Inclusions in molten magnesium and potential assessment techniques
5
Overview Inclusions in Molten Magnesium and Potential Assessment Techniques Henry Hu and Alan Luo Magnesium has increasingly gained ac- ceptance in structural applications, particu- larly in the automotive industry. The fast- growing applications of magnesium have led to the generation ofa large amount of magne- sium scrap, especially die-casting scrap. Due to both economic and environmental con- cerns, recycling of these scraps is impera- tively demanded. In order to yield high- quality recycled magnesium, the character- istics of inclusions in molten magnesium have to be identified, and techniques to evalu- ate the cleanliness of molten magnesium must be developed. This article reviews re- cent developments in characterizing inclu- sions and assessing the cleanliness of molten metals. The potential application of these techniques to molten magnesium is also dis- cussed. INTRODUCTION Historically, approximately 80% of primary magnesium has been depleted in nonstructural applications! such as alloying with aluminum, desulfuriza- tion of iron, and production of ductile iron. More recently, magnesium has be- gun to gain acceptance in structural ap- plications, especially in the automotive industry. This is primarily due to the lightness of magnesium, which is one- third lighter than aluminum, three- fourths lighter than zinc, and four-fifths lighter than steel. Magnesium also has the highest strength-to-weight ratio of any of the commonly used metals. Fur- thermore, many other merits of magne- sium (e.g., good castability, high die- casting rates, corrosion resistance, and electromagnetic-interference shielding properties) encourage the utilization of this material not only in the automotive industry but also in the electronic, mate- rials-handling, and aerospace industries. With these superior features, magne- sium offers opportunities for the auto- motive industry where improvements in fuel economy and the environmental performance of vehicles are in great de- mand. The projected growth for magne- sium die-cast automotive components, based on the near-term product applica- tions of the Big Three automakers (Le., Ford, General Motors, and Chrysler), is 20% per annum over the next five years, from 1.6 kg of magnesium per vehicle in 1995 to 4 kg of magnesium per vehicle in 2000. 2 Projections for future applications of 1996 October • JOM magnesium die castings in other areas such as the electronic and telecommuni- cation industries are also promising. With the advent of these new compo- nents, however, magnesium casting scrap will be generated in increasing In order to produce high-quality recycled magnesium that can compete with the primary metal, the characteristics of inclusions in molten magnesium must be well identified, and efficient and economical techniques for assessing the cleanliness of the melt must be developed. volumes, and it must be recycled owing to both economic and environmental concerns. However, the high oxidation potential of magnesium usually results in inclusion contents 10-20 times higher than that of aluminum. 3 Thus, the recy- cling of magnesium scrap is vexatious because of the high level of inclusions and other contaminants. In order to produce high-quality re- cycled magnesium that can compete with the primary metal, the characteristics of inclusions in molten magnesium must be well identified, and efficient and eco- nomical techniques for assessing the cleanliness of the melt must be devel- oped. The purpose of this article is to review the recent developments in char- acterizing inclusions in molten magne- sium and the techniques that can be used for assessing inclusions in other molten metals such as aluminum and steel dur- ing their recycling and refining. The adaptability of these techniques to the magnesium melt is also discussed in terms of cost and effectiveness. INCLUSIONS IN MOLTEN MAGNESIUM Inclusions in molten magnesium may arise from various sources (e.g., mechani- cal entrapment of ladle dross or sludge particles). They can also enter molten magnesium at various stages during processing (i.e., smelting, alloying, met- al transfer, and casting). Additional sources are present in scrap remelting during recycling. Two principal processes are used to produce primary magnesium-elec- trolysis and thermal reduction. 4 In elec- trolytic extraction, inclusions may be brought into the primary magnesium dissolved from the raw material. Also, finely dispersed MgCl 2 and other chlo- rides may be formed and conveyed with molten magnesium during metal trans- fer. In addition, the linings of the elec- trolysis cells may produce carbide inclu- sions. Compared with electrolytic mag- nesium, magnesium produced by ther- mal reduction contains fewer inclusions. Molten magnesium is volatile and can easily react with oxygen to create MgO a 10 11m Figure 1. A (a) scanning electron micrograph showing oxide inclusions present in molten magnesium scrap and (b) an x-ray dot map of oxygen, showing the distribution of oxygen in the inclusions. 47
Transcript of Inclusions in molten magnesium and potential assessment techniques

Overview
Inclusions in Molten Magnesium and Potential Assessment Techniques
Henry Hu and Alan Luo
Magnesium has increasingly gained acceptance in structural applications, particularly in the automotive industry. The fastgrowing applications of magnesium have led to the generation of a large amount of magnesium scrap, especially die-casting scrap. Due to both economic and environmental concerns, recycling of these scraps is imperatively demanded. In order to yield highquality recycled magnesium, the characteristics of inclusions in molten magnesium have to be identified, and techniques to evaluate the cleanliness of molten magnesium must be developed. This article reviews recent developments in characterizing inclusions and assessing the cleanliness of molten metals. The potential application of these techniques to molten magnesium is also discussed.
