LNG and Low Product Literature Temperature Gas Storage · 2015-04-13 · welding technology in both...
37
www.oerlikon-welding.com LNG and Low Temperature Gas Storage
Transcript of LNG and Low Product Literature Temperature Gas Storage · 2015-04-13 · welding technology in both...

© A
ir Li
qui
de
Wel
din
g -
W00
0370
451
- 02
/201
1 -
Ed
.1 -
HP
1 -
PLB
D 6
877
- C
réd
it p
hoto
s : F
otol
iaA
ir Li
quid
e W
eldi
ng r
eser
ves
the
right
to m
odify
its
prod
ucts
with
out p
rior
notic
e. T
he in
form
atio
n co
ntai
ned
in th
is d
ocum
ent i
s de
sign
ed to
hel
p th
e us
er in
his
cho
ice
of p
rodu
ct.
The
user
sho
uld
chec
k th
at th
e pr
oduc
t cho
sen
by h
im is
sui
ted
to th
e ap
plic
atio
n he
env
isag
es fo
r it.
Contacts
www.airliquide.com
www.oerlikon-welding.com
OERLIKON ManualArc Equipment■ MMA range
■ TIG range
■ Plasma cutting range
■ CITOMAG range
■ CITOWAVE - CITOPULS range
■ PlasmaWelding
OERLIKON consumables CatalogueAll data sheets of welding consumables of the OERLIKON range.500 pages in A5 format (available also on linewww.oerlikon-welding.com)
Product Literature
Automation Catalogue,this catalogue describes a completerange of equipment for the automaticoxy and plasma cutting processes,as well as for the welding processes(MIG/MAG, TIG, plasma...).Positioning equipment is also presented, with rotators, positioners,column and booms, turntables etc...
“Competence”, a journal fromOERLIKON containing technical articleson some of the latest developmentsin welding technology. Each issuecontains technical articles designedto illustrate recent technologicaldevelopments from OERLIKON, theirbackground and the consequentfabrication opportunities.
1
2
3
4
5
1
2
3
4
5
Air Liquide is the world leader in gases for industry, health and the environment, and is present in over 75 countries with 43.000 employees. Oxygen, nitrogen,hydrogen and rare gases have been at the core of Air Liquide’s activities since its creation in 1902. Using these molecules, Air Liquide continuously reinventsits business, anticipating the needs of current and future markets. The Group innovates to enable progress, to achieve dynamic growth and a consistentperformance. Air Liquide combines many products and technologies to develop valuable applications and services not only for its customers but also for society.
BELGIUMAIR LIQUIDE WELDING BELGIUM SAZ.I. West Grijpen - Grijpenlaan 5 - 3300 TIENENTel.: +32 16 80 48 20 - Fax: +32 16 78 29 22CHINASAF SHANGHAI REP.OFF.Rm 722 Pine City Hotel777 Zhao Jia Bang Lu - SHANGHAI 200032Tel.: +86 21 64 43 89 69 - Fax: +86 21 64 43 58 97CZECH REPUBLIC AIR LIQUIDE CZ S.R.O. - Welding and CuttingPodnikatelská 565 - Areál SVUM - 190 11 PRAHA 9 - BúchoviceTel.: +420 274 023 163 - Fax: +420 274 023 233FRANCEAIR LIQUIDE WELDING FRANCE13, rue d’Épluches - BP 70024 Saint-Ouen l'Aumône95315 CERGY PONTOISE CedexTel.: +33 1 34 21 33 33 - Fax: +33 1 34 21 31 30GERMANYOERLIKON SCHWEISSTECHNIK GmbHIndustriestrasse 12 - D-67304 EISENBERG/PFALZTel.: +49 6351 4760 - Fax: +49 6351 476 335HUNGARYAIR LIQUIDE HUNGARY - Welding & CuttingKrisztina krt. 39/b - H-1013 BUDAPESTTel.: +36 1 339 8650 - Fax: +36 1 339 8649ITALYFRO-AIR LIQUIDE WELDING ITALIAVia Torricelli 15/A - 37135 VERONATel.: +39 045 82 91 511 - Fax: +39 045 82 91 536LUXEMBOURGAIR LIQUIDE WELDING LUXEMBOURG S.A.5 rue de la Déportation - BP 1385 - L-1415 LUXEMBOURGTel.: +352 48 54 56 - Fax: +352 48 54 57MALAYSIASAF-OERLIKON MALAYSIA SDN BHDNo 10, Jalan TPP 5/1Taman Perindustrian Puchong - 47100 PUCHONG, SELANGORTel.: +603 8060 8638 - Fax: +603 8061 620NETHERLANDSAIR LIQUIDE WELDING NETHERLANDSRudonk 6 B - NL 4824 AJ BREDATel.: +31 76 541 00 80 - Fax: +31 76 541 58 96POLANDAIR LIQUIDE WELDING POLSKA - SP. Z.o.oUL. Porcelanowa 10 - 40-246 KATOWICETel.: +48 32 609 04 50 - Fax: +48 32 609 04 60
PORTUGALAIR LIQUIDE SOLDADURA LDARua Dr. António Loureiro Borges, 4-2° ArquiparqueMiraflores - 1495-131 ALGÉSTel: +351 21 41 64 900 - Fax: +351 21 41 69 40ROMANIADUCTILAleea Industriilor Nr 1 - 120224 BUZAUTel.: +40 238 722 058 - Fax: +40 238 716 861RUSSIA
AIR LIQUIDE WELDING17 Vorontsovskaya Str. - 109147 MOSCOW Tel.: +7 495 641 28 98 - Fax: +7 495 641 28 91SCANDINAVIAOERLIKON SKANDINAVIEN ABKrossverksgatan 7 - 216 16 LIMHAMNTel.: +46 (0)40 670 15 00 - Fax: +46 (0)40 670 15 01SLOVAKIAAIR LIQUIDE WELDING CENTRAL EUROPE S.R.O.Hlohovecká 6 - 951 41 NITRA - LUŽIANKYTel.: +421 37 692 4610 - Fax : + 421 37 651 28 04SPAINOERLIKON SOLDADURA SAPoligono Industrial la Noria Carretera de Castellon Km-15,500 - 50730 El Burgo de Ebro - ZARAGOZATel.: +34 976 10 47 00 - Fax: +34 976 10 42 67SWITZERLANDOERLIKON SCHWEISSTECHNIK AG Mandachstrasse 54 - CH 8155 NIEDERHASLI Tel.:+41 44 3076 111 - Fax: +41 44 3076 112THAILANDAIR LIQUIDE WELDING THAILAND Co. Ltd.40 Moo 6 - Ramindra Road Km 9.5 - KHANNAYAO, BANGKOK 10230Tel.: +66 29 43 2250 - Fax: +66 29 43 2256UAEAIR LIQUIDE WELDING MIDDLE EAST FZEJebel Ali free zone warehouse No. FZS1AH05P.O. BOX 18734 - Jebel Ali - DUBAITel.: +971(0)48861606 - Fax: +971(0)48861608U. K.AIR LIQUIDE WELDING LtdLow March / London Road - DAVENTRY - Northants NN11 4SDTel.: +44 1 327 70 55 11 - Fax: +44 1 327 70 13 10UKRAINE
AIR LIQUIDE WELDING UKRAINE, Llc.199, Moskovski avenue, office 339 - 61037 KHARKOVTel.: +38 (057) 728 08 52 - Fax : +38 (057) 728 08 53
www.oerlikon-welding.com
6
6
Contacts for other countriesALW International Development Department Italy FRO - AIR LIQUIDE WELDING ITALIAVia Torricelli15/A37135 VERONATel.: +39 045 82 91 511- Fax: +39 045 82 91 536
ALW International Development Department FranceAIR LIQUIDE WELDING FRANCE13, rue d’Epluches - Saint Ouen l’Aumône95315 CERGY-PONTOISE CedexTel.: +33 1 34 21 33 33 - Fax: +33 1 30 37 19 73
LNG and LowTemperature Gas Storage


OERLIKON Welding Solutions for LNGand Low Temperature Gas Storage
1
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
OERLIKON Solutions for LNG and Low Temperature Gas Storage . . . 3
ConsumablesLNG Onshore storage
■ Background and Construction Considerations . . . . . . . . . . . . . 4 to 6
■ Fabrication Guidelines - Welding Procedures . . . . . . . . . . . . . . . 7 to 9
OERLIKON consumables selection ■ Summary of Welding Consumables . . . . . . . . . . . . . . . . . . . . . . . 10 to 11
■ Classification Society Approvals . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 to 13
Product Focus: Welding Consumables for Low AlloyFerritic steels for low temperature service . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Other Gas Storage and Low Temperature Applications . . . . . . . . . . . . 15
■ Propane ■ Acetylene ■ Argon■ Ammonia ■ Carbon Dioxide ■ Oxygen■ Ethane ■ Ethylene
Associated stainless steel applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Consumables Packaging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Arc Equipment■ MIG/MAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 to 19
■ TIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
■ MMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
■ Plasma Cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Automation■ Automatic Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 to 24
■ Automatic Cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 to 26
Personal Protection Equipment, PPEand Workplace Products . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Conversion Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 to 31
Welding Positions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31

Air Liquide SA, with its headquarters in Paris, France,is one of Europe’s larger multinational companieswith a consolidated turnover of € 13.5 billion in 2010.
Air Liquide Welding is represented throughout the world byindividual ALW companies with a brand portfolio optimisedlocally to the needs of all types of customers. OERLIKON brandis an important part of this portfolio and has a long anddistinguished history of innovation in welding products.These ALW companies are involved in many different areasof OERLIKON product design, development and application.The research and development centre, AL CTAS, is located inParis and is the largest privately owned centre for welding R&D.This facilitates the rapid transfer and implementation ofimportant innovations and advances in welding technologythroughout the whole of the OERLIKON global network. Theutilisation of the strengths and experience of this networkenables OERLIKON to maintain its position and internationalreputation for innovative leadership at the forefront of advancedwelding technology in both welding consumables andincreasingly equipment and processes.
With this background, OERLIKON has generated a provenhistory of supplying welding consumables on an ongoing basisfor the most demanding and critical cryogenic applicationssuch as LNG storage and for applications requiring high levelsof fracture toughness at low temperatures.
OERLIKON has continued to work closely with owners,construction contractors and fabricators to supply customisedsolutions through performance and innovation by developingand supplying welding consumables and processes capable ofmeeting the stringent mechanical property specifications andincreasingly the demands for enhanced welding productivity.
OERLIKON welding consumables are now accompaniedby extensive ranges of high quality arc welding and cuttingequipment, manual through to fully automated installations,flame and workplace products.
Introduction
2
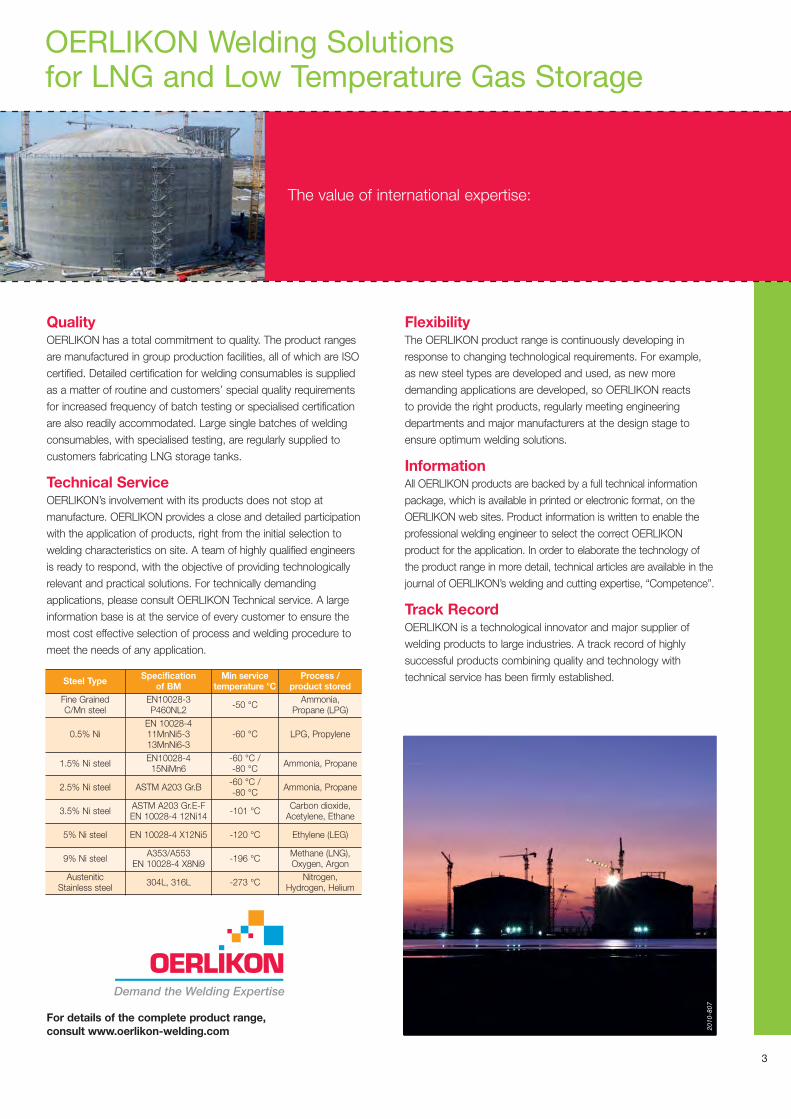
FlexibilityThe OERLIKON product range is continuously developing inresponse to changing technological requirements. For example,as new steel types are developed and used, as new moredemanding applications are developed, so OERLIKON reactsto provide the right products, regularly meeting engineeringdepartments and major manufacturers at the design stage toensure optimum welding solutions.
InformationAll OERLIKON products are backed by a full technical informationpackage, which is available in printed or electronic format, on theOERLIKON web sites. Product information is written to enable theprofessional welding engineer to select the correct OERLIKONproduct for the application. In order to elaborate the technology ofthe product range in more detail, technical articles are available in thejournal of OERLIKON’s welding and cutting expertise, “Competence”.
Track RecordOERLIKON is a technological innovator and major supplier ofwelding products to large industries. A track record of highlysuccessful products combining quality and technology withtechnical service has been firmly established.
QualityOERLIKON has a total commitment to quality. The product rangesare manufactured in group production facilities, all of which are ISOcertified. Detailed certification for welding consumables is suppliedas a matter of routine and customers’ special quality requirementsfor increased frequency of batch testing or specialised certificationare also readily accommodated. Large single batches of weldingconsumables, with specialised testing, are regularly supplied tocustomers fabricating LNG storage tanks.
Technical ServiceOERLIKON’s involvement with its products does not stop atmanufacture. OERLIKON provides a close and detailed participationwith the application of products, right from the initial selection towelding characteristics on site. A team of highly qualified engineersis ready to respond, with the objective of providing technologicallyrelevant and practical solutions. For technically demandingapplications, please consult OERLIKON Technical service. A largeinformation base is at the service of every customer to ensure themost cost effective selection of process and welding procedure tomeet the needs of any application.
The value of international expertise:
3
Demand the Welding Expertise
Steel Type Specificationof BM
Min servicetemperature °C
Process /product stored
Fine GrainedC/Mn steel
EN10028-3P460NL2 -50 °C Ammonia,
Propane (LPG)
0.5% NiEN 10028-411MnNi5-313MnNi6-3
-60 °C LPG, Propylene
1.5% Ni steel EN10028-415NiMn6
-60 °C /-80 °C Ammonia, Propane
2.5% Ni steel ASTM A203 Gr.B -60 °C /-80 °C Ammonia, Propane
3.5% Ni steel ASTM A203 Gr.E-FEN 10028-4 12Ni14 -101 °C Carbon dioxide,
Acetylene, Ethane
5% Ni steel EN 10028-4 X12Ni5 -120 °C Ethylene (LEG)
9% Ni steel A353/A553EN 10028-4 X8Ni9 -196 °C Methane (LNG),
Oxygen, ArgonAustenitic
Stainless steel 304L, 316L -273 °C Nitrogen,Hydrogen, Helium
For details of the complete product range,consult www.oerlikon-welding.com
OERLIKON Welding Solutionsfor LNG and Low Temperature Gas Storage
2010
-807

