MELT ELECTROSPINNING AS AN ADDITIVE MANUFACTURING … · The use of scaffolds to replace lost bone...
101
Melt electrospinning as an additive manufacturing technique © 2018 Nikola Ristovski Page i MELT ELECTROSPINNING AS AN ADDITIVE MANUFACTURING TECHNIQUE Nikola Ristovski B. Eng (Medical) Submitted in fulfilment of the requirements for the degree of Master of Engineering (Research) Science and Engineering Faculty (SEF) Institute of Health and Biomedical Innovation (IHBI) School of Chemistry, Physics and Mechanical Engineering (CPME) Queensland University of Technology 2018
Transcript of MELT ELECTROSPINNING AS AN ADDITIVE MANUFACTURING … · The use of scaffolds to replace lost bone...

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page i
MELT ELECTROSPINNING AS AN
ADDITIVE MANUFACTURING TECHNIQUE
Nikola Ristovski
B. Eng (Medical)
Submitted in fulfilment of the requirements for the degree of
Master of Engineering (Research)
Science and Engineering Faculty (SEF)
Institute of Health and Biomedical Innovation (IHBI)
School of Chemistry, Physics and Mechanical Engineering (CPME)
Queensland University of Technology
2018

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page ii
Keywords
Additive Manufacturing; Biomimetic Scaffold; Bone Fracture; Bone Tissue; Bone Tissue
Engineering; Electrospinning; Electrospinning Electric Field; Electrospinning Humidity;
Fibre Deposition; Fibre Laydown; Melt Electrospinning; Microfibres; Order Quantification;
Polycaprolactone; Polymer Charge; Polymer Melt; Scaffold Order; Scaffold Production;
Scaffolds; Tissue Engineering

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page iii
Abstract
Bone tissue engineering aims to study and produce bone tissue for patients who have
undergone physical trauma or disease related losses in bone tissue that is unable to repair naturally.
The use of scaffolds to replace lost bone tissue is a major field within bone tissue engineering, and
the use of melt electrospinning is gaining momentum as a method of production. Recent studies
show that melt electrospinning is capable of producing highly ordered scaffolds with fibres on the
micrometre scale. This allows bone tissue engineers to have unprecedented control over scaffold
microarchitecture, allowing for the production of biomimetic scaffolds. The aim of this study is to
demonstrate that melt electrospinning is capable of producing highly ordered structures.. This was
completed by first determining the locus and rate of discharge of charge stored in the polymer.
Results showed that charge build up was minimized by distributing the application of the electric
field between the emitter and collector. Further studies to determine whether residual charge would
affect cell proliferation throughout the scaffold and whether humidity played a key role in charge
dissipation was completed. Using a distributed charge produced scaffolds up to 200 layers high
with little to no loss in laydown accuracy, almost an order of magnitude greater than what was
previously possible. Murine calvarial cells were seeded onto the structure, showing little evidence
of cell death. A study completed in conjunction with S. Liao et al. showed little effect to the
structural order of scaffolds with changes to ambient humidity. This study concluded that it was
possible to use melt electrospinning as a method to produce highly ordered scaffolds. It
demonstrated that the method is a promising candidate to produce scaffolds for tissue engineering.

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page iv
Table of Contents
Keywords ............................................................................................................................................... ii
Table of Contents ...................................................................................................................................iv
List of Figures ........................................................................................................................................vi
Acknowledgments ................................................................................................................................ xii
1 CHAPTER 1: INTRODUCTION ................................................................................................... 1
1.1 Aims and Hypothesis ................................................................................................................... 3 1.1.1 Aims ................................................................................................................................. 3 1.1.2 Hypothesis ........................................................................................................................ 6
1.2 Overview ...................................................................................................................................... 1
1.3 Purpose of Research ..................................................................................................................... 6
1.4 Significance of Research .............................................................................................................. 7
1.5 Thesis Outline .............................................................................................................................. 8
2 CHAPTER 2: LITERATURE REVIEW ....................................................................................... 9
2.1 Bone Fracture Healing and tissue engineering ............................................................................. 9 2.1.1 Bone Anatomy .................................................................................................................. 9 2.1.2 Tissue Engineering ......................................................................................................... 12
2.2 Melt Electrospinning .................................................................................................................. 20 2.2.1 The Physics of Electrospinning ...................................................................................... 21 2.2.2 The Governing Equations of Electrospinning ................................................................. 27
2.3 Charge Transport in Electric Jets ............................................................................................... 27 2.3.1 Coronal Discharge in Taylor Cone and Fibres................................................................ 29 2.3.2 Parasitic Electrospraying ................................................................................................ 31 2.3.3 Atmosphere and Charge Evaporation ............................................................................. 31 2.3.4 Residual Charge in the Polymer ..................................................................................... 32
2.4 Implications for Melt Electrospinning as an Additive Manufacturing Technique ..................... 34
3 CHAPTER 3: POLYMER EXTRUDER DESIGN ..................................................................... 36
3.1 Outline of the Requirements ...................................................................................................... 38
3.2 Design and Implementation ....................................................................................................... 38 3.2.1 Heating Jacket ................................................................................................................. 39
3.3 Pressure System ......................................................................................................................... 41
4 CHAPTER 4: HUMIDITY SYSTEM DESIGN ........................................................................... 43
4.1 Outline of the Requirements ...................................................................................................... 43
4.2 Design and Implementation ....................................................................................................... 44 4.2.1 The Saturator .................................................................................................................. 44 4.2.2 The Desiccator ................................................................................................................ 44 4.2.3 The Mixing Chamber ...................................................................................................... 46
5 CHAPTER 5: IMPROVED FABRICATION OF MELT ELECTROSPUN TISSUE
ENGINEERING SCAFFOLDS USING DIRECT WRITING AND ADVANCED ELECTRIC
FIELD CONTROL. ........................................................................................................................... 49
5.1 Introduction ................................................................................................................................ 51
5.2 Materials and Methods ............................................................................................................... 53 5.2.1 Melt Electrospun Scaffolds ............................................................................................. 53 5.2.2 Scaffold Characterisation ................................................................................................ 55

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page v
5.2.3 In Vitro Characterisation ................................................................................................ 56 5.2.4 Statistical Analysis.......................................................................................................... 58
5.3 Results and Discussion .............................................................................................................. 58 5.3.1 Physical Characterisation ................................................................................................ 58 5.3.2 Zonal Characterisation of structure order ....................................................................... 65 5.3.3 In Vitro Characterisation ................................................................................................ 67
5.4 Conclusion ................................................................................................................................. 69
5.5 Acknowledgements .................................................................................................................... 70
6 CHAPTER 6: CONCLUSIONS .................................................................................................... 71
6.1 Research Summary .................................................................................................................... 71 6.1.1 Summary of Research Paper ........................................................................................... 71
6.2 Limitations and Recommendations for Future Work ................................................................. 72 6.2.1 Charge Storage, Charge Dissipation ............................................................................... 72 6.2.2 Other Factors Causing Disorder and Near Field Melt Electrospinning .......................... 73 6.2.3 Scaffold Architecture and Order ..................................................................................... 74 6.2.4 Dynamically Controlled Electric Potential ..................................................................... 74
6.3 Final Discussion and Conclusion ............................................................................................... 74
7 CHAPTER 7: BIBLIOGRAPHY................................................................................................... 77
8 CHAPTER 8: APPENDICES ........................................................................................................ 86
8.1 Appendix B: Matlab code for order quantization ....................................................................... 86 8.1.1 Image Importer ............................................................................................................... 86 8.1.2 Image Analysis ............................................................................................................... 87 8.1.3 Fibre Positions ................................................................................................................ 88
8.2 Appendix C ................................................................................................................................ 89 8.2.1 Sample of Fibre Raw Image Data ................................................................................... 89

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page vi
List of Figures
Figure 2-1: The human skeleton indicating the different structures of bone. The axial skeleton forms the
pelvis, spine, ribs and skull. Appendicular skeleton is formed from the bones of the limbs [28]. . 9
Figure 2-2: Schematic diagram of long bone with close up’s showing sections of the marrow cavity and
structure of trabecular and cortical bone [30]. .............................................................................. 10
Figure 2-3: Stages of bone healing [31] ................................................................................................ 11
Figure 2-4: Different structures that are capable with a single type of polymer (PCL) that has been used
in a number of Additive manufacturing techniques and other fabrication techniques. Micro-
spheres (a, b). Nano-fibres (c, d). Foams (e, f). Knitted textiles (g, h, i). SLS scaffold (j-o). Fused
deposition modelled scaffolds (p–u) [20][38][39][40][41][42] .................................................... 13
Figure 2-5: A vascular stent, generally made from stainless steel 316L or titanium used to expand
sections of the artery [148]. .......................................................... Error! Bookmark not defined.
Figure 2-6: Schematic image of the fused deposition modelling system [149] ..................................... 15
Figure 2-7: Schematic diagram of a stereo-lithography system [150]................................................... 16
Figure 2-8: Schematic diagram of a selective laser sintering device [151] ........................................... 17
Figure 2-9: Tensile stress-strain curve of cortical bone with multiple strain rates [63] ........................ 18
Figure 2-10: An image illustrating Wolff’s law of bone, demonstrating he cancellous bone remodels
itself to the stress lines via mechano-transduction ....................................................................... 19
Figure 2-11: Schematic of an electrospinning apparatus. [75] .............................................................. 21
Figure 2-12: The dependence of melt viscosity on molecular weight. [82] .......................................... 22
Figure 2-13: Diagram showing the effect of creep and stress relaxation .............................................. 23
Figure 2-14: Schematic diagram of the emitter of an electrospinning system [88] ............................... 25
Figure 2-15: Momentum balance on a short section of the jet [79] ....................................................... 26
Figure 2-16: Visible coronal discharge in an electrospinning apparatus [103] ..................................... 29
Figure 2-17: Oscilloscope snapshot of the discharge current at different time points. The number on the
left corresponds to fibre accumulations for times of (1) 10 s, (2) 30 s, (3) 2 min, (4) 5 min, (5) 10
min, (6) 20 min [102] ................................................................................................................... 30
Figure 2-18: schematic diagram showing trapped charge (A, C) and empty sites (B, D) in a polymer
matrix [88] .................................................................................................................................... 33
Figure 2-19: Residual charge against time for positively and negatively biased polystyrene (PS)
scaffolds. [5] ................................................................................................................................. 34
Figure 3-1: Schematic of various heating approaches performed for melt electrospinning [9]............. 36
Figure 3-2: Melt electrospinning extruder designed by Hacker et al. [117] .......................................... 37
Figure 3-3: Line-like laser beam melting electrospinning developed by Shimada et al. [118]. ............ 37
Figure 3-4: Li et al.’s umbellate melt electrospinning extruder [119]................................................... 38
Figure 3-5: A comparison of the updated extrusion system (A) and the syringe pump extrusion system
(B) ................................................................................................................................................ 39
Figure 3-6: (A) Graph showing the dependence on the input temperature against the temperature at the
needle tip. (B) Imaging showing the distribution of temperature across the extruder, with the
extrusion tip facing the bottom. Modelled using ANSYS static thermal package (ANSYS,
USA)............................................................................................................................................. 40
Figure 3-7: Initial Design (A) vs. Final Design (B) of the extrusion system for the melt
electrospinner ............................................................................................................................... 41

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page vii
Figure 3-8: Schematic diagram of the pressure extrusion system ......................................................... 42
Figure 4-1: Image of saturator designed by Johnson et al. .................................................................... 44
Figure 4-2: Absorbance characteristics of common desiccants ............................................................. 45
Figure 4-3: Initial design for humidity control system. Control box is the melt electrospinning device,
which will act like a mixing chamber in this configuration. Temperature and filtering have since
been removed from the system ..................................................................................................... 46
Figure 4-4: Simulink model of humidity controller .............................................................................. 48
Figure 4-5: Transient response of humidity system .............................................................................. 48
Figure 5-1: Novel direct writing melt electrospinning platform with dual voltage power supplies for
improved fibre deposition control. The negative power supply attached to the collector plate being
the defining difference in this system. .......................................................................................... 54
Figure 5-2: Distribution of pore sizes for group D (+7 kV tip: -3.5 kV collector). The data shows two
apparent peaks at 282 μm and 378 μm which can be attributed to the fibre separation in the x-y
plane. ............................................................................................................................................ 59
Figure 5-3: Fibre diameter for different voltage distributions as measured via SEM. Each value was
taken by manually measuring the diameter using ImageJ software (n = 48 fibres). The data shows
no statistical significance between any groups (p > 0.05). ........................................................... 60
Figure 5-4: Image of µCT reconstruction of scaffold from group D (+7 kV tip: -3.5 kV collector) with
an x-y fibre spacing of 500 µm..................................................................................................... 60
Figure 5-5: SEM cross-sectional images (x-z plane) of melt electrospun scaffolds with distributions of
voltages, varying from 0 to 10.5 kV, between the tip and the collector (see Table 1). (A-D) show
scaffolds produced using negative voltage on the collector plate. Scaffold (E) is the control; it is
produced by grounding the collector plate. (F) Illustrates the Structure order calculated via Eq. 1
for scaffolds of group A-D and Control. Os=1 indicates perfect fibre stacking across all layers,
Os>1 indicates fibre stacking disorder. * indicates a statistical significant mean against control (p
< 0.05). Uncertainties are computed from the standard deviation. ............................................... 62
Figure 5-6: Change in fibre order as the number of layers increases. The vertical inter-fibre distance
taken from the axial centre of the fibres indicates fibre order. The results correspond to scaffolds
from group D (+7 kV tip: -3.5kV collector). ................................................................................ 63
Figure 5-7: A scaffold with 1 mm fibre spacing produced using group D (+7 kV tip: -3.5 kV collector).
The scaffold reached a height of 200 layers (2 mm thickness). This illustrates that by decreasing
the density of fibres, the stacking increases. ................................................................................. 64
Figure 5-8: SEM micrographs of a scaffold from group B showing x-z cross section. This illustrates the
zonal arrangement of the fibre networks. Sections a, b, and c, are magnified sections of scaffold.
The first zone shows a highly ordered structure with large levels of control on fibre deposition.
The secondary zone (semi-ordered) demonstrates some level of control; however the position of
fibre deposition is largely influenced by electrostatic forces. The final zone (disordered) shows a
complete lack of fibre control with deposition dominated by electrostatic forces. ...................... 66
Figure 5-9: Maximum heights of the ordered zone for scaffolds fabricated for phase 1. Groups A –D
had significantly larger ordered zones compared to the control group (p < 0.05). ....................... 67
Figure 5-10: (A) and (B) Cell distribution illustrated using a live/dead stain indicating the presence of
cells across the surface of the scaffold. Images (C) and (D) show cell morphology as imaged
through a DAPI/Phalloidin stain, illustrating cells attaching and spreading on the scaffold fibres
illustrating good cellular interaction. ............................................................................................ 68
Figure 5-11: MTT data of the percentage increase in cell growth showing an approximately uniform
level of cell proliferation for all scaffolds (n = 6) (p < 0.05). Errors bars indicate standard
error. ............................................................................................................................................. 69

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page viii
List of Tables
Table 1-1: Table indicating the effects of the independent parameters on the electrospinning jet. ......... 4
Table 1-2 : Table outlining the range with which the parameters were adjusted during the melt
electrospinning optimization. ......................................................................................................... 4
Table 1-3: Table describing the parameters associated with electrospinning. TTC described the distance
between the needle tip to the collector plate and translational speed is the speed of the X/Y/Z
stages. ............................................................................................................................................. 4
Table 5-1: Phase 1 scaffold groups and their corresponding needle tip and collector plate voltages. Six
scaffolds were produced for each group. ...................................................................................... 55
Table 5-2: Number of scaffolds and structural parameters produced for phase 2 of the study. ............ 55

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page ix
List of Publications
Ristovski, N., Bock, N., Liao, S., Powell, S.K., Ren, J., Kirby, G.T., Blackwood, K.A. and
Woodruff, M.A., 2015. Improved fabrication of melt electrospun tissue engineering scaffolds
using direct writing and advanced electric field control. Biointerphases, 10(1), p.011006.

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page x
List of Abbreviations
One Dimension..................................................................................................................................... 1D
Two Dimensions .................................................................................................................................. 2D
Three Dimensions ................................................................................................................................ 3D
4', 6-diamidino-2-phenylindole ....................................................................................................... DAPI
Dimethyl Sulfoxide ....................................................................................................................... DMSO
Extra Cellular Matrix ...................................................................................................................... ECM
Food and Drug Administration ........................................................................................................ FDA
Fused Deposition Modelling ............................................................................................................ FDM
Fluorescein Diacetate ....................................................................................................................... FDA
3-(4, 5-Dimethylthiazol-2-yl)-2, 5-Diphenyltetrazolium Bromide .................................................. MTT
Polycaprolactone .............................................................................................................................. PCL
Poly vinyl alcohol ........................................................................................................................ PVOH
Propidium Iodine .................................................................................................................................. PI
Polystyrene .......................................................................................................................................... PS
Scanning electron microscopy ........................................................................................................ SEM
Selective laser sintering ..................................................................................................................... SLS
Stereo lithography ............................................................................................................................ SLA
Tip to collector ................................................................................................................................ TTC
William-Landel-Ferry ..................................................................................................................... WLF

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page xi
Statement of Original Authorship
The work contained in this thesis has not been previously submitted to meet requirements
for an award at this or any other higher education institution. To the best of my knowledge and
belief, the thesis contains no material previously published or written by another person except
where due reference is made.
Signature:
Date: __17/04/2018______________
QUT Verified Signature

Melt electrospinning as an additive manufacturing technique
© 2018 Nikola Ristovski Page xii
Acknowledgments
I would like to acknowledge the entire biofabrication and tissue morphology group for their
help throughout my Masters. In particular I’d like to thank my supervisors Dr. Sean Powell,
Assoc. Prof. Mia Woodruff and Dr. Keith Blackwood for all their help and guidance
throughout. I’d like to thank my family for all of their support during my masters and finally
(in no particular order) I’d also like to thank Sha Pather, Pelin Tufekci, Nicole and Michael
Bartnikowski, Kristopher Bogoevski, Andy Yaun, Stephanie Fontaine and Sam Liao. A
special mention to Giles Kirby, Patrina Poe and Nathalie Bock for helping me out at the
beginning of my studies, and Christina Theodoropoulos and Soniya Yambem for the help at
the end of my studies. For anyone else I forgot to mention, I thank you as well.

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 1
1Chapter 1: Introduction
1.1 OVERVIEW
Musculoskeletal injuries make up approximately 10.3% of all medical spending in the United
States (which in 2008 equated to USD$117.2 billion). In the US, long bone, non-union
fractures make up approximately 10% of all non-fatal injuries and are the number one category
for inpatient expenditure [1]. Australia alone spends approximately AUD$15 billion per
annum on musculoskeletal disorders [2]. These statistics illustrate that musculoskeletal
conditions are currently a major burden on the medical industry globally and this challenge is
predicted to increase with an ageing population [2].
Bone is capable of remarkable repair and regeneration; however, it is not able to fully heal if
the fracture site is too large. In addition, current surgical intervention techniques often lead to
inconsistent results [3]. Post-operative complications in bone healing occur in approximately
14-28% of cases, with non-union being a major outcome [2], [3]. Current methods of treatment
for non-union fracture sites include the autograft and allograft. An autograft is the removal of
the patients own tissue from a donor site for placement into the fracture site whereas an
allograft transplants the required tissue from another human to the fracture site. While these
treatments are the current gold standards in non-union fractures, drawbacks exist [4]. For
autografts, complications include surgical (in more than 30% of cases), donor site morbidity,
and limited availability of donor material [5]. Allografts also suffer similar problems and have
the added issue of immune response complications. Hence, an approach must be formulated
that is capable of using minimal autologous tissue, or alternatively, negating its use entirely
through the development of implantable scaffolds. This scaffold based approach will provide
a high degree of flexibility to tackle the social, economic, and personal issues facing tissue
regeneration and repair.
Bone Tissue Engineering is the study of growth of new connective tissue and organs for the
production of devices to be implanted back into the donor site as replacements or for assisted
recovery, particularly for bone tissue. This field involves a range of diverse skills, including
mechanical and materials engineering, medicine and cell biology. Scaffold production for
insertion into the donor site is a major field within bone tissue engineering. This approach
provides physical support for cells to proliferate during the healing process. In the case of bio-
resorbable constructs, the supportive scaffolds degrade as the fracture heals leaving only
natural human bone [5].

