Lathe Projects

of 5
-
Upload
siddharth-patel -
Category
Documents
-
view
212 -
download
0
Transcript of Lathe Projects
-
8/22/2019 Lathe Projects
1/5
Lathe Projects
This page contains descriptions and images of articles fromthe 40s and 50s from magazines like Popular Mechanics.
Many of the images were compiled by Russell Hall
(unfortunately, the publication date has been edited from the
images). Others were collected from various sources or
scanned from originals.
You can now search100+ years of Popular Mechanicsissues
online courtesy of Google.
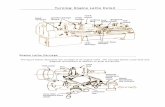
Shop-made Lathe Taper AttachmentMounted on a small lathe can be adjusted to turn outside or
inside tapers on work mounted between centers or in a chuck
for taper boring. Attachment is made entirely from stock
materials. Turning a taper by offsetting the tailstock of the
lathe is a common practice but the method has several
disadvantages. In turning a taper by offsetting, the lathecenters are out of alignment which can result in inaccuracies
due to burring of the center holes in the work, also possible
scoring of the lathe tail center. Only work mounted between
centers can be tapered by the offset method; taper boring
cannot be done. In small shops where the amount of taper
work does not warrant the outlay for a conventional taper
attachment, it is possible, using stock materials, to make one
to fit nearly all small lathes. The taper attachment in this setof plans was made to fit a 9-inch lathe. As a rule, the parts
dimensioned will be suitable for various makes of 9-in. lathes
and possibly those of slightly larger or smaller swing.
http://books.google.com/books?id=Vc8DAAAAMBAJhttp://books.google.com/books?id=Vc8DAAAAMBAJhttp://books.google.com/books?id=Vc8DAAAAMBAJhttp://books.google.com/books?id=Vc8DAAAAMBAJ -
8/22/2019 Lathe Projects
2/5
Lathe Milling Fixture Has Compound AngleSettingTwo features of this milling fixture recommend it to
machinists and manual-training departments doing
specialized work and also to modelmakers with widely
diversified problems in machining small parts. This fixture
can be completely made on the lathe for which it is to be used
and it has a provision for compound-angle settings, a
particularly valuable feature where the shop lathe must bemade to serve as a milling machine. 5 pages of blueprints,
photos and text.
Heavy-duty Lathe Boring Bar
This versatile boring bar is especially designed to providemaximum rigidity for turning and boring operations on
diameters up to the full capacity of the average lathe. Made to
the dimensions given, the unit is suitable for use on lathes
having up to 13-inch swing. 3 pages from 1949.
Lathe Depth StopThis depth stop for an engine lathe does not have to be
removed from the spindle for adjustment. One page drawing
and text. From 1949.
-
8/22/2019 Lathe Projects
3/5
Micrometer Stop for Lathe CarriageWhen doing precision facing, depth boring and duplicate
shouldering in the metal lathe, a micrometer carriage stop is
essential. It's easy to make one by using a micrometer-caliper
head, a head with a ram travel of 0 to 1 in. being sufficiently
large for average use. One page drawings and text. 1949.
Doing Multiple Threading on the MetalLatheVery extensive 6 page how-to article on multiple threading
with photos and tables. 1947.
Lathe Pipe CentersSmall job shops and individual craftsmen having only
infrequent use for pipe centers can save money and setup
time by making one or a pair to handle those occasional jobs
requiring the turning and threading of tubing or pipe in the
lathe. 2 page article with drawings, photos and text.
Tailstock Hand-lever for Small LathesLever operation of the tailstock sleeve doubles or even triples
-
8/22/2019 Lathe Projects
4/5
the work capacity of a small lathe when carrying out repeat
operations such as drilling, tapping and reaming on
semifinished work pieces. This is due mainly to the single
stroke of the lever action when compared with the many turnsof the conventional handwheel necessary to run the sleeve
back and forth within the limits of its travel. The lever action
conversion does not interfere with the use of the sleeve in a
fixed position. No dimensions are given as you have to
determine these from your own lathe. One page with photos,
drawing and text. 1949.
Improvised Tool Post Grinder2 pages with drawings, photos and text. 1949.
Tool Post GrindingBig 5 page article with drawings, photos and text. 1949.
Lathe Countersink Aligns Armature Shaft to
Turn CommutatorWhen turning the commutator on an armature shaft which
does not have a center hole, use a countersunk tailstock
center to mount the work in the lathe. One page drawing and
text from 1949.
-
8/22/2019 Lathe Projects
5/5
Steady Rest for Metal Cutting LatheA steady rest is a useful accessory for supporting long work
during turning, boring or threading operations. This one page
article shows how to make a steady from CRS scrap. From
Popular Mechanics, May 1956.
A microcontroller can be used to automate machine tool
operations. Check out my favorite, theZX-24a
microcontrollerthat is pin-compatible with the Basic Stamp
and other stamp-format microcontrollers.
http://www.zbasic.net/Microcontrollers/ZX-24a-Microcontroller/p-28.htmlhttp://www.zbasic.net/Microcontrollers/ZX-24a-Microcontroller/p-28.htmlhttp://www.zbasic.net/Microcontrollers/ZX-24a-Microcontroller/p-28.htmlhttp://www.zbasic.net/Microcontrollers/ZX-24a-Microcontroller/p-28.htmlhttp://www.zbasic.net/Microcontrollers/ZX-24a-Microcontroller/p-28.htmlhttp://www.zbasic.net/Microcontrollers/ZX-24a-Microcontroller/p-28.html