Justificacion de Una Reparacion Soldada Asme Pcc-c-2-2008
13
ASME PCC-2–2008 Part 2 — Articulo 2.1 PARTE 2 REPARACIONES SOLDADAS. 1 DESCRIPCION 1.1 Consideraciones generales La reparación de los componentes de presión por la inserción de placas por soldaduras a tope implica la sustitución de presión del material en los límites de un componente de presión con una inserción de la placa fijada por soldadura de penetración total a tope. este método de reparación es aplicable a carcasas de taques en forma cilíndrica, esférica, cónica y componentes de presión en partes de forma plana. Puede ser utilizado para carcasas de curvatura individuales y dobles. Se puede también ser utilizado en otros componentes de presión (tales como cabezas formadas) si la curvatura de la sección sustituido coincide con la curvatura de la parte de presión original. No está limitado por el tamaño de la componente de presión, salvo cuando por motivos prácticos impiden el uso de una inserción, como en tuberías de pequeño diámetro o tubo. puede ser utilizado en pequeños componentes de presión de diámetro sise tiene especial cuidado para asegurar un buen ajuste de la inserción de la placa y el componente de presión existente y que el componente de presión reparado cumpla los requisitos de tolerancia bajo el código de construcción aplicable, en este caso ASME SECION 8 DIV. 1 Ultima edición. 1.2 Sustitución de las zonas locales en recipientes a presión, depósitos o paredes de la tubería. Este método de reparación está destinado a ser utilizado para reemplazar partes de la carcasa de los Recipientes de presión o paredes de la tubería que han sido dañadas por las grietas, adelgazamiento local de la pared por erosión, corrosión, y otros daños en mecanismos. La placa de inserción puede contener una o más boquillas o entradas hombre. 1.3 Sustitución de componentes completos El reemplazo de un componente entero , la carcasa completa o una hoja entera de la seccion circular de la carcasa cilíndrica, el segmento completo circular de una esfera, una cabeza completa, o un sección de una tubería no se considera en este método de reparación
-
Upload
armando-ip -
Category
Documents
-
view
215 -
download
14
Transcript of Justificacion de Una Reparacion Soldada Asme Pcc-c-2-2008
ASME PCC-2–2008 Part 2 — Articulo 2.1
PARTE 2
REPARACIONES SOLDADAS.
1 DESCRIPCION
1.1 Consideraciones generales
La reparación de los componentes de presión por la inserción de placas por soldaduras a tope
implica la sustitución de presión del material en los límites de un componente de presión con una
inserción de la placa fijada por soldadura de penetración total a tope.
este método de reparación es aplicable a carcasas de taques en forma cilíndrica, esférica, cónica y
componentes de presión en partes de forma plana.
Puede ser utilizado para carcasas de curvatura individuales y dobles. Se puede también ser
utilizado en otros componentes de presión (tales como cabezas formadas) si la curvatura de la
sección sustituido coincide con la curvatura de la parte de presión original.
No está limitado por el tamaño de la componente de presión, salvo cuando por motivos prácticos
impiden el uso de una inserción, como en tuberías de pequeño diámetro o tubo. puede ser
utilizado en pequeños componentes de presión de diámetro sise tiene especial cuidado para
asegurar un buen ajuste de la inserción de la placa y el componente de presión existente y que el
componente de presión reparado cumpla los requisitos de tolerancia bajo el código de
construcción aplicable, en este caso ASME SECION 8 DIV. 1 Ultima edición.
1.2 Sustitución de las zonas locales en recipientes a presión, depósitos o paredes de la
tubería.
Este método de reparación está destinado a ser utilizado para reemplazar partes de la carcasa de
los Recipientes de presión o paredes de la tubería que han sido dañadas por las grietas,
adelgazamiento local de la pared por erosión, corrosión, y otros daños en mecanismos.
La placa de inserción puede contener una o más boquillas o entradas hombre.
