Pantazopulos_Damage Assessment Using Fractography as Failure Surface
7
FEATURE Damage Assessment Using Fractography as Failure Surface Evaluation: Applications in Industrial Metalworking Machinery George A. Pantazopoulos Submitted: 9 July 2011 / Published online: 13 August 2011 Ó ASM International 2011 Abstract Fractography is a powerful analytic tool for the evaluation of failure surface topography and root-cause analyses. Fractography, embracing both light and electron optics methods, is utilized in modern failure analysis and is recognized by the engineering community as a unique process for industrial problem solving, evaluating machinery/component failures, and providing solutions for performance improvements. In the present study, the role of fractography is highlighted through characteristic fail- ures of industrial machinery components. Low-power stereomicroscopy and Scanning Electron Microscopy (SEM) micro-fractography are the principal analytic tools that were used in the context of the present research. Keywords Macrofractography Á Microfractography Á Metalworking machinery Á Fatigue Á Overload Introduction and Background Information Fractography etymologically originates from Latin fractus meaning fracture and the Greek graphy (Greek: cqa 9ux) meaning writing, and by extending this term to the meaning describing, it, therefore, means a description of the fracture; see also Ref. [1]. The historic evolution of fractography and its contribution to the determination of failure modes were addressed in Ref. [2]. Apart from industrial applications, fractographic techniques are fre- quently used in forensic engineering and safety sectors aiming toward accident prevention. Fractographic assess- ment used in the field of materials and manufacturing engineering, has made significant advances, since it con- tributes mainly to the progresses in the following areas; see also Ref. [3]: • Basic understanding of physics and micromechanics of fracture. • Material’s improvement in terms of resistance to deformation and damage. • Analyses of crack evolution and failure history in root- cause investigation. Numerous practical applications of fractography in the industrial field were also presented in Refs. [4, 5]. Frac- tographic interpretation has been acknowledged for its significant impact to the society for many decades. Frac- tography is often used in combination with microstructure- characterization techniques (light and scanning electron microscopy) in the majority of material failure analysis research projects [6–11]. Low-power stereomicroscopy (magnifications up to approximately 925), under vertical or oblique light illumination is the first approach in fracture evaluation, called macrofractography. Sequentially, microfractographic investigation is carried out preceded by Scanning Electron Microscopy (SEM) employing second- ary and/or backscattered electron-imaging modes for topographic and compositional evaluations. Energy Dis- persive Spectrometry (EDS) detectors incorporated in SEM provide additional capability for semi-quantitative chemi- cal elemental analysis of selected areas. Various characteristic failure events, including mainly fatigue and overload (brittle and ductile) fractures, are illustrated in the present article, highlighting the value of the fractographic evaluation in the determination of the failure mode(s) and root-cause analysis (see Table 1). G. A. Pantazopoulos (&) ELKEME Hellenic Research Centre for Metals S.A., 252 Piraeus Street, 17778 Athens, Greece e-mail: [email protected] 123 J Fail. Anal. and Preven. (2011) 11:588–594 DOI 10.1007/s11668-011-9503-7
-
Upload
grenouille2 -
Category
Documents
-
view
219 -
download
1
description
Pantazopulos_Damage Assessment Using Fractography as Failure Surface
Transcript of Pantazopulos_Damage Assessment Using Fractography as Failure Surface

FEATURE
Damage Assessment Using Fractography as Failure SurfaceEvaluation: Applications in Industrial Metalworking Machinery
George A. Pantazopoulos
Submitted: 9 July 2011 / Published online: 13 August 2011
� ASM International 2011
Abstract Fractography is a powerful analytic tool for the
evaluation of failure surface topography and root-cause
analyses. Fractography, embracing both light and electron
optics methods, is utilized in modern failure analysis and is
recognized by the engineering community as a unique
process for industrial problem solving, evaluating
machinery/component failures, and providing solutions for
performance improvements. In the present study, the role
of fractography is highlighted through characteristic fail-
ures of industrial machinery components. Low-power
stereomicroscopy and Scanning Electron Microscopy
(SEM) micro-fractography are the principal analytic tools
that were used in the context of the present research.
