I © 2011 Inductotherm Corp. Resources/Safety/M2573 Rev 2.pdf · Esta guía describe información...
44
-
Upload
hoangduong -
Category
Documents
-
view
216 -
download
1
Transcript of I © 2011 Inductotherm Corp. Resources/Safety/M2573 Rev 2.pdf · Esta guía describe información...

I © 2011 Inductotherm Corp.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
ALTO
II© 2011 Inductotherm Corp.

Guía de Fundamentos de Seguridad en la Fundición por Inducción
III
Prólogo
Acerca de Esta Guía Los Manuales del Equipo Deben de ser su Recurso de Seguridad Primario La Seguridad: Clave Invaluable para una Compañía Niveles de Intensidad de Riesgo Consulte sus Agencias de Gobierno y Organizaciones Industriales El Paquete de Entrenamiento de Seguridad para la Fundición por Inducción
Puntos Básicos para Fundir por Inducción
Fusión por Inducción Configuraciones del Sistema Eléctrico de Inducción Implicaciones de Seguridad Los Hornos de Inducción Vienen en Muchas Variedades Hornos sin Núcleo Hornos de Canal Cuidado con los Riesgos de Inducción
Equipo de Protección Personal (EPP)
El Equipo de Protección Personal (EPP) le Puede Salvar la Vida Equipo de Protección Primaria Equipo de Protección Secundario Menor Temperatura, Mayor Riesgo Mascarillas y Respiradores Tres Claves para la Seguridad Personal
Operación para el Equipo del Horno y Precauciones de Seguridad
Salpicaduras de Metal Fundido: El Riesgo más Visible en la Fundición Eliminando la Chatarra Mojada Recipientes Sellados Otros Riesgos Chatarra de Rodillos Vaciados por Centrifugado Enfriamiento del Horno Los Sistemas de Agua Abiertos Requieren de un Mantenimiento Cuidadoso Situaciones de Puenteo Requieren de una Acción de Emergencia Inmediata Advertencias de la Formación de Puentes En el Caso de un Puenteo Las Fosas de Emergencia Pueden Prevenir que se vea Rodeado de Metal Fundido Sistemas de Detección de Fuga a Tierra El Detector de Fuga a Tierra es la Clave para la Protección El Módulo Detector de Tierra Apaga la Energía Mantenimiento del Sistema Detector Independiente de Fuga de Metal Fundido Inspección de Componentes Mecánicos Seguridad del Sistema Hidráulico Aviso de Seguridad del Sello de VITON No Use Partes o Refacciones “Substituidas o no Autorizadas”
© 2011 Inductotherm Corp.
_________________________________________________________________________________ 1 _______________________________________ 1
_________________________________________________________ 1 ________________________________________________________________________ 1
_____________________________________________ 2 ______________________________________2
________________________________________________________________________________ 3 ________________________________________________________ 3
____________________________________________________________________ 3 ____________________________________________________ 4
____________________________________________________________________________ 4 _____________________________________________________________________________ 4
___________________________________________________________________ 5
_______________________________________________ 6 ___________________________________________________________________ 6
_________________________________________________________________ 8 _______________________________________________________________ 8
______________________________________________________________________ 9 ____________________________________________________________ 9
_________________________________________ 10 _________________________________________________________________ 10
________________________________________________________________________ 10 _____________________________________________________________________________ 10
____________________________________________________ 11 _______________________________________________________________________ 12
______________________________ 12 _____________________________________13
_________________________________________________________ 13 _____________________________________________________________________ 13
________________________________ 14 ________________________________________________________________ 15
____________________________________________15 _____________________________________________________ 16
___________________________________________________________________ 16 __________________________________________________ 17
________________________________________________________________ 18 _____________________________________________________________________ 19
________________________________________________________________ 19 ________________________________________________ 19

IV
Precauciones de Seguridad y Operación en el Vaciado Automatizado
Seguridad Personal para Sistemas de Vaciado Automatizado Riesgos Comunes en todo Tipo de Sistemas de Vaciado Automatizado Operación Segura de los Sistemas de Vaciado Automatizado Los Hornos a Presión Conteniendo Hierro Nodular, Presentan un Peligro Especial
Sistemas de Carga y Precalentamiento
Sistemas de Carga y Precalentamiento Ayudan a Reducir las Salpicaduras de Metal Fundido Sistemas de Secado y Precalentamiento Sistemas de Carga Equipos en Movimiento Presentan Riesgos de Atrapamiento Taller de Fundición “Lugares Reducidos”
Recubrimiento Refractario
Manteniendo su Revestimiento Refractario Escogiendo el Refractario Adecuado Instalación Apropiada del Revestimiento en un Horno Sistemas de Control de Sinterizado Automático Monitoreo Normal de Desgaste del Revestimiento Choque Físico y Estrés Mecánico Temperaturas Excesivas y Choque Térmico Manejando Adecuadamente la Escoria o el Dross Automatización del Retiro de Escoria Agitación Inductiva La Tecnología en la Automatización de la Fusión Ayuda al Operador a Prevenir Accidentes de Sobrecalentamiento y Daños al Recubrimiento Refractario Monitoreo Eléctrico para el Desgaste del Revestimiento Dispositivos de Vaciado Proporcionan Soporte al Piso de los Crisoles Sistemas Push-Out Minimizan el Polvo de Refractario Durante el Retiro del Revestimiento
Operación Eléctrica y Precauciones de Seguridad
Seguridad en el Sistema Eléctrico de Inducción Recomendaciones de Seguridad para los Supervisores y Gerentes El Sistema de Candado es un Sistema Clave Las Unidades de Potencia de Inducción Incluyen Algunos o todos estos Sistemas de Seguridad Unicamente para Técnicos Electricista Entrenados Avisos y Reglamentos Comunes de Electricidad Horno Arqueando
La Seguridad es un Valor Compartido
Crear una Fundición Segura es un Valor Compartido Quién Necesita Entrenamiento de Seguridad en la Fundición? La Seguridad Empieza Desde el Primer Día Los Supervisores de Fundición Juegan un Papel Clave Preparandose Contra Accidentes Especificar Equipo Más Seguro
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
________________________________________________ 20 __________________________________ 20
_________________________________________ 20 _________________________ 21
_______________________ 22 __________________________________________________________ 22
__________________________________________________________________________ 22 ________________________________________________ 23
________________________________________________________________ 24
______________________________________________________________ 25 _____________________________________________________________ 25
_______________________________________________ 25 ____________________________________________________ 26
___________________________________________________ 26 _______________________________________________________________ 27
_______________________________________________________ 27 __________________________________________________ 28
____________________________________________________________ 28 ________________________________________________________________________________ 28
_______________________________________________________________ 29
____________________________________________________ 29 _________________________________________ 30
_________________________ 30
__________________________________________________________ 31 _____________________________________ 32
_____________________________________________________________ 33 ____________________ 34
________________________________________________________ 35 ___________________________________________________ 35
__________________________________________________________________________________ 36
______________________________________________________ 37 _________________________________________ 37
_______________________________________________________ 37 ______________________________________________ 37
_______________________________________________________________ 38 ________________________________________________________________ 38

Guía de Fundamentos de Seguridad en la Fundición por Inducción
1 © 2011 Inductotherm Corp.
PrólogoAcerca de Esta Guía
Esta guía describe información general de seguridad. Sin embargo no todos los puntos mencionados aplicarán a su equipo existente. Toda la Información recopilada en esta guía ha sido actualizada desde la fecha de su impresión. Inductotherm Corp. ha reservado los derechos para hacer cualquier cambio sin tener que notificarlo.
Inductotherm Corp. no otorga garantía de ningún tipo con respecto al material mencionado como tampoco se responsabiliza de cual-quier error que ocurra en esta guía.
Los Manuales del Equipo Deben de ser su Recurso de Seguridad Primario
Realmente nos interesa el bienestar de usted y sus empleados. Es por eso que nos hemos tomado el tiempo de recopilar esta infor-mación para formar una Guía de Fundamentos de Seguridad en la Fundición por Inducción, resaltando mayor seguridad en los puntos de riesgo.
Esta guía proporciona información de seguridad de carácter general, y no debe considerarse como un sustituto de la información más detallada y específica de operación y seguridad suministrada en los manuales de equipos Inductotherm. Estos manuales de equipos de-ben de ser siempre su fuente principal de información en relación a la manera apropiada y segura de operar los equipos Inductotherm.
La Seguridad: Clave Invaluable para una Compañía
Por favor lea esta guía en su totalidad y haga que todo el personal apropiado en su organización, también lea y siga las instrucciones cuidadosamente. Creemos firmemente que los Gerentes, Dueños y Supervisores juegan un papel clave en asumir la mayor seguridad posible en las operaciones de un equipo de fusión, sostenimiento, vaciado y/o calentamiento.
Muchas fundiciones, enfrentan solas la responsabilidad total de implementar y monitorear los procedimientos de seguridad establecidos, así como el entrenamiento de nuevos empleados y el mantenimiento e inspección del equipo.
Aún cuando es imposible eliminar los riesgos de fundir metal, si es posible el hacer de un taller de fundición un lugar de trabajo libre de accidentes. Para el logro de este objetivo se requiere de un verdadero trabajo en equipo entre los gerentes de la fundición, los proveedores que suministran el equipo al taller de fundición y los trabajadores que operan este equipo.
Esto requiere una buena dirección que haga de la seguridad un tema clave a nivel institucional y que se le comunique a los empleados tra-bajadores, seleccionando el equipo disponible más seguro y hacerlo extensivo por cualquier medio posible para asegurar que el personal esta capacitado, y lo esta usando correctamente.
Niveles de Intensidad de Riesgo
En todo momento deberá de referirse a su manual del equipo para mayor información y definiciones. Usted deberá seguir estas ad-vertencias cuidadosamente para evitar lesiones o posiblemente la muerte.
A lo largo de esta Guía de Fundamentos de Seguridad en la Fundición por Inducción usted encontrará tanto advertencias de seguridad como de operación, separados del texto regular informativo. Es-tas enmarcaciones especiales han sido insertadas para llamar su atención, y que no las pase por alto. Con frecuencia son referidas a incidentes que si son ignorados o subestimados, pueden traer serias lesiones o incluso la muerte.
Existen generalmente tres palabras aceptadas para definir los tres niveles de intensidad de riesgo y una cuarta que también debe ser leido cuidadosamente. Los tipos de advertencias, el cómo se pre-sentan y el cómo son utilizados en esta Guía de Fundamentos de Seguridad en la Fundición por Inducción, son descritos aquí para que usted se familiarize con ellos y su uso para educar al resto de su personal en su taller de fundición.
2
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Consulte sus Agencias de Gobierno y Organizaciones Industriales
Mientras que nosotros en Inductotherm estamos conscientes de muchos riesgos de seguridad y queremos ayudarle a crear un taller de fundición más seguro, tampoco podemos ser su único recurso de seguridad. Por favor consulte tanto sus agencias de Gobierno locales como nacionales y organizaciones industriales para infor-mación adicional de seguridad y observe las normas de seguridad locales y nacionales.
Abajo una lista de algunas de estas agencias en los Estados Unidos de Norte América:
Seguridad Ocupacional y Administración de salud (OSHA) www.osha.gov
Departamento Nacional contra Incendios (NFPA) www.nfpa.org
Sociedad Americana de Fundiciones (AFS) www.afsinc.org
Instituto Nacional Americano (ANSI) www.ansi.org
ASTM Internacional www.astm.org
El Paquete de Entrenamiento de Seguridad para la Fundición por Inducción
El trabajar con metal fundido siempre ha sido un trabajo pelig-roso. En el pasado, el calor, el ruido y los humos producidos por los hornos de combustión constantemente les recordaban a los trabajadores de los riesgos del taller de fundición, pero hoy en día los hornos de inducción de alta eficiencia han mejorado las condi-ciones de trabajo, creando mejores ambientes de trabajo, con me-nos calor, más limpios y generalmente lugares de trabajo menos hóstiles. Sin embargo, estos nuevos equipos no han eliminado el peligro inherente al trabajar cerca del metal fundido.
El objetivo de esta guía y el paquete de entrenamiento de seguri-dad para la fundición por inducción descrito a continuación, es el alertar a todos los trabajadores de la fundición para que estén con-scientes de las precauciones de salvamento que siempre se deben de tomar cuando se trabaje cerca de metal fundido.
Los hornos de inducción hacen que las fundiciones hoy en día sean más seguras y más productivas que en tiempos pasados.
Desafortunadamente muchas de las muertes y lesiones que han ocurrido pudieron haber sido prevenidas al observar y tomar pre-cauciones de seguridad de sentido común.
Es por esta razón que hemos elaborado el Paquete de Entrenamien-to de Seguridad para la fundición por Inducción y lo ponemos a disposición de todas las fundiciones sin costo alguno, sin importar que se cuenten con equipos de Inductotherm o no.
El Paquete de Entrenamiento de Seguridad para la Fundición por Inducción consiste de las partes siguientes:
• Esta Guía de Fundamentos de Seguridad en la Fundición por Inducción
• El Video de Fundamentos de Seguridad en la Fundición por Inducción
• Examen y respuestas del Paquete de Entrenamiento de Seguridad para la Fundición por Inducción
• Boletínes y artículos relacionados con la Seguridad
El examen y sus respuestas sobre Los Fundamentos en la Seguri-dad en la Fundición por Inducción son suministrados a Ud., para ser usados como parte del programa de entrenamiento.
Las preguntas están basadas en los temas cubiertos en el “Paquete de Entrenamiento de Seguridad para la Fundición por Inducción” y el DVD que lo acompaña.
En Inductotherm, deseamos que cada empleado y trabajador en la fundición, ya sean dueños o supervisores estén totalmente in-formados de los riesgos de la seguridad asociados al trabajar con metal fundido.
Este Paquete de Entrenamiento de Seguridad para la Fundición por Inducción es una manera en que estamos trabajando para alcanzar este objetivo.