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 2
The central aim of tissue engineering involves combining the body’s natural healing capacity
with an engineered solution in order to produce better outcomes [6]. As the influences of
micro-architecture, cell signalling and the local micro and macro environment on tissue growth
become clearer, tissue engineers will be able to produce optimal scaffolds for bone tissue
repair. The current generation of scaffolds are predominantly polymer based and consequently
are only osteoconductive but not osteoinductive. Osteoconductive implies that the scaffolds
are able to guide cell growth and osteoinductive implies that they are able to induce cell
differentiation and proliferation into the tissue of interest. Porter et al. [6] suggest that the
following list of requirements for a biomimetic scaffold be met:
1. Provide temporary mechanical support to the affect area.
2. Act as a substrate for osteoid deposition.
3. Contain a porous architecture to allow for vascularisation and bone ingrowth.
4. Encourage bone cell migration into the scaffold.
5. Support and promote osteogenic differentiation in the non-osseous, synthetic
scaffold (osteoinduction).
6. Enhance cellular activity towards scaffold-host tissue integration
(osteointegration).
7. Degrade in a controlled manner to facilitate load transfer to developing bone.
8. Produce non-toxic degradation products.
9. Not incite an active chronic inflammatory response.
10. Be capable of sterilization without loss of bioactivity and.
11. Deliver bioactive molecules or drugs in a controlled manner to accelerate
healing and prevent pathology.
A number of approaches to solving these problems have been developed and used
concurrently, including changes to microarchitecture [7], functionalization of the scaffold
surface [8], polymer modification, and incorporation of bioactive particles in the polymer
scaffold [9]. When appropriately combined, it is possible to solve a large number of these
challenges using these methods; this being a primary objective of tissue engineers today.
The microarchitecture of a tissue engineering scaffold can be produced using additive
manufacturing techniques. By producing the scaffolds in a layer-by-layer manner, it is possible
to introduce internal structures which are not easy to add using other fabrication methods.
Additive manufacturing is able to fabricate tissue engineered scaffolds using a range of
methods, the most popular being fused deposition modelling (FDM), selective laser sintering
(SLS) and stereo-lithography (SLA). Electrospinning (ES), which has traditionally been used
as a technique to produce fine disordered meshes, is another method with promise as an

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 3
advanced additive manufacturing technique [10]. Electrospun fibres are produced by drawing
a polymer/solvent solution through a large electric potential (greater than 10 kV) onto a
collector plate. Melt-electrospinning is an application of electrospinning where a polymer melt
is deposited onto a collector in a more controlled manner, producing 3D constructs in a method
akin to FDM. Due to the lack of solvent and much higher viscosity of the polymer, the
whipping experienced in solvent electrospinning is mitigated, allowing controlled fibre
deposition for 3D printing.
The overall aim of this master’s project is to advance direct writing melt electrospinning as a
superior additive manufacturing technique for tissue engineering by quantifying the
relationship between electric charges in the polymer, the electric field, and fabrication
stability. Polycaprolactone (PCL) is a commonly used polymer in tissue engineering [5] and
will be used in this study owning to its low melting point (60 °C), approval from the American
Food and Drug Administration (FDA) for clinical use, and its established use as a material
with melt electrospinning [7, 8]. Melt electrospinning is a process that was brought to the
attention of tissue engineers in the early 2000’s [13] due to its greater viscosity and subsequent
higher fabrication stability compared to its solution electrospinning counterpart. Due to this,
it enabled electrospinning to be applied as an additive manufacturing technique [12], however,
problems existed which prevented it from creating truly ordered structures above certain layer
heights [14]. This is, in part, due to charge build-up in the polymer preventing the scaffold
from being stacked accurately beyond a certain number of layers.
This project therefore seeks to:
Improve the understanding of charge build-up in a polymer in a high electric field
Quantify the degree of disorder due to the residual charge
Produce scaffolds to determine the effect of residual charge on stacking
1.2 AIMS AND HYPOTHESIS
1.2.1 Aims
The aim of this master’s thesis was to observe the effective of distributing charge across the
emitter and collector of a melt electrospinning device to determine whether this would have a
positive impact on fiber laydown accuracy.
1.2.1.1 Optimizing the fabrication method in a melt electrospinner to produce 0-
90° cross-hatch scaffolds
Optimization of the melt electrospinning process was completed using Poly-Caprolactone
(PCL) (Perstop, Capa6430®). Each parameter was varied over a range determined by

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 4
previously reported values which successfully produced melt electrospun fibres [12], [11].
Studies completed from Table 1-1 were used to determine which parameters would be varied
and Table 1-2 lists the parameters that were adjusted in the study.
Table 1-1: Table indicating the effects of the independent parameters on the electrospinning jet.
Parameter Effect Study
Electric Field
- Decreases fibre diameter for increases field
- Increases charge storage for increased field
- Dictates the location of deposition
Lyons et al. [13] Zhmayev et al. [15] Zhang and Jan [16] Teo and Ramakrishna [17] Ristovski et al. [14]
TTC Distance
- Effects the electric field - Increases the cooling time before
deposition - Effects the position of deposition
with respect to the whipping zone
Dalton et al. [18] Hutmacher and Dalton [10] Huang et al. [19]
Temperature
- Effects the viscosity of fluids - Increase in temperature reduces
fibre diameter
Lee et al. [20] Dalton et al. [11] Zhmayev et al. [21] Deng et al.[22]
Translation Speed
- Changes the morphology of laydown of fibres
- Increases/decreases the accuracy of deposition
- Introduces whipping effects
Brown et al. [12] Sun et al. [23]
Polymer Flow Rate - Should be adjusted based on the
velocity of fibre extruded by the electric field
Lyons et al. [13] Deitzel et al. [24]
Table 1-2 : Table outlining the range with which the parameters were adjusted during the melt
electrospinning optimization.
Potential Difference TTC Distance Temperature Translation speed Polymer flow rate
5-15 kV 5-50 mm 60-90 °C 300-1200 mm/min 30-90 µL/min
The properties of the scaffold, such as diameter and order, were observed throughout the
optimization phase until the parameters from Table 1-3were determined to produce optimal
scaffolds:
Table 1-3: Parameter used to produce scaffolds. TTC described the distance between the needle tip to
the collector plate, and translational speed is the speed of the X/Y/Z stages.
Voltage (+) Voltage (-) TTC Distance Temperature Translation speed Polymer flow rate
7 kV -3.5 kV 10 mm 73 °C 1000 mm/min 45 µL/min

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 5
1.2.1.2 SEM analysis of cross sections of electrospun scaffolds to determine order
and heights of ordered regions
A method associated with tortuosity was created to determine the order of a scaffold produced
in the electrospinning device (tortuosity being the ratio of the length of a path taken and the
distance between the starting and ending points). Scaffolds were produced and the distribution
of the voltage between the tip and the collector was varied in 2 kV intervals. The distribution
in electric charge was then assessed by imaging the cross-section of scaffolds in using scanning
electro microscopy (SEM). The data was used to determine the height of the ordered region as
well as the order in the scaffold.
1.2.1.3 µCT analysis of electrospun scaffolds to determine the pore size and
distribution
An analysis of the internal structure of the electrospun scaffolds was completed using micro
tomography (µCT). The optimal scaffolds were determined using the SEM analysis. They
were then analysed using the µCT to determine the size and distribution of pores in the
scaffolds.
1.2.1.4 Assessment of the in vitro biocompatibility of a scaffold via live/dead
staining, DAPI/Phalloidin and MTT assay
Electrospinning parameters from the optimal group were used to produce scaffolds for cell
culture. Sterilized scaffolds were used to determine the biocompatibility of highly ordered melt
electrospun scaffolds. The scaffolds were seeded using MC3T3 cells for a period of 7 days. 3-
(4,5-dimethylthiazol-2-yl)-2,5-diphenyltetrazolium bromide (MTT) assays were performed on
days 1 and 7 to determine the change in metabolic activity over the culture period. Live/dead
(fluorescein diacetate (FDA) (live) and propidium iodide (PI) (dead)) and 4', 6-diamidino-2-
phenylindole (DAPI)/ phalloidin assay were performed on the 3rd day of the trial as a
qualitative measure of biocompatibility and to determine the cell morphology, respectively.
This study was completed and published:
Ristovski, Nikola, Nathalie Bock, Sam Liao, Sean K. Powell, Jiongyu Ren, Giles TS Kirby,
Keith A. Blackwood, and Maria A. Woodruff. "Improved fabrication of melt electrospun
tissue engineering scaffolds using direct writing and advanced electric field
control." Biointerphases 10, no. 1 (2015): 011006.
Full details of the study are presented in-depth in chapter 4 as per publication [14].

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 6
1.2.2 Hypothesis
1.2.2.1 Negative voltage on the collector plate
The addition of a negative voltage power supply to the collector of the melt electrospinning
device will increase the deposition accuracy of the fibre over a larger period of overlapping
fibres (this study has been published in Biointerphases and comprises Chapter 5). When fibres
lay down onto the collector plate, residual charge is stored in the polymer, or on the polymer
surface. Studies have shown that the charge can remain on or in the polymer for days at a time.
The addition of a negative voltage to the collector plate will increase the potential difference
felt by the charges in their local environment. This will encourage the emission of charge from
the polymer to the collector plate. The smaller charge that is stored in the polymer, the less
columbic forces are felt on the fibre when it is being stacked, which will result in more order
in the scaffold as fibres are layered.
1.2.2.2 Quantifying order
Quantifying the order in a cross-hatch scaffold is necessary for comparing scaffolds produced
using the negative charge applied to the collector plate. Using a method analogous to
tortuosity, it is possible to do this. Tortuosity is the arc-chord ratio, or the ratio of the length
of a path to the distance between its ends. This property is used in a number of physical
characterisations, including porosity and interconnectivity of porous scaffolds. By measuring
the distance from the top and bottom fibres in a scaffold and finding the path taken from each
fibre, it is possible to calculate the tortuosity which will be used to quantify order within the
scaffold.
1.2.2.3 Incrementally improved melt electrospinning device
The melt electrospinning system that is currently used in the laboratory is a culmination of
years of research and development in the Biofabrication and Tissue Morphology (BTM) group
at QUT. However, as direct writing melt electrospinning is a fairly new technology, the system
is constantly improved based upon the outcome of current research. The following research
aims at improvements to the melt electrospinning device, as well as determining the effect of
a negatively charged collector plate on ordered scaffold production.

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 7
1.3 PURPOSE OF RESEARCH
The purpose of this research is to develop the hardware, theoretical models and experimental
results to improve the ability of direct writing melt electrospinning to produce morphologically
relevant scaffolds for tissue engineering. To achieve this, we grouped the research into four
aims; (1) Determine whether the melt-electrospinning fabrication process is dominated by
surface or volume charges and the relative charge-diffusion time-scales using a first principles
modelling approach. This is to provide a theoretical basis in order to understand how to
mitigate the unwanted charge effects. (2) To establish a method to characterise scaffold
structural order to enable quantitative comparisons between different samples, and (3) perform
an experimental study of electric field and polymer interactions in order to mitigate
undesirable electric charge accumulation and improve melt-electrospinning as a technique for
producing morphologically relevant tissue engineering scaffolds. This third aim involved
systematically varying the electric potentials on both the polymer extruder and the collector in
a custom made melt electrospinning system and conducting scaffold fabrication experiments.
Due to the tissue engineering application of these scaffolds, In vitro studies were also
undertaken to demonstrate that our fabrication technique had no adverse effect on cell
proliferation and morphology.
1.4 SIGNIFICANCE OF RESEARCH
Within the field of tissue engineered, additive manufacturing has become an established
technique for producing scaffolds. However, limitations exist with current approaches in their
application to this field. Methods such as FDM are able to produce complex structures but on
a scale larger than optimal for cell attachment and proliferation [25]. Conversely, techniques
such as SLA are able to produce extremely fine structural detail, but are limited to photo-
curable polymers, which are generally cytotoxic. Melt electrospinning enables the production
of fibres on a scale much smaller than FDM and any other plastic extrusion method, while
allowing for a relatively high degree of deposition control. However, advanced knowledge of
electric field/polymer interaction is required in order to produce scaffolds with high degrees
of structural order at a scale appropriate for tissue engineered constructs. The results of this
research have led to changes in the design and function of the BTM machines in subsequent
research.

Chapter 1: Introduction
© 2015 Nikola Ristovski Page 8
1.5 THESIS OUTLINE
The aim of this project was to determine whether charge had an effect on stacking order and
whether that charge could be minimized to achieve improved layer structure in melt
electrospun scaffolds. This thesis presents the research involved to determine the effect of
charge on ordered melt electrospun scaffolds.
Chapter 2 provides a comprehensive literature review which was used to guide the decision
making during this research. Chapter 2.1 through to 2.3 provides the background of bone tissue
repair and the clinical need which motivated this study. Section 2.4 is an in-depth investigation
on the current research into melt electrospinning which, at the inception of this project, was a
little known field and has since become a major contender in the field of tissue engineering.
Section 2.5 presents why tortuosity was used as a method for quantifying stacking order in
melt electrospun fibres. Section 6 outlines the literature and reasoning behind the theory that
charge is the major cause of disorder in melt electrospun scaffolds. The final section outlines
the aims and hypothesis.
In chapter 3 and 4, this thesis will outline the hardware that was built to support the research
during the master’s project. An extensive amount of time went into building devices; chapter
3 discusses the construction of the polymer extruder, chapter 4 discusses the construction of
the humidity control system used for further research by Sam Lioa et al [26].
Chapter 5 discusses the effect that the addition of a negative voltage has on the stacking of
fibres.
Finally, chapter 6 is a collective summary of the work completed in the masters, including a
discussion on the limitations of the project as well as recommendations for future work. A
conclusion is then provided after an analysis of all available data from the project.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 9
2Chapter 2: Literature review
2.1 BONE FRACTURE HEALING AND TISSUE ENGINEERING
2.1.1 Bone Anatomy
The adult human skeleton contains 206 bones, with variations between individuals (not
including sesamoid bones). The appendicular skeleton has 126 bones, axial contains 74 bones
and the auditory ossicles comprise 6 bones [27]. There are five general categories of bone,
long bones, short bones, flat bones, irregular bones and sesamoid bones [27]. Flat bones are
formed by membranous bone formation while long bones are a combination of endochondral
and membranous bone formation [27]. Figure 2-1 illustrates the shapes and positions of the
four categories of bone.
Figure 2-1: The human skeleton indicating the different structures of bone. The axial skeleton forms the
pelvis, spine, ribs and skull. Appendicular skeleton is formed from the bones of the limbs [28].
The bones in the skeleton provide structural support for the body, form attachment points for
muscle to use as lever systems and also protect vital organs from external forces. They also
serve physiological roles in homeostasis of mineral and acid-base balance, as reservoirs for

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 10
signalling proteins and cytokines and the production of blood cells within the marrow spaces
[27].
The skeletal system consists of 80% cortical (compact) bone and 20% trabecular (spongy)
bone [29]. The cortical bone is dense and solid and is the major load bearing component of
bone. Trabecular bone consists of a honeycomb network of plates and rods in the bone marrow
cavity. Figure 2-2 illustrates the relative position and morphology of cortical (compact) and
cancellous (spongy) bone.
Figure 2-2: Schematic diagram of long bone with close up’s showing sections of the marrow cavity and
structure of trabecular and cortical bone [30].
Cortical osteons are known as the Haversian system. They form a network within the cortical
bone consisting of a system of cylinders surrounded by concentric lamellae of 400 µm (length)
and 200 µm (width). The porosity of cortical bone is less than 5%; however, this number
depends highly on the activity of the remodelling system, with increased Haversian
remodelling causing an increase in cortical porosity [27].
The trabecular osteons, known as packets, consist of rods and cones with an average thickness
between 50 to 400 µm. remodelling within the trabecular bone occurs at a faster rate than
cortical bone.
Bone’s unique multi-phase architecture, with cortical bone’s high strength and stiffness and
trabecular bone’s low moduli give it the property of high tensile strength and high fracture

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 11
toughness. Bone is constantly remodelling to mechanical and physiological cues and a
microscopic view of bone shows a highly complex, ever changing tissue. There are three types
of cells that make up bone; osteoclasts, osteoblasts and osteocytes and they are all involved in
the remodelling of the bone structure [27].
2.1.1.1 Fracture Healing
The process of bone fracture healing is known as secondary healing. It involves the normal
embryonic process coupled with bone remodelling. The process is split into the inflammation
phase, soft callus formation, hard callus formation, and remodelling [31]. Figure 2-3 illustrates
the process along with rough timescales for each step.
Figure 2-3: Stages of bone healing [31]
The first stage of fracture healing, fracture haemotoma, involves clotting of blood, which
initiates an inflammatory response including the dilation of capillaries, release of white blood
cells and the budding of new capillary formation [31]. Within the first 2 to 3 days, phagocytes
remove dead tissue and fibroblasts enter the fracture site, forming granulation tissue. Bone
remodelling and callus formation begins at this stage as well, along with neovascularisation.
Chondrocytes secrete new extra cellular matrix (ECM) forming fibrocartilage, creating the soft

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 12
callus. Hard callus begins to form as the soft callus mineralises through endochondral and
intramembranous ossification [31].
In certain cases the healing process may be compromised, such as in a critical sized defect, or
due to infection. These cases may become non-union fractures if clinical intervention does not
take place. The gold standard for treating critical sized defects is the bone graft. A bone graft
is a procedure where a section of bone is sourced from a donor site and placed into the fracture
site, providing a matrix for bone to bridge the fracture gap. Three types of bone graft exist;
autograft, allograft and xenograft. The autograft is the current gold standard for treatment. It
involves the removal of bone from a donor site in the patient’s own body and placement into
the fracture site. Allograft is similar, except the donor site is in another human being. And in
certain rare cases, xenografts are taken from a donor animal.
Despite the autograft being the gold standard in treatment, complications still occur and
progress has been slow in improving the technique over the past 20 years. Approximately 20%
to 30% of autografts patients experience donor site morbidity, and greater than 30% of
allograft cases experience complications such as non-unions and infections [32].
Due to the shortcomings of the autograft and allograft, bone tissue engineering as a field was
created [33]. It combines the principles of engineering with life sciences and material science,
to produce biological substitutes that are capable of restoration, maintenance and improvement
of tissue function and repair [34]. Since the early 2000s, tissue engineering has entered the
spotlight as a method to treat various diseases including cardiovascular, respiratory,
musculoskeletal, eye, oral and renal.
2.1.2 Tissue Engineering
In the past ten years, tissue engineering has seen dramatic advancements in human tissue
regeneration. The aims of tissue engineering is to restore, maintain and/or improve the function
of tissue by developing a biological substitute or reconstructing tissues [35]. Bone tissue
engineering is a subfield which concentrates on fracture healing in the skeletal system.
Scaffolds for bone tissue engineering have seen an exponential rise in the number of
publications over the past decade, mainly due to promising results of new bone formation and
repair of segmental defects in both small and large animal studies [36]. The number of novel
scaffolds produced for bone tissue engineering has increased over the past few years and an
investigation into the production, functionalization and materials used should be reviewed to
determine the efficacy of each system.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 13
There are three research topics in scaffold production for bone tissue engineering; materials,
biofabrication and drug delivery systems. Biofabrication deals with methods for scaffold
production, this includes additive manufacturing techniques. The materials used to produce
these scaffolds is its own research field and can be split into polymers, ceramics, metals and
composites. Tissue engineering scaffolds as drug delivery systems are a combination of the
above with the inclusion of bioactive compounds to stimulate bone healing.
2.1.2.1 Materials for Tissue Engineering
Polymer analysis and synthesis is a key focus area for materials engineers in tissue
engineering. Recent trends in literature suggest that biodegradable polymers are the preferred
material of choice [36]. The advantage associated with biodegradability is its ability to support
tissue for a period of time before being resorbed by the body after its functional lifespan [37].
Two subgroups of polymers are used; natural polymers (including collagen, chitosan) which
have lower immune response and (in certain cases) a bioactive component, and synthetic
polymers whose advantage lies in easier tailoring of its physical properties (biodegradation
rate, more predictable properties and consistency) than its natural counterpart [37]. Figure 2-4
illustrates the breadth of structures which can be produced using polycaprolactone (PCL).
Figure 2-4: Different structures that are capable with a single type of polymer (PCL) that has been used
in a number of Additive manufacturing techniques and other fabrication techniques. Micro-spheres (a,
b). Nano-fibres (c, d). Foams (e, f). Knitted textiles (g, h, i). SLS scaffold (j-o). Fused deposition
modelled scaffolds (p–u) [5], [38], [39], [40], [41], [42]

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 14
Ceramics for bone tissue engineering show promise due to their biocompatibility and
extremely low wear rates. The most common ceramic available in the field are calcium
phosphates (CaP) (Hydroxyapatite, tri-calcium phosphate). The advantages of ceramics come
from their high Young’s modulus, however they conversely have low fracture toughness and
are brittle. This makes them exceptional substitutes in compressive loading cases [43]. Low
wear and high Young’s moduli allow ceramics to be used in an articulating surface, which has
seen use in artificial joints [44]. Manufacturing of complex structures with ceramics is a costly
and difficult process, hence it has seen little use as a stand-alone solution in tissue engineering.
Metals have high compressive strengths and
excellent fatigue resistance. The predominant
metal used in tissue engineering is titanium [45].
Metal has a number of advantages over polymers
and ceramics due to its high tensile strength and
toughness, making it a flexible candidate to be
used for both compressive and tensile loads.
However, unlike degradable polymers which are
able to degrade in the body with little side
effects, and ceramics which have very low wear,
metals are known to release ions into the surrounding tissue, which has been known (with
certain metals) to cause immune responses and necrosis [46]. Production processes for metal
implants are expensive, but are well established and products produced with SLS have gone
to preclinical, in vivo trials [47].
Composite materials are a blend of polymers, ceramics and metals designed to provide a
system which has desirable physical properties from two or all three fields. Composites are
made of two phases, the matrix and the dispersed phase. The matrix phase is the stress transfer
medium, while the dispersed phase is a constrictor, preventing movement of the matrix phase
[48]. This system can be split into three groups, particle reinforcement, fibre reinforcement or
structural reinforcement. Each system describes the method that the dispersed phase is mixed
with the matrix phase Polymer-ceramic composites have yielded promising results [9].
Additionally, PCC materials combined with metals have seen improvements in osteogenesis
[49] as well as physical properties for the material. The use of composite materials is promising
due to its customisable physical and biological properties; however, changes to the material
properties requires re-optimization of the manufacturing techniques.
Figure 2-5: A vascular stent, generally made
from stainless steel 316L or titanium used to
expand sections of the artery [148].