1.3 Sustitución de componentes completos
El reemplazo de un componente entero , la carcasa completa o una hoja entera de la seccion
circular de la carcasa cilíndrica, el segmento completo circular de una esfera, una cabeza completa,
o un sección de una tubería no se considera en este método de reparación
2 LIMITACIONES
2.1 Pare 1 de esta Norma
La Parte 1 de esta Norma contiene requisitos adicionales y limitaciones. Este artículo se puede utilizarse en combinación con la parte 1.
2.2 Consideraciones y Limitaciones Adicionales
Cuando se aplica este método de reparación, la consideración se dará la compatibilidad de los materiales, las condiciones e operación para la vida prevista del componente, ajustando la soldadura para minimizar las tensiones residuales y distorsiones y cualquier limitación en el examen no destructivo y la prueba de presión.
2.3 Cargas Este método puede ser utilizado para equipos sujetos a presión, ya sea interna o externa. Si el componente de presión está sujeto a las presiones externas, unas consideraciones adicionales También se le dará a cualquier pérdida de pandeo fuerza como resultado de las distorsiones permanentes o desalineación en el componente reparado. Si el componente de presión está sujeto a una carga cíclica, una consideración adicional se dará por los efectos de las distorsiones permanentes en la vida por fatiga del componente reparado.
2.4 Resistencia a la corrosión soldadura por recubrimiento o Revestimiento Este método de reparación también puede ser utilizado en los recipientes que están revestidos, ya sea con forro resistente a la corrosión o soldadura. El revestimiento de la placa de inserción o superposición de soldadura deberán ser compatible con los materiales existentes y adecuado para el servicio previsto. Se Considerara también el uso de los datos de soldadura y procedimientos de soldadura adecuados para el servicio previsto.
2.5 Metales Disímiles (material diferente) El uso de materiales diferentes (metales comunes y soldaduras) no están prohibidas, pero los materiales deberán satisfacer las características requeridas y propiedades mecánicas mínimas para el componente de presión, este deberá ser cuidadosamente evaluada para la compatibilidad entre los materiales disímiles y el entorno de los servicios, tanto interna como externa. Si la fatiga térmica es una posibilidad, se tendrá en cuenta la posibilidad de una posible aparición de grietas por una fatiga acelerada y la distinta combinación de materiales.
3 DISEÑO 3.1 Código de la Construcción El espesor de la placa de inserción, materiales y soldaduras deben cumplir con los requisitos de diseño en el código aplicable de construcción para el componente de la presión existente en
el que se está instalando y será coherente con la eficiencia o calidad conjunta utilizados en la diseño original, excepto como se permite en el párr. 3.3. la tensiones admisibles deberán ser el mismo que en el aplicable para el código de construcción el componente existente.
3.2 Materiales Placas de inserción y soldaduras deben ser del mismo material que el componente a presión existente, o de otro material que tiene por lo menos igual dureza categoría y esfuerzo permisible, debe de ajustarse a los requisitos aplicable al código de construcción, y es adecuado para el servicio destinado . Cuando se utilizan materiales de ASME, la sustitución material debe tener el mismo ASME P-Número de designación como material componente de presión en el que se instala la pieza de inserción.
3.3 Insertar Grosor de la placa El espesor de la placa de inserción no debe ser menor a el espesor nominal del material en que se suelda Si es más delgada la placa de inserción que el espesor nominal de la material en donde se suelda , deberá ser evaluada para el servicio previsto (por ejemplo, debido a la fatiga cíclica carga) utilizando las reglas en el código de construcción aplicable para el componente de presión, o el aplicable Código de post-construcción. Véase el párrafo. 4.1.5.