Guía de Fundamentos de Seguridad en la Fundición por Inducción
3
Fusión por InducciónBobina de Inducción
Revestimiento Refractario para el Horno
Carga Metálica
La corriente fluyendo en una dirección en la bobina de inducción induce un flujo de corriente en la dirección opuesta en la carga metálica. Esta corriente calienta el metal y origina su fusión.
Configuraciones del Sistema Eléctrico de Inducción
© 2011 Inductotherm Corp.
Los hornos de combustión y los hornos de inducción producen calor de manera totalmente diferente.
En un horno de combustión, el calor es creado al quemar un com-bustible, tal como coke, aceite o gas natural. El quemado de los combustibles origina que la temperatura interna del horno sea mayor que el punto de fusión del material cargado en su interior. Esto calienta la superficie del material de carga, provocando que se funda.
Los hornos de inducción producen un calentamiento limpio al no quemar un combustible. Alternando la corriente eléctrica de una uni-dad de potencia de inducción y fluyendo esta a un horno a través de una bobina hecha de tubo de cobre hueco.
La corriente eléctrica fluyendo en una dirección en la bobina de inducción crea un campo electromagnético que induce un flujo de corriente eléctrica en dirección opuesta en la carga metálica dentro del horno, produciendo el calor que rápidamente hará que el metal se funda.
Con inducción, usted calienta la carga directamente y no el horno. Aunque algunas superficies del horno pueden calentarse lo sufici-ente como para representar el riesgo de una quemadura.
Los hornos de inducción requieren de dos sistemas eléctricos sepa-rados; uno para el sistema de enfriamiento, el basculamiento del horno y su instrumentación, y el otro para la potencia en la bobina de inducción.
Una línea de alimentación del panel de distribución de la planta, típi-camente suministra energía para las bombas, del sistema de enfria-miento de la bobina, de inducción, el mecanismo de basculamiento hidráulico del horno y los sistemas de control e instrumentación.
La electricidad para la bobina de inducción es suministrada de una línea de distribución de tres fases, alto voltaje y alto amperaje. La complexidad del suministro de potencia conectada a la bobina de inducción varía del tipo y uso del horno.
Un horno de canal que mantiene y vacía metal líquido puede operar eficientemente usando frecuencia de línea suministrada por la com-pañía local de suministro de electricidad.
En contraste, la mayoría de los hornos sin núcleo para fundir re-quieren de una alimentación de energía en media o alta frecuencia.
Al incrementar la frecuencia de la corriente alterna fluyendo a través de la bobina de inducción, se incrementa la cantidad de potencia que puede ser aplicada a un tamaño dado de horno. Esto en resumen se traduce en una fusión más rápida.
Un horno sin núcleo de 10 Ton operando a 60 Hz puede fundir su capacidad en dos horas a 275 Hz el mismo horno puede fundir las mismas 10 Ton de carga en 26 minutos o cuatro veces más rápido.
Una ventaja adicional de una operación con frecuencias más altas es que el horno puede ser arrancado utilizando menos chatarra densa y puede ser vaciado completamente entre colada y colada.
Los transformadores, inversores y capacitores necesitados para “sinterizar” la frecuencia requerida por hornos de inducción de alta eficiencia pueden implicar un serio riesgo eléctrico.
Por esta razón, las unidades de potencia de los hornos deben de ser gabinetes de acero cerrados con llave y equipados con sistemas de interconexiones de seguridad.
Implicaciones de Seguridad
Por lo general, la unidad de potencia, la bobina de inducción y los otros sistemas del horno están energizados de servicios eléctricos múltiples.
Esto significa que los trabajadores de la fundición no pueden asumir que la potencia hacia la bobina del horno ha sido detenida porque el servicio haya sido interrumpido al sistema de enfriamiento del horno o a las bombas hidráulicas. Revise la sección de “tarjeta candado” suministrada en esta guía de seguridad.
4
Guía de Fundamentos de Seguridad en la Fundición por Inducción
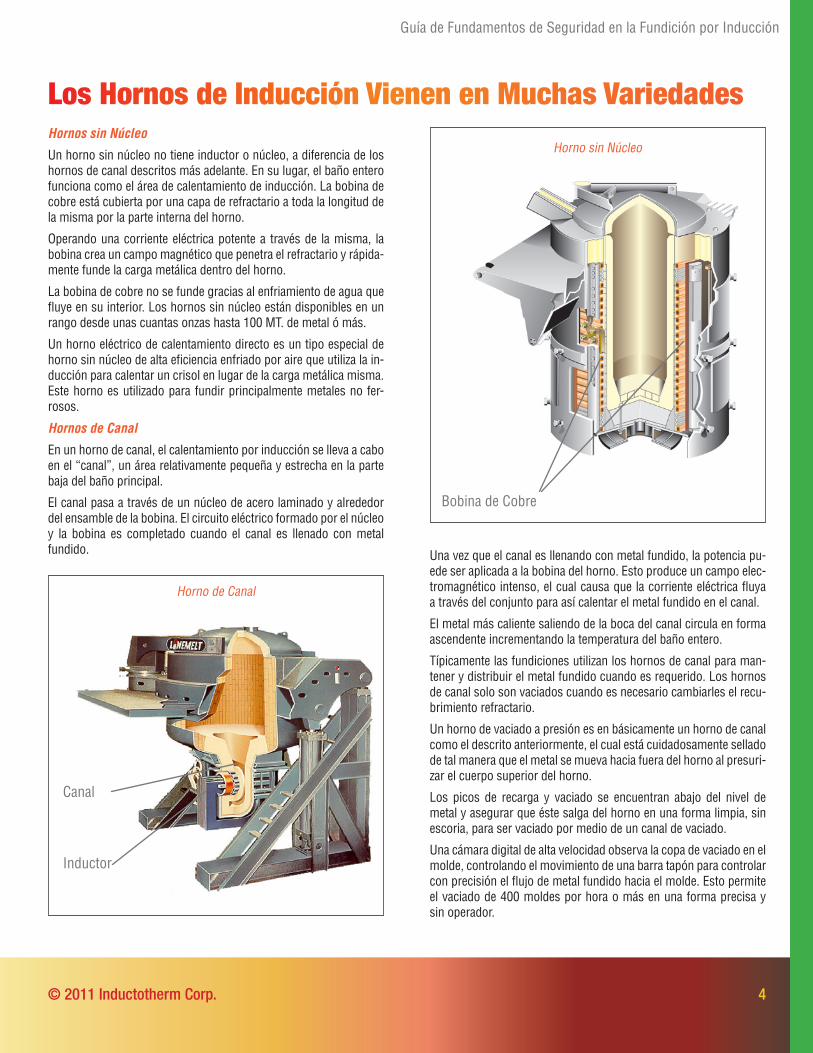
Los Hornos de Inducción Vienen en Muchas Variedades
Bobina de Cobre
Canal
Inductor
© 2011 Inductotherm Corp.
Hornos sin Núcleo
Un horno sin núcleo no tiene inductor o núcleo, a diferencia de los hornos de canal descritos más adelante. En su lugar, el baño entero funciona como el área de calentamiento de inducción. La bobina de cobre está cubierta por una capa de refractario a toda la longitud de la misma por la parte interna del horno.
Operando una corriente eléctrica potente a través de la misma, la bobina crea un campo magnético que penetra el refractario y rápida-mente funde la carga metálica dentro del horno.
La bobina de cobre no se funde gracias al enfriamiento de agua que fluye en su interior. Los hornos sin núcleo están disponibles en un rango desde unas cuantas onzas hasta 100 MT. de metal ó más.
Un horno eléctrico de calentamiento directo es un tipo especial de horno sin núcleo de alta eficiencia enfriado por aire que utiliza la in-ducción para calentar un crisol en lugar de la carga metálica misma. Este horno es utilizado para fundir principalmente metales no fer-rosos.
Hornos de Canal
En un horno de canal, el calentamiento por inducción se lleva a cabo en el “canal”, un área relativamente pequeña y estrecha en la parte baja del baño principal.
El canal pasa a través de un núcleo de acero laminado y alrededor del ensamble de la bobina. El circuito eléctrico formado por el núcleo y la bobina es completado cuando el canal es llenado con metal fundido. Una vez que el canal es llenando con metal fundido, la potencia pu-
ede ser aplicada a la bobina del horno. Esto produce un campo elec-tromagnético intenso, el cual causa que la corriente eléctrica fluya a través del conjunto para así calentar el metal fundido en el canal.
El metal más caliente saliendo de la boca del canal circula en forma ascendente incrementando la temperatura del baño entero.
Típicamente las fundiciones utilizan los hornos de canal para man-tener y distribuir el metal fundido cuando es requerido. Los hornos de canal solo son vaciados cuando es necesario cambiarles el recu-brimiento refractario.
Un horno de vaciado a presión es en básicamente un horno de canal como el descrito anteriormente, el cual está cuidadosamente sellado de tal manera que el metal se mueva hacia fuera del horno al presuri-zar el cuerpo superior del horno.
Los picos de recarga y vaciado se encuentran abajo del nivel de metal y asegurar que éste salga del horno en una forma limpia, sin escoria, para ser vaciado por medio de un canal de vaciado.
Una cámara digital de alta velocidad observa la copa de vaciado en el molde, controlando el movimiento de una barra tapón para controlar con precisión el flujo de metal fundido hacia el molde. Esto permite el vaciado de 400 moldes por hora o más en una forma precisa y sin operador.
Horno de Canal
Horno sin Núcleo

Guía de Fundamentos de Seguridad en la Fundición por Inducción
5
Cuidado con los Riesgos de Inducción
© 2011 Inductotherm Corp.
Una revisión en los registros de accidentes en las fundiciones revelan que en casi todos los casos, observando precauciones de seguridad básicas se pudieron prevenir lesiones y daños.
La mayoría de las precauciones en talleres de fundición, tales como el uso de protectores para los ojos y ropa no flamable, son del sentido común.
Otras medidas de seguridad, tales como el conocer la forma de manejar una emergencia de puenteo requiere de un conocimiento específico del proceso de fusión por inducción.
Esta guía le ayudará a entender y manejar mejor los riesgos diarios presentes en todas las fundiciones y muchas de las situaciones de emergencia que pudiera encontrarse algún día.
Reportes de investigación de accidentes indican que la mayoría de los accidentes en las fundiciones pasan debido a cualquiera de las siguientes razones:
La introducción de metal húmedo o mojado al metal fundido, causando una explosión agua/metal fundido
Falta de habilidad del empleado o trabajador antes de tomar la temperatura, la muestra o al adicionar aleaciones, provocando con esto salpicaduras de metal
Al dejar caer piezas grandes de material de carga dentro del baño de metal, provocando con esto salpicaduras de metal
Atención inapropiada al cargarlo, puede causar condiciones de puenteo
El no respetar mantenerse atrás de las líneas de seguridad puede
•
•
•
•
•causar una situación de atrapamiento
El tener contacto con conductores eléctricos, el hacer caso omiso de los interruptores de seguridad o el entrar en contacto con capacitares no descargados totalmente, pueden causar una descarga eléctrica o la electrocutación
Falta de entrenamiento del operador
Esta guía se enfocará en lo que usted puede hacer para protegerse a si mismo, y sus colaboradores de estos riesgos y otros más.
•
•
Sin embargo esto no es un sustituto de la información más detallada que se encuentra en los manuales del equipo.
Los manuales del equipo deben de ser su recurso primario de información.
El trabajar con metal fundido siempre ha sido y siem-pre será una ocupación peligrosa. Los trabajadores re-sponsables en la fundición reconocen los riesgos; los gerentes responsables minimizan los riesgos al incul-car a los trabajajdores en la fundición la importancia del entrenamiento y la prevención de accidentes.

6
El Equipo de Protección Personal (EPP) Puede Salvar Su Vida
Guía de Fundamentos de Seguridad en la Fundición por Inducción
El Equipo de Protección Personal (EPP) proteje a los trabajadores en el taller de fundición tanto de salpicaduras de metal como de la radiación de calor.
El Equipo de Protección Personal (EPP) ayuda a proteger a este trabajador de salpicaduras de metal fundido durante el proceso de recarga al horno.
© 2011 Inductotherm Corp.
Si la primera línea de defensa de los trabajadores de la fundición, contra lesiones o muerte es un equipo de seguridad y entrenamien-to, que habilite una operación apropiada, ambas bajo condiciones de rutina y de emergencia, la línea final de defensa del trabajador es su Equipo de Protección Personal (EPP).
Usando el Equipo de Protección Personal (EPP) apropiado puede significar la diferencia de salir ileso de una catástrofe en la fundición o ser lesionado o muerto.
Varias organizaciones han establecido estándares nacionales, pro-cedimientos para el uso del equipo de protección en la industria de vaciado de metal. Estas organizaciones tienden al acuerdo de tipos básicos de equipo personal para proveer a los trabajadores con una protección total a la exposición de metal fundido.
Muchos fabricantes y distribuidores de equipo de protección per-feccionan los procedimientos de ésta industria. Dotados con los conocimientos y los últimos avances tecnológicos en materiales y productos de protección, pueden adaptar programas de equipos de seguridad a las necesidades específicas de la fundición.
Existen dos tipos de equipo de protección que se usa en la fundición: equipo de protección primario y secundario.
Equipo de Protección Primaria
Equipo de Protección Primaria es el equipo que se usa sobre el equipo de protección secundario cuando existe una exposición sig-nificativa al calor radiante, salpicaduras de metal fundido y flama. Es diseñado para dar la mayor protección.
El Equipo de Protección Primario debe usarse durante las activi-dades que incluyen, cargar, escoriado, ajustes, muestreo, moldeo, medición de temperatura, operaciones de vaciado y colado o cuando se esta cerca del metal fundido.
El Equipo de Protección Primario incluye lentes de seguridad, care-ta, casco, protección auditiva, abrigo, mandil, guantes, espinilleras (cubre piernas), capa y mangas que se deben de fabricar de telas de vidrio aluminizadas.

Guía de Fundamentos de Seguridad en la Fundición por Inducción
7
Equipo de Protección Primario Típico
Escafandra
Careta
Abrigo Aluminizado Material Resistente a la Flama de 50”
Guantes Aluminizados de 14”
Espinilleras o Cubrepiés
Botas de Seguridad sin Agujetas
© 2011 Inductotherm Corp.
Para la protección de ojos y cara, los lentes de seguridad con pro-tecciones laterales serian un requisito indispensable. Para quienes están expuestos al metal fundido, es necesario usar una careta además de los lentes de seguridad. Los ojos son extremadamente susceptibles a lesiones, y la protección de los mismos es muy fácil de proveer.
Para proteger la cabeza de objetos que caigan, choques, salpicadu-ras, etc., se debe usar un casco.
Protección auditiva adecuada debe de ser utilizada.
Al trabajar cerca de lugares donde hace calor, se deben de usar guantes resistentes al calor/anti-flamables. Trabajando cerca del metal fundido, deben usarse guantes para fundidores con extensio-nes más arriba de las muñecas.
Para proteger al cuerpo, brazos y piernas, ha sido recomendado por la Sociedad Americana de Fundidores (SAF) el uso del equipo de vidrio aluminizado, para la protección contra la radiación de calor y salpicaduras de metal fundido.
El equipo de vidrio aluminizado, similar al que se ilustra aquí re-flejará alrededor del 90% del calor radiante alejándolo del cuerpo, mientras que esparce las salpicaduras y chispas del metal fundido. Use espinilleras para proteger las piernas.
Botas de seguridad para vaciador sin agujetas, son requeridas para la protección de los pies contra la exposición a compuestos fundi-dos. Estas pueden quitarse rápidamente si el metal fundido llegara a entrar en las mismas.
Zapatos con protección para el empeine protegen la parte superior del pie. Si utiliza botas con agujetas, éstas deben protegerse con espinilleras, especialmente cerca de la parte superior donde existe el peligro de que entre el metal fundido.
La SAF clasifica las prendas según los tipos de metal. Al fundir me-tales ferrosos y otros metales a muy altas temperaturas, aconsejan ropa que ha pasado por tratamiento a base de fosfuros.
Sin embargo, para resistir la adherencia de salpicaduras de metal de fusiones a bajas temperaturas, tales como el aluminio, Galvalume®, zinc, etc., estos vendedores recomiendan prendas sin tratamiento de fosfuros.
Los visitantes también deben usar Equipo de Protección Personal (EPP) adecuado durante todo el tiempo que estén en el área de fusión, independientemente de la duración de su visita en el área.
La Sociedad Americana de Fundidores (SAF) publica Un procedimiento para la selección y uso del Equipo
de Protección Personal (EPP) y ropa especial para las operaciones en la fundición
Para obtener este procedimiento puede contactar a la SAF:
Sociedad Americana de Fundidores 1695 North Penny Lane
Schaumburg, IL 60173-4555 EUA
Toll Free: 800/537-4237 Fax: 847/824-7848 Phone: 847/824-0181 Website: www.afsinc.org