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 15
2.1.2.2 Additive Manufacturing for Tissue Engineering
Additive manufacturing has become the main fabrication technique for tissue engineering. A
large number of techniques exist within the field; hence, this section focuses on the three most
popular techniques currently available. Additive manufacturing is a manufacturing technique
which allows the production of an object by the addition of material; the three most common
methods are fused deposition modelling (FDM), stereo-lithography (SLA) and selective laser
sintering (SLS). Hereafter these techniques will be examined.
FDM (also known as melt extrusion manufacturing) is a technique using a thermoplastic
filament which is fed through a heating liquefier. The solid filament acts as a piston and pushes
the melt through a print head [50]. The system is attached to a gantry which allows the printing
head to extrude the polymer in the horizontal plane. Each layer is filled in by the polymer and
consecutive layers are then stacked to produce a 3D structure. This technique is one of the
oldest 3D printing methods and is well established. It is used extensively in tissue engineering
for solid polymer scaffolds [51] as well as hydrogel scaffolds [52]. The advantages of FDM
lie in its flexibility. The basic extrusion method is applicable to many different polymers and
composites and therefore it has been used to produce structural scaffolds as well as cell loaded
polymers and even composites with drug-loaded polymers [53].
Figure 2-6: Schematic image of the fused deposition
modelling system [149]

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 16
SLA uses a photo-curable polymer which solidifies under the selected photo-initiated cure
reaction [54]. Two methods exist to initiate curing; the first is a mask-based method which
involves the irradiation of the polymer by an image through a patterned mask, the second
method involves direct writing onto the polymer via a focused ultra-violet beam. This
technique produces the highest resolution of scaffolds of the three common additive
manufacturing processes (resolution as low as 20 µm [55]). Despite the high resolution and
the product existing for nearly 20 years, the technique has not seen as wide spread use as other
3D printing techniques [56]. Increased interest in SLA in tissue engineering has occurred
recently, partly due to its high resolution constructs as well as recent advances in non-cytotoxic
photocurable polymers. Bioactive compounds [57], specific binding proteins in and on the
resin [58], and recently natural polymers have been printed using this technique [59].
Figure 2-7: Schematic diagram of a stereo-
lithography system [150]

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 17
SLS involves heating a powdered material just beyond its melting point via an infrared laser
[54]. The laser files the shape by melting selected sections of powder, retreats as a new layer
of powder is added and repeats the process until the object is formed. This technique is
generally used for ceramics and metals; however is also used in polymer based systems. SLS’s
advantage lies in its ability to produce 3D printed metal parts; however, due the inherent nature
of melting a powder, it is limited in its ability to 3D print living organism which the previous
two systems were capable of [54].
The final group of tissue engineering falls within drug delivery. Briefly, this can be a
combination of any appropriate material and manufacturing technique to produce a system
which can release drugs to a target location and maintain a target dose for a desired period of
time. Despite many biomaterials’ ability to provide essential mechanical support and
attachment, most are not able to produce direct changes in cellular differentiation as efficiently
as drugs and signalling proteins [60]. Hence, tissue engineering scaffolds must act as both a
construct for cell adhesion and proliferation as well as provide the correct physiological cues
to regenerate non-union fractures in bone tissue engineering.
2.1.2.3 Bone characterisation: composition, architecture, biomechanics
Design of biomimetic scaffolds relies heavily on the reliable and accurate characterisation of
natural bone. A comprehensive review of the biomechanical, structural and compositional
characteristics of bone will be detailed here.
Figure 2-8: Schematic diagram of a
selective laser sintering device [151]

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 18
The musculoskeletal system is composed of 10 to 20% collagen, 60 to 70% bone mineral and
9 to 20% water (measurements in weight percentage) [29].
The architecture of bone varies based on the type of bone, as discussed in section 2.1.1 (Bone
anatomy). The mass of long bone is comprised of 80% cortical bone and cancellous bone
makes up the other 20% [29]. Cortical bone is load bearing, having a much higher Young’s
modulus; however, cancellous bone is associated with stress and the viscoelastic properties of
bone. The internal structure of cortical bone is complex, containing a network of canals,
canaliculi and lacunae for vascularization, innervation and osteocyte communication [61]. The
cancellous structure provides a network of rods and cones for mechanical support and a
network for cell attachment. The porosity of cortical bone is generally less than 5% [27], while
for cancellous bone is between 50 to 90% [62]
The stress-strain curve of cortical bone exhibits a linear elastic region followed by a plastic
deformation region at approximately 0.8% strain [61]. Strain rate observations of bone
mechanics show the viscoelastic properties of bone; low strain rates exhibit bones tough
behaviour and ability to endure large strain, while high strain rates show the brittle behaviour
[63]. This can be observed in Figure 2-9.
Figure 2-9: Tensile stress-strain curve of cortical bone with multiple strain rates [63]

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 19
Cancellous bone is a highly dynamic system; its density and porosity vary greatly between
individuals. The mechanical properties of cancellous bone are highly dependent on the
porosity, which remodels itself based on mechanical cues. This system is known as Wolff’s
law [64]. Figure 2-10 shows a cross sectional view of a femoral head with stress lines marked
on adjacent images showing the lines of bone remodelling against stress.
Figure 2-10: An image illustrating Wolff’s law of bone, demonstrating he cancellous bone remodels
itself to the stress lines via mechano-transduction
2.1.2.4 Scaffold Architecture
The role of biomimetics in tissue engineering has become increasingly clear. The complexities
of human physiology and anatomy result in interactions between various subsystems which
are not well understood. By imitating the body’s natural structure, we are able to provide those
systems with substitutes, removing a layer of complexity involved in the understanding of
subfields. For scaffold construction in bone tissue engineering, the porosity and
interconnectivity, flow properties and surface structure are the main areas of study. Therefore,
it is essential to this field to characterise natural bone and bone formation [65].
The ultimate aim when adjusting the porosity of a scaffold is to imitate the mechanical
properties of human bone while providing an environment which is conducive to cell
proliferation. A number of studies have modified the architecture of scaffolds to imitate the
mechanical properties found in long bone. Shimko et al. [66], investigated the modification of
the porosity of a tantalum scaffolds to match the mechanical properties of human cancellous
bone. Additionally, Fu et al. [67] used porous nickel-titanium scaffolds to imitate the
mechanical properties of cortical bone. As bone contains a hierarchy of structures, it is difficult
to imitate all mechanical and viscoelastic properties without compromising the structures
cellular composition.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 20
The structure bone pores significantly affect the mechanical characteristics [68], imitating its
effect in scaffolds may result in similar properties. Increasing the porosity of the scaffold
increases its permeability, but inversely decreases the strength of the scaffold. Altering the
pore structure of a scaffold will also increase permeability while, theoretically, maintaining
similar mechanical properties. It is established that the size and orientation of pores within a
scaffold affect the mechanical properties like the Young’s modulus, tensile strength and
compressive yield strength [69], [70].
It is necessary to have both the mechanical properties as well as a porous structure for bone to
grow. Kuboki et al. [71] showed that on hydroxyapatite structures used for BMP-2 delivery,
no bone formation was seen on solid particles, however, porous scaffolds showed signs of
osteogenesis. Numerous finding show increases in cellular activity for porous and it is now
seen as a prerequisite for bone tissue engineered scaffolds. Melt electrospinning is capable of
producing highly porous structures with controlled inner topology, hence it is an ideal
candidate for the production of scaffolds for bone replacement therapy.
2.2 MELT ELECTROSPINNING
Electrospinning is defined as the process of drawing out a liquid polymer fibre from an
extruder via a large electrical potential. The liquefaction of the polymer is occurs in one of two
ways, by a solvent/polymer solution or via a melt. The process of solution electrospinning was
a patent technology dating back to 1938 [72] and has since been used extensively as a
production method for nano-fibrous mats [73].
The process begins at the liquefaction of the polymer where a solution of polymer and solvent
make a low viscosity liquid inside a needle tip. The electrostatic potential increases the charge
of the liquid until the force produced by the electric field is strong enough to pull the polymer
out of the needle tip. These forces change the shape of the polymer, producing what is known
as the Taylor cone [74]. The electrostatic forces will concentrate at the tip of the Taylor cone,
ejecting out a fluid jet. Charge is left in this fluid jet, which is then drawn through the electric
field and attracted to the collector plate.
Melt electrospinning is a similar process, although the polymer is liquefied by melting it. This
can vastly increase the viscosity of the polymer and removes the evaporation of solvent during
fibre formation, which has implications in jet stability and fibre thickness. As a result of melt
electrospinning’s lack of solvents, it holds promise for cell compatibility studies.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 21
Figure 2-11: Schematic of an electrospinning apparatus. [75]
2.2.1 The Physics of Electrospinning
As described above, the process of melt electrospinning begins at the liquefaction of the
polymer using a solvent (for solution), and using heat (for melt). The polymer is pulled from
the needle tip onto a collector plate, which is the basic outline of the electrospinning process.
Two phases exist during the spinning process, the stable region and the whipping region [15].
The stable region is dominant during the melt electrospinning process and is relevant to my
study.
The process of solution electrospinning has been thoroughly mathematically analysed, with
papers dating back to 1976 [76]. Work on the stable jet region has been completed by a number
of groups including a 1D model using a power law fluid [77], a Newtonian fluid model [78]
and a model accounting for viscoelastic behaviour of polymer melts [79], [80]. The later
model, reported by Feng et al., solved a number of issues and was revisited again by Joo et
al., who reported an in-depth experimental comparison with the model. However, these models
are targeted towards solution electrospinning which must be modified to account for the
isothermal properties of fibres in melt electrospinning. A study by Zhmayev et al. applied the
Carrol and Joo models to the case of non-isothermal jets [15]. The lack of polymer-solvent
interactions greatly simplified the model. However other complication associated with charge
transport and viscoelasticity arose.
2.2.1.1 Polymer Melts, Viscosity and Viscoelastic Properties
A polymer is melted in an extruder and accelerated through an electric field. The first stage in
the melt electrospinning process is liquefying the polymer. The temperature and molecular

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 22
weight of the polymer affect the viscoelastic properties, which as we have stated previously,
is essential in modelling the behaviour of a melt electrospun jet. To describe the effect that the
molecular weight has on the viscoelastic properties, we first need to visualise how a polymer
chain exists inside a plastic matrix.
Plastics are composed of entangled polymer chains, which gives polymers their viscoelastic
properties. It is easier for larger chains to become entangled than shorter ones, hence their
shear viscosity is related to their molecular weight. The Tube model was developed in 1967
by Edwards et al. [81] to describe the entanglement of polymer networks. The Tube model
was applied to determine the melt viscosity dependence on molecular weight [82], it was
determined that two phases exist. The first phase is attributed to the short chain regime, where
molecules are not long enough to entangle. The second phase is the long chain regime, which
occurs when chains are long enough to entangle with each other. Figure 2-12 illustrates the
difference between the two regimes:
𝜼𝒎 = 𝑲𝑳(𝑫𝑷)𝟏
Short Chain
(2-1)
𝜼𝒎 = 𝑲𝑯(𝑫𝑷)𝟑.𝟒
Long Chain (2-2)
Figure 2-12: The dependence of melt viscosity on molecular weight for a number of common polymer
substances. [82]
It is generally believed that the dependency of temperature and time of viscoelastic properties
are analogous. The creep and stress relaxation are time depended viscoelastic properties.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 23
Briefly, creep is dynamic deformation under a constant load, and stress relaxation is the
constant deformation under a dynamic load, as shown in Figure 2-13.
Figure 2-13: Diagram showing the effect of creep and stress relaxation.
This system can be modelled using a series of analogous resistive and capacitive loads, making
the viscoelastic model known as the Williams-Landel-Ferry (WLF) equation. This equation
states that the effect of temperature is an exponent and proportional to the difference between
the temperature and the glass transition temperature.
𝑳𝒐𝒈(𝒂𝑻) =−𝑪𝟏∗(𝑻−𝑻𝒔)
𝑪𝟐+(𝑻−𝑻𝒔) 𝑻𝒈 > 𝑻 < ~(𝑻𝒈 + 𝟏𝟎𝟎 °𝑪)
(2-3)
Where C1 and C2 are constants dependent on each polymer. Ts is the reference temperature, Tg
is the glass transition temperature and aT is the horizontal shift factor in an empirically fit
compliance data plot (all temperatures are expressed in kelvin) [83]. As stated previously, one
of the main factors effecting the jet thinning is the viscosity of the polymer melt [15].
Manipulation of this parameter results in dynamic control over the fibre thickness and is
essential in understanding the processes of electrospinning.
The extensional viscosity of the polymeric liquid and the maximal difference in elongation
will control the thinning process in a melt electrospun fibre [84]. When the system reaches a
steady state, the elongation viscosity (�̅�) will increase or decrease, dictating the extension
thinning or thickening [79]. A fluid leaves the tip having a certain strain history; it then
experiences a uniaxial extension with a time dependent strain rate. Hence, it would be simpler
to investigate viscous and elastic aspects separately.
Creep Stress
Relaxation

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 24
For high density polymer melts, the extension thinning process dominates over the extension
thickening process. The equation derived by Feng [79] shows the tensile force varying over
the fibre length, which is different from mechanical fibre spinning, whose stretching force is
introduced at the fibre spool, creating a constant tensile force throughout the length of the
fibre. Fibre thinning is due to the viscous interaction of the tensile force on the liquid, hence
the fibre experiences more steady thinning for slightly extended fibres, and extensional
thinning viscosity causes delayed stretching for severely stretched fibres.
Tirtaatmadja and Sridhar [84] investigated the effect of stress-growth curves of fibres and
found a formula representing the strain hardening. Strain hardening is the strengthening of a
material by plastic deformation [85]. They found that significant strain-hardening occurs in
electrospun fibres, and that the normal viscosity and strain thinning viscosity interact with the
hardening to affect the fibre diameter. The model was placed into Feng’s model who found
that the strain hardening had an impact on the formation of the fibre, but little impact on the
final fibre radius, despite the large impact on the viscosity [79]. However, strain hardening
does result in higher Young modulus (E), and more robust mechanical properties of fibres.
2.2.1.2 Charge on the polymer
The “leaky dielectric model” is used to understand how charge is transferred through and on
the polymer jet [86], [87]. It implies that unbalanced electric charge migrate to the polymer
surface in a relatively short period of time1. This electric charge and the fluid flow must be
coupled to understand the electrospinning phenomenon. Feng et al. developed a
comprehensive model investigating this effect [80].
For a cylindrical polymer jet, the volume flow rate of that jet would be:
𝜋𝑅2𝑣 = 𝑄 (2-4)
And the current would be:
𝜋𝑅2𝐾𝐸 + 2𝜋𝑅𝑣𝜎 = 𝐼 (2-5)
Where R is the radius of the jet, v is the axial fluid velocity, Q is the volume flow rate, K is the
electrical conductivity of the jet, E is the electric field strength, σ is the surface charge density

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 25
and I is the current. If we assume the leaky dielectric model, the first term in the current
equation (2-5) would equal zero, leaving only charge transported through the surface of the
polymer. The leaky dielectric model is used extensively in solution spinning (and will be used
in this analysis) as a solvent/polymer solution acts like a poorly conducting liquid which is an
adequate assumption [88]. A residual amount of charge is hypothesised to remain in the
polymer, causing the instabilities in solution electrospinning [89].
The emission of the charge from the polymer is hypothesised to occur at the surface/air
interface of the fibre [88]. The high electric field induced emission process is assumed to be
the method by which charge is removed from the polymer. Electrons are ejected through the
interface when the potential difference between the surrounding gases is great enough. In
laboratory electrospinning experiments, this high field only exists at the tip of the needle. It is
possible to model the electric field between the needle tip and collector. The point-plane
electrode geometry along the axis of the needle at its tip has the electric field:
𝐸𝑡𝑖𝑝 =2𝑉
𝑟 ln (1 + (4𝐷𝑟 ))
(2-6)
V is the external applied voltage, D is the needle tip to collector
(TTC) distance, r is the radius of curvature of the needle point
and Etip is the electric field measured axially from the needle tip
[90]. If the electric field exceeds values on the order of 109 V/m
to 1010 V/m, electrons are emitted from the surface.
For the electrospinning jet to form, the charge carriers on one
electrode (emitter) must experience the electrostatic force of the
opposite electrode (collector). Therefore, the arrangement of
electrodes is essential in determining the mechanism for charge
carrier generation. The most common system employed for melt
electrospinning uses a charged syringe tip (Figure 2-14). In this
system, negatively charged ions migrate to the inner surface of
the polymer and become immobilized, leaving excess positive
ions in the polymer which can respond to electrostatic forces.
Research by Kalayci et al. illustrated that the point-plane geometry releases large amount of
excess ions in the atmosphere, with the largest current being produced when no spinning is
occurring [91]. Several publications have also suggested that charge carriers are transported
in the surrounding atmosphere [92], [93].
Figure 2-14: Schematic
diagram of the emitter of an
electrospinning system [88]

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 26
2.2.1.3 Momentum Balance
During the electrospinning process, the polymer is stretched from the emitter via the electric
field. This stretching is important as it provides electrospinning with its characteristic
nano/micro fibres. Two stages of stretching exist for electrospinning; the first occurs in the
stable region of the jet and is known as the steady-stretching process, the second stage occurs
during whipping, but will not be discussed. Work done by J. J. Feng provides an in-depth
analysis at the momentum balance which takes place during the electrospinning process [79]
The polymer is stretched due to the summation of forces from electrostatics, gravity, surface
tension, viscosity and inertia. As the fibre is thinned out, the surface charge is affected, which
in turn affects the electric field and the electrostatic driving force. Once again, for the analysis
presented by J. J. Feng, the jet is assumed to behave as a leaky dielectric and charge stored on
the surface of the polymer. The slender-body approximation is used for most models [79],
[94], [95] and assumes that the radius decreases slowly along the axial direction and that the
axial velocity is uniform [79].
Figure 2-15 shows the momentum balance on a section of the polymer jet. The equation
governing the momentum balance is the sum of forces on the short segment and can be
expressed as following:
𝑑
𝑑𝑧(𝜋𝑅2𝜌𝑣2) = 𝜋𝑅2𝜌𝑔 +
𝑑
𝑑𝑧[𝜋𝑅2(−𝑝 + 𝜏𝑧𝑧)] +
𝛾
𝑟∙ 2𝜋𝑅𝑅′ + 2𝜋𝑅(𝑡𝑡
𝑒 − 𝑡𝑛𝑒𝑅′)
(2-7)
Figure 2-15: Momentum balance on a short section of the jet [79]
Where τzz is the axial viscous normal stress, p is the pressure, γ is the surface tension tet and te
n
are the tangential and normal tractions on the surface of the jet due to the electric field, R is
the radius, R’ is the rate of change of the radius, g is gravity, v is the velocity, ρ is the density.
This equation has been derived by a number of groups [78], [94], [79]. It illustrates that the
electric field, charge density and viscosity (through the traction forces) are coupled.
Comprehensive knowledge of all these parameters is essential in fully understanding the

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 27
electrospinning process. J.J. Feng derived the characteristic radius (χ = L/R0) of the jet using
the following equation:
𝐸(𝑧) = 𝐸∞(𝑧) − ln (𝜒) (1
𝜖
𝑑
𝑑𝑧(𝜎𝑅) −
𝛽
2
𝑑2
𝑑𝑧2(𝐸𝑅2))
(2-8)
Where E∞ is the external electric field, E is the electric field at z, 𝜖 is the dielectric constant of
the polymer and 𝛽 =𝜖
�̅�− 1 (𝜖 ̅is the dielectric constant of ambient air).
2.2.2 The Governing Equations of Electrospinning
From the above analysis, it can be inferred that the viscosity, electric field and surface tension
play the greatest roles in determining the radius and stability of a melt electrospun jet. The
work completed by Zhmayev et al. [15] used the previous methods to develop a non-isothermal
model applied to the melt electrospinning process. The governing equations can then be
described as the following:
Continuity: 𝜋𝑅2𝑣 = 𝑄 (a)
Momentum: 𝑝𝑣𝑣′ = 𝜌𝑔 +𝐹′
𝑇
𝜋𝑅2 +𝛾𝑅′
𝑅2 +𝜎𝜎′
𝜀0+ (𝜀 − 𝜀0)𝐸𝐸′ +
2𝜎𝐸
𝑅 (b)
Charge: 𝜋𝑅2𝐾𝐸 + 2𝜋𝑅𝑣𝜎 = 𝐼 (c)
Electric-Field: 𝐸(𝑧) = 𝐸∞(𝑧) − [1
𝜀0(𝜎𝑅)′ − (
𝜀
𝜀0− 1)
(𝐸𝑅2)′′
2] ln (
𝑑
𝑅0) (d)
(2-9)
These equations emphasize that the stable jet region is capable of major thinning, the major
factor effecting jet thinning is extensional viscosity, and (because of the lack of solvent
evaporation and whipping) it is important to optimize the thinning parameters of the system.
2.3 CHARGE TRANSPORT IN ELECTRIC JETS
As discussed in the previous chapter (2.4), the modelling of charge in scaffolds has been
completed only for solution electrospun scaffolds. Some principles associated with solution
spinning are transferrable to a melt system; however, the general leaky dielectric principle is
not applicable. The leaky dielectric principle relies on an ionic charge carrier to move the
positive charge relatively quickly to the surface of the polymer, where it is then dissipated into
the atmosphere [87]. However, in a polymer melt, the diffusion of particles in the liquid is
dictated by the Reptation theory or diffusion through the polymer chains. Both of these

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 28
diffusion methods would suggest that charge moves slowly to the surface, a key assumption
in the leaky dielectric model assumes that charge is quickly moved to the surface of the jet.
The current flowing through the jet has been measured by some groups and the values obtained
range in the sub microamperes [96], [97]. If it is assumed that all charge measured is carried
through the jet, then the current flowing through it would be:
𝐼 = 𝜎𝑣𝑠 (2-10)
Where I is the current, σ is the charge density and vs is the velocity of the jet. We can calculate
speed using the continuum equation 𝑄 = 𝑣𝑠𝐴, where Q is the flow rate and A is the cross
sectional area. Hence, our velocity is:
𝑣𝑠 =𝑚𝑓𝑠
𝜌𝜋𝑟2𝑡
(2-11)
Where 𝑚𝑓𝑠 is the flow rate, 𝜌 is the density, r is the radius and t is time. Carroll and Joo [98]
performed an experiment to determine the charge density for these fibres, they determined that
charge per unit mass for poly(vinyl alcohol) (PVOH) is ~1.6 × 105 nC/mg. However, the
assumption that all the charge flowing in the system goes through the polymer is false.
A number of groups have investigated the current-voltage (I-V) characteristic of the
electrospinning processes and have experimentally determined that the curve fits the
proportion of 𝐼 ∝ 𝑉2. This proportionality is even derived using scaling laws by Ganan-Calvo
[94]. The coronal discharge exhibits similar behaviour, Atten et al. [99] and Shrimpton [100]
illustrated that the point-plane discharge (described in section 2.4) has a similar I-V
characteristic. Theory and evidence [99] suggest that the electric field at the tip of the Taylor
cone is high enough to produce coronal discharge.
Theron et al. [101] outlined an empirical formula to determine the I-V characteristic for
electrospinning. The study investigated the volume charge density, find the following
relationship:
𝐼 = 𝜌𝑐𝑄 = 𝑘𝑒𝑉𝛼𝑄𝛽𝐶𝜒𝑀𝛾𝑒−𝐻 (2-12)
Where 𝜌𝑐 is the charge density for volume, V is applied voltage, Q is volumetric flow rate, C
is polymer concentration, M is molecular weight, H is the TTC distance and ke is an
experimentally determined proportionality constant. The exponents α, β, χ, γ and H are
experimentally determined exponents.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 29
These equations provide the initial current placed on the jet; however, they have not explored
the method for discharge. The simplest possible model for discharge assumes that the charge
conducts to the substrate. However, solidification of the fibres would quickly slow down the
flow of charge and if measurements suggest that high charge flow is still present [97], other
mechanisms must exist. The four proposed methods for discharge are coronal discharge of the
Taylor cone, coronal discharge of the fibrous mat, parasitic electrospraying and charge
evaporation.
2.3.1 Coronal Discharge in Taylor Cone and Fibres
Filatov et al. [102] examined the possibility of coronal discharge from the Taylor cone formed
during the electrospinning process. Charge in the polymer quickly moves to the surface of the
polymer during the thinning stage of the Taylor cone. This is then discharged into the
surrounding atmosphere, producing ions in the air around the jet. Using a cylindrical wire-
plane electrode configuration and the Townsend-Doetsch formula to determine coronal
discharge, the group found that the current is 25 to 200 times smaller than that carried by the
jet [102].
The discussion in chapter 2.2.1.2 illustrated that significant charge is lost at the interface of
the needle tip for a point-plane electric field [88]. A large portion of the current produced in
the system is not due to the jet, with current measurements increasing when no jet is present
[91]. The current is produced due to ionization of the air around the needle tip. Kalayci et al.
[91] proposed that this is mainly produced in the form of H3O+(H2O)n. The charge is therefore
emitted not only from the jet, but from the apparatus itself. This can be visible in the form of
coronal discharge around the surface of the polymer jets (see Figure 2-16).
Figure 2-16: Visible coronal discharge in an electrospinning apparatus [103]
If charge is collected on the polymer jet when it cools, solid polymers act as insulators,
blocking the charge from quickly dissipating to the collector plate. If this were the case, the
electric field would be screened by this excess charge, causing a decrease in the field at the
electrode. This would reduce the Taylor cone, causing the field to fall below the threshold
Coronal discharge produces a dim violet glow