3.4 Insertos de Placas Rectangulares y cuadradas Las Placas de inserción rectangulares y cuadradas tendrán esquinas redondeados con un radio, excepto cuando toda la carcasa de la placa se sustituye. Placas de inserción rectangulares y cuadradas de 13 mm (1/2 pulg) de espesor y hasta e incluyendo 25 mm (1 pulgada) de espesor debe tener un mínimo de 75 mm (3 pulgadas) de radio en las esquinas. La Inserción de placas de menos de 13 mm (1/2 pulg) de espesor pueden tener radios de las esquinas más pequeñas. La Inserción de placas de más de 25 mm (1 pulgada) de espesor debe tener como mínimo 150 mm (6 pulgadas).

3.5 Insertos Flush La figura. 1 Inserto en tubería.
NOTAS: (1) Vista lateral de un corte en un tubo con biseles de punta. (Fig. 1 muestra los detalles de un solo conjunto ranurado con 25 grados a 35 grados del borde del bisel en un tubo. Otros detalles de juntas y de bordes de biseles pueden ser utilizados según corresponda a una junta soldada en particular. (2) Vista en planta del inserto con biseles de punta. (Fig. 1 nos muestra un inserto con el detalle del conjunto de un solo lado.) (3) Vista lateral del inserto con biseles de punta. (Otros detalles conjuntas y biseles de borde pueden ser utilizados, en su caso por un particular la junta de soldadura.) (4) Vista lateral del inserto soldado en la tubería.
3.6 Insertar Tamaño de la placa La placa de inserción deberá tener un tamaño suficiente para reemplazar toda el área de la que
compone en el recipiente a presión que ha sido evaluado como no apto para el funcionamiento y para asegurar que todas las soldaduras son en material sonoro.
3.6.1 Tamaño Mínimo de Inserción Placas. Las dimensiones en el diámetro mínimo o longitud y ancho del inserto de placa no tratada con calor no posterior a la soldadura, soldadas a tope de carbón de baja aleación será menor de 12t o 380 mm (15 pulgadas) (donde" t" es el espesor del material de matriz). Véase el párrafo. 3.8.
3.7 Estabilidad Estructural en recortes Se debe considerar la estabilidad estructural y la posible distorsión de los bordes de la placa no compatibles a aberturas de gran tamaño (recortes) en el recipiente a reparar .se deberá hacer una evaluación para la necesidad de colocar soportes temporales alrededor de los bordes no compatibles de tales aberturas durante la extracción de la sección que deba de ser reemplazada con una placa de inserción. Y esta tendrá en cuenta toda la carga de posibles problemas que pueden producirse en el recipiente y el componente durante la reparación, incluida la estabilidad estructural de el mismo durante PWHT (Post Weld Heat Tratament)por su siglas en ingles.
3.8 Placas de inserción con boquillas El refuerzo de la boquilla/acceso en placas de inserción con boquillas deberán cumplir con los requisitos de diseño y detalles de soldadura del código aplicable de la construcción para el componente a presión. El diámetro mínimo de inserto placa con una boquilla será el mas grande de los siguientes: (a) para todos los ensambles de boquillas/ acceso , el diámetro de la penetración de la boquilla / más el ancho necesario para el refuerzo de la boquilla y el bisele del borde de la placa. (b) para las boquillas/acceso de acero al carbón de baja aleación no tratadas térmicamente posterior a la soldadura ,el diámetro de la placa de inserción será la necesaria para mantener una distancia mínima de 150 mm (6 pulgadas) entre el final del la soldadura de filete de la boquilla y el borde de la soldadura a tope más cercano de la placa de inserción a la placa de refuerzo.
Sin embargo, el diámetro de la placa de inserción para las boquillas que tienen un diámetro exterior de 300 mm (12 pulgadas) o menor no será mayor a 2 veces el diámetro exterior de la boquilla. (Véase también las Figs. 2 y 3.)
4 FABRICACIÓN 4.1 corte y formado 4.1.1 Biselado. El biselado en la placa de inserción y en el componente de presión se pueden preparar por corte térmico, desbaste, mecanizado o rectificado. El método debe ser adecuado para el material y proceso de soldadura utilizado. Todos los bordes preparados para la soldadura deberán ser examinadas por los requisitos del código de construcción aplicable o posterior a la construcción para el componente de presión ha ser reparado. Todas las indicaciones inaceptables deben de ser reparadas bajo las exigencias del código de aplicación de construcción o código posterior a la construcción.