8
Guía de Fundamentos de Seguridad en la Fundición por Inducción
Aunque el aluminio fundido se vea menos peligroso, en algunos aspectos es aun más peligroso que los metales de altas temper-aturas y deberá tratarse como tal.
© 2011 Inductotherm Corp.
Los metales y sus aleaciones de menor temperatura, tales como el aluminio, Galvalume®, estaño, plomo, Galfán®, zinc, cobre, y ale-aciones de cobre, etc., se adhieren a la piel expuesta, produciendo quemaduras severas y posibles desfiguraciones. Si la cantidad de metal es mucha, las quemaduras pueden ser mortales.
Usar el Equipo de Protección Personal (EPP) incluyendo lentes de seguridad, protección auditiva, careta, protección para la cabeza y cuerpo, además de pies y manos, la seguridad es muy importante cuando se trabaja cerca de metales fundidos, sin importar la tem-peratura de fusion.
Los profesionales de la seguridad advierten que no toda la ropa de protección suministra la misma protección contra todos los me-tales. Por ejemplo, reportan que el aluminio fundido se adhiere a unas telas y a otras no.
Igualmente, algunos tipos de telas aluminizadas se incendian al ser salpicadas con aluminio fundido y otras no. Recomiendan que se efectúen pruebas de salpicado para evaluar equipos nuevos de pro-tección antes de utilizarlos.
Cuando esta ropa normal se quemó con aluminio fundido, el tra-bajador sufrió fatales quemaduras. La ropa anti-flamable le puede salvar la vida.
Equipo de Protección Secundario
El Equipo de Protección Secundario se usa en áreas donde hay menos riesgo y se usa para prevenir que la ropa normal se incendie y se queme.
Los overoles resistentes a la flama serÍan un ejemplo de ropa de protección personal secundario. La ropa de protección secundaria ayudará en gran parte a reducir las quemaduras.
En muchos casos, quemaduras serias y fatalidades han ocurrido porque la ropa ordinaria se incendio a raíz de una pequeña chispa o salpicadura, no por quemaduras causadas directamente por el metal fundido.
Junto con el equipo de protección secundario se debe usar ropa interior y calcetines de fibras naturales.
Algunas fibras sintéticas se derriten o se incendian aumentando el riesgo de quemaduras. SAF recomienda el uso de ropa interior lav-able, y resistente al fuego.
Ciertamente las fundiciones son lugares calientes y el Equipo de Protección Personal (EPP) adiciona el problema del agotamiento, debido al calor, pero el equipo puede salvar su vida.
Menor Temperatura, Mayor Riesgo
Algunos metales se funden a menor temperatura que los metales ferrosos, sin embargo representan un peligro mayor de salpicadu-ras de metal para el trabajaor de la fundición.
Galvalume es una marca registrada de BIEC International, Inc. Galfan es una marca registrada de International Lead Zinc Research Organization, Inc.

Guía de Fundamentos de Seguridad en la Fundición por Inducción
9
Este trabajador esta protegido por las tres claves: distancia, barreras de protección y el Equipo de Protección Personal (EPP).
© 2011 Inductotherm Corp.
En lugares en que la calidad del aire implica peligro y el ruido una amenaza, los profesionales en la seguridad también especifican el uso de respiradores y dispositivos de protección auditiva. Partículas de sílice se consideran un riesgo para la salud cuando se inhalan por mucho tiempo.
El inhalar sin protección puede causar irritaciones severas en el sistema respiratorio, provocando silicosis o cáncer. Por favor refiérase a la sección de precauciones del fabricante.
Cuando se aíslan las terminaciones de una bobina o se pasa a través de una cámara de vació, los materiales utilizados liberan gases los cuales son considerados como peligrosos.
Asegurése de utilizar la mascarilla apropiada para cada situación. La mayoría de las mas-carillas protegen solo contra ciertos tipos de polvo y vapor. Por ejemplo, respiradores diseñados para filtrar el gas dióxido de sulfuro son requeridos cuando se limpian las líneas de nitrógeno en el horno de
vaciado presurizado usado para sostener hierro nodular.
Trabajar en una fundición con metal fundido es un asunto serio e involucra muchos peligros. Pueden ocurrir desde lesiones leves hasta fatales, pero estar consciente de los peligros y seguir los pasos apropiados para mantenernos a salvo, puede reducir los riesgos diarios asociados con nuestro trabajo.
Respiradores apropiados deben de ser utilizados cuando se retiren o instalen revestimientos refractarios o en donde prevalezca el polvo. Consulte a su proveedor de refractarios para determinar el tipo de respirador más apropiado para su aplicación.
Tres Claves para la Seguridad Personal
Existen tres formas principales de proteger a las personas de los peligros del metal fundido. Estas son la distancia, barreras de protección y el Equipo de Protección Personal (EPP).
Distancia - La distancia es una forma directa de protección. Entre más lejos se encuentre del salpicado de metal, más seguro estará, por eso los fabricantes promocionan aspectos como los sistemas de carga automáticos y controles computarizados. Estos sistemas per-miten a las personas que trabajan con el horno mantenerse alejadas y aún hacer sus trabajos.
En todas las situaciones, las personas que indirectamente están involucradas en el trabajo del horno deben mantenerse fuera del área inmediata al horno durante las operaciones de carga, fusión y vaciado.
Barreras de Protección - Las barreras de protección pueden propor-cionar protección contra el calor y salpicaduras cuando la distancia no es factible. Un ejemplo de una barrera sería una pantalla alred-edor de una estación de vaciado en la plataforma de fundición.
Equipo de Proteccion Personal (EPP) - Utilizar el Equipo de Protec-ción Personal (EPP), más sin embargo es el paso más importante que puede tomar para la protección individual de las salpicaduras de metal. El Equipo de Protección Personal (EPP) es su último recurso de defensa.
Mascarillas y Respiradores
Las siguientes publicaciones mencionan los procedimientos para trabajar apropiadamente con sílice y materiales que con-tengan sílice:
Guía para Trabajar en Forma Segura con Sílice www.cdc.gov/niosh/pdfs/silicax.pdf
Efectos en la Salud Debidos a Exposición Ocupacional por Sílice Cristalina Respirable www.cdc.gov/niosh/docs/2002-129/02-129a.html

10
Salpicaduras de Metal Fundido: El Riesgo más Visible en la Fundición
Guía de Fundamentos de Seguridad en la Fundición por Inducción
Esta imagen fue tomada de un video sobre una erupción real de un horno, probablemente causada por chatarra humeda alimentada a un horno.
© 2011 Inductotherm Corp.
Los materiales de carga húmedos representan un serio riesgo de seguridad en todas las fundiciones. Cuando el metal fundido hace contacto con cualquier cantidad de agua, humedad o material lu-bricante, el agua instantáneamente se convierte en vapor, expan-diéndose a 1600 veces de su volumen original y produciendo una explosión muy violenta. Esto ocurre sin ninguna advertencia y arroja metal fundido y posiblemente materiales sólidos que están a muy alta temperatura fuera del horno y pone a los trabajadores, la planta, el horno y equipo adyacente en riesgo.
Una explosión metal fundido/agua puede ocurrir en cualquier tipo de horno. Para un horno de inducción, los efectos posteriores pueden ser más serios e incluyen la posibilidad de explosiones adicionales causadas por los líquidos de rupturas en el sistema de enfriamiento entrando en contacto con el metal fundido. No se requiere de tener metal fundido presente en el horno para que ocurra una explosión. Las explosiones también pueden ocurrir si tambores sellados o contene-dores son cargados dentro de un horno vacío, pero caliente. En este caso, la fuerza de la explosión puede expulsar el nuevo material carga-do y será muy posible que dañe el revestimiento refractario también.
Eliminando la Chatarra Mojada
En fundiciones donde la mayor parte de la materia prima es la chatarra, los materiales de carga húmedos deben de ser la principal causa de preocupación.
Algunas fundiciones reducen la posibilidad de explosiones metal fundido/agua almacenando la chatarra bajo cubierta por al menos un día luego inspeccionando cuidadosoamente la carga en busca de cualquier humedad residual. Una solución aún más confiable,
utilizada por un número creciente de fundiciones actualmente, es el uso de sistemas remotos de carga con secadores
Sistemas de carga remotos permiten al operador el estar alejado del horno o estar detrás de pantallas protectoras durante el proceso de carga. Secadores y precalentadores maximizan el retiro del agua y la humedad antes de que la chatarra haga contacto con el baño de metal líquido.
Recipientes Sellados
Un peligro que fácilmente se pasa por alto son los contenedores sellados y las secciones de tubo que han sido cizalladas, dejando cerrados sus extremos. Los contenedores usados para almacenar combustibles líquidos o sus humos explotarán mucho antes de que la chatarra misma se funda. El precalentamiento de materiales sella-dos no prevendrá este riesgo. Las latas de aerosol, los cilindros de oxígeno, los tanques de propano y los de acetileno y los amortigua-dores nunca deben ser utilizados como material de carga.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
11
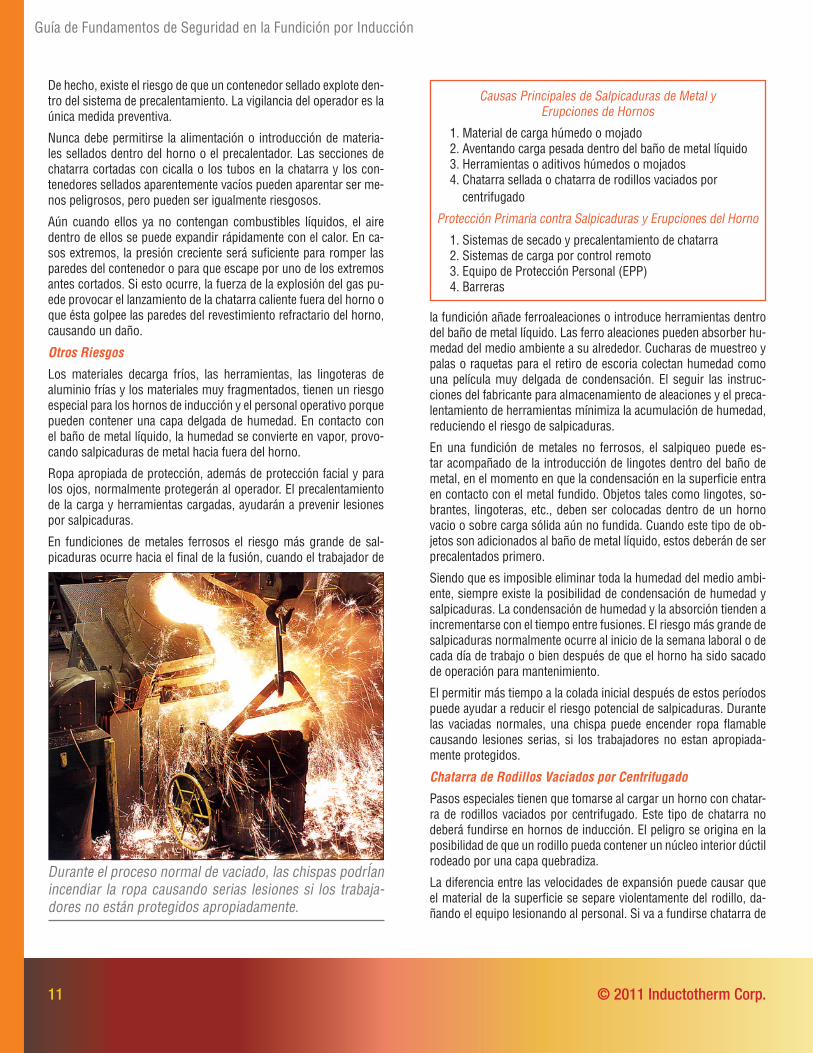
Durante el proceso normal de vaciado, las chispas podrÍan incendiar la ropa causando serias lesiones si los trabaja-dores no están protegidos apropiadamente.
© 2011 Inductotherm Corp.
De hecho, existe el riesgo de que un contenedor sellado explote den-tro del sistema de precalentamiento. La vigilancia del operador es la única medida preventiva.
Nunca debe permitirse la alimentación o introducción de materia-les sellados dentro del horno o el precalentador. Las secciones de chatarra cortadas con cicalla o los tubos en la chatarra y los con-tenedores sellados aparentemente vacíos pueden aparentar ser me-nos peligrosos, pero pueden ser igualmente riesgosos.
Aún cuando ellos ya no contengan combustibles líquidos, el aire dentro de ellos se puede expandir rápidamente con el calor. En ca-sos extremos, la presión creciente será suficiente para romper las paredes del contenedor o para que escape por uno de los extremos antes cortados. Si esto ocurre, la fuerza de la explosión del gas pu-ede provocar el lanzamiento de la chatarra caliente fuera del horno o que ésta golpee las paredes del revestimiento refractario del horno, causando un daño.
Otros Riesgos
Los materiales decarga fríos, las herramientas, las lingoteras de aluminio frías y los materiales muy fragmentados, tienen un riesgo especial para los hornos de inducción y el personal operativo porque pueden contener una capa delgada de humedad. En contacto con el baño de metal líquido, la humedad se convierte en vapor, provo-cando salpicaduras de metal hacia fuera del horno.
Ropa apropiada de protección, además de protección facial y para los ojos, normalmente protegerán al operador. El precalentamiento de la carga y herramientas cargadas, ayudarán a prevenir lesiones por salpicaduras.
En fundiciones de metales ferrosos el riesgo más grande de sal-picaduras ocurre hacia el final de la fusión, cuando el trabajador de
Causas Principales de Salpicaduras de Metal y Erupciones de Hornos
1. Material de carga húmedo o mojado 2. Aventando carga pesada dentro del baño de metal líquido 3. Herramientas o aditivos húmedos o mojados 4. Chatarra sellada o chatarra de rodillos vaciados por centrifugado
Protección Primaria contra Salpicaduras y Erupciones del Horno
1. Sistemas de secado y precalentamiento de chatarra 2. Sistemas de carga por control remoto 3. Equipo de Protección Personal (EPP) 4. Barreras
la fundición añade ferroaleaciones o introduce herramientas dentro del baño de metal líquido. Las ferro aleaciones pueden absorber hu-medad del medio ambiente a su alrededor. Cucharas de muestreo y palas o raquetas para el retiro de escoria colectan humedad como una película muy delgada de condensación. El seguir las instruc-ciones del fabricante para almacenamiento de aleaciones y el preca-lentamiento de herramientas mínimiza la acumulación de humedad, reduciendo el riesgo de salpicaduras.
En una fundición de metales no ferrosos, el salpiqueo puede es-tar acompañado de la introducción de lingotes dentro del baño de metal, en el momento en que la condensación en la superficie entra en contacto con el metal fundido. Objetos tales como lingotes, so-brantes, lingoteras, etc., deben ser colocadas dentro de un horno vacio o sobre carga sólida aún no fundida. Cuando este tipo de ob-jetos son adicionados al baño de metal líquido, estos deberán de ser precalentados primero.
Siendo que es imposible eliminar toda la humedad del medio ambi-ente, siempre existe la posibilidad de condensación de humedad y salpicaduras. La condensación de humedad y la absorción tienden a incrementarse con el tiempo entre fusiones. El riesgo más grande de salpicaduras normalmente ocurre al inicio de la semana laboral o de cada día de trabajo o bien después de que el horno ha sido sacado de operación para mantenimiento.
El permitir más tiempo a la colada inicial después de estos períodos puede ayudar a reducir el riesgo potencial de salpicaduras. Durante las vaciadas normales, una chispa puede encender ropa flamable causando lesiones serias, si los trabajadores no estan apropiada-mente protegidos.
Chatarra de Rodillos Vaciados por Centrifugado
Pasos especiales tienen que tomarse al cargar un horno con chatar-ra de rodillos vaciados por centrifugado. Este tipo de chatarra no deberá fundirse en hornos de inducción. El peligro se origina en la posibilidad de que un rodillo pueda contener un núcleo interior dúctil rodeado por una capa quebradiza.
La diferencia entre las velocidades de expansión puede causar que el material de la superficie se separe violentamente del rodillo, da-ñando el equipo lesionando al personal. Si va a fundirse chatarra de

