
IPS 2012 Power Plant O&M Event- NTPC Anchored ...indianpowerstations.org/Presentations Made at...
23
IPS – 2012 Power Plant O&M Event- NTPC Anchored COMMISSIONING BEST PRACTICES – AN EXPERIENCE SHARING - Subrata Ghosh - VP(O&M) - Manoranjan Pai – Addl VP (Commissioning) (4 X 300 MW Rosa Thermal Power Project)
Transcript of IPS 2012 Power Plant O&M Event- NTPC Anchored ...indianpowerstations.org/Presentations Made at...

IPS – 2012 Power Plant O&M Event- NTPC
Anchored
COMMISSIONING BEST PRACTICES
– AN EXPERIENCE SHARING
- Subrata Ghosh - VP(O&M)
- Manoranjan Pai – Addl VP (Commissioning)
(4 X 300 MW Rosa Thermal Power Project)



Recent Achievements
Unit-3
Synchronized for the first time on 23rd Dec 11 within 668
days from Boiler Erection start date.
Synchronization followed coal firing on same day.
Full load achieved within 108 hrs from synchronization
without any outage.
Commercial Operation declared on 1st Jan 2012 (24:00hrs)
within 9 days from synchronization without any outage.

5
Project Milestone - A Comparison
Sl Milestones Unit-1 Unit-2 Unit-3 Date Duration
from
Boiler
Erection
Date Duration
from
Boiler
Erection
Date Duration
from
Boiler
Erection
(Days) (Days) (Days)
1 Start of
Boiler
Erection
20-Feb-08 0 20-Jun-08 0 23-Feb-10 0
2 Unit
Synchroniza
tion
24-Dec-09 673 15-Jun-10 725 23-Dec-11 668
3 First Coal
Firing
30-Dec-09 679 16-Jun-10 726 23-Dec-11 668
4 First Full
Load
10-Feb-10 721 26-Jun-10 736 28-Dec-11 673
5 COD 12-Mar-10 751 30-Jun-10 740 01-Jan-12 677

Learning
Implementation
Incorporating
Modifications
Implementing
O&M Feedbacks
Safety
& Quality Practices
Adherence to
Project
Schedule
Commissioning
Management
System
High
Quality
Commissioning
Commissioning strategy

Coordination Committee
R- Power commissioning
coordinator,
Engineering representative,
SEC commissioning
coordinator,
Corporate Operation
Representative
Overall
commissioning
control
Directing &
coordinating
commissioning
group
Punch point
resolution
Carrying out actual
commissioning of
systems &
equipments under
supervision of
OEM
EPC
Construction
Engineers
Commissioning
management
committee
Commissioning
Group
SEC/ OEM
Engineers
R- power
maintenance
Engineers
R- Power
Operation
Engineers
Defect
reporting
mechanism
Apex Committee
CPD, Head O&M, SEC
Representative, Engineering
Head, Corp. Operation
representative

Role of Apex Committee
Formulate strategy
Providing resource & support
O&M Head, Construction Head,
OEM representative
Commissioning Group
Review and resolve bottlenecks
Provide strategic oversight
Managing interface activities
Ensuring resource availability
Reviewing the planning and issuing
guidelines.
Removal of bottlenecks

Role of Coordination Committee
Approve commissioning test
results
Planning, organizing and management
of all commissioning work
Comm. Manager, Engineering
representative, OEM
Systematic progression of
operations
Meeting with conveners,
EPC & OEM
To work in coordination with apex
committee
Planning & execution of all
commissioning activities.
Preparation of all Commissioning
related documents
Ensuring resource deployment
Reviewing the progress &
commissioning work quality
Archiving all commissioning
documents

Commissioning Group
EPC construction Engineers
Owner Group Maintenance
Engineers
Owner Group Operation &
Commissioning Engineers
OEM Engineers & EPC associates
Meeting with conveners,
EPC & OEM
Responsible for carrying out day to
day commissioning
Close coordination with OEM, EPC &
Associates
Identify and arrange special T&Ps,
spares, services etc.
Carrying out all Tests & preparing
protocols
Getting protocols signed by all
concerned.