4
Natural gas represents a significant part of total world energyconsumption, driven by both economic & ecological advantages.The reserves of natural gas are generally remote from the pointsof consumption, leading to major investments in transportationand storage.
Natural gas cooled to -162°C at atmospheric pressurecondenses to a liquid known as liquid natural gas or LNG.LNG is an efficient route for transportation and storage as theliquid gas occupies ~1/600th the volume of natural gas.
Material selection for LNG large storage tanksMaterial dedicated for storage & transportation of natural gasat cryogenic temperatures should have high ductility andresistance to cracking.
For economic reasons, a high strength steel grade is required inorder to reduce the section thicknesses and hence the weightof steel sections when building cryogenic storage tanks.
9%nickel steel is selected, in place of stainless steels, due tothe combination of high strength and reliable fracture toughnessat -196 °C. Due to the combination of a low carbon content andlow levels of impurity elements with a process route includingheat treatment cycles such as quenching or normalising followedby a tempering treatment, 9%Ni steel retains reliable mechanicalproperties at cryogenic temperatures.
9%Ni steel specifications and a summary of mechanicalproperties are shown below:
There are several types and designs of onshore tanks for thestorage of LNG, designed for single, double or full containmentin case of fire, or an in-ground system may be used, selected asappropriate for the surroundings of the tank. These LNG tanksare large structures, typically approximately 80 m diameter and40 m in height containing ~150,000 m3 of LNG, comprising aninner 9%Ni tank contained within an outer structural steel vapourbarrier, with an insulated cavity in between, within theslip-formed concrete tank. Design studies arein progress to confirm the possibilities oflarger onshore cryogenic tanks witha useable capacity of up to300,000 m3 of LNG.
During fabrication of an onshoreLNG tank, the dome roof isfabricated inside the structure andon completion is raised to the top.The plate thicknesses of the tankvary to accommodate thehydrostatic loading from the liquidgas, tapering from typically 27 mmat the bottom to 10 mm at the topof the tank.
LNG Onshore Storage:Background and Construction Considerations
Specification YieldStrength
TensileStrength
Elon-gation
CVNat -196 °C
9% Nisteel
A 553 > 585 MPa 690-825 MPa > 20% > 34 J
A 353 > 515 MPa 690-825 MPa > 20% > 34 J
EN 10028-4X8Ni9 > 585 MPa 680-820 MPa > 18% > 70 J
EN 10028-4X7Ni9 > 585 MPa 680-820 MPa > 18% > 100 J
2010
-808

5
9%Ni steels are easily and strongly magnetised, consequentlyarc blow caused by residual magnetism is a consideration. OERLIKON welding consumables for fabricating 9%Ni steelsare designed for operation on alternating current with all powersource technologies.
The fabrication sequence is to weld the horizontal seams in thePC position using the submerged arc process with AC polarity,simultaneously from both sides, with either OERLIKON OP 76/NIFIL 625 or OP F77/ NIFIL C276. The vertical and overheadseams, PE and PG positions respectively, are welded using themanual metal arc process with OERLIKON FREEZAL ENi9 withAC polarity. In these section thicknesses a low pre-heat only of+10 ºC may be required as there are large quantities ofaustenite in the plate microstructure and therefore thesusceptibility to hydrogen, cold, cracking is inherently low.The maximum interpass temperature used is generally 150 ºC.These applications are further illustrated with the typical weldingprocedures shown on pp 7 to 9.
Internally, below the dome roof is an insulated aluminium deckfabricated in alloy 5083, welded using the MIG and TIGprocesses with grade 5183 consumables. 5083 series wroughtaluminium alloys contain Mg as the major alloying element and
are used in LNG storage tanks for theconstruction of walkways, due to the
combination of weight andmechanical properties.
During fabrication using the MIG and TIG processes, attentionshould be given to shielding gas purity and cleaning techniques.The OERLIKON CITOWAVE power sources have specialoperating modes used when welding aluminium alloys,the Spray ModalTM and Cold Double PulseTM modes,which reduce the risk of micro porosity, increase penetrationand minimise distortion when welding, see pages 18 & 19.
ALUFIL AlMg4.5Mn and ALUROD AlMg4.5Mn are 5183 gradealuminium alloy MIG wire and TIG rod respectively usedfor welding 5083, and similar alloy grades, where a combinationof corrosion resistance with high joint strength and toughnessare required.
Within an LNG import terminal and regasification plant there isassociated pipe work, which is typically fabricated in 300 seriesstainless steels with expansion loops to accommodate the highcoefficient of thermal expansion. Typically, 304L pipe is joinedusing the MMA and TIG processes, for MMA, OERLIKONBASINOX 308LT and for TIG, OERLIKON INERTROD 308L.For dissimilar steel joints of 300 series stainless steels toC-Mn pipe work, MMA OERLIKON BASINOX 309L and TIGOERLIKON INERTROD 309L are preferred.
LNG Onshore Storage:Fabrication Guidelines and Welding Procedures
2010
-810

6
OERLIKON is regularly involved in engineering programmesto generate innovative solutions to new applications,in thiscase resulting in specialist welding consumables designedfor the fabrication of 9%Ni steel.
OERLIKON Welding Consumablesfor 9%Ni materialOERLIKON has developed welding solutions for 9%nickel steelsbased on both matching and nickel alloy material solutions.
Currently, matching solutions are not considered for thefabrication of large LNG storage tanks. 9%Ni matching solidand OERLIKON FLUXOCORD SAW wires in combination withthe GTAW or PAW processes have demonstrated the abilityto achieve high levels of weld metal toughness and tensilestrength, however the levels of deposition efficiency are notsufficient for the fabrication of large LNG storage tanks. Whenpost weld heat treatment is possible, the SAW process with9%Ni matching consumables becomes an option.
Large cryogenic storage tanks are subject to expansion andcontraction in service. The selection of welding consumablesis related to the capacity to limit the stress concentration inthe weld metal responsible for thermal fatigue. Therefore,non matching welding consumables should be selected withan expansion coefficient as close to 9%Ni steel as possible.
Comparison of thermal expansion for 9%Nickel steel and OERLIKONconsumables FREEZAL ENi9 & BASINOX 308 LT.
Stainless steel welding consumables are widely used forcryogenic applications, e.g. INERTROD 308L, INERTFIL 308L,BASINOX 308LT, but are not considered when fabricating largetanks because of the risk of failure linked to the differentialcoefficients of expansion in comparison to ASTM A 353/553or EN 10028-4 X8Ni9 grades.
OERLIKON MMA electrodeThe new OERLIKON FREEZAL ENi9 electrode is a nickel baseMMA electrode designed to deposit weld metal with acoefficient of expansion which is close to the 9%Ni steel usedfor large LNG storage tanks.
FREEZAL ENi9 has optimised mechanical properties, ductility andelongation, meeting the most stringent CTOD specifications with safeand reliable levels of lateral expansion required down to -196 °C.
The coating design and use of specialist raw materials reduces thelevel of residual and impurity elements responsible for hot cracking,FREEZAL ENi9 satisfies all stringent hot cracking tests, such asVarestrain.
OERLIKON FREEZAL ENi9 has a deposition efficiency of 150%enabling high levels of MMA productivity during fabrication in allwelding positions. OERLIKON DRY packaging ensures theseelectrodes are ready for use during on site storage tank construction.
Typical specification for weld metal mechanical properties:
which is achieved using the new OERLIKON consumables:
OERLIKON Flux & Wire solutionsfor SAW processOP 76 is a agglomerated fluoride basic type submerged arc fluxwith a Boniszewski basicity index of 2.7. The high basicity index willprovide a hot crack free weld metal. The metallurgical behaviourwith respect to carbon, manganese and silicon is neutral. OP 76 isused in combination with NIFIL 625 solid wire for welding 9%Nisteel for as welded applications, typically in the PC or 2G position.Stable operation on AC polarity, the weld deposit has a highresistance to hot cracking and excellent cryogenic weld metalfracture toughness.
OP F77 is a fused calcium silicate type submerged arc flux with aBoniszewski basicity index of 1.3. Especially designed by OERLIKONto give the best operating condition in the horizontal position, weldingboth sides simultaneously. The metallurgical behaviour with respectto silicon is neutral and manganese is reduced. Used in combinationwith NIFIL C276 solid wire for welding 9%Ni steel for as weldedapplications, this combination is optimised for welding in the PC or2G position with excellent slag removal. Stable operation on ACpolarity, the weld deposit has a high resistance to hot crackingvalidated by Varestrain testing and excellent cryogenic weld metalfracture toughness. OP F77 is ideal for tank construction because ofits non hygroscopic properties.
Both SAW solutions fullfill the most stringent engineering specificationin terms of CTOD and lateral expansion at -196 °C and hot crackingsensitivity testing.
Summary of Welding Consumablesfor LNG Storage 9%Ni Steel Applications
YieldStrength
TensileStrength
Elon-gation
ISO-V (J)-196 °C
CTOD (mm)-196 °C
LateralExpansion (%)
-196 °C> 430 > 690 > 35 > 70 0.30 > 0.38
18161412108642
-200 -150 -100 -50 00
Test Temperature °C
Line
ar t
herm
al e
xpan
sion
BASINOX 308 LTFREEZAL ENi9EN 10028-4 X8Ni9

7
Base Metal: EN 10028-4: X7Ni9Thickness: 17.2 mmPreheat: 20 °CInterpass: Maximum 150 °C
45°
1-2 mm
2 mm
17.2 mm
45°
15°
12
347
8
65
10 12
13
119
Fabrication Guidelines: Welding Procedure
Run 1 2 to 3
Welding
Welding Process SMAW SAW
Welding Technique Manual Automatic
Welding Position PC PC
Travel Direction Horizontal Horizontal
Filler Metals
Brand Name OERLIKON OERLIKON
Product Name FREEZAL ENi9 NIFIL 625
AWS Classification E NiCrMo-6 E NiCrMo-3
EN Classification E Ni 6620 S Ni 6625
Size (mm) 2.5 1.6
SAW Flux
Brand Name OERLIKON
Product Name OP 76
AWS Classification
EN Classification SA FB 2 55 AC H5
Welding Parameter
Current Type AC DC
Current Polarity - +
Amps (A) 95 250
Volts (V) 23 27
Travel Speed(cm/min) 10-15 40-43
Joint design
PassSequence
Base Metal: EN 10028-4: X8Ni9Thickness: 16.5 mmPreheat: 20 °CInterpass: Maximum 150 °C
60°
16 mm 2 mm
2.4 mm
Run 1 2 - 3 - 4 7 - 8 - 9 5 6
Type ROOT CAP HOT FILL
Welding
Welding Process SMAW SMAW SMAW SMAW
Welding Technique Manual Manual Manual Manual
Welding Position PF PF PF PF
Travel Direction Vertical up Vertical up Vertical up Vertical up
SMAWelectrode
Brand Name OERLIKON OERLIKON OERLIKON OERLIKON
Product Name FREEZAL ENi9 FREEZAL ENi9 FREEZAL ENi9 FREEZAL ENi9
AWS Classification E NiCrMo-6 E NiCrMo-6 E NiCrMo-6 E NiCrMo-6
EN Classification E Ni 6620 E Ni 6620 E Ni 6620 E Ni 6620
Size (mm) 3.2 3.2 3.2 3.2
WeldingParameter
Current Type AC AC AC AC
Current Polarity - - - -
Amps (A) 85-95 100-110 90-100 90-100
Volts (V) 21-24 21-24 21-24 21-24
Travel Speed (cm/min) 8-12 15-18 8-12 10-15
Joint design
9
5 after backgouging
2 3 4
1
876
Pass Sequence

Fabrication Guidelines: Welding Procedure
8
Base Metal: EN 10028-4: X8Ni9Thickness: 12 mmPreheat: 20 °CInterpass: Maximum 150 °C
3
2
4
1
60°
10°
2 mm
12 mm
Run 1 2 3 4
Type ROOT HOT CAP CAP
Welding
Welding Process SAW SAW SAW SAW
Welding Technique Automatic Automatic Automatic Automatic
Welding Position PC PC PC PC
Travel Direction Horizontal Horizontal Horizontal Horizontal
SAW Wire
Brand Name OERLIKON OERLIKON OERLIKON OERLIKON
Product Name NIFIL C276 NIFIL C276 NIFIL C276 NIFIL C276
AWS Classification ER NiCrMo-4 ER NiCrMo-4 ER NiCrMo-4 ER NiCrMo-4
EN Classification S Ni 6276 S Ni 6276 S Ni 6276 S Ni 6276
Size (mm) 2.4 2.4 2.4 2.4
SAW Flux
Brand Name OERLIKON OERLIKON OERLIKON OERLIKON
Product Name OP F77 OP F77 OP F77 OP F77
AWS Classification
EN Classification SF CS 2 65 AC H5 SF CS 2 65 AC H5 SF CS 2 65 AC H5 SF CS 2 65 AC H5
Welding Parameter
Current Type AC AC AC AC
Current Polarity - - - -
Amps (A) 330-350 340-360 300-320 310-330
Volts (V) 29-31 29-31 28-32 28-32
Travel Speed (cm/min) 36-40 36-40 55-65 55-65
Note Dual side welding. The root runs 1 and 2 are performed at the same time using a double side SAW welding equipment
25°
15 mm
25 °C
25 °C
Joint design
Pass Sequence
Torch Angle - Front view
Torch Angle - Top view