INTRODUCTION
Historically, approximately 80% of primary magnesium has been depleted in nonstructural applications! such as alloying with aluminum, desulfurization of iron, and production of ductile iron. More recently, magnesium has begun to gain acceptance in structural applications, especially in the automotive industry. This is primarily due to the lightness of magnesium, which is onethird lighter than aluminum, threefourths lighter than zinc, and four-fifths lighter than steel. Magnesium also has the highest strength-to-weight ratio of any of the commonly used metals. Furthermore, many other merits of magnesium (e.g., good castability, high diecasting rates, corrosion resistance, and electromagnetic-interference shielding properties) encourage the utilization of this material not only in the automotive industry but also in the electronic, materials-handling, and aerospace industries.
With these superior features, magnesium offers opportunities for the automotive industry where improvements in fuel economy and the environmental performance of vehicles are in great demand. The projected growth for magnesium die-cast automotive components, based on the near-term product applications of the Big Three automakers (Le., Ford, General Motors, and Chrysler), is 20% per annum over the next five years, from 1.6 kg of magnesium per vehicle in 1995 to 4 kg of magnesium per vehicle in 2000.2
Projections for future applications of
1996 October • JOM
magnesium die castings in other areas such as the electronic and telecommunication industries are also promising. With the advent of these new components, however, magnesium casting scrap will be generated in increasing
In order to produce high-quality recycled magnesium that can compete with the primary metal, the characteristics of inclusions in molten magnesium must be well identified, and efficient and economical techniques for assessing the cleanliness of the melt must be developed.
volumes, and it must be recycled owing to both economic and environmental concerns. However, the high oxidation potential of magnesium usually results in inclusion contents 10-20 times higher than that of aluminum.3 Thus, the recycling of magnesium scrap is vexatious because of the high level of inclusions and other contaminants.
In order to produce high-quality recycled magnesium that can compete with the primary metal, the characteristics of inclusions in molten magnesium must be well identified, and efficient and economical techniques for assessing the cleanliness of the melt must be developed. The purpose of this article is to review the recent developments in characterizing inclusions in molten magnesium and the techniques that can be used for assessing inclusions in other molten metals such as aluminum and steel during their recycling and refining. The adaptability of these techniques to the magnesium melt is also discussed in terms of cost and effectiveness.
INCLUSIONS IN MOLTEN MAGNESIUM
Inclusions in molten magnesium may arise from various sources (e.g., mechanical entrapment of ladle dross or sludge particles). They can also enter molten magnesium at various stages during processing (i.e., smelting, alloying, metal transfer, and casting). Additional sources are present in scrap remelting during recycling.
Two principal processes are used to produce primary magnesium-electrolysis and thermal reduction.4 In electrolytic extraction, inclusions may be brought into the primary magnesium dissolved from the raw material. Also, finely dispersed MgCl2 and other chlorides may be formed and conveyed with molten magnesium during metal transfer. In addition, the linings of the electrolysis cells may produce carbide inclusions. Compared with electrolytic magnesium, magnesium produced by thermal reduction contains fewer inclusions.
Molten magnesium is volatile and can easily react with oxygen to create MgO
a ~
10 11m
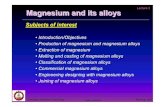
Figure 1. A (a) scanning electron micrograph showing oxide inclusions present in molten magnesium scrap and (b) an x-ray dot map of oxygen, showing the distribution of oxygen in the inclusions.
