Metals
47
University of Santo Tomas Faculty of Engineering Department of Chemical Engineering MSE300 GROUP REPORT: METALS 3 ChE - A Group One Alday, Joy Angelique Arpon, Jolyn Dominique Balagtas, Fracelyn Baluyot, Allen Joseph Bello, Jean Raynell Beronio, Lemuel John Bustillo, Khazel Dr. Ma. Natalia Dimaano MSE300 Professor
-
Upload
rexel-reedus -
Category
Documents
-
view
42 -
download
0
description
A report regarding metals. Source: McCallister book.
Transcript of Metals

University of Santo Tomas
Faculty of Engineering
Department of Chemical Engineering
MSE300 GROUP REPORT:
METALS
3 ChE - A Group One
Alday, Joy Angelique
Arpon, Jolyn Dominique
Balagtas, Fracelyn
Baluyot, Allen Joseph
Bello, Jean Raynell
Beronio, Lemuel John
Bustillo, Khazel
Dr. Ma. Natalia Dimaano
MSE300 Professor

INTRODUCTION TO METALS
What are Metals?
Metals are materials that are composed of one or more metallic elements (often also
nonmetallic elements in relatively small amounts). Atoms in these materials are arranged in
a very orderly manner and relatively dense compared to the ceramics and polymers. With
regard to mechanical characteristics, metals are relatively stiff and strong yet it is capable of
large deformations without fracture. It is resistant to fracture making it more common for
structural applications. They have a large numbers of electrons that are not bound to any
particular atoms which contributes to the many properties of metals, like good conductors,
opaque and lustrous appearance.
Metallic Structures
The atomic bonding in this group of material is metallic, and thus, non-directional in
nature
Relatively large numbers of nearest neighbors and dense atomic packings for most
metallic crystal structures
It is because there are minimal restrictions as to the number and position of nearest-
neighbor atoms
For metals, in the hard-sphere model for the crystal structure, each sphere
represents an ion core
IMPORTANT CHARACTERISTICS OF A CRYSTAL STRUCTURE
1. Coordination Number - number of nearest-neighbor or touching atoms; for metals, each
atom has the same coordination number
2. Atomic Packing Factor (APF) - The sum of the sphere volumes of all atoms within a unit
cell divided by the unit cell volume
APF = Volume of atoms in a unit cell / total unit cell volume
FACE – CENTERED CUBIC (FCC) CRYSTAL STRUCTURE
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Atoms are located at each of the corners and the
centers of all the cube faces
This structure is found many metals (Ex: Copper,
Aluminum, Silver, Gold, etc.)
Each corner atom is shared among 8 unit cells
Face-centered atoms only belong to two unit cells
The total number of atoms per FCC unit cell is
o [1/8 * 8] + [1/2 * 6] = 4 atoms
The coordination number is 12
The atomic packing factor for FCC is 0.74
o Maximum packing possible for spheres all having the same diameter
BODY – CENTERED CUBIC (BCC) CRYSTAL STRUCTURE
Atoms are located at all eight corners and a single atom at the
cube center
This structure is found in some metals (Ex: Chromium, Iron,
Tungsten)
Each corner atom is shared among 8 unit cells
The total number of atoms per BCC unit cell is
o [1/8 * 8] + [1 * 1] = 2 atoms
The coordination number is 8
The atomic packing factor for BCC is 0.68
THE HEXAGONAL CLOSE-PACKED (HPC) CRYSTAL STRUCTURE
Not all metals have cubic symmetry
This structure is found in Titanium, Cobalt, Magnesium, Zinc, etc)
Atoms per HCP unit cell = [1/6 * 12] + [1/2 * 2] + [1 *3] = 6 atoms
Coordination number = 12
APF = 0.74
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

POLYMORPHISM AND ALLOTROPY
Some metals as well as nonmetals, may have more than one crystal structure, this is a
phenomenon called polymorphism
When found in elemental solids, the condition is often termed as allotropy
The prevailing crystal structure depends on both the temperature and external
pressure
Example: carbon: graphite is the stable polymorph at ambient conditions, whereas
diamond is formed at extremely high pressures
Types of Metal Alloys
Metal alloys are often grouped into two classes depending on its composition. It can either
be ferrous or nonferrous metal alloys.
I. Ferrous Alloys
- Iron is the prime constituent and are produced in large quantities
- widespread use is accounted for by three factors:
o iron-containing compounds exist in abundant quantities within the earth‘s
crust
o metallic iron and steel alloys may be produced using relatively economical
extraction, refining, alloying, and fabrication techniques
o ferrous alloys are extremely versatile, in that they may be tailored to have a
wide range of mechanical and physical properties
- major advantage is susceptibility to corrosion
A. STEELS
- iron–carbon alloys that may contain appreciable concentrations of other alloying
elements
- mechanical properties are sensitive to the content of carbon (less than 1 wt. %)
- subclasses according to alloying elements:
o plain carbon steels
contain only residual concentrations of impurities other than
carbon and a little manganese
o alloy steels
more alloying elements are intentionally added in specific
concentrations
- subclasses according to carbon concentration:
o low-carbon steels
produced in greatest quantity
generally contain less than about 0.25 wt% C and are unresponsive
to heat treatments intended to form martensite
strengthening is accomplished by cold work
microstructures consist of ferrite and pearlite constituents
relatively soft and weak, but have outstanding ductility and
toughness
also machinable, weldable, and the least expensive to produce
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

applications include automobile body components, structural
shapes (I-beams, channel and angle iron), and sheets that are used
in pipelines, buildings, bridges, and tin cans
high-strength, low alloy steels (HSLA)
contain other alloying elements such as copper, vanadium,
nickel, and molybdenum in combined concentrations as
high as 10 wt%, and possess higher strengths than the plain
low-carbon steels
more resistant to corrosion than the plain carbon steels,
which they have replaced in many applications where
structural strength is critical
o medium-carbon steels
have carbon concentrations between about 0.25 and 0.60 wt%
alloys may be heat treated by austenitizing, quenching, and then
tempering to improve their mechanical properties
additions of chromium, nickel, and molybdenum improve the
capacity of these alloys to be heat treated, giving rise to a variety of
strength–ductility combinations
heat-treated alloys are stronger than the low-carbon steels, but at a
sacrifice of ductility and toughness
applications include railway wheels and tracks, gears, crankshafts,
and other machine parts and high-strength structural components
calling for a combination of high strength, wear resistance, and
toughness
Society of Automotive Engineers (SAE), the American Iron and Steel
Institute (AISI), and the American Society for Testing and Materials
(ASTM)
responsible for the classification and specification of steels
as well as other alloys
designation for these steels is a four-digit number:
o the first two digits indicate the alloy content; the last
two, the carbon concentration
o for plain carbon steels, the first two digits are 1 and 0
o alloy steels are designated by other initial two-digit
combinations
o third and fourth digits represent the weight percent
carbon multiplied by 100
Unified Numbering System (UNS)
uniformly indexing both ferrous and nonferrous alloys
consists of a single-letter prefix followed by a five-digit
number
o letter is indicative of the family of metals to which an
alloy belongs.
o UNS designation for these alloys begins with a G,
followed by the AISI/SAE number
o the fifth digit is a zero
o high-carbon steel
having carbon contents between 0.60 and 1.4 wt%
hardest, strongest, and yet least ductile of the carbon steels
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

wear resistant and capable of holding a sharp cutting edge
chromium, vanadium, tungsten, and molybdenum are added to
form very hard and wear- carbide compounds
utilized as cutting tools and dies for forming and shaping materials,
as well as in knives, razors, hacksaw blades, springs, and high-
strength wire
o stainless steels
highly resistant to corrosion which may be enhanced by addition of
nickel and molybdenum
predominant alloying element is chromium, concentration of at
least 11 wt% Cr
resist oxidation and maintain mechanical integrity
strengthened by precipitation hardening heat treatment
classes on the basis of the predominant phase constituent of the
microstructure:
martensitic stainless steels
o capable of being heat treated in such a way that
martensite is the prime microconstituent
o magnetic
austenitic stainless steels
o austenite phase field is extended to room
temperature
o most corrosion resistant
o strengthened by cold work
austenitic stainless steels
o composed of ferrite (BCC) phase
o magnetic
o strengthened by cold work B. CAST IRONS
- class of ferrous alloys with carbon contents above 2.14 wt%
- easily melted and brittle
- casting is the most convenient fabrication
o gray iron
carbon and silicon contents vary between 2.5 and 4.0 wt% and 1.0
and 3.0 wt%, respectively
the graphite exists in the form of flakes, which are normally
surrounded by an ferrite or pearlite matrix
because of these graphite flakes, a fractured surface takes on a
gray appearance
weak and brittle in tension as a consequence of its microstructure
tips of the graphite flakes are sharp and pointed
strength and ductility are much higher under compressive loads
molten state they have a high fluidity at casting temperature, which
permits casting pieces having intricate shapes
casting shrinkage is low
least expensive of all metallic elements
o ductile or nodular iron
produced by the addition of small amount of magnesium and/or
cerium to the gray iron before casting
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