Safety and Quality
Safe Commissioning &
Implementation of SCC and PTW
Issue of safety clearance certificate
Coverage under PTW
Commissioning procedures
Detailed commissioning procedures
Contain details of checklists,
protocols, electrical, Instruments and P&ID
Quality checks and
Observation List generation
Regular visits with Quality Deptt.
Deviations are sent to EPC
Interface meeting with EPC and resolution
Safety
& Quality
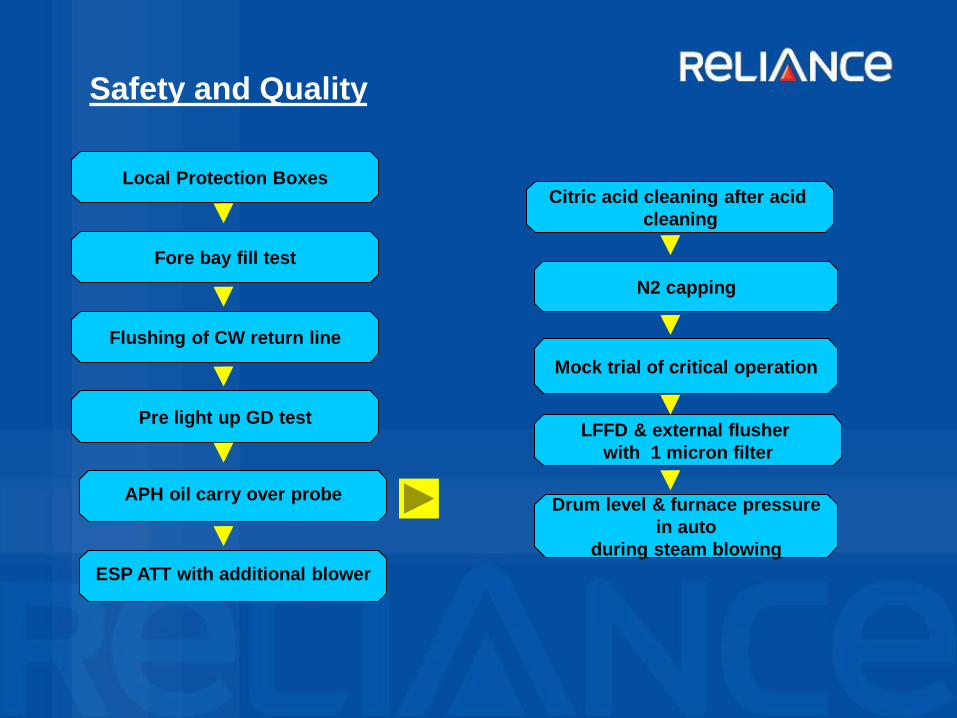
Safety and Quality
Mock trial of critical operation
N2 capping
Citric acid cleaning after acid
cleaning
LFFD & external flusher
with 1 micron filter
Drum level & furnace pressure
in auto
during steam blowing
Local Protection Boxes
Pre light up GD test
Flushing of CW return line
APH oil carry over probe
ESP ATT with additional blower
Fore bay fill test
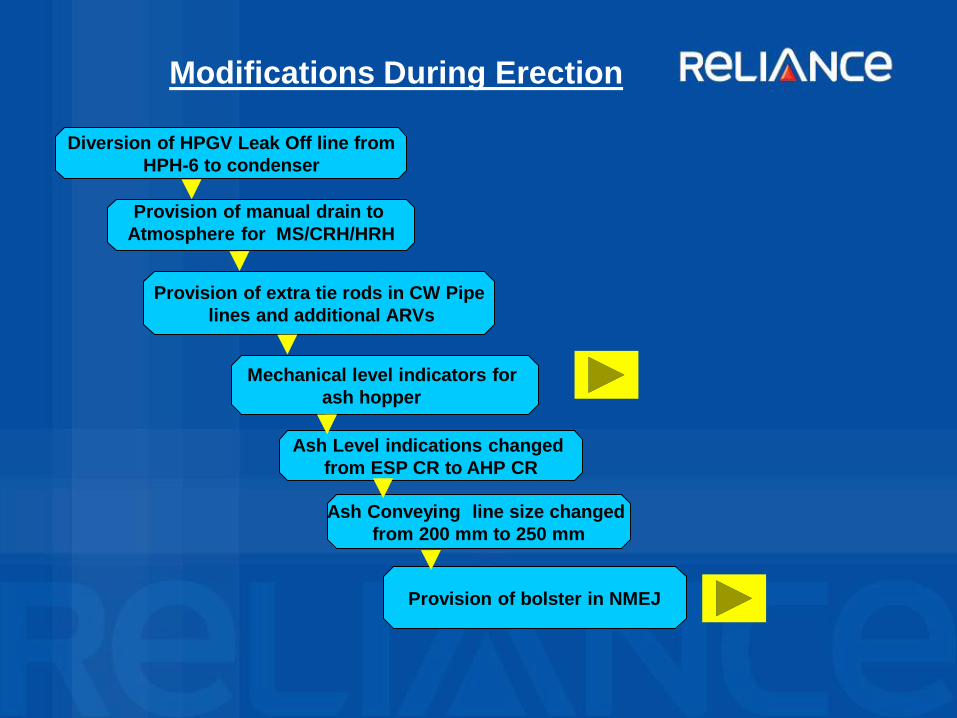
Modifications During Erection
Ash Conveying line size changed
from 200 mm to 250 mm
Ash Level indications changed
from ESP CR to AHP CR
Mechanical level indicators for
ash hopper
Provision of bolster in NMEJ