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 30
required to produce a fibre. Since electrospinning is a continuous process, charge must be
released in some form through the solid polymer at the base of the scaffold.
During the production of a scaffold, a non-conductive mat is placed on the collector plate. As
the scaffold is built up, this non-conductive mat creates a polarized volume relative to the
electrode. Even if charge is able to escape the solid polymer, some may remain creating a
charged volume above the collector plate. This scaffold is then a dielectric volume with a
charge, known as an electret [88]. A number of mechanisms exists in an electret allowing it
to discharge, factors that affect this including the dielectric properties of the polymer, ambient
humidity and temperature and the locus of charges in the polymer. Filatov et al. [102] have
shown that the emission of charge is randomly distributed over the area of a scaffold and
randomly distributed in time. Figure 2-17 shows the random emission of charge from polymers
as described by Filatov et al. This suggests that the emission is due to an accumulation of
charge over a period of time, which is consistent with work on many technologies involving
high potential difference and polymers.
Figure 2-17: Oscilloscope snapshot of the discharge current at different time points. The number on the
left corresponds to fibre accumulations for times of (1) 10 s, (2) 30 s, (3) 2 min, (4) 5 min, (5) 10 min,
(6) 20 min [102]
Randomly distributed discharges can be associated with the accumulation of charge in certain
areas until this charge exceeds a breakdown voltage and jumps to the collector plate. Using
the Paschen-Townsend model of electron avalanches, Filatov et al. [102] were able to create
an equation describing the charge balance via discharge. They produced a model to describing
the breakdown voltage required for the emission of that charge:

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 31
𝑉 =𝑎𝑃𝐷
ln(𝑃𝐷) + 𝑏
(2-13)
Where V is the breakdown voltage, P is pressure of the gas separating the charge, D is the
distance of separation and a and b are constant depending on the type of gas present. For
atmospheric conditions, 𝑎 = 43.6 × 106 V/(atm m) and b = 12.8 [88]. This demonstrates that
the discharge in the scaffold is highly dependent on the atmosphere and random processes
associated with charge build-up, which is a partial explanation for the variability in the
scaffold. Filatov at el. estimated that for a 6 µm scaffold, it should take approximately 18 s for
charge to dissipate from the scaffold [102]. Each consecutive layer needs time to build up
enough charge to dissipate over a larger distance. Therefore, an increase in the number of
layers increases the likelihood that charge has not yet dissipated from the scaffold.
2.3.2 Parasitic Electrospraying
Parasitic electrospraying was discovered by Bhattacharjee et al. [93]. They used a system
which measured the electric current in two concentric rings centred on the emitter. The inner
ring would measure the current associated with the electrospun fibres, the outer ring detected
any residual current produced in the system. They found that electrosprayed particles were
being emitted during whipping in solution electrospun scaffolds, which carried with it a
significant portion of the charge. However, this technique is not applicable to melt
electrospinning so it will not be investigated further.
2.3.3 Atmosphere and Charge Evaporation
It is well established that the humidity effects the formation of solution electrospun fibres.
However, little work on its effect in melt electrospun fibres has been completed. This section
will discuss the relevant effects of atmosphere on melt electrospun fibres and charge transport.
The factors affect in melt electrospinning are associated with the hydrodynamic effect of
humidity on the Taylor cone, removal of surface charge from the jet and the formation of
coronal discharge is affected by the water content and atmospheric gases.
Surface charge may be affected by the moisture content of the air. It presents a discharge
pathway that may strongly impact the electrospinning process by affecting the homogeneity
and charge distribution at the surface [88]. It is established that the conductivity of the polymer
surface increases with the addition of water content to the atmosphere [104]. Work by
Galemback et al. [105] proposed a mechanism for the accumulation and emission of charge in
a dielectric. The proposed model found that accumulation and emission is heavily dependent
on relative humidity. It states that the electrochemical potential of H(H2O)+n and OH(H2O)-
n
are dependent on the electric potential:

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 32
𝜇𝑖 = 𝜇𝑖0 + 𝑅𝑇𝑙𝑛(𝑎𝑖) + 𝑧𝑖𝑉
(2-14)
Where I represents OH- or H+ concentration, μi is the electrochemical potential, μi0 is the
chemical potential, zi is the valence of the species, V is the electric potential, R is the gas
constant, T is the temperature (in Kelvin) and ai is the activity coefficient of the species [106].
2.3.4 Residual Charge in the Polymer
It is known that residual charge remains in the polymer after the scaffolds have been laid down
[107]. Dielectric materials which have the ability to store charge and release it are known as
electrets; it has been assumed that electrospun scaffolds behave as electrets [108]. Therefore,
charge is capable of accumulating in the volume of the polymer and on the surface. The method
of charge transport depends on the locus of charge. Hence, volume and surface charge should
be explored.
Heterocharge and homocharge, dipole orientation or direct charge injection respectively, are
the two types of charge storage in the volume of a polymer. Free charge injection is the
probable method for residual charge and can be accomplished in a number of ways, including
the previously mentioned coronal charging. Charge storage is dependent on the crystallinity
[109], polymer structure, presence of additives [110] and other physical properties.
Current models use localized states of chemical groups as models for charge storage (also
known as traps). The locus of these sites depend on the types of polymers present.
Polycaprolactone is a semi-crystalline polymer [111], which traps are believed to exist in the
interface between the crystalline and amorphous region. According to Sessler [112], surface
traps may be due to surface defects, impurities, absorbed molecules and broken chains. Sessler
also stated that volume traps are located within three levels, atomic sites, molecular chains,
crystalline regions and interfaces.

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 33
Figure 2-18: schematic diagram showing trapped charge (A, C) and empty sites (B, D) in a polymer
matrix [88].
Charge dissipation is related to the detrapping of charge within the polymer. Detrapping has
been linked with molecular relaxation (hence temperature plays a role) [113], and the presence
of holes and electrons (with the two showing large differences) [113]. This process describes
the transport through electric charge via jumps between trap sites (as seen in Figure 2-18).
There are three theories underpinning current models of charge dissipation: the barrier model
where charge mobility is linked to activation energy, the Rouse model which describes
polymer chains as a series of connected springs and nodes, and finally, the Reptation model,
which describes the motion of polymer chains as a snake-like motion. It has been shown that
charge dissipation is proportional to the following empirical formula:
𝐼(𝑡) = 𝐴(𝑇)𝑡−𝑛 (2-15)
Where I is the measured current, A(T) is a temperature dependent factor, n ranges from 0.6 to
1 [114] and t is time. For all electrospinning cases, there is an initial fast detrapping, followed
by a slower reduction in charge [88].
Yan and Zhang investigated electric potential in the fibre using a probe electrode [16]. The
results demonstrate charge retention cumulating to a residual potential of up to 1 kV. They
found that residual potential depended on needle bias and charge, type of electric field and
thickness of the scaffold. As retention was dependent on the bias of charge, and it is well
established that holes have distinct mobility compared to electrons, positively biased scaffold
contained a charge half-life of 50 hrs, while negatively charged had a 20 hour half-life [16],

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 34
as seen in Figure 2-19. Charge retention and polarity has also been observed by Ignatova et al
[115].
Figure 2-19: Residual charge against time (h) for positively and negatively biased polystyrene (PS)
scaffolds. [16]
2.4 IMPLICATIONS FOR MELT ELECTROSPINNING AS AN
ADDITIVE MANUFACTURING TECHNIQUE
Controlling the internal microarchitecture of scaffolds can be achieved with the marriage of
melt electrospinning and additive manufacturing. FDM or melt deposition modelling (MDM)
use a technique for filament extrusion which is most similar to melt electrospinning. Using
FDM as a base model and applying its associated techniques, melt electrospinning can
transition into the field of additive manufacturing.
The challenge of tissue engineering today is the ability to produce anisotropic material
properties throughout a scaffold [116] with fibres small enough for improved cell-fibre
interaction. Previous efforts to combine FDM and melt electrospinning have yielded promising
results, however, not controlled enough to produce 3D structures. This is largely due to the
chaotic nature of the solution electrospinning process [116]. However, melt electrospinning
shows a much longer stable jet region than solution electrospinning and has therefore found
success in controlled fibre deposition. This technique is known as direct writing melt
electrospinning [12].

Chapter 2: Literature review
© 2015 Nikola Ristovski Page 35
This merger has shown the successful production of scaffolds with internal properties which
are not possible to produce using other additive manufacturing techniques. The fibre size in
an electrospinning system can be more than 20 times smaller than a conventional FDM 3D
printer. This provides the opportunity to produce devices which have internal micro-
architectures that can affect the local micro-fluidics, mechanical structure and cell-fibre
interaction.
This system comes with current drawbacks. The size of the scaffolds that are currently
produced are limited by the disorder in a scaffold [14], with increasing disorder occurring as
layers of fibre are deposited onto each other. It is essential to provide a mechanism to remove
this disorder in order to create highly controlled microarchitecture in direct writing melt
electrospinning.
Another drawback of the melt electrospinning process (with respect to its application in bone
tissue replacement therapies) is the mechanical properties of the scaffolds which it produces.
While highly controlled, the structure does not match the mechanical properties of bone. A
combination of melt electrospinning for controlled microarchitectures and a support structure
produced using other 3D printing methods is one, not yet explored, option.

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 36
3Chapter 3: Polymer Extruder Design
A key portion of this master’s project involved intellectual input into hardware design and
development. Environmentally control of the build chamber and the extrusion system were
both updated during the project. The following two chapters will outline the process involved
in updating the melt electrospinning system by investigating the literature to support the
improvements, along with a summary of the design and implementation of each individual
unit.
The conventional melt electrospinning extrusion method involves a syringe filled with a
polymer which is melted via a heated jacket and extruded by a syringe pump through a needle
tip [10]. However, a number of changes do this method has been made over the years, Figure
3-1 illustrates some techniques that have been used. The study performed was completed using
a circulating fluid heating in a syringe with a syringe pump extruding the polymer [14].
Figure 3-1: Schematic of various heating approaches performed for melt electrospinning [10]
There have been recent improvements to the extrusion design which aim to solve problems
associated with throughput. While melt electrospinning is a simple and inexpensive process,
its low throughput has required innovations in the extrusion method. Christoph Hacker et al.

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 37
[117] has designed a system which distributes the molten polymer over an area with evenly
spaced nozzles.
Figure 3-2: Melt electrospinning extruder designed by Hacker et al. [117]
While other groups have used line-like laser beam melting devices [118]. These devices
produce a sweep of fibres along a straight line and are capable of increasing throughput greatly.
Figure 3-3 illustrates the formation of multiple jets using the aforementioned technique.
Figure 3-3: Line-like laser beam melting electrospinning developed by Shimada et al. [118].
Similarly, work by Li et al. [119] produced an “umbellate” structure to produce multiple jets
at once. This extruder can be seen in Figure 3-4.

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 38
Figure 3-4: Li et al.’s umbellate melt electrospinning extruder [119].
Work in modifying the extrusion head has led to a number of innovative designs. Applications
on the aforementioned techniques to a direct writing method may provide high throughput
additive manufacturing techniques for applications in tissue engineering.
3.1 OUTLINE OF THE REQUIREMENTS
The design requirements for the extrusion system are purposefully kept broad to accommodate
for future upgrades. Due to a recent increase in the number of publications reporting
modifications to the extrusion mechanism, a modular design was applied. This design allows
the user to remove the extruder head and replace it with a different design, which
accommodates any changes to the mechanism of extrusion without a complete overhaul of the
extrusion system. The temperature control is capable of functioning up to 250 °C for
applications on a wide variety of polymers.
Another key area of improvement was to decrease the auxiliary equipment attached to the
extruder. Removal of these components greatly reduces the space to operate the
electrospinning device.
3.2 DESIGN AND IMPLEMENTATION
This section outlines the construction of a polymer extrusion system intended for
implementation in a melt electrospinning device. This system updates the current heated water
jacket and syringe pump technique:

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 39
Figure 3-5: A comparison of the updated extrusion system (A) and the syringe pump extrusion system
(B).
The water jacket was replaced with a heating element and the syringe pump replaced with a
pressure system. The device was designed to incorporate a thermal inertia in the surrounding
material to ensure an even distribution of heat around the polymer. A hose carrying pressurised
air was to be connected via a screw-in connecter at the top of the device. The initial design
was then revised to account for manufacturing limitations. It is currently in prototype stage
and testing has been scheduled to begin at the beginning of June, 2015. Figure 3-5 illustrates
the current extrusion system (B) and the new system (A).
The system can be split into two sections, the heating stage and the pressure extrusion phase.
Each section, along with justifications will be explored in the following chapters.
3.2.1 Heating Jacket
Even heat distribution and thermal inertia were the most important aspects when designing the
heating system. Figure 3-5 (A) and Figure 3-7 (B) show the final design of the extrusion
system. Two heating elements are placed within the metal jacket surrounding the polymer.
This jacket is of appropriate thickness to ensure that the heat is distributed evenly through the
system and that the thermal inertia is high enough to ensure easy temperature stability. For
temperatures between 50 to 260 °C, the difference between the maximum and minimum
temperatures in the system do not exceed 10%:
(A) (B)

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 40
Figure 3-6: (A) Graph showing the dependence on the input temperature against the temperature at the
needle tip. (B) Imaging showing the distribution of temperature across the extruder, with the extrusion
tip facing the bottom. Modelled using ANSYS static thermal package (ANSYS, USA).
A number of designs were initially considered; however, due to manufacturing complexities
or inappropriate applications, they were not developed further. The section below describes
one such alternative which was explored more thoroughly than other alternative designs.
3.2.1.1 Alternative Designs
The initial design involved an oil bath, heated via heating elements; surrounding a metal jacket
containing the polymer. This system would ensure that no direct contact occurs between the
heating elements and the metal jacket. Distributing the heat through the liquid first would
ensure an even heat distribution. The thermal inertia in a liquid is much larger than a metal,
and temperature stability is much easier to maintain in such a system. However, there are
drawbacks to using an oil system. Manufacturing of such a design is complex and requires a
high degree of precision. Hence, this design was disregarded during the manufacturing design
stage.
150 °C
135 °C
(B)

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 41
Figure 3-7: Initial Design (A) vs. Final Design (B) of the extrusion system for the melt electrospinner.
3.3 PRESSURE SYSTEM
Several common industrial techniques exist for the extrusion of polymers. Examples include
pressure extrusion, screw-extrusion and plunger extrusion. The system most commonly
employed in electrospinning systems is the plunger extrusion method. A syringe pump is used
to push polymer through a syringe [10]. These systems are bulky and require a large syringe
pump to sit in-line with the extruder. Screw-extrusion systems are well defined and commonly
found in industrial applications for polymer extruders. However, they are not suitable for
electrospinning applications due to the large shear forces created during the melt and extrusion
phases. These forces would cleave peptides and proteins and potentially denature any bioactive
material found in the polymer. Pressure extrusion works on similar principles to a syringe
pump mechanism, with air pressure being used to extrude material rather than a physical
plunger. These systems are simple to implement can be isolated from the motion of the
extrusion mechanism. Pressure extrusion has hence been used by a number of groups due to
these innate advantages [117], [120].
The system employs an SMC ITV1000 pressure regulator in line with a lab air supply unit
attached to a fitting at the top of the extrusion system. This system can be controlled via 0-10
VDC power unit, which can be coupled to a computer, allowing automatic control of polymer
flow during the electrospinning process. The schematic in Figure 3-8 illustrates the pressure
extrusion system.

Chapter 3: Polymer Extruder Design
© 2015 Nikola Ristovski Page 42
Figure 3-8: Schematic diagram of the pressure extrusion system
Pressure control is an important step towards produce an advanced extruder based of work by
Hacker et al. [117], Li et al. [119] or Shimada et al. [118]. These systems increase the
throughput of melt electrospinning systems and are an important step towards
commercialization of this technology. Upgrade of the heating element to include computer
control and a wider temperature range increases the variety of polymers which can be studied
on the system.

Chapter 4: Humidity System Design
© 2015 Nikola Ristovski Page 43
4Chapter 4: Humidity System Design
It is well established that humidity levels affect the electrospinning process. Studies completed
on the topic show that not only does humidity effect the evaporation rate of solvents, but that
it also contains the ability to affect the transport of charge. Work by Kim et al. [91] illustrated
the relative humidity’s ability to increase fibre diameter. This study created a theoretical
framework based of Seaver [121]investigating the surface charge density. It quantified the
amount of charge stored by ions in the polymer and its ability to control the acceleration of the
jet through the electric field, causing it to thin [91]. Other studies, such as those presented by
Casper et al. [122] and De Vrieze et al. [123] investigated humidity’s effect on the surface
structure of a scaffold Although, many of these phenomenon are linked to solvent evaporation
and are not applicable to melt electrospinning.
There are numerous reasons to believe that residual charge removal would be accelerated with
an increase in water content in the surrounding atmosphere. Studies by several groups have
shown that the content of the local atmosphere plays a large role in jet formation as well as in
maintaining a continuous fibre [96], [124]. As previously stated in sections 2.3.3, a study by
Galembeck et al. [105] showed that electrostatic charge build-up and dissipation in dielectrics
was affected by the availability of H(H2O)n+ and OH(H2O)n
- ions in the atmosphere and
absorbed by the dielectric.
While a plethora of information exists on the effect of humidity on dielectric polymers and
solution electrospinning, there is a gap in the knowledge regarding its affect for melt
electrospinning. The proposed improvements to the melt electrospinning system aim to
provide a platform to study the effects of humidity and temperature control of the build
chamber in the system.
This system has been implemented into the electrospinning device and research has been
completed by Sam et al. [26] to determine the effect of humidity on melt electrospun PCL
fibres.
4.1 OUTLINE OF THE REQUIREMENTS
The design requirements are based off of previous studies relating to the solution
electrospinning system. Casper et al. varied the relative humidity at 25 °C from less than
25%RH and up to 72%RH [122]. De Vrieze et al. varied the relative humidity at three
temperatures (283 K, 293 K, 303 K) between 20%RH and 60%RH [123]. The study did not

Chapter 4: Humidity System Design
© 2015 Nikola Ristovski Page 44
exceed humidity greater than 60 %RH due to lack of fibre formation for that polymer/solvent
combination. Studies analysing dielectric polymers have examined much larger variations in
temperature and humidity, ranging from ~0% RH to saturation and temperatures higher than
100 °C. For the evaluation of melt electrospun PCL scaffolds, humidity ranging from 25% RH
and as high as 75% RH would cover a relatively large percentage, with temperature not
needing to exceed 60 °C as this is the melting temperature of PCL.
4.2 DESIGN AND IMPLEMENTATION
The humidification system is based on a design developed by G.R. Johnson et al. [125]. The
system works by switching between two chambers containing saturated air and dry air and
mixing the air directly into the build chamber. Due to the size of the build chamber, it provides
a thermal and humidity inertia, which allows the system to remain stable for long periods of
time. This section will contain three subsections; the saturator, the desiccator and the mixing
chamber. Each section will be examined to determine their capacity within the overall system.
4.2.1 The Saturator
The saturator is based on a system developed by G.R. Johnson et al. [125]. The system adds
water content to the air by passing it through a diffusion dryer containing wetted perlite. The
system was designed and built by G.R. Johnson et al and was retrofitted into the melt
electrospinning rig. It was built to accommodate a flow rate of up to 30 L/min and sustain a
humidity release of 80% RH (25 °C) at this flow rate. That being said, at flow rates as low as
10 L/min, the system is able to achieve up to 99.1 RH% humidity.
Figure 4-1: Image of saturator designed by Johnson et al.
4.2.2 The Desiccator
The desiccator is a chamber filled with silica gel beads. These beads absorb moisture up to
40% of their weight in water. As the humidifier contains a fixed air velocity, the length of the
chamber that is used will be varied to determine the change in moisture content as it exits the
system.

Chapter 4: Humidity System Design
© 2015 Nikola Ristovski Page 45
The amount of water absorbed in the system is equal to the product of the density, flow rate
and the difference in moisture content between the input and the output of the desiccator:
𝑑𝐴
𝑑𝑡= 𝜌𝑄∆𝑊
(4-1)
Where 𝑑𝐴
𝑑𝑡 the rate of absorbance is, 𝜌 is air density, 𝑄 is the volume flow rate and ∆𝑊 is the
change in moisture content. Figure 4-2 shows the absorbance characteristics of silica gel at
75% humidity:
Figure 4-2: Absorbance characteristics of common desiccants
We can determine the amount of water being added to our desiccant using the following
formula:
𝐴 = 𝜌𝑄(𝑊𝑜 − 𝑊𝑖)𝑡 + 𝐶1 (4-2)
Where the density of air is 𝜌, the air flow rate is 𝑄, water content into the system is 𝑊𝑖 and out
of the system is 𝑊𝑜, 𝑡 is time and 𝐶1 is a constant of integration. We pump air into our system
at a rate of 30 𝑙/𝑚𝑖𝑛, with density 1.225 𝑘𝑔/𝑚3, which has a relative humidity of
approximately 35%RH. It has a water content of 6.8323 𝑔/𝑘𝑔 when it enters the system and
1.9463 𝑔/𝑘𝑔 when it exits the system. If we want this system to run non-stop for periods of
more than 24 hours, we need to determine the amount of desiccant required.
𝐴𝑤 = 0.0108𝑡 (4-3)
Our system would absorb 258 g of water in a 24 hour period, and would require a minimum
of 750 g of silica gel desiccant before saturation. This value reflects the bare minimum of

Chapter 4: Humidity System Design
© 2015 Nikola Ristovski Page 46
operation and would need regeneration of the desiccant after each use. Hence, the system was
built to handle being continuously run for a period exceeding 7 days of continuous use.
4.2.3 The Mixing Chamber
Once air has gone through the humidifier and desiccator, it has reached its maximum and
minimum humidifies, respectively. The PID system will switch between these two points
using a solenoid valve. The melt electrospinning enclosure will then act like a mixing chamber.
A schematic diagram of the system is shown in Figure 4-3:
Figure 4-3: Initial design for humidity control system. Control box is the melt electrospinning device,
which will act like a mixing chamber in this configuration. Temperature and filtering have since been
removed from the system
The mixing chamber can be modelled using continuum mechanics. We can apply the principle
of conservation of mass to the system. Any volume of air entering the system will be equal to
the volume of air leaving the system. The humidity of the air entering the system is equal to
the humidity exiting either the saturator or the desiccator. The volume of air exiting the system
is a combination of the residual air in the system plus the air form the humidifier/desiccator.
Hence the equation should read:
𝜌𝑎𝑉𝑑𝑊𝑟
𝑑𝑡= ∑ 𝜌𝑎𝑖
𝑄𝑎𝑖(𝑊𝑜𝑖 − 𝑊𝑟)
𝑛𝑎
𝑖=1
(4-4)