Keywords Macrofractography � Microfractography �Metalworking machinery � Fatigue � Overload
Introduction and Background Information
Fractography etymologically originates from Latin fractus
meaning fracture and the Greek graphy (Greek: cqa9ux)
meaning writing, and by extending this term to the
meaning describing, it, therefore, means a description of
the fracture; see also Ref. [1]. The historic evolution of
fractography and its contribution to the determination of
failure modes were addressed in Ref. [2]. Apart from
industrial applications, fractographic techniques are fre-
quently used in forensic engineering and safety sectors
aiming toward accident prevention. Fractographic assess-
ment used in the field of materials and manufacturing
engineering, has made significant advances, since it con-
tributes mainly to the progresses in the following areas; see
also Ref. [3]:
• Basic understanding of physics and micromechanics of
fracture.
• Material’s improvement in terms of resistance to
deformation and damage.
• Analyses of crack evolution and failure history in root-
cause investigation.
Numerous practical applications of fractography in the
industrial field were also presented in Refs. [4, 5]. Frac-
tographic interpretation has been acknowledged for its
significant impact to the society for many decades. Frac-
tography is often used in combination with microstructure-
characterization techniques (light and scanning electron
microscopy) in the majority of material failure analysis
research projects [6–11]. Low-power stereomicroscopy
(magnifications up to approximately 925), under vertical
or oblique light illumination is the first approach in fracture
evaluation, called macrofractography. Sequentially,
microfractographic investigation is carried out preceded by
Scanning Electron Microscopy (SEM) employing second-
ary and/or backscattered electron-imaging modes for
topographic and compositional evaluations. Energy Dis-
persive Spectrometry (EDS) detectors incorporated in SEM
provide additional capability for semi-quantitative chemi-
cal elemental analysis of selected areas. Various
characteristic failure events, including mainly fatigue and
overload (brittle and ductile) fractures, are illustrated in the
present article, highlighting the value of the fractographic
evaluation in the determination of the failure mode(s) and
root-cause analysis (see Table 1).
G. A. Pantazopoulos (&)
ELKEME Hellenic Research Centre for Metals S.A.,
252 Piraeus Street, 17778 Athens, Greece
e-mail: [email protected]
123
J Fail. Anal. and Preven. (2011) 11:588–594
DOI 10.1007/s11668-011-9503-7

Analytical Techniques
Macrofractographic evaluation was performed using a high-
resolution digital camera and a stereomicroscope. High-
magnification fractographic observations were carried out on
ultrasonically cleaned fracture surfaces using a SFEG Scan-
ning Electron Microscope equipped with a secondary electron
detector for topographic evaluation and a backscattered
electron detector for compositional imaging.
Investigation
Macroscopic Evidence of Fatigue: Spalling Fracture of
Back-up Rolls
Visual examination images of steel back-up rolls and
fragments are illustrated in Figs. 1 and 2a. Rolls were
damaged during operation in a reversing cold rolling mill.
Linear/elongated-type spall and irregular ‘‘fan-shaped’’
Table 1 Characteristic failure cases investigated by fractographic evaluation
Failure case
number Component Machine
Principal failure
mode
Principal fractographic
characteristic(s)
1 Back-up roll Cold rolling mill Surface fatigue Linear spall—beach marks
2 Clamping block Drawing machine Impact overload Flat fracture—mixed mode
(transgranular faceted—fine dimpled)
3 Steel stud Caster Fatigue Flat fracture—microscopic fatigue striations
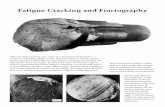
Fig. 1 Spalling failure of a back-up roll in a reversible cold rolling mill: (a) overall view, (b, c) closer views of the fracture surface, and (d)
details of the fracture surface showing the linear shape of the spall and the presence of beach marks manifesting the direction of the fatigue crack.
