MTZ. .Oscillating.thrust.bearing.at.Fuel.lubrication.measurement.and.Simulation.retail.ebook PDF...
8
Oscillating Thrust Bearing at Fuel Lubrication Measurement and Simulation As part of an FVV research project (ref. no. 920) tests were conducted on a diesel injection pump’s oscillating self- aligning thrust bearing at Otto von Guericke University Magdeburg. Combining tests under mixed and boundary lubrication conditions with simulation of the contact conditions deepened knowledge and understanding of the tribological processes that occur. RESEARCH MTZ 12I2009 Volume 70 48 Bearing
-
Upload
fuel4hatred -
Category
Documents
-
view
251 -
download
0
Transcript of MTZ. .Oscillating.thrust.bearing.at.Fuel.lubrication.measurement.and.Simulation.retail.ebook PDF...

Oscillating Thrust Bearing at Fuel LubricationMeasurement and simulationAs part of an FVV research project (ref. no. 920) tests were conducted on a diesel injection pump’s oscillating self-aligning thrust bearing at Otto von Guericke University Magdeburg. Combining tests under mixed and boundary lubrication conditions with simulation of the contact conditions deepened knowledge and understanding of the tribological processes that occur.
research
MTZ 12I2009 Volume 7048
Bearing

1 Introduction
Tribosystems in injection pumps are fre-quently lubricated with low viscosity fuels such as diesel, kerosene or gasoline. The buildup of a fully supporting hydro-dynamic lubricant film throughout the entire duty cycle is frequently no longer guaranteed when oscillating sliding mo-tion is additionally present in the tribo-system. Boundary lubrication conditions characterized by distinct solid body con-tacts between the friction partners ap-pear primarily at the motion’s reversal points where the hydrodynamically ef-fective velocity becomes zero and at high loads. The development of stable bounda-ry layers at the surfaces of the friction bodies during the friction process pre-vents strong adhesive bond forces be-tween the friction bodies and the result-ing higher adhesive wear. Protective boundary layers develop when additives or aging products are present in the lub-ricant, which can bond to the surfaces chemically or physically.
The objective of this research project was to investigate the boundary lubrica-tion processes in an oscillating thrust bearing and create a simulation model that allows simulating the friction. The tests were conducted on an oscillation
test bench with different diesel fuels, ma-terial combinations and test parameters.
2 Test Bench and Test Specimen
The test bench for oscillating sliding mo-tions depicted in Figure 1 was designed and set up to conduct the tests. The test bench has two servohydraulic test cylin-ders that may be operated both load and position controlled. This makes it possi-ble to represent realistic load and mo-tion cycles with a maximum load of 8 kN and stroke of 20 mm at up to 100 Hz. The test specimen is supplied with lubricant through a circuit. The flow rate and the temperature can be varied to adjust the test conditions to the conditions in the injection pump. To analyze the tests, the forces occurring, the cylinder strokes and the tempera-tures are captured high resolved with a sampling rate of 5 kHz.
Parts of original injection pumps are employed as test specimens. Their out-lines were modified by means of wire and sinker electrical discharge machin-ing so that they may be employed in the test bench, Figure 2 and Table. The low en-ergy input during the electrical discharge machining eliminated the possibility of
The Authors
Dipl.-Ing. Thomas Illner is scientific assistant at the chair for Machine elements and Tribology at the University Magdeburg (Germany).
Dr.-Ing. Lars Bobach is scientific assistant at the chair for Machine elements and Tribology at the University Magdeburg (Germany).
Dr.-Ing. Dirk Bartel is chief engineer at the chair for Machine elements and Tribol-ogy at the University Magdeburg (Germany).
Prof. Dr.-Ing. Ludger Deters is executive board of the Institute for Machine Design and head of the chair for Machine elements and Tribology at the University Magdeburg (Germany).
Figure 1: Oscillation test bench
MTZ Peer ReviewThe Seal of Approval for scientific articles in MTZ. Reviewed by experts from research and industry.
Received . . . . . . . . . . . . . . . . . . . . . July 20, 2009Reviewed . . . . . . . . . . . . . . . . . . . July 24, 2009Accepted . . . . . . . . . . . . . . September 6, 2009

thermal warping and changes of the ma-terial structure.