Diversion of HPGV Leak Off line from
HPH-6 to condenser
Provision of manual drain to
Atmosphere for MS/CRH/HRH
Provision of extra tie rods in CW Pipe
lines and additional ARVs
Deficiency resolution strategy
Involvement of O&M and commissioning ensured in all
stages of erection.
Deficiencies identified got resolved within time bound
schedule.
Project director is empowered for deficiency resolution.
Intervention of apex committee if deficiency not resolved
within 72 hours.
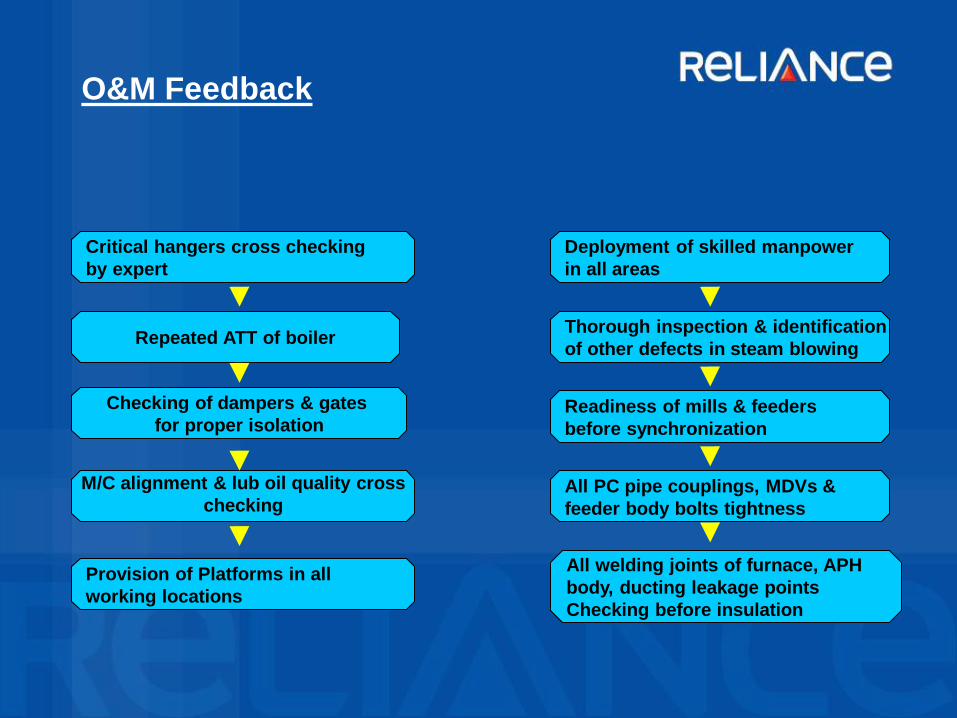
O&M Feedback
Provision of Platforms in all
working locations
Checking of dampers & gates
for proper isolation
Repeated ATT of boiler
M/C alignment & lub oil quality cross
checking
Critical hangers cross checking
by expert
All PC pipe couplings, MDVs &
feeder body bolts tightness
Readiness of mills & feeders
before synchronization
Thorough inspection & identification
of other defects in steam blowing
Deployment of skilled manpower
in all areas
All welding joints of furnace, APH
body, ducting leakage points
Checking before insulation