47

once the melt is exposed to the atmosphere. Operations of dross and sludge removal may result in the formation of oxide inclusion. Oxidation of magnesium accelerates dramatically as the temperature increases beyond 650°c.s
Magnesium nitride can also be formed through the reaction of magnesium and nitrogen. Instead of using treatments of salt flux, SF6 blend is currently widely employed as a protective atmosphere to prevent excessive oxidation or burning of molten magnesium. Magnesium can react with SF 6 blend, forming a dense protective film. This film contains some amount of MgF2' MgS, and MgS04 phases. TheMgF2,MgS,andMgS04crust may enter the melt, which could lead to the formation of inclusions.6
Some intermetallic inclusions may occur during the process of iron removal. Iron has an adverse effect on the corrosion resistance of magnesium alloy. With additions of manganese, iron in magnesium is usually removed by settling ironmanganese intermetallic compounds. The settling time of these compounds is usually quite short. Unfortunately, ironmanganese intermetallic compounds in micrometer-size often are not dictated by the settling mechanism.4 For Mg-AI alloys, intermetallic compounds of manganese-aluminum (MnAI6) can be formed by adding manganese.
The formation of carbide inclusions can result from degassing and grain refining by the addition of hexachlorethane (C2Cl6) or calcium cyanamide (CaNCN). In addition, carbides may be introduced by alloying elements (e.g., aluminum, in which aluminum carbide [Al4C31 is a common inclusion)?
Inclusions can even be generated during casting. During sand casting, turbulent pouring may cause the sand mold to rip. These broken sand grains are entrained in the melt and may lead to a
Transmitter
Vacuum
Sampling Tube
--Molten Metal
Figure 3. A schematic of the LiMCA technique.
high level of silicon in magnesium. In die casting, magnesium melt may absorb lubricants spread on the die surface, which often contain organic compounds. Consequently, these inclusions arising from casting processes can be a contamination source in the remelting of scrap metal.
Despite the fact that inclusions come from various processes, surface oxides of used magnesium parts, especially those parts with a large surface area, can contribute significantly to the formation of contamination inclusions during the remelting of scrap metal.
It is evident that a large variety of inclusions are present in molten magnesium.8,9They can be categorized into two major groups:
• Nonmetallic inclusions. These include magnesium oxides and nitrides; Na, Ca, Mg, and K-based chlorides; aluminum and calciumbased carbides (A14C3 and CaC2);
and magnesium-based sulfide (MgS), fluoride (MgF), and sulfate
Oscilloscope
~l:==r""-}--..,...~ Coolant Out
Coolant
Supporter
Crucible Molten Metal Signal Processor
Figure 2. A schematic of an ultrasonic apparatus.
48
Differential Amplifier
(MgS04)·
Logarithmic Amplifier I Peak Detector
Multichannel Analyzer
• Intermetallic inclusions. These include iron-rich intermetallic phases.
Researchers at the Institute of Magnesium Technology have been carrying out the investigation into the behavior of inclusions in molten magnesium.10 figure 1 shows some typical magnesiumoxide films and particles existing in magnesium scrap. The results of energy-dispersive spectroscopy (EDS) analysis indicate that magnesium oxides and chlorides are the most common inclusions in scrap magnesium.
INCLUSIONS ASSESSMENT
Until now, there have been few techniques available for assessing inclusions in magnesium and magnesium alloys. Fortunately, various techniques have been developed and utilized to assess the content of inclusions in molten aluminum and steel. These techniques can be classified into five main groupS:l1-33 ultrasonic, liquid metal cleanliness analyzer (LiMCA), vacuum filtration, pressure filtration, and fracture tests. In essence, techniques successfully applied to other metals may be adaptable to magnesium.