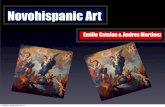
3 Simulation Model
The simulation model is divided in a mi-croscopic and a macroscopic level, Figure 3. The macroscopic level includes the calculation of the non-stationary hy-drodynamics of the oscillating thrust bearing. While conserving the mass bal-ance, it incorporates the formation of cavitation regions as well as the depend-ence of the lubricant’s viscosity on pres-sure, temperature and shear, elastic de-formations of the friction bodies, bounda-ry and mixed lubrication conditions in-cluding solid body contacts and the in-fluence of the microhydrodynamic ef-fects of rough sliding surfaces. In addi-tion, the bodies of the oscillating sliding contact and thus their motion and defor-mation are modeled individually.
The microscopic level is used to re-gard the surface asperities in the bounda-ry and mixed lubrication region. The surface asperities influence both the de-velopment of the real contact surface be-tween the friction bodies and the micro-hydrodynamic effects that can act to fa-cilitate or impede the formation of the lubricant film. The knowledge of the real contact area allows the calculation of the ratios of solid body contact pressure and boundary friction. In principle, the ge-ometry of the lubricating gap can be de-scribed down to the scale of the asperi-ties [2, 3]. However, this requires resolv-ing the calculation region very finely. Given the planar contact of 201 mm2, this was impracticable at present. An al-
ternative was furnished by the concept of flow factors [4] and an integral solid body contact pressure curve, which act on the macrohydrodynamic solutions for the smooth surfaces as correction val-ues. With these curves it is possible to connect the microscopic and the macro-scopic level.
3.1 MacrohydrodynamicsIn keeping with Eq. (1), the basis of mac-rohydrodynamic simulation is the gener-alized Reynolds differential equation for a fluid with non-Newtonian flow charac-teristics for a time-variable height of the lubricating gap and variable density and dynamic viscosity [5]. The coefficients G1x, G1y, G2x, G3 and F0x can be taken from [6]. The pressure flow factors Φp and the shear flow factor Φs deliver the influence of the surface asperities on the macrohy-drodynamic flow. Conserving the mass balance, the validity of Eq. (1) extends over the entire calculation region of the lubricating gap and thus includes pres-sure and cavitation regions. Cavitation is produced whenever enlarging lubricat-
ing gaps cannot be filled with lubricant quickly enough.
A gap fill factor θ, which expresses the ratio off the lubricant volume Vliq to the total volume Vges = Vliq + Vgas in the cavita-tion region with 0 ≤ θ ≤ 1, is introduced to allow for mass conserving cavitation. The geometry of the friction bodies is represented by the height of the gap h. The thrust bearing is modeled self-align-ing with centric or eccentric pivoted cir-cular pad, Figure 2. The height of the gap h links the macrohydrodynamics and elastic deformation of the friction bod-ies. Thereto, flexibility matrices derived from the FEM are incorporated, which are calculated separately for both speci-mens. In the boundary and mixed lubri-cation region, the external load is split into hydrodynamic and solid contact area ratios. To do so, the integral solid body contact pressure curve is incorpo-rated in the calculation model as a func-tion of a mean deformed height of the gap [7]. Iterative solver methods and mul-tigrid techniques that accelerate the re-laxation process are employed to solve the system’s nonlinear equations.
3.2 MicrohydrodynamicsIf the heights of the lubricating gap are in the range of the friction bodies’ sur-face asperities, influences from microhy-drodynamic effects on the development of hydrodynamic pressure have to be al-lowed for and the external load has to be distributed proportionately to the lubri-cant film and the solid body.
Expanding on the work of Patir and Cheng [4], the flow factors for various heights of the lubricating gap are pro-jected on the basis of real measured sur-face topographies and solid body con-
Figure 2: Geometry of the oscillating self-aligning sliding contact
Table: Data of the self-aligning thrust bearing
Feature Symbol Value
Length of the polygon ring L 21 mm
Width of the polygon ring B 20 mm
Diameter of the circular pad D 16 mm
Convexity of the polygon ring in x-direction δx1 5.92 ... 19.70 μm
Convexity of the polygon ring in y-direction δy1 3.65 ... 17.11 μm
Convexity of the circular pad in x- and y-direction δx2 = δy2 0.28 ... 0.81 μm
Stroke sosz ± 2.5 mm
research
MTZ 12I2009 Volume 7050
Bearing

tacts, microcavitation with mass conser-vation and elastic-plastic deformations of the rough surfaces [8]. The integral solid body contact pressure curve is de-termined at the same time.