4.1.2 Formado de la Placa. La formación de la placa de inserción a la forma deseada puede llevarse a cabo por cualquier proceso que no perjudica las propiedades del material de la placa. puede ser laminado o prensado a la curvatura adecuada tal que se ajuste a la curvatura de la carcasa del recipiente o al tubo que se esté trabajando. Para insertos de tubo o tubo, el inserto también puede cortarse de otro pedazo de tubo del mismo diámetro y espesor.

La figura. 2 placa de Inserción (con o sin Boquilla / acceso ) Con intersección de una soldadura a tope existente en la carcasa del recipiente.
NOTAS: (1)la soldadura a tope existente en la carcasa del recipiente o en la cabeza. (Fig. 2 muestra la soldadura a tope en la carcasa cilíndrica.) (2) Ángulo mínimo de treinta grados. (3) prueba completa de RT (prueba de radiografiado) o UT (ultrasonido ), o MT (partículas magnéticas ) o PT (por líquidos penetrantes) a ambos lados de soldadura a tope existente, 100 mm (4 pulg.) cada lado de la intersección con la placa de inserción. (4) Soldadura a tope de la inserción de placa , RT completa o UT, o MT o PT ambos lados de de soldadura. 5) ) para las boquillas/acceso de acero al carbón de baja aleación no tratadas térmicamente posterior a la soldadura (6 pulgadas) mínimo de 150 mm entre el dedo del pie de la soldadura en ángulo de la boquilla y el borde más cercano de la placa insertada con soldadura a tope (véase el párr. 3.8).
4.1.3 Esfuerzos de formado en aceros al Carbón de baja aleación La Placas de insercion de Acero al carbono y el acero de aleación deben ser tratadas con calor (relevado de esfuerzos, normalizado o templado y revenido, en su caso), posteriormente, cuando el resultado de el alargamiento de la fibra extrema en frío es de más de 5%, como se determina por el siguiente fórmulas.
(a) Para la carcasa de curvatura simple (cilindros) Porcentaje de fibra extrema elongación= 75t/Rf (1 −Rf/Ro ), %
b) En el caso de doble curvatura (cabezas y cáscaras esféricas), Porcentaje de fibra extrema elongación= 50tRf(1 −RfRo), %
Donde: Rf = radio de línea central final, mm (pulgadas) Ro = radio original de la línea central, mm (pulgadas). (Radio es igual a infinito de la placa plana.) t = espesor de la placa, en mm (pulgadas) Como alternativa, las reglas del código original de la construcción puede ser utilizado.