Ultrasonic Technique
The ultrasonic technique has been developed based on the principle of energy dissipation of a sound pulse. During measurements, a signal generated from a piezoelectric crystal is sent through liquid metal by a transmitter. In passing through the liquid metal, some amount of the Signal energy is reflected at inclusions. The reflection results in the reduction of the signal energy. The signal, with the energy loss, is received by a receiver. The content and size of inclusions can be interpreted according to either signals displayed on an oscilloscope or data recorded by a counter.11-18 Figure 2 shows a schematic of a typical ultrasonic apparatus.
This technique is capable of detecting
JOM • October 1996

both nonmetallic and intennetallic inclusions.1I In practice, the distance and angle between the transmitter and the receiver must be accurately aligned in order to maximize the detection zone.18
The half-angle (y) between the transmitter and receiver can be determined by
sin Y = 1.2 Ie / D (1)
where D is the diameter of the source and Ie is the wavelength of sound (m). The wavelength (Ie) can be calculated by
Ie=c/f (2)
where c is the speed of sound (m/ s) and f is the frequency (Hz).
Filter
Inclusions + Filter Although tested in molten aluminum
and steel,itwasreported that only inclusions larger than 100 )lm are detectable with this technique due to limitations in sound frequencies generated by piezoelectric crystals.3 More recently, however, achievements made by Barbiauxl8
claim that inclusions as small as 20 )lm can be detected by using high-frequency crystals. These crystals can create strong and constant signals that improve the efficiency of coupling ultrasound energy into molten metals.
electric sensing zone). An electric current can circulate only through the orifice by applying the power source between electrodes situated inside and outside of the tube, since the orifice offers the solely electrically conducting path by the incoming molten metal. The voltage drop across the orifice stays constant as pure-molten-metal remains flow into the sampling tube. Once a nonconductive inclusion carried by the stream of molten metal passes through the orifice, the electrical conductivity of the orifice decreases momentarily. As a result, a voltage pulse can be observed. The value of this
Figure 5. A schematic of the pressure-filtration technique.
Electric-Sensing Zone TechniqueLiMCA
The LiMCA technique was developed based on the electric sensing zone principle.I9-25 The LiMCA units for aluminum are manufactured under license by BOMEM of Quebec City. Figure 3 schematically depicts the LiMCA unit, which basically includes the probe, current source, and signal processing system. The probe consists of two electrodes and an electrically insulating sampling tube with an orifice through its surface. In practice, molten metal is forced by alternate utilization of vacuum and pressure to flow into and evacuate out of the sampling tube via the orifice (Le., the
Vacuum
voltage pulse can be correlated to the diameters of the inclusion and the orifice by the following equation:21
ilV = f (d, l/D) (3)
where il V is the increase in the voltage pulse, d is the diameter of the inclusion, and D is the diameter of the orifice. The density and size distribution of inclusions can be determined by counting the number of pulses over time and measuring their amplitudes with a signal processing system.
The LiMCA has been successfully applied to aluminum by Guthrie et al. at McGill University in collaboration with Alcan International since the mid-1980s. It has also been reported that the applicability of the LiMCA was extended to other high-temperature metals such as boron-silicon steel, cast iron, and copper-based beryllium alloy. More recently,
Tapered Plug
Molten Metal
Filter
Cement
Filter Cup
Molten Metal --
Figure 4. A schematic of the vacuum-filtration technique.
1996 October • JOM
some preliminary work on the application of the LiMCA to magnesium has been conducted. Itwas proven that there are difficulties in searching for a chemically stable, electrically insulating, and low-cost refractory material for the sampling tube due to the reactive nature of molten magnesium to most ceramic materials. The results of that preliminary work also indicate that the orifice on the surface of the sampling tube can be easily blocked in molten magnesium.
The LiMCA has some distinct features compared with other techniques in terms of process control and quality assurance. Measurements can be made available on-line very quickly at time intervals on the order of one minute. This enables the LiMCA to monitor quasicontinuously and in real time the evolution of cleanliness along a cast, either as a function of process parameters or only as a function of time. The LiMCA is also able to detect inclusions as small as 20 /lm.
However, the LiMCA suffers from some disadvantages. First of all, this technique is unable to effectively detect conductive inclusions such as intermetallic particles, which are present in molten magnesium. Second, the orifice can easily be blocked by the large-size inclusions. Also, the amount of molten metal that the LiMCA can assess at a time is very limited. The LiMCA fails to provide infonnation on the chemistry, shape, or the physical state of inclusions. Difficulties are encountered in finding appropriate nonconductive materials for sampling tubes, which can be used in reactive metals such as molten magnesium. Moreover, the cost is very high.