Fabrication Guidelines: Welding Procedure
9
39
11 5
13
7 8
10
12
14
62
41
45°±5
20°±5
1-2 mm
2 mm
25 mm
25° 25°
2 mm
25 mm
150 mm
25 °C
25 °C
Joint design
Pass Sequence
Torch Angle - Front view
Torch Angle - Top view
Base Metal: EN 10028-4: X8Ni9Thickness: 25 mmPreheat: 20 °CInterpass: Maximum 150 °C
Run 1 2 3 - 6 7 - 14
Type ROOT HOT FILL CAP
Welding
Welding Process SAW SAW SAW SAW
Welding Technique Automatic Automatic Automatic Automatic
Welding Position PC PC PC PC
Travel Direction Horizontal Horizontal Horizontal Horizontal
SAW Wire
Brand Name OERLIKON OERLIKON OERLIKON OERLIKON
Product Name NIFIL C276 NIFIL C276 NIFIL C276 NIFIL C276
AWS Classification ER NiCrMo-4 ER NiCrMo-4 ER NiCrMo-4 ER NiCrMo-4
EN Classification S Ni 6276 S Ni 6276 S Ni 6276 S Ni 6276
Size (mm) 2.4 2.4 2.4 2.4
SAW Flux
Brand Name OERLIKON OERLIKON OERLIKON OERLIKON
Product Name OP F77 OP F77 OP F77 OP F77
AWS Classification
EN Classification SF CS 2 65 AC H5 SF CS 2 65 AC H5 SF CS 2 65 AC H5 SF CS 2 65 AC H5
Welding Parameter
Current Type AC AC AC AC
Current Polarity - - - -
Amps (A) 310-330 330-380 300-340 350-380
Volts (V) 28-32 29-31 28-32 28-32
Travel Speed (cm/min) 32-40 32-40 36-40 50-55
Note The weld root runs 1 and 2 are performed separately, then simultaneously from 3 to 14

10
Selection Guide
Selected OERLIKON Welding Consumables for LNG Tanks, Cryogenic and Low Temperature Installations.All weld metal properties, as welded condition.
Type AWS EN ShieldingGas C Mn Si Ni
9%Ni Steels ISO-V -196 ºC
SMAW FREEZAL ENi9 A5.11: ENiCrMo-6 14172:E Ni 6620 - 0.05 3.5 0.3 Rem
SAWOP 76/NIFIL 625 Wire AWS A5.14: ER NiCrMo-3 Flux 760: SA FB 2 55 AC H5 - 0.03 0.3 0.3 60
OP F77/NIFIL C276 Wire AWS A5.14: ER NiCrMo-4 Flux 760: SF CS 2 65 AC H5 - 0.02 0.6 0.3 Rem
GMAW NIFIL 625 A5.14: ER NiCrMo-3 18274: S Ni 6625 I1/I3 0.025 0.4 0.3 Rem
GTAW NIROD 625 A5.14: ER NiCrMo-3 18274: S Ni 6625 I1 0.025 0.4 0.3 Rem
5%Ni Steels ISO-V -120 ºC
SMAW BASINOX 20 16L - 1600: E 20 16 3 Mn N L - 0.025 7 0.3 16
SAWOP 33/OE-20 16L - Flux 760: SA AF 2 54 DC
Wire 14343-A: S 20 16 3 Mn L - <0.015 7 0.4 16
OP F500/OE-20 16L - Flux 760: SA FB 2 53 ACWire 14343-A: S 20 16 3 Mn L - <0.015 7 0.4 16
GMAW INERTFIL 20 16L - 14343-A: G 20 16 3 Mn N L M12,M13 0.02 7 0.9 17
GTAW INERTROD 20 16L - 14343-A: W 20 16 3 Mn N L I1 0.02 7 0.9 17
3.5%Ni Steels ISO-V -101 ºC
SMAWOE-CRYO 87 A5.5: E7016-C2L 2560-A: E 42 6 3Ni B 12 H5 - 0.03 0.5 0.2 3.5
FREEZAL ENi3 A5.5: E8018-C2 2560-A: E 46 6 3Ni B 32 H5 - 0.04 0.75 0.3 3.3
SAW OP 121TTW/OE-S2Ni3 F8A15-F7P15 ENi3-Ni3 Flux EN 760: SA FB 1 55 AC H5 - 0.06 0.9 0.2 3.3
GTAW CARBOROD Ni3 A5.28: ER 80S-Ni3 636-B: W55A 10 WN71 l1 0.08 0.8 0.5 3.5
2.5%Ni Steels ISO-V from -80 ºC to -60 °C
SMAWOE CRYO 75H A5.5: E7018-C1L 2560-A: E 42 6 2Ni B 32 H5 - 0.04 0.5 0.3 2.3
TENACITO 70B A5.5: E8018-C1 H4 2560-A: E 46 6 2Ni B 42 H5 - 0.06 1.1 0.3 2.4
GMAW CARBOFIL Ni2 A5.28: ER 80S-Ni2 14341-A: G 46 7 M G2Ni2 M21 0.07 0.8 0.4 2.3
GTAW CARBOROD Ni2 A5.28: ER 80S-Ni2 636-A: W 46 9 M W2Ni2 l1 0.08 1.1 0.5 2.3
FCAW FLUXOFIL 44 A5.29: E70T5 GM-JH4 17632-A: T 42 8 2Ni B M 2 H5 M21 0.05 0.8 0.2 2.4
SAW OP 121TTW/OE-S2Ni2 A5.23: F7AP10 ENi2-Ni2 Flux EN 756: S 62 6 FB S2 Ni2 - 0.07 0.9 0.3 2.3
Low Temperature Structural Steels ISO-V from -60 ºC to -50 °C
SMAW
SUPERCITO 7018S A5.1: E7018-1 H4 2560-A: E 42 5 B 32 H5 - 0.05 1.2 0.4 -
TENAX 35S A5.1: E7018-1 H4 2560-A: E 42 5 B 32 H5 - 0.08 1.35 0.35 -
TENACITO R A5.1: E7018-1 H4 2560-A: E 42 6 B 42 H5 - 0.06 1.5 0.3 -
TENACITO 38R A5.5: E7018-G H4 2560-A: E 46 6 1Ni B 42 H5 - 0.06 1.3 0.4 0.95
TENAX 76S A5.5: E7018-G 2560-A: E 46 6 1Ni B 32 H5 - 0.07 1.4 0.3 0.9
GMAW CARBOFIL Ni1 A5.28: ER 80S-Ni1 14341-A: G 46 6 M G3Ni1 M21 0.07 0.8 0.4 0.9
GTAW CARBOROD Ni1 A5.28: ER 80S-Ni1 636-A: W 46 6 M W3Ni1 l1 0.08 1.1 0.6 0.9
FCAW
FLUXOFIL 40 A5.29: E80T5 GC/GM-H4 17632-A: T 46 6 1Ni B C/M 2 H5 C1 / M21 0.05 1.1 0.2 1
CITOFLUX R82 A5.29: E81T1-Ni1M-H4 17632-A: T 46 5 1Ni P M 1 H5 M21 0.05 1.3 0.4 0.85
CITOFLUX R82 SR A5.29: E81T1-Ni1M-H4 17632-A: T 46 6 1Ni P M 1 H5 M21 0.07 1.35 0.3 0.8
CITOFLUX M20 A5.18: E70C-6M H4 17632-A: T 46 6 Mn1Ni M M 1 H5 M21 0.05 1.45 0.9 0.8
CITOFLUX R550 A5.29: E91T1-GMH4 18276-A: T 55 5M 1,5Ni P M 1 H5 M21 0.06 1 0.3 1.5
SAWOP 121TT(W)/OE-SD3 A5.17: F7A8-F7P8 EH12K Flux EN 756: S 46 5 FB S3Si - 0.07 1.6 0.3 -
OP 121TTW/OE-S2Ni1 A5.23: F7A8-F7P10-ENi1-Ni1 Flux EN 756: S 42 6 FB S2Ni1 - 0.05 0.98 0.3 0.85
Aluminium Alloy 5083
GMAW ALUFIL AlMg 4.5Mn A5.10: ER 5183 18273: S Al 5183 l1, I3 - 0.8 0.3 -
GTAW ALUROD AlMg 4.5Mn A5.10: ER 5183 18273: S Al 5183 l1, I3 - 0.8 0.3 -
Associated Stainless Steels
SMAWBASINOX 308LT A5.4: 308L-15 1600: E 19 9 L B 12 - <0.03 1.5 0.3 10
BASINOX 316LT A5.4: 316L-15 1600: E 19 12 2 B 12 - <0.03 1.5 0.3 12
GMAWINERTFIL 308L A5.9: ER 308L 14343-A: G 19 9 L M13 0.02 1.8 0.45 10
INERTFIL 316L A5.9: ER 316L 14343-A: G 19 12 3 L M13 0.02 1.4 0.45 12.5
GTAWINERTROD 308L A5.9: ER 308L 14343-A: W 19 9 L l1 0.02 1.8 0.45 10
INERTROD 316L A5.9: ER 316L 14343-A: W 19 12 3 L l1 0.02 1.4 0.45 12.5
FCAWFLUXINOX 308L-PF A5.22: E308LT1-1/4 17633-A: T 19 9 L P C1/M1 C1/M21 <0.04 1.4 0.6 10
FLUXINOX 316L-PF A5.22: E316LT1-1/4 17633-A: T 19 12 3 L P C1/M1 C1/M21 <0.04 1.4 0.6 12
SAWOP 33/OE-308L A5.9: ER 308L Flux EN 760: SA AF 2 54 DC - <0.03 1.5 0.5 9
OP F500/OE-308L A5.9: ER 308L Flux EN 760: SA FB 2 53 AC - <0.03 1.6 0.5 9.5

11
Cr Mo Nb Fe W Ti Mg Cu AlTensile
StrengthYield
Strength A5d ISO-VType
MPa MPa % Joules °C
9%Ni Steels ISO-V -196 ºC
13.7 6.8 1.6 <5 1.35 - - - - >690 >430 >35 >70 -196 FREEZAL ENi9 SMAW
23 10 3.5 - - - - - - >760 >450 >23 >75 -196 OP 76/NIFIL 625SAW
15.5 16 - 6 3.5 - - - - >700 >450 >35 >70 -196 OP F77/NIFIL C276
21 9 3.5 3 - 0.3 - - - >720 >460 >30 >40 -196 NIFIL 625 GMAW
21 9 3.5 3 - 0.3 - - - >720 >460 >30 >40 -196 NIROD 625 GTAW
5%Ni Steels ISO-V -120 ºC
20 3 - - - - - - - >510 >320 >30 >27 -196 BASINOX 20 16L SMAW
20 3 - - - - - - - >570 >390 >35 >30 -196 OP 33/OE-20 16LSAW
20 3 - - - - - - - >570 >390 >35 >30 -196 OP F500/OE-20 16L
20 3 - - - - - - - >580 >450 >38 >32 -196 INERTFIL 20 16L GMAW
20 3 - - - - - - - >580 >450 >38 >32 -269 INERTROD 20 16L GTAW
3.5%Ni Steels ISO-V -101 ºC
- - - - - - - - - 500-640 >420 >25 >47 -101 OE-CRYO 87SMAW
- - - - - - - - - >550 >460 >24 >40 -105 FREEZAL ENi3
- 0.15 - - - - - - - 560-660 >480 >25 >50 -101 OP 121TTW/OE-S2Ni3 SAW
- - - - - - - - - >550 >460 >22 >47 -101 CARBOROD Ni3 GTAW
2.5%Ni Steels ISO-V from -80 ºC to -60 °C
- - - - - - - - - 510-660 >420 >26 >80 -60 OE CRYO 75HSMAW
- - - - - - - - - 550-700 >480 >22 >70 -80 TENACITO 70B
- - - - - - - - - 550-680 >460 >22 >47 -90 CARBOFIL Ni2 GMAW
- - - - - - - - - 550-680 >460 >24 >47 -90 CARBOROD Ni2 GTAW
- - - - - - - - - 500-640 >420 >26 >70 -60 FLUXOFIL 44 FCAW
- - - - - - - - - 550-600 >450 >24 >50 -80 OP 121TTW/OE-S2Ni2 SAW
Low Temperature Structural Steels ISO-V from -60 ºC to -50 °C
- - - - - - - - - 510-640 >420 >24 >70 -50 SUPERCITO 7018S
SMAW
- - - - - - - - - 510-640 >420 >22 >100 -50 TENAX 35S
- - - - - - - - - 500-640 >420 >25 >90 -60 TENACITO R
- - - - - - - - - 530-650 >460 >25 >110 -60 TENACITO 38R
- - - - - - - - - 530-680 ≥ 460 >22 >90 -60 TENAX 76S
- - - - - - - - 550-680 >480 >24 >47 -60 CARBOFIL Ni1 GMAW
- - - - - - - - - 550-680 >480 >24 >47 -60 CARBOROD Ni1 GTAW
- - - - - - - - - 550-650 >470 >24 >60 -60 FLUXOFIL 40
FCAW
- - - - - - - - - 550-690 >460 >22 >80 -50 CITOFLUX R82
- - - - - - - - - 530-680 >460 >22 >47 -60 CITOFLUX R82 SR
- - - - - - - - - 530-680 >460 >26 >80 -60 CITOFLUX M20
- - - - - - - - - 620-760 >550 >20 >47 -50 CITOFLUX R550
- - - - - - - - - 530-630 >450 >25 >80 -50 OP 121TT(W)/OE-SD3SAW
- - - - - - - - - 500-600 >420 >24 >70 -60 OP 121TTW/OE-S2Ni1
Aluminium Alloy 5083
0.1 - - 0.1 - 0.1 4.5 0.1 Rem >275 >125 >17 - - ALUFIL AlMg 4.5Mn GMAW
0.1 - - 0.1 - 0.1 4.5 0.1 Rem >275 >125 >17 - - ALUROD AlMg 4.5Mn GTAW
Associated Stainless Steels
19 - - - - - - - - >520 >320 >35 >32 -196 BASINOX 308LTSMAW
17.5 2.6 - - - - - - - >550 >350 >35 >40 -196 BASINOX 316LT
20 - - - - - - - - >520 >350 >35 >40 -196 INERTFIL 308LGMAW
19 2.6 - - - - - - - >510 >350 >30 >32 -196 INERTFIL 316L
20 - - - - - - - - >520 >350 >35 >40 -196 INERTROD 308LGTAW
19 2.6 - - - - - - - >510 >350 >30 >32 -196 INERTROD 316L
20 - - - - - - - - >520 >350 >35 >32 -196 FLUXINOX 308L-PFFCAW
19 2.8 - - - - - - - >510 >320 >30 >27 -196 FLUXINOX 316L-PF
18 - - - - - - - - >500 >350 >35 >30 -196 OP 33/OE-308LSAW
19 - - - - - - - - >500 >350 >35 >30 -196 OP F500/OE-308L