Guía de Fundamentos de Seguridad en la Fundición por Inducción
12
Los hornos de inducción deberán tener un sistema de enfriamiento de agua construido dentro de la bobina misma. El agua recoge el calor causado por la corriente y el calor conducido por el metal fundido a través del refractario y los lleva a un intercambiador de calor para su retiro.
© 2011 Inductotherm Corp.
Tubo de Cobre de Pared Gruesa
Agua de Enfriamiento
rodillos, el peligro de la fragmentación puede minimizarse al quebrar la chatarra antes de cargarla al horno.
Enfriamiento del Horno
Para aquellos que no están familiarizados con la fusión por inducción, parecerá muy inusual el ver a un horno trabajando a altas temperaturas y equipado con un sistema de enfriamiento que opera al circular agua dentro de los conductores eléctricos que llevan miles de amperes de corriente eléctrica. Sin embargo, sin un enfriamiento continuo, los hornos de inducción no podrían operar.
La bobina del horno, la cual produce el campo electromagnético, no está diseñada para que se caliente. A pesar de que algo de calor es conducido del baño de metal líquido a través del recu-brimiento refractario hacia la bobina, la mayor parte de la carga de calor en la bobina es causada por la corriente fluyendo a través de ella. Debido a esto se requiere que esté en continuo enfriamiento, no solamente para incrementar su eficiencia eléctrica, pero para prevenir que se llegue a fundir.
Típicamente el sistema de agua de enfriamiento es construido dentro de la misma bobina, la cual es hecha de tubo de cobre hueco por el cual fluye el flujo de agua de enfriamiento. El agua recoge el calor causado por la corriente y el calor conducido por metal fundido a través del refractario y los lleva a un intercambiador de calor para su retiro.
Si llegase a existir una falla eléctrica o mecánica que dañáse la bomba que circula el agua, habrá un acumulamiento de calor que puede originar un daño al aislamiento de la bobina, un arqueo a la misma o generación de vapor y fuga de agua. Estos factores pueden originar una explosión mayor, la cual puede ocurrir en minutos.
Por lo anterior, los hornos de inducción deberán de tener un sistema de enfriamiento de respaldo, tal como una bateria con su cargador o una bomba de agua con su propio generador o una
conexión de agua de la ciudad que se pueda habilitar rápidamente en caso de falla de la bomba normal.
Los Sistemas de Agua Abiertos Requieren de un Mantenimiento Cuidadoso
Los sistemas de inducción modernos están típicamente equipados con sistemas de enfriamiento de agua cerrados. Los sistemas total-mente cerrados ofrecen la mejor protección contra flujos bajos de agua causados por escamosidad o por la acumulación de contami-nantes en los conductos del paso de agua. Los sistemas de agua abiertos sin embargo, fueron comunes en sistemas de fusión con-struidos antes de 1980.
Para una operación segura, los sistemas de agua abiertos requieren de una limpieza frecuente, tratamiento y mantenimiento como se especifica en sus manuales de operación, La falta de un manten-imiento cuidadoso, la acumulación de minerales, basura, escamas y otros contaminantes bloquean el paso del agua de enfriamiento, provocando que los componentes en la unidad de potencia y/o el horno se sobrecalienten.
En la unidad de potencia, este sobrecalentamiento puede provocar la descomposición de los materiales aislantes y producir hidrógeno flamable, metano y gases de propano. Esto puede producir una explosión resultando en lesiones serias o incluso la muerte.
En el horno, la pérdida de flujo o la restricción de flujo del agua de enfriamiento puede provocar el sobre calentamiento de la bobina de cobre resultando en la falla del tubo. Esto puede producir fugas de agua que pueden llevar a una explosión agua/metal fundido cau-sando lesiones serias o incluso la muerte.
Debido a que el agua de enfriamiento es crucial para la operación segura de los hornos de inducción y las unidades de potencia, ningún sistema de inducción deberá ser operado sin las protecciones funcionales de temperatura y flujo de agua. Estas protecciones no deben puentearse.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
13
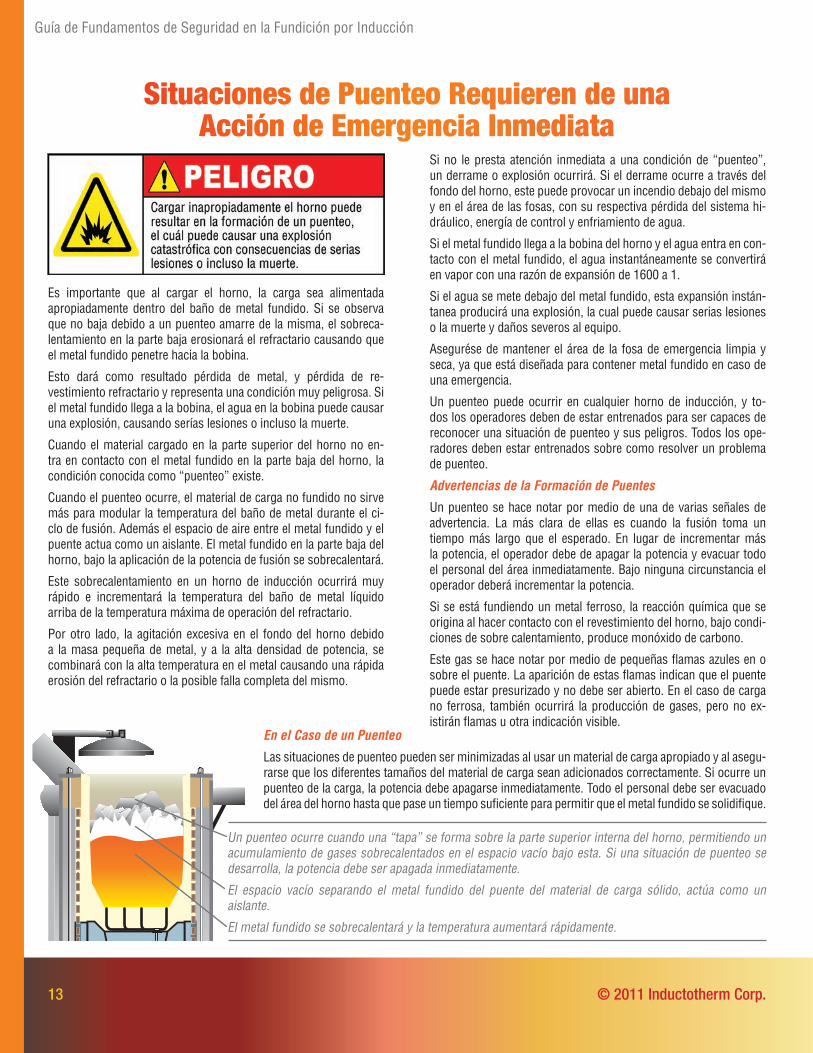
Un puenteo ocurre cuando una “tapa” se forma sobre la parte superior interna del horno, permitiendo un acumulamiento de gases sobrecalentados en el espacio vacío bajo esta. Si una situación de puenteo se desarrolla, la potencia debe ser apagada inmediatamente.
El espacio vacío separando el metal fundido del puente del material de carga sólido, actúa como un aislante.
El metal fundido se sobrecalentará y la temperatura aumentará rápidamente.
Situaciones de Puenteo Requieren de una Acción de Emergencia Inmediata
© 2011 Inductotherm Corp.
Es importante que al cargar el horno, la carga sea alimentada apropiadamente dentro del baño de metal fundido. Si se observa que no baja debido a un puenteo amarre de la misma, el sobreca-lentamiento en la parte baja erosionará el refractario causando que el metal fundido penetre hacia la bobina.
Esto dará como resultado pérdida de metal, y pérdida de re-vestimiento refractario y representa una condición muy peligrosa. Si el metal fundido llega a la bobina, el agua en la bobina puede causar una explosión, causando serías lesiones o incluso la muerte.
Cuando el material cargado en la parte superior del horno no en-tra en contacto con el metal fundido en la parte baja del horno, la condición conocida como “puenteo” existe.
Cuando el puenteo ocurre, el material de carga no fundido no sirve más para modular la temperatura del baño de metal durante el ci-clo de fusión. Además el espacio de aire entre el metal fundido y el puente actua como un aislante. El metal fundido en la parte baja del horno, bajo la aplicación de la potencia de fusión se sobrecalentará.
Este sobrecalentamiento en un horno de inducción ocurrirá muy rápido e incrementará la temperatura del baño de metal líquido arriba de la temperatura máxima de operación del refractario.
Por otro lado, la agitación excesiva en el fondo del horno debido a la masa pequeña de metal, y a la alta densidad de potencia, se combinará con la alta temperatura en el metal causando una rápida erosión del refractario o la posible falla completa del mismo.
Si no le presta atención inmediata a una condición de “puenteo”, un derrame o explosión ocurrirá. Si el derrame ocurre a través del fondo del horno, este puede provocar un incendio debajo del mismo y en el área de las fosas, con su respectiva pérdida del sistema hi-dráulico, energía de control y enfriamiento de agua.
Si el metal fundido llega a la bobina del horno y el agua entra en con-tacto con el metal fundido, el agua instantáneamente se convertirá en vapor con una razón de expansión de 1600 a 1.
Si el agua se mete debajo del metal fundido, esta expansión instán-tanea producirá una explosión, la cual puede causar serias lesiones o la muerte y daños severos al equipo.
Asegurése de mantener el área de la fosa de emergencia limpia y seca, ya que está diseñada para contener metal fundido en caso de una emergencia.
Un puenteo puede ocurrir en cualquier horno de inducción, y to-dos los operadores deben de estar entrenados para ser capaces de reconocer una situación de puenteo y sus peligros. Todos los ope-radores deben estar entrenados sobre como resolver un problema de puenteo.
Advertencias de la Formación de Puentes
Un puenteo se hace notar por medio de una de varias señales de advertencia. La más clara de ellas es cuando la fusión toma un tiempo más largo que el esperado. En lugar de incrementar más la potencia, el operador debe de apagar la potencia y evacuar todo el personal del área inmediatamente. Bajo ninguna circunstancia el operador deberá incrementar la potencia.
Si se está fundiendo un metal ferroso, la reacción química que se origina al hacer contacto con el revestimiento del horno, bajo condi-ciones de sobre calentamiento, produce monóxido de carbono.
Este gas se hace notar por medio de pequeñas flamas azules en o sobre el puente. La aparición de estas flamas indican que el puente puede estar presurizado y no debe ser abierto. En el caso de carga no ferrosa, también ocurrirá la producción de gases, pero no ex-istirán flamas u otra indicación visible.
En el Caso de un Puenteo
Las situaciones de puenteo pueden ser minimizadas al usar un material de carga apropiado y al asegu-rarse que los diferentes tamaños del material de carga sean adicionados correctamente. Si ocurre un puenteo de la carga, la potencia debe apagarse inmediatamente. Todo el personal debe ser evacuado del área del horno hasta que pase un tiempo suficiente para permitir que el metal fundido se solidifique.

14
Guía de Fundamentos de Seguridad en la Fundición por Inducción
Las Fosas de Emergencia Pueden Prevenir que se Vea Rodeado de Metal Fundido
© 2011 Inductotherm Corp.
Horno Montado Arriba de la Fosa
Canal de Aluminio para la Desviación de Agua
Contenedores Colocados en Arena para Juntar el Metal Derramado
Plano Inclinado Abajo del
Horno
Fosa Interior Inclinada con
Tubo de Desagüe para Eliminar Acu-
mulaciones de Agua
Los hornos de fusión por inducción solamente deberán operarse con fosas de emergencia adecuadas, que tengan un mantenimiento adecuado y que estén secas. Estas fosas, a menudo llamadas fosas para derrames, están localizadas debajo, y al frente de los hornos de inducción. Sirven para contener cualquier metal fundido derramado como resultado de un accidente o bien por un vaciado de emergen-cia en el horno.
Sin fosas de emergencia adecuadas, la salida libre de metal fluyendo en el piso de la fundición, pondrá en serio peligro a los trabajadores, además de dañar el equipo, estructuras y también podrá producir incendios devastadores y explosiones.
Para cumplir con el trabajo para el cual fueron diseñadas, las fosas de emergencia necesitan cumplir los estandares siguientes:
Capacidad Adecuada - Debe de existir una fosa de emergencia por cada horno, capaz de contener el 150% de la capacidad total del horno. Esta capacidad dará espacio en la fosa para acumular las inevitables derrames o salpicaduras de metal durante una operación normal de vaciado.
Construccion Apropiada - Las fosas de emergencia deben de ser diseñadas y construidas por profesionales calificados que tengan experiencia en diseño de fundiciones y conocimiento sobre sus instalaciones. Las fosas deben de ser construidas de concreto y recubiertas con ladrillo refractario.
El área inmediatamente bajo el horno necesita contar con un declive para dirigir el metal derramado lejos del horno y hacia el pozo más profundo. El área directamente en frente del horno debe estar cu-bierta con una rejilla de acero.
Tambores de acero abiertos colocados sobre arena de moldeo, con la parte baja en posición invertida dentro de la fosa ayudarán a con-tener el metal que se derrame, ya que éste será removido y vuelto a cargar de una manera fácil. Con estos tambores, el metal fundido fluyendo sobre la arena, fundirá las bases de los tambores invertidos y se llenarán.
Algunos hornos muy pequeños tales como el Mini-Melt™, el rollover y pequeños Dura-Line® también requieren de fosas de emergencia, pero debido a la pequeña cantidad de metal fundido en estos hor-nos, estas fosas pueden ser estructuras superficialmente montadas que puedan contener el 150% de la capacidad del horno en caso de un derrame.
Totalmente Secas - Las fosas de emergencia deben mantenerse totalmente secas todo el tiempo. Esto requiere de una vigilancia cui-dadosa, ya que estas fosas están bajo el nivel del piso y pueden captar agua de goteras, operaciones de limpieza o filtraciones del subsuelo.
Una fosa húmeda o mojada es una bomba esperando explotar! Sola-mente una fosa de emergencia seca puede contener en una forma segura un derrame de metal o el vaciado de emergencia de un hor-no. Ningún horno debe ser operado si su fosa de emergencia esta húmedo o mojado.
Sistema de Desviación de Agua - Un sistema de desviación de agua, colocado en la fosa de emergencia durante su construcción o adi-cionado más tarde, puede ayudar a mantener la fosa seca. Para este sistema, un canal de aluminio o una canaleta es colocada en la parte superior de la fosa directamente al final de la zona inclinada abajo del piso del horno, antes de bajar a la fosa. Este canal recogerá el agua o líquidos que caen por el plano inclinado antes de que caigan a la fosa y los desviará lejos de la misma a un colector especial para líquidos.
Atención al Mantenimiento - Como con cualquier sistema clave de seguridad, las fosas de emergencia deben ser revisadas diari-amente. Deben mantenerse libres de basura y materiales flamables.
Las cubiertas deben mantenerse libres de escoria y de cualquier otro material que pudiera bloquearla, interfiriendo con el paso del metal fundido. El metal de derrames menores deberá ser eliminado regu-larmente de las fosas para asegurar la capacidad adecuada en todo momento.
Si la fosa de emergencia tiene el tamaño correcto, esta seca y libre de basura se puede operar el horno con confianza, sabiendo que se puede vaciar metal fundido de manera segura, del horno a la fosa.

