
Modeling of Polymerization Reactors by Coupling of CFD … · Modeling of Polymerization Reactors...
19
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada Modeling of Polymerization Reactors by Coupling of CFD and Reaction Kinetics A. Daiss, K.D. Hungenberg, W. Loth, S. Müssig BASF SE 1. Motivation 2. Approach 3. Validation concept 4. Application example
Transcript of Modeling of Polymerization Reactors by Coupling of CFD … · Modeling of Polymerization Reactors...
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Modeling of Polymerization Reactors byCoupling of CFD and Reaction Kinetics
A. Daiss, K.D. Hungenberg, W. Loth, S. MüssigBASF SE
1. Motivation2. Approach3. Validation concept4. Application example

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Motivation
• Polymerization reactions are strongly influenced by temperature variations and non-uniform residence time distributions
• Flow properties (e.g. viscosity) may change dramatically due to polymerization and thus process parameters (mixing, heat transfer) may significantly change along the reaction
� CFD may be a helpful tool for evaluating the effect of non-ideal reaction conditions in polymerization processes and for scale-up
Scale-up of polymerization reactors is a difficult task:
Usually polymerization processes are calculated and scaled by assuming plug flow conditions in tubular reactors and ideally mixed conditions in batch- or semi-batch reactors or by using simplified reactor cascade models
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
0
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0 1000 2000 3000 4000 5000 6000
Chain length
R [m
ole/
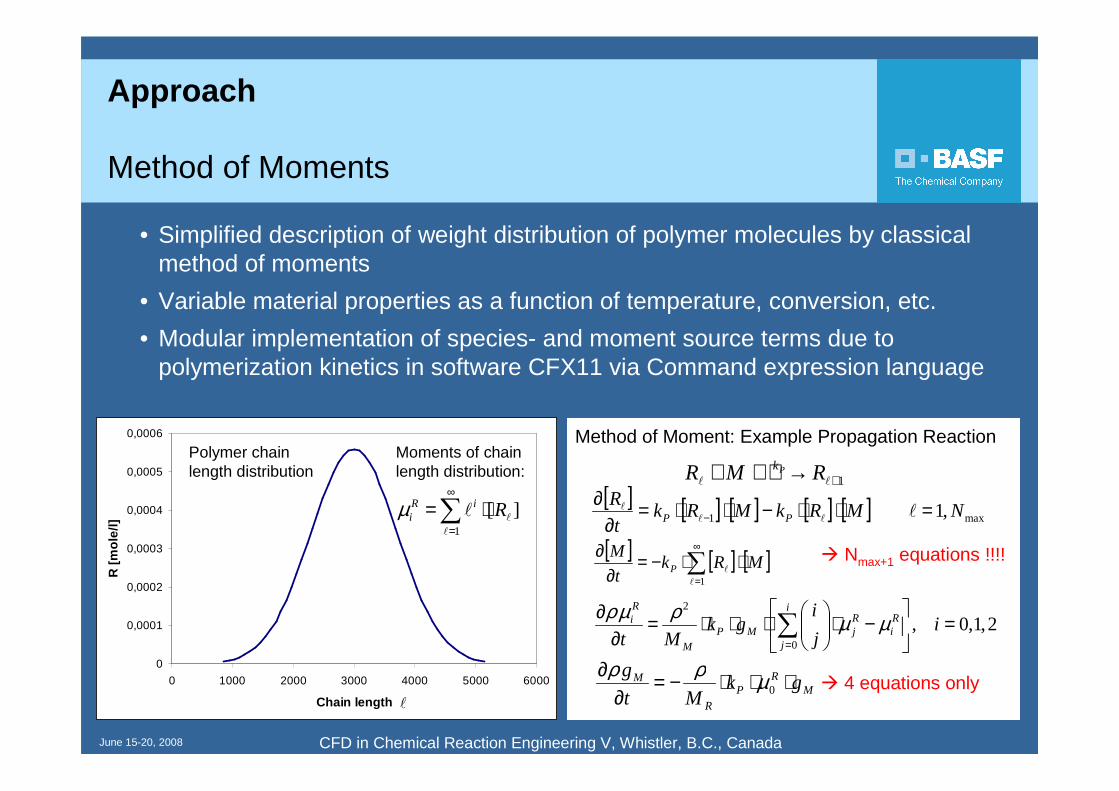
l]Approach
Method of Moments
• Simplified description of weight distribution of polymer molecules by classical method of moments
• Variable material properties as a function of temperature, conversion, etc.