Vacuum-Filtration Technique
The Union Carbide tester, an off-line inclusion assessment system that was developed for molten aluminum in the
49

early 1980s, is a typical applicationofthe vacuum-filtration technique.26,27 Recently, the application of this technique to molten magnesium has been demonstrated.9,28-3() Figure 4 illustrates a Union Carbide-type vacuum-filtering system, which consists of a filter, a filter cup, a tapered plug, and a vacuum container. Basically, in this technique molten metal is drawn through a sampling filter by a vacuum behind the filter. Several proced ures are involved in an entire test. First, a tapered plug is used to protect the filter from contamination before immersion. Next, the entire unit is immersed and kept in molten-metal bath for a period of time, which allows the unit to be preheated. Then, the tapered plug is pulled out and the vacuum starts to draw the molten metal through the filter. After sampling a certain amount of melt, the unit is lifted out of the bath for cooling. Upon solidification and cooling of the unit, the filter is removed from the filter cup and sectioned along the diameter perpendicular to the filter surface. The inclusion concentration is determined by the volume of particles per unit weight of metal drawn through the filter.
This technique has some advantages. Filtration can be carried out directly in the bulk molten metal at any location. A relatively large volume of the melt can be filtered in a test, which improves the accuracy of inclusion assessment.
However, the shortcomings of this technique have been acknowledged in practice. On the completion of vacuuming, back flow of molten metal from the container to the filter cup may take place if the metal head is not appropriately balanced in the container by a corresponding vacuum. Also, if the bottom of the filter cup is not chilled before lifting the unit out of the molten metal bath, the inclusions in the filter cup will be drawn through the filter during the solidification of the melt. In addition, leakage may occur during the sampling if any one of the joints is not sealed tightly.
Pressure-Filtration Technique
The porous disc filtration analysis (PoDF A) technique, a typical representative of the pressure-filtration technique, was developed by Alcan IntemationaPl-33 in the 1960s (Figure 5). The technique
involves filtering a certain amount of molten metal under pressure through a filter, resulting in a build-up of solid inclusions on the filter surface. By metallographically counting the inclusions, their density can be determined.
In general, the PoDFA technique involves several operations. A 2 kg sample of molten metal is taken with a scoop directly from the melt bath and poured into a preheated crucible containing a filter. The cover is lowered onto the top of the crucible, pressurizing the system to force metal through the filter; the metal forced through the filter is weighed once a certain amount of metal (about 1.5 kg) is filtered. The sample, including the filter and overlying unfiltered metal, is then removed from the crucible and cut to a smaller size upon the solidification of the sample. The sample is sectioned, polished, and examined using a microscope, and the inclusion level is evaluated with a unit of inclusion area per kilogram of filtered melt (mm2/kg). Inclusions are characterized in terms of size, color, morphology, and hardness with an illustrated catalogue.
Numerous advantages of the PoDFA as a good tool for process optimization and quality control have been demonstrated by 30 years of application and its present use in more than 50 aluminum cast houses worldwide. The technique is not complicated in terms of set-up and its straightforward sampling procedure. Although it is not truly on-line, the technique is quantitative and offers useful information on the chemistry and shape of inclusions and is also economical in comparison with other techniques. Most of the inclusions suspended in the melt can be captured by this technique, including metallic and nonmetallic inclusions. It has been realized, however, that error may occur during counting and measuring the inclusions since the inclusions are often mixed with other dispersed structural features, and microporosity often occurs in the cross section of the filter cake, particularly in severely contaminated melts in which the level of inclusions and hydrogen is high.
Despite being a reliable and economical technique, no research work on applying the PoDFA to molten magnesium has been reported in the literature; based
--------------------- on the discussion, it is
K-mold test plate
Figure 6. A schematic of K-mold fracture plates.