Guía de Fundamentos de Seguridad en la Fundición por Inducción
15 © 2011 Inductotherm Corp.
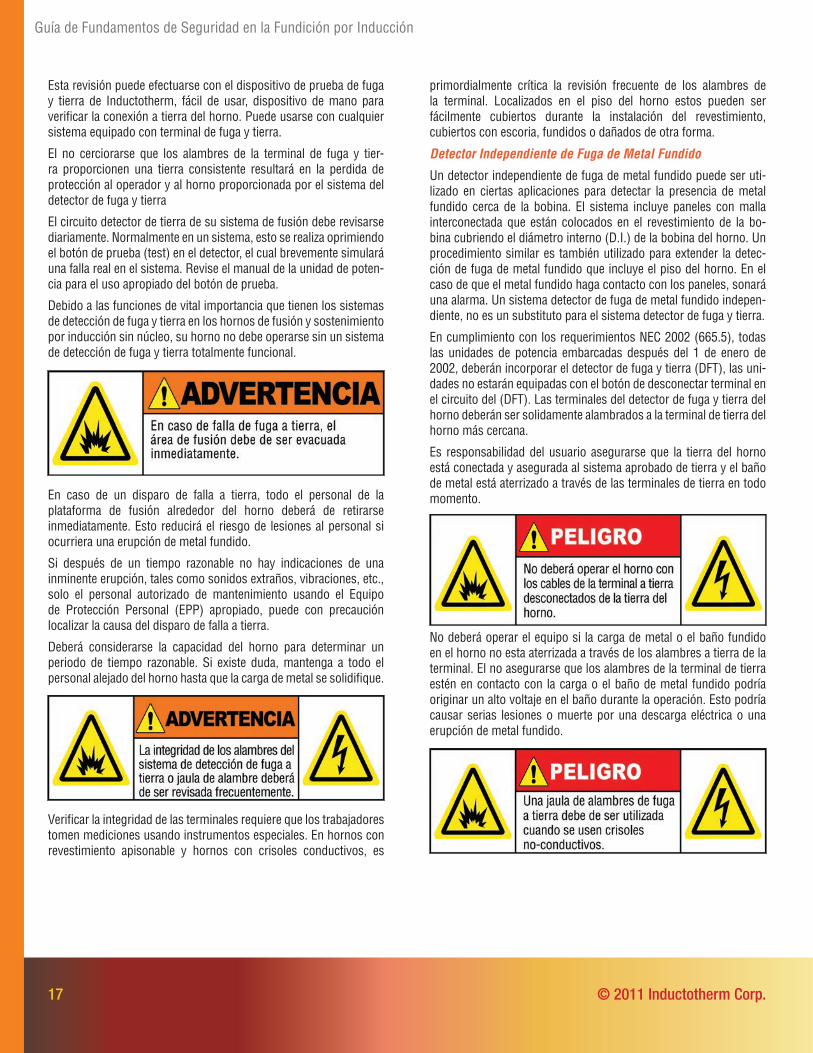
Sistemas de Detección de Fuga a Tierra
El metal fundido puede penetrar a través de grietas desgastando o dañando el refractario y llegando a hacer contacto con la bobina.
Alambre a Tierra
Refractario
Jaula de Alambre de Fuga a Tierra
Tapa Superior
Crisol no Conductivo
Bobina
Terminal de Fuga a Tierra en un Crisol no Conductivo
El detector de tierra es un disposi-tivo de seguridad primario. Nunca opere la unidad con un sistema de detección de tierra que no fun-cione. Muchos factores (condi-ciones del revestimiento, etc.) influyen en la operación y la velo-cidad de operación del detector de fugas. Si se sospecha de una fuga en cualquier momento detenga la operación, evacúe a todo el per-sonal del área y vacíe el horno.
El sistema de detección de fuga y tierra para ser usado con la mayo-ría de los hornos de inducción sin núcleo y las unidades de potencia es crucial para una operación se-gura de fusión y sostenimiento. El sistema, el cual incluye un módulo detector de tierra asociado con la unidad de potencia y una terminal de fuga a tierra, localizada en el horno (con la excepción de hornos con crisol removible), está diseñado para suministrar una protec-ción importante contra choques eléctricos y advertir de penetracio-nes de metal hacia la bobina una condición extremadamente pelig-rosa que puede provocar una erupción en el horno o una explosión.
El Detector de Fuga a Tierra es Clave para la Protección
La clave de esta protección en hornos con recubrimientos apisona-bles en seco o con crisoles conductivos es la terminal de fuga a tierra en el fondo del horno. Este se compone de una tierra eléctrica
conectada a varios alambres extendidos a través del refractario y hacen contacto con el baño de metal fundido o un crisol conductivo. Este sistema sirve para aterrizar eléctricamente el baño de metal fundido.
En algunos hornos pequeños con crisol fijo, no conductivo, en los cuales el baño prácticamente no puede ser aterrizado, los alambres del detector toman la forma de una jaula que se coloca entre la bo-bina y el crisol. Esta jaula de alambre sirve para aterrizar el baño si el metal penetra a través del crisol.
Ambas configuraciones de detección de fuga dan protección contra descarga a los trabajadores de la plataforma de fundición asegu-rando que no exista un potencial de voltaje en el baño de metal. Si el metal fundido tocara la bobina, la terminal de fuga a tierra conducirá la corriente de la bobina a tierra.
Esta será detectada por el modulo del detector de fuga y la energía se apagará para evitar un arqueamiento en la bobina. Igualmente evita que el alto voltaje sea llevado por el metal fundido o la carga del horno.
K:\illustrations\coreless furnace.cdr
Alambre a Tierra
Las Terminales
deben Estar en Contacto con la
Carga o Crisol
Fondo del baño de Metal Fundido o Crisol Conductivo
Secciones de las Bobinas
de Enfriamiento Superior e Inferior
Bloque Empujador
Fondo del Casco del Horno
Terminal de Fuga a Tierra en un Horno Casco de Acero

16
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
El dispositivo portátil verifica la integridad del sistema del detector de fuga y tierra del horno. Nota, utilice el Equipo de Protección Personal (EPP).
El alto voltaje causaría descargas eléctricas serias y hasta fatales al operador si él o ella entran en contacto conductivo con el baño.
Las secciones de enfriamiento de la bobinas inferior y superior del horno tipo casco de acero sirven para mantener uniforme la tem-peratura del refractario en todo el horno para maximizar la vida del revestimiento.
En los hornos tipo casco de acero de Inductotherm, estas secciones de enfriamiento están eléctricamente aisladas de la bobina activa, principalmente para aislar la bobina activa de una fuga a tierra en la parte superior e inferior del horno. Si una penetración de metal toca la bobina de enfriamiento, el metal simplemente se solidificará.
El sistema del detector de fuga y tierra puede sensar la penetración del metal a las secciones de enfriamiento mientras mantiene el ais-lamiento de CA de estas secciones de enfriamiento de la bobina ac-tiva. Esta innovación en el arreglo incorpora un dispositivo simple en todos los hornos nuevos del tipo casco de acero al poner un voltaje bajo de CD en las bobinas de enfriamiento superior e inferior.
Con este voltaje una cuña de metal tocando la sección de enfri-amiento disparara al detector de fuga y tierra, apagando la potencia al horno y alertando al operador del problema. Y siendo que el vol-taje en la bobina de enfriamiento es bajo, la falla solo generará una corriente extremadamente baja de hasta 150 miliamperes.
A diferencia de otros sistemas los cuales conectan directamente sus bobinas de las secciones de enfriamiento a la bobina activa para proveer protección del detector de falla a tierra, esta baja corriente no representa un riesgo para la bobina. Esto evita el peligro de una falla mayor al perforarse el tubo de las bobinas de enfriamiento.
Su horno sin núcleo no deberá ser operado sin el detector de tierra y la terminal de fuga a tierra. La terminal de fuga a tierra puede no ser requerida en crisoles removibles y en algunos hornos de vacío especiales.
Como una precaución normal de seguridad, la energía al horno de-berá estar apagada durante el retiro de escoria, muestreo y medición de temperatura.
El Módulo Detector de Tierra Apaga la Energía
Las terminales de fuga a tierra trabajan en conjunto con el modulo detector de tierra que está montado dentro o externo de la unidad de potencia. Los circuitos eléctricos en el modulo del detector de tierra monitorean continuamente la integridad eléctrica de los sistemas. Este modulo corta la energía al horno si una tierra inapropiada es detectada en la unidad de potencia, barras o bobina de inducción. Esto es de vital importancia para la seguridad del horno.
Si el revestimiento refractario del horno o el crisol se agrietan o algu-na otra falla y una porción del baño de metal fundido hace contacto con la bobina energizada del horno, la bobina se podría arquear y fracturarse. Esto permitiría que el agua entre al baño, causando la erupción de metal o explosión. Ambas partes del sistema, la termi-nal de fuga a tierra y el detector de tierra, deben funcionar correcta-mente para operaciones de fusión seguras.
Mantenimiento del Sistema
Para mantener funcionando apropiadamente las terminales del de-tector de fugas a tierra en un horno con revestimiento apisonable, deberá cuidar durante la instalación del recubrimiento que los alam-bres de la terminal de fugas a tierra estén en contacto con la forma del revestimiento.
Es esencial que los alambres del sistema de detección de fuga a tierra queden al descubierto, permitiendo el contacto con la carga del horno. Si los alambres están muy cortos, piezas de alambre de acero inoxidable 304 deberán soldarse a los existentes para exten-derlos hasta el material de carga o estar en contacto con el crisol conductivo.
Es importante revisar la terminal de fugas y tierra de su horno dia-riamente, especialmente en hornos con recubrimiento apisonable y hornos con crisol conductivo. Las terminales pueden ser cubiertas durante el cambio inapropiado del revestimiento del horno, pueden fundirse, pueden ser aisladas por la escoria, o ser inhabilitadas de otra forma para suministrar una tierra eléctrica consistente.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
17 © 2011 Inductotherm Corp.
Esta revisión puede efectuarse con el dispositivo de prueba de fuga y tierra de Inductotherm, fácil de usar, dispositivo de mano para verificar la conexión a tierra del horno. Puede usarse con cualquier sistema equipado con terminal de fuga y tierra.
El no cerciorarse que los alambres de la terminal de fuga y tier-ra proporcionen una tierra consistente resultará en la perdida de protección al operador y al horno proporcionada por el sistema del detector de fuga y tierra
El circuito detector de tierra de su sistema de fusión debe revisarse diariamente. Normalmente en un sistema, esto se realiza oprimiendo el botón de prueba (test) en el detector, el cual brevemente simulará una falla real en el sistema. Revise el manual de la unidad de poten-cia para el uso apropiado del botón de prueba.
Debido a las funciones de vital importancia que tienen los sistemas de detección de fuga y tierra en los hornos de fusión y sostenimiento por inducción sin núcleo, su horno no debe operarse sin un sistema de detección de fuga y tierra totalmente funcional.
En caso de un disparo de falla a tierra, todo el personal de la plataforma de fusión alrededor del horno deberá de retirarse inmediatamente. Esto reducirá el riesgo de lesiones al personal si ocurriera una erupción de metal fundido.
Si después de un tiempo razonable no hay indicaciones de una inminente erupción, tales como sonidos extraños, vibraciones, etc., solo el personal autorizado de mantenimiento usando el Equipo de Protección Personal (EPP) apropiado, puede con precaución localizar la causa del disparo de falla a tierra.
Deberá considerarse la capacidad del horno para determinar un periodo de tiempo razonable. Si existe duda, mantenga a todo el personal alejado del horno hasta que la carga de metal se solidifique.
Verificar la integridad de las terminales requiere que los trabajadores tomen mediciones usando instrumentos especiales. En hornos con revestimiento apisonable y hornos con crisoles conductivos, es
primordialmente crítica la revisión frecuente de los alambres de la terminal. Localizados en el piso del horno estos pueden ser fácilmente cubiertos durante la instalación del revestimiento, cubiertos con escoria, fundidos o dañados de otra forma.
Detector Independiente de Fuga de Metal Fundido
Un detector independiente de fuga de metal fundido puede ser uti-lizado en ciertas aplicaciones para detectar la presencia de metal fundido cerca de la bobina. El sistema incluye paneles con malla interconectada que están colocados en el revestimiento de la bo-bina cubriendo el diámetro interno (D.I.) de la bobina del horno. Un procedimiento similar es también utilizado para extender la detec-ción de fuga de metal fundido que incluye el piso del horno. En el caso de que el metal fundido haga contacto con los paneles, sonará una alarma. Un sistema detector de fuga de metal fundido indepen- diente, no es un substituto para el sistema detector de fuga y tierra.
En cumplimiento con los requerimientos NEC 2002 (665.5), todas las unidades de potencia embarcadas después del 1 de enero de 2002, deberán incorporar el detector de fuga y tierra (DFT), las uni-dades no estarán equipadas con el botón de desconectar terminal en el circuito del (DFT). Las terminales del detector de fuga y tierra del horno deberán ser solidamente alambrados a la terminal de tierra del horno más cercana.
Es responsabilidad del usuario asegurarse que la tierra del horno está conectada y asegurada al sistema aprobado de tierra y el baño de metal está aterrizado a través de las terminales de tierra en todo momento.
No deberá operar el equipo si la carga de metal o el baño fundido en el horno no esta aterrizada a través de los alambres a tierra de la terminal. El no asegurarse que los alambres de la terminal de tierra estén en contacto con la carga o el baño de metal fundido podría originar un alto voltaje en el baño durante la operación. Esto podría causar serias lesiones o muerte por una descarga eléctrica o una erupción de metal fundido.

18
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Inspección de Componentes Mecánicos
A menos que sea solicitado específicamente, no haga pruebas en el equipo con la energía eléctrica aplicada.
Los siguientes componentes deben ser inspeccionados durante cada cambio de refractario o cada dos años, lo que ocurra primero. Algunos componentes podrían requerir de inspecciones más fre-cuentes, y estos puntos son indicados en los manuales específicos del equipo. Bajo ninguna circunstancia las siguientes inspecciones deberán realizarse si el equipo contiene metal fundido.
Estructura y Soldadura - La estructura del horno y el equipo auxiliar tal como transportadores, ollas de carga y mecanismos de expul-sión de refractario, etc., necesitan ser inspeccionados para cualquier señal de daños. Esto incluye deformaciones, agrietamientos, cor-rosión excesiva y daños por calentamiento excesivo. Todas las sol-daduras deberán ser visualmente inspeccionadas para señales de falla. El equipo no debe ser utilizado si cualquiera de los componen-tes estructurales o soldaduras están dañados.
Tornillería - Todos los birlos y tornillos deben de ser revisados en cuanto a su apriete de acuerdo a las específicaciones de torque in-dicadas en los manuales del equipo. Los birlos y tornillos también deben ser inspeccionados buscando señales de daño, incluyendo corrosión excesiva.
Reemplazar todos los birlos o tornillos y rondanas que muestren cualquier señal de falla, incluyendo corrosión excesiva, antes de restablecer el equipo. Los birlos y tornillos solamente deben de ser reemplazados con equivalentes en grado y material.
Hidráulicos y Neumáticos - Los componentes hidráulicos y neumáticos, incluyendo tubería de interconexión, necesitan ser ins-peccionados buscando señales de daño y fugas. Repare cualquier fuga antes de reestablecer el equipo. Las mangueras hidráulicas y neumáticas deberán ser checadas por posibles desgastes, agrieta-
mientos y daños. Reemplace todas las mangueras desgastadas, agrietadas o dañadas antes de restablecer el equipo. Una fuga de fluido hidráulico puede originar ya sea un incendio o una situación riesgosa de resbalón.
Mangueras de Agua - Las mangueras de agua deben ser revisadas por posibles desgastes, agrietamientos y daños. Reemplace todas las mangueras desgastadas, agrietadas o dañadas y las abrazaderas antes de restablecer el equipo.
Baleros - Los baleros y las uniones de giro deben de ser inspeccio-nadas por posibles desgastes excesivos. Los baleros desgastados pueden ocasionar desalineación en las estructuras, resultando en amarre y una carga en exceso en la estructura superior a la cual el equipo fue diseñado. El no reemplazar baleros desgastados oportu-namente puede resultar en una operación insegura y una reparación muy costosa debido al desgaste de los baleros.
Cables de Potencia Enfriados por Agua - Los cables de potencia en-friados por agua deberán ser revisados por posibles daños y fugas. La manguera deberá ser revisada por posibles grietas debido a su tiempo de uso y deterioro por calor. Reemplace todos los cables de potencia enfriados por agua que presenten daños o fugas antes de rearrancar el equipo. Las protecciones o aislamientos usados para proteger al personal de la terminal de un cable expuesto deberá estar en su lugar y en buenas condiciones.
Barreras Protectoras - Todas las barreras protectoras, tales como las utilizadas para proteger al operador de fundición del calor, cubiertas de barras conectoras, corazas contra salpicaduras en los cilindros hidráulicos, etc., deben ser inspeccionados con regulari-dad para asegurarse que no tengan daño o que su función no este comprometida en ningún aspecto. Repárense o reemplacence en caso necesario.