12
Classification Society Approvals
Selected OERLIKON Products for LNG and Low Temperature Gas Storage.
Type AWS EN Shielding Gas TUV DB
9%Ni Steels ISO-V -196 ºC
SMAW FREEZAL ENi9 A5.11: ENiCrMo-6 14172:E Ni 6620 - - -
SAWOP 76/NIFIL 625 Wire AWS A5.14: ER NiCrMo-3 Flux EN 760: SA FB 2 55 AC H5 - X -
OP F77/NIFIL C276 Wire AWS A5.14: ER NiCrMo-4 Flux EN 760: SF CS 2 65 AC H5 - - -
GMAW NIFIL 625 A5.14: ER NiCrMo-3 18274: S Ni 6625 I1/M13 - -
GTAW NIROD 625 A5.14: ER NiCrMo-3 18274: S Ni 6625 I - -
5%Ni Steels ISO-V -120 ºC
SMAW BASINOX 20 16L - 1600: E 20 16 3 Mn N L - - -
SAW
OP 33/OE-20 16L - Flux EN 760: SA AF 2 54 DCWire EN 14343-A: S 20 16 3 Mn L - - X
OP F500/OE-20 16L - Flux EN 760: SA FB 2 53 ACWire EN 14343-A: S 20 16 3 Mn L - - -
GMAW INERTFIL 20 16L - 14343-A: G 20 16 3 Mn N L M12,M13 - -
GTAW INERTROD 20 16L - 14343-A: W 20 16 3 Mn N L I1 - -
3.5%Ni Steels ISO-V -101 ºC
SMAWOE-CRYO 87 A5.5: E7016-C2L 2560-A: E 42 6 3Ni B 12 H5 - - -
FREEZAL ENi3 A5.5: E8018-C2 2560-A: E 42 6 3Ni B 32 H5 - - -
SAW OP 121TTW/OE-S2Ni3 F8A15-F7P15 ENi3-Ni3 Flux EN 760: SA FB 1 55 AC H5 - - -
GTAW CARBOROD Ni3 A5.28: ER 80S-Ni3 636-B: W55A 10 WN71 I1 - -
2.5%Ni Steels ISO-V from -80 ºC to -60 °C
SMAWOE CRYO 75H A5.5: E7018-C1L 2560-A: E 46 6 2Ni B 32 - - -
TENACITO 70B A5.5: E8018-C1 H4 2560-A: E 46 6 2Ni B 42 H5 - X -
GMAW CARBOFIL Ni2 A5.28: ER 80S-Ni2 14341-A: G 46 6 M G2Ni2 M21 X -
GTAW CARBOROD Ni2 A5.28: ER 80S-Ni2 636-A: W 46 6 M W2Ni2 I1 - -
FCAW FLUXOFIL 44 A5.29: E70T5 GM-JH4 17632-A: T 42 8 2Ni B M 2 H5 M21 - -
SAW OP 121TTW/OE-S2Ni2 A5.23: F7AP10 ENi2-Ni2 Flux EN 756: S 62 6 FB S2 Ni2 - - -
Low Temperature Structural Steels ISO-V from -60 ºC to -50 °C
SMAW
SUPERCITO 7018S A5.1: E7018-1 H4 2560-A: E 42 5 B 32 H5 - X X
TENAX 35S A5.1: E7018-1 H4 2560-A: E 42 5 B 32 H5 - X X
TENACITO R A5.1: E7018-1 H4 2560-A: E 42 6 B 42 H5 - X X
TENACITO 38R A5.5: E7018-G H4 2560-A: E 46 6 1Ni B 42 H5 - X X
TENAX 76S A5.5: E7018-G 2560-A: E 46 6 1Ni B 32 H5 - - -
GMAW CARBOFIL Ni1 A5.28: ER 80S-Ni1 14341-A: G 46 6 M G3Ni1 M21 - -
GTAW CARBOROD Ni1 A5.28: ER 80S-Ni1 636-A: W 46 6 M W3Ni1 I1 X -
FCAW
FLUXOFIL 40 A5.29: E80T5 GC/GM-H4 17632-A: T 46 6 1Ni B C/M 2 H5 C1/M21 X X
CITOFLUX R82 A5.29: E81T1-Ni1M-H4 17632-A: T 46 5 1Ni P M 1 H5 M21 - -
CITOFLUX R82 SR A5.29: E81T1-Ni1M-H4 17632-A: T 46 6 1Ni P M 1 H5 M21 - -
CITOFLUX M20 A5.18: E70C-6M H4 17632-A: T 46 6 Mn1Ni M M 1 H5 M21 - -
CITOFLUX R550 A5.29: E91T1-GMH4 18276-A: T 55 5M 1,5Ni P M 1 H5 M21 - -
SAWOP 121TT(W)/OE-SD3 A5.17: F7A8-F7P8 EH12K Flux EN 756: S 46 5 FB S3Si - - -
OP 121TTW/OE-S2Ni1 A5.23: F7A8-F7P10-ENi1-Ni1 Flux EN 756: S 42 6 FB S2Ni1 - - -
Aluminium Alloy 5083
GMAW ALUFIL AlMg 4.5Mn A5.10: ER 5183 18273: S Al 5183 l1, M13 X X
GTAW ALUROD AlMg 4.5Mn A5.10: ER 5183 18273: S Al 5183 l1, M13 X X
Associated Stainless Steels
SMAWBASINOX 308LT A5.4: 308L-15 1600: E 19 9 L B 12 - - -
BASINOX 316LT A5.4: 316L-15 1600: E 19 12 2 B 12 - - -
GMAWINERTFIL 308L A5.9: ER 308L 14343-A: G 19 9 L M13 X X
INERTFIL 316L A5.9: ER 316L 14343-A: G 19 12 3 L M13 - X
GTAWINERTROD 308L A5.9: ER 308L 14343-A: W 19 9 L I1 X X
INERTROD 316L A5.9: ER 316L 14343-A: W 19 12 3 L I1 X X
FCAWFLUXINOX 308L-PF A5.22: E308LT1-1/4 17633-A: T 19 9 L P C1/M1 C1/M21 X X
FLUXINOX 316L-PF A5.22: E316LT1-1/4 17633-A: T 19 12 3 L P C1/M1 C1/M21 X X
SAWOP 33/OE-308L A5.9: ER 308L Flux EN 760: SA AF 2 54 DC - - -
OP F500/OE-308L A5.9: ER 308L Flux EN 760: SA FB 2 53 AC - - X

13
ABS BV DNV GL LRS PRS RMRS RINA Type
9%Ni Steels ISO-V -196 ºC
- - - 5680 - - - - FREEZAL ENi9 SMAW
- - - - - - - - OP 76/NIFIL 625SAW
- - - - - - - - OP F77/NIFIL C276
- - - - - - - - NIFIL 625 GMAW
- - - - - - - - NIROD 625 GTAW
5%Ni Steels ISO-V -120 ºC
- - - - - - - - BASINOX 20 16L SMAW
- - - - - - - - OP 33/OE-20 16L
SAW
- - - - - - - - OP F500/OE-20 16L
- - - - - - - INERTFIL 20 16L GMAW
- - - - - - - - INERTROD 20 16L GTAW
3.5%Ni Steels ISO-V -101 ºC
- - - - - - - - OE-CRYO 87SMAW
- - - - - - - - FREEZAL ENi3
- - - - - - - - OP 121TTW/OE-S2Ni3 SAW
- - - - - - - - CARBOROD Ni3 GTAW
2.5%Ni Steels ISO-V from -80 ºC to -60 °C
- - 5Y H5 - - - - 5YDH5 OE CRYO 75HSMAW
- - - - - - - - TENACITO 70B
- - - 6Y 42S - - - - CARBOFIL Ni2 GMAW
- - - - - - - - CARBOROD Ni2 GTAW
- - - - - - - - FLUXOFIL 44 FCAW
- - - - - - - 5Y M, 5Y DM OP 121TTW/OE-S2Ni2 SAW
Low Temperature Structural Steels ISO-V from -60 ºC to -50 °C
3YH10 3YHHH 4Y40H5 4Y40H5 3YmH15 - - - SUPERCITO 7018S
SMAW
4H5-4Y 3YHHH 4YH5 4Y40 H5 DXVuO-BF-3m-3Ym-H5 - - 4DH5 TENAX 35S
4H5-4Y 3Y HH 5Y H10 3Y H5 3Ym H15 - - TENACITO R
3Y 5Y 5Y H5 6Y42 H5 5Y42m H15 - 5Y46HHH - TENACITO 38R
3YH5 3YHHH 5Y H5 6Y H10 DXVuO-BF-5Y42m-H5 - - 4YH5 TENAX 76S
- - - - - - - - CARBOFIL Ni1 GMAW
ER80S-Ni1 - - - - - - - CARBOROD Ni1 GTAW
- - VYMS H5 - - - - FLUXOFIL 40
FCAW
4Y400SA H5 - VY46MS H5 - 4Y40S H5 - - - CITOFLUX R82
4Y400SA H5 - VY46MS H5 - 4Y40S H5 - 5Y46MS H3 - CITOFLUX R82 SR
- - VYMS - - - - - CITOFLUX M20
- - IVY55MS H5 - - - - - CITOFLUX R550
- - - - - - 5Y40M HHH - OP 121TT(W)/OE-SD3SAW
- - - - - - - - OP 121TTW/OE-S2Ni1
Aluminium Alloy 5083
- - - S-AlMg4,5Mn D O BF WC/I - 1S NA - - - ALUFIL AlMg 4.5Mn GMAW
- - - - - - - - ALUROD AlMg 4.5Mn GTAW
Associated Stainless Steels
E308L-15 - - - - - - - BASINOX 308LTSMAW
E316L-15 - - - - - - - BASINOX 316LT
- - - - - - - - INERTFIL 308LGMAW
- - - - - - - - INERTFIL 316L
- - - - - - - - INERTROD 308LGTAW
- - - - - - - - INERTROD 316L
- - 308L - 304LS - - - FLUXINOX 308L-PFFCAW
- - 316L - 316LS - - - FLUXINOX 316L-PF
- - - - - - - - OP 33/OE-308LSAW
- - - - - - - - OP F500/OE-308L

14
Product Focus
The challenge when fabricating low alloy ferritic steels forcryogenic applications is to produce high strength joints withreliable fracture toughness at the design temperature, without riskof hydrogen induced cracking.
OERLIKON welding consumables are designed to satisfy the moststringent requirements in terms of diffusible hydrogen level.The manufacturing process has been designed by OERLIKONto produce very low hydrogen consumables with a high resistanceto subsequent moisture pick-up during use.
OERLIKON has a globally recognised expertise in the metallurgyand design of welding consumables for low temperature andcryogenic applications. The results of the many years ofsystematic R&D in this area are reported in published articles,where acicular ferrite is the microstructural constituent identifiedas critical for generating high levels of joint fracture toughnessat cryogenic temperatures in low alloy ferritic weld metal.
Weld metal acicular ferrite is not only optimised in OERLIKONconsumables by deposit chemistry and the selection of specialistdeoxidation systems in basic flux systems, but by the consistentsourcing of high quality raw materials. Raw material selection ispermanently in the focus of our experts to ensure weld metalswith very low levels of residual and impurity elements.
These advanced techniques applied to the design of OERLIKONwelding consumables have contributed to the global recognitionfor reliable and high quality low temperature construction whenusing OERLIKON welding products.
0
10
20
30
40
50
60
70
80
90
100
100
90
80
70
60
50
40
30
20
10
00 1 2 3
Nickel in weld %
Mic
rost
ruct
ural
com
pon
ent
%
PRIMARY FERRITE
ACICULAR FERRITE
1.0% Mn
FERRITE WITH SECOND PHASE
OERLIKON Consumables for Low AlloyFerritic steels for low temperature service
3534
-53

• OERLIKON welding consumables range for cryogenics applications arrangedby service temperature is shown on pages 10 & 11
• Classification society approvals are listed on pp 12 & 13 • For full product range details consult the data sheets in the OERLIKON handbook
or www.oerlikon-welding.com web site.
Other Low Temperature Gas Storageand Handling Applications
15
Product Stored ServiceTemperature Steel type Specification
Ammonia, propane (LPG) -50 °C C-Mn
fine grain EN 10028-3, P460NL2
Ammonia, propane (LPG) -80 °C 1.5-2.5%Ni EN 10028-4, 15NiMn6,
ASTM A203Gr.B
Carbon dioxide,acetylene, ethane -101 °C 3.5%Ni ASTM A203Gr.E-F,
EN 10028-4 12Ni14
Ethylene (LEG) -120 °C 5%Ni EN 10028-4 X 12Ni5
Methane (LNG),oxygen, argon -196 °C 9%Ni A353/A553,
EN 10028-4 X8Ni9
The processing of natural gas involves removal of propaneand other gases from the raw gas, in order to preventcondensation of these volatiles in natural gas pipelines.
Propane is a flammable non toxic gas, which is heavierthan air. It is a gas in normal atmospheric conditions, 15 °C,760 mm Hg, the boiling point is -42 ºC.
Liquid Propane Gas, LPG, is generally stored onshore in bothspherical and mounded pressurised storage, with the latterbeing the only solution allowed in many countries.
Welding solutions are based on optimised C-Mn and 1-2.5%Ninickel bearing weld metals delivering high toughness joints forservice temperatures in the range -50 ºC to -80 ºC.
Ammonia is a gas in normal atmospheric conditions, 15 °C,760 mm Hg, which is colourless, slightly flammable and toxicwith a pungent odour, the boiling point is -33 ºC. Ammonia isstored in its refrigerated form between -50 ºC and -80 ºC.
Welding solutions are based on optimised C-Mn and 1-2.5%Ninickel bearing weld metals delivering high toughness jointsfor service temperatures in the range -50 ºC to -80 ºC.The propensity to stress corrosion cracking is a designconsideration.
Ethane is a gas in normal atmospheric conditions, 15 °C,760 mm Hg, which is flammable and non-toxic, the boilingpoint is -89 ºC. The storage and handling requirementsof ethane are generally specified at a service temperature of-101 ºC.
When fabricating 3.5%Ni steels for ethane storage, matching3.5%Ni bearing weld metals are used.
Acetylene is a gas in normal atmospheric conditions, 15 °C,760 mm Hg, which is a colourless, non-toxic but narcotic, and ishighly flammable. Isolated in the pure state, it is a highly unstablecompound, and decomposes with ignition within a wide range ofpressures and temperatures, the sublimation point is -84 ºC.
The storage and handling requirements of acetylene are generallyspecified at a service temperature of -101 ºC.
When fabricating 3.5%Ni steels for acetylene storage, matching3.5%Ni bearing weld metals are used.
Carbon dioxide is a gas in normal atmospheric conditions,15 °C and 760 mm Hg, which is colourless, odourless,non-flammable of low chemical activity and toxic only in highconcentrations, the sublimation point is -79 ºC.
The storage and handling requirements of carbon dioxide aregenerally specified at a service temperature of -101 ºC.
When fabricating 3.5%Ni steels for Carbon Dioxyde storage,matching 3.5%Ni bearing weld metals are used.
Ethylene, also known as ethene, is a gas in normal atmosphericconditions, 15 °C, 760 mm Hg, which is flammable and non-toxic,the boiling point is -104 ºC. The storage and handling requirementsof ethylene are similar to LNG but at a generally specified servicetemperature of -120 ºC.
Welding solutions for liquid ethylene gas, LEG, are based on the20.16 composition for the welding of 5%Ni steels, due to theexcellent cryogenic fracture toughness, however the weldingsolutions given for fabricating 9%Ni steels are equally applicablefor joining 5%Ni steels.
Argon is a gas in normal atmospheric conditions, 15 °C and760 mm Hg, which is a colourless, odourless, non-toxic non-flammable and tasteless. It is distinguished by perfect physicaland chemical stability. At atmospheric pressure and temperaturesbelow the boiling point of -186 °C, argon is a colourless liquid,which is heavier than water.
Welding solutions are the same as those shown for LNG.
Oxygen is a gas in normal atmospheric conditions, 15 °C and760 mm Hg, which is colourless, odourless and tasteless.At atmospheric pressure and temperatures below the boiling point-183 °C, it is pale blue liquid, slightly heavier than water. Liquidoxygen, LOX, is stored in single containment tanks fabricated in9%Ni steel and because of the relatively small volumes, 304Lstainless steel may also be used for the prime container.
Welding solutions are the same as those shown for LNG.