50
worth investigating the PoDF A' s applicability to molten magnesium. In order to adapt the technique to magnesium, it is essential to modify the apparatus and operating procedures. The elements of the apparatus, including the crucible material and the filter, must be redesigned to accommodate the reactive
nature of magnesium. The protective atmosphere (SF6/C02) must be employed to cover the system. Also, the metallographic techniques necessary to characterize inclusions in molten magnesium need to be established and standardized, as those are currently available for aluminum.
Fracture-Test Technique
Fracture tests34 have long been recognized and are extensively employed as a powerful shop-floor means to evaluate the characteristics of metals. For instance, they are routinely utilized in cast-iron foundries to examine the graphitizing tendency of iron35 and in brass and bronze foundries to check shrinkage and inclusions.36 A typical application ofthis technique, named the K-Mold device, was developed by researchers at Nippon Light Metals and was first introduced to the United States in the late 1980s. Now the technique is marketed by Christy Refractories.
By using the K-Mold, a flat plate with four notches cast into its cope surface is produced (Figure 6). These notches serve as fracture points. The design of the knife edges in the mold enhance the efficiency of capturing the inclusions on the fracture faces through the effect of some eddy occurring during the mold filling. In one test, a number of sampling plates are cast in preheated molds using the molten metal to be evaluated. The cast plates are then fractured immediately by operators. Each fracture face that contains one or more inclusions is considered an event. The opposite side of the fracture usually shows evidence of the same inclusion, but is not considered a separate event.
Based on the criterion, four events will possibly occur in each plate. The result is interpreted by expressing the events as a ratio of total fractures tested, which is referred to as the K-value. For instance, if four events are found in a total of 20 fractures (five plates), the ratio is four over twenty and the resulting K-value is 0.2. The allowable ratios are established for each product family. A lower K-value is specified for products that require a higher level of metal quality. Typically, a thin-wall casting with pressure tightness requirements may not exceed Kvalues of 0.05.
The fracture test technique has several advantages. There is minimal cost; no large investment in either first cost or continuing examination is needed for the tooling and auxiliary equipment to cast a test coupon or fracture a notched plate. The results are obtained on the shop floor via visual observations with the unaided eye; no lengthy testing in laboratories is required. The techniques of casting and breaking the test plates and visually evaluating the fracture faces can be easily taught. Hence, reproduc-
JOM • October 1996

ible results can be guaranteed. Despite its advantages, the fracture
test technique is less quantitative and gives inaccurate results in comparison with the other techniques mentioned. Difficulties have been encountered in detecting small inclusions and in assessing molten metal in which the level of inclusions is somewhat lower.
A Developing Technique
As discussed, the magnesium oxides are the most common inclusions present in scrap magnesium and appear darker than the relatively bright alloy metal. Instead of using the unaided eye, Dow Magnesium37 is developing an optical technique to evaluate the fracture surface. In this optical technique, magnesium-oxide content is correlated to light reflectance. However, this technique is still in its infancy. Its accuracy in detecting the oxide content of molten magnesium and its ability to identify other types of inclusions are questionable.
CONCLUSION
Overall, none of the techniques have been investigated well in molten magnesium so far. Based on this discussion, it appears that the vacuum- and pressure-filtration techniques are more suitable for adaptation to molten magnesiumforsmall-to-mediumsizedmagne-
sium foundries with limited budget and manpower.