19
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Aviso de Seguridad del Sello de VITON
No Use Partes o Refacciones “Substitutas o No Autorizadas”
Seguridad del Sistema HidráulicoEl sistema hidráulico del horno suministra fuerza motriz para operar un número de funciones incluyendo la apertura y cerramiento de la tapa del horno, el basculamiento del horno y la expulsión rápida del refractario.
La limpieza general a las líneas de las conexiones hidráulicas es crí-tica. Existe un riesgo siempre que haya calor, metal fundido o flamas cerca del equipo hidráulico.
Si una línea o conexión se rompen, esto puede enviar un chorro de combustible de aceite a la fuente de calor causando serias lesiones o incluso la muerte. Por lo tanto, el sistema hidráulico debe ser ins-peccionado diariamente y cualquier componente que esté fugando, debe ser reparado o reemplazado.
Además, fluidos resistentes al fuego deben ser utilizados en los sistemas hidráulicos de los hornos para minimizar el peligro de un incendio.
El equipo de operación y mantenimiento que trabajen con el equipo de Inductotherm, deberán tomar cuidadosamente nota urgente del riesgo de seguridad asociado con los sellos del aceite y anillos (“O” rings) fabricados de una sustancia llamada VITON.
Los sellos de VITON son utilizados en el equipo de Inductotherm y queremos que este consciente de los potenciales problemas los cuales han atraído nuestra atención.
Mientras las condiciones de operación sean seguras y bajo diseño,
se ha encontrado que el VITON se descompone peligrosamente den-tro del ácido hidrofluorídrico, si se expone a altas temperaturas.
Cuando inspeccione equipo el cual ha sido expuesto a altas temper-aturas, verifique que cualquier empaque, sello u anillo “O”, no ha sufrido descomposición. Estos podrían aparecer como quemados o suciedad negra y pegajosa.
No deberá, bajo ninguna circunstancia, tocar ya sea los sellos o el equipo, hasta que no estén lo suficientemente fríos y el equipo haya sido descontaminado.
Los guantes de plástico para productos químicos desechables de uso rudo aprobados para resistir el contacto con el ácido hidrofluo-rídrico, lentes de seguridad y careta deberán ser utilizados, y el área afectada deberá ser limpiada con detergente y trapeador, los guantes deberán ser desechados en forma segura después de ser utilizados.
Mantenga su sistema de fusión en un nivel alto de calidad, confi-able, seguro y eficiente al utilizar solamente partes de reemplazo recomendadas y autorizadas por el fabricante original del equipo.
El no utilizar partes originales anulará la garantía del equipo y pu-ede ocasionar fallas mayores en el equipo, resultando en daños al equipo y/o las propiedades pudiendo llegar hasta ocasionar serias lesiones al personal.

Guía de Fundamentos de Seguridad en la Fundición por Inducción
20© 2011 Inductotherm Corp.
Seguridad Personal para Sistemas de Vaciado Automatizado
Siendo que los sistemas de vaciado automatizado mantienen y va-cian metal fundido, exponen a los trabajadores a la mayoría de todos los riesgos que existen en los hornos de fusión y almacenamiento.
Dependiendo del tipo de sistema de vaciado automatizado, estos riesgos pueden incluir quemaduras por salpicaduras de metal, por contacto con superficies calientes, por derrames o por explosiones metal fundido/agua. Pero también, los sistemas de vaciado au-tomático presentan sus propios riesgos, no asociados normalmente con las operaciones en un taller de fundición.
Los tres tipos principales de sistemas son: sistemas de canal sin calentamiento, sistemas presurizados, y con calentamiento y siste-mas de vaciado sin núcleo. Una vez más dependiendo del tipo de sistema y el metal a ser vaciado, estos pueden incluir peligros, tales como destellos de magnesio en los vasos presurizados y fallas de moldes resultando en derrames de metal.
Riesgos Comunes en todo Tipo de Sistemas de Vaciado Automatizado
iera reaccionar con la composición química del metal. No sobre llene los moldes.
Los sistemas de vaciado tienen una gran cantidad de partes mo-vibles, incluyendo tapas o cubiertas, marcos posicionadores y mecanismos de barra tapón. Estos crean riesgos de atrapamiento si todo o parte del cuerpo del trabajador es atrapado entre el movi-miento o el movimiento y maquinaria estacionaria.
Tal atrapamiento puede causar serias lesiones o incluso la muerte. Los trabajadores deben estar alerta de la localización y trayectorias de movimiento de los mecanismos operativos y mantenerse aleja-dos de esas trayectorias durante los ciclos de operación de estos mecánicos.
Los sistemas hidráulicos también generan peligros en los sistemas de vaciado automatizado. Por esta razón, los sistemas hidráulicos necesitan ser inspeccionados diariamente y cualquier componente con problemas de fuga debe ser reparado.
Operación Segura de los Sistemas de Vaciado Automatizado
La operación segura de los sistemas de vaciado automatizado requie-ren de que los operadores y el personal de mantenimiento sigan prácticas seguras, según se especifique en sus manuales del sistema. A continuación una revisión de algunas de estas prácticas que son claves:•
•
•
•
En todos los tipos de sistemas, no sobre llene el horno o el canal. El metal fundido puede salirse del pico de vaciado o del recibidor y causar lesiones al personal o dañar el equipo.
En todos los tipos de sistemas, no utilice ninguna lanza de oxígeno dentro del horno o la canal, ya que esto puede causar derrames de metal por perforaciones hechas al refractario, con posibles explosiones y serias lesiones.
El no respetar rigurosamente los procedimientos de limpieza a las líneas de presión en los sistemas de vaciado por presión usados para mantener y vaciar hierro nodular puede resultar en acumulamiento de magnesio en las líneas. El magnesio cuando es expuesto al oxígeno (aire), se quema y puede causar serias lesiones o incluso la muerte. Revise los requerimientos de diarios de limpieza del equipo indicados en la sección “Mantenimiento Diario” del Manual de Operaciones y Mantenimiento para los hor-nos de vaciado a presión.
En un horno de vaciado a presión, no presurice el horno cuando el metal mantenido en el horno esta por debajo de nivel mínimo requerido. Esta presurización puede ocasionar la erupción del metal fundido a través de los sifones en los picos del horno. Esto
Quemaduras por contacto con superficies calientes y materiales, además de quemaduras causadas por salpicaduras de metal son riesgos asociados con todo tipo de sistemas de vaciado automa-tizado. Estas quemaduras pueden resultar en serias lesiones o la muerte.
No vacie metal fundido a moldes que puedan contener agua u otros fluidos. Los moldes no deben de ser de algún tipo que pud-
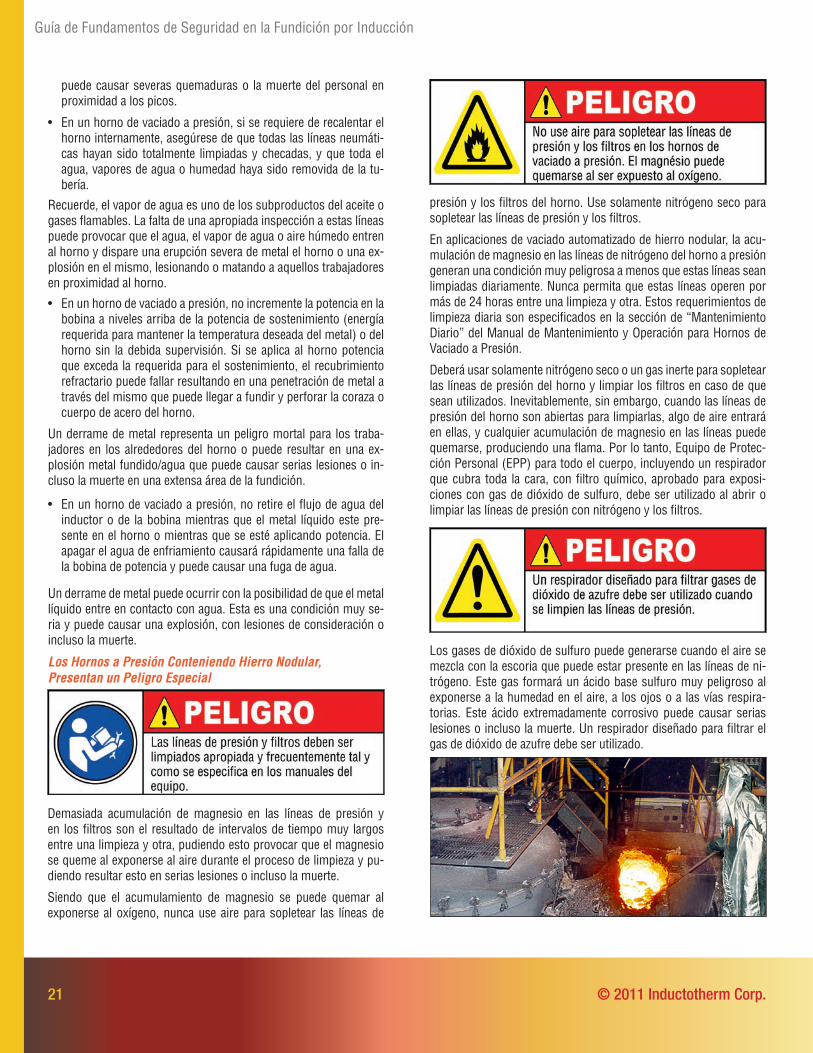
Guía de Fundamentos de Seguridad en la Fundición por Inducción
21 © 2011 Inductotherm Corp.
puede causar severas quemaduras o la muerte del personal en proximidad a los picos.
En un horno de vaciado a presión, si se requiere de recalentar el horno internamente, asegúrese de que todas las líneas neumáti-cas hayan sido totalmente limpiadas y checadas, y que toda el agua, vapores de agua o humedad haya sido removida de la tu-bería.
•
Recuerde, el vapor de agua es uno de los subproductos del aceite o gases flamables. La falta de una apropiada inspección a estas líneas puede provocar que el agua, el vapor de agua o aire húmedo entren al horno y dispare una erupción severa de metal el horno o una ex-plosión en el mismo, lesionando o matando a aquellos trabajadores en proximidad al horno.
En un horno de vaciado a presión, no incremente la potencia en la bobina a niveles arriba de la potencia de sostenimiento (energía requerida para mantener la temperatura deseada del metal) o del horno sin la debida supervisión. Si se aplica al horno potencia que exceda la requerida para el sostenimiento, el recubrimiento refractario puede fallar resultando en una penetración de metal a través del mismo que puede llegar a fundir y perforar la coraza o cuerpo de acero del horno.
•
Un derrame de metal representa un peligro mortal para los traba-jadores en los alrededores del horno o puede resultar en una ex-plosión metal fundido/agua que puede causar serias lesiones o in-cluso la muerte en una extensa área de la fundición.
• En un horno de vaciado a presión, no retire el flujo de agua del inductor o de la bobina mientras que el metal líquido este pre-sente en el horno o mientras que se esté aplicando potencia. El apagar el agua de enfriamiento causará rápidamente una falla de la bobina de potencia y puede causar una fuga de agua.
Un derrame de metal puede ocurrir con la posibilidad de que el metal líquido entre en contacto con agua. Esta es una condición muy se-ria y puede causar una explosión, con lesiones de consideración o incluso la muerte.
Los Hornos a Presión Conteniendo Hierro Nodular, Presentan un Peligro Especial
Demasiada acumulación de magnesio en las líneas de presión y en los filtros son el resultado de intervalos de tiempo muy largos entre una limpieza y otra, pudiendo esto provocar que el magnesio se queme al exponerse al aire durante el proceso de limpieza y pu-diendo resultar esto en serias lesiones o incluso la muerte.
Siendo que el acumulamiento de magnesio se puede quemar al exponerse al oxígeno, nunca use aire para sopletear las líneas de
presión y los filtros del horno. Use solamente nitrógeno seco para sopletear las líneas de presión y los filtros.
En aplicaciones de vaciado automatizado de hierro nodular, la acu-mulación de magnesio en las líneas de nitrógeno del horno a presión generan una condición muy peligrosa a menos que estas líneas sean limpiadas diariamente. Nunca permita que estas líneas operen por más de 24 horas entre una limpieza y otra. Estos requerimientos de limpieza diaria son especificados en la sección de “Mantenimiento Diario” del Manual de Mantenimiento y Operación para Hornos de Vaciado a Presión.
Deberá usar solamente nitrógeno seco o un gas inerte para sopletear las líneas de presión del horno y limpiar los filtros en caso de que sean utilizados. Inevitablemente, sin embargo, cuando las líneas de presión del horno son abiertas para limpiarlas, algo de aire entrará en ellas, y cualquier acumulación de magnesio en las líneas puede quemarse, produciendo una flama. Por lo tanto, Equipo de Protec-ción Personal (EPP) para todo el cuerpo, incluyendo un respirador que cubra toda la cara, con filtro químico, aprobado para exposi-ciones con gas de dióxido de sulfuro, debe ser utilizado al abrir o limpiar las líneas de presión con nitrógeno y los filtros.
Los gases de dióxido de sulfuro puede generarse cuando el aire se mezcla con la escoria que puede estar presente en las líneas de ni-trógeno. Este gas formará un ácido base sulfuro muy peligroso al exponerse a la humedad en el aire, a los ojos o a las vías respira-torias. Este ácido extremadamente corrosivo puede causar serias lesiones o incluso la muerte. Un respirador diseñado para filtrar el gas de dióxido de azufre debe ser utilizado.