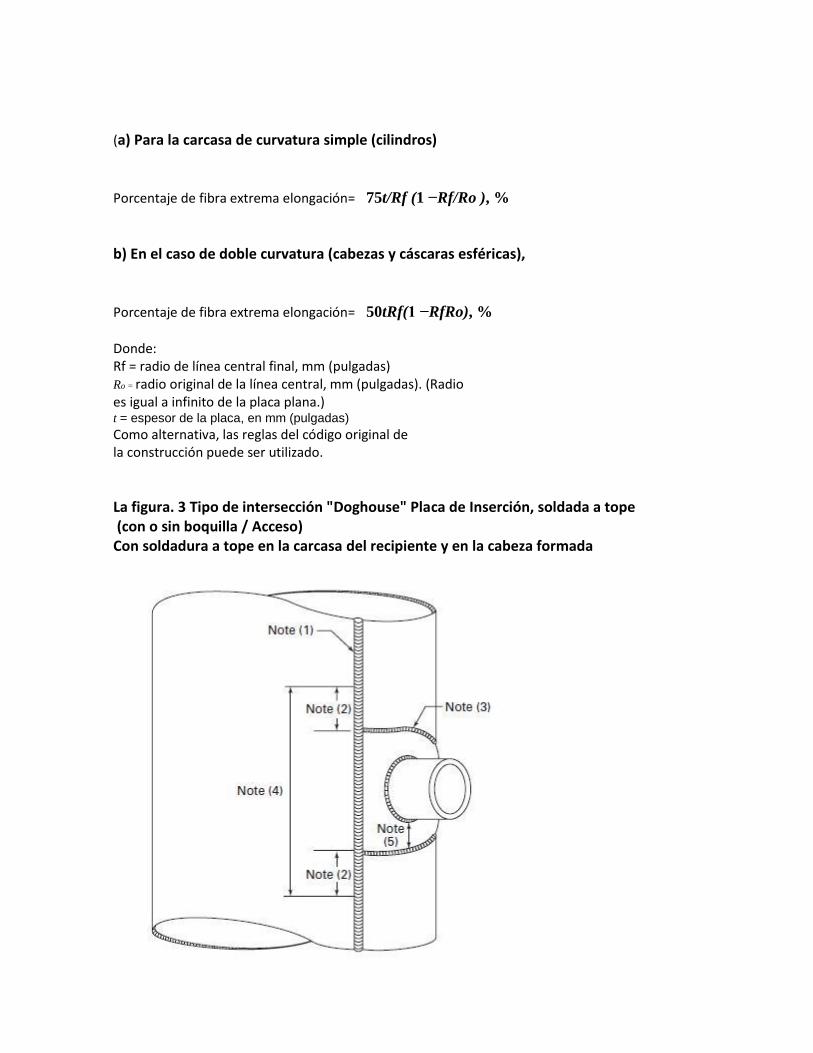
La figura. 3 Tipo de intersección "Doghouse" Placa de Inserción, soldada a tope (con o sin boquilla / Acceso) Con soldadura a tope en la carcasa del recipiente y en la cabeza formada

NOTAS: (1) de soldadura a tope existente en carcasa del recipiente o en la cabeza. (Fig. 3 muestra la soldadura a tope en una carcasa cilíndrica) 2) Longitud de corte en la soldadura a tope existente de la carcasa, 150 mm (6 pulgadas) como mínimo en cada lado de la intersección de la placa de inserción a soldar a tope. (3) Placa de inserción de soldadura a tope. (4) Longitud de Corte de soldadura existente de la carcasa (6 pulgadas) como mínimo en 150 mm cada lado de la intersección de la placa de inserción haga y bisel en los bordes y vuelva a soldar después de la finalización de la nueva soldadura . RT (prueba de radiografiado) completa o UT (ultrasonido ), o MT (partículas magnéticas ) o PT (líquidos penetratantes) a ambos lados de la nueva soldadura. 5) ) para las boquillas/acceso de acero al carbón de baja aleación no tratadas térmicamente posterior a la soldadura (6 pulgadas) mínimo de 150 mm entre el dedo del pie de la soldadura en ángulo de la boquilla y el borde más cercano de la placa insertada con soldadura a tope (véase el párr. 3.8).
4.1.4 Esfuerzo de formado en otros materiales. Esfuerzos de formado en frío (por ejemplo, a partir del doblado) en otros materiales de acero al carbón de baja aleación no excederá las limitaciones en el código de construcción aplicable sin un tratamiento térmico posterior.
4.1.5 Alineación en los bordes de la placa de inserción. La alineación en los bordes de la placa de inserción soldada a tope será tal que el desplazamiento máximo está dentro de las limitaciones de la códigos aplicables de construcción para el recipiente a presión. Si el espesor de la placa de inserción supera estas limitaciones, el borde (s) de la placa de inserción deberá tener una transición cónica que tiene una longitud no inferior a 3 veces la desviación entre las superficies adyacentes de las secciones colindantes.