Chapter 4: Humidity System Design
© 2015 Nikola Ristovski Page 47
Where 𝜌𝑎 is the density of air, 𝑉 is the volume of air, 𝑑𝑊𝑟
𝑑𝑡 is the rate of change of the moisture
content, 𝑛𝑎 is the number of airflow sources, 𝑄𝑎𝑖 is the flow rate of the ith air flow source, 𝑊𝑜𝑖
is the moisture content of the ith airflow source and 𝑊𝑟 is the current moisture content. For our
system, there are two sources of air flow; air entering the system and air exiting the system.
Therefore, the equation as applied to our system is:
𝑉𝑑𝑊𝑟
𝑑𝑡= 𝑄𝑎𝑖𝑛
(𝑊𝑖𝑛) + 𝑄𝑎𝑜𝑢𝑡(𝑊𝑜𝑢𝑡)
(4-5)
Since we assume that the air flow in is equal to the airflow out, we can write:
𝑄𝑎𝑖𝑛= 𝑄𝑎𝑜𝑢𝑡
(4-6)
Therefore:
𝑑𝑊𝑟
𝑑𝑡=
𝑄
𝑉(𝑊𝑖𝑛 − 𝑊𝑜𝑢𝑡)
𝑑𝑊𝑟
𝑊𝑖𝑛 − 𝑊𝑜𝑢𝑡=
𝑄
𝑉𝑑𝑡
− ln(𝑊𝑖𝑛 − 𝑊𝑜𝑢𝑡) + 𝐶 =𝑄
𝑉𝑡
(4-7)
Using the boundary conditions 𝑊𝑟(𝑡 = 0) = 𝑊0 :
𝑊𝑖𝑛 − 𝑊𝑜𝑢𝑡
𝑊𝑖𝑛 − 𝑊0= 𝑒−
𝑄𝑉
𝑡
(4-8)
This then gives us our final equation:
𝑊𝑜𝑢𝑡 = 𝑊𝑖𝑛 − (𝑊𝑖𝑛 − 𝑊0)𝑒−𝑄𝑉
𝑡
(4-9)
This equation can be used to determine the transfer function of our system, which is used to
find the appropriate values for our PID controller. This model was placed into Simulink:

Chapter 4: Humidity System Design
© 2015 Nikola Ristovski Page 48
Figure 4-4: Simulink model of humidity controller
The PID system was optimized numerically using Matlab’s inbuilt PID optimization software.
The Graph below (Figure 4-5) shows a simulation of the system for three set-points:
Figure 4-5: Transient response of humidity system

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 49
5Chapter 5: Improved Fabrication of Melt
Electrospun Tissue Engineering Scaffolds
Using Direct Writing and Advanced Electric
Field Control.
Nikola Ristovski3, Nathalie Bock3, Sam Liao3, Sean K. Powell3, Jiongyu Ren3, Giles T.S.
Kirby3, Keith A. Blackwood3 and Maria A. Woodruff2
Published in Biointerphases, Volume 10, Issue 1, 2015, doi: 10.1116/1.4914380
© 2015 American Vacuum Society 011006-1
Statement of contribution of co-authors for thesis by published papers
Contributors Statement of Contribution Nikola Ristovski Involved in the developed research
questions Designed and performed experiments Analysed and interpreted the results Conceived and wrote the manuscript
Nathalie Bock Performed experiments
Sam Liao Built equipment
Sean K. Powell Assisted in reviewing the manuscript
Jiongyu Ren Performed experiments
Giles T.S. Kirby Developed research questions
Keith A. Blackwood Developed research questions Performed experiments
Maria A. Woodruff Involved in the conception of the project Assisted in reviewing the manuscript
2 Biomaterials and Tissue Morphology Group, Institute of Health and Biomedical Innovation, Queensland
University of Technology, Brisbane, Australia2

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 50
ABSTRACT
Direct writing melt electrospinning is an Additive manufacturing technique capable of the
layer-by-layer fabrication of highly ordered 3d tissue engineering scaffolds from micron-
diameter fibres. The utility of these scaffolds; however, is limited by the maximum achievable
height of controlled fibre deposition. A source of this disorder is charge build-up on the
deposited polymer producing unwanted columbic forces. In this study, we introduce a novel
melt electrospinning platform with dual voltage power supplies to reduce undesirable charge
effects and improve fibre deposition control. We produced and characterised several 90 °
cross-hatched fibre scaffolds using a range of needle/collector plate voltages. Fibre thickness
was found to be sensitive only to overall potential and invariant to specific tip/collector
voltage. We also produced ordered scaffolds up to 200 layers thick (fibre spacing 1 mm,
diameter 40 μm) and characterised structure in terms of three distinct zones: ordered, semi-
ordered and disordered. Our in vitro analysis indicates successful cell attachment and
distribution throughout the scaffolds, with little evidence of cell death after seven days. This
study demonstrates the importance of electrostatic control for reducing destabilising polymer
charge effects and enabling the fabrication of morphologically suitable scaffolds for tissue
engineering.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 51
5.1 INTRODUCTION
The effectiveness of electrospinning as a fabrication technique for tissue engineering is highly
dependent on its ability to fabricate scaffolds having both micro and macro-scale structural
features optimal for tissue growth. Two main electrospinning methods exist for producing
fibres, which are, solution electrospinning and melt electrospinning. Solution electrospinning
involves dissolving polymers in a solvent and uses a large electric potential to accelerate
solutions from a needle and onto a collector plate. Although this technique is capable of
producing fibres with nanometre diameters, solvent evaporation during fibre extrusion induces
large instabilities which significantly reduces precise control over fibre placement, commonly
known as fibre whipping [126]. Melt electrospinning similarly uses a large electric potential,
but produces fibres by liquefying a polymer via heat transfer similar to FDM (FDM); a
commonly used 3D printing technique. The use of an electric field allows the production of
fibres with significantly smaller diameters than can be achieved via a purely mechanical means
[127], [128].
Recent work has demonstrated the ability for melt electrospinning to deposit fibres onto a
moving collector plate with a great degree of precision in a process called direct writing [11],
[12]. By controlling the translation of the collector plate, 2D patterns can be formed which can
then be stacked to produce 3D structures with custom internal micro-architectures. However,
this technique is limited by the maximum number of layers that can be produced before control
over fibre placement is lost due to the accumulation of instabilities [12]. It is hypothesised that
a significant source of these instabilities is the build-up of electric charge on the deposited
fibres resulting in increasing undesirable net columbic force acting on the extruding fibre.
In electrospinning, many interacting factors combine to control fibre diameter. These include
polymer feed rate [127], [129], [130], applied potential [131], needle TTC distance [17], [23],
collector translation speed [12], and the mechanochemical properties of the polymer [10]. Due
to the viscosity of molten polymer, melt electrospun fibres can be produced with diameters in
the micro-scale range. In addition, the deposition of these fibres is more controllable than
solution electrospun fibres which suffer from reduced jet stability due to solvent evaporation
[12], [128], [132].
A further advantage of melt over solution electrospinning is that it can produce scaffolds with
larger pores sizes which are more suitable for cell infiltration. As solution electrospinning
generally produces much smaller fibre networks, in the order of nanometres, the resulting pore
sizes after deposition of multiple layers, restrict cell infiltration. This results in large cell
populations on the outer layers of the scaffolds, and very limited to no cells in the interior of
the scaffold [133],. It has been found that an approximate interconnected pore size of 100 to

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 52
400 µm is ideal for growth of osteoblasts in 3D [134]. This is many orders of magnitude larger
than the nano-scale pore sizes of solution electrospun scaffolds; however, direct writing melt
electrospinning has the potential to produce scaffolds with customisable pore sizes tailored to
the requirements of different cell types.
Combining the principles of Additive manufacturing with melt-electrospinning enables the
fabrication of 3D structures having configurable fibre diameter, fibre spacing, and laydown
pattern. Existing studies on tissue infiltration and growth within 3D melt electrospun fibre
networks have demonstrated the importance of pore size and other microstructural
characteristics on tissue infiltration and growth [133], [135]–[137]. Control of fibre placement
throughout the entire scaffold is therefore of great importance for the successful application of
this technique to tissue engineering.
Although melt electrospinning via direct writing has great promise as a technique for
fabricating scaffolds for tissue engineering, it has not yet attracted much attention. The few
studies undertaken have identified that precise fibre placement control is affected by the
complex interaction of several parameters such as the magnitude of the electric potential
between the needle tip and collector, collector speed, and the temperature of the molten
polymer [12]. Other important manufacturing properties are the flow rate of the molten
polymer and the tip to TTC distance [132]. As melt electrospinning uses electric potential to
draw out fibres from the needle tip, it is hypothesised that the interaction between the produced
electric field and the charge distribution on the surface of the polymer plays a key role in fibre
deposition.
The classic melt electrospinning setup involves a positive voltage applied to the tip of the
emitter and fibres spun onto a grounded metallic collector plate [10]. By distributing the
voltage placed on the collector and emitter, it is possible to reduce the amount of charge in the
polymer. A negative voltage applied to the collector plate will allow the system to maintain
the same potential difference between collector and emitter, but reduce the charge placed on
the polymer. It is hypothesised that this change in the electrospinning system will result in
greater deposition accuracy for longer periods of time, allowing the production of 3D
constructs.
In this study we produced PCL scaffolds with 90 ° cross hatched internal microarchitecture to
investigate the effect of electrospinning fabrication parameters on scaffold structure order. We
also assessed the suitability of the scaffolds for tissue engineering by observing the infiltration
and proliferation of murine calvarial osteoblast cells (MC3T3-E1). The scaffolds were
fabricated using our custom built direct writing melt electrospinning platform, which uses a
negative voltage on the collector plate to reduce residual charge on the fabricated fibres. We

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 53
found this strategy significantly improved the number of ordered layers achievable over
current literature. We also found that fibre spacing affected the maximum number of ordered
layers, with greater spacing allowing more ordered layers. The in vitro analysis demonstrated
a successful infiltration of MC3T3-E1 cells after 7 days in ordered scaffolds with cross hatch
microarchitectures. We also observed cell proliferation within the ordered scaffolds did not
differ from proliferation in scaffolds with random fibre arrangement.
5.2 MATERIALS AND METHODS
5.2.1 Melt Electrospun Scaffolds
5.2.1.1 Polymer Preparation
Polycaprolactone was obtained from Perstorp (PCL, Capa 6430®, Perstorp UK Limited). PCL
pellets were placed in a 2 mL plastic syringe. The syringe was heated in a vacuum oven (- 80
kPa for 30 min at 90 °C) to remove air bubbles.
5.2.1.2 Melt Electrospinning Device
PCL was electrospun using our novel in-house dual voltage melt electrospinning platform.
Figure 5-1 shows a schematic diagram of the device. A 2 mL syringe loaded with PCL was
placed in a heated water jacket at 73 °C. The resulting molten polymer was extruded at a rate
of 40 µL/h using a syringe pump (World Precision Instruments, AL-1000). The tip of the
extrusion needle and the collector were attached to custom-made isolated power supplies; the
tip having a positive voltage, and the collector plate having negative voltage. The collector
plate was attached to a motorised translation assembly for controlled x,y,z translation
(Velmex, USA). This assembly was attached to a controller (ECG 5-axis board) which was
driven via Mach3 software (ArtSoft, USA). The collector plate was translated according to
pre-programmed G-code to control the deposition of fibres onto the plate.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 54
Figure 5-1: Novel direct writing melt electrospinning platform with dual voltage power supplies for
improved fibre deposition control. The negative power supply attached to the collector plate being the
defining difference in this system.
5.2.1.3 Scaffold Production
We separated scaffold fabrication into two phases in order to first determine optimal scaffold
production parameters and then assessed the scaffolds for basic cell infiltration and
proliferation. The fabrication parameters corresponding to the best performing scaffolds from
the first phase were then utilised to produce scaffolds for use in the second phase.
For the ordered scaffolds, we selected a stacked 90° cross-hatched internal microarchitecture
with each layer aligned with the x-y plane stacked in the z-axis. As the phase one scaffolds
were intended to assess the effect of negative potential on scaffold fabrication control, we held
all manufacturing parameters constant for all production and varied only the applied voltages.
The following variables were kept constant: temperature (73 °C), extrusion rate (40 µL/h),
needle gauge (21 Gauge), stage speed (750 mm/min), needle TTC plate distance (10 mm),
fibre spacing (500 µm) and electric field strength (1.05 kV/mm). Within this phase we
produced five groups of six scaffolds each using a constant net electrical potential but different
positive and negative potentials as shown in table 1.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 55
Table 5-1: Phase 1 scaffold groups and their corresponding needle tip and collector plate voltages. Six
scaffolds were produced for each group.
Group A B C D Control
Tip voltage (kV) Ground 3.5 5 7 10.5
Collector voltage (kV) -10.5 -7 -5 -3.5 Ground
The scaffolds produced in phase two were intended for assessment of scaffold suitability for
cell infiltration and proliferation. We produced two sets of ordered scaffolds having 25 layers
and 50 layers, respectively, as well as a set of randomly deposited fibres, as shown in table 2.
The manufacturing parameters for the ordered scaffolds in this phase were selected as those
from group D in the phase 1 study. The scaffolds for phase 2 were thus manufactured using
the same parameters as group D. The random structure scaffold was produced by increasing
the needle tip/collector distance to induce fibre whipping. We further fabricated a 90° cross
hatched scaffold with 1 mm fibre spacing using the phase 1, group D, manufacturing
parameters in order to assess the impact of fibre spacing on scaffold order.
Table 5-2: Number of scaffolds and structural parameters produced for phase 2 of the study.
Number of scaffolds fabricated per study No. of layers Microstructure Live/Dead DAPI/Phalloidin MTT Assay
25 90° crosshatch 1 1 12
50 90° crosshatch 1 1 12
25 Random 1 1 12
5.2.2 Scaffold Characterisation
5.2.2.1 SEM Preparation and Imaging
Scanning electron microscopy (SEM) was performed on all scaffolds in phase one, with six
scaffolds per group, using a Quanta 200 SEM (FEI, USA) to assess microstructure. Prior to
imaging, the scaffold was gold sputtered using the Leica EM-SCD005 Sputter Coater for 5
minutes (Leica, Germany). Transverse SEM micrographs of the scaffold (x-y plane) were used
to determine the mean fibre diameter and fibre spacing. Sixty fibres were randomly chosen
from 5 locations (12 fibres per location) in each scaffold and their diameters were measured.
The mean of the diameters was calculated and the standard deviation used for measurement
uncertainty. Typical fibre spacing was computed by identifying the relative coordinates of
each chosen fibre and using custom Matlab code to compute the average fibre separation.
Scaffold layer ordering was also determined from SEM images of scaffold cross-sections (x-
z plane).

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 56
5.2.2.2 Distance Transformation Method
Inter-layer fibre alignment is an indicator of the general ordering of the scaffold micro-
architecture. A measure for this alignment, or structure order (𝑂𝑠), can be visualised by
considering the length of a line connecting the axial centres of a stacked column of n fibres
divided by the length of the shortest line connecting the top and bottom fibres in a column and
can be calculated via;
𝑂𝑠 =∑ |𝑺𝑖 − 𝑺𝑖−1|𝑛
𝑖=2
|𝑺𝑛 − 𝑺1|
(5-1)
Where 𝑺𝑖 is a vector representing the axial centre of the ith fibre in the column. The form of
this equation is analogous to the well-known measure of tortuosity, and quantifies stacking
order for structures containing n layers, with 𝑂𝑠 = 1 indicating perfect stacking alignment and
𝑂𝑠 > 1 for disordered stacking. Centres of fibres were determined using cross-sectional SEM
images and data was analysed using MATLAB code.
5.2.2.3 µCT Imaging and Analysis
Six scaffolds from group C were scanned using a µCT 40 micro computed tomography scanner
(Scanco Medical, Brüttisellen, Switzerland) at an energy of 45 kVp, intensity of 177 µA, and
300 ms integration time. Voxel sizes for each scan were 6 µm (isotropic). The scans were
analyzed using the distance transformation method to determine the average fibre diameter,
pore size and pore size distribution throughout the scaffold.
5.2.3 In Vitro Characterisation
5.2.3.1 NaOH Etching
Fibre surface modification was performed to increase the fibre surface roughness and ensure
successful scaffold hydration for optimal cell attachment [138]. The hydrophobicity of the
PCL was reduced by soaking the scaffolds in 5M NaOH for 1 hour at room temperature. The
scaffolds were then soaked in MilliQ water until the supernatant pH dropped to 7.0, and then
placed in a desiccator to dry for approximately 24 hours.
5.2.3.2 Cell Culture
Small sections of scaffolds were extracted using a 6 mm biopsy punch. These were sterilized
with 70% ethanol and irradiated with ultraviolet light for 20 minutes each side, all steps were
taken consecutively. The scaffolds were divided into three groups; one group of 12 scaffold
samples (six per time point) were used for assessing cell proliferation (MTT analysis), a single
sample for assessing cell morphology (DAPI/Phalloidin) and a single samples for assessing
cell distribution. Murine calvarial osteoblastic cells (MC3T3-E1) were cultured in heat-

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 57
inactivated α-MEM media (α-MEM, Invitrogen, Australia) with 10% (v/v) foetal bovine
serum and 1% (v/v) Penicillin-Streptomycin with a concentration of 10,000 µg/mL. Cell work
was performed as previously described by Ren et al. [139]. An average of 5000 cells were
seeded onto each scaffold for proliferation assessment and allowed to attach for one hour in a
small volume (50 μl) of media prior to the addition of a further 400 µl of α-MEM media at 37
°C and 5% CO2. An average of ~450,000 cells were seeded with 100 µl of α-MEM onto
scaffolds for assessing cell morphology and were allowed to attach for four hours prior to the
addition of 400 µl of α-MEM media at 37 °C and 5% C02. A large quantity was chosen to
increase the chances of a homogenous distribution for a qualitative cell morphology
assessment and reduce experimentation time. The scaffolds were then incubated at 37 °C and
5% CO2 with the culture media changed approximately every 48 hours, until respective time
points were reached.
5.2.3.3 LIVE/DEAD Staining
Live/dead staining was used, at day three, as an indicator for positive cell attachment and as
an assessment of cell penetration throughout the scaffold. Due to the qualitative nature of this
experiment, only one sample was used. The scaffolds were washed twice with PBS. 5 µL stock
solutions of FDA (Invitrogen, USA) and PI (Invitrogen, USA) were diluted in 5 mL of PBS
making a final concentration of 0.67 µg/ml and 5 µg/mL respectively. 2 mL of the FDA and
PI solution were added to scaffolds and the cells incubated for 5 minutes in a dark environment
at 37 °C. The scaffolds were washed once with 2 mL/well plate of PBS and covered with fresh
PBS. Scaffolds were then transferred onto a glass slide and imaged using the Zeiss Axio M2
(Zeiss, Germany) at excitation levels of λ = 488 nm and λ = 568 nm.
5.2.3.4 Cell Metabolic Rate Assay
MTT assay (Invitrogen, Australia) was used to assess the metabolic activity of cells at days
one and seven to check how metabolically active the cells within the scaffolds were. Six
samples were taken at each time point. A working solution was produced by diluted 5 mg/mL
MTT stock solution with 500 µL of αMEM, for a final working solution of 0.19 µg/mL. The
scaffolds were transferred into fresh 48-well plates and 500 µL of fresh media with 20 µL of
working solution was added. The cells were then incubated for 4 hours at 37 °C and 5% CO2.
The media was removed and dimethyl sulfoxide (DMSO, Merck, Australia) was added, with
100 µL for day one and 200 µL for day seven. The well plates were covered in aluminium foil
and placed on an orbital shaker for 10 minutes. 100 µL of DMSO was removed from each well
and placed in a fresh 96 well plate. Absorption was measured at λ = 540 nm. Absorption data
from all empty wells in the well plates was averaged and subtracted. Scaffolds were

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 58
normalized for the volume of DMSO added to each well plate at the two different time points
before comparisons between the two were made.
5.2.3.5 Cell Morphology and Attachment Staining
A DAPI/Phalloidin assay was used to stain cells at day three to qualitatively assess cell
adhesion onto the scaffold, with one sample taken. The media was removed and the scaffold
was transferred into a fresh 48 well plate. The scaffold was then washed with PBS and fixed
in 4% paraformaldehyde for 30 minutes at room temperature. The scaffolds were washed in
PBS solution. A 0.2% (v/v) Triton-X-100/PBS solution was added to each well and left for 5
minutes before another wash of PBS. The scaffold was then incubated with 0.5% (w/v)
BSA/PBS for 10 minutes and placed in 0.5% (v/v) BSA/PBS with 0.8 U/ml Alexa Fluor
Phalloidin and 5 μg/ml DAPI. Following this, the scaffold was washed in milliQ water once
and then stained with Alizarin red S for 5 minutes at room temperature. The scaffold was
imaged using a Leica SP5 (Leica, Germany) confocal microscope.
5.2.4 Statistical Analysis
Sample difference was tested using the ANOVA test on SPSS statistics 21 (SPSS. USA), with
Levene’s test used to insure similar variance between groups (p>0.05). A Tukey HSD post hoc
test was performed on any ANOVA test which had p > 0.05 for a pairwise comparison of the
subgroups variance.
5.3 RESULTS AND DISCUSSION
5.3.1 Physical Characterisation
5.3.1.1 Fibre Diameter and Pore Size
Fibre diameter and pore size are important structural properties of electrospun scaffolds for
tissue engineering. Melt electrospinning is capable of producing fibres with diameters from 1
µm to 80 µm [10]. Pore size, in the context of tissue engineering scaffolds, refers to the average
dimension of the spherical fibre-free volumes within a scaffold. Although the shapes of the
pores vary throughout a scaffold, pore size can be used as an indicator of the typical volumes
available for cell infiltration and proliferation. For randomly distributed fibres, the sizes of
pores are normally distributed and have a very large standard deviation. By controlling fibre
deposition, pore size can be controlled and pore size distribution reduced. Controlling pore
size is difficult with randomly configured fibres, with smaller pores significantly restricting
cell infiltration [133].