castings are stronger and much more ductile than gray iron
applications for this material include valves, pump bodies,
crankshafts, gears, and other automotive and machine components
o white and malleable iron
extremely hard and very brittle---unmachinable
heating for a prolonged time period causes the decomposition of
cementite forming graphite
microstructure is similar to that of nodular iron
high strength and appreciable ductility or malleability
applications include connecting rods, transmission gears, and
differential cases for the automotive industry, and also flanges,
pipe fittings, and valve parts for railroad, marine, and other heavy-
duty services II. Nonferrous Alloys
- Cast alloys
o Alloys that are brittle and cannot be formed or shaped with appreciable
deformation
- Wrought alloys
o Amendable to mechanical deformation A. COPPER AND ITS ALLOYS
- improve mechanical and corrosion-resistance properties
- brass
o zinc is the predominant alloying element
o FCC crystal structure
o For alloys with 35wt% Zn--- soft, ductile and easily cold worked
o uses are for brass alloys include costume jewelry, cartridge casings,
automotive radiators, musical instruments, electronic packaging, and
coins
- bronze
o alloys of copper and other elements including tin, aluminum, silicon and
nickel
o stronger than brass and has a high degree of corrosion resistance
- beryllium copper
o most common precipitation hardenable copper alloys
o remarkable combination of properties: tensile strengths, excellent
electrical and corrosion properties, and wear resistance when properly
lubricated
o may be cast, hot worked, or cold worked
o high strengths are attained by precipitation-hardening heat treatments
o costly because of the beryllium additions, which range between 1.0 and
2.5 wt%
o applications include jet aircraft landing gear bearings and bushings,
springs, and surgical and dental instruments B. Aluminum and its Alloys
- Have low density, high electrical and thermal conductivities, resistance to
corrosion, high ductility
- Low melting temperature at around 660 C
- Principal alloying elements include copper, magnesium, silicon, manganese, and
zinc
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

- Composition for both types is designated by a four-digit number that indicates
the principal impurities, and in some cases, the purity level
- For cast alloys, a decimal point is located between the last two digits followed by
a hyphen and temper designation
- Temper designation---- a letter and possibly a one- to three-digit number, which
indicates the mechanical and/or heat treatment to which the alloy has been
subjected
- Specific strength
o quantified by the tensile strength–specific gravity ratio
o even if an alloy of one of these metals may have a tensile strength that is
inferior to a more dense material, on a weight basis it will be able to
sustain a larger load C. Magnesium and its Alloys
- Has Low density and used where light weight is an important consideration
- Difficult to deform
- has a moderately low melting temperature 651 °C
- unstable and especially susceptible to corrosion in marine environment
- used in aircraft and missile application
- magnesium alloys have replaced engineering plastics that have comparable
densities inasmuch as the magnesium materials are stiffer, more recyclable, and
less costly to produce D. Titanium and its Alloys
- Pure metal has low density, high melting point and high elastic modulus
- Alloys are strong, has high tensile strength, highly ductile and easily forged and
machined
- Highly reactive at elevated temperature
- commonly utilized in airplane structures, space vehicles, surgical implants, and in
the petroleum and chemical industries E. Refractory Metals
- Have extremely high melting temperatures
- niobium (Nb), molybdenum (Mo), tungsten(W), and tantalum (Ta)
- Interatomic bonding in these metals is extremely strong, large elastic moduli and
high strength and hardness F. Superalloys
- Have superlative combinations of properties
- are used in aircraft turbine components, which must withstand exposure to
severely oxidizing environments and high temperatures for reasonable time
periods
- classified according to the predominant metal in the alloy, which may be cobalt,
nickel, or iron
- utilized in nuclear reactors and petrochemical equipment G. Noble Metals
- noble or precious metals are a group of eight elements that have some physical
characteristics in common
- expensive and characteristically soft, ductile, and oxidation resistant
- silver, gold, platinum, palladium, rhodium, ruthenium, iridium, and osmium H. Miscellaneous Nonferrous Alloys
- Nickel and its alloys
o Highly resistant to corrosion
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