16
Associated Steel Applications
STAINLESS STEELSMMAThe SUPRANOX range of rutile coated manual metal arc weldingelectrodes is designed to enable the diversity of stainless steels- plates, pipes, tubes, castings and forgings - to be weldedboth to themselves and to each other. Smooth operation in allpositions with minimal spatter and near self releasing slag forexcellent weld bead appearance and profile. The SUPRANOXrange also has a proven resistance to both weld start and weldbead porosity giving high radiographic integrity. This makesthese electrodes particularly suitable for the most criticalapplications.
The SUPRANOX range of MMA welding electrodes is asfollows: 308L, RS308L, RS308H, 347, RS347, 316L, RS316L,317, 318, 309L, RS309L, 309MoL, RS309Mo, 904L.
The BASINOX range of basic coated manual metal arc weldingelectrodes is used for positional welding of pipe work andthicker section thicknesses, including alloys 308L, 347, 316L,316H, 904L, 318, 310.
For cryogenic application the use of BASINOX 308LT andBASINOX 316LT version is recommended for optimum jointfracture toughness at -196 °C.
MIG/TIGA comprehensive range of OERLIKON INERTFIL andINERTROD wires for all applications, e.g. 308L, 347, 316L,309L & 312.
FCWA comprehensive range of OERLIKON FLUXINOX stainlesscored wires for applications in the primarily down hand, e.g.FLUXINOX 316L and positional e.g. FLUXINOX 316L-PFapplications. Including alloys 308L, 308H, 347, 307, 316L, 318,309L, 309MoL, 22.9.3L, 310, and 625.
SAWOP 33 is a special semi-basic agglomerated flux with a basicityindex of 1.8. It is used for the welding of stainless and heatresisting steels. In respect to the carbon content of the weldmetal, OP 33 is neutral. Typically used with AWS A5.9 grade300 series wires, E.g. OE-316L, OE-308L, OE-309LMo.
DUPLEX STAINLESS STEELSDuplex stainless steel (e.g. W.No. 1.4462) is used for pipe lines,vessels and pipe work. Matching consumables are available:
MMASUPRANOX RS 22.9.3L is an MMA electrode depositingCr-Ni-Mo-N duplex stainless steel weld metal, highly resistantto intergranular pitting and stress corrosion in the presenceof hydrogen containing aqueous solution or wet gases.To achieve the maximum joint fracture toughness, BASINOX22.9.3N is recommended, ISO-V at -50 °C > 50 J.
MIG/TIGINERTFIL/INERTROD 22.9.3 are solid wires depositing duplexstainless steel weld metal.
FCWFLUXINOX 22.9.3L is optimised for down hand fillet welding andFLUXINOX 22.9.3L-PF for positional welding of duplex stainlesssteels.
SAWOE-S22 09/OP 33 is used for the high deposition ratesubmerged arc welding of duplex stainless steels.

17
Product packagingWelding consumables
MIG/MAG wires (solid and FCW) Drums (ROUNDPACK)Heavy duty cardboard drums■ 320 kg & 600 kg formats,■ 100% recyclable,■ Reliable rapid pay off at high
wire feed speeds,■ Fitted sling points for handling safety,
Spool■ B 300 ■ 100% recyclable
TIGRods■ 1.6, 2.0 & 2.4 mm
diameter in 1 m lengths■ Full range of compositions■ Alloy grades are coin
stamped■ Bright finished■ Fully certificated
2008
-677
2010
-754
3551
-46
SAWFluxesSacks■ Weld sealed■ 100% recyclable (“4”) ■ Easy to handle■ Effective flux protection
from the environment■ Supply: 1 tonne
(40 sacks x 25 kg)per pallet
DRY BAGThis new packaging solution has been developed by theAir Liquide Welding research teams for OERLIKON submerged arcwelding fluxes. DRYBAG packaging system features:
■ Triple layer compositetechnology system
■ Fully moisture proof■ Low vacuum■ Protection from atmospheric
humidity■ Designed for the most hostile
ambient conditions■ Protection during extended
transport and storage■ Supply: 1 tonne (40 sacks
x 25 kg DRYBAG) per pallet
Wires■ Spool B450■ 100% recyclable ■ Supply: 1 tonne (40 coils
x 25 kg) per pallet
MMAStandard Packaging■ Reliable protective packaging
for most applications■ 3 packets per outer carton■ Packet weight ~5 kg
Vacuum Packaging■ No re-conditioning required before use■ No quivers or holding ovens are required■ Ideal for on site applications■ Simplified QA procedures
DRY■ Pack contents ~1 kg■ Supplied in outer cartons ~15 kg
VPMD■ Pack contents ~3 kg■ Supplied in outer
cartons ~15 kg
2006
-936
2006
-943
2007
-474
2004
-114
2006
-200
2008
-181
2006
-940
2006
-937
2006
-939
2009
-012

18
CITOMAG Thyristor technology for heavy duty applications
CITOMAG range is a thyristor based soft currentMIG-MAG welding installation, with a separate fourroll wire feeder unit, to weld unalloyed steel, stainlesssteel and light alloys, using solid wire and cored wire.
OERLIKON expertise is automatically available to thewelders and therefore the installations are straightforward to us:■ Maximum power at 60 % duty cycle (40 °C)
■ Rapid access to the correctwelding parameters
■ Complete welding cycle withHot Start and crater filler
■ Optional water cooledconfiguration
■ Easy to use with fast parameterchanges using the CITO system
Arc equipmentMIG/MAG manual installations
2008
-042
2010
-901
MIG/MAG welding equipment OERLIKON CITOMAG and CITOPULS ranges of heavy-duty MIG/MAG machineshave a comprehensive array of features focused on the requirements of majorfabricators. Durable design is combined with easy-to-use control panelsand a variety of synergic programmes, combining improvedproductivity with high quality results.
Specify and build your installation:■ Power sources■ Wire feeders■ Cooling unit■ Harnesses (up to 50 m
for on site applications)
■ Trolleys for the installation andthe wire-feeder
■ Remote control■ Torches (standard, with potentiometer,
push-pull, automatic..)
■ More benefits for the user■ Small machine for easier access■ Light installation (37 kg for the power source)■ Compatible with motor generator■ A powerful 4-wheel feeder unit with drive rollers as standard
CITOPULS II Digital technology for advanced welding installations CITOPULS II is the only product on the MIG/MAG welding market offering superiorquality welding and advanced welding processes with a simple interface at the price ofstandard welding equipment. Moreover DIGIPULS II is designed in a modular systemfor a better fit with the users’ requirements.
■ Superior quality welding and advanced processes and features■ Fully digitally controlled inverter: for process repeatability and consequently higher welding
quality and simpler regulation■ In Synergic mode, more than 100 synergies are available■ Soft switching inverter (increased efficiency of the power source)■ Full range of processes:
- Standard MIG/MAG - Spray ModalTM (special for high quality
- Pulsed MIG/MAG welding of aluminium)
- MIG brazing - Cold Double Pulse (producing very
- Speed Short ArcTM (for high quality high quality welds on thin material)
thin sheet welding & root pass) - MMA coated electrodes■ Powerful installation up to 420 A at 60%■ Storage of 100 welding programs (with expert wire feeder DVU P500 or advanced remote
control RC JOB)■ Parameter locking with a digit code (with expert wire feeder DVU P500 or advanced
remote control RC JOB). When this function is activated, the welder can still fine-tune theparameters in a +/- 20% range
■ A user interface (Power source and wire feeder) designed for a really easy to use front panel■ A modular concept for a better fit with the users’ requirements

19
1877
-48
CITOWAVE MXW Product features and advantages:
Same as the CITOPULS range with in addition: ■ Control of aluminium welding (Spray ModalTM): special welding transfer
which provides reduced porosity and increases the penetration■ Advanced torch “DIGITAL”: a range of ergonomic torches with
the possibility on the handle to - select the program number- adjust the wire feed speed - adjust the arc length
■ More processes: Soft current, Pulsed, SSA, SSP, SM,CDP,MIG brazing, MMA, and PR Spray
■ More memory: 153 welding programs on CITOWAVE MXWfor all welding applications. The power sources also allowmemorisation of 100 programs, selectable from the wire feeder,remote control and CITORCH M E family
Technical specifications: CITOMAG 500W CITOPULS II 420 CITOWAVE 400 CITOWAVE 500Technology Thyristor Inverter
Primary power supply (3 phase) 220/230/240/380/400/415/440 V 400 V
Primary consumption @ I max 45 A (400 V) 35 A 35 A 45 A
Welding current 40 A - 520 A 20 A - 420 A 20 A - 400 A 20 A - 500 A
Duty cycle 10 min. cycle (at 40 °C) 520 A @ 60% 400 A @ 60% 400 A @ 60% 500 A @ 60%
Suitable wire diameter 0.8 to 1.6 mm
■ More controls: parameters monitoring, indication of defects, parameterblocking on several levels, printing, 99 programs, calibration…
■ More cycles: 2T / 4T/ Spot weld / Cold Double Pulse current (CDP)
2006
-026
Process advantages for a perfect assembly:This new generation of power sources provides new welding methods able to meet quality and productivity levels to answerthe needs of fabrication for cryogenic applications.
Process Definition Customer advantages Powersource
SpeedShortArcTM
(SSA)
The Speed Short ArcTM allows a high travel speed due to a rigid arcand a cold regime. It is very effective for welding thin steel plates,working in position and in closed angle and filling bevels. TheSSATM is used for short circuit welding though the normal globularregime travel speed domain.
■ Increase in travel speed■ Reduced distortion
(thin steel sheets)■ Suited to welding in position■ Tolerance and usability
CITOWAVECITOPULS II
SoftSilencePulseTM
(SSP)
The Soft Silence PulseTM is a quieter pulsed mode mainly intendedfor stainless steel welding applications. The SSPTM produces asofter but very stable arc with good wetting of the weld bead.This waveform significantly reduces spatter and gives a very fineappearance to the weld bead.
■ Reduction of noise■ Good wetting of the weld bead■ Reduction of spatter■ Good weld bead appearance
CITOWAVE
ColdDoublePulseTM
(CDP)
The Cold Double PulseTM produces very high quality welds on thinmaterial while avoiding distortion. CDPTM gives a TIG appearance tothe weld and is very effective on very thin aluminium or stainlesssteel sheet (< 2 mm). The operating technique is made easier dueto good control of the weld pool even on badly-prepared sheets.This sequencer mode automatically chains hot arc and cold arcregimes together.
■ Effective on thin sheets■ Reduces distortion■ Easy operating technique■ TIG appearance weld bead
CITOPULS IICITOWAVE

20
TIG welding installationsOERLIKON high-performance TIG machines,are designed for on-site durability and premiumquality results. This inverter range equips weldersfor a wide diversity of activities in both regularand high-tech applications.
Arc equipmentTIG welding installations
Technicalspecifications:
DC welding AC/DC weldingCITOTIG 200 DC CITOTIG 300 DC (W) CITOTIG 400 DC W CITOTIG5 240 AC/DC (W) CITOTIG 310 AC/DC (W)
PrimaryPower supply 230 V single-phase 400 V three-phase 230 V single-phase 400 V three-phase
Consumption 15 A 6.6 A 11 A 23 A 11 A
SecondaryOpen circuit voltage 80 V 80 V 80 V 58 V 63 V
Welding current 5 - 200 A 5 - 300 A 5 - 400 A 3 - 230 A 3 - 300 A
Duty cycle 10 min.cycle (at 40 °C)
200 A at 30% 230 A at 60% 285 A at 60% 200 A at 60% 230 A at 60%
Diam. Electrode 1.6 to 4.0 mm 1.6 to 5.0 mm 1.6 to 6.0 mm 1.6 to 3.2 mm 1.6 to 6.0 mm
OtherDimensions(L x W x H)
410 x 180x 390 mm
500 x 180 x 390 mm500 x 180 x 650 mm in W version
500 x 180x 650 mm
475 x 200 x 405 mm 505 x 195 x 440 mm
Net weight 15 kg 22 kg / 32 kg in W version 33 kg 17 kg 74 kg
Cooling unit No Yes in W version Yes Yes in W version Yes in W version
2570
-21
CITOTIG
Optimised performance and advanced functionality:
■ CITOSTEP double current level function, allows the power input to be changedwithout interruption when welding
■ Synergic pulse function, for ease of setting the pulsed currentparameters
■ Storage facility for welding parameters■ Reliability designed in with an efficient isolated cooling
system which prevents dust and small metalparticles from penetrating themachine interior
■ Optional low voltageOCV with VoltageReduction Deviceavailable
■ Generator compatible(except CITIG)
The DC sets are used for TIG welding stainlessand structural steels and have the flexibility toweld with all types of MMA welding electrodes,with excellent arc characteristics, in additionthe AC/DC installations can be used forwelding light alloys.
2010-9372006-6572006-647
2006-669
2010-635
Automatic balance for AC weldingwith CITOTIG 310 AC/DC
The balance values change automaticallyaccording to current settings and the formof electrode adopted.• Optimised balance value,• Same electrode diameter throughout the
whole current spectrum,• Same type of electrode for DC or AC current,• Reduces electrode changes and wear part
consumption.
The CITOSTEP functionin the CITOTIG range
With the CITOSTEP function, two currentlevels can be chosen, the welding currentand the basic current. This facilitates thechange from one to the other by rapidlypressing the torch trigger. The CITOSTEPfunction can be used to adjust heat inputmomentarily, to change welding positionsor to replenish the filler metal supplywithout having to stop welding.
Accessories
This very high-tech range of TIGequipment has all the productfeatures required by the mostskilled welders for the widestrange of demanding applications.For maximum functionality, thereis a full range of accessories,such as hand- or foot-operatedremote control units and trolleys.