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 59
Figure 5-2: Distribution of pore sizes for group D (+7 kV tip: -3.5 kV collector). The data shows two
apparent peaks at 282 μm and 378 μm which can be attributed to the fibre separation in the x-y plane.
Figure 5-2 shows the pore size distribution of the scaffolds from group D (Needle 7 kV and
collector -3.5 kV). This demonstrates the degree of control over fibre ordering with the
majority of pores being greater than 100 μm. 90° cross-hatch scaffold architecture results in
vertical square-prism shaped pores. Pore size is a measure of the maximum radius of a sphere
that can fit into a void space. The maximum spherical pore size in perfectly ordered scaffolds
is therefore equivalent to the x-y spacing of the fibres. Consequently, the distribution of pore
sizes around this ideal value is due to fibre disorder and is an indicator of fibre deposition
control during fabrication.
The standard electrospinning configuration consists of a positive voltage on the needle tip and
ground at the collector plate. The value of the chosen tip voltage is known to be a key factor
in affecting the diameter of the extruded fibre, with a large potential resulting in the production
of thinner fibres. In the present study, we fabricated several scaffolds using different potentials
for both the needle tip and collector plate (instead of simply grounding the collector plate)
while ensuring that the net potential remained constant. To investigate if the negative potential
affects fibre diameter, we measured randomly chosen fibres using SEM images. The results,
shown in Figure 5-3, indicate that fibre diameter is invariant to the chosen voltage for the
needle tip and collector plate and therefore only sensitive to the total voltage between the two.
0
0,5
1
1,5
2
2,5
3
3,5
4
6 66 126 186 246 306 366 426 486 546 606 666 726 786 846 906 966
Pe
rce
nta
ge o
f T
ota
l[%
]
pore size [µm]

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 60
Figure 5-3: Fibre diameter for different voltage distributions as measured via SEM. Each value was
taken by manually measuring the diameter using ImageJ software (n = 48 fibres). The data shows no
statistical significance between any groups (p > 0.05).
In addition to average fibre thickness, we also measured fibre diameter variation throughout
the scaffolds using µCT images. The average fibre diameter for scaffolds in group D was 20.7
µm ± 3.42 µm. To investigate the suitability of µCT for measuring the diameter of PCL fibres,
we compared these results with measurements based on SEM images of the same scaffold.
The SEM measurements indicate a mean fibre diameter of 39.2 µm ± 4.3 µm which is
approximately twice as large. This discrepancy can be explained by the inability of μCT to
resolve actual fibre boundaries due to the low electron density of the polymer.
Figure 5-4: Image of µCT reconstruction of scaffold from group D (+7 kV tip: -3.5 kV collector) with
an x-y fibre spacing of 500 µm.
0
10
20
30
40
50
60
A B C D Control
Fib
re D
iam
ete
r [µ
m]
Scaffold groups (based on tip/collector voltages)
A -10.5 kV: GND
B -7 kV: 3.5 kV
C -5 kV: 5 kV
D -3.5 kV: 7 kV
Control GND: 10.5 kV

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 61
5.3.1.2 Scaffold Ordering
Controlling the deposition of melt electrospun fibres through direct writing allows the
fabrication of tissue relevant scaffolds for use as replacement constructs in regenerative
medicine. This control enables the engineering of pore sizes, pore shapes and pore
interconnectivity suited to the needs of different cell types. The micron-scale diameters of the
electrospun fibres also provides a relatively large surface area to volume ratio compared to
thicker fibres, providing good surface for cell attachment. These important factors make direct
writing melt electrospinning a promising technique to produce scaffolds for tissue engineering.
To assess the degree of control over scaffold fabrication using the direct writing method, we
considered two properties; fibre stacking across successive layers, and the maximum number
of layers achievable before stacking order was lost.
5.3.1.3 Fibre Alignment
Inter-layer fibre alignment is an indicator of the general ordering of the scaffold micro-
architecture. A measure for this alignment, or structure order (𝑂𝑠), can be visualised by
considering the length of a line connecting the axial centres of a stacked column of n fibres
divided by the length of the shortest line connecting the top and bottom fibres in a column and
can be calculated via;
𝑂𝑠 =∑ |𝑺𝑖 − 𝑺𝑖−1|𝑛
𝑖=2
|𝑺𝑛 − 𝑺1|
(5-2)
Where 𝑺𝑖 is a vector representing the axial centre of the ith fibre in the column. The form of
this equation is analogous to the well-known measure of tortuosity, and quantifies stacking
order for structures containing n layers, with 𝑂𝑠 = 1 indicating perfect stacking alignment and
𝑂𝑠 > 1 for disordered stacking. SEM images shown in Figure 5-5 are cross sections (x-z plane)
of scaffolds from groups A to D and control, and illustrate the effects that different needle tip
and collector plate voltages have on stacking order.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 62
Figure 5-5: SEM cross-sectional images (x-z plane) of melt electrospun scaffolds with distributions of
voltages, varying from 0 to 10.5 kV, between the tip and the collector (see Table 1). (A-D) show
scaffolds produced using negative voltage on the collector plate. Scaffold (E) is the control; it is
produced by grounding the collector plate. (F) Illustrates the Structure order calculated via Eq. 1 for
scaffolds of group A-D and Control. Os=1 indicates perfect fibre stacking across all layers, Os>1
indicates fibre stacking disorder. Uncertainties are computed from the standard deviation.
0,9
0,95
1
1,05
1,1
1,15
1,2
1,25
A B C D Control
Stru
ctu
re O
rde
r P
aram
ate
r [𝑂
s]
Scaffold Group
(F)A -10.5 kV: GND
B -7 kV: 3.5 kV
C -5 kV: 5 kV
D -3.5 kV: 7 kV
Control GND: 10.5 kV
*
*
*

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 63
Using the Eq. 1, we quantified the structure order for scaffolds of groups A-D and the control
using six different scaffolds from each group; we selected six columns from each scaffold in
each group and identified the coordinates of the axial fibre centres associated with each
column. These coordinates were then used to compute 𝑂𝑠 for each column, which was then
averaged over the six chosen columns to produce a measure of the average structure order for
each scaffold. The results shown in Figure 5-5 indicate that all scaffolds produced with a
negative potential on the collector plate had higher structure order than those produced with
the standard grounded collector plate, with scaffolds from groups B and D having the greatest
order.
Electrospinning uses the interaction between an electric field and electric charge in the
polymer to draw out the fibres. The influence of this interaction is a significant factor affecting
the ability to produce ordered structures with micron scale precision. It is hypothesised that
during fabrication, the accumulation of charged fibres onto the collector plate results in
undesirable net forces acting against the deposition stability. Figure 5-5 indicates that there is
some effect on stacking due to the addition of a negative collector plate. This may be due, in
part, to the interaction of charge stored in the polymer and the electric field, resulting in
decreased stacking order. This effect is also apparent by observing the decreasing stacking
order as a function of stacking height (number of layers) as shown in Figure 5-6 for a scaffold
comprising 50 layers.
Figure 5-6: Change in fibre order as the number of layers increases. The vertical inter-fibre distance
taken from the axial centre of the fibres indicates fibre order. The results correspond to scaffolds from
group D (+7 kV tip: -3.5kV collector).
0
10
20
30
40
50
60
70
80
90
0 10 20 30 40 50
Dis
tan
ce B
etw
een
Fib
res
[µm
]
Layer

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 64
Another significant parameter affecting stacking order is the intra-layer fibre spacing, which
dictates the separation between vertical columns of stacked fibres. The destabilising effect
caused by charges in the deposited polymer is proportional to the fibre separation within each
layer. To demonstrate this we fabricated two scaffolds similar to group D, but increased the
layer fibre spacing from 500 μm to 1 mm (see Figure 5-7). SEM images of scaffolds containing
1 mm spacing showed a very clear increase in stacking order which continued through 200
layers. This suggested that intra-layer fibre spacing is also a factor effecting controlled
fabrication of melt electrospun scaffolds. In many cases larger spacing is advantageous, for
example it is often advantageous to add additional factors to the scaffold to increase
bioactivity, for example, the electrospraying of protein loaded PLGA microparticles for
growth factor delivery purposes [25, 26].
Figure 5-7: A scaffold with 1 mm fibre spacing produced using group D (+7 kV tip: -3.5 kV collector).
The scaffold reached a height of 200 layers (2 mm thickness). This illustrates that by decreasing the
density of fibres, the stacking increases.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 65
5.3.2 Zonal Characterisation of structure order
Due to factors chapter 5.1, there is a limit to the number of layers that can be fabricated in a
controlled manner. This limit is influenced by the electric field, charge capacity of the polymer,
intra-layer fibre spacing and fibre stacking order. As control of fibre deposition is lost, the
structure order transitions through a semi-ordered phase before becoming completely
disordered as is apparent in Figure 5-8. The ordered region exists in the lower layers of the
scaffold (i.e. the first to be deposited) and is distinguished by distinct columns of stacked
fibres. Because the columns are clearly identifiable, the stacking order in this region can be
quantified using equation (5-2). The semi-ordered region describes layers where structure
order is still apparent; however distinct columns of fibres are no longer identifiable. In this
region, the unwanted forces acting on the extruding fibre caused by the charges on the
deposited fibres results in fibres of a given column being completely shifted to an adjacent
column. This effect can be seen in the semi-ordered region of Figure 5-8(b) where the second
column of fibres from the left of the image ends abruptly. The disordered region is where
complete control over fibre deposition is lost and unwanted columbic forces dominate.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 66
Figure 5-8: SEM micrographs of a scaffold from group B showing x-z cross section. This illustrates the
zonal arrangement of the fibre networks. Sections a, b, and c, are magnified sections of scaffold. The
first zone shows a highly ordered structure with large levels of control on fibre deposition. The
secondary zone (semi-ordered) demonstrates some level of control; however the position of fibre
deposition is largely influenced by electrostatic forces. The final zone (disordered) shows a complete
lack of fibre control with deposition dominated by electrostatic forces.
Figure 5-9 shows averaging of the number of layers within the ordered region of scaffolds
from groups A-D and the control group. This demonstrates that the use of negative collector
potential in melt electrospinning significantly increases the maximum achievable scaffold
thickness, with the number of ordered layers in the control group considerably smaller.

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 67
Figure 5-9: Maximum heights of the ordered zone for scaffolds fabricated for phase 1. Groups A –D
had significantly larger ordered zones compared to the control group (p < 0.05).
5.3.3 In Vitro Characterisation
To assess the suitability of the electrospun scaffolds for tissue engineering purposes, we
performed an in vitro analysis of both aligned fibre scaffolds and scaffolds consisting of
random fibre networks. The lack of cell infiltration in electrospun scaffolds during cell seeding
has been previously observed, particularly in solution electrospun scaffolds [133], [140]. As
direct writing melt electrospinning enables precise control over scaffold microarchitecture, it
is possible to tailor the pore sizes to the needs of the cells and significantly improve infiltration
and proliferation.
Murine calvarial cells (MC3T3-E1) were seeded on the scaffold with a cell density of 5000
cells per scaffold for 7 days, and 450 000 cells per scaffold for 3 days. To comprehensively
evaluate the in vitro behaviour of the scaffolds, three studies were completed over the culture
period. These studies assessed the viability and distribution of cells within melt electrospun
scaffolds with 90° cross-hatched fibre architecture, fibre spacing of ~500 μm, and an ordered
thickness of 25 layers and 50 layers. A live/dead stain was used at day 3 to assess the cell
viability and as an indicator for cell infiltration in the scaffold. The fluorescent microscopy
images in Figs. 10 (A) and (B) indicate that cells are successfully distributed across the surface
of the 90° cross-hatched scaffold at day 3.
*
** *
0
200
400
600
800
1000
1200
1400
1600
1800
2000
A B C D Control
Hei
ght
[µm
]
Voltage Distribution [kV]
A -10.5 kV: GND
B -7 kV: 3.5 kV
C -5 kV: 5 kV
D -3.5 kV: 7 kV
Control GND: 10.5 kV

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 68
Figure 5-10: (A) and (B) Cell distribution illustrated using a live/dead stain indicating the presence of
cells across the surface of the scaffold. Images (C) and (D) show cell morphology as imaged through a
DAPI/Phalloidin stain, illustrating cells attaching and spreading on the scaffold fibres illustrating good
cellular interaction.
Studies of cellular morphology were completed to assess the level of cellular interaction within
the scaffold. Previous studies have shown mixed results when comparing cellular attachment
and morphology between randomly oriented fibre networks and aligned fibre networks [133],
[136]. There is some evidence; however, that fibre alignment is influential on cell growth
depending on the cell line with fibroblastic, vascular and osteon cells all showing positive
responses [133]. In the present study, nuclear/f-actin staining was used to assess cell adhesion
and elongation. Figure 5-10 (C) and (D) show cells attaching to the scaffold and bridging
across the fibres with the active formation of ECM. Comparisons between MTT analysis of
cell growth within the 25 layer and 50 layers ordered scaffolds and the randomly structured

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 69
scaffold showed no difference in cell metabolic activity (n=6) (p < 0.05) as seen in Figure
5-11. This suggests that cell activity was not adversely affected by scaffold ordering.
Figure 5-11: MTT data of the percentage increase in cell growth showing an approximately uniform
level of cell proliferation for all scaffolds (n = 6) (p < 0.05). Errors bars indicate standard error.
5.4 CONCLUSION
Direct write melt electrospinning offers the ability to fabricate custom 3D tissue engineered
scaffolds having highly engineered internal micro-architectures and fibre diameters in the
micron-scale. Key to this capability is the use of a large electric potential to draw micron-thin
fibres from a needle tip and a translatable collector to control their deposition. Control over
scaffold fabrication is important for the production of pore sizes, which are tailored to the
requirements of various cell types. This control also enables the engineering of micro-channels
designed to ensure adequate supply of oxygen and nutrients and removal of metabolic waste.
Due to electric field instabilities caused by the accumulation of electric charge in deposited
fibres, maintenance of this control is difficult beyond a certain number of layers. Thus,
electrical charge accumulation limits the utility of melt electrospun scaffolds for tissue
engineering purposes.
We demonstrated that the maximum number of layers can be considerably increased through
the novel use of a dual voltage power supply, which employs a positive voltage on the needle
tip and a negative voltage on the collector plate. This offers substantial improvements in
scaffold ordering over the standard techniques which use only a single supply and ground.
Using the dual voltages, we were able to produce scaffolds with a relatively high degree of
ordering and maintain control over this ordering in significantly more layers than standard
grounded collector techniques. We produced highly ordered scaffolds up to 200 layers high (2
mm thick) while maintaining precise control over fibre diameter. The resulting scaffolds were
seeded with murine calvarial cells to assess their biocompatibility and suitability for tissue
engineering purposes and cells attached well and spread throughout the scaffold with little
25 Layers121%
50 Layers142% Random
112%
0%
50%
100%
150%
200%
Pe
rce
nta
ge C
ell
Gro
wth
B
etw
ee
n d
ays
1 a
nd
7

Chapter 5: Improved Fabrication of Melt Electrospun Tissue Engineering Scaffolds Using Direct Writing and
Advanced Electric Field Control.
© 2015 Nikola Ristovski Page 70
evidence of cell death. The results indicate that the accumulation of charged polymer in
fabricated electrospun scaffolds produces an increasing amount of undesirable net forces on
the fibre being deposited, thereby reducing deposition control. The use of a negative potential
on the collector plate significantly mitigates this effect. Further studies characterising the
charges on electrospun polymer fibres during the fabrication process are already underway.
5.5 ACKNOWLEDGEMENTS
This research was supported under the Australian Research Council Linkage Projects funding
scheme (LP130100461 and LP110200082). The authors also wish to acknowledge the help of
Dr Roland Steck and Ms Patrina Poh for their assistance with µCT analysis, Ms Rachel
Hancock and Dr Leonore de Boer for their assistance with SEM imaging and Mr Alex Roeder
for his invaluable help with cell culture and staining.

Chapter 6: Conclusions
© 2015 Nikola Ristovski Page 71
6Chapter 6: Conclusions
6.1 RESEARCH SUMMARY
The focus of this master’s project was to provide evidence supporting the technique of melt
electrospinning as an additive manufacturing system for use in TE. It was hypothesised that a
negatively charged collector plate would remove charge stored in the polymer scaffold, hence
reducing the columbic force affecting the electric field during fibre deposition. Highly ordered
scaffolds could then be produced at thicknesses greater than 2 mm in height. By proving that
highly ordered scaffolds were possible, tissue engineers are able to utilise this method to
modify the microarchitecture of scaffolds to affect the local macro and micro environments
and produce biomimetic scaffolds.
6.1.1 Summary of Research Paper
Chapter Title: Improved fabrication of melt electrospun tissue
engineering scaffolds using direct writing and advanced electric field
control. [14]
Chapter 5 shows that a negatively-charged collector plate positively affects the stacking height
and scaffold order in a direct writing melt electrospun scaffold. Five groups of scaffolds were
manufactured by varying the distribution of voltage between the collector and the emitter in
2 kV intervals. The scaffold which produced the highest order and stacking height was then
used in an in vitro study to illustrate the effect of scaffold depth on cell seeding. SEM was
used to determine the order and stacking height, µCT was used to determine pore size, and cell
assays associated with cell metabolism, cell morphology and live/dead cells were assessed.
Pore sizes in scaffolds ranged from 6 µm to approximately 700 µm, with peaks occurring at
282 µm and 378 µm respectively, correlated with the fibre gap spacing minus the fibre
diameter. The fibre diameter was consistent for all voltage distributions with a value of 20.7
µm ± 3.42 µm. The heights of the ordered region for scaffolds were greater for all scaffolds
with a negative charge on the collector plate, with the highest order occurring in group D (-3.5
kV collector: 7 kV emitter). These scaffold had an average height of 1.6 mm ± 0.2 mm. Fibre
alignment was assessed for each voltage distribution for the first 25 fibre layers. Groups B, C
and D showed greater levels of order compared to the control. Group D achieved an order
parameter of 1.02 m/m ± 0.02 m/m. The disorder of the scaffolds was assessed as the layers
were added, showing a linear increase in disorder. Finally, a qualitative study to assess fibre
density on stacking height was assessed. However, a scaffold produced using the same

Chapter 6: Conclusions
© 2015 Nikola Ristovski Page 72
parameters as group D with a fibre spacing of 1 mm was completed. It showed an ordered
region of height in excess of 2 mm. In vitro analysis was completed on a scaffold produced
using parameters from group D. Live/dead assays show a high percentage of live cells and cell
morphology staining displayed good interaction between cells and fibres. Cell metabolic assay
showed no correlation between scaffold height and cell proliferation, as well as scaffold fibre
order verses disorder.
6.2 LIMITATIONS AND RECOMMENDATIONS FOR FUTURE WORK
The addition of the negative charge to the collector plate showed undeniable improvements in
scaffold order and fibre deposition over increased thickness. However, the mechanisms
involved in determining the emission of charge are still largely unknown for melt electrospun
fibres. A thorough model describing the charge transport in a polymer scaffold will help inform
future optimisations of the system and eventually lead to direct writing melt electrospinning
being used as an additive manufacturing technique. Other considerations should be taken into
account which may influence order, such as the mechanical structure involved in fibre
deposition and the architecture of the scaffold. The limitations of this master’s project and
considerations for recommendations for future work are outlined in the following section.
6.2.1 Charge Storage, Charge Dissipation
Charge storage plays a key role in the stability of fibres in electrospinning. Two mechanisms
exist for charge to be transported through a polymer, on the surface or through the fibre
volume. Each mechanism has different methods for emission of their charge and hence
determining the locus of the charge will inform future research. The study investigated the
effect on order of a negative charge on the collector plate, hypothesizing that residual charge
is capable of faster emission from the fibres. However, while it had an impact on the order, no
study was completed to quantify the storage of charge in the polymer and we are not able to
conclude whether columbic forces created by charge principally causes the disorder.
Determining the locus and magnitude of residual charge would increase our understanding of
the columbic forces effect on the deposition of fibres. The method of charge transport can vary
depending on the types of polymers, in which phase they exist and their molecular weight.
PCL with a high molecular weight (greater than 45 kDa) exists in a semicrystalline form, hence
the electron traps primarily exist in the interface between the crystalline and amorphous
regions [109]. This would imply that the locus of charge exists both on the surface and in the
volume. Work by Zhang and Yan [16] show that it may take in excess of 200 hours for charge
to be removed from an solution electrospun scaffold.

Chapter 6: Conclusions
© 2015 Nikola Ristovski Page 73
A comprehensive review papers exploring this problem has been completed by Collins et al.
[88], determining that the residual charge is very dependent on the structure and composition
of the polymer. However, these studies cannot be applied to melt electrospun fibres, as the
presence of a solvent provides ionic conduction of charge as well as a mechanism during
evaporation for charge to be stored in the volume of the polymer.
The crystallinity, impurity concentration and donor site availability dictates the methods for
charge transport in polymers. There are three methods for electrons to be transported through
a polymer; ionic conduction [141], diffusion [142], and the Poole-Frenkel effect (electrons
jumping from trap sites due to random thermal fluctuations) [143]. Applying models
associated with the aforementioned theorems with crystallinity estimates produced by
Zhmayev et al. [144] provide a understanding of the emission and storage of residual charge
in a melt electrospun polymer. Work on the geometry and structure of the scaffold may provide
information regarding the movement of charge to the collector plate and may be necessary.
6.2.2 Other Factors Causing Disorder and Near Field Melt Electrospinning
Production of scaffolds on the micron scale requires stages and motors which are capable of
reliable and repeatable motion on equivocal scales. The system currently in place contains no
feedback mechanisms to ensure that the motions displayed on the CNC software reflects the
actually displacement of the machine. Hence, there is no way to verify that the position of
fibre deposition due to the stages is accurate. A second form of error occurs due to the
relatively long distance to fibre diameter ratio at the extruder head. The deposition of fibres is
intended to be micrometre accurate for low micron scale fibres, while the spacing between the
collector and emitter is between 10 to 50 mm. Such distances would allow influences from
events occurring in the local environment such as air flow.
To reduce the error produced by both the electrospinning process and the stages, an updated
melt electrospinning rig incorporating a feedback mechanism for position as well as
introducing near field melt electrospinning would eliminate large sources of error. Articles
investigating error modelling and compensation methods for CNC machines have been
published as early as 1999 [145]. More recent studies investigate similar properties, with the
addition of feedback systems with more complex neural network problems [146].
Near field electrospinning is a method applied to solution electrospinning which allows the
system to control the deposition of fibres [147]. The system maintains the same electric field
as conventional electrospinning, however reduces the distance between the collector and the
emitter. This increases the deposition accuracy of the system by restricting the whipping stage
from forming. A near field system has been compared to melt electrospinning in its ability to

Chapter 6: Conclusions
© 2015 Nikola Ristovski Page 74
deposit fibres accurately [116]; a marriage of the two systems would reduce errors associated
with melt electrospinning. Developing a system which merges the two technologies would
require little to no extra material and could dramatically increase deposition accuracy.
6.2.3 Scaffold Architecture and Order
During the fabrication process, 90° cross-hatch scaffolds were created in order to assess the
laydown of the fibres. This was chosen as it provided an easy to assess cross-section for
quantification of alignment. However, the positioning of the fibres may affect the electric field
during deposition. In a 90° cross-hatch pattern, the fibres are stacked directly on top of each
other. This configuration produces columbic forces in each consecutive layer. Repeated units
produce fibres which are deposited in the same position; this deposition is perturbed by the
columbic force.
Increasing the number of layers between repeating units in a scaffold would reduce the number
of fibres which are deposited in the same position. This would reduce the total columbic force
felt by each fibre during deposition. Alternatively, producing a scaffold which contains no
repeating units may solve the issue. However, quantifying alignment becomes much more
challenging. An alternative method to measure order must be produced.
A μCT scan can produce a volumetric model of the scaffold. It is possible to produce a 3D
model of the scaffold using software such as Solidworks. By comparing the μCT model of the
scaffold with an ideal 3D model, it is possible to investigate errors in the position of fibres in
the whole scaffold which may produce a much more accurate quantification of order.
However, this method would require extensive research and planning.
6.2.4 Dynamically Controlled Electric Potential
This study produced scaffolds with a fixed distance between the collector plate and the emitter.
When fibres are stacked on top of each other, they affect the electric field. This would then
change the magnitude of the electric field at deposition. By dynamically controlling the electric
field, it is possible to maintain the field strength throughout the whole electrospinning
processes.
6.3 FINAL DISCUSSION AND CONCLUSION
Musculoskeletal injuries cost Australia approximately AUD$15 billion per annum. A portion
of these are non-union fractures, bone fractures which are too large to heal naturally. These
require surgical intervention to fully regenerate the trauma site. While the current gold
standard is the autograft procedure, it has its associated pitfalls [5]. Bone tissue engineering
aims to reduce the inherent risks associated with these procedures by employing additive