22
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Sistemas de Carga y Precalentamiento Ayudan a Reducir las Salpicaduras de Metal Fundido
Sistemas de carga, secadores, y precalentadores por gas o aceite, secan la humedad de la superficie de la carga antes de que entre al horno.
Explosiones en un horno conteniendo metal fundido pueden resul-tar en graves incendios, daños a la propiedad y/o graves lesiones o muerte al personal.
Explosiones que han sido ocasionadas por la chatarra mojada, líqui-dos atrapados en contenedores cerrados o parcialmente cerrados, hielo acumulado en las cargas de chatarra hacia el horno y más aún por contenedores de acero desechados con recubrimientos activos.
Extreme el cuidado y asegúrese que el material cargado sea seguro y de que no explote.
Todos los materiales cargados en el horno deberán estar completa-mente secos. Atados o pacas de chatarra y latas de bebidas deberán ser secados totalmente para eliminar la humedad atrapada, antes de ser agregados a la fusión.
El uso de sistemas de secado y precalentamiento, y sistemas de carga remotos pueden significativamente reducir los accidentes re-lacionados a las operaciones del cargado del horno. Sin embargo, esto no elimina la necesidad de utilizar el equipo de protección per-sonal.
Muchos accidentes graves en la fundición ocurren durante el car-gado del horno, cuando los trabajadores de la fundición se acercan al baño de metal fundido.
Salpicaduras son causadas por dejar caer piezas grandes de chata-rra y explosiones metal fundido/agua, causadas por chatarra mojada o húmeda, las cuales puden reducirse con el uso de sistemas de secado y precalentamiento y sistemas de carga operados a control remoto.
Estos sistemas, sin embargo, no podrán eliminar líquidos atrapa-dos, tales como aceite en contenedores. Tales materiales deberán ser cortados y secados antes de ser utilizados.
Sistemas de Secado y Precalentamiento
Los sistemas de secado y precalentamiento pasan la chatarra a través de un tunel con flama por gas o aceite, calentando la cha-tarra y minimizando la humedad que podría causar una explosión agua/metal fundido. Siempre siga los requisitos de seguridad local y nacional cuando trabaje o se le de mantenimiento a equipos de combustión.
Estos sistemas también queman el aceite, produciendo una carga más limpia y reduciendo la energía requerida en el horno para fundir la chatarra. Secadores de chatarra deberán ser utilizados con cualquier horno de fusión que utilize talón de arranque y cualquier aplicación donde la chatarra es agregada al baño de metal fundido.
Sistemas de Carga
Los sistemas de carga incluyen transportadores de banda y vibra-torios, ollas de carga y tolvas. Estos incrementan significativamente la seguridad permitiendo a los hornos ser cargados remotamente, manteniendo al trabajador alejado o detrás de las barreras de protec-ción.
Deberá cuidarse que la carga continué alimentado al baño de fusión apropiadamente. Si ésta se atora debido a entrelazarse o puenteo, el sobrecalentamiento abajo puede erosionar el refractario, causando que el metal fundido penetre a la bobina.

23
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Cuando un transportador giratorio u otro sistema automatizado son utilizados para cargar un horno, el operador puede permane-cer alejado y seguro o detrás de una barrera de protección.
Equipos en Movimiento Presentan Riesgos de Atrapamiento
Esto resultaría en la pérdida del refractario, representando una condición muy peligrosa. Si el metal fundido perfora la bobina, el agua en la bobina puede causar una explosión, causando daños fa-tales.
Todos los sistemas de carga involucran equipo en movimiento que pueden causar lesiones o muerte. Estos equipos pueden incluir ca-rros cargadores que giran y/o se mueven a través de la plataforma de fusión, imanes y ollas de carga transportadas por grúas viajeras y operación de bandas transportadoras.
Deberá estar alerta a la trayectoria del movimiento del equipo, se-guir y permanecer alejado de esta trayectoria durante la operación. El ser golpeado por el equipo en movimiento puede causar lesiones o la muerte.
Cuando un transportador giratorio u otro sistema automatizado son utilizados para cargar un horno, el operador puede permanecer ale-jado y seguro o detrás de una barrera de protección.
En las fundiciones como en muchas operaciones de fabricación, los equipos en movimiento representan riesgos de atrapamiento a incautos. “Atrapamiento” es el término para la situación donde parte o todo el cuerpo del trabajador ha sido alcanzado entre un equipo en movimiento y otro objeto o estructura. Atrapamiento también incluye situaciones donde partes del cuerpo o ropa del trabajador han sido capturados en o equipo en movimiento.
Un atrapamiento puede resultar en lesiones o muerte. La pérdida de una o varias partes del cuerpo es una lesión común en accidentes de atrapamiento. Los riegos de atrapamiento en la plataforma de fusión pueden incluir ollas de carga en movimiento transportadas por grúas viajeras, transportadores giratorios o de desplazamiento, bandas transportadoras, ollas de vaciado en movimiento, hornos basculando y hornos de vaciado automatizado moviéndose.
Los hornos de inducción con basculamiento para vaciar y después regresar a su posición normal para cargar y fundir. Mientras están en movimiento, estos representan riesgos especiales a los trabajadores de la fundición. Un accidente que se puede prevenir ocurre cuando
el pie de un trabajador es atrapado entre la plataforma trasera del horno que esta descendiendo y la plataforma de trabajo.
El artículo 29 CFR 1910.23 (a) (8) de OSHA, sobre “Resguardo de Aberturas y Agujeros en Pisos y Paredes” indica, “Cualquier agujero en el piso en el cual una persona pueda accidentalmente caminar y caer, deberá ser resguardado ya sea por medio de:
• Un barandal estándar con un zoclo estándar en todos los lados expuestos o
• Una cubierta que cubra el agujero en el piso de construcción y rígidez apropiados.
Cuando la cubierta no este en posición, el agujero en el piso deberá ser vigilado constantemente por alguien o deberá ser protegido por una barandilla estándar removable.”
Un trabajador de la fundición deberá conocer la trayectoria del horno o de otras piezas de equipo móvil el cual viajará cuando este es puesto en movimiento y permanecer detrás de las barreras de se-guridad designadas hasta que la máquina a completado su ciclo de trabajo y regresa a su posición normal de reposo.
El atrapamiento también es un riesgo durante las operaciones de

24
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Una olla de carga transportada por una grúa viajera vacía su mate-rial de carga dentro de un carro carga.
mantenimiento, cuando los trabajadores deben de estar dentro de una trayectoria del equipo en movimiento, es por eso que precau-ciones especiales deberán de tomarse para implementar un sistema de candado en todas las fuentes de energía y para asegurar mecáni-camente el equipo antes de empezar el trabajo de mantenimiento. En una fundición esto es principalmente verdadero en los hornos de fusión, sostenimiento y vaciado.
Si tiene que realizar un trabajo en un horno basculado, el equipo basculado debe de asegurarse en esta posición con un soporte mecánico. Confiar solo en el hidráulico podría originar inesperada-mente la caída del horno, causando lesiones o muerte a quien es atrapado debajo.
Taller de Fundición “Lugares Reducidos”
Transportadores de carga y ollas pueden viajar a través de la plataforma de fusión y avanzar hacia delante hacia el horno. Los trabajadores deberán estar alertas y despejar el área para permitir los movimientos del equipo.
Donde quiera que este trabajando en un horno o una tapa colectora de humos cerrada cuando este está en la posición de basculado, asegúrelo en esa posición con un soporte estructural lo suficiente-mente resistente para soportarlo si se pierde la presión hidráulica.
Fosas de Emergencia de Hornos - Esto corresponde a la definición de OSHA acerca de un “espacio reducido” bajo el código 29 CFR 1910.146 (b). También podría ser “espacios reducidos que requie-ran permisos” bajo el código 29 CFR 1910.146 (b).
Hornos - El volúmen de trabajo interno de un horno lo suficiente-mente grande para que una persona trabaje dentro de él, cae en la definición de OSHA acerca de “espacio reducido.”
Cuando un revestimiento es retirado o instalado en estos hornos se requiere llevar a cabo el procedimiento “espacios reducido que requieran permisos.”
Cámaras de Vacío - Las cámaras de vacío son claramente “espa-cios reducidos” de acuerdo a las regulaciones de OSHA. También pueden ser considerados como “espacios reducidos que requieran permisos”.
Cuando se aislen las terminaciones de la bobina o se pasen a través del interior de la cámara, los materiales utilizados (resina y cata-lizadores) desprenden humos los cuales son considerados como peligrosos.
Un horno o una tapa colectora de humos cerrada los cuales pu-eden repentinamente e inesperadamente caer de su posición de basculado causando lesiones o muerte.
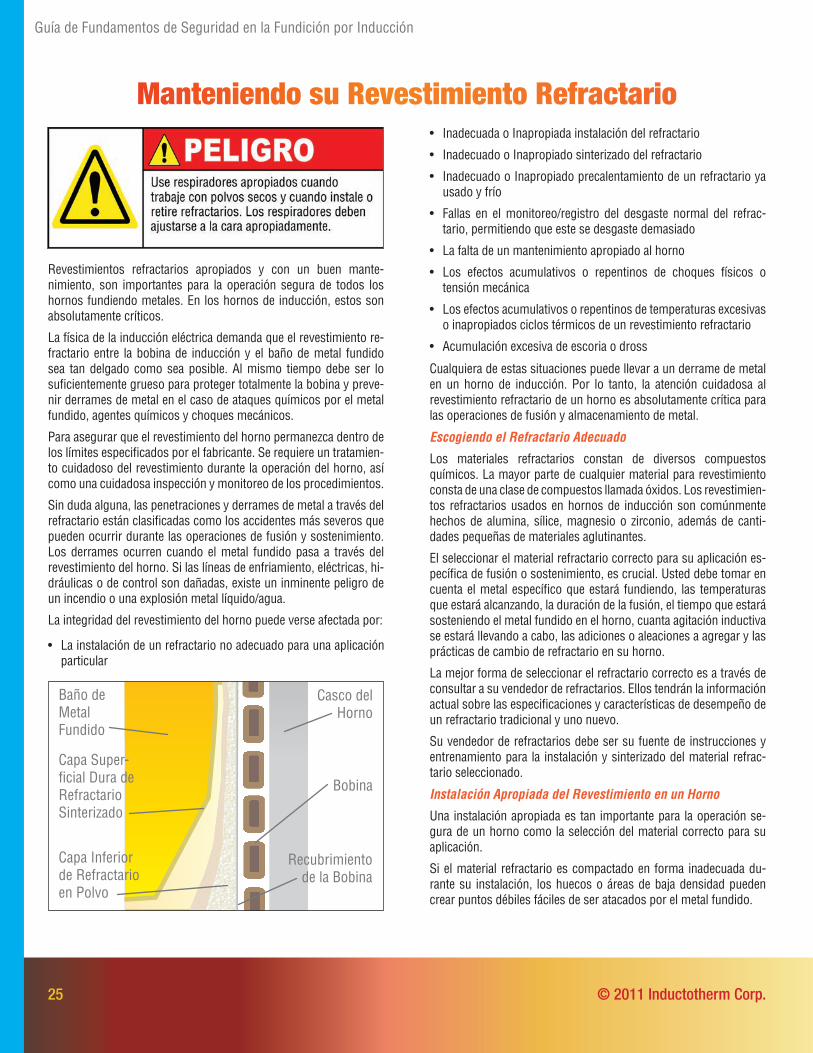
25
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Manteniendo su Revestimiento Refractario
Baño de Metal Fundido
Capa Inferior de Refractario en Polvo
Capa Super-ficial Dura de Refractario Sinterizado
Casco del Horno
Bobina
Recubrimiento de la Bobina
Revestimientos refractarios apropiados y con un buen mante-nimiento, son importantes para la operación segura de todos los hornos fundiendo metales. En los hornos de inducción, estos son absolutamente críticos.
La física de la inducción eléctrica demanda que el revestimiento re-fractario entre la bobina de inducción y el baño de metal fundido sea tan delgado como sea posible. Al mismo tiempo debe ser lo suficientemente grueso para proteger totalmente la bobina y preve-nir derrames de metal en el caso de ataques químicos por el metal fundido, agentes químicos y choques mecánicos.
Para asegurar que el revestimiento del horno permanezca dentro de los límites especificados por el fabricante. Se requiere un tratamien-to cuidadoso del revestimiento durante la operación del horno, así como una cuidadosa inspección y monitoreo de los procedimientos.
Sin duda alguna, las penetraciones y derrames de metal a través del refractario están clasificadas como los accidentes más severos que pueden ocurrir durante las operaciones de fusión y sostenimiento. Los derrames ocurren cuando el metal fundido pasa a través del revestimiento del horno. Si las líneas de enfriamiento, eléctricas, hi-dráulicas o de control son dañadas, existe un inminente peligro de un incendio o una explosión metal líquido/agua.
La integridad del revestimiento del horno puede verse afectada por:
Cualquiera de estas situaciones puede llevar a un derrame de metal en un horno de inducción. Por lo tanto, la atención cuidadosa al revestimiento refractario de un horno es absolutamente crítica para las operaciones de fusión y almacenamiento de metal.
Escogiendo el Refractario Adecuado
Los materiales refractarios constan de diversos compuestos químicos. La mayor parte de cualquier material para revestimiento consta de una clase de compuestos llamada óxidos. Los revestimien-tos refractarios usados en hornos de inducción son comúnmente hechos de alumina, sílice, magnesio o zirconio, además de canti-dades pequeñas de materiales aglutinantes.
El seleccionar el material refractario correcto para su aplicación es-pecífica de fusión o sostenimiento, es crucial. Usted debe tomar en cuenta el metal específico que estará fundiendo, las temperaturas que estará alcanzando, la duración de la fusión, el tiempo que estará sosteniendo el metal fundido en el horno, cuanta agitación inductiva se estará llevando a cabo, las adiciones o aleaciones a agregar y las prácticas de cambio de refractario en su horno.
La mejor forma de seleccionar el refractario correcto es a través de consultar a su vendedor de refractarios. Ellos tendrán la información actual sobre las especificaciones y características de desempeño de un refractario tradicional y uno nuevo.
Su vendedor de refractarios debe ser su fuente de instrucciones y entrenamiento para la instalación y sinterizado del material refrac-tario seleccionado.
Instalación Apropiada del Revestimiento en un Horno
Una instalación apropiada es tan importante para la operación se-gura de un horno como la selección del material correcto para su aplicación.
Si el material refractario es compactado en forma inadecuada du-rante su instalación, los huecos o áreas de baja densidad pueden crear puntos débiles fáciles de ser atacados por el metal fundido.
• La instalación de un refractario no adecuado para una aplicación particular
•
•
•
•
•
•
•
•
Inadecuada o Inapropiada instalación del refractario
Inadecuado o Inapropiado sinterizado del refractario
Inadecuado o Inapropiado precalentamiento de un refractario ya usado y frío
Fallas en el monitoreo/registro del desgaste normal del refrac-tario, permitiendo que este se desgaste demasiado
La falta de un mantenimiento apropiado al horno
Los efectos acumulativos o repentinos de choques físicos o tensión mecánica
Los efectos acumulativos o repentinos de temperaturas excesivas o inapropiados ciclos térmicos de un revestimiento refractario
Acumulación excesiva de escoria o dross