o coated or plated on some metals that are susceptible to corrosion as a
protective measure
o Monel
a nickel based alloy containing approximately 65 wt% Ni and 28
wt% Cu
has very high strength and is extremely corrosion resistant
used in pumps, valves, and other components that are in contact
with some acid and petroleum solution
- lead, nickel, tin and their alloys
o mechanically soft and weak, have low melting temperatures, are quite
resistant to many corrosion environments, and have recrystallization
temperatures below room temperature
o applications for lead and its alloys include x-ray shields and storage
batteries
o primary use of tin is as a very thin coating on the inside of plain carbon
steel cans that are used for food containers
- Unalloyed Zinc
o relatively soft metal having a low melting temperature and a subambient
recrystallization temperature
o susceptible to corrosion
o applications of zinc alloys include padlocks, automotive parts and office
equipment
- zirconium and its alloys
o ductile and have other mechanical characteristics that are comparable to
those of titanium alloys and the austenitic stainless steels
o primary asset of these alloys is their resistance to corrosion in a host of
corrosive media, including superheated water
o transparent to thermal neutrons, so that its alloys have been used as
cladding for uranium fuel in water-cooled nuclear reactors
o materials of choice for heat exchangers, reactor vessels, and piping
systems for the chemical-processing and nuclear industries
ALLOYS FOR HIGH TEMPERATURE USE
- melting temperature, elastic modulus, and grain size affect the creep
characteristics of metals
- the higher the melting temperature, the greater the elastic modulus, and the
larger the grain size, the better is a material‘s resistance to creep
- smaller grains permit more grain-boundary sliding, which results in higher creep
rates
- stainless steels, refractory metals and superalloys are resilient to creep and
employed in high-temperature service applications
- creep resistance of the cobalt and nickel superalloys is enhanced by solid-
solution alloying, and also by the addition of a dispersed phase which is virtually
insoluble in the matrix
- directional solidification produces either highly elongated grains or single-
crystal components
- controlled unidirectional solidification of alloys having specially designed
compositions wherein two-phase composites result
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Point Defects on Metals
Point defects are where an atom is missing or is in an irregular place in the lattice structure.
Vacancy
The simplest point defects.
Empty spaces where an atom should be, but is missing.
The number of vacancies, Nv, for a given quantity of material depends on and
increases with temparature
Self- Interstitial
An atom from the crystal is crowded into an interstitial site
Self-Interstitial introduces relatively large distortion in the surroundings, because the
atom is much larger than the interstitial site
IMPURITIES
Alloys
metal composed of more than one element.
combining it with one or more other metals or non-metals that often enhance its
properties. Solid Solution
―new second phase‖
It is formed when solute atoms are added to the host material, and the crystal
structure is maintained.
IMPURITY POINT DEFECT FOUND IN SOLID SOLUTION:
Substitutional
The host atoms are replaced by the solute or impurity atom.
kT
vQ
vNeN
Where: Nv = number of vacancies
N = total number of atomic site
Qv = Energy required for the formation of vacancy
T = Absolute temperature
k = Boltzmann’s constant
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Interstitial
Solute or impurity atoms takes up sites that are normally unfilles
Features of solute and solvent atoms that determine the degree of impurity.
1. Atomic size factor. Difference of atomic radii of +,-15%.
2. Crystal structure. For appreciable solid solubility.
3. Electronegativity. The more electropossitive one element the more electronegative
the other.
4. Valences.
Fracture
Fundamentals of Fracture
A fracture, in its simplest form, can be descride as a single body beig separated into piceis
by an imposed stress ( maybe tensile, compresiive, shear, etc.,) and temperatures lower
than the melting piont.
Fracture Mode
Ductile - exhibit substantial plastic deformation with high energy absorption before fracture.
Brittle- little or no plastic deformation with low energy absorption
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Ductile Fracture
have their own distinctive features on both macroscopic and microscopic level.
Ductility is often characterized by the material's ability to be stretched into a wire
Stages in Cup and Cone Fracture
Brittle Fracture
Without any appreciable deformation, and by rapid crack propagation
The crack motion is nearly perpendicular to the direction of the applied tensile
stress.
Type of Brittle Fracture
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Transgranular (or transcrystalline)
The fracture cracks pass through the grains.
Crack propagation corresponds to the successive and repeated breaking of atomic
bonds along specific crytallographic planes, cleavage.
Fracture surface have faceted texture because of different orientation of cleavage
planes in grains.
Intergranular Fracture – fracture crack propagation along its grain boundary
Forms Of Corrosion In Metals
Uniform Attack
Occurs with equivalent intensity over the entire exposed surface
Leaves behind a scale or deposit
Examples: Rusting of steel and iron & tarnishing of silverware
Galvanic Corrosion
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Occurs when two metals or alloys having different compositions are electrically
coupled while exposed on an electrolyte
Example: steel screws corrosion with brass in a marine environment
Crevice Corrosion
Occurs in crevices and recesses or under deposits of dirt or corrosion products
where the solution become stagnant and a localized depletion of dissolved oxygen
Crevice must be wide enough to penetrate yet narrow enough to make the solution
stagnant
Prevented by using welding using non-absorbing gasket, removing accumulated
deposits frequently and designing containment vessels to avoid stagnancy
Pitting
A very localized corrosion attack where small pits or holes are formed
An extremely insidious type of corrosion (often undetected with little material lose)
Intergranular Corrosion
Disintegration occurs on grain boundaries for some alloys in a specific environment
Prevalent in stainless steel
Weld decay occurs on the welding of stainless steel
Prevention: (1) subjecting to high temperature heat treatment (2) lowering the
carbon content below 0.03 wt% C and (3) alloying the stainless steels with niobium
or titanium
Selective Leaching
Found in solid solution alloys
Occurs when one element/constituent is preferentially removed as a consequence of
corrosion processes that significantly impaired the mechanical properties of the
metal/alloy
Example: dezincification of brass
Erosion – Corrosion
Arises from the combined action of chemical attack and mechanical abrasion or wear
as a consequence of fluid motion
Characterized by surface grooves and waves having contours from a fluid flow
Found in piping especially the positions where the fluid changes direction or
turbulent flow
Prevention: changed the design to eliminate fluid turbulence, removal of particulates
and bubbles from the flowing fluid and used other materials that resist corrosion
Stress Corrosion (Cracking)
the combined action of an applied tensile stress and a corrosive environment
small cracks form and propagate in a direction perpendicular to the stress with the
result of failure behavior like a brittle material even though the material is
intrinsically ductile
Example: stainless steels corrosion in solution containing chloride ions and brass
corrosion on contact with ammonia
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Prevention: lower the magnitude of stress by reducing the external load or
increasing the cross-sectional area perpendicular to the applied stress and heat
treatment
Hydrogen Embrittlement
A significant reduction in ductility and tensile strength when an atomic hydrogen
penetrates into the some metal alloys (like steel)
Maybe called ―hydrogen-induced cracking‖ or ―hydrogen stress cracking‖
Brittle fracture occurs catastrophically
High strength steels are susceptible to this type of corrosion.
Martensitic steels and FCC alloys are vulnerable to this type of corrosion because of
their resiliency, for the former and high ductility, for the latter. However, strain
hardening increases their susceptibility to the corrosion
Prevention: reducing the tensile strength via heat treatment, removal of H source,
baking of alloy or substitution of a more embrittlement-resistant alloy
Phase Diagram and Phase Transformations
Alloy Phase diagrams
The importance of strength in materials is to allow greater loads to be carried with
smaller cross sections and, thus, lower structural weight. Also, the one of the most effective
and widely used means of making metallic elements stronger is to alloy them by adding
other elements or solutes to produce solid-solution strengthening.
Alloying metals can have the following effects, any one or more of which may be
considered useful or essential to an engineer to achieve desired properties to meet design
performance requirements.
Yield and tensile strength can be increased to allow structural weight to be reduced.
1. Hardness can be increased to resist wear or penetration.
2. The melting point of the solvent or base metal can be increased – or, at least, the
strength of the solvent at elevated temperatures can be dramatically increased –
to allow service at elevated temperature.
3. The melting point of the solvent or base metal can be lowered (often significantly)
to make casting easier or to provide filler metals for brazing or soldering,
because these joining processes minimally disrupt base metal structure and
properties from heat.
4. Solid phase transformations can be induced to produce second phase solid
solutions, intermetallic compounds, or, occasionally, ceramics that increase
strength beyond single-phase solid-solution strengthening (e.g., phase boundary
strengthening and precipitation hardening).
5. Solid phase martensite transformations may occasionally be induced.
6. Corrosion resistance of the base metal can be enhanced, often dramatically.
7. Fabricability can be enhanced through improved machinability (e.g., easier chip
formation), improved castability (e.g., better fluidity, lower melting
temperature), improved formability (e.g., less tendency to crack), or improved
weldability (e.g., less susceptibility to cracking).
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig 1. The solubility of sugar in water in varying temperature is shown.
A phase on a material is a region that differs in its microstructure and/or composition
from another region. Phase diagrams are graphical representations of what phases are
present in a materials system at various temperatures, pressures, and compositions. Most
phase diagrams are constructed by using equilibrium conditions and are used by engineers
and scientists to understand and predict many aspects of the behaviour of materials.
For solids: Chemically and structurally distinct
For liquids: Miscibility
For gases: Always 1 phase
The Language of Phase Diagrams
A component is a pure substance that is the sole ingredient or one of several
ingredients that a phase diagram refers or relates to. The number of components involved in
a phase diagram over the full range of possible compositions (i.e., concentrations of one in
the other) constitutes the system. A phase refers to a substance that is chemically
homogenous (i.e., has a distinct and unique set of physical properties, such as crystal
structure, density, and even hardness and strength, etc.)
When two (or more) solid phases combine to form an intimate mechanical mixture in
which two distinct phases are on such a fine (microscopic) scale that they cannot be
distinguished from on another under an optical microscope, the result is called a
microstructural constituent. Microstructure refers to the aggregate physical entity seen
under a microscope. Phase equilibrium refers to the state of the thermodynamic equilibrium
as it applies to systems in which more than one phase exists.
Solubility Limits and Hume-Rothery’s Rules
Many times, there is a limit to how much solute can be dissolved into a solvent.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig 2. P-T Diagram for Water
In the mid-1930s, the English metallurgist William Hume-Rothery proposed some
rules he obtained from empirical observations of real alloy systems that explained and
allowed the prediction of the solid solubility of substitutional solutes in metals.
Hume Rothery Rules:
1. Relative Size Ratio ±15%
2. Crystal Structure-must be the same
3. Electronegativity Difference – within ± 0.4 e.u.
4. Valence must be the same
One-Component Pressure-Temperature Phase Diagrams:
The map of a pure material is called a one-component phase diagram. The simplest
case is Water, also known as a P-T diagram.
Gibbs Phase Rule
From thermodynamics considerations, J.W. Gibbs derived an equation that computes
the number of phases that can coexist in equilibrium in a chosen system. This equation,
called Gibbs phase rules, is
P + F = C + 2
Where P = number of phases that coexist in a chosen system
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig 3. Nickel-copper phase diagram
C = number of components in the system
F = degrees of freedom
The degrees of freedom is the number of variable (pressure, temperature, and
compositions that can be changed independently without changing the number of phases in
equilibrium in the chosen system.
Binary Isomorphous Alloy Systems
A mixture of two metals is called a binary alloy and constitutes a two-component system
since each metallic element in an alloy is considered a separate component. In some binary
metallic systems, the two elements are completely soluble in each other in both the liquid
and solid states. In these systems, only a single type of crystal structure exists for all
compositions of the components, and therefore they are called isomorphous systems.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
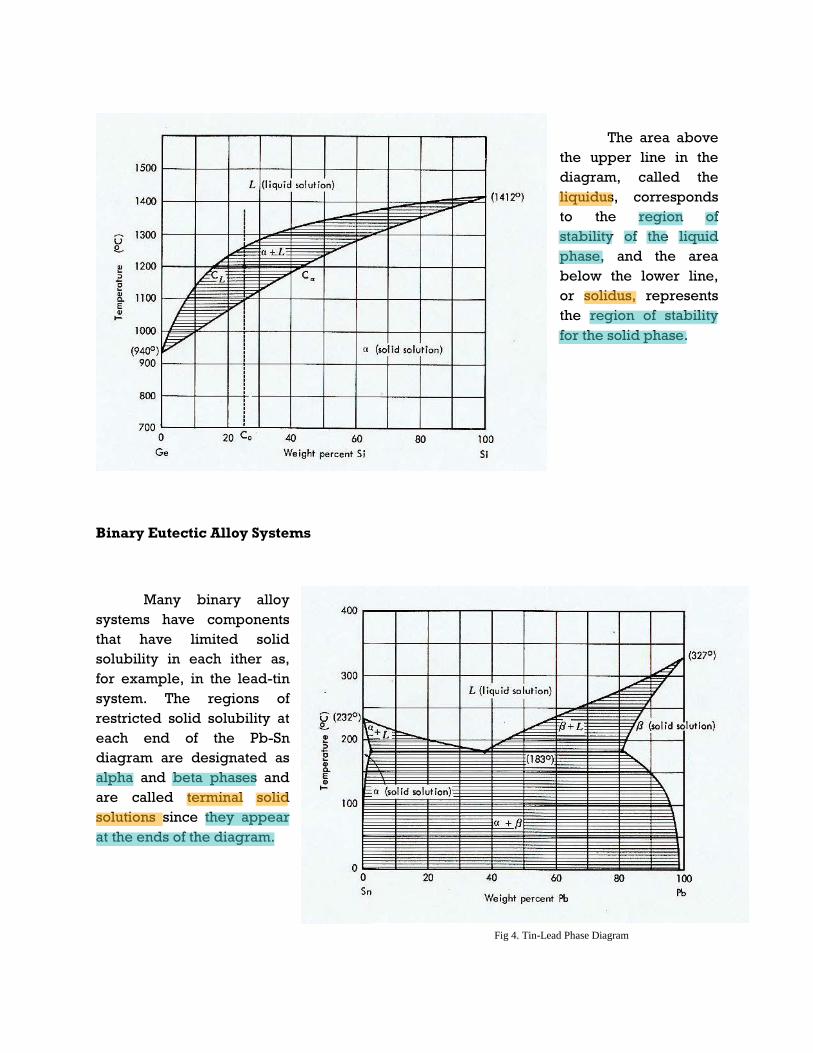
Fig 4. Tin-Lead Phase Diagram
The area above
the upper line in the
diagram, called the
liquidus, corresponds
to the region of
stability of the liquid
phase, and the area
below the lower line,
or solidus, represents
the region of stability
for the solid phase.
Binary Eutectic Alloy Systems
Many binary alloy
systems have components
that have limited solid
solubility in each ither as,
for example, in the lead-tin
system. The regions of
restricted solid solubility at
each end of the Pb-Sn
diagram are designated as
alpha and beta phases and
are called terminal solid
solutions since they appear
at the ends of the diagram.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig 6. Gold-Germanium Phase Diagram
Fig 7. Proof of the Lever Rule
In simple binary
eutectic systems like the Pb-
Sn one, there is a specific alloy
composition known as the
eutectic composition that
freezes at a lower temperature
than all other compositions.
This low temperature, which
corresponds to the lowest
temperature at which the
liquid phase can exist when
cooled slowly, is called the
eutectic temperature. In the
Pb-Sn system, the eutectic
composition and the eutectic
temperature determine a
point on the phase diagram
called the eutectic point.
When liquid of eutectic
composition is slowly cooled
to the eutectic temperature, the single liquid phase transforms simultaneously into two solid
forms (solid solutions α and β). This transformation is known as the eutectic reaction.
The Lever Rule
The weight percentages of the
phases on any two-phase region of a
binary equilibrium phase diagram can be
calculated by using the lever rule. By using
the lever rule, the weight percent liquid
and weight percent solid for any particular
temperature can be calculated for any
average alloy composition in the two-
phase liquid-plus-solid region of the binary
copper-nickel phase diagram.
Microstructure in Eutectic System
There are several different types of microstructure can exist when binary eutectic
alloys are cooled slowly depending on the composition. Alloys which are to the left of the
eutectic concentration (hipoeutectic) or to the right (hypereutectic) form a proeutectic phase
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig 8. Cooling of liquid Pb-Sn system at different
composition.
Fig 9. Formation of the eutectic structure in the lead-tin system. In the
micrograph, the dark layers are lead-reach α phase, the light layers are
the tin-reach β phase.
Fig 10. Although the eutectic structure consists of two
phases, it is a microconstituent with distinct lamellar
structure and fixed ratio of the two phases.
before reaching the eutectic temperature, while in the solid + liquid region. The eutectic
structure then adds when the remaining liquid is solidified when cooling further. The
eutectic microstructure is lamellar (layered) due to the reduced diffusion distances in the
solid state.
At compositions between
the room temperature solubility
limit and the maximum solid
solubility at the eutectic
temperature, β phase nucleates as
the α solid solubility is exceeded
upon crossing the solvus line.
Compositions of α and β phases
are very different → theeutectic
reaction involves redistribution of
Pb and Sn atoms by atomic
diffusion. This simultaneous
formation of α and β phases result
in a layered (lamellar)
microstructure.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig 11. Schematic representations of the microstructures for an iron–
carbon alloy of hypoeutectoid composition C0 (containing less than 0.76
wt% C) as it is cooled from within the austenite phase region to below the
eutectoid temperature.
Iron-Carbon/Iron-Iron Carbide Phase Diagram
No phase diagram, none, is more important in metallurgy in particular and to
engineering in general than that of the iron-carbon (Fe-C) system. It is in the Fe-Fe3-C
system that steels, as well as cast irons, are found. It is a simple fact that it is not possible for
a country to be a major player in the modern world without the ability to produce
quality steel. The ability to make high-quality steel in one measure - if not the measure – of
the technological sophistication and economic strength of an industrialized society.
Some key points about the iron-iron carbide phase diagram are :
Pure iron (Fe), at the extreme left-hand vertical axis, exhibits three solid-state phases
(i.e., allotropic forms) before melting at 1538oC – namely, BCC α-Fe below 912oC,
FCC γ-Fe between 912oC and 1394oC, and BCC δ-Fe above 1394oC until melting
occurs at 1538oC.
Metastable iron carbide, Fe3C exist at 6.67 wt.% C, at the extreme right side of the
diagram.
The interstitial solid solubility of carbon (C) in a α-Fe is around 0.021 wt.% at 740oC
and one hundred times higher at 2.11 wt.% in γ-Fe at 1153oC. The solid solubility at
room temperature drops to less than 0.008 wt.%.
There is eutectic reaction at 4.2 wt.% C at 1153oC, a peritectic reaction at 0.2 wt.% C
at 1493oC, and a eutectoid reaction at 0.76 wt.% C at 740oC.
Cast irons are centered around the eutectic reaction at 4.3 wt.% C and range from
about 2.5 to 5.5 wt.% C.
Steels are centered around the eutectoid reaction at 0.77 wt.% C and range from
about 0.005 to 1.4 wt.% C.
Hypoeutectic case
Consider a mixture of A and B so that
the overall composition of the alloy places it
to the left of the eutectic point. Initially the
alloy is at a high enough temperature to
ensure that the mixture is fully liquid. When
the composition of an alloy places it to the
left of the eutectic point it is called hypo-
eutectic. The mixture is slow cooled,
undergoing no change in state until it
reaches temperature, when it reaches the
liquidus line.
As the alloy continues to cool the
existing nucleation sites will grow and
further nucleation sites will continue to form
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fig.12 Hypereutectoid alloys contain proeutectoid cementite (formed
above the eutectoid temperature) plus perlite that contain eutectoid
ferrite and cementite.
within the liquid parts of the mixture. These nucleating and growing regions of solid alloy
form grains and when these meet grain boundaries are formed. The primary alpha
dendrites grow, which accounts for the shapes the alpha forms in cross sectional samples.
The existing eutectic nucleation sites will grow, adding alpha to the stripes of alpha and beta
to the stripes of beta in the eutectic regions. New sites will continue to form. It is not
necessary to continue decreasing the temperature to achieve full solidification. The eutectic
liquid solidifies in the same way as a pure solid, at a specific temperature.
When alloy of eutectoid composition (0.76
wt % C) is cooled slowly it forms perlite, a
lamellar or layered structure of two phases: α-
ferrite and cementite (Fe3C). The layers of
alternating phases in pearlite are formed for the
same reason as layered structure of eutectic
structures: redistribution C atoms between ferrite
(0.022 wt%) and cementite (6.7 wt%) by atomic
diffusion.
Hypereutectic Cases
Consider a mixture of A and B so that the overall composition of the alloy places it to
the right of the eutectic point. Initially the alloy is at a high enough temperature to ensure
that the mixture is fully liquid. When the composition of an alloy places it to the right of the
eutectic point it is called hyper-eutectic. Note, though, that this is merely convention. If the
phase diagram had been drawn the other way around, with 100%A on the right and 100%B
on the left, then the same alloy would be called hypo-eutectic, as it would be to the left of the
eutectic point.
The mixture is slow cooled, undergoing no change in state until it reaches
temperature T1, when it reaches the liquidus line. Here, as the labelling suggests, beta starts
to solidify at any favourable nucleation sites. The beta solidifies as dendrites which grow to
become grains of beta. The first solid to form is called the primary solid and so, in this case,
primary beta is formed.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