Chapter 6: Conclusions
© 2015 Nikola Ristovski Page 75
manufacturing techniques with drug loaded polymers to produce a powerful osteoconductive
and osteoinductive response which is comparable in clinical efficacy to autograft while
reducing any negative outcomes.
Bone tissue engineering requires biomimetic structures to produce the most effective clinical
results. Due to our current level of understanding of the bone remodelling process, we are
limited in our ability to synthesise the bones natural healing mechanisms. However, it is
possible to provide substitutes which imitate naturally occurring systems. This simplifies the
system and allows us to produce substitutes without understanding the underlining
mechanisms in their entirety. Therefore, it is essential to this field to characterise natural bone
and bone formation [65].
Additive manufacturing for tissue engineering has diverged into a number of approaches. Melt
electrospinning produces the finest fibres of any technique [116], and can hence provide the
greatest control over the internal structure of scaffolds. Obtaining the capacity to control such
fine properties of a scaffold allows researchers to control the microarchitecture. The
microarchitecture of a scaffold can be manipulated to controlling cell proliferation,
differentiation and the mechanical properties of the structure [66], [57] [58]. However, while
melt electrospinning is capable of producing fine fibres, the system contains instabilities which
need to be overcome to produce structures with complex three dimensional architectures at a
significant thickness [14]. The residual charge and viscoelastic properties associated with
electrospinning are the causes of instability, with Zhmayev et al. [15] discussing how these
processes affect the fibre diameter and morphology. Residual charge has been studied by Yan
and Zhang [16], showing retention of charge for upwards of 200 hours, and a dependency of
the bias of the charge.
In this master’s project, the collector plate in a direct writing melt electrospinning system was
negatively charged to determine its impact on the order of scaffolds as successive layers were
stacked on top of each other. Fibres were produced with fixed parameters as described in
section 5.2.1. The potential difference between the collector and the emitter was held constant
at 10.5 kV, and the distribution of charge was varied in 2 kV intervals as described in Table
5-1. These parameters produced fibres with radius 20.7 µm ± 3.42 µm. As expected, there was
no impact on the fibre diameter as the distribution voltage was varied. The height of the
ordered region in a scaffold was quantified and compared against the control (grounded
collector plate). The data provides evidence that the addition of a negative charge greatly
increased the heights of the ordered region, with all scaffolds showing higher ordered regions
against the control. The alignment in the ordered region was assessed via the method described
in section 5.2.2.2. This data demonstrates that a distribution in voltage created the greatest

Chapter 6: Conclusions
© 2015 Nikola Ristovski Page 76
level of alignment, with the control and group A (-10.5 kV at the collector, grounded emitter)
showing similar levels of alignment. This finding requires further research to determine what
causes the additional alignment. One hypothesis is a lack of charge transfer at the emitter,
causing a less pronounced electrostatic attraction to the collector plate which may cause fibres
deposition to lose accuracy. Scaffold from group D (-3.5 kV at the collector, 7 kV at the
emitter) were chosen for further research as they showed the highest levels of alignment and
greatest stacking height. The order as successive layers were stacked was quantified, showing
a linear increase in disorder, while reducing the fibre density by a factor of four (accomplished
by doubling the spacing between fibres) showed a dramatic increase in order and stacking
height (up to 200 layers with no disordered regions). Scaffolds were then assessed in vitro,
with data indicating good cell viability (via a live/dead stain) and cell attachment and
morphology (via a DAPI/Phalloidin stain). Cell metabolic activity was quantified on the first
and seventh day of the study and their ratios were used to indicate the proliferation of cells
during the study. As hypothesised, the study showed that there was no statistically significant
difference between scaffold heights (25 layers and 50 layers) or order of scaffold fibres
(randomly oriented fibres vs. ordered fibres) and cell proliferation.
In conclusion, the addition of a negative charge on the collector plate greatly enhanced the
deposition accuracy of melt electrospun scaffolds. This technique, in conjunction with
conventional additive manufacturing processes, may provide an invaluable tool in produce
micron scale scaffolds for bone tissue engineering. Combining this work with future studies
into cellular response to microarchitecture of scaffolds and bioactive substance loaded
polymers will be a valuable step forward in synthesis of scaffolds for bone tissue engineering.
However, instabilities in melt electrospinning still exist and further research in charge
transport and storage is necessary to determine the progress of future work, alongside more
development into the mechanical aspects of the direct writing system. The research completed
during this master’s project has demonstrating a promising technique, which with further
research and development will help to produce more effective tissue engineered constructs for
bone tissue repair.

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 77
7Chapter 7: Bibliography
[1] N. K. Kanakaris and P. V. Giannoudis, “The health economics of the treatment of long-
bone non-unions,” Injury, vol. 38, pp. S77–S84, May 2007.
[2] M. J. Chehade and A. Bachorski, “Development of the Australian Core Competencies
in Musculoskeletal Basic and Clinical Science project - phase 1,” Med. J. Aust., vol.
189, no. 3, pp. 162–165, Aug. 2008.
[3] N. Osman, C. Touam, E. Masmejean, H. Asfazadourian, and J. Y. Alnot, “Results of
non-operative and operative treatment of humeral shaft fractures A series of 104 cases,”
Ann. Chir. la Main du Memb. Supérieur, vol. 17, no. 3, pp. 195–206, Jan. 1998.
[4] M. M. Stevens, “Biomaterials for Bone Tissue Engineering,” Mater. Today, vol. 11,
no. 5, pp. 18–25, May 2008.
[5] M. A. Woodruff and D. W. Hutmacher, “The return of a forgotten polymer—
Polycaprolactone in the 21st century,” Prog. Polym. Sci., vol. 35, no. 10, pp. 1217–
1256, Oct. 2010.
[6] J. R. Porter, T. T. Ruckh, and K. C. Popat, “Bone tissue engineering: A review in bone
biomimetics and drug delivery strategies,” Biotechnol. Prog., vol. 25, no. 6, pp. 1539–
1560, 2009.
[7] N. Annabi, J. W. Nichol, X. Zhong, C. Ji, S. Koshy, A. Khademhosseini, and F.
Dehghani, “Controlling the porosity and microarchitecture of hydrogels for tissue
engineering,” Tissue Eng. Part B Rev., vol. 16, no. 4, pp. 371–383, 2010.
[8] H. S. Yoo, T. G. Kim, and T. G. Park, “Surface-functionalized electrospun nanofibers
for tissue engineering and drug delivery.,” Adv. Drug Deliv. Rev., vol. 61, no. 12, pp.
1033–42, Oct. 2009.
[9] J. Ren, K. A. Blackwood, A. Doustgani, P. P. Poh, R. Steck, M. M. Stevens, and M. A.
Woodruff, “Melt-electrospun polycaprolactone strontium-substituted bioactive glass
scaffolds for bone regeneration,” J. Biomed. Mater. Res. Part A, vol. 102, no. 9, pp.
3140–3153, 2013.
[10] D. W. Hutmacher and P. D. Dalton, “Melt electrospinning,” Chem Asian J, vol. 6, no.
1, pp. 44–56, 2011.
[11] N. Detta, T. D. Brown, F. K. Edin, K. Albrecht, F. Chiellini, E. Chiellini, P. D. Dalton,
and D. W. Hutmacher, “Melt electrospinning of polycaprolactone and its blends with
poly(ethylene glycol),” Polym. Int., vol. 59, no. 11, pp. 1558–1562, 2010.
[12] T. D. Brown, P. D. Dalton, and D. W. Hutmacher, “Direct Writing By Way of Melt
Electrospinning,” Adv Mater, vol. 23, no. 47, pp. 5651–5657, 2011.
[13] J. Lyons, C. Li, and F. Ko, “Melt-electrospinning part I: processing parameters and
geometric properties,” Polymer (Guildf)., vol. 45, no. 22, pp. 7597–7603, Oct. 2004.
[14] N. Ristovski, N. Bock, S. Liao, S. K. Powell, J. Ren, G. T. S. Kirby, K. A. Blackwood,
and M. A. Woodruff, “Improved fabrication of melt electrospun tissue engineering
scaffolds using direct writing and advanced electric field control.,” Biointerphases, vol.
10, no. 1, p. 1, 2015.
[15] E. Zhmayev, H. Zhou, and Y. L. Joo, “Modeling of non-isothermal polymer jets in melt
electrospinning,” J. Nonnewton. Fluid Mech., vol. 153, no. 2–3, pp. 95–108, Aug.
2008.

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 78
[16] Y. Yan and C. Zhang, “Charge Retention Characteristics of Electrospun Polystyrene
(PS) Webs,” in Proceedings of the Fiber Society: Spring Conference, 2009, pp. 825–
828.
[17] W. E. Teo and S. Ramakrishna, “A review on electrospinning design and nanofibre
assemblies,” Nanotechnology, vol. 17, no. 14, pp. 89–106, 2006.
[18] P. D. Dalton, D. Grafahrend, K. Klinkhammer, D. Klee, and M. Möller,
“Electrospinning of polymer melts: Phenomenological observations,” Polymer
(Guildf)., vol. 48, no. 23, pp. 6823–6833, Nov. 2007.
[19] Y. Huang, N. Bu, Y. Duan, Y. Pan, H. Liu, Z. Yin, and Y. Xiong,
“Electrohydrodynamic direct-writing,” Nanoscale, vol. 5, no. 24, pp. 12007–12017,
2013.
[20] S. Lee and S. Kay Obendorf, “Developing protective textile materials as barriers to
liquid penetration using melt‐electrospinning,” J. Appl. Polym. Sci., vol. 102, no. 4, pp.
3430–3437, 2006.
[21] E. Zhmayev, D. Cho, and Y. L. Joo, “Modeling of melt electrospinning for semi-
crystalline polymers,” Polymer (Guildf)., vol. 51, no. 1, pp. 274–290, Jan. 2010.
[22] R. Deng, Y. Liu, Y. Ding, P. Xie, L. Luo, and W. Yang, “Melt electrospinning of low-
density polyethylene having a low-melt flow index,” J. Appl. Polym. Sci., vol. 114, no.
1, pp. 166–175, 2009.
[23] D. Sun, C. Chang, S. Li, and L. Lin, “Near-Field Electrospinning,” Nano Lett., vol. 6,
no. 4, pp. 839–842, 2006.
[24] J. M. Deitzel, J. Kleinmeyer, D. E. A. Harris, and N. C. B. Tan, “The effect of
processing variables on the morphology of electrospun nanofibers and textiles,”
Polymer (Guildf)., vol. 42, no. 1, pp. 261–272, 2001.
[25] M. Chen, P. K. Patra, M. L. Lovett, D. L. Kaplan, and S. Bhowmick, “Role of
electrospun fibre diameter and corresponding specific surface area (SSA) on cell
attachment,” J. Tissue Eng. Regen. Med., vol. 3, no. 4, pp. 269–279, 2009.
[26] S. Liao, B. Langfield, N. Ristovski, C. Theodoropoulos, J. Hardt, K. A. Blackwood, S.
D. Yambem, S. D. Gregory, M. A. Woodruff, and S. K. Powell, “Effect of humidity on
melt electrospun polycaprolactone scaffolds,” BioNanoMaterials, vol. 1, no. 1, p. 1,
2016.
[27] B. Clarke, “Normal Bone Anatomy and Physiology,” Clin. J. Am. Soc. Nephrol., vol.
3, no. Suppl 3, pp. S131–S139, Nov. 2008.
[28] OpenStax College, Anatomy & Physiology, 6.27. OpenStax CNX, 2014.
[29] J. Watkins, Structure and function of the musculoskeletal system. Human Kinetics 1,
2010.
[30] M. T. College, “Chapter 6: Bones And Skeletal Tissues,” Midlands Technical College,
2015. [Online]. Available:
http://classes.midlandstech.edu/carterp/Courses/bio210/chap06/lecture1.html.
[Accessed: 24-Apr-2015].
[31] T. Duckworth and C. M. Blundell, “Fractures and Healing,” in Lecture Notes
Orthopaedics and Fractures, Wiley-Blackwell, 2010, pp. 25–31.
[32] W. G. DE LONG, T. A. Einhorn, K. Koval, M. McKee, W. Smith, R. Sanders, and T.
Watson, “Bone grafts and bone graft substitutes in orthopaedic trauma surgery: a
critical analysis,” J. Bone Joint Surg. Am., vol. 89, no. 3, pp. 649–658, 2007.
[33] C.-Y. Lin, R. M. Schek, A. S. Mistry, X. Shi, A. G. Mikos, P. H. Krebsbach, and S. J.
Hollister, “Functional bone engineering using ex vivo gene therapy and topology-
optimized, biodegradable polymer composite scaffolds,” Tissue Eng., vol. 11, no. 9–

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 79
10, pp. 1589–1598, 2005.
[34] P. Fabbri, V. Cannillo, A. Sola, A. Dorigato, and F. Chiellini, “Highly porous
polycaprolactone-45S5 Bioglass® scaffolds for bone tissue engineering,” Compos. Sci.
Technol., vol. 70, no. 13, pp. 1869–1878, 2010.
[35] B. Dhandayuthapani, Y. Yoshida, T. Maekawa, and D. S. Kumar, “Polymeric scaffolds
in tissue engineering application: a review,” Int. J. Polym. Sci., vol. 2011, 2011.
[36] S. S. Tseng, M. A. Lee, and A. H. Reddi, “Nonunions and the Potential of Stem Cells
in Fracture-Healing,” J. Bone & Jt. Surg., vol. 90, no. Supplement 1, pp. 92–98,
Feb. 2008.
[37] J. A. Planell, S. M. Best, D. Lacroix, and A. Merolli, Bone Repair Biomaterials.
Elsevier Science, 2009.
[38] A. Luciani, V. Coccoli, S. Orsi, L. Ambrosio, and P. A. Netti, “PCL microspheres
based functional scaffolds by bottom-up approach with predefined microstructural
properties and release profiles,” Biomaterials, vol. 29, no. 36, pp. 4800–4807, Dec.
2008.
[39] K. H. Lee, H. Y. Kim, M. S. Khil, Y. M. Ra, and D. R. Lee, “Characterization of nano-
structured poly(ε-caprolactone) nonwoven mats via electrospinning,” Polymer
(Guildf)., vol. 44, no. 4, pp. 1287–1294, Feb. 2003.
[40] H. Huang, S. Oizumi, N. Kojima, T. Niino, and Y. Sakai, “Avidin–biotin binding-based
cell seeding and perfusion culture of liver-derived cells in a porous scaffold with a
three-dimensional interconnected flow-channel network,” Biomaterials, vol. 28, no.
26, pp. 3815–3823, Sep. 2007.
[41] I. Zein, D. W. Hutmacher, K. C. Tan, and S. H. Teoh, “Fused deposition modeling of
novel scaffold architectures for tissue engineering applications,” Biomaterials, vol. 23,
no. 4, pp. 1169–1185, Feb. 2002.
[42] C. Marrazzo, E. Di Maio, and S. Iannace, “Conventional and nanometric nucleating
agents in poly(ε-caprolactone) foaming: Crystals vs. bubbles nucleation,” Polym. Eng.
Sci., vol. 48, no. 2, pp. 336–344, 2008.
[43] K. Asano, H. Enoki, and E. Akiba, “Synthesis of HCP, FCC and BCC structure alloys
in the Mg–Ti binary system by means of ball milling,” J. Alloys Compd., vol. 480, no.
2, pp. 558–563, 2009.
[44] G. Willmann, “Ceramic femoral head retrieval data.,” Clin. Orthop. Relat. Res., vol.
379, pp. 22–28, 2000.
[45] S. Bose, M. Roy, and A. Bandyopadhyay, “Recent advances in bone tissue engineering
scaffolds,” Trends Biotechnol., vol. 30, no. 10, pp. 546–54, Oct. 2012.
[46] M. Cadossi, G. Tedesco, L. Savarino, N. Baldini, A. Mazzotti, M. Greco, and S.
Giannini, “Effect of acetabular cup design on metal ion release in two designs of metal‐
on‐metal hip resurfacing,” J. Biomed. Mater. Res. Part B Appl. Biomater., vol. 102, no.
7, pp. 1595–1601, 2014.
[47] L. Salou, A. Hoornaert, G. Louarn, and P. Layrolle, “Enhanced osseointegration of
titanium implants with nanostructured surfaces: An experimental study in rabbits,”
Acta Biomater., vol. 11, pp. 494–502, 2015.
[48] W. D. Callister and D. G. Rethwisch, Materials science and engineering: an
introduction, vol. 7. Wiley New York, 2007.
[49] V. Mouriño, J. P. Cattalini, and A. R. Boccaccini, “Metallic ions as therapeutic agents
in tissue engineering scaffolds: an overview of their biological applications and
strategies for new developments,” J. R. Soc. Interface, vol. 9, no. 68, pp. 401–419,
2012.

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 80
[50] “A review of melt extrusion additive manufacturing processes: I. Process design and
modeling,” Rapid Prototyp. J., vol. 20, no. 3, pp. 192–204, Apr. 2014.
[51] B. Derby, “Printing and Prototyping of Tissues and Scaffolds,” Sci. , vol. 338, no. 6109,
pp. 921–926, Nov. 2012.
[52] T. Billiet, M. Vandenhaute, J. Schelfhout, S. Van Vlierberghe, and P. Dubruel, “A
review of trends and limitations in hydrogel-rapid prototyping for tissue engineering,”
Biomaterials, vol. 33, no. 26, pp. 6020–6041, Sep. 2012.
[53] J. E. Trachtenberg, P. M. Mountziaris, F. K. Kasper, and A. G. Mikos, “Fiber-Based
Composite Tissue Engineering Scaffolds for Drug Delivery,” Isr. J. Chem., vol. 53, no.
9–10, pp. 646–654, 2013.
[54] F. P. W. Melchels, M. A. N. Domingos, T. J. Klein, J. Malda, P. J. Bartolo, and D. W.
Hutmacher, “Additive manufacturing of tissues and organs,” Prog. Polym. Sci., vol.
37, no. 8, pp. 1079–1104, Aug. 2012.
[55] F. P. W. Melchels, J. Feijen, and D. W. Grijpma, “A review on stereolithography and
its applications in biomedical engineering,” Biomaterials, vol. 31, no. 24, pp. 6121–
6130, Aug. 2010.
[56] S. A. Skoog, P. L. Goering, and R. J. Narayan, “Stereolithography in tissue
engineering,” J. Mater. Sci. Mater. Med., vol. 25, no. 3, pp. 845–856, 2014.
[57] M. Farsari, G. Filippidis, T. S. Drakakis, K. Sambani, S. Georgiou, G. Papadakis, E.
Gizeli, and C. Fotakis, “Three-dimensional biomolecule patterning,” Appl. Surf. Sci.,
vol. 253, no. 19, pp. 8115–8118, Jul. 2007.
[58] T. R. Northen, D. C. Brune, and N. W. Woodbury, “Synthesis and characterization of
peptide grafted porous polymer microstructures,” Biomacromolecules, vol. 7, no. 3, pp.
750–754, 2006.
[59] M. Schuster, C. Turecek, G. Weigel, R. Saf, J. Stampfl, F. Varga, and R. Liska,
“Gelatin‐based photopolymers for bone replacement materials,” J. Polym. Sci. Part A
Polym. Chem., vol. 47, no. 24, pp. 7078–7089, 2009.
[60] H. Naderi, M. M. Matin, and A. R. Bahrami, “Review Article: Critical issues in tissue
engineering: biomaterials, cell sources, angiogenesis, and drug delivery systems,” J.
Biomater. Appl., p. 885328211408946, 2011.
[61] J. B. Park, Biomaterials Science and Engineering. New York: Plenum Publishing Co.,
1984.
[62] J. P. Fisher, Tissue Engineering, 1st ed. New York: Springer US, 2007.
[63] K. Piekarski, “Fracture of Bone,” J. Appl. Phys., vol. 41, no. 1, 1970.
[64] S. C. Cowin, “Wolff’s law of trabecular architecture at remodeling equilibrium,” J.
Biomech. Eng., vol. 108, no. 1, pp. 83–88, 1986.
[65] S. Wu, X. Liu, K. W. K. Yeung, C. Liu, and X. Yang, “Biomimetic porous scaffolds
for bone tissue engineering,” Mater. Sci. Eng. R Reports, vol. 80, no. 0, pp. 1–36, Jun.
2014.
[66] D. A. Shimko, V. F. Shimko, E. A. Sander, K. F. Dickson, and E. A. Nauman, “Effect
of porosity on the fluid flow characteristics and mechanical properties of tantalum
scaffolds,” J. Biomed. Mater. Res. Part B Appl. Biomater., vol. 73, no. 2, pp. 315–324,
2005.
[67] Q. Fu, E. Saiz, M. N. Rahaman, and A. P. Tomsia, “Bioactive glass scaffolds for bone
tissue engineering: state of the art and future perspectives,” Mater. Sci. Eng. C, vol. 31,
no. 7, pp. 1245–1256, 2011.
[68] S. Weiner and H. D. Wagner, “The material bone: structure-mechanical function
relations,” Annu. Rev. Mater. Sci., vol. 28, no. 1, pp. 271–298, 1998.