‘‘Fan-shaped’’ marks emanating from the fatigue area depict the fast fracture zone. The arrows show the direction of the fatigue crack
propagation
J Fail. Anal. and Preven. (2011) 11:588–594 589
123

marks originating from fatigue boundary are typical fea-
tures of spalling fracture (Fig. 1d). Low-power stereomi-
croscopy (macro-fractography) indicated the occurrence of
fatigue crack-propagation (FCP) and final (overload) frac-
ture zones; see Fig. 2b–e. The final fracture zone is a
brittle, overload fan-shaped area comprising chevron rays
(shear steps) emanating from the fatigue crack zone
(Fig. 2d, e). Fatigue striations are either poorly visible or
rarely seen on the fatigue zone because of the high roll
hardness. The susceptibility of striation formation is
Fig. 2 (a) Roll fragments coming from spalling failure; (b, c) optical stereomicrographs showing the fatigue crack-propagation (FCP) zone
containing characteristic circular beach marks; and (d, e) ‘‘fan-shaped’’ final fast fracture zone that originated from the FCP zone boundary
590 J Fail. Anal. and Preven. (2011) 11:588–594
123

reduced significantly for hardness levels [50 HRC. Brittle
overload occurs usually via intergranular fracture mode
leading to fast fracture and final failure; see also Ref. [6].
Characteristic macroscopic features of fatigue and their
interpretations are presented in detail in Ref. [12]. Spalling
failures are surface fatigue fractures that are usually gen-
erated by the presence of firecracks on the roll surface.
Firecracks are thermal-fatigue cracks running perpendicu-
lar to the outer roll surface and formed in the bruised area
of the roll surface as a result of non-uniform stress con-
ditions; see also Ref. [13]. Radial- and circumferential-
crack propagation under cyclic loadings led to detachment
of an outer shell of the roll causing fragments, severe
damage of the roll and rolling production shutdown. A
detailed study on metallographic and fractographic inves-
tigation of rolls is reported in Ref. [6].
Preventive actions concerning the rolling mill operation
are the following:
• Review of lubrication/cooling conditions aiming to min-
imize friction damage and succeed in achieving efficient
heat exchange, reducing temperature alterations.
• Avoid roll surface damage, such as bruises, roll marks,
thermal shock, and scratches.
• Monitoring of proper roll condition using NDT (Non-
Destructive-Testing, such as ultrasonic, penetrant test-
ing, etc.) and performing surface grinding aiming to
eliminate surface cracks.
• Review of pass-schedule conditions aiming to reduce
rolling stresses and extend roll life.
Microstructural Influence on Fracture Mode: Failure of
Clamping Block in a Tube-Drawing Machine Due to
Dynamic Loading Conditions
Clamping blocks are load members used in metal tube-
drawing machines and are often subjected to dynamic loads
during start-up of the production line. In the present
investigation, a fractured clamping component was sub-
mitted for failure analysis. Visual inspection and low-
power stereomicroscopy showed a flat, fracture surface
appearance consistent to the absence of macroscopic duc-
tility. Furthermore, SEM microfractographic investigation
revealed an irregular and fairly complex fracture pattern
(Fig. 3). A mixed-mode fracture mechanism has taken
place; crack propagation followed the lowest strain energy
path passing through the carbide particles and causing
characteristic transgranular facets; a limited strain has been
accommodated in the tempered martensite matrix that
exhibited a micro-plasticity failure mode with the devel-
opment of fine dimples (see Fig. 4a). Fine-dimpled area
corresponds to limited macroscopic plasticity, since dimple
size is related to total elongation and reduction of area.
Similar fine-dimpled areas in steels possessing tempered
martensite microstructure have been reported in Ref. [7].
At high micro-void nucleation rates, limited void growth is
achieved, stimulating localized necking and accelerating
final fracture. Transgranular carbide facets and some
intergranular features are shown at higher magnification
(Fig. 4b).