21
MMA electrode power sourcesOERLIKON propose a wide range of equipmentfor MMA welding. This is a selection of unitsfor on site applications in all conditions.
CITOARC 2200i VRD■ Portable 3 phase unit for heavy applications and
maintenance operations
■ Generator compatible
■ Built-in VoltageReduction Devicefor higher security, forwelding all types of MMAelectrodes, includingcellulosic
■ Inverter technology
CITOARC 3500i■ Multi-process (MMA, Gouging, TIG DC, MIG)
inverter unit
■ Welding MMA electrodesup to Ø 6.3 mm
■ MIG welding with theDV 4004 wire feederoption
■ CC/CV 3phase unit
■ Weighing only 29 kg
CITOROD 6500 XT ■ For the heaviest duty applications
including arc air gouging
■ Thyristor technology
■ Multiprocess(MMA, Gouging,TIG DC, MIG)- 3 phase unit,
■ Possibility ofMIG/MAGwelding usingDEVIDARC anautonomouswire-feeder.
2009
-055
2009
-092
2006
-762
2008
-800
Arc equipmentMMA electrode power sources
2570
-07
Technical specifications: CITOARC 1800 HPF CITOARC 2200i VRD CITOARC 3500i CITOROD 6500 XT
Primary
Power supply 230 V single-phase 400 V three-phase 400 V three-phase230 - 400 Vthree-phase
Effective consumption 15 A 9 A 28.5 A 102 - 60 A
Secondary
Open circuit voltage 44 V 105 V (14 V rest voltage) 91 V 75 V
Welding current 10 - 180 A 5 - 220 A 5 - 350 A 10 - 630 A
Duty cycle 10 min. cycle (at 40 °C) 180 A at 20% 220 A at 35% 350 A at 35% 630 A at 35%
Diam. ElectrodeMMA 1.6 to 4.0 mm 1.6 to 5.0 mm 1.6 to 6.0 mm 1.6 to 6.3 mm
Gouging - - Up to 6.3 mm Up to 10 mm
Dimensions (L x W x H) 170 x 320 x 395 mm 250 x 470 x 450 mm 525 x 300 x 390 mm 1000 x 600 x 600 mm
Net weight 6.6 kg 19 kg 29 kg 176 kg
CITOARC 1800 HPF■ Very light and portable unit
for maintenance
■ Ultra flexible for lightduty and flexiblefinishing applications
■ Possibilty to weldwith very longprimary cable(up to 70 m)

Plasma cutting installations
OERLIKON has a complete ManualPlasma cutting range for all applications.
2009
-273
22
From the CITOCUT K, a single phase unit with integratedcompressor, a highly portable unit that cuts up to 6 mm,to the NERTAJET 50, a high performance chopper, multi gasmachine that cuts up to 50 mm of steel.
CITOCUT 40iHeavy duty portable cutting unit inverter technology.
■ 400V 50/60 Hz three-phase■ Heavy duty cycle, 120 A at 60% at 40 °C■ Quality cut, up to 40 mm■ Contact cut, distance cut, plasma gouging■ Blow back start, no HF interference■ Grid cutting capability
CITOCUT 40CProduct features:
■ High cutting capcity: 40 mm with 120 A
■ High duty cycle: 50% at 40 °C
■ 4 steps for setting the current according to the thickness to cut
■ IP 23 for indoor and outdoor applications
■ High quality cut with drag cutting nozzles
■ Delivered ready to use with 6 m torch, air hose, primary cable,earth cable, starting set of wear parts
■ Input voltage three-phase: 220/230/380/400 V - 50/60 Hz
■ Torch with central connector
2007
-117
2010
-260
Arc equipmentPlasma cutting installations

23
For the most demanding applications, SUBARC 5 is a compactwelding and hard surfacing installation. It allows accuratepre-setting and pre-selection of the actual welding current andvoltage parameters for excellent arc striking every time:
■ Submerged arc welding:- direct current: flat or drooping power source characteristics.- alternating current: drooping power source characteristic.
■ MIG/MAG (spray-arc transfer).
■ Single, twin and tandem options with flux recycling system.
WELDING HEAD SUBARC 5 standard welding heads A complete range of high-performance equipment usingmicroprocessor technology to combine performance, flexibilityof use and guaranteed high reliability in welding cyclemanagement.
STARMATIC power sources■ Rugged, reliable, suitable for aggressive industrial
surroundings■ Fan-cooled, fitted with thermal cut-out,
easy to move using crane or forklift■ Quick connection to the core of the installation
by simple and accessible connectors■ Remote control system■ Function type:
1 - SAW direct current (DC)2 - SAW alternative current (AC)3 - SAW gouging arc
2000
-357
Twin
DC 2004
-928
2008
-466
Tandem
DC AC
2004
-926 Single
DC
* For other primary power supply three-phase, consult Air Liquide Welding.
Equipment for submerged arc welding
1881
-064
2007
-386
STARMATIC 1303 DC STARMATIC 1003 AC/DC
Duty cycle at 100% 1 300 A - 44 V 1 000 A - 44 V
Welding range 2 DC 1 AC - 1 DC
Primary power supply 400-440 V 50/60 Hz* three-phase 380/400/415 V 50/60 Hz* three-phase
Technology Thyristors Thyristors
Power at 100% duty cycle 99 kVA 64.6 kVA
External-static characteristics- flat - drooping
■
■
AC■
■
DC■
■
Net weight 483 kg 540 kg
2006
-781

24
2004
-682
MEGATRAC 6 SUBARC 3C■ Modular S.A. carriage which can be adapted to various applications.
■ Flat and angle assembly of plates in all grades and thicknesses.
■ Wheel diameter: 150 mm.
■ Crabbing arms
2008
-337
SAW self propelled tractorA practical, efficient and cost effective solution.
Equipment for submerged arc welding
dvanced utomatic rchitecture
Advanced mobile console■ Centralised console■ Mobile plug & play system■ User friendly-interface
Automatic machine management■ Process management■ Machine cycle control■ Integrated peripherals
Architecture based on new concept■ Modular and flexible solutions■ Full digital control■ Ready for networking and communication
Mobile console: browsing on the screenswith a graphic representation of the machine.
3A WELDING SYSTEM a new generation of mobile console control device
The 3A Welding System plug & play Mobile Console gives the operator complete mobility and permits themanagement of both machine and process. This new generation interface is easy to use and operators arerapidly able to program the machine efficiently. The multipurpose 3A welding system concept is designedfor all arc welding processes, and the equipment remains upgradable with the open architecture.
SAW head configurations for 3A welding system
Single wire 1 300 A* 100% DC+
Twin arc1 300 A* 100% DC+
Tandem arcs1 300 A* 100% DC+1 000 A 100% AC
Tandem twin1 300 A* 100% DC+1 000 A 100% AC
Tandem powder1 300 A* 100% DC+1 000 A 100% AC
* Maximum current with single power source, possibility to connect power sources in parallel
Tandem hybrid1 300 A* 100% DC+1 000 A 100% AC

25
OXYTOME / PLASMATOME RS & TWIN RS - CYBERTOME openthe way to all oxycutting and plasma arc cutting operations thatrequire the use of machines capable of cutting very wide platesand implementing more complex options.
Flame and Plasma cutting machines
2003
-342
2007
-361
2006
-298
OXYTOME RS
PLASMATOMETWIN RS
Reinforced structurefor OXYTOME / PLASMATOME (RS)For plates wider than 4 m or for certain equipment,a reinforced structure is used to ensure movement stabilityand precision.
TWIN RS structure for OXYTOME / PLASMATOMEThe TWIN RS structure is designed as a double transversalbeam equipped with liner guides and bearing, located in asafety position away from heat radiation. This machine isspecially suitable for bevelling head applications requiring atransversal cutting stroke over 4 m or tool holder of 800 mm.Finally, the accuracy of this machine is particulary suitablefor HP plasma applications.
CYBERTOMEDesigned as a “machine tool” concept, stated in termsof accuracy and repeatability according to current standards.This design can be modified to accomodate special requirements,and allows sheet metal cutting of 8 m width and more.
PlasmalongitudinalThis system allows the
operator to manually tilt
the torch in order to work
plasma bevels along the
longitudinal axis.
PlasmastraightThis system is used to
work bevels along the
axes using a plasma torch.
For further details on this
option, please contact
OERLIKON service.
Plasmabevelling headSystem rotation and tilting
are entirely servo-
controlled by the HPC
digital process controller
which makes it possible to
program a bevel angle
change during a run. This
light but rugged system
guarantees excellent
cutting results.
V X KStraight linebevelling unitFor bevelling along the
machine axes with
mechanical sensing.
V X Kendless rotationbevelling unitCan be fitted on
Cybertome Numerical
control programs the
blowtorches positions.
It can work V, X, or K type
bevels from 0 to 45° for
plates up to 60 mm thick
(other possibilities on
request).
Bevelling system
0031
-028
0031
-055
2007
-487
1065
-001
2008
-470
2009
-300

26
AZURMATIC cutting tables
2002
-506
1806
-064
0255
-011
3 models of table adapted to the process of cutting
Extraction table for dry cuttingThe AZURMATIC table with air extraction offers unrivalledefficiency in terms of fume extraction due to its unique systemof transverse extraction ducts.Robustly designed in one-piece or modular form, the table isdivided over its length into 1 metre sections, extraction takingplace across the full width of the table on the module inoperation only. Mechanical grills actuated by the displacementof the machine provide suction under the sheet at the place ofcutting only.This principle of operation guarantees optimum extraction,irrespective of the size of the sheet being cut, while maintaininga modest extraction air-flow rate.
Technical characteristics:
■ Transverse duct extraction system,■ Division into 1 metre sections over the length of the table
(500 and 750 mm sections on demand for intensive use),■ Removable slag boxes,■ Removable workpiece supporting frame with flat irons
(section 100 x 6 mm) and wire mesh grid (50 x 50 x 5 mm),■ Maximum capacity: sheet up to 300 mm thick.
Constant water level extraction tableVarious processes, especially plasma cutting with non-immersed water vortex, require a cutting table with waterrecovery and fume extraction.
This table provides both possibilities. This process (which ispatented) avoids the need for filtering equipment upstream offume extraction.
Technical characteristics:
■ One-piece design divided into 630 mm sections,■ Standard lengths of 3 to 12 m,■ Standard widths: 1.5 - 2 - 2.5 and 3 m,■ Height: 700, 800 or 920 mm,■ Maximum capacity: sheet thickness 50 mm.
Technical characteristics:
■ Modular construction in lengths of 1.5, 1.75 and 2 m,■ Widths to demand,■ Pivoting workpiece support frame for easier, faster cleaning.
Variable water level tablesVariable water level tables are specifically intended for immersedplasma cutting.This procedure limits pollution by solid or gaseous matterand gives protection against audible and visual stress.It improves accuracy of cutting while limiting distortion caused by heating of the workpiece.