• Modular implementation of species- and moment source terms due to polymerization kinetics in software CFX11 via Command expression language
l
Polymer chain length distribution
Moments of chain length distribution:
[ ] [ ] [ ] [ ] [ ] max1 ,1 NMRkMRkt
RPP =⋅⋅−⋅⋅=
∂∂
− lll
l
1+→+ll
RMR Pk
[ ] [ ] [ ]∑∞
=
⋅⋅−=∂
∂1l
lMRk
t
MP
MR
PR
M gkMt
g ⋅⋅⋅−=∂
∂0µρρ
2,1,0,0
2
=
−⋅
⋅⋅⋅=
∂∂
∑=
ij
igk
MtRi
Rj
i
jMP
M
Ri µµρµρ
∑∞
=
⋅=1
][l
ll RiR
iµ
Method of Moment: Example Propagation Reaction
� Nmax+1 equations !!!!
� 4 equations only
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
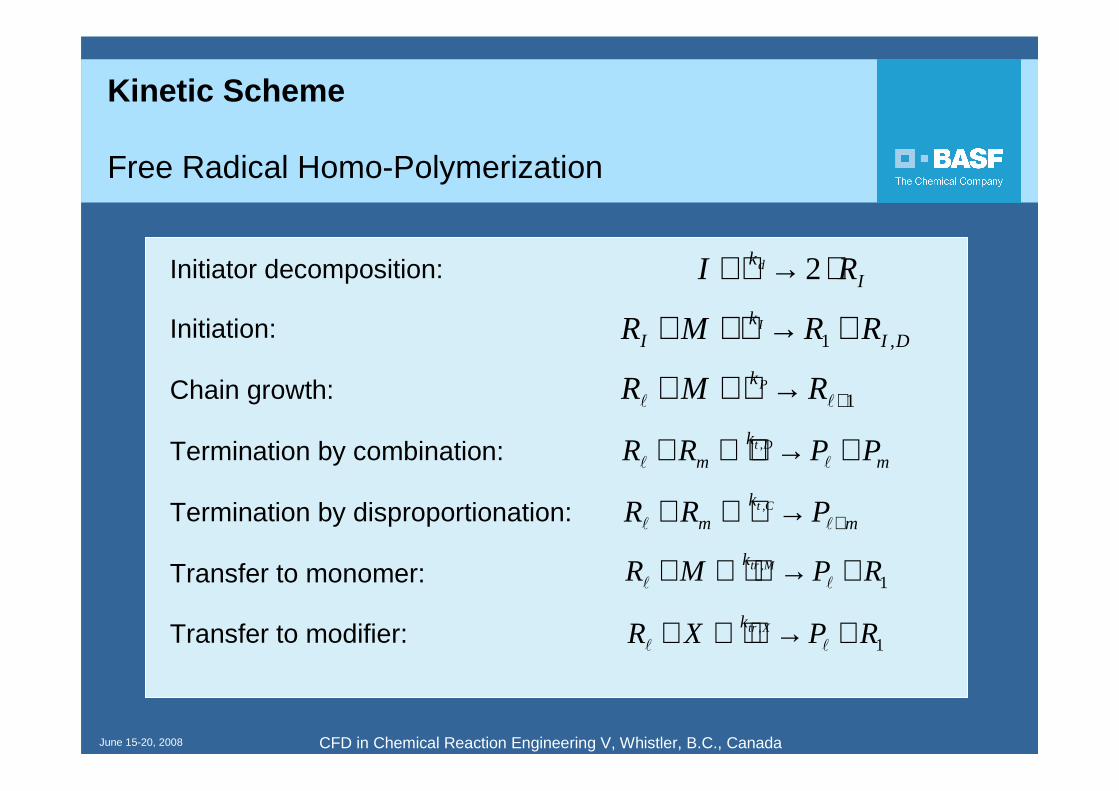
Kinetic Scheme
Free Radical Homo-Polymerization
Ik RI d ⋅→ 2
DIk
I RRMR I,1 +→+
1+→+ll
RMR Pk
mk
m PPRR Dt +→+ll
,
mk
m PRR Ct
+→+ll
,
1, RPMR Mtrk + →+
ll
1, RPXR Xtrk + →+
ll
Initiator decomposition:
Initiation:
Chain growth:
Termination by combination:
Termination by disproportionation:
Transfer to monomer:
Transfer to modifier:
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
• PREDICI™ is a well established and validated polymer kinetics simulation tool:
� 1D-tubular reactor, batch- or semi-batch reactor models
� Isothermal, adiabatic or cooled/heated systems
� Full molecular weight distribution or moment mode calculations