SEM micrographs on transverse cross sections revealed
a microstructure consisting of coarse primary chromium
carbide islands (precipitated during solidification), unevenly
distributed in a tempered martensite matrix (Fig. 5a).
Carbides possess high hardness and wear resistance, but
they are extremely sensitive under dynamic- and thermal-
shock conditions. Carbide clusters, secondary cleavage as
well as intergranular cracks assisting carbide de-bonding,
and pull-out from the matrix are also evident (Fig. 5b). The
material used for the manufacturing of the load member
corresponds to a high-chromium/high-carbon tool steel,
and its surface hardness reaches up to 62 HRC. The pres-
ence of non-metallic inclusions deteriorates the compo-
nent’s performance, facilitating premature failure.
Fig. 3 (a, b) SEM micrographs (SE imaging) showing the microscopically irregular—rough fracture surface topography of the clamping block
J Fail. Anal. and Preven. (2011) 11:588–594 591
123

The failure of the load member was attributed to
dynamic-shock loading during production cycle start-up.
Careful review of the machine’s operating conditions in
combination with the selection of the appropriate steel grade
and metallurgical condition, possessing ‘‘clean’’ (potential
steelmaking processes: Electroslag Remelting, ESR; and
Vacuum Induction Melting, VIM) and fine microstructure
are suggested as necessary failure-preventive actions.
Torsional-overload failures of knuckle joints attributed to
abnormal machine’s operation were also reported in Ref. [8].
Microscopic Evidence of Fatigue: Failure of Steel Stud
Acting as Supporting Member of a Caster
In industrial metalworking operations, stress cycling is the
predominant loading mode resulting in fatigue failures of
machine components; see also Refs. [9–11]. A foundation
stud supporting the base of a casting machine, fractured
after a short period in service, leading to unexpected pro-
duction interruption and machine downtime. Typical
fatigue fracture is evident showing characteristic ratchet
marks as a result of multiple crack initiation due to stress
concentration (Fig. 6a). Crack initiation took place at the
thread root which acted as typical stress raiser in studs and
bolts. Ratchet marks were formed when cracks nucleated at
different positions and joined together creating shear steps
on the fracture surface. Beach marks which indicate suc-
cessive positions of the fatigue crack-front were also
present (Fig. 6b). The lack of macroscopic plastic defor-
mation and the extended fatigue zone suggested the
occurrence of high cycle fatigue under relatively low stress
amplitude. The existence of fine fatigue striations
Fig. 5 (a) SEM micrograph (BSE imaging) taken on transverse to fracture sections showing the microstructure of the tool steel component
consisting of primary chromium carbides dispersed in a tempered martensite matrix; and (b) detail of (a). Transgranular fracture and
intergranular de-cohesion of carbide particles (nital 2% immersion etching)
Fig. 4 SEM micrographs (SE imagings) at higher magnification showing the various fracture modes: (a) transgranular cleavage facets adjacent
to fine-dimpled areas manifesting localized plasticity; and (b) transgranular cleavage and intergranular fracture operated as dominant damage
mechanism of carbide islands; isolated fine-dimpled areas are also discerned
592 J Fail. Anal. and Preven. (2011) 11:588–594
123

constituted an additional fingerprint of high cycle fatigue
(Fig. 7a). Counting and recognizing striation patterns is a
diligent process requiring high level of technical expertise
and education, and should be performed by qualified sci-
entific and technical personnel; false patterns, resembling
fatigue striations, are very often found on fracture surfaces
and could provoke misleading conclusions. Aspects of
fatigue striations, under various loading conditions are
reported in Ref. [14]. Fast fracture area of the stud is
characterized by the presence of elongated non-equiaxed
dimples as an evidence of final ductile tear under the
presence of shear stresses (Fig. 7b).