3.3 Friction SimulationThe friction in the boundary and mixed lubrication region results from a super-imposition of fluid and boundary fric-tion, the percentage of fluid friction in the boundary lubrication region ap-proaching zero. The friction force is cal-culated according to Eq. (2). The hydrody-namic friction force Ffh results from the lubricant shear. The friction force of the boundary lubrication Ffs is calculated with a friction model as described in [6].
In this model, the total of the friction forces caused by elastic-plastic deforma-tions of the asperities and adhesion be-
tween the asperity contacts yields the boundary friction. The adhesion compo-nent is determined with a model based on [2]. Both components are calculated on the microscopic level at measured surfaces of the run-in test specimens and, like the flow factors and the integral sol-id body contact pressure curve, this is integrated in the equation as a function of the gap height.
4 Test Program and Results
The boundary lubrication tests were in-tended to reproduce the conditions in the injection pump as precisely as possi-ble. Therefore, in addition to original pump components, three representative fuel pump operating points were select-ed for load, stroke and velocity. Figure 4
presents typical load and velocity charac-teristics in standardized form. The stroke in all the operating points is ± 2.5 mm.
Since the formation of the boundary layer and the aging of the lubricant are strongly dependent on the temperature, tests were conducted with lubricant tem-peratures of 80 and 120 °C. Further-more, a diesel fuel compliant with DIN EN 590 without rapeseed methyl ester (RME) and a limit diesel fuel (GDK) with and without 5 % RME (GDK and GDK plus 5 % RME) were tested to evaluate the influence of the lubricant. The test time was set at 72 h. The results for the material combination of a pad made of 100Cr6 and a polygonal ring made of 16MnCrS5 with a nitrocarburized sur-face are presented below as an example.
4.1 Test Specimen Run-inEvery test combination was run in for 15 min at 2000 N, 10 Hz and the test-spe-cific fuel temperature. Figure 5 contains the run-in characteristics of the test com-bination with the different fuels. Fig-ure 5, left, individually presents the char-acteristics of the maximum friction forc-es for both directions of oscillation. The GDK does not contain any additives that facilitate formation of a boundary layer. The friction slowly decreases and the tem-perature increase in the pad is the high-est of all the fuels.
The diesel compliant with DIN EN 590 without RME exhibited similarly high friction at the start. However, additizing the fuel enables a boundary layer to form faster. Lubrication with GDK and 5 % RME had the best effect on run-in, since fatty acid ester are able to bond to metal-lic surfaces very well [9].
4.2 Results of Friction MeasurementFigure 6 presents the results for the fuel compliant with DIN EN 590 for different operating parameters. As expected, both the fuel temperature and the operating parameters have an influence on the fric-tion force characteristic as indicated on the left in Figure 6. Thus, friction forces similar to those that appear at 2000 N, 10 Hz and 80 °C were measured in the test with 6000 N, 17 Hz and 80 °C after a runtime of approximately 10 h. However, this looks different at a fuel temperature of 120 °C. As the load and frequency in-crease, the friction force also increases.
Figure 3: Structure of the simulation model
Figure 4: Normal force and hydro-dynamically effective velocity for one cycle
MTZ 12I2009 Volume 70 51

The fuel’s characteristics at high tempera-tures explain why the friction forces are higher for the tests at 120 °C than the tests for 80 °C. In addition to the already high inlet temperature of the fuel of 120 °C, the fuel in the contact is heated further by frictional heat. The tempera-ture level produced likely interferes with the development of the boundary layer. The decrease in friction as the test time advances can be explained with the ag-ing of the fuel, since it produces aging products that consequently enhance the lubricating effect. Figure 6, right, presents the characteristic of the coeffi-cients of friction.
Figure 7 presents the results for the dif-ferent fuels at 6000 N and 17 Hz for 80 °C (left) and 120 °C (right). At an identical inlet temperature, similar characteristics and levels manifest themselves in each case. However, in contrast to the other fuels, substantially higher wear was measured with GDK in both cases. All the tests exhibited higher friction and substantially higher wear at the higher
fuel temperature. Additizing the GDK with 5 % RME does not automatically lead to a more significant decrease of friction than the test with GDK without RME. However, there is substantially less wear. This indicates that higher friction does not automatically cause higher wear, because wear only occurs if the boundary layers are destroyed locally during the friction process.