4.2 Soldado 4.2.1 Las juntas soldadas. La soldadura entre la placa de inserto y el componente de presión existentes serán soldadura a tope con penetración completa . Siempre que sea posible, debe de ser utilizada doble soldadura a tope.
4.2.2 Resistencia de las juntas soldadas. Las uniones soldadas (metal de soldadura y de las zonas afectadas por el calor) deberán ajustarse al mínimo resistencia y los requisitos de tenacidad y otras requisitos en la actual edición aplicable al código de construcción para el componente a presión.
4.2.3 Calificación de Procedimientos de Soldadura y Soldadores. Los procedimientos de soldadura, soldadores y operadores de soldadura deberán estar calificados de conformidad con el requisitos aplicable al código de construcción o al código después de la construcción. en el procedimiento de calificación de la soldadura incluirán pruebas de impacto según se requiera por el código correspondiente de la construcción para el componente a presión Pruebas de recipientes a presión (tanques de producción) las pruebas de impacto no son requeridas.
4.2.4 Materiales de soldadura. Soldadura de materiales y sus procedimientos serán las ultimas autorizadas por el código de construcción o código posterior a la construcción de el componente de presión. La soldadura de carbono y de aceros de baja aleación con electrodos de bajo hidrógeno y su procedimiento es recomendada.
4.2.5 Las soldaduras en áreas dañadas. Todas las soldaduras entre la placa de inserción y la carcasa existente debe estar en material sonoro. En algunos casos, las soldaduras pueden estar en una área dañada, previendo cualquier daño se considerara en el diseño de la reparación, y el daño ha sido evaluado y es aceptado por las normas aplicables al Código de post-construcción.
4.2.6 Limpieza de las zonas a soldar. Aceite, grasa, pintura, y otras materias extrañas de será eliminadas de la zona adyacente a la soldadura y una distancia suficientemente lejos de la soldadura para evitar la contaminación.
4.2.7 Ensamble de las placas de Inserción. El ensamble de las placas de inserción es importante para la integridad de la reparación. los detalles de soldadura y sus procedimientos deberán ser tales que se facilite la penetración completa y para minimizar la distorsión y manchas por puntos debido a la contracción de la soldadura y el riesgo de agrietamiento de la soldadura debido a la restricción proporcionada por lo que rodea al material.
4.2.8 Las soldaduras por una sola cara. Para insertos a ras en tuberías u otros componentes de presión que no permiten soldar por ambas caras , soldadura por arco con gas tungsteno, u otra proceso de soldadura que proporciona una soldadura aceptable en el lado opuesto, se debe utilizar para la pasada inicial unirse a la inserción a la pared de la tubería. pasadas posteriores pueden ser completados por arco de tungsteno con gas u otro de proceso de soldadura. Modo de cortocircuito de arco metálico con gas no es recomendado para estos tipos de soldaduras.
4.2.9 Soldadura de contorno. Las superficies accesibles para la placa de inserción con soldadura a tope deberán preferentemente pulir a una suave contorno, si se justifica por las condiciones de servicio. Las regiones de soldadura deberán mezclarse sin problemas con la base material. La reducción de espesor debido a la pulida no excederá de 0,8 mm (1/32 pulgadas) o 10% del valor nominal espesor de la superficie adyacente, lo que sea menor. en ningún caso el espesor final será menor que el requerido por el material base.