ACKNOWLEDGEMENTS
The authors express their appreciation to the Institute of Magnesium Technology for supporting this work. References 1. s. Housh and B. Mikucki, "Properties of Magnesium Alloys," Metals Handbook, 10th ed., vol. 2 (Materials Park, OH: ASM, 1990), p. 496. 2. G.5. Cole, R Agarwal-Finstad, and J.c. Grebetz, "The Potential for Magnesium in the Automotive Industry," Proc. 52nd Annual World Magnesium Conference (McLean, VA: international Magnesium Association, 1995), pp. 1-5. 3. Th. A. Engh, Principle of Metal Refining (New York: Oxford University Press, 1992). 4. E.F. Emley, Principles of Magnesium Technology (Elmsford, NY: Pergamon Press, 1966). 5. O. Kubaschewski and c.B. Alcock, Metallurgical Thermochemistry, 5th ed. (Elmsford, NY: Pergamon Press, London, 1979). 6. F.J. William, "Protective Atmosphere for Molten Magnesium," Ph.D. thesis, University of Michigan, Michigan (1970). 7. F. Frisvold, "Filtration of Aluminum. Theory, Mechanisms and Experiments," Ph.D. thesis, NTH, Trondheim, Norway (1990). 8 C. J. Simensen, "Analysis of Inclusions and Hydrogen in AluminumandMagnesium," Ph.D. thesis,NTH, Trondheim, Norway (1982). 9. P. Bakke, "Measurement and Removal of Inclusions and Hydrogen in Magnesium," Ph.D. theSis, NTH, Trondheim, Norway (1992). 10. A. Luo and H. Hu, Institute of Magnesium Technology, unpublished work. 11. N.D.G. Mountford and R Calvert, "Precipitation Effects in Liquid Aluminum Alloys: Experiments with A Pulsed Ultrasonic Technique," Journal of the Institute of Metals, 88 (1959-1960), pp. 121-127. 12. T.L. Mansfield, "Ultrasonic Technology For Measuring MoltenAluminumQuality," LightMetals 1982,ed.J.E.Anderson (Warrendale, PA: TMS, 1982), pp. 969-981. 13. T.L. Mansfield, "Molten Aluminum Quality Measured with Reynolds 4M TM System," Light Metals 1984, ed. J.P. McGeer (Warrendale, PA: TMS, 1984), pp. 1305-1328. 14. N.D.G. Mountford et al.," A Measuring Device for Qual-
Change of Address? In order to prevent any lapse In serVice, please complete the follOWing and
mail, fax, or e-mail the requested Information to.
TMS Customer Service 420 Commonwealth Drive
Warrendale, PA 15086-7514 U.S.A Fax: (412) 776-3770 • E-Mail: [email protected]
A Note to Joint TMSIASM Student Members: If you are a TMS/ASM joint student member, you must provide your address change to Customer Service/Member Records, ASM International, Materials Park, Ohio 44073 U.S.A.
List the six digit number from the address block on the front cover: __________________ _
Name: ____________________________ _
Title: _____________________________ _
Please enter your business address: Please print your home address:
Company: __________ ___ Address:
Address: __________ _ City:
City: __________ _ Zip/Postal Code:
Zip/Postal Code: _______ _ Country:
Country: __________ _ Telephone:
Telephone: __________ _ Fax:
Fax: _____________ _ E-Mail:
SEND ALL MAILINGS TO: E-Mail: __________ _ o business address 0 home address
1996 October • JOM
ity Control in Liquid Metals," 6th International Conference on Refining Processes (Lulea, Sweden: ISS, 1992), pp. 465-488. 15. N.D.G. Mountford etal., "Progress in the Development of an Ultrasonic Sensor for the Measurement of Liquid Metal Cleanliness," Steelmaking Conference Proceedings (Warrendale, PA: ISS, 1991), pp. 773-781. 16. N.D.G. Mountford et aI., "The Relationship Between Inclusion Content as Measured by Ultrasonic Testing in Liquid Steel and the Cast Metal Quality," Electric Furnace Conference Proceedings (Warrendale, PA: ISS, 1991), pp. 243-248. 17. N.D.G. Mountford and I.D. Sommerville, "An Ultrasonic Sensor for Quality Control of Liquid Steel," Steel Technology International (Warrendale, PA: iSS, 1993). 18, A. Barbiaux, "Determination of Particle Behavior in Molten Aluminum," M.A.Sc. thesis, University of Toronto (1996). 