5 Thrust Bearing Simulation
The exact quantities of a test run on the oscillation test bench were utilized in the simulation to facilitate a comparison of measurement and calculation. The data of an operating point with 6000 N, 17 Hz and 80 °C was employed as the load and motion characteristic. The con-tact pair is lubricated with diesel compli-ant with DIN EN 590. The flow factors, the integral solid body contact pressure curve and the boundary friction were calculated for measured surfaces of the
run-in friction bodies. Since, the friction bodies have convexities in a certain range, Table, the convexities of the speci-mens employed were determined pre-cisely and incorporated in the model. The circular pad was calculated with cen-tric pivoting.
5.1 Results of SimulationFigure 8 presents the integral results of the calculation for one oscillation cycle. As ex-pected, the characteristic of the maximum pressure follows the predetermined char-acteristic of the load. The solid contact ar-ea ratio reveals that the contact pair oper-ates in the boundary and mixed lubrica-tion region all the time. The ramped load increase at the start of the cycle causes a hydrodynamic pressure buildup, which can be attributed to the effects of hydrody-namic squeeze. The solid contact area ra-tio briefly drops back to approximately 84 % before increasing again and slightly dropping again shortly before the end of the high load phase because of the im-proved hydrodynamic conditions brought
Figure 5: Run-in characteristics of the material combination 100Cr6/16MnCrS5 at 2000 N, 10 Hz and 80 °C
Figure 6: Compar-ison of friction force and coeffi-cient of friction for different oper-ating points and fuel temperatures when lubricated with diesel EN 590
research
MTZ 12I2009 Volume 7052
Bearing

about by the tipping of the pad while the velocity simultaneously increases. The rapid decrease in load during the transi-tion from the high to low load range caus-es the hydrodynamic pressures to collapse. The rebound of the friction bodies caused by the high solid body contact pressure is a reason for this. This causes the height of the lubricating gap to enlarge rapidly. The lubricant is unable to flow back into the freed up space fast enough from outside.
The lubricant film ruptures, thus produc-ing a large-area cavitation region, which is indicated by the stark drop in the mean gap fill factor to a value of 55 %.
Figure 9 presents the total pressure and gap fill factor recorded instantaneously for two times. The pressure distribution in the high load range at t1 = 0.006 s is primarily shaped by the solid body con-tact pressure. A smaller cavitation region, which primarily results from the tipping
of the pad, exists at the contact end. As expected, a much lower pressure appears in the low load range at t2 = 0.042 s. The aforementioned large-area cavitation re-gion is distinctly recognizable here.
5.2 Comparison of Measurement and CalculationCalculation and measurement may be compared by comparing the measured and simulated friction force characteris-
Figure 7: Comparison of the friction force for different lubri-cants at 80 °C (left) and at 120 °C (right) at 6000 N and 17 Hz
Figure 8: Integral results of the simula-tion at 6000 N, 17 Hz and 80 °C
MTZ 12I2009 Volume 70 53

tics. The comparison of the friction force characteristics for one duty cycle in Figure 10 yields a qualitatively and quan-titatively good correspondence. An in-crease of the friction force at the start of the oscillation cycle, which results from the ramped increase in load, is easily recognizable in the characteristics. The hydrodynamic pressures from the squeeze, which are effective in this range, produce a sinusoidal characteris-tic of the increase in the friction force and are reproduced equally by simula-tion and measurement.
The maximum friction forces also dis-play a good correspondence. Deviations exist at the reversal points where the de-formations of the test specimen holder and its inertia cause a delayed friction force reversal in the measurement sig-nal. Other differences appear in the low load range. Among other things, they can be attributed to the load cell having reached its lower measurement limit.
6 Summary
The objective of the FVV research project (ref. no. 920) at Otto von Guer-icke University Magdeburg was to deep-
en knowledge about the tribological processes occurring in a diesel injec-tion pump’s thrust bearing under mixed and boundary lubrication condi-tions and make it possible to simulate this tribosystem. A test bench was devel-oped which can be used to test the oscil-lating self-aligning thrust bearing un-der realistic conditions.
The influence of load, sliding veloci-ty, temperature and lubricant on the development of a boundary layer that reduces friction and wear were investi-
gated in tests with different materials and fuels. It was possible to identify the operating conditions under which a sta-ble boundary layer develops and the time at which the boundary layer can be expected to fail in conjunction with increased friction and increased wear.