4.3 Espaciamiento entre Soldadura que no se intersecta con una adyacente en placas soldadas a tope en Acero al Carbón y de baja aleación para componentes a presión. 4.3.1 Separación mínima entre post soldadura a tope no tratadas por calor. las placas de inserción deberá estar más cerca espaciadas para que no afecta a un tratamiento térmico posterior a la soldadura tope o reforzar la placa en apego a: (a) para tw ≤ 13 mm (1⁄2 in.), 150 mm (6 in.) (b) para tw > 13 mm (1⁄2 in.), el mayor de 250 mm (10 in.) y 8tw donde tw = espesor de la más gruesa de las dos soldaduras a tope , mm (pulgadas) --------------------------------------------------------------------------------------------------------
4.3.2 Separación Alternativa Entre para no posterior a la soldadura ButtWelds tratados térmicamente.La separación entre adyacenteno posterior a la soldadura de carbono tratada térmicamente y acero de baja aleaciónsoldaduras a tope se pueden reducir a la menor de 8TW o 200mm(8 pulgadas) para tw ≤ 40 mm (11/2 pulgadas)a tope , siempre que ambas soldaduras a topeson suelo liso, 100% RT o UT examinado y100% MT o PT examinaron después de la finalización de la soldaduraen áreas donde la separación entre la culata adyacente soldaduras es menor que el especificado en el párr. 4.3.1. Comoalternativa, el paso de la raíz y la soldadura, después de la mitad delranura está llenaa tope , puede ser 100% MT o PT examinado en lugar de la RT o UT requisito de examen 100%anteriormente. Las soldaduras a tope con espesores de menos de 13 mm(1/2 pulg) sólo necesitan ser examinados MT o PT. Véase el párrafo. 5.1.
4.3.3 Separación Transcurrirá soldaduras a tope aliviado de esfuerzos. La separación entre las soldaduras a tope adyacentes será no menos de 2TW si la primera soldadura a tope se ha stressrelieved antes de tomar la segunda soldadura a tope.
4.4 Intersección de las soldaduras a tope en carbono y de baja aleación Componentes de presión de acero 4.4.1 Consideraciones generales. inserción de intersección placas y soldaduras a tope existentes deben ser evitados cuando posible. Cuando no sea práctico para las placas de inserción a evitar un Buttweld sin estrés aliviado existente, el inserto cantonera de soldadura debe ser colocado de tal manera que se cruza el tope existente soldadura en un ángulo no inferior a 30 gradosa tope , como se muestra en la figura. 2. Alternativamentea tope , la placa de inserción puede ser dimensionado de tal manera que corte la soldadura a tope existente en un ángulo de 90 gradosa tope , como se muestra en la figura. 3.
4.4.2 Examen A menos que 100% examen RT o UT es requerido por el código aplicable de la construcción,
la soldadura a tope la placa de inserción y 100 mm (4 pulgadas) del soldadura a tope existentea tope , en ambos lados de la interseccióna tope , será del 100% MT o PT examinados después de la finalización de bothweldsa tope , como se muestra en la figura. 2. En el caso de la "perrera" Tipo de placa de inserción Buttweld se muestra en la figura. 3, este examen se llevará a cabo en la longitud completa de la nueva soldadura a lo largo de la junta a tope shell existente. Véase el párrafo. 5.1..
4.5 Tratamiento térmico después del soldeo 4.5.1 Consideraciones generales. Las soldaduras a tope entre la placa de inserción y el componente de la presión existente y la soldadura entre la boquilla / manway y la placa de inserción será térmico después del soldeo tratado (PWHT) cuando sea requerido por el código original de la construcción o el código después de la construcción aplicablesa tope , o por razones de procesoa tope , salvo lo permitido por la aplica Código de post-construcción. Precauciones adecuadas deben ser tomada durante el PWHT para evitar la distorsión de la conjunto soldado.
4.5.2 Reparaciones. Las reparaciones de equipos a presión qu requiere será posterior a la soldadura PWHT basado en las condiciones de servicio tratamiento térmicoa tope , a menos que otros medios (por ejemplo, la ingeniería evaluación) se proporcionan para asegurar que suelda como el articulaciones será adecuado para las condiciones de servicioa tope , o como permitido por el código después de la construcción aplicables.
4.5.3 PWHT Para las partes sometidas a presión reparado que requerir PWHT (ya sea por mandato-código o dependientes de las condiciones de servicio), se realizará el PWHT de conformidad con el código de construccióna tope , a menos que el propietario pide un PWHT más estrictos (por ejemploa tope , mayor temperatura PWHT o mayor tiempo de espera).