As the alloy continues to cool the existing nucleation sites will grow and further
nucleation sites will continue to form within the liquid parts of the mixture. These nucleating
and growing regions of solid beta alloy form grains and when these meetgrain boundaries
are formed. The primary beta dendrites grow, which accounts for the shapesthe beta forms
in cross sectional samples. The existing eutectic nucleation sites will grow, adding alpha to
the stripes of alpha and beta to the stripes of beta in the eutectic regions. New sites will
continue to form.
Note that, unlike the beta solidification, it is not necessary to decrease the
temperature to achieve full solidification. The eutectic solidifies in the same way as a pure
solid, at a specific temperature.
Microstructural And Property Changes In Iron-Carbon Alloys
Time and temperature are huge factors in the way we are able to manipulate the
properties of steels. We will look at some of the phase transformations that happen within
steels.
I. Isothermal Transformation Diagrams (Time-Temperature-Transformation or T-
T-T plots)
A. Pearlite - a lamellar constituent of steel consisting of alternate layers of ferrite
(alpha-iron) and cementite (iron Carbide Fe3C) and is formed on cooling austenite at
723°C. This produces a tough structure and is responsible for the mechanical
properties of unhardened steel.
Iron-Iron Carbide Eutectoid Reaction
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Temperature plays an important role in the rate of the austenite-to-pearlite
transformation. The temperature dependence for an iron–carbon alloy of eutectoid
composition is indicated in the graph above which plots S-shaped curves of the percentage
transformation versus the logarithm of time at three different temperatures. For each curve,
data were collected after rapidly cooling a specimen composed of 100% austenite to the
temperature indicated; that temperature was maintained constant throughout the course of
the reaction. The S-shaped curves are shifted to longer times at higher T showing that the
transformation is dominated by nucleation and not by diffusion.
Two solid curves are plotted; one represents the time required at each temperature
for the start of the transformation; the other is for the transformation conclusion.
The dashed curve corresponds to 50% completion.
The S-shaped curve illustrates how the data transfer is made.
Note that the eutectoid temperature (727°C)is indicated by a horizontal line; at
temperatures above the eutectoid only austenite will exist.
The austenite-to-pearlite transformation will occur if an alloy is supercooled to below
the eutectoid.
To the left of the transformation start curve, only austenite will exist whereas to the
right of the finish curve, only pearlite will exist. In between, the austenite is in the
process of transforming to pearlite and thus, both microconstituent will be present.
Temperatures just below the eutectoid, very long times are required for the 50%
transformation, and thus, the reaction rate is very slow.
The transformation rate increases with decreasing temperature such that at 540°C
only about 3 s is required for the reaction to go to 50% completion.
Constraints are imposed on using
diagrams like this. First, this particular
plot is valid only for Fe-C alloy of
eutectoid composition. Second, these
plots are accurate only for
transformations in which the temperature
of the alloys is held constant throughout
the duration of the reaction.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