� Arbitrary polymer kinetics can be taken into account
• Comparison of CFD calculations with PREDICI™ allows for a detailed validation of the CFD model without uncertainties due to experimental error under the following conditions
� 1D adiabatic plug flow reactor
� PREDICI™ in moment mode
� Consideration of polymer reaction only which due not result in closure problems of the moment equations
Model Validation I
Comparison of CFD Model with PREDICI™
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
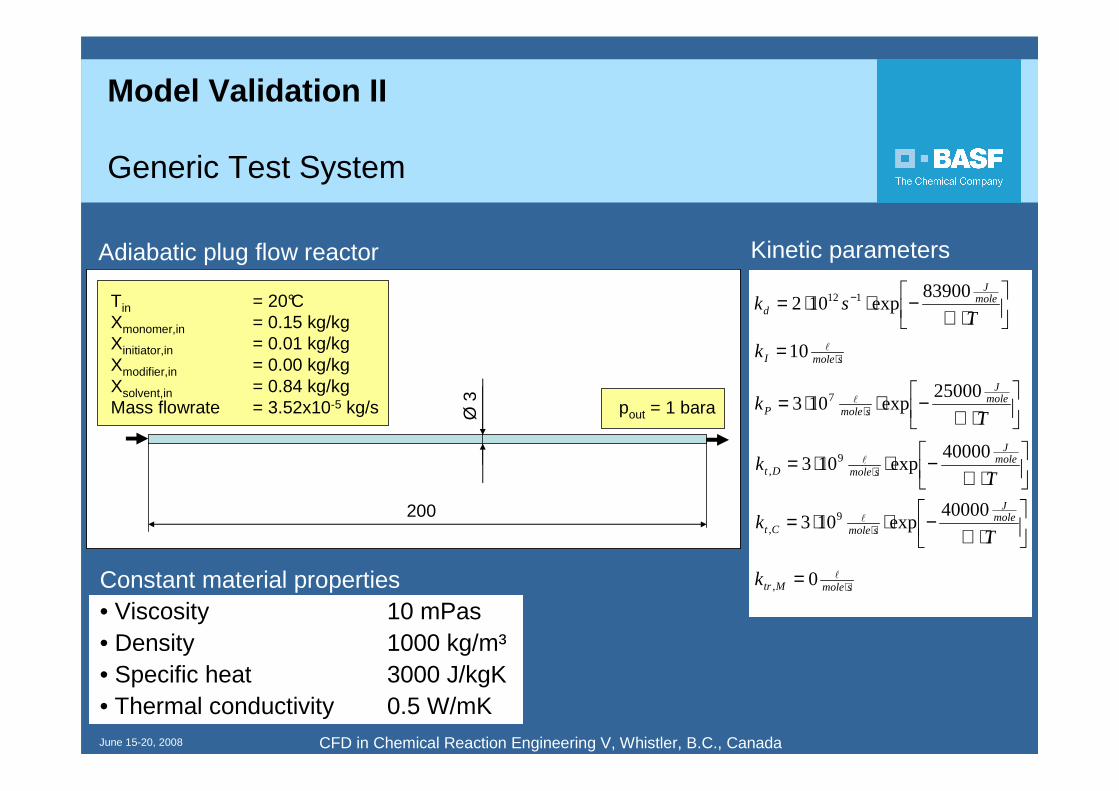
Adiabatic plug flow reactor
Model Validation II
Generic Test System
Ø3
200
Tin = 20°CXmonomer,in = 0.15 kg/kgXinitiator,in = 0.01 kg/kgXmodifier,in = 0.00 kg/kgXsolvent,in = 0.84 kg/kgMass flowrate = 3.52x10-5 kg/s pout = 1 baraØ
3
200
Tin = 20°CXmonomer,in = 0.15 kg/kgXinitiator,in = 0.01 kg/kgXmodifier,in = 0.00 kg/kgXsolvent,in = 0.84 kg/kgMass flowrate = 3.52x10-5 kg/s pout = 1 bara
⋅ℜ−⋅⋅= −
Tsk mole
J
d
83900exp102 112
smoleIk ⋅= l10
⋅ℜ−⋅⋅= ⋅ T
k moleJ
smoleP
25000exp103 7 l
⋅ℜ−⋅⋅= ⋅ T
k moleJ
smoleDt
40000exp103 9
,l
⋅ℜ−⋅⋅= ⋅ T
k moleJ
smoleCt
40000exp103 9
,l
smoleMtrk ⋅= l0,
Kinetic parameters
Constant material properties• Viscosity 10 mPas• Density 1000 kg/m³• Specific heat 3000 J/kgK• Thermal conductivity 0.5 W/mK