5 EXAMEN DE SOLDADURAS 5.1 Las soldaduras Plate de Inserción Todas las soldaduras de la placa de inserción en el componente de presión existente en recipientes a presión deberán ser examinados por radiográfica (RT) o (UT) los métodos de examen de ultrasonido ab la medida requerida por el código aplicable de construcción o código posterior a la construcción para el componente de presión. Cuando se utiliza UT, el examen de la pasada de raíz por cualquiera de las partículas magnéticas (MT) o líquido penetrante (PT)se recomienda métodos. Los procedimientos, el personal las calificaciones y criterios de aceptación deben estar de acuerdo con el código de construcción o la código posterior a la construcción aplicable.
5.2 Superficies soldado acabado A menos que se requiere 100% examen RT o UT, todo superficies soldadas terminados serán examinadas por magnética partículas (MT) o métodos (PT) por líquido penetrante. examen por los métodos MT o PT se recomienda para el paso de la raíz de las soldaduras de ranura única y para la backgouge de las soldaduras de doble ranura. No hay-de crack como indicaciones, fusión incompleta o penetración incompleta son permisible.
5.3 Tuberías Para tuberías, todos los requisitos de examen no destructivas debe estar de acuerdo con los requisitos actuales en el código de aplicación de la construcción o Código de post-construcción.
5.4 Requisitos adicionales para los exámenes de Carbono y aceros de baja aleación 5.4.1 rectangulares y cuadradas Insertar placas. paraplacas de inserción rectangulares o cuadrados, alrededor de las soldaduraslas esquinas redondeadasa tope , como mínimo, deberán ser punto RT o UT examinados. Como una alternativaa tope , la pasada de raíza tope ,la soldadura después de la mitad de la ranura se llenaa tope , y la completó soldadura debe ser de MT o PT examinados.
5.4.2 próximos entre sí y que corta soldaduras. ver párrs. 4.3 y 4.4 para los requisitos de examen adicionales ara soldaduras estrechamente espaciados y soldaduras intersectan.
6 PRUEBAS DE PRESIÓN 6.1 Consideraciones generales Si el recipiente o tubería se pueden aislar de la prueba de presióna tope , y si es práctico hacerloa tope , todos insertar soldaduras de la placa debe ser probado a presión según se requiera en el estándar Código de post-construcción. Alternativamentea tope , no destructiva examen se puede realizar en lugar de la prueba de presión si lo permite el código posterior a la construcción aplicable en la ubicación del equipo a presióna tope , cuando la contaminación del elemento de retención de presión por líquidos es posible o cuando la prueba de presión no es práctico.
6.2 Consideraciones muesca de Dureza a) Se deberá tener en cuenta el efecto del servicioel deterioro y la fragilidad de los servicios anteriorescondiciones en primera clase características de tenacidad de lacomponente de presión antes de la prueba de presión. El personaldeberá mantener una distancia segura de la componente de presióncuando se aumenta la presión por primera vez. (b) Se tomarán las precauciones adicionales de seguridad encaso de una prueba neumática para reducir el riesgo de quebradizo fractura. (c) También se debe tener en cuenta los riesgos que podría estar asociado con el medio de prueba (toxicidada tope , nflamabilidad, explosividad, etc.)
6.3 Prueba de fuga (soluciones de formación de burbujas visuales de prueba de fugas separadaa tope ,sniffer, etc) puede ser deseable para comprobar que no haya fugas antes depresurizar el componente a la presión máxima de la prueba.Una prueba de fugas debe realizarse en una caja fuertepresión que es sustancialmente menor que el máximo presión de prueba mediante la presurización del componente a un deseadala presión y la reducción de la presión a la presión de prueba de fugas antes de realizar la prueba de fugas.
6.4 Los buques y de tuberías con aislamiento o revestimiento Todas las pruebas y las inspecciones se deben realizar antes a la aplicación de aislamiento o recubrimientos.