The transformation of austenite to pearlite begins at the intersection, point C and has
reached completion by about 15 s, corresponding to point D.
The thickness ratio of the ferrite and cementite layers in pearlite is approximately 8
to 1.
The absolute layer thickness depends on the temperature of the transformation. The
higher the temperature, the thicker the layers.
At temperatures just below the eutectoid, relatively thick layers of both the α-ferrite and Fe3C phases are produced; this microstructure is called coarse pearlite. Longer
cooling times at higher temperatures, high diffusion rates allow for larger grain
growth and formation of thick layered structure of coarse pearlite.
The thin-layered structure produced in the vicinity of 540°C is termed fine pearlite.
Slow diffusion at low temperatures leads to fine-grained microstructure with thin-
layered structure of fine pearlite.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Photomicrographs of (a) coarse pearlite and (b) fine pearlite. 3000x
For iron–carbon alloys of
other compositions, a proeutectoid
phase (either ferrite or cementite)
will coexist with pearlite. Thus
additional curves corresponding to
a proeutectoid transformation also
must be included on the isothermal
transformation diagram
B. Bainite – another microconstituents that are products of the austentic transformation.
An acicular aggregate of ferrite and carbide particles formed when austenite is
transformed on cooling at temperatures in the intermediate (200-450°C) range, i.e.
above the martensite and below the pearlite range. If transformation temperature is
low enough 540°C) bainite rather than fine pearlite forms.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
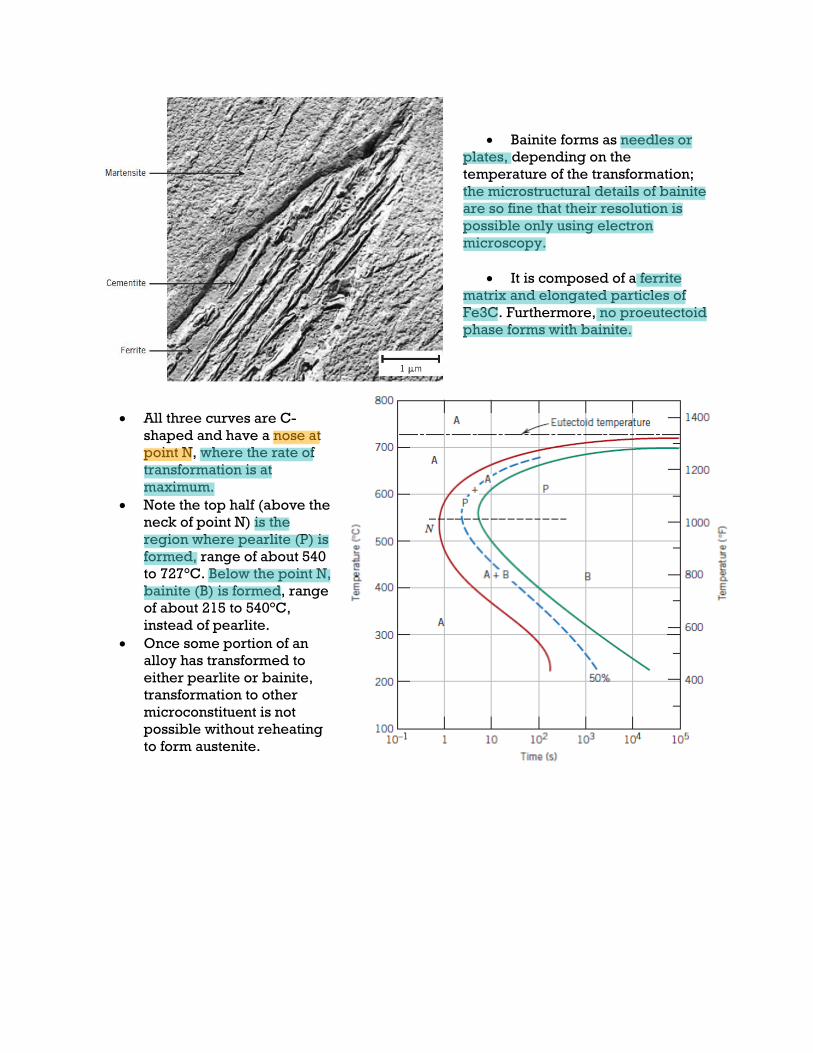
Bainite forms as needles or
plates, depending on the
temperature of the transformation;
the microstructural details of bainite
are so fine that their resolution is
possible only using electron
microscopy.
It is composed of a ferrite
matrix and elongated particles of
Fe3C. Furthermore, no proeutectoid
phase forms with bainite.
All three curves are C-
shaped and have a nose at
point N, where the rate of
transformation is at
maximum.
Note the top half (above the
neck of point N) is the
region where pearlite (P) is
formed, range of about 540
to 727°C. Below the point N,
bainite (B) is formed, range
of about 215 to 540°C,
instead of pearlite.
Once some portion of an
alloy has transformed to
either pearlite or bainite,
transformation to other
microconstituent is not
possible without reheating
to form austenite.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