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Temperature Monomer and initiator mass fraction
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6
Time [ s ]
Tem
pera
ture
[°C
]
Predici:Temperature
CFD:Temperature
0
0,5
1
1,5
2
2,5
0 1 2 3 4 5 6
Time [ s ]
Con
c. M
onom
er [m
ole/
l]0
0,01
0,02
0,03
0,04
0,05
Con
c. In
itiat
or [m
ole/
l]
Predici:Monomer
CFD:Monomer
Predici:Initiator
CFD:Initiator
Model Validation III
Comparison of Temperature & Concentrations

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
0
50
100
150
200
250
0 1 2 3 4 5 6
Time [ s ]
Mn,
Mw
[ kg
/mol
]
Predici:Mw
CFD:Mw
Predici:Mn
CFD:Mn
0
50
100
150
200
250
0 1 2 3 4 5 6
Time [ s ]
Mn,
Mw
[ kg
/mol
]
Predici:Mw
CFD:Mw
Predici:Mn
CFD:Mn
Dead polymer Growing polymer
Model Validation IV
Comparison of Molecular Properties

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Laminar pipe flow
Non-ideal tubular reactor I
Cooled Tubular Reactor
Ø3
200
Tin = 20°CXmonomer,in = 0.15 kg/kgXinitiator,in = 0.01 kg/kgXmodifier,in = 0.00 kg/kgXsolvent,in = 0.84 kg/kgMass flowrate = 3.52x10-5 kg/s pout = 1 baraØ
3
200
Tin = 20°CXmonomer,in = 0.15 kg/kgXinitiator,in = 0.01 kg/kgXmodifier,in = 0.00 kg/kgXsolvent,in = 0.84 kg/kgMass flowrate = 3.52x10-5 kg/s pout = 1 bara