27
Air Liquide Welding through WELDLINE offers a wide range of toolsand accessories dedicated for welding applications (cables, earthclamps, torches, brushes and hammers, sprays…) as well aspersonal protective equipment for the welder (gloves, clothing,goggles, mask…) and for the workshop (strips, curtains etc.).
Accessories and PPE(Personal Protective Equipment)
2009
-471
Ovens
Cables and connectorsPrimary and secondary cables, solid coppermeeting the international standards requirements.
2008
-574
2009
-462
2000
-174
2007
-814
Welder ProtectionA complete range of helmets, leather and cottonclothing, glasses, gloves and shoes.The ZEPHYR helmet ensures comfort and protectionwith a new high performance liquid crystal cell,extra-wide vision and extreme reliability. TheZEPHYR is equipped with a forced air flow systempreventing welding fume from infiltrating into thewelder’s helmet. The filter and protection screen areeasy to extract, with pressure on the push button.Adjustable head gear (4 positions) with an optimiseddesign to ensure good protection of the head, andlight weight for comfort.
Tungsten electrodesFor TIG welding, we can provide a full rangeof nonconsumable tungsten electrode.
Our range includes pure tungsten electrodesbut also several models of alloyed electrodes.
Pure Tungsten for AC welding of aluminum Tungsten + thorium for DC weldingTungsten + cerium for DC weldingTungsten + lanthanum for both DC and AC weldingTungsten + rare earths for both DC and AC welding
SKINCRICSPRAYMIG BUBBLE
2008
-247
2007
-394
2007
-794
2006
-238
2006
-239
2006
-240
2008
-579
A full range of portable quivers,holding and re-baking ovens forMMA electrodes and hopperovens for flux.
SpraysAnti-spatter (SPRAYMIG), crack detection products (SKINCRIC),leak detection(BUBBLE).
28
°C °F
- 33.3 26 78.8- 2.78 27 80.6- 2.22 28 82.4- 1.67 29 84.2- 1.11 30 86.0
- 0.56 31 87.80.00 32 89.60.56 33 91.41.11 34 93.21.67 35 95.0
2.22 36 96.82.78 37 98.63.33 38 100.43.89 39 102.24.44 40 104.0
5.00 41 105.85.56 42 107.66.11 43 109.46.67 44 111.27.22 45 113.0
°C °F
7.78 46 114.88.33 47 116.68.89 48 118.49.44 49 120.210.0 50 122.0
10.6 51 123.811.1 52 125.611.7 53 127.412.2 54 129.212.8 55 131.0
13.3 56 132.813.9 57 134.614.4 58 136.415.0 59 138.215.6 60 140.0
16.1 61 141.816.7 62 143.617.2 63 145.417.8 64 147.218.3 65 149.0
°C °F
18.9 66 150.819.4 67 152.620.2 68 154.420.6 69 156.221.1 70 158.0
21.7 71 159.822.2 72 161.622.8 73 163.423.3 74 165.223.9 75 167.0
24.4 76 168.825.0 77 170.625.6 78 172.426.1 79 174.226.7 80 176.0
27.2 81 177.827.8 82 179.628.3 83 181.428.9 84 183.229.4 85 185.0
°C °F
30.0 86 186.830.6 87 188.631.1 88 190.431.7 89 192.232.2 90 194.0
32.8 91 195.833.3 92 197.633.9 93 199.434.4 94 201.235.0 95 203.0
35.6 96 204.836.1 97 206.636.7 98 208.437.2 99 210.238 100 212.0
43 110 23049 120 24854 130 26660 140 28466 150 302
°C °F
71 160 32077 170 33882 180 35688 190 37493 200 392
99 210 410100 212 413104 220 428110 230 446116 240 464
121 250 482127 260 500132 270 518138 280 536143 290 554
149 300 572154 310 590160 320 608166 330 626171 340 644
°C °F
177 350 662182 360 680188 370 698193 380 716199 390 734
204 400 752232 450 842260 500 932288 550 1022316 600 1112
343 650 1202371 700 1292399 750 1382427 800 1472454 850 1562
482 900 1652510 950 1742538 1000 1832566 1050 1922593 1100 2012
°C °F
621 1150 2102649 1200 2192677 1250 2282704 1300 2372732 1350 2462
760 1400 2552788 1450 2642816 1500 2732843 1550 2822871 1600 2912
899 1650 3002927 1700 3092954 1750 3182982 1800 3272
1010 1850 3362
1038 1900 34521066 1950 35421093 2000 36321121 2050 37221149 2100 3812
°C °F
1177 2150 39021204 2200 39921232 2250 40821260 2300 41721288 2350 4262
1316 2400 43521343 2450 44421371 2500 45321399 2550 46221427 2600 4712
1454 2650 48021482 2700 48921510 2750 49821538 2800 50721566 2850 5162
1593 2900 52521621 2950 53421649 3000 5432
°C °F
- 156.6 - 250 - 418- 128.8 - 200 - 328- 101.1 - 150 - 238- 73.3 - 100 - 148- 45.5 - 50 - 58
- 45.0 - 49 - 56.2- 44.4 - 48 - 54.4- 43.8 - 47 - 52.6- 43.3 - 46 - 50.8- 42.7 - 45 - 49
- 42.2 - 44 - 47.2- 41.6 - 43 - 45.4- 41.1 - 42 - 43.6- 40.5 - 41 - 41.8- 40.0 - 40 - 40.0
- 39.4 - 39 - 38.2- 38.8 - 38 - 36.4- 38.3 - 37 - 34.6- 37.7 - 36 - 32.8- 37.2 - 35 - 31
°C °F
- 36.6 - 34 - 29.2- 36.1 - 33 - 27.4- 35.5 - 32 - 25.6- 35.0 - 31 - 23.8- 34.4 - 30 - 22.0
- 33.8 - 29 - 20.2- 33.3 - 28 - 18.4- 32.7 - 27 - 16.6- 32.2 - 26 - 14.8- 31.6 - 25 - 13.0
- 31.1 - 24 - 11.2- 30.5 - 23 - 9.4- 30.0 - 22 - 7.6- 29.4 - 21 - 5.8- 28.8 - 20 - 4.0
- 28.3 - 19 - 2.2- 27.7 - 18 - 0.4- 27.2 - 17 1.4- 26.6 - 16 3.2- 26.1 - 15 5.0
°C °F
- 25.5 - 14 6.8- 25.0 - 13 8.6- 24.4 - 12 10.4- 23.8 - 11 12.2- 23.3 - 10 14.0
- 22.7 - 9 15.8- 22.2 - 8 17.6- 21.6 - 7 19.4- 21.1 - 6 21.2- 20.5 - 5 23.0
- 20.0 - 4 24.8- 19.4 - 3 26.6- 18.8 - 2 28.4- 18.3 - 1 30.2- 17.8 0 32.0
- 17.2 1 33.8- 16.7 2 35.6- 16.1 3 37.4- 15.6 4 39.2- 15.0 5 41.0
°C °F
- 14.4 6 42.8- 13.9 7 44.6- 13.3 8 46.4- 12.8 9 48.2- 12.2 10 50.0
- 11.7 11 51.8- 11.1 12 53.6- 10.6 13 55.4- 10.0 14 57.2- 9.44 15 59.0
- 8.89 16 61.8- 8.33 17 63.6- 7.78 18 65.4- 7.22 19 67.2- 6.67 20 68.0
- 6.11 21 69.8- 5.56 22 71.6- 5.0 23 73.4
- 4.44 24 75.2- 3.89 25 77.0
Note: the numbers in bold type refer to the temperature, either in Celsius or Fahrenheit, which is desired to convert into the other scale. If converting fromFahrenheit degrees to Celsius degrees, the equivalent temperature will be found in the left column, while converting from Ceslsius degrees to Fahrenheitdegrees the answer will be found in the column on the right.
Temperature Conversion Table
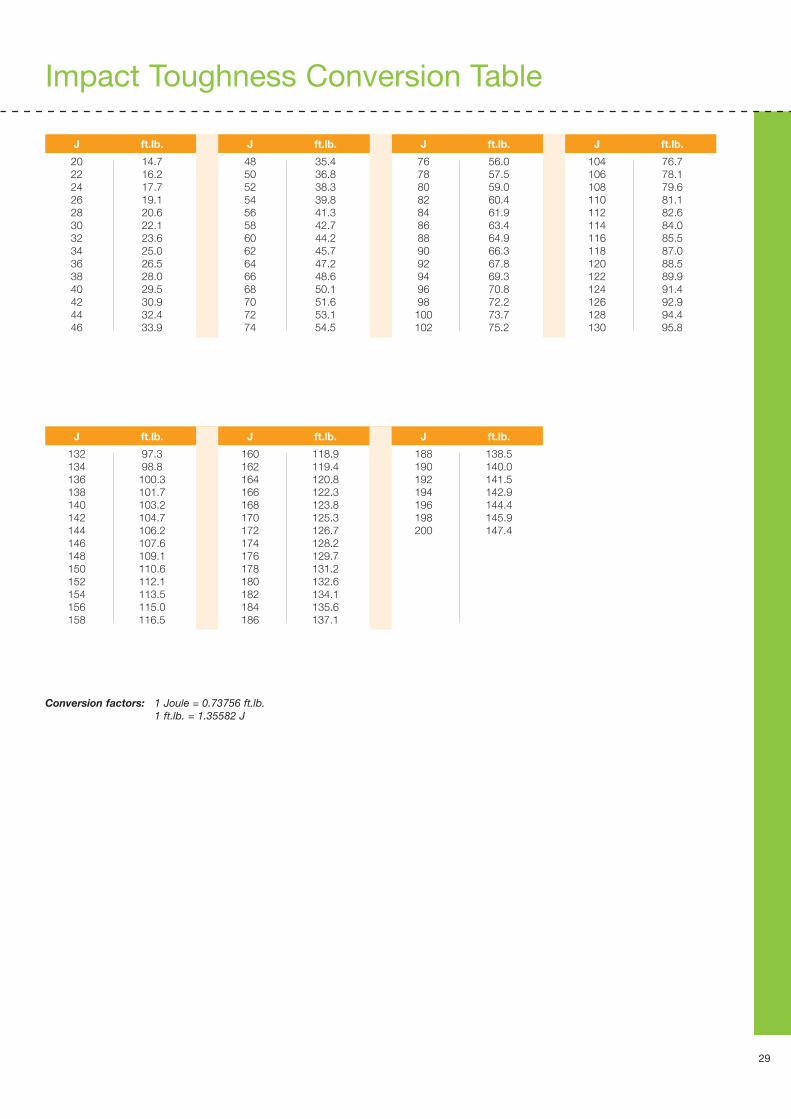
29
Impact Toughness Conversion Table
J ft.lb.
20 14.722 16.224 17.726 19.128 20.630 22.132 23.634 25.036 26.538 28.040 29.542 30.944 32.446 33.9
J ft.lb.
48 35.450 36.852 38.354 39.856 41.358 42.760 44.262 45.764 47.266 48.668 50.170 51.672 53.174 54.5
J ft.lb.
76 56.078 57.580 59.082 60.484 61.986 63.488 64.990 66.392 67.894 69.396 70.898 72.2100 73.7102 75.2
J ft.lb.
104 76.7106 78.1108 79.6110 81.1112 82.6114 84.0116 85.5118 87.0120 88.5122 89.9124 91.4126 92.9128 94.4130 95.8
J ft.lb.
132 97.3134 98.8136 100.3138 101.7140 103.2142 104.7144 106.2146 107.6148 109.1150 110.6152 112.1154 113.5156 115.0158 116.5
J ft.lb.
160 118.9162 119.4164 120.8166 122.3168 123.8170 125.3172 126.7174 128.2176 129.7178 131.2180 132.6182 134.1184 135.6186 137.1
Conversion factors: 1 Joule = 0.73756 ft.lb.1 ft.lb. = 1.35582 J
J ft.lb.
188 138.5190 140.0192 141.5194 142.9196 144.4198 145.9200 147.4

30
N/mm2 ksi psi MPa
150 21.8 21800 150160 23.2 23200 160170 24.7 24700 170180 26.1 26100 180190 27.6 27600 190200 29.0 29000 200210 30.5 30500 210220 31.9 31900 220230 33.4 33400 230240 34.8 34800 240250 36.3 36300 250260 37.7 37700 260270 39.2 39200 270280 40.6 40600 280290 42.1 42100 290300 43.5 43500 300310 45.0 45000 310320 46.4 46400 320330 47.9 47900 330340 49.3 49300 340
N/mm2 ksi psi MPa
350 50.8 50800 350360 52.2 52200 360370 53.7 53700 370380 55.1 55100 380390 56.6 56600 390400 58.0 58000 400410 59.5 59500 410420 60.9 60900 420430 62.4 62400 430440 63.8 63800 440450 65.3 65300 450460 66.7 66700 460470 68.2 68200 470480 69.6 69600 480490 71.1 71100 490500 72.5 72500 500510 74.0 74000 510520 75.4 75400 520530 76.9 76900 530540 78.3 78300 540
N/mm2 ksi psi MPa
550 79.8 79800 550560 81.2 81200 560570 82.7 82700 570580 84.1 84100 580590 85.6 85600 590600 87.0 87000 600610 88.5 88500 610620 89.9 89900 620630 91.4 91400 630640 92.8 92800 640650 94.3 94300 650660 95.7 95700 660670 97.2 97200 670680 98.6 98600 680690 100.1 100100 690700 101.5 101500 700710 103.0 103000 710720 104.4 104400 720730 105.9 105900 730740 107.3 107300 740
N/mm2 ksi psi MPa
750 108.8 108800 750760 110.2 110200 760770 111.7 111700 770780 113.1 113100 780790 114.6 114600 790800 116.0 116000 800810 117.5 117500 810820 118.9 118900 820830 120.4 120400 830840 121.8 121800 840850 123.3 123300 850860 124.7 124700 860870 126.2 126200 870880 127.8 127800 880890 129.1 129100 890900 130.5 130500 900910 132.0 132000 910920 133.4 133400 920930 134.9 134900 930940 136.3 136300 940
N/mm2 ksi psi MPa
950 137.8 137800 950960 139.2 139200 960970 140.7 140700 970980 142.1 142100 980990 143.6 143600 9901000 145.0 145000 10001010 146.5 146500 10101020 147.9 147900 10201030 149.4 149400 10301040 150.8 150800 10401050 152.3 152300 10501060 153.7 153700 10601070 155.2 155200 10701080 156.6 156600 10801090 158.1 158100 10901100 159.5 159500 11001110 161.0 161000 11101120 162.4 162400 11201130 163.9 163900 11301140 165.3 165300 1140
Conversion factors: 1 N/mm2 = 145.038 psi1 N/mm2 = 0.145038 ksi1 MPa = 145.038 psi1 MPa = 0.145038 ksi
Note: psi values have been rounded off to the nearest fourth digit.
Stress Conversion Table
N/mm2 ksi psi MPa
1150 166.8 166800 11501160 168.2 168200 11601170 169.7 169700 11701180 171.1 171100 11801190 172.6 172600 11901200 174.0 174000 1200

Welding positions according to DIN EN ISO 6947:1997-05
31
Welding Units Comparison Tables
lbs/hr kg/hr
1 0.452 0.93 1.364 1.815 2.266 2.727 3.178 3.689 4.0810 4.5311 4.9812 5.4413 5.8914 6.3515 6.8016 7.2517 7.7118 8.1619 8.6120 9.0721 9.5222 9.9723 10.4324 10.8825 11.33
Deposition rates
ins/min m/min
25 0.650 1.375 1.9100 2.5125 3.1150 3.8175 4.4200 5.1225 5.7250 6.3275 6.9300 7.6325 8.2350 8.9375 9.5400 10.2425 10.8450 11.4475 12.0500 12.7525 13.3550 14.0575 14.6600 15.2625 15.8650 16.5675 17.1700 17.8
Wire feed speed
lbs kgs
2.2 14.4 26.6 38.8 411.0 513.2 615.4 717.6 819.8 922.0 1033.0 1544.0 2055.0 2566.0 3077.0 3588.0 4099.0 45110.0 50
Consumable weight
inches mm
10 25012 30013 33014 35018 450
Electrode length
inches mm
0.024 0.60.030 0.80.035 0.90.045 1.00.052 1.2
1/16 1.65/64 2.03/32 2.47/64 3.01/8 3.25/32 4.03/16 5.01/4 6.0
Electrodeand wire diameter
Buttwelds
PA1G
Horizontalflat position
PC2G
Transverseposition
PE4G
Overheadposition
PG3Gd
Vertical downposition
PF3Gu
Vertical upposition
Filletwelds
PA1F
Horizontalflat position
PB2F
Horizontaldownhand position
PD4F
Horizontaloverhead position
PG3F
Vertical downposition
PF3Fu
Vertical upposition
PD4F
Pipe: fixedAxis: verticalASME: 4F
Pipewelds
PA1G
Pipe: rotatedAxis: horizontalASME: 1G
Pipe: fixedAxis: horizontalASME: 5Gd
Pipe: fixedAxis: horizontalASME: 5Gu
PC2G
Pipe: fixedAxis: verticalASME: 2G
H-LO456G
Pipe: fixedAxis: e.g. 45°ASME: 6G
PG5Gd
PF5Gu
Pipewelds
PB2F
Pipe: rotatedAxis: horizontalASME: 2F
Pipe: fixedAxis: horizontalASME: 5Fd
Pipe: fixedAxis: horizontalASME: 5Fu
PB2F
Pipe: fixedAxis: verticalASME: 2F
PG5Fd
PF5Fu