C. Spheroidite
If a steel alloy having either pearlitic or bainitic microstructures is heated to, and left
at, a temperature below the eutectoid for a sufficiently long period of time, for
example, at about 700°C for between 18 and 24 h—this microstructure will form.
The Fe3C phase appears as spherelike particles embedded in a continuous α-phase
matrix.
Composition of relative amounts of ferrite and cementite are not changing in this
transformation, only shape of the cementite inclusion is changing.
Transformation proceeds by C diffusion – needs high T. Driving force for the
transformation – reduction in total ferrite – cementite boundary area.
Photomicrograph of a steel having a spheroidite microstructure. 1000x
D. Martensite
Another microconstituent that is formed when austenitized iron–carbon alloys are
rapidly cooled (or quenched) to a relatively low temperature (in the vicinity of the
ambient).
The austenite-martensite does not involve diffusion – no thermal activation is needed,
this is called athermal transformation (not time dependent).
The martensitic transformation occurs when the quenching rate is rapid enough to
prevent carbon diffusion.
It can co-exist with other phases and/or microstructures in Fe-C system
It is the strongest and hardest phase in steel and is very important in the heat
treatment and hardenability of steels.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

The martensitic transformation involves the sudden orientation of C
and Fe atoms from the FCC solid solution of -Fe (austenite) to a
body-centered tetragonal (BCT) solid solution (martensite).
The body-centered tetragonal unit cell for martensite steel showing
iron atoms (circles) and sites that may be occupied by carbon atoms
(Xs). For this tetragonal unit cell, c > a.
Photomicrograph showing the martensitic
microstructure. The needle-shaped grains are the
martensite phase, and the white regions are
austenite that failed to transform during the rapid
quench. 1220x.
The complete isothermal transformation
diagram for an iron-carbon alloy of eutectoid
composition: A, austenite; B, bainite; M, martensite;
P, pearlite.
The presence of alloying elements other than
carbon may cause significant changes in the position
and shapes of the curves in the isothermal
transformation diagrams.
Steels in which carbon is the prime alloying
element are termed plain carbon steels, whereas
alloy steels contain appreciable concentrations of
other elements.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Isothermal transformation
diagram for an alloy steel: A,
austenite; B, bainite; M, martensite;
P, pearlite; F, proeutectoid ferrite.
II. CONTINUOUS COOLING TRANSFORMATION DIAGRAMS
Continuous cooling transformation diagram is modified for transformations that occur
as the temperature is constantly changing. For continuous cooling, the time required for a
reaction to begin and end is delayed. Thus the isothermal curves are shifted to longer times
and lower temperatures. It is a plot containing such modified beginning and ending reaction
curves.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Superimposition of isothermal and continuous
cooling transformation diagrams for a eutectoid iron-carbon alloy.
Moderately rapid and slow cooling curves
superimposed on a continuous cooling
transformation diagram for a eutectoid iron–
carbon alloy.
The transformation starts after a time
period corresponding to the intersection of the
cooling curve with the beginning reaction curve
and concludes upon crossing the completion
transformation curve.
Bainite will not form when an alloy of
eutectoid composition or, for that matter, any
plain carbon steel is continuously cooled to room
temperature.
The microstructural products for the
moderately rapid and slow cooling rate curves
are fine and coarse pearlite, respectively.
With continued cooling, the unreacted
austenite begins transforming to martensite upon
crossing the M (start) line.
KAIO
Highlight
KAIO
Highlight

Continuous cooling transformation
diagram for a eutectoid iron–carbon alloy and
superimposed cooling curves, demonstrating
the dependence of the final microstructure on
the transformationsthat occur during cooling.
Only martensite will exist for
quenching rates greater than the critical; in
addition, there will be a range of rates over
which both pearlite and martensite are
produced. Finally, a totally pearlitic structure
develops for low cooling rates.
Continuous cooling transformation diagram for an alloy
steel and several superimposed cooling curves demonstrating
dependence of the final microstructure of this alloy on the
transformations that occur during cooling.
The continuous cooling transformation diagram for the
same alloy steel for which the isothermal transformation
diagram is presented.
Alloys and carbon shift the nose of the diagram to the
right (more time so the critical cooling rate can be slower).
This improves the hardenability of steels.
It is difficult to cool steels with less than about 0.25%
carbon (and no alloys) fast enough to form any martensite.
These mild steels are typically not heat treated to produce
martensite.
In summary, isothermal and continuous cooling transformation diagrams are, in a
sense, phase diagrams in which the parameter of time is introduced. Each is experimentally
determined for an alloy of specified composition, the variables being temperature and time.
These diagrams allow prediction of the microstructure after some time period for constant
temperature and continuous cooling heat treatments, respectively.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

III. MECHANICAL BEHAVIOR OF IRON-CARBON ALLOYS
We shall now discuss the mechanical behavior of iron–carbon alloys having the
microstructures discussed namely, fine and coarse pearlite, spheroidite, bainite, and
martensite. For all but martensite, two phases are present (ferrite and cementite), and so an
opportunity is provided to explore several mechanical property– microstructure
relationships that exist for these alloys.
A. Pearlite
Cementite is much harder but more brittle than ferrite. Thus, increasing the fraction
of Fe3C in a steel alloy while holding other microstructural elements constant will
result in a harder and stronger material.
The tensile and yield strengths as well as the Brinell hardness number increase with
increasing carbon concentration.
Increasing cementite content will result in a decrease in both ductility and toughness
(or impact energy).
Fine pearlite is harder and stronger than coarse pearlite.
For fine pearlite there are more boundaries through which a dislocation must pass
during plastic deformation. Thus, the greater reinforcement and restriction of
dislocation motion in fine pearlite account for its greater hardness and strength.
Coarse pearlite is more ductile than fine pearlite.
B. Bainite
Because bainitic steels have a finer structure (i.e., smaller _-ferrite and Fe3C
particles), they are generally stronger and harder than pearlitic ones; yet they
exhibit a desirable combination of strength and ductility.
Bainite has desirable strength –ductility combination but is not strong as tempered
martensite.
C. Spheroidite
Alloys containing pearlitic microstructures have greater strength and hardness than
do those with spheroidite.
There is less boundary area per unit volume in spheroidite, and consequently plastic
deformation is not nearly as constrained, which gives rise to a relatively soft and
weak material. In fact, of all steel alloys, those that are softest and weakest have a
spheroidite microstructure.
As would be expected, spheroidized steels are extremely ductile, much more than
either fine or coarse pearlite. In addition, they are notably tough because any crack
can encounter only a very small fraction of the brittle cementite particles as it
propagates through the ductile ferrite matrix.
D. Martensite
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Martensite is the hardest and strongest and, in addition, the most brittle; it has, in
fact, negligible ductility.
Its hardness is dependent on the carbon content, up to about 0.6 wt%.
In contrast to pearlitic steels, strength and hardness of martensite are not thought to
be related to microstructure. Rather, these properties are attributed to the
effectiveness of the interstitial carbon atoms in hindering dislocation motion, and to
the relatively few slip systems (along which dislocations move) for the BCT structure.
Austenite is slightly denser than martensite, and therefore, during the phase
transformation upon quenching, there is a net volume increase. Consequently,
relatively large pieces that are rapidly quenched may crack as a result of internal
stresses; this becomes a problem especially when the carbon content is greater than
about 0.5 wt%.
IV. TEMPERED MARTENSITE
In the as-quenched state, martensite, in addition to being very hard, is so brittle that
it cannot be used for most applications; also, any internal stresses that may have been
introduced during quenching have a weakening effect. consists of very small cementite
particles within a ferrite matrix. Heating martensite at temperatures within the range of
about 250 to 650°C will result in its transformation to tempered martensite. It is very strong
but relatively ductile. The ductility and toughness of martensite may be enhanced and these
internal stresses relieved by a heat treatment known as tempering. Tempering is
accomplished by heating a martensitic steel to a temperature below the eutectoid for a
specified time period. Diffusion is the key process in tempering. The single phase BCT
martensite transforms to two phase (α-Fe3C) tempered martensite. Tempered martensite is
strong with some ductility restored. The smaller the cementiteparticles, the greater the
strength due to the larger boundary area of the particles (similar to fine pearlite). The
particles grow larger as the tempering temperature is increased, making the material more
ductile, but less strong. If tempered for a long time, the structure becomes spheroiditic
(cementite particles are large).
An electron micrograph
showing the microstructure of
tempered martensite at a very
high magnification.
Small cementite particles
distributed within a ferrite
matrix. Similar to spheroidite
except the cementite particles in
martensite are much smaller.
A. Temper Embrittlement
The tempering of some steels may result in a reduction of toughness as measured by impact
tests this is termed temper embrittlement. The phenomenon occurs when the steel is
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