The steel stud has failed because of the occurrence of
high cycle/low-stress amplitude fatigue mechanism. The
selection of higher strength steel grade and the review of
installation conditions (such as torque levels, clearances,
misalignments, etc.) are suggested as failure-preventive
actions aiming to prolong the fasteners’ service life.
Fig. 6 Optical stereomicrographs showing (a) details of the thread circumference depicting the presence of ratchet marks (ridges) suggesting the
occurrence of multiple-origin fatigue mechanism, and (b) the smooth fracture surface of steel stud
Fig. 7 SEM micrographs (SE imaging) showing (a) the presence of fine fatigue striations, and (b) the evidence of dimpled ductile overload
taking place at the fast fracture zone. Elongated, non-equiaxed dimples resulted from the complex stress state including the application of shear
stresses
J Fail. Anal. and Preven. (2011) 11:588–594 593
123

Conclusions
Fractographic evaluation provides vital information of the
micromechanics of fracture processes, crack evolution, and
microstructural influence on damage progress and accu-
mulation. The findings of the fractographic examination
could, many times, be stand alone, highlighting the failure
mode(s) and assisting in root-cause analysis and failure
prevention. Competent and qualified personnel are neces-
sary to implement fractographic procedures and their
interpretation, since misleading features coming from
analysis may contribute to incorrect decision making,
provoking potential economic losses or safety risks.
References
1. ASM Handbook, vol. 12: Fractography. ASM International,
Materials Park, OH (1992)
2. Lynch, S.P., Moutsos, S.: A brief history of fractography. J. Fail.
Anal. Preven. 6(6), 54–69 (2006)
3. Hull, D.: Fractography, Observing, Measuring and Interpreting
Fracture Surface Topography. Cambridge University Press,
Cambridge (1999)
4. Wulpi, D.J.: Understanding How Components Fail, 2nd edn.
ASM International, Materials Park, OH (2000)
5. Sachs, M.W.: Practical Plant Failure Analysis. CRC Press,
Boca Raton, FL (2009)
6. Pantazopoulos, G., Vazdirvanidis, A.: Fractographic and metal-
lographic study of spalling failure of steel straightener rolls.
J. Fail. Anal. Preven. 8(6), 509–514 (2008)
7. Psyllaki, P., Papadimitriou, K., Pantazopoulos, G.: Failure modes
of liquid nitrocarburized and heat treated tool steel under
monotonic loading conditions. J. Fail. Anal. Preven. 6(6), 13–18
(2006)
8. Pantazopoulos, G., Sampani, A., Tsagaridis, E.: Torsional fail-
ure of a knuckle joint of a universal steel coupling system
during operation—a case study. Eng. Fail. Anal. 14(1), 73–84
(2007)
9. Pantazopoulos, G., Zormalia, S., Vazdirvanidis, A.: Investigation
of fatigue failure of roll shafts in a tube manufacturing line.
J. Fail. Anal. Preven. 10(5), 358–362 (2010)
10. Pantazopoulos, G., Vazdirvanidis, A., Toulfatzis, A., Rikos, A.:
Fatigue failure of steel links operating as chain links in a heavy
duty draw bench. Eng. Fail. Anal. 16(7), 2440–2449 (2009)
11. Pantazopoulos, G., Zormalia, S.: Analysis of the failure mecha-
nism of a gripping tool steel failure operated in an industrial tube
draw bench. Eng. Fail. Anal. 18(6), 1595–1604 (2011)
12. Sachs, N.W.: Understanding the surface features of fatigue
fractures: how they describe the failure cause and the failure
history. J. Fail. Anal. Preven. 5(2), 11–15 (2005)
13. Rolls for Metalworking Industries. Iron and Steel Society (ISS),
Warrendale, PA (2002)
14. DeVries, P.H., Ruth, K.T., Dennies, D.P.: Counting on fatigue:
striations and their measure. J. Fail. Anal. Preven. 10(2), 120–137
(2010)
594 J Fail. Anal. and Preven. (2011) 11:588–594
123