In parallel, a simulation model for the transiently loaded thrust bearing was de-veloped. While conserving the mass bal-ance, it incorporates the formation of cavitation regions as well as the depend-ence of the lubricant’s viscosity on pres-
Figure 9: Instantaneous total pressure and gap fill factor recorded for the two times t1 and t2
Figure 10: Com-parison of calcu-lated and meas-ured friction force at 6000 N, 17 Hz and 80 °C
research
MTZ 12I2009 Volume 7054
Bearing

sure, temperature and shear, elastic de-formations of the friction bodies, bounda-ry and mixed lubrication conditions in-cluding solid body contacts and the in-fluence of the microhydrodynamic ef-fects of rough sliding surfaces. A friction model was integrated to predict the ex-pected friction forces. It separately simu-lates the fluid friction, the deformation component of dry friction and the adhe-sion component of friction.
The comparison of test and simulation reveals a qualitatively and quantitatively good correspondence. Thus, a program is now available with which an oscillating self-aligning thrust bearing can be de-signed and optimized under mixed and boundary lubrication conditions and the friction that will occur can be estimated.
References[1] Bartel, D.: Berechnung von Festkörper-
und Mischreibung bei Metallpaarungen. Dissertation, Otto-von-Guericke-Uni- versität Magdeburg, 2000
[2] solovyev, s.: reibungs- und Temperaturberechnung an Festkörper- und Mischreibungskontakten. Dissertation, Otto-von-Guericke-Universität Magdeburg, 2006
[3] scholz, U.: Instationäre Berechnung geschmierter reibkontakte. Dissertation, Otto-von-Guericke- Universität Magdeburg, 2008
[4] Patir, N.; cheng, h. s.: application of average Flow Model to Lubrication Between rough sliding surfaces. In: Journal of Lubrication Technology 101 (1979), pp. 220 – 230
[5] Bobach, L.; Bartel, D.; Deters, L.: simulation elasto-hydrodynamischer Kontakte in rollenlagern. In: VDI-Berichte 2069, Düsseldorf, s. 53 – 65
[6] Bartel, D.: simulation von reibpaarungen. habili-tationsschrift (eingereicht), Otto-von-Guericke- Universität Magdeburg, 2009
[7] Bobach, L.: simulation dynamisch belasteter radial-gleitlager unter Mischreibungsbedingungen. Disserta-tion, Otto-von-Guericke-Universität Magdeburg, 2008
[8] Illner, Th.; Bobach, L.; Bartel, D.; Deters, L.: einfluss von randbedingungen und Mikrokavitation auf die Flussfaktorenberechnung. In: Tribologie und schmierungstechnik 55 (2008), Nr. 5, s. 36 – 42
[9] Matzke, M.; Litzow, U.; Jess, a.; caprozzi, r.; Balfour, G.: Diesel Lubricity requirements of Future Fuel Injection equipment. In: sae World congress & exhibition, Usa, april 2009
∂ __ ∂x ( Φpxx G1x
∂ph ___ ∂x ) + ∂ __ ∂y ( Φp
yy G1y ∂ph
___ ∂y ) = Eq. (1) ∂ __ ∂x ( θG2x
(u2 – u1) ______ F0x
+ θG3 u1 + θG3 Φsxx
(u2 – u1) ______ 2h ) + ∂ __ ∂t (θG3)
with ph > pcav and θ = 1 in pressure region
ph = pcav and θ < 1 in cavitation region
Ff = ∫∫(Ω)
Ffh (x, y) + Ffs (x, y) dΩ Eq. (2)
Acknowledgements
This paper is the scholarly outcome of the research project “Boundary Lubrication in Fuel Lubrication” (ref. no. 920) formulated by The German Research Association for Com-bustion Engines (FVV, Frankfurt) and carried out at the Department of Mechanical Engi-neering headed by Prof. Ludger Deters at Otto von Guericke University Magdeburg. The study was financially supported by the Fed-eral Ministry of Economics and Technology (BMWi) through the German Federation of Industrial Research Associations (AiF) and the FVV’s own funds. The project received support from an FVV working group headed by Dr. Johannes Müllers from Robert Bosch GmbH. The authors wish to thank this working group for its tremendous support as well as Robert Bosch GmbH for its generous contri-bution of material and equipment.
MTZ 12I2009 Volume 70 55