tempered at a temperature above about 575°C followed by slow cooling to room
temperature, or when tempering is carried out at between approximately 375 and 575°C.
Steel alloys that are susceptible to temper embrittlement have been found to contain
appreciable concentrations of the alloying elements manganese, nickel, or chromium and,
in addition, one or more of antimony, phosphorus, arsenic, and tin as impurities in relatively
low concentrations. Embrittlement of some steel alloys results when specific alloying and
impurity elements are present and upon tempering within a definite temperature range.
Possible transformations involving the decomposition of austenite. Solid arrows,
transformations involving diffusion; dashed arrow, diffusionless transformation.
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Fabrication Of Metals
Fabrication Techniques are methods in which the material is manufactured into components
that may be incorporated in useful products. It also requires some processing treatment to
achieve the desired properties the consumer asked for the material. For metals, it is
normally preceded by refining, alloying and heat-treatment processes just to produce the
alloy with the desired properties one is asking for. Two or more fabrication techniques in
metals are used for the production of a single product. The technique to be used depends on
different factors such as the desired property the metal shall exhibit and the size, shape and
cost of the finished product.
A. FORMING OPERATIONS - the shape of the metal piece is changed by plastic
deformation induced by an external force/stress which is greater than the yield strength of
the material
Hot Working
Happens when deformation is achieved at a temperature above the point where
recrystallization occurs
Large deformations are possible and be repeated because the metal remains soft
and ductile
The drawback is since metals experience surface oxidation, materials may be loss
and a poor final surface finish is observed
Cold Working
Happens when deformation is achieved at a temperature below the point where
recrystallization occurs
Deformation energy requirements are less than compared to hot working
Produces an increase in strength with the attendant decrease in ductility since the
metal strain hardens
The advantage is it produces a higher quality surface finish, better mechanical
properties and a closer dimensional control of the finished piece
Deformation may be accomplished by series of steps in which the material is
successively cold worked on a small amount and then annealed
The disadvantage is that it is expensive and inconvenient
Metal Facrication Techniques
Forming
Operations
Forging Rolling Extrusion Drawing
Casting
Sand Die Investment Lost
Foam Continous
Miscellaneous
Powder Metallurgy
Welding
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

KINDS
a. Forging
Mechanically working or deforming a single piece of a normally hot metal
Accomplished by application of successive blows or continuous squeezing of
the material
Have outstanding grain structures and the best combination of mechanical
properties
CLOSED DIE – a force is brought to bear
on two or more die halves having the
finished shape such that the deformation
is in the cavity between them
OPEN DIE – two dies having simple
geometric shapes are employed normally
on large workspaces
Articles formed: wrenches, automative crankshafts and piston connecting
rod
b. Rolling
most widely used deformation process,
consists of passing a piece of metal between two rolls
(causing a compressive stress) which will result in a
reduction of the metal‘s thickness
Cold rolling is used in the production of
sheet, strip and foil while grooved rolling is used in
circular shapes, I-beams and railroad rails
c. Extrusion
a bar of metal is forced through a die orifice by a
compressive force that is applied to a ram
the extruded piece has the desired shape and a
reduced cross-sectional area
Products are rods and tubing with complicated
cross-sectional geometries and seamless tubing
d. Drawing
the pulling of a metal piece through a die having a tapered bore by means of
a tensile force that is applied on the exit side
A reduction in cross section with a corresponding increase in length occurs
Products are rod, wire and tubing products
Figure 1. Open-die forging and Close-die forging
Figure 2. Metal deformation during rolling
Figure 3. Metal deformation during Extrusion
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

B. CASTING – a fabrication process whereby a totally molten metal is poured into a mold
cavity having the desired shape then upon solidification, the metal assumes the shape of the
mold but experiencing some shrinkage. Usually employ in the last step of refining of ductile
materials.
When does casting employed?
1. The finished shape is so large or complicated
2. A particular alloy has a low ductility
3. Most economical in all techniques
Kinds
a. Sand Casting
most commonly used Casting Process because of the cost effectiveness of the
process and the east availability of raw materials.
ordinary sand is used as a molding material
a two-piece mold formed by packing sand around a pattern that has the shape
of the intended casting
a gatting system is employed to guide the flow of molten metal into the cavity
and minimize internal casting defects
Products are automotive cylindrical blocks, fire hydrants and large pipe
fittings b. Die Casting
the liquid metal is forced into a mold under pressure and high velocity and
then solidify in that pressure
a two-piece permanent steel mode or die that once clamped contains the
desired shape
Rapid casting rates are possible and one single set of dies may be used for
thousands of castings making it inexpensive c. Investment or Lost Wax Casting
The pattern is made from a wax or plastic of low melting temperatures where
a fluid slurry is poured and served as a solid mold or investment (plaster of
paris)
the mold is heated until the pattern melts and burn out which leave a cavity of
the desired shape
Used for high dimensional accuracy, reproduction of fine detail and excellent
finish
Products are jewelry, dental crowns and inlays, blades for gas turbines and
jet engine impellers d. Lost Foam or Expendable Pattern Casting
A variation of the investment casting where the expendable pattern is a foam
that can be formed by compressing polystyrene beads into the desired shape
and bonding them together by heating
Sand is packed around the pattern to form the mold then the molten metal is
poured and replaces the pattern (which will vaporize) and upon solidification,
the metal assumes the shape of the mold
Used for complex geometries and tight tolerances
Simpler, quicker and less expensive compared to investment casting and
most commonly used for cast irons and aluminum alloys
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Products are engine blocks, cylinder heads, crankshafts and electric motor
frames e. Continuous or Strand Casting
at the extraction processes, many molten metals solidified by casting into
large ingot molds (normally subjected to hot-rolling operation with a product
of flat sheet/slab
the casting and rolling steps are combined in the process
refined and molten metal is cast directly in a continuous strand (having either
rectangle or circular in terms of cross section) and solidification occurs at a
water cooling die
chemical composition and mechanical properties are more uniform
throughout the cross sections than ingot-cast products
highly automated and more efficient
TYPE OF CASTINGS Advantages
Sand Casting Easy availability of raw material
Smooth surface finish and
dimensional accurate castings
Cost effective casting process.
Die Casting Economical process that can be used
for a wide range of complex
application
Parts have longer service life,
dimensional accuracy and close
tolerance
Post machining can be totally
eliminated
A process that can be fully automated
Mold can be use repeatedly
Investment or Lost Wax Casting
Produces impossible and intricate
designs
Less surface finishing and machining
required for the castings
Produces near net shaped as desired
by the customer
Casting have excellent dimensional
tolerances
Lost Foam or Expendable Pattern Casting
No cores are required.
Reduction in capital investment and
operating costs.
Closer tolerances and walls as thin as
0.120 in.
No binders or other additives are
required for the sand, which is
reusable.
Flasks for containing the mold
assembly are inexpensive, and
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

shakeout of the castings in unbonded
sand is simplified and do not require
the heavy shakeout machinery
required for other sand casting
methods.
Need for skilled labor is greatly
reduced.
Casting cleaning is minimized since
there are no parting lines or core fins.
Continuous or Strand Casting
Cost effective, time saving, casting
process
A highly productive process that can
be fully automated
High quality castings can be done.
C. MISCELLANEOUS TECHNIQUES
Powder Metallurgy (P/M)
the compaction of powdered metal followed by a heat treatment to produce a more
dense piece
produce a virtually nonporous piece having properties almost equivalent to the fully
dense parent material through diffusional process during heat treatment
suitable for metals of low ductility, having high melting temperatures and requiring a
very close dimensional tolerance
Welding
metal parts are joined to form a single piece when one of the component is expensive
or inconvenient
the joining bond is metallurgical rather mechanical
Arc and Gas Welding – workpieces are to be joined and the filler (welding rod) is
heated to cause both to metal and then once solidifies, the filler acts as a joint. The
Figure 4. The conventional P/M process sequence
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