19. S. Kuyucak and RI.L. Guthrie, "On-Line Detection and Measurement in A Transformer Slee!," Second Int. Symp. on the Effects and Control of Inclusions and Residuals in Steels (Montreal, Quebec, Canada: ClM, 1986). 20. S. Kuyucak and RI.L. Guthrie, "On-Line Detection and Measurement in Molten Alloys of Magnesium" (Paper presented atthe 26th Annual Conf. Metallurgists, ClM, Winnipeg, 1987). 21. S. Kuyucak and RI.L. Guthrie, "On the Measurement of Inclusions in Copper-based Melts," Can. Met. Quarterly, 28 (1) (1989), pp. 41-48. 22. S. Kuyucak, "On the Direct Measurementofinclusions In Molten Metals," Ph.D. thesis, McGill University, Canada (1993). 23. C. Dupuis and R Dumont, "The Impact of LiMCA Technology on the Optimization of Metal Cleanliness," Light Metals 1993, ed. S.K. Das (Warrendale, PA: TMS, 1993), pp. 997-1002. 24. E.U. Comerford and G. Beland, "Extended User's Experience with the LiMCA Technology to Continuously Monitor and Improve Can Body Stock Quality," Light Metals 1994, ed. U. Mannweiler (Warrendale, PA: TMS, 1994), pp. 1083-1091. 2S. J.P. Martin and F. Painchaud, "On-Line Metal Cleanless DeterminationinMolten AluminumAlloys using the LiMCA II Analyser," Light Metals 1994, ed. U. Mannweiler (Warrendale, PA: TMS, 1994), pp. 915-920. 26. S.A. Levy, "Applications of the Union Carbide Particulate Tester," Light Metals 1981, ed. G.M. Bell (Warrendale, PA: TMS, 1981), pp. 723-733. 27. D.A. Bates and L.c. Hutter," An Evaluation of Aluminum Filtering Systems using A Vacuum-Filtration Sampling Device," Light Metals 1981, ed. G.M. Bell (Warrendale,PA: TMS, 1981), pp. 707-721. 28. P. Bakke et aI., "Filtration of Magnesium by Ceramic Foam Filters," Light Metals 1992, ed. E. Cutshall (Warrendale, PA: TMS, 1992), pp. 923-935. 29. P. Bakke et aI., "Magnesium Filtration Using Ceramic Foam Filters, and Subsequent Quantitative Microscopy of the Filters," Materials and Manufacture Processes, 8 (4) (1994), pp.111-138. 30. D. Iymo et aI., "Particle Removal in Pure Magnesium," Light Metals 1994, ed. U. Mannweiler (Warrendale, PA: TMS, 1994), pp. 1017-1024. 31. D. Doutre et aI., "Aluminum Cleanliness Monitoring: Methods and Applications in Process Development and Quality Control," Light Metals 1985, ed. J.W. Evans (Warrendale, PA: TMS, 1995), pp. 1179-119S. 32. X.G. Chen, RI.L. Guthrie, and J. E. Gruzleski, "Quantitative Measurement of Melt Cleanliness In Aluminum-Silicon Casting Alloys," Proceedings of 4th AFS International Conference on Molten Aluminum Processing (Des Plaines, IL: AFS, 1995), pp. 15-28. 33. M.J. Lessiter and W.M. Rasmussen, "To Pour or Not to Pour: The Dilemma of Assessing Your Aluminum Melt's Cleanliness," Modern Casting (February 1996), pp. 45-48. 34. D.E. Groteke, T.M. Groteke, and RG. Mabry, "Foundry Methods for Assessing Melt Cleanliness," Proceedings of 4th AFS International Conference on Molten Aluminum Processing (Des Plaines, lL: AFS, 1995), pp. 55-69. 3S. "Chill Testing of Cast irons," Modern Casting (November 1982), p. 40. 36. F .M. Baker, "Melt Quality and Fracture Characteristics of 85-5-5-S Red Brass," AFS Transactions (1950), pp. 122-132. 37. "Optical Technique Validates Quality of Recycled Magnesium," Adv. Mater. and Process (May 1996), p. 13.
ABOUT THE AUTHORS
Henry Hu earned his Ph.D. in metallurgy and materials science at the University of Toronto in 1995. He is currently a research scientist at the Institute of Magnesium Technology. Dr. Hu is also a member of TMS.
Alan Luo earned his Ph.D. in engineering materials atthe University of Windsor in 1992. He is currently director of applied research and development at the Institute of Magnesium Technology. Dr. Luo is also a member of TMS.
For more information, contact H. Hu, Institute of Magnesium Technology, 357 rue Franquet, Ste· Foy, Quebec, Canada G1 P 4N7; (418) 650-2280; fax (418) 650-3190; e·mail [email protected].
51