Kinetic parameters
Constant material properties• Viscosity 10 mPas• Density 1000 kg/m³• Specific heat 3000 J/kgK• Thermal conductivity 0.5 W/mK
Wall temperatur 20°C
⋅ℜ−⋅⋅= −
Tsk mole
J
d
83900exp102 112
smoleIk ⋅= l10
⋅ℜ−⋅⋅= ⋅ T
k moleJ
smoleP
25000exp103 7 l
⋅ℜ−⋅⋅= ⋅ T
k moleJ
smoleDt
40000exp103 9
,l
⋅ℜ−⋅⋅= ⋅ T
k moleJ
smoleCt
40000exp103 9
,l
smoleMtrk ⋅= l0,

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Non-ideal tubular reactor II
Qualitative Results – Temperature & Concentrations
Monomer mass fraction[kg/kg]
Temperature[°C]
Radical mass fraction[kg/kg]

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Mass averaged polymer weight [kg/mole]Dead polymer
Non-ideal tubular reactor III
Qualitative Results – Molecular Properties
Polydispersity = MW/MN[-]
Number averaged polymer weight [kg/mole]Dead polymer
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
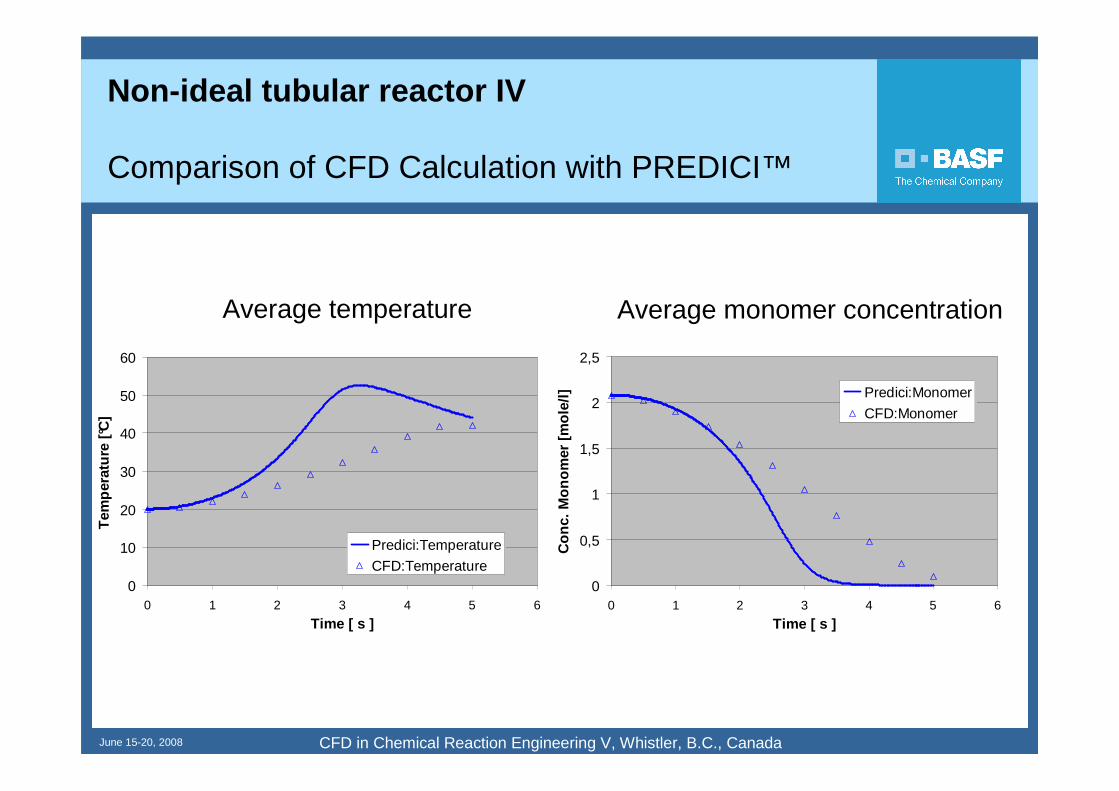
Non-ideal tubular reactor IV
Comparison of CFD Calculation with PREDICI™
Average temperature Average monomer concentration
0
0,5
1
1,5
2
2,5
0 1 2 3 4 5 6
Time [ s ]
Con
c. M
onom
er [m
ole/
l]
Predici:Monomer
CFD:Monomer
0
10
20
30
40
50
60
0 1 2 3 4 5 6
Time [ s ]
Tem
pera
ture
[°C
]
Predici:Temperature
CFD:Temperature