O&M Feedback
DP of all lube oil filters monitored
and immediate action taken
Normalization of field instruments
after process establishment
Verifying the logic on offline server
as per SAMA
Tuning of available auto control loops
soon after process stabilization
SCAPH testing & charging done
and made 100% ready
Ensuring sufficient seal water
pressure for ash vac p/ps
Provision of additional air washer
tank nozzle
Thorough checking of all ESP fields
Deployment of skilled manpower
in all areas
Deployment for recording and
analyzing instrument response
\
Proper anchoring for bottom
hopper refractory Integration of all the systems/loops
Learning from other projects & Rosa Stage I
Feedback from other projects were studied by a task force
consisting of Engineering, Commissioning, Erection and O&M team
and a total of 55 modifications were identified and implemented in
Rosa.
In the second phase, based on Rosa Stage-1 learning a list
consolidating all issues/modifications had been prepared by
consulting various disciplines involved in Phase – I . This list got
further refined after discussion with engineering and an action plan
was formulated with EPC to implement these modifications. These
modifications were made a part of commissioning procedure for
Phase II avoiding any chance of non tracking. Status of modification
has been reviewed with EPC and O&M on regular basis.

Benefits
Successful unit commissioning within scheduled time with
intensive involvement of O&M .
Adopted strategy ensured clear role clarity for sub groups
Risk analysis in each activity and maintaining contingency
plans for emergencies strengthened confidence in team.
Regular brain storming with Engineering department and
OEM helped in finding immediate solutions to technical and
quality issues faced at site.
Planning of resources and material in advance to maintain
desired pace of commissioning activities.
Strict adherence to Commissioning checklist and 100%
implementation of protection system ensured no tripping
from synchronization to COD completion.

Conclusion
Constant construction monitoring ensures freedom from trouble
and assurance of quality and maximum output. Monitoring involves
setting up of objectives, assessment of critical items, planning and
organization, personnel management, contract management and
adoption of an appropriate mechanism for reducing time and cost
over-runs. Rosa Unit 3 commissioning activities are some
examples of objective construction monitoring with an eye to strike
a balance between cost over-runs and quality compliance.

