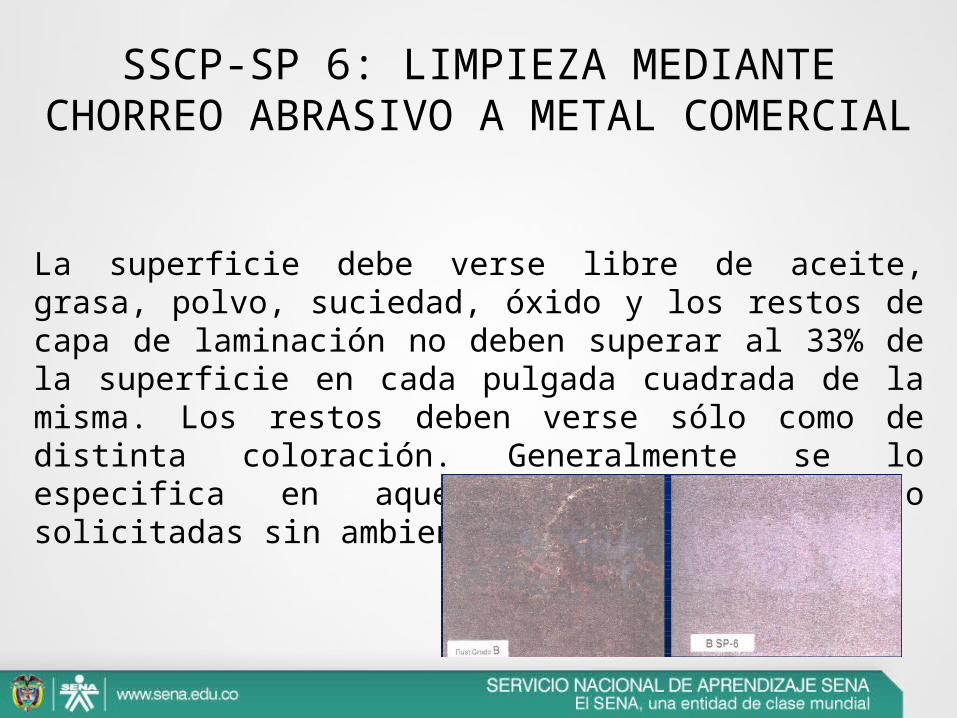
SSCP-SP 6: LIMPIEZA MEDIANTE CHORREO ABRASIVO A METAL COMERCIAL
La superficie debe verse libre de aceite, grasa, polvo, suciedad, óxido y los restos de capa de laminación no deben superar al 33% de la superficie en cada pulgada cuadrada de la misma. Los restos deben verse sólo como de distinta coloración. Generalmente se lo especifica en aquellas zonas muy poco solicitadas sin ambientes corrosivos.
SSPC-SP 7: LIMPIEZA MEDIANTE CHORREO ABRASIVO BRUSH-OFF (BARRIDO)
Granallado Rápido: la superficie debe verse libre de aceite, grasa, polvo, capa suelta de laminación, óxido suelto y capas de pintura desprendidas. Conserva la capa de laminación donde está firmemente adherida.Estas partes no deben desprenderse mediante un objeto punzante. Es utilizado sólo en los casos de condiciones muy poco severas y presentará áreas de probables fallas.

SSPC-SP 10: LIMPIEZA CON CHORREO ABRASIVO A METAL CASI BLANCO
• la superficie debe verse libre de aceite, grasa, polvo, óxido, capa de laminación, restos de pintura y otros materiales extraños. Se admite que el acabado presente hasta un 5% de manchas, vetas y decoloraciones de la superficie.
• Es la especificación más comúnmente utilizada. Reúne las características de buena preparación y rapidez en el trabajo. Se le utiliza para condiciones regulares a severas.

OTRAS NORMAS SSPC-SP• SSPC-SP-8: LIMPIEZA QUÍMICA
Método para limpieza de metales, mediante reacción química, electrólisis o por medio de ambos. A través de una reacción química con algún producto especifico, superficies metálicas son liberadas de escamas, óxido, pintura y materiales extraños, posteriormente la reacción es neutralizada con alguna otra solución y secada con aire o vacío.
• SSPC-SP-9: LIMPIEZA POR AGENTES ATMOSFÉRICOS
Consiste en la remoción de pintura, escamas de laminación u óxido, por medio de la acción de agentes atmosféricos, seguido de alguno de los métodos de limpieza mencionados anteriormente. La alteración debida a agentes atmosféricos, usualmente no constituye un método efectivo en la preparación de superficies, por lo que debe ir siempre acompañado de alguno de los otros métodos, ya sea con herramientas mecánicas o mediante la aplicación de chorro de abrasivo.
OTRAS NORMAS SSPC-SP
• SSPC-SP 11: LIMPIEZA TOOL BAR A METAL BRILLANTELas superficies deberán verse libre de grasa, aceites, polvo, suciedad, calamina, oxido, pintura y productos de corrosión. Pueden dejarse ligeros residuos de oxido y pintura en las partes bajas de las picaduras (pitting) si la superficie original las tiene
• SSPC- SP 12: PREPARACION Y LIMPIEZA DEL ACERO Y OTROS MATERIALES DUROS POR MEDIO DE INYECCION DE AGUA A ALTA Y ULTRA ALTA PRESION ANTES DEL REPINTE









![PREPARACION DE SUPERFICIES 2008[1]](https://static.fdocuments.in/doc/165x107/55cf92a9550346f57b987ec2/preparacion-de-superficies-20081.jpg)