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Non-ideal tubular reactor V
Comparison of CFD Calculation with PREDICI™
0
50
100
150
200
250
300
0 1 2 3 4 5 6
Time [ s ]
Mn,
Mw
[ kg
/mol
]
Predici:Mw
CFD:Mw
Predici:Mn
CFD:Mn
Averaged weights (dead polymer)
0
50
100
150
200
250
0 1 2 3 4 5 6
Time [ s ]
Mn,
Mw
[ kg
/mol
]
Predici:Mw
CFD:Mw
Predici:Mn
CFD:Mn
Averaged weights (Growing polymer)

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Pilot Plant Reactor I
Reactor Geometry and Operating Conditions
pout = 1 barapout = 1 bara
Fluitec CSE/XR™ static mixer reactor Inner diameter 27 mmLength 135 mmCooled internal pipes
Tin = 20°CXmonomer,in = 0.15 kg/kgXinitiator,in = 0.01 kg/kgXmodifier,in = 0.00 kg/kgXsolvent,in = 0.84 kg/kgMass flowrate = 0.01 kg/s
Tin = 20°CXmonomer,in = 0.15 kg/kgXinitiator,in = 0.01 kg/kgXmodifier,in = 0.00 kg/kgXsolvent,in = 0.84 kg/kgMass flowrate = 0.01 kg/s
Photo by courtesy of Fluitec Georg AG, Switzerland
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
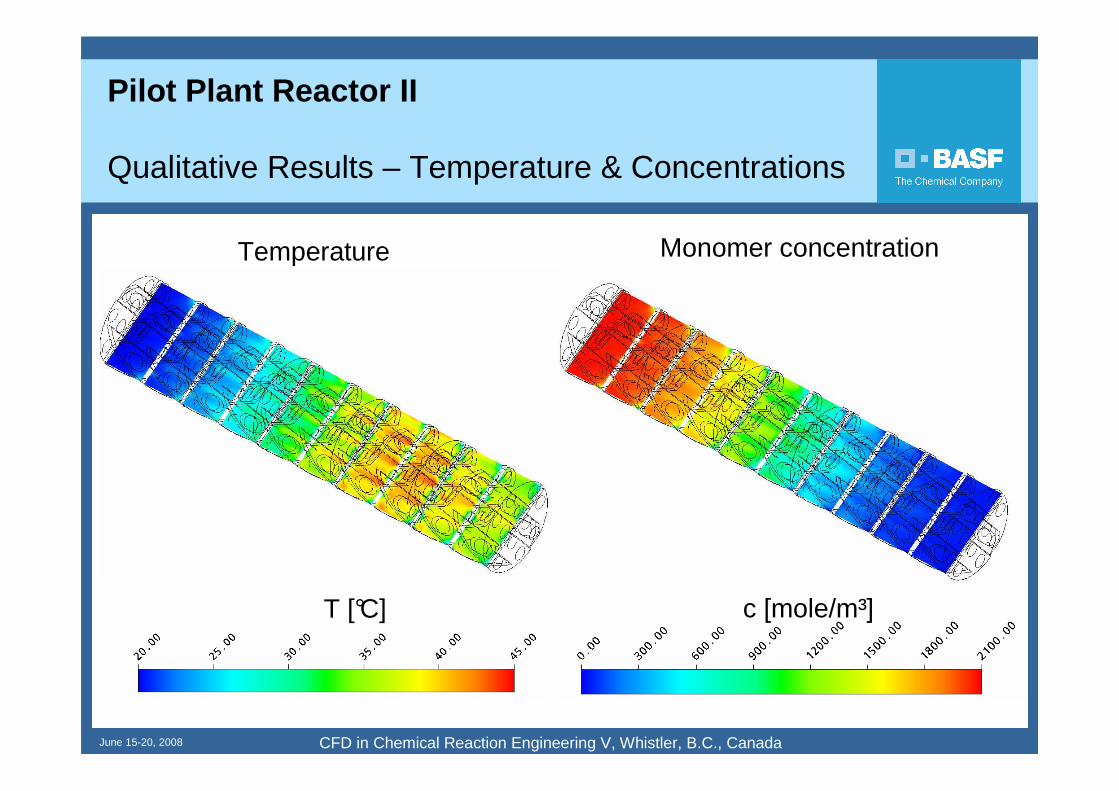
Pilot Plant Reactor II
Qualitative Results – Temperature & Concentrations
Temperature Monomer concentration
T [°C] c [mole/m³]
June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
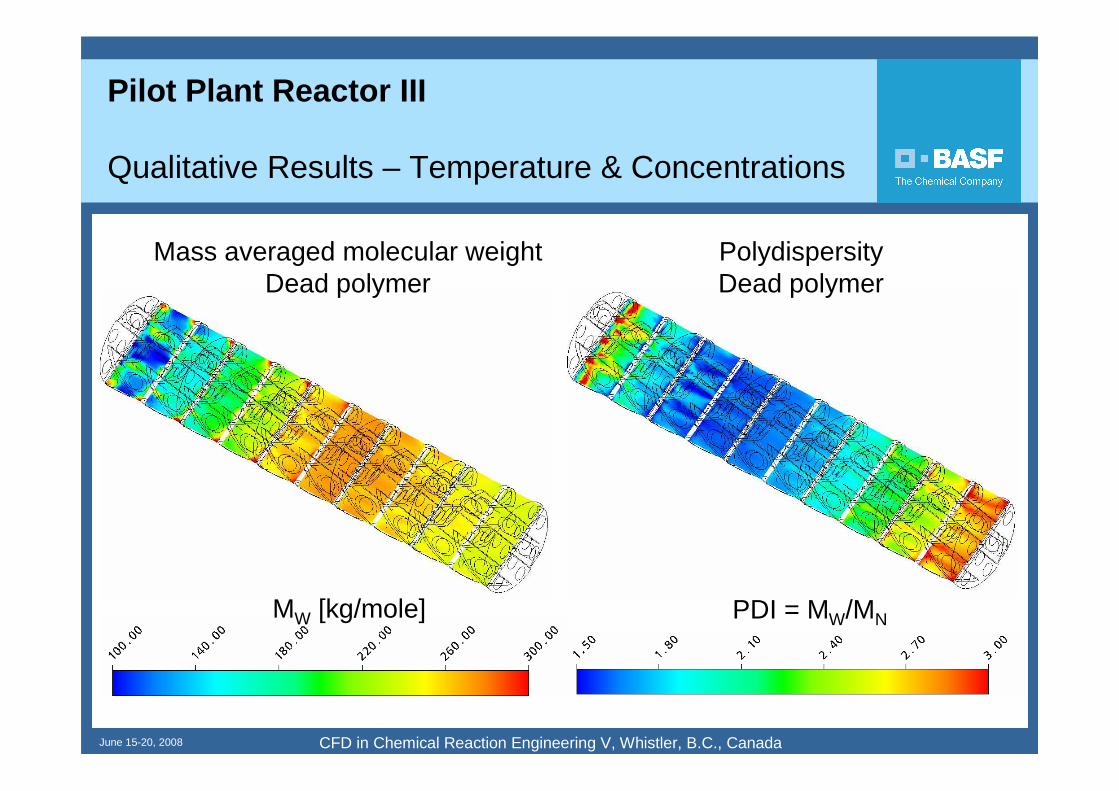
Pilot Plant Reactor III
Qualitative Results – Temperature & Concentrations
PDI = MW/MN
PolydispersityDead polymer
MW [kg/mole]
Mass averaged molecular weightDead polymer

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
Pilot Plant Reactor IV
Comparison of Static Mixer Reactor vs Pipe Flow
Molecular weights - dead polymer Temperature & Concentration

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
• Polymerization reactors may show significant 2D/3D effects under non-isothermal operating conditions
� 1-D calculations for laminar capillary reactors may be misleading
� Polymer properties are affected by 2D/3D effects
� Conversion may change for a given residence time due to 2D/3D effects
• Future work
� Incorporation of copolymerization based on pseudo-homopolymerizationapproach
� Modeling of other polymerization processes (poly-addition, poly-condensation, ionic polymerization)
Conclusions & Future
���� CFD is a useful tool for the scale-up of polymerizati on reactors

June 15-20, 2008 CFD in Chemical Reaction Engineering V, Whistler, B.C., Canada
CFD Engineers vision
They designed the new world
scale reactor by using the scaling
feature of their commercial CFD solver.
It seems that the feature worked
completely bug-free!!!
Amazing….


