Confidential Slide
Thank You
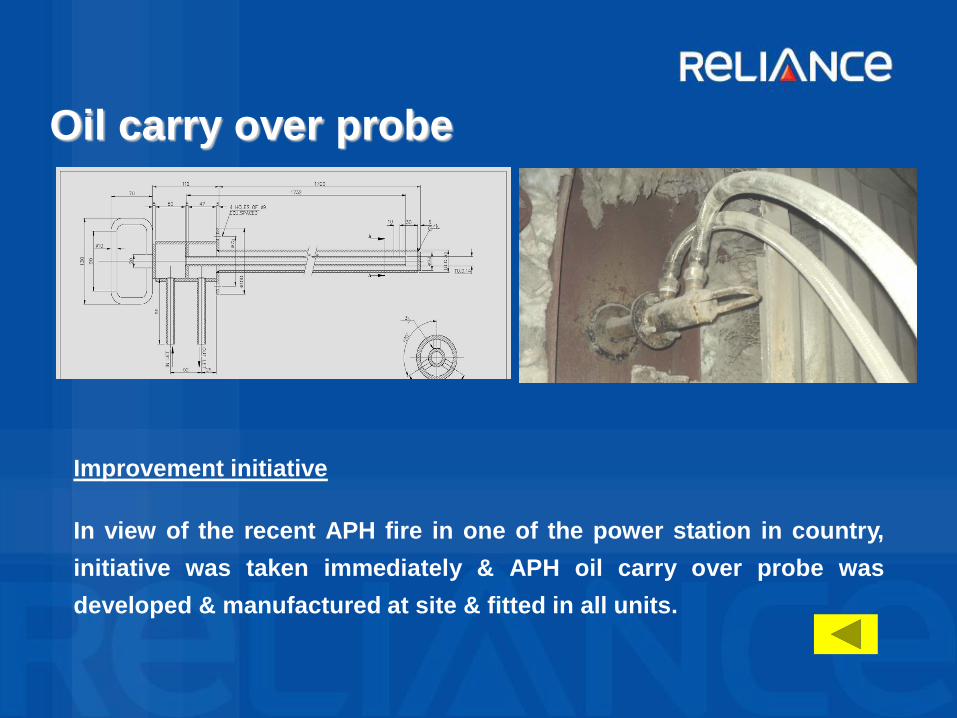
Oil carry over probe
Improvement initiative
In view of the recent APH fire in one of the power station in country,
initiative was taken immediately & APH oil carry over probe was
developed & manufactured at site & fitted in all units.
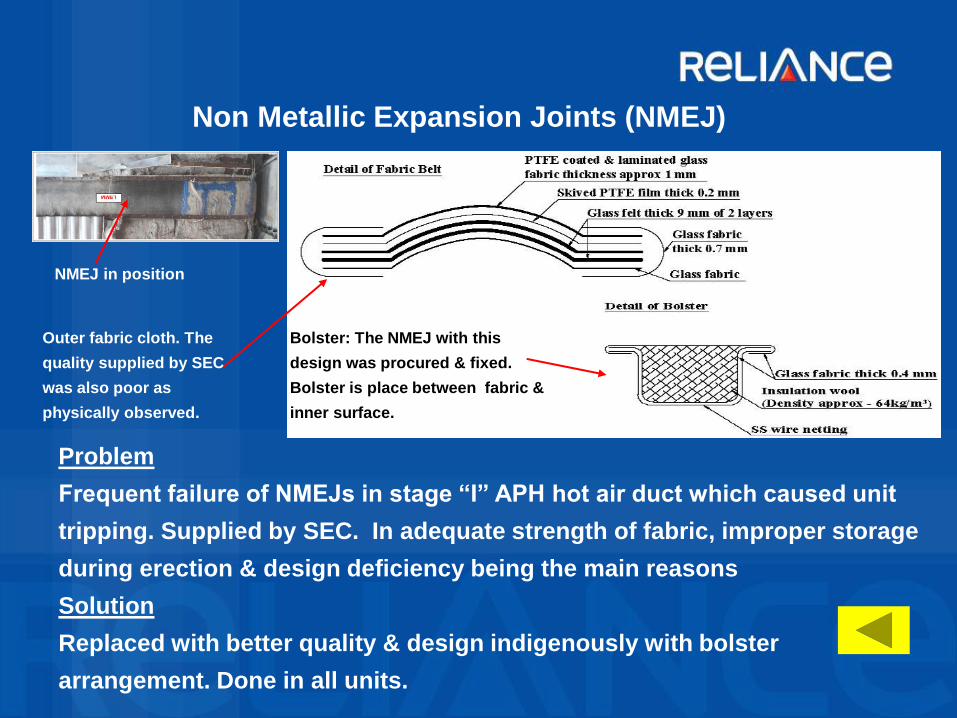
Non Metallic Expansion Joints (NMEJ)
Problem
Frequent failure of NMEJs in stage “I” APH hot air duct which caused unit
tripping. Supplied by SEC. In adequate strength of fabric, improper storage
during erection & design deficiency being the main reasons
Solution
Replaced with better quality & design indigenously with bolster
arrangement. Done in all units.
NMEJ in position
Outer fabric cloth. The
quality supplied by SEC
was also poor as
physically observed.
Bolster: The NMEJ with this
design was procured & fixed.
Bolster is place between fabric &
inner surface.

Mechanical Indicators provided for effective monitoring of ESP hopper levels to ensure proper evacuation of the hoppers.
ESP Hopper
Draft
line


