© A
ir Li
qui
de
Wel
din
g -
W00
0370
451
- 02
/201
1 -
Ed
.1 -
HP
1 -
PLB
D 6
877
- C
réd
it p
hoto
s : F
otol
iaA
ir Li
quid
e W
eldi
ng r
eser
ves
the
right
to m
odify
its
prod
ucts
with
out p
rior
notic
e. T
he in
form
atio
n co
ntai
ned
in th
is d
ocum
ent i
s de
sign
ed to
hel
p th
e us
er in
his
cho
ice
of p
rodu
ct.
The
user
sho
uld
chec
k th
at th
e pr
oduc
t cho
sen
by h
im is
sui
ted
to th
e ap
plic
atio
n he
env
isag
es fo
r it.
Contacts
www.airliquide.com
www.oerlikon-welding.com
OERLIKON ManualArc Equipment■ MMA range
■ TIG range
■ Plasma cutting range
■ CITOMAG range
■ CITOWAVE - CITOPULS range
■ PlasmaWelding
OERLIKON consumables CatalogueAll data sheets of welding consumables of the OERLIKON range.500 pages in A5 format (available also on linewww.oerlikon-welding.com)
Product Literature
Automation Catalogue,this catalogue describes a completerange of equipment for the automaticoxy and plasma cutting processes,as well as for the welding processes(MIG/MAG, TIG, plasma...).Positioning equipment is also presented, with rotators, positioners,column and booms, turntables etc...
“Competence”, a journal fromOERLIKON containing technical articleson some of the latest developmentsin welding technology. Each issuecontains technical articles designedto illustrate recent technologicaldevelopments from OERLIKON, theirbackground and the consequentfabrication opportunities.
1
2
3
4
5
1
2
3
4
5
Air Liquide is the world leader in gases for industry, health and the environment, and is present in over 75 countries with 43.000 employees. Oxygen, nitrogen,hydrogen and rare gases have been at the core of Air Liquide’s activities since its creation in 1902. Using these molecules, Air Liquide continuously reinventsits business, anticipating the needs of current and future markets. The Group innovates to enable progress, to achieve dynamic growth and a consistentperformance. Air Liquide combines many products and technologies to develop valuable applications and services not only for its customers but also for society.
BELGIUMAIR LIQUIDE WELDING BELGIUM SAZ.I. West Grijpen - Grijpenlaan 5 - 3300 TIENENTel.: +32 16 80 48 20 - Fax: +32 16 78 29 22CHINASAF SHANGHAI REP.OFF.Rm 722 Pine City Hotel777 Zhao Jia Bang Lu - SHANGHAI 200032Tel.: +86 21 64 43 89 69 - Fax: +86 21 64 43 58 97CZECH REPUBLIC AIR LIQUIDE CZ S.R.O. - Welding and CuttingPodnikatelská 565 - Areál SVUM - 190 11 PRAHA 9 - BúchoviceTel.: +420 274 023 163 - Fax: +420 274 023 233FRANCEAIR LIQUIDE WELDING FRANCE13, rue d’Épluches - BP 70024 Saint-Ouen l'Aumône95315 CERGY PONTOISE CedexTel.: +33 1 34 21 33 33 - Fax: +33 1 34 21 31 30GERMANYOERLIKON SCHWEISSTECHNIK GmbHIndustriestrasse 12 - D-67304 EISENBERG/PFALZTel.: +49 6351 4760 - Fax: +49 6351 476 335HUNGARYAIR LIQUIDE HUNGARY - Welding & CuttingKrisztina krt. 39/b - H-1013 BUDAPESTTel.: +36 1 339 8650 - Fax: +36 1 339 8649ITALYFRO-AIR LIQUIDE WELDING ITALIAVia Torricelli 15/A - 37135 VERONATel.: +39 045 82 91 511 - Fax: +39 045 82 91 536LUXEMBOURGAIR LIQUIDE WELDING LUXEMBOURG S.A.5 rue de la Déportation - BP 1385 - L-1415 LUXEMBOURGTel.: +352 48 54 56 - Fax: +352 48 54 57MALAYSIASAF-OERLIKON MALAYSIA SDN BHDNo 10, Jalan TPP 5/1Taman Perindustrian Puchong - 47100 PUCHONG, SELANGORTel.: +603 8060 8638 - Fax: +603 8061 620NETHERLANDSAIR LIQUIDE WELDING NETHERLANDSRudonk 6 B - NL 4824 AJ BREDATel.: +31 76 541 00 80 - Fax: +31 76 541 58 96POLANDAIR LIQUIDE WELDING POLSKA - SP. Z.o.oUL. Porcelanowa 10 - 40-246 KATOWICETel.: +48 32 609 04 50 - Fax: +48 32 609 04 60
PORTUGALAIR LIQUIDE SOLDADURA LDARua Dr. António Loureiro Borges, 4-2° ArquiparqueMiraflores - 1495-131 ALGÉSTel: +351 21 41 64 900 - Fax: +351 21 41 69 40ROMANIADUCTILAleea Industriilor Nr 1 - 120224 BUZAUTel.: +40 238 722 058 - Fax: +40 238 716 861RUSSIA
AIR LIQUIDE WELDING17 Vorontsovskaya Str. - 109147 MOSCOW Tel.: +7 495 641 28 98 - Fax: +7 495 641 28 91SCANDINAVIAOERLIKON SKANDINAVIEN ABKrossverksgatan 7 - 216 16 LIMHAMNTel.: +46 (0)40 670 15 00 - Fax: +46 (0)40 670 15 01SLOVAKIAAIR LIQUIDE WELDING CENTRAL EUROPE S.R.O.Hlohovecká 6 - 951 41 NITRA - LUŽIANKYTel.: +421 37 692 4610 - Fax : + 421 37 651 28 04SPAINOERLIKON SOLDADURA SAPoligono Industrial la Noria Carretera de Castellon Km-15,500 - 50730 El Burgo de Ebro - ZARAGOZATel.: +34 976 10 47 00 - Fax: +34 976 10 42 67SWITZERLANDOERLIKON SCHWEISSTECHNIK AG Mandachstrasse 54 - CH 8155 NIEDERHASLI Tel.:+41 44 3076 111 - Fax: +41 44 3076 112THAILANDAIR LIQUIDE WELDING THAILAND Co. Ltd.40 Moo 6 - Ramindra Road Km 9.5 - KHANNAYAO, BANGKOK 10230Tel.: +66 29 43 2250 - Fax: +66 29 43 2256UAEAIR LIQUIDE WELDING MIDDLE EAST FZEJebel Ali free zone warehouse No. FZS1AH05P.O. BOX 18734 - Jebel Ali - DUBAITel.: +971(0)48861606 - Fax: +971(0)48861608U. K.AIR LIQUIDE WELDING LtdLow March / London Road - DAVENTRY - Northants NN11 4SDTel.: +44 1 327 70 55 11 - Fax: +44 1 327 70 13 10UKRAINE
AIR LIQUIDE WELDING UKRAINE, Llc.199, Moskovski avenue, office 339 - 61037 KHARKOVTel.: +38 (057) 728 08 52 - Fax : +38 (057) 728 08 53
www.oerlikon-welding.com
6
6
Contacts for other countriesALW International Development Department Italy FRO - AIR LIQUIDE WELDING ITALIAVia Torricelli15/A37135 VERONATel.: +39 045 82 91 511- Fax: +39 045 82 91 536
ALW International Development Department FranceAIR LIQUIDE WELDING FRANCE13, rue d’Epluches - Saint Ouen l’Aumône95315 CERGY-PONTOISE CedexTel.: +33 1 34 21 33 33 - Fax: +33 1 30 37 19 73
LNG and LowTemperature Gas Storage

© A
ir Li
qui
de
Wel
din
g -
W00
0370
451
- 02
/201
1 -
Ed
.1 -
HP
1 -
PLB
D 6
877
- C
réd
it p
hoto
s : F
otol
iaA
ir Li
quid
e W
eldi
ng r
eser
ves
the
right
to m
odify
its
prod
ucts
with
out p
rior
notic
e. T
he in
form
atio
n co
ntai
ned
in th
is d
ocum
ent i
s de
sign
ed to
hel
p th
e us
er in
his
cho
ice
of p
rodu
ct.
The
user
sho
uld
chec
k th
at th
e pr
oduc
t cho
sen
by h
im is
sui
ted
to th
e ap
plic
atio
n he
env
isag
es fo
r it.
Contacts
www.airliquide.com
www.oerlikon-welding.com
OERLIKON ManualArc Equipment■ MMA range
■ TIG range
■ Plasma cutting range
■ CITOMAG range
■ CITOWAVE - CITOPULS range
■ PlasmaWelding
OERLIKON consumables CatalogueAll data sheets of welding consumables of the OERLIKON range.500 pages in A5 format (available also on linewww.oerlikon-welding.com)
Product Literature
Automation Catalogue,this catalogue describes a completerange of equipment for the automaticoxy and plasma cutting processes,as well as for the welding processes(MIG/MAG, TIG, plasma...).Positioning equipment is also presented, with rotators, positioners,column and booms, turntables etc...
“Competence”, a journal fromOERLIKON containing technical articleson some of the latest developmentsin welding technology. Each issuecontains technical articles designedto illustrate recent technologicaldevelopments from OERLIKON, theirbackground and the consequentfabrication opportunities.
1
2
3
4
5
1
2
3
4
5
Air Liquide is the world leader in gases for industry, health and the environment, and is present in over 75 countries with 43.000 employees. Oxygen, nitrogen,hydrogen and rare gases have been at the core of Air Liquide’s activities since its creation in 1902. Using these molecules, Air Liquide continuously reinventsits business, anticipating the needs of current and future markets. The Group innovates to enable progress, to achieve dynamic growth and a consistentperformance. Air Liquide combines many products and technologies to develop valuable applications and services not only for its customers but also for society.
BELGIUMAIR LIQUIDE WELDING BELGIUM SAZ.I. West Grijpen - Grijpenlaan 5 - 3300 TIENENTel.: +32 16 80 48 20 - Fax: +32 16 78 29 22CHINASAF SHANGHAI REP.OFF.Rm 722 Pine City Hotel777 Zhao Jia Bang Lu - SHANGHAI 200032Tel.: +86 21 64 43 89 69 - Fax: +86 21 64 43 58 97CZECH REPUBLIC AIR LIQUIDE CZ S.R.O. - Welding and CuttingPodnikatelská 565 - Areál SVUM - 190 11 PRAHA 9 - BúchoviceTel.: +420 274 023 163 - Fax: +420 274 023 233FRANCEAIR LIQUIDE WELDING FRANCE13, rue d’Épluches - BP 70024 Saint-Ouen l'Aumône95315 CERGY PONTOISE CedexTel.: +33 1 34 21 33 33 - Fax: +33 1 34 21 31 30GERMANYOERLIKON SCHWEISSTECHNIK GmbHIndustriestrasse 12 - D-67304 EISENBERG/PFALZTel.: +49 6351 4760 - Fax: +49 6351 476 335HUNGARYAIR LIQUIDE HUNGARY - Welding & CuttingKrisztina krt. 39/b - H-1013 BUDAPESTTel.: +36 1 339 8650 - Fax: +36 1 339 8649ITALYFRO-AIR LIQUIDE WELDING ITALIAVia Torricelli 15/A - 37135 VERONATel.: +39 045 82 91 511 - Fax: +39 045 82 91 536LUXEMBOURGAIR LIQUIDE WELDING LUXEMBOURG S.A.5 rue de la Déportation - BP 1385 - L-1415 LUXEMBOURGTel.: +352 48 54 56 - Fax: +352 48 54 57MALAYSIASAF-OERLIKON MALAYSIA SDN BHDNo 10, Jalan TPP 5/1Taman Perindustrian Puchong - 47100 PUCHONG, SELANGORTel.: +603 8060 8638 - Fax: +603 8061 620NETHERLANDSAIR LIQUIDE WELDING NETHERLANDSRudonk 6 B - NL 4824 AJ BREDATel.: +31 76 541 00 80 - Fax: +31 76 541 58 96POLANDAIR LIQUIDE WELDING POLSKA - SP. Z.o.oUL. Porcelanowa 10 - 40-246 KATOWICETel.: +48 32 609 04 50 - Fax: +48 32 609 04 60
PORTUGALAIR LIQUIDE SOLDADURA LDARua Dr. António Loureiro Borges, 4-2° ArquiparqueMiraflores - 1495-131 ALGÉSTel: +351 21 41 64 900 - Fax: +351 21 41 69 40ROMANIADUCTILAleea Industriilor Nr 1 - 120224 BUZAUTel.: +40 238 722 058 - Fax: +40 238 716 861RUSSIA
AIR LIQUIDE WELDING17 Vorontsovskaya Str. - 109147 MOSCOW Tel.: +7 495 641 28 98 - Fax: +7 495 641 28 91SCANDINAVIAOERLIKON SKANDINAVIEN ABKrossverksgatan 7 - 216 16 LIMHAMNTel.: +46 (0)40 670 15 00 - Fax: +46 (0)40 670 15 01SLOVAKIAAIR LIQUIDE WELDING CENTRAL EUROPE S.R.O.Hlohovecká 6 - 951 41 NITRA - LUŽIANKYTel.: +421 37 692 4610 - Fax : + 421 37 651 28 04SPAINOERLIKON SOLDADURA SAPoligono Industrial la Noria Carretera de Castellon Km-15,500 - 50730 El Burgo de Ebro - ZARAGOZATel.: +34 976 10 47 00 - Fax: +34 976 10 42 67SWITZERLANDOERLIKON SCHWEISSTECHNIK AG Mandachstrasse 54 - CH 8155 NIEDERHASLI Tel.:+41 44 3076 111 - Fax: +41 44 3076 112THAILANDAIR LIQUIDE WELDING THAILAND Co. Ltd.40 Moo 6 - Ramindra Road Km 9.5 - KHANNAYAO, BANGKOK 10230Tel.: +66 29 43 2250 - Fax: +66 29 43 2256UAEAIR LIQUIDE WELDING MIDDLE EAST FZEJebel Ali free zone warehouse No. FZS1AH05P.O. BOX 18734 - Jebel Ali - DUBAITel.: +971(0)48861606 - Fax: +971(0)48861608U. K.AIR LIQUIDE WELDING LtdLow March / London Road - DAVENTRY - Northants NN11 4SDTel.: +44 1 327 70 55 11 - Fax: +44 1 327 70 13 10UKRAINE
AIR LIQUIDE WELDING UKRAINE, Llc.199, Moskovski avenue, office 339 - 61037 KHARKOVTel.: +38 (057) 728 08 52 - Fax : +38 (057) 728 08 53
www.oerlikon-welding.com
6
6
Contacts for other countriesALW International Development Department Italy FRO - AIR LIQUIDE WELDING ITALIAVia Torricelli15/A37135 VERONATel.: +39 045 82 91 511- Fax: +39 045 82 91 536
ALW International Development Department FranceAIR LIQUIDE WELDING FRANCE13, rue d’Epluches - Saint Ouen l’Aumône95315 CERGY-PONTOISE CedexTel.: +33 1 34 21 33 33 - Fax: +33 1 30 37 19 73
LNG and LowTemperature Gas Storage