heat affected zone (HAZ) is the region adjacent to the weld that is experiencing a
microstructural and property alterations. Possible alterations are:
1. If the workpiece was previously cold worked, recrystallization and grain
growth occurs that may diminish the strength, hardness and toughness.
2. Upon cooling, residual stresses may form that weakens the joint
3. For steels, HAF may form austentite due to high heating temperature. Upon
cooling, microstructural products depends on the cooling rate and alloy
composition. For steels, martensite is formed which is too brittle
4. Some stainless steels may be sensitized which renders the material
susceptible to intergranular corrosion
Laser Beam Welding
A modern joining technique where a highly focused and intense laser beam
as the heat source
No filler required
Advantages: (1) a noncontact process (eliminates mechanical distortion of the
workpiece) (2) automated (3) low energy input in workpiece (minimal HAZ)
(4) welds may be done in small and precise sizes (5) a large variety of metals
and alloys can be used (6) porosity-free welds with strength equal or greater
than the base metal
Used in the automotive and electronic industries (for high quality and rapid
welding rates)
FORMS OF CORROSION IN METALS
Uniform Attack
Occurs with equivalent intensity over the entire exposed surface
Leaves behind a scale or deposit
Examples: Rusting of steel and iron & tarnishing of silverware
Galvanic Corrosion
Occurs when two metals or alloys having different compositions are electrically
coupled while exposed on an electrolyte
It is caused by the existence of a galvanic cell - essentially two metals submersed in
an electrolyte - that results in an attack on one metal at the expense the other.
Example: steel screws corrosion with brass in a marine environment
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Crevice Corrosion
Occurs in crevices and recesses or under deposits of dirt or corrosion products
where the solution become stagnant and a localized depletion of dissolved oxygen
Crevice must be wide enough to penetrate yet narrow enough to make the solution
stagnant
Prevented by using welding using non-absorbing gasket, removing accumulated
deposits frequently and designing containment vessels to avoid stagnancy
Pitting
A very localized corrosion attack where small pits or holes are formed
An extremely insidious type of corrosion (often undetected with little material lose)
Intergranular Corrosion
Disintegration occurs on grain boundaries for some alloys in a specific environment
Prevalent in stainless steel
This often occurs due to impurities in the metal, which tend to be present in higher
contents near grain boundaries. These boundaries can be more vulnerable to
corrosion than the bulk of the metal.
Weld decay occurs on the welding of stainless steel
Prevention: (1) subjecting to high temperature heat treatment (2) lowering the
carbon content below 0.03 wt% C and (3) alloying the stainless steels with niobium
or titanium
Selective Leaching
Found in solid solution alloys
Occurs when one element/constituent is preferentially removed as a consequence of
corrosion processes that significantly impaired the mechanical properties of the
metal/alloy
Example: dezincification of brass
Erosion – Corrosion
From Carbon steel pipe
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

Arises from the combined action of chemical attack and mechanical abrasion or wear
as a consequence of fluid motion
Characterized by surface grooves and waves having contours from a fluid flow
Found in piping especially the positions where the fluid changes direction or
turbulent flow
Prevention: changed the design to eliminate fluid turbulence, removal of particulates
and bubbles from the flowing fluid and used other materials that resist corrosion
Stress Corrosion (Cracking)
the combined action of an applied tensile stress and a corrosive environment
small cracks form and propagate in a direction perpendicular to the stress with the
result of failure behavior like a brittle material even though the material is
intrinsically ductile
Example: stainless steels corrosion in solution containing chloride ions and brass
corrosion on contact with ammonia
Prevention: lower the magnitude of stress by reducing the external load or
increasing the cross-sectional area perpendicular to the applied stress and heat
treatment
Hydrogen Embrittlement
A significant reduction in ductility and tensile strength when an atomic hydrogen
penetrates into the some metal alloys (like steel)
Maybe called ―hydrogen-induced cracking‖ or ―hydrogen stress cracking‖
Brittle fracture occurs catastrophically
High strength steels are susceptible to this type of corrosion.
Martensitic steels and FCC alloys are vulnerable to this type of corrosion because of
their resiliency, for the former and high ductility, for the latter. However, strain
hardening increases their susceptibility to the corrosion
Prevention: reducing the tensile strength via heat treatment, removal of H source,
baking of alloy or substitution of a more embrittlement-resistant alloy
Thermal Processing in Metals
ANNEALING PROCESSES
Annealing
- heat treatment in which a material is exposed to an elevated temperature for an
extended time period and then slowly cooled
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

- done to relieve stresses, increase softness, ductility, and toughness; and/or to
produce a specific microstructure
- stages in annealing process
o heating to a desired temperature
o holding or ―soaking‖ at that temperature
o cooling, usually at room temperature
Process Annealing
- heat treatment that is used to negate the effects of cold work,
- soften and increase the ductility of a previously strain-hardened metal
- utilized during fabrication procedures that require extensive plastic deformation,
to allow a continuation of deformation without fracture or excessive energy
consumption
- Ordinarily a fine-grained microstructure is desired, therefore, the heat treatment
is terminated before appreciable grain growth has occurred
Stress Relief
- the piece is heated to the recommended temperature, held there long enough to
attain a uniform temperature, and finally cooled to room temperature in air
- eliminates distortion and warpage
- prevents internal residual stresses developed from:
o plastic deformation processes such as machining and grinding
o nonuniform cooling of a piece that was processed or fabricated at an
elevated temperature, such as a weld or a casting
o a phase transformation that is induced upon cooling wherein parent and
product phases have different densities
Annealing of Ferrous Alloys
Normalizing
- used to refine grains and produce a more desirable size distribution
- fine-grained pearlitic steels are tougher than coarse-grained ones
- accomplished by heating at approximately 55 to 85 °C above the upper critical
temperature, which is, of course, dependent on composition
- after sufficient time has been allowed for the alloy to completely transform to
austenite, the treatment is terminated by cooling in air
Full Anneal
- utilized in low- and medium-carbon steels that will be machined or will
experience extensive plastic deformation during a forming operation
- alloy is austenitized by heating to 15 to 40 °C
- alloy is then furnace cooled
- microstructural product of this anneal is coarse pearlite which is soft and ductile
- time consuming but results to small and uniform grain structure
Spheroidizing
- consists of heating the alloy at a temperature just below the eutectoid
- have a maximum softness and ductility and are easily machined or deformed
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

- done on medium- and high-carbon steels having a microstructure with even
coarse pearlite which may still be too hard to conveniently machine or plastically
deform
Treatment of Steels
- factors that affect heat treatment are:
o composition of the alloy
o type and character of quenching medium
o size and shape of the specimen
Hardenability
- influence of alloy composition on the ability of a steel alloy to transform to
martensite for a particular quenching treatment
- ability of an alloy to be hardened by the formation of martensite as a result of a
given heat treatment
- a qualitative measure of the rate at which hardness drops off with distance into the
interior of a specimen as a result of diminished martensite content
The Jominy End-Quench Test
- except for alloy composition, all factors that may influence the depth to which a
piece hardens are maintained constant
- cylindrical specimen 25.4 mm (1.0 in.) in diameter and 100 mm (4 in.) long is
austenitized at a prescribed temperature for a prescribed time
- The lower end is quenched by a jet of water of specified flow rate and
temperature
- the cooling rate is a maximum at the quenched end and diminishes with position
from this point along the length of the specimen
- After the piece has cooled to room temperature, shallow flats 0.4 mm (0.015 in.)
deep are ground along the specimen length
- Rockwell hardness measurements are made for the first 50 mm (2 in.) along each
flat
The Hardenability Curve
- quenched end is cooled most rapidly and exhibits the maximum hardness
- cooling rate decreases with distance from the quenched end, and the hardness
also decreases
- With diminishing cooling rate more time is allowed for carbon diffusion and the
formation of a greater proportion of the softer pearlite
INFLUENCE OF QUENCHING MEDIUM, SPECIMEM SIZE AND GEOMETRY
- ‗‗Severity of quench‘‘ is a term often used to indicate the rate of cooling
- three most common quenching media—water, oil, and air
- Increasing the velocity of the quenching medium across the specimen surface
enhances the quenching effectiveness
- During the quenching of a steel specimen, heat energy must be transported to the
surface before it can be dissipated into the quenching medium
- the cooling rate within and throughout the interior of a steel structure varies with
position and depends on the geometry and size
- rate of cooling for a particular quenching treatment depends on the ratio of
surface area to the mass of the specimen
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight

- larger this ratio, the more rapid will be the cooling rate and, consequently, the
deeper the hardening effect
PHASE TRANSFORMATON
- these transformations are divided into three classifications.:
o In one group are simple diffusion-dependent transformations in which
there is no change in either the number or composition of the phases
present
- Alteration in phase compositions and often in the number of phases present
- third kind of transformation is diffusionless, wherein a metastable phase is
produced
KINETCS OF SOLID STATE REACTIONS
- do not occur instantaneously because obstacles impede the course of the reaction
and make it dependent on time.
- Nucleation
o formation of very small particles, or nuclei, of the new phase, which are
capable of growing.
o First stage
- Growth
o Second stage
o nuclei increase in size
o The transformation reaches completion if growth of these new phase
particles is allowed to proceed until the equilibrium fraction is attained
- In kinetics
- With many kinetic investigations, the fraction of reaction that has occurred is
measured as a function of time, while the temperature is maintained constant
MULTIPHASE TANSFORMAIONS
- Vary temperature, in composition, and the external pressure; however,
temperature changes by means of heat treatments are most conveniently utilized
to induce phase transformations
- Most phase transformations require some finite time to go to completion, and the
speed or rate is often important in the relationship between the heat treatment
and the development of microstructure
- Supercooling
o transformations are shifted to lower temperatures
- superheating
o the shift is to higher temperature
-
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight
KAIO
Highlight