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 81
[69] S.-W. Yook, H.-D. Jung, C.-H. Park, K.-H. Shin, Y.-H. Koh, Y. Estrin, and H.-E. Kim,
“Reverse freeze casting: A new method for fabricating highly porous titanium scaffolds
with aligned large pores,” Acta Biomater., vol. 8, no. 6, pp. 2401–2410, 2012.
[70] M. Floren, S. Spilimbergo, A. Motta, and C. Migliaresi, “Porous poly (D, L‐lactic acid)
foams with tunable structure and mechanical anisotropy prepared by supercritical
carbon dioxide,” J. Biomed. Mater. Res. Part B Appl. Biomater., vol. 99, no. 2, pp.
338–349, 2011.
[71] Y. Kuboki, H. Takita, D. Kobayashi, E. Tsuruga, M. Inoue, M. Murata, N. Nagai, Y.
Dohi, and H. Ohgushi, “BMP‐Induced osteogenesis on the surface of hydroxyapatite
with geometrically feasible and nonfeasible structures: Topology of osteogenesis,” J.
Biomed. Mater. Res., vol. 39, no. 2, pp. 190–199, 1998.
[72] A. Formhals, “Method and apparatus for the production of fibers,” pp. 1–7, 1944.
[73] J.-H. He, Y. Liu, L.-F. Mo, Y.-Q. Wan, and L. Xu, “Electrospun nanofibres and their
applications,” iSmithers, Shawbury, Shrewsbury, Shropshire, UK, 2008.
[74] G. Taylor, “Disintegration of Water Drops in an Electric Field,” Proc. R. Soc. London
A Math. Phys. Eng. Sci., vol. 280, no. 1382, pp. 383–397, Jul. 1964.
[75] N. Zhu and X. Chen, “Biofabrication of Tissue Scaffolds,” in Advances in Biomaterials
Science and Biomedical Applications, .
[76] A. Ziabicki, “Fundamentals of fibre formation,” 1976.
[77] A. F. Spivak and Y. A. Dzenis, “Asymptotic decay of radius of a weakly conductive
viscous jet in an external electric field,” Appl. Phys. Lett., vol. 73, no. 21, pp. 3067–
3069, 1998.
[78] M. M. Hohman, M. Shin, G. Rutledge, and M. P. Brenner, “Electrospinning and
electrically forced jets. I. Stability theory,” Phys. Fluids, vol. 13, no. 8, pp. 2201–2220,
2001.
[79] J. J. Feng, “The stretching of an electrified non-Newtonian jet: A model for
electrospinning,” Phys. Fluids, vol. 14, no. 11, pp. 3912–3926, 2002.
[80] J. J. Feng, “Stretching of a straight electrically charged viscoelastic jet,” J. Nonnewton.
Fluid Mech., vol. 116, no. 1, pp. 55–70, 2003.
[81] S. F. Edwards, “Statistical mechanics with topological constraints: I,” Proc. Phys. Soc.,
vol. 91, no. 3, p. 513, 1967.
[82] G. C. Berry and T. G. Fox, The viscosity of polymers and their concentrated solutions.
Springer, 1968.
[83] J. Wang and R. Porter, “On the viscosity-temperature behavior of polymer melts,”
Rheol. Acta, vol. 34, no. 5, pp. 496–503, 1995.
[84] V. Tirtaatmadja and T. Sridhar, “A filament stretching device for measurement of
extensional viscosity,” J. Rheol. (N. Y. N. Y)., vol. 37, no. 6, p. 1081, 1993.
[85] U. F. Kocks and H. Mecking, “Physics and phenomenology of strain hardening: the
FCC case,” Prog. Mater. Sci., vol. 48, no. 3, pp. 171–273, 2003.
[86] G. Taylor, “Electrically driven jets,” Proc. R. Soc. London. A. Math. Phys. Sci., vol.
313, no. 1515, pp. 453–475, 1969.
[87] D. A. Saville, “Electrohydrodynamics: the Taylor-Melcher leaky dielectric model,”
Annu. Rev. Fluid Mech., vol. 29, no. 1, pp. 27–64, 1997.
[88] G. Collins, J. Federici, Y. Imura, and L. H. Catalani, “Charge generation, charge
transport, and residual charge in the electrospinning of polymers: A review of issues
and complications,” J. Appl. Phys., vol. 111, no. 4, p. 44701, 2012.
[89] J. Fernández de La Mora, “The fluid dynamics of Taylor cones,” Annu. Rev. Fluid

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 82
Mech., vol. 39, pp. 217–243, 2007.
[90] J. C. Filippini and C. T. Meyer, “Water treeing using the water needle method: the
influence of the magnitude of the electric field at the needle tip,” Electr. Insul. IEEE
Trans., vol. 23, no. 2, pp. 275–278, 1988.
[91] V. E. Kalayci, P. K. Patra, Y. K. Kim, S. C. Ugbolue, and S. B. Warner, “Charge
consequences in electrospun polyacrylonitrile (PAN) nanofibers,” Polymer (Guildf).,
vol. 46, no. 18, pp. 7191–7200, 2005.
[92] J. P. Spalazzi, S. B. Doty, K. L. Moffat, W. N. Levine, and H. H. Lu, “Development of
controlled matrix heterogeneity on a triphasic scaffold for orthopedic interface tissue
engineering.,” Tissue Eng., vol. 12, no. 12, pp. 3497–3508, Dec. 2006.
[93] P. K. Bhattacharjee, T. M. Schneider, M. P. Brenner, G. H. McKinley, and G. C.
Rutledge, “On the measured current in electrospinning,” J. Appl. Phys., vol. 107, no.
4, p. 44306, 2010.
[94] A. M. GAÑÁN-CALVO, “On the general scaling theory for electrospraying,” J. Fluid
Mech., vol. 507, p. 203–212a, May 2004.
[95] M. M. Denn, C. J. S. Petrie, and P. Avenas, “Mechanics of steady spinning of a
viscoelastic liquid,” AIChE J., vol. 21, no. 4, pp. 791–799, 1975.
[96] P. K. Baumgarten, “Electrostatic spinning of acrylic microfibers,” J. Colloid Interface
Sci., vol. 36, no. 1, pp. 71–79, 1971.
[97] J. Stanger, N. Tucker, A. Wallace, N. Larsen, M. Staiger, and R. Reeves, “The effect
of electrode configuration and substrate material on the mass deposition rate of
electrospinning,” J. Appl. Polym. Sci., vol. 112, no. 3, pp. 1729–1737, 2009.
[98] C. P. Carroll and Y. L. Joo, “Axisymmetric instabilities in electrospinning of highly
conducting, viscoelastic polymer solutions,” Phys. Fluids, vol. 21, no. 10, p. 103101,
2009.
[99] P. Atten, B. Malraison, and M. Zahn, “Electrohydrodynamic plumes in point-plane
geometry,” Dielectr. Electr. Insul. IEEE Trans., vol. 4, no. 6, pp. 710–718, 1997.
[100] J. S. Shrimpton, Charge injection systems: physical principles, experimental and
theoretical work. Springer Science & Business Media, 2009.
[101] S. A. Theron, E. Zussman, and A. L. Yarin, “Experimental investigation of the
governing parameters in the electrospinning of polymer solutions,” Polymer (Guildf).,
vol. 45, no. 6, pp. 2017–2030, 2004.
[102] Y. Filatov, A. Budyka, and V. Kirichenko, “Electrospinning of micro-and nanofibers:
fundamentals in separation and filtration processes,” J. Eng. Fibers Fabr., vol. 3, p.
488, 2007.
[103] N. S. and R. S. and S. U. and F. Tochikubo, “Atmospheric negative corona discharge
using Taylor cone as a liquid cathode,” Jpn. J. Appl. Phys., vol. 53, no. 2, p. 26001,
2014.
[104] E. Németh, V. Albrecht, G. Schubert, and F. Simon, “Polymer tribo-electric charging:
dependence on thermodynamic surface properties and relative humidity,” J.
Electrostat., vol. 58, no. 1, pp. 3–16, 2003.
[105] T. A. de L. Burgo, C. A. Rezende, S. Bertazzo, A. Galembeck, and F. Galembeck,
“Electric potential decay on polyethylene: Role of atmospheric water on electric charge
build-up and dissipation,” J. Electrostat., vol. 69, no. 4, pp. 401–409, Aug. 2011.
[106] A. M. Gañán-Calvo, J. Dávila, and A. Barrero, “Current and droplet size in the
electrospraying of liquids. Scaling laws,” J. Aerosol Sci., vol. 28, no. 2, pp. 249–275,
Mar. 1997.
[107] D. K. Das-Gupta, “Conduction mechanisms and high-field effects in synthetic

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 83
insulating polymers,” Dielectrics and Electrical Insulation, IEEE Transactions on, vol.
4, no. 2. pp. 149–156, 1997.
[108] J. Van Turnhout, “Thermally stimulated discharge of electrets,” in Electrets, Springer,
1987, pp. 81–215.
[109] Y. Arita, S. S. Shiratori, and K. Ikezaki, “A method for detection and visualization of
charge trapping sites in amorphous parts in crystalline polymers,” J. Electrostat., vol.
57, no. 3, pp. 263–271, 2003.
[110] T. Frese, D. Lovera, J. K. W. Sandler, G. T. Lim, V. Altstädt, R. Giesa, and H. Schmidt,
“Electret Properties of Polyetherimides: Influence of Water Content and Comparison
with Other High‐Temperature Polymer Films,” Macromol. Mater. Eng., vol. 292, no.
5, pp. 582–587, 2007.
[111] B. ALPa, S. CESUR, and D. BALKOSE, “CRYSTALLIZATION CONTROL OF
POLYCAPROLACTONE (PCL) WITH INORGANIC AND ORGANIC
ADDITIVES.”
[112] G. M. Sessler, “Chapter 6 - Polymeric Electrets,” D. A. B. T.-E. P. of P. SEANOR, Ed.
Academic Press, 1982, pp. 241–284.
[113] K. Hayashi, K. Yoshino, and Y. Inuishi, “Temperature dependence of carrier mobility
in polyethylene terephthalate,” Jpn. J. Appl. Phys., vol. 12, no. 7, p. 1089, 1973.
[114] G. C. Montanari, I. Ghinello, A. Motori, and D. Das Gupta, “An investigation of
conduction mechanisms at high-field in PET,” in Electrical Insulation and Dielectric
Phenomena, 1997. IEEE 1997 Annual Report., Conference on, 1997, vol. 2, pp. 451–
454.
[115] M. Ignatova, T. Yovcheva, A. Viraneva, G. Mekishev, N. Manolova, and I. Rashkov,
“Study of charge storage in the nanofibrous poly (ethylene terephthalate) electrets
prepared by electrospinning or by corona discharge method,” Eur. Polym. J., vol. 44,
no. 7, pp. 1962–1967, 2008.
[116] P. D. Dalton, C. Vaquette, B. L. Farrugia, T. R. Dargaville, T. D. Brown, and D. W.
Hutmacher, “Electrospinning and additive manufacturing: converging technologies,”
Biomater. Sci., vol. 1, no. 2, pp. 171–185, 2013.
[117] C. Hacker, P. Jungbecker, G. Silk, T. Gries, H. Thomas, and M. Möller,
“Electrospinning of polymer melt: steps toward an upscaled multi-jet process,” in
Proceedings of the International Conference on Latest Advances in High Tech Textiles
and Textile-Based Materials, 2009, pp. 71–76.
[118] N. Shimada, H. Tsutsumi, K. Nakane, T. Ogihara, and N. Ogata, “Poly (ethylene‐co‐
vinyl alcohol) and Nylon 6/12 nanofibers produced by melt electrospinning system
equipped with a line‐like laser beam melting device,” J. Appl. Polym. Sci., vol. 116,
no. 5, pp. 2998–3004, 2010.
[119] H. Li, H. Chen, X. Zhong, W. Wu, Y. Ding, and W. Yang, “Interjet distance in
needleless melt differential electrospinning with umbellate nozzles,” J. Appl. Polym.
Sci., vol. 131, no. 15, 2014.
[120] S. H. Park, T. G. Kim, H. C. Kim, D.-Y. Yang, and T. G. Park, “Development of dual
scale scaffolds via direct polymer melt deposition and electrospinning for applications
in tissue regeneration,” Acta Biomater., vol. 4, no. 5, pp. 1198–1207, Sep. 2008.
[121] A. E. Seaver, “Development of the charge flux equation using the contiguous collision
averaging method,” J. Electrostat., vol. 46, no. 2–3, pp. 177–191, Apr. 1999.
[122] C. L. Casper, J. S. Stephens, N. G. Tassi, D. B. Chase, and J. F. Rabolt, “Controlling
surface morphology of electrospun polystyrene fibers: effect of humidity and
molecular weight in the electrospinning process,” Macromolecules, vol. 37, no. 2, pp.
573–578, 2004.

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 84
[123] S. De Vrieze, T. Van Camp, A. Nelvig, B. Hagström, P. Westbroek, and K. De Clerck,
“The effect of temperature and humidity on electrospinning,” J. Mater. Sci., vol. 44,
no. 5, pp. 1357–1362, 2009.
[124] S. Hur and W. D. Kim, “The electrospinning process and mechanical properties of
nanofiber mats under vacuum conditions,” in Key Engineering Materials, 2006, vol.
326, pp. 393–396.
[125] G. R. Johnson, C. Fletcher, N. Meyer, R. Modini, and Z. D. Ristovski, “A robust,
portable H-TDMA for field use,” J. Aerosol Sci., vol. 39, no. 10, pp. 850–861, Oct.
2008.
[126] C. S. Kong, W. S. Yoo, N. G. Jo, and H. S. Kim, “Electrospinning mechanism for
producing nanoscale polymer fibers,” J. Macromol. Sci. Part B Phys., vol. 49, no. 1,
pp. 122–131, 2010.
[127] A. L. Y. Darrel H. Reneker, D. H. Reneker, and A. L. Yarin, “Electrospinning jets and
polymer nanofibers,” Polymer (Guildf)., vol. 49, no. 10, pp. 2387–2425, 2008.
[128] D. W. Hutmacher and P. Dalton, “Electrospinning,” Chemistry (Easton)., vol. 6, pp.
44–56, 2011.
[129] G. L. B. Koyal Garg, K. Garg, G. L. Bowlin, and G. L. B. Koyal Garg, “Electrospinning
jets and nanofibrous structures,” Biomicrofluidics, vol. 5, no. 1, p. 13403, 2011.
[130] C. Vaquette and J. Cooper-White, “Increasing electrospun scaffold pore size with
tailored collectors for improved cell penetration,” Acta Biomater., pp. 2544–2557,
2011.
[131] M. R. Delaram Fallahi Naser Mohammadi, Behrooz Vahidi, “Effect of applied voltage
on het electric current and flow rate in electrospinning of polyacrylontrile solution,”
Polym. Int., vol. 57, pp. 1363–1368, 2008.
[132] P. D. Dalton, N. T. Joergensen, J. Groll, and M. Moeller, “Patterned melt electrospun
substrates for tissue engineering,” Biomed. Mater., vol. 3, no. 3, p. 34109, 2008.
[133] B. L. Farrugia, T. D. Brown, Z. Upton, D. W. Hutmacher, P. D. Dalton, and T. R.
Dargaville, “Dermal fibroblast infiltration of poly(epsilon-caprolactone) scaffolds
fabricated by melt electrospinning in a direct writing mode,” Biofabrication, vol. 5, no.
2, p. 25001, 2013.
[134] G. K. Yong Bok Kim, Y. B. Kim, and G. Kim, “Rapid-prototyped collagen scaffolds
reinforced with PCL/β-TCP nanofibres to obtain high cell seeding efficiency and
enhanced mechanical properties for bone tissue regeneration,” J. Mater. Chem., vol.
22, no. 33, pp. 16880–16889, 2012.
[135] A. S. Badami, M. R. Kreke, M. S. Thompson, J. S. Riffle, and A. S. Goldstein, “Effect
of fiber diameter on spreading, proliferation, and differentiation of osteoblastic cells
on electrospun poly (lactic acid) substrates,” Biomaterials, vol. 27, no. 4, pp. 596–606,
2006.
[136] M. Chen, P. K. Patra, S. B. Warner, and S. Bhowmick, “Role of fiber diameter in
adhesion and proliferation of NIH 3T3 fibroblast on electrospun polycaprolactone
scaffolds,” Tissue Eng., vol. 13, no. 3, pp. 579–587, 2007.
[137] T. J. Sill and H. A. von Recum, “Electrospinning: applications in drug delivery and
tissue engineering,” Biomaterials, vol. 29, no. 13, pp. 1989–2006, 2008.
[138] A. Cipitria, A. Skelton, T. R. Dargaville, P. D. Dalton, and D. W. Hutmacher, “Design,
fabrication and characterization of PCL electrospun scaffolds-a review,” J. Mater.
Chem., vol. 21, no. 26, pp. 9419–9453, 2011.
[139] J. Ren, K. A. Blackwood, A. Doustgani, P. P. Poh, R. Steck, and M. M. Stevens, “Melt-
electrospun polycaprolactone-strontium substituted bioactive glass scaffolds for bone
regeneration,” Biomaterials, 2013.

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 85
[140] Q. P. Pham, U. Sharma, and A. G. Mikos, “Electrospun Poly(ε-caprolactone)
Microfiber and Multilayer Nanofiber/Microfiber Scaffolds: Characterization of
Scaffolds and Measurement of Cellular Infiltration,” Biomacromolecules, vol. 7, no.
10, pp. 2796–2805, 2006.
[141] N. F. Mott and R. W. Gurney, “Electronic processes in ionic crystals,” 1948.
[142] F. Müller‐Plathe, “Permeation of polymers—a computational approach,” Acta Polym.,
vol. 45, no. 4, pp. 259–293, 1994.
[143] J. G. Simmons, “Poole-Frenkel effect and Schottky effect in metal-insulator-metal
systems,” Phys. Rev., vol. 155, no. 3, p. 657, 1967.
[144] E. Zhmayev and Y. L. Joo, “Modeling of crystallizing polymer melts in
electrospinning,” in THE XV INTERNATIONAL CONGRESS ON RHEOLOGY: The
Society of Rheology 80th Annual Meeting, 2008, vol. 1027, no. 1, pp. 9–11.
[145] R. Ramesh, M. A. Mannan, and A. N. Poo, “Error compensation in machine tools — a
review: Part I: geometric, cutting-force induced and fixture-dependent errors,” Int. J.
Mach. Tools Manuf., vol. 40, no. 9, pp. 1235–1256, Jul. 2000.
[146] C. Raksiri and M. Parnichkun, “Geometric and force errors compensation in a 3-axis
CNC milling machine,” Int. J. Mach. Tools Manuf., vol. 44, no. 12–13, pp. 1283–1291,
Oct. 2004.
[147] G. S. Bisht, G. Canton, A. Mirsepassi, L. Kulinsky, S. Oh, D. Dunn-Rankin, and M. J.
Madou, “Controlled continuous patterning of polymeric nanofibers on three-
dimensional substrates using low-voltage near-field electrospinning,” Nano Lett., vol.
11, no. 4, pp. 1831–1837, 2011.
[148] Jonathan Sheldrake, “Drug-eluting stents begin to replace bare metal,” Cardiovascular
News, Feb-2003.
[149] Reprap, “Fused filament fabrication,” 2014. [Online]. Available:
http://reprap.org/wiki/Fused_filament_fabrication. [Accessed: 17-Apr-2015].
[150] Customparts, “Stereolithography,” 2009. [Online]. Available:
http://www.custompartnet.com/wu/images/rapid-prototyping/sla.png. [Accessed: 18-
Apr-2015].
[151] Materialgeeza, “Selective laser melting system schematic,” 2008. [Online]. Available:
http://upload.wikimedia.org/wikipedia/commons/3/33/Selective_laser_melting_syste
m_schematic.jpg. [Accessed: 18-Apr-2015].

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 86
8Chapter 8: Appendices
8.1 APPENDIX B: MATLAB CODE FOR ORDER QUANTIZATION
8.1.1 Image Importer
function [Align, STD, Name, Count] = Importer_Subtractive(TR, TG, TB, n) %This program will import all jpeg files from a particular folder and %output the results one at a time into a specified folder to be analysed. %In this particular instance, it will be outputed into the subtractive.m %script to analysis the fibre alignnment
prompt = 'file directory = ';
myFolder = input(prompt) if ~isdir(myFolder) errorMessage = sprintf('Error: The following folder does not exist:\n%s',
myFolder); uiwait(warndlg(errorMessage)); return; end filePattern = fullfile(myFolder, '*.jpg'); jpegFiles = dir(filePattern); for k = 1:length(jpegFiles) baseFileName = jpegFiles(k).name; fullFileName = fullfile(myFolder, baseFileName); fprintf(1, 'Now reading %s\n', fullFileName); imageArray = imread(fullFileName); [R,G,B,M,S,D,T,TS,Size] = subtractive(imread(fullFileName), 100, 100, 100,
n); Align(k,:) = T; STD(k,:) = TS; Name{k,:} = fullFileName; Count(k,:) = Size; end
end

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 87
8.1.2 Image Analysis
function [R,B,M,S] = image_analysis(RGB,TR,TB) %This program will look at an image which has been previous analysed to %show the displacement of fibres (in red) in an electrospun scaffold from %a centre line drawn (in blue). This image must be analysed prior to use %using red with intensity (0,0,255) for the stacked fibres and blue with %intensity (0,255,0). This software outputs the pixels that have those %colours into a array which then produces a distance from data points in %pixels. This data must hten be converted from pixels to um.
%TR is the threshold of RED and TB is the threshold of BLUE
%X = x-coordinate %Y = y-coordinate %CR = Colour intensity of Red %CB = Colour intensity of Blue
[a] = size(RGB); xri = 1; yri = 1; xbi = 1; ybi = 1; B = 0; q = 0; h = waitbar(0,'please wait...'); for i = 1:a(2) for j = 1:a(1) waitbar(q/(a(1)*a(2))) q = q+1; inten = impixel(RGB,i,j); if inten(1) > TR if inten(2) <50 R(xri,2) = j; R(yri,1) = i; xri = xri+1; yri = yri+1; end end if inten(3) > TB if inten(2) <50 B(xbi,2) = j; B(ybi,1) = i; xbi = xbi+1; ybi = ybi+1; end end end end
plot(B(:,1),B(:,2),'x'); hold on plot(R(:,1),R(:,2),'or');
[Dr,Db,Mb,Mr,M,S] = spacing_distribution(R,B);
close(h);

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 88
8.1.3 Fibre Positions
function [R,G,B,M,S,D,T,TS,Size] = subtractive(RGB,TR,TG,TB,n) %This program will look at an image which has been previous analysed to %show the displacement of fibres (in red) in an electrospun scaffold from %a centre line drawn (in blue). This image must be analysed prior to use %using red with intensity (0,0,255) for the stacked fibres and blue with %intensity (0,255,0). This software outputs the pixels that have those %colours into a array which then produces a distance from data points in %pixels. This data must hten be converted from pixels to um.
%TR is the threshold of RED and TB is the threshold of BLUE
%X = x-coordinate %Y = y-coordinate %CR = Colour intensity of Red %CB = Colour intensity of Blue
[G1(:,1),G1(:,2)] = find(RGB(:,:,2)<TG); [B1(:,1),B1(:,2)] = find(RGB(:,:,3)<TB); [R1(:,1),R1(:,2)] = find(RGB(:,:,1)<TR);
R = intersect(G1,B1,'rows'); B = intersect(R1,G1,'rows'); G = intersect(R1,B1,'rows');
%plot(B(:,2),B(:,1),'x'); %hold on %plot(R(:,2),R(:,1),'or');
[D,M,S,T,TS,Size] = spacing_distribution(R, n);

Chapter 7: Bibliography
© 2015 Nikola Ristovski Page 89
8.2 Appendix C
8.2.1 Sample of Fibre Raw Image Data
Group D 1.1 1.2 1.3 1.4 1.5 1.6


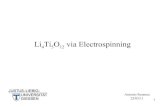





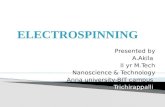

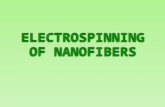

![A new prototype melt-electrospinning device for the production of … · 2019. 3. 29. · [41]. The applications of sub-microfibers and nanofibers depend on their physical and mechanical](https://static.fdocuments.in/doc/165x107/60a9e162c6a7443c07440680/a-new-prototype-melt-electrospinning-device-for-the-production-of-2019-3-29.jpg)