Guía de Fundamentos de Seguridad en la Fundición por Inducción
26© 2011 Inductotherm Corp.
Si el crisol es fabricado con una forma que sea mal centrada, o que durante el almacenaje o embarque haya sufrido de deformaciones, el espesor del refractario no será uniforme. Como resultado de esto el revestimiento podría fallar antes de finalizar de su vida esperada en servicio.
Utilice respiradores apropiados cuando trabaje con polvos secos y cuando instale o retire refractarios. Los respiradores deben de ajustarse a la cara adecuadamente.
Es especialmente crítico que los procedimientos para el secado y sinterizado dados por el fabricante de refractarios sea respetado y nunca apresurado. Si no se da el suficiente tiempo para que los agentes aglutinantes hagan su función, el revestimiento será más susceptible a ser atacado por el metal fundido o por la escoria. La curva de sinterizado no debe ser interrumpida por ninguna razón una vez iniciada.
Los hornos sin núcleo en algunas ocasiones usan crisoles prefabri-cados para fusión de metales no ferrosos en lugar de revestimientos apisonables. Una ventaja de los crisoles es que ellos pueden ser fabricados con una protección vidriada. Además de reducir la oxi-dación del material refractario, el vidriado puede sellar pequeñas grietas que aparecen durante la rutina de operación de fundición.
El efecto de protección del vidriado dura solamente mientras que el mismo permanece sin daños. Si comienza a despostillarse o se ve dañado de alguna forma durante la instalación u operaciones subsecuentes, una grieta pequeña en lugar de auto-sellarse crecerá y un derrame de metal podrá ocurrir.
Sistemas de Control de Sinterizado Automático
Los controles computarizados para las operaciones de fusión repre-sentan la forma tecnológica más avanzada de automatización en un taller de fundición.
Los sistemas de automatización de fusión en las fundiciones más avanzadas, cuentan con un control de sinterizado totalmente pro-gramable, la habilidad para programar y controlar los arranques en frío del horno y controles computarizados para el proceso de fusión. Con una reatroalimentación de una señal del termopar en el horno, el control de sinterizado computarizado puede ser llevado en forma más exacta y confiable que con un control manual.
Los sistemas de control automatizados están diseñados para asistir a un operador altamente entrenado y experimentado en la operación del horno y la unidad de potencia. No existe un substituto directo del operador, atención continúa y cuidadosa al horno y la unidad de potencia siempre deben de existir mientras que estén en operación.
Monitoreo Normal de Desgaste del Revestimiento
El revestimiento refractario y los crisoles en los hornos de inducción están sujetos a un desgaste normal como resultado de la acción de la fusión de la chatarra sobre las paredes del horno. Esto es may-ormente debido a la acción de agitación inductiva causada por la inducción del campo electromágnetico del horno.
En teoría, el desgaste del refractario debería de ser uniforme, pero en la práctica esto nunca ocurre. El desgaste más intenso ocurre:
• En la interfase escoria/metal
• En la unión de las paredes con el piso
• En áreas de baja densidad causadas por una pobre instalación
Al vaciar el horno, este debe ser siempre inspeccionado. Atención especial deberá ser puesta a las áreas de mayor desgaste descritas arriba. Todas las observaciones deberán ser siempre registradas.
Aunque son útiles, las inspecciones visuales no son siempre po-sibles. Las inspecciones visuales no pueden revelar todos los pro-blemas de desgaste potenciales. Algunas áreas de desgaste críticas, tales como el canal de un inductor en un horno de canal o de vaciado a presión, permanecen cubiertas con metal fundido entre cambios de refractario. La presencia de un área de refractario con baja den-sidad puede igualmente escaparse a la vista durante una inspección visual. Estas limitaciones hacen que los programas de monitoreo de desgaste de revestimientos refractarios sea esencial.
Mediciones directas del diámetro interior del horno proporcionan excelente información acerca de las condiciones del revestimiento.

27
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Un gráfico con una línea base debe ser hecho después de cada revestimiento. Mediciones subsecuentes mostrarán una velocidad precisa de desgaste del refractario o un cerramiento por escoria. De-terminando la velocidad a la cual un material refractario se erosiona, nos será posible programar el cambio de revestimiento antes de que ocurra un desgaste peligroso.
Algunas señales de advertencia del desgaste del revestimiento son:
quebradizos y muy débiles bajo tensión. Los materiales de carga densos siempre deben ser cargados con mucho cuidado dentro del horno. En caso de que estos sean “aventados” asegúrese de tener material adecuado dentro del horno para amortiguar su impacto. La carga también necesita ser apropiadamente centrada para prevenir un daño prematuro a las paredes.
El estrés mecánico causado por las diferentes velocidades de expan-sión térmica de la carga y el material refractario pueden ser evitadas al asegurarse que el metal no se atore dentro del horno. Excepto cuando es hecho por razones de seguridad, como por ejemplo en un problema de puenteo, nunca debe permitirse que la fusión se so-lidifique en el horno. En el caso de una falla prolongada, una pérdida del sistema de enfriamiento, u otro paro prolongado en el horno, el horno deberá ser vaciado totalmente.
Temperaturas Excesivas y Choque Térmico
Los fabricantes de refractarios toman en consideración las tempe-raturas extremas al formular sus productos. Por esta razón es im-portante que los materiales refractarios sean utilizados solamente en aplicaciones que correspondan a rangos de temperatura especifica-dos para el producto.
Ya sea que las condiciones actúales del horno calienten o enfrien el revestimiento fuera de su rango especificado, el resultado del choque térmico puede dañar la integridad del revestimiento. Agri-etamiento y despostillamiento pueden ser señales prematuras de choque térmico y potencialmente un serio derrame de metal.
El choque térmico también puede ser causado por un calentamiento excesivo o un enfriamiento inapropiado. La mejor forma de evitar un sobrecalentamiento es monitoreando el baño de metal y tomando una lectura de temperatura cuando la carga empiece a fundir.
Un sobrecalentamiento excesivo del baño de metal debe de ser evitado. Un monitoreo cuidadoso es esencial. Temperaturas por arriba de lo especificado para cada refractario, pueden reblan- decerlo, causando así una rápida erosión, lo que puede llevar a una falla catastrófica.
Las altas velocidades de calentamiento de un horno de inducción sin núcleo de media frecuencia facilitan su rápido sobre calentamiento. Sin embargo, el control de temperatura es también necesario debido a que el revestimiento en el inductor tiende a ser más delgado. En todo tipo de horno de inducción, el contador de kilowatt hora, dis-positivos de tiempo y sistemas de control computarizado pueden ayudar a prevenir accidentes por sobre calentamiento.
Cuando se trabaje con un horno de sostenimiento frío, asegurése de que este sea precalentado apropiadamente de acuerdo a las especificaciones del fabricante de refractario antes de llenarlo con metal fundido.
En el caso de fundir material de carga frío, reduzca la velocidad del calentamiento inicial hasta que el revestimiento este completamente expandido, esto minimizará el riesgo de choque térmico al enfriar un horno.
•
•
En una unidad de potencia de frecuencia fija, un incremento en el número de capacitores requeridos para mantener el factor de potencia unitario, puede indicar un desgaste en el revestimiento refractario.
En una unidad de potencia de frecuencia variable, el operador al límite de frecuencia puede ser una indicación de un desgaste del revestimiento.
Aún cuando pueden ser útiles, los cambios en las características eléctricas nunca deben ser utilizadas como un substituto de las mediciones físicas y las observaciones en el revestimiento mismo.
Un sistema de detección de desgaste del revestimiento con lo último en tecnología, el cual gráfica las condiciones del revestimiento en una pantalla (i.e. Savewat o equivalente), pueden ser utilizados.
Dos instrumentos comercialmente disponibles pueden ser utiliza-dos para suministrar lecturas de temperatura localizadas. Un ter-mómetro de contacto magnético, pegado a la coraza del horno o a un horno de canal indicará un desgaste del recubrimiento al revelar la posición de un punto caliente. Termómetros de rayos infrarrojos hacen posible una medición a distancia de la temperatura a observar el horno a través de la mirilla indicadora o una conexión a cámara de video.
Independientemente del instrumento utilizado para monitorear el desgaste del revestimiento, es esencial el desarrollar y seguir un procedimiento estandarizado. Consulte su vendedor de refractarios para información y entrenamiento relacionados sobre como moni-torear las condiciones de su revestimiento.
Un registro de datos adecuados y graficados, ayudará a asegurar una máxima utilización del horno entre revestimientos, al mismo tiempo que minimizará el riesgo de utilizar un horno con un re-vestimiento peligrosamente delgado.
Choque Físico y Estrés Mecánico
La suma de efectos acumulativos de choques físicos y estrés mecánico puede conducir a una falla del material refractario. La mayoría de los materiales refractarios tienden a ser relativamente

28
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
El calentamiento gradual de la carga permite que las grietas en el refractario sellen antes de que el metal fundido pueda penetrar en ellas. Cuando enfrie un horno después de una campaña de fusión, siga las recomendaciones del fabricante de refractarios.
Un daño térmico al refractario también puede resultar de un sobre-llenado en un horno sin núcleo. Si el nivel del metal fundido en el horno está por arriba de la espira de enfriamiento superior en la bobina, el material refractario en la parte superior del horno no se estará enfriando y estará expuesto a un estrés térmico que puede provocar que falle.
El sobrellenado también puede causar penetración de metal entre el revestimiento de trabajo del refractario y el material refractario de sello en la parte superior del horno. Cualquiera de estas situaciones puede llevar a un derrame de metal, y posiblemente a una explosión agua/metal fundido. Serias lesiones o incluso la muerte pueden resultar de esto.
Manejando Adecuadamente la Escoria o el Dross
La escoria o el dross son subproductos inevitables en la fusión de metales. La escoria se forma de la suciedad, óxidos y arena de la carga y la erosión del material refractario del revestimiento del horno y sube a la superficie del baño de metal.
El dross se crea cuando se forman óxidos durante la fusión de metales no ferrosos tales como aluminio, zinc, Galvalume®, etc. Las reacciones químicas entre la escoria o el dross y el revestimiento, incrementan la velocidad a la cual el revestimiento se erosiona.
Como es un material altamente abrasivo, la escoria o el dross erosionarán el material refractario cerca de la parte superior en el baño de metal fundido. En circunstancias extremas, esta erosión puede exponer las bobinas de inducción, creando el riesgo de una explosión agua/metal fundido. Un monitoreo cuidadoso del espe-sor del refractario es necesario para determinar cuando se requiere reemplazar el mismo antes de que la bobina sea expuesta.
Automatización para el Retiro de Escoria
El proceso manual para retirar la escoria en un horno muy grande, es una operación que consume mucho tiempo, y es de gran trabajo. También expone al operador del horno a altos niveles de calor radiante y esfuerzo físico.
Cuando los espacios de altura lo permitan, el retiro de escoria puede llevarse acabo utilizando una herramienta tipo almeja operada de la grúa viajera.
Agitación InductivaEn un horno de inducción sin núcleo o de canal, el material de carga metálico es fundido o calen-tado por la corriente generada por un campo electromagnético. Cuando el metal se empieza a fundir, este campo también provoca que el baño de metal se mueva en un patrón de una “figura de ocho” como la ilustrada en el dibujo mostrado. Esto es llamado agitación inductiva. Esta sirve también al importante propósito de mezclar el metal, produciendo una aleación más homogénea. La cantidad de agitación esta determinada por el tamaño del horno, la potencia aplicada al metal, la frecuencia del campo electromagnético y el tipo y cantidad de metal en el horno.
La agitación inductiva hace circular el metal a alta temperatura alejado de las paredes del horno, previniendo un sobrecalentamiento de la superficie refractaria, pero también provoca que el revestimiento refractario del horno se deteriore gradualmente debido a la acción del movimiento de metal en las paredes del horno. Este desgaste gradual requiere que el horno sea revestido periódicamente. Es vital que los revestimientos sean reemplazados oportunamente cuando se desgasten al espesor mínimo que pudiera prevenir una falla.
Estas fotos muestran tres métodos diferentes de la escoria que las fundiciones pueden elegir desde y hasta remover la escoria; por un trabajador de la fundición entrenado y calificado usando Equipo de Protección Personal (EPP), un sistema automatizado ARMS® o un dispositivo automático tipo almeja.
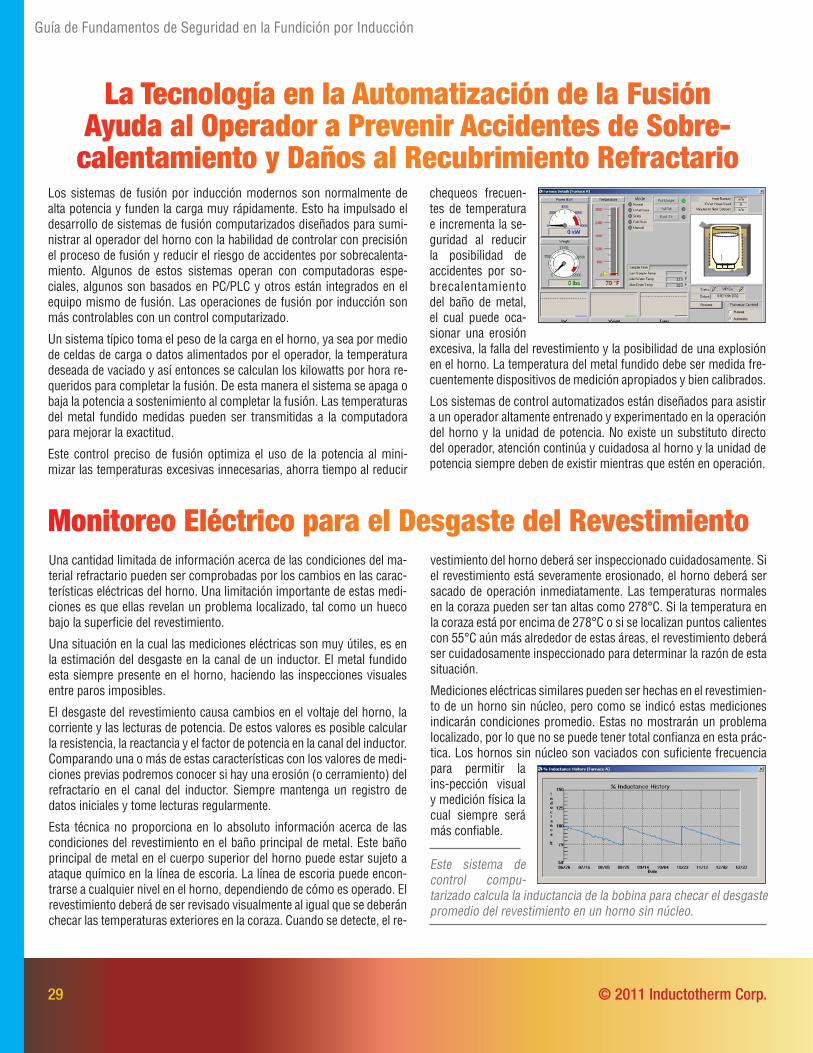
29
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
La Tecnología en la Automatización de la Fusión Ayuda al Operador a Prevenir Accidentes de Sobre-
calentamiento y Daños al Recubrimiento RefractarioLos sistemas de fusión por inducción modernos son normalmente de alta potencia y funden la carga muy rápidamente. Esto ha impulsado el desarrollo de sistemas de fusión computarizados diseñados para sumi-nistrar al operador del horno con la habilidad de controlar con precisión el proceso de fusión y reducir el riesgo de accidentes por sobrecalenta-miento. Algunos de estos sistemas operan con computadoras espe-ciales, algunos son basados en PC/PLC y otros están integrados en el equipo mismo de fusión. Las operaciones de fusión por inducción son más controlables con un control computarizado.
Un sistema típico toma el peso de la carga en el horno, ya sea por medio de celdas de carga o datos alimentados por el operador, la temperatura deseada de vaciado y así entonces se calculan los kilowatts por hora re-queridos para completar la fusión. De esta manera el sistema se apaga o baja la potencia a sostenimiento al completar la fusión. Las temperaturas del metal fundido medidas pueden ser transmitidas a la computadora para mejorar la exactitud.
Este control preciso de fusión optimiza el uso de la potencia al mini-mizar las temperaturas excesivas innecesarias, ahorra tiempo al reducir
chequeos frecuen-tes de temperatura e incrementa la se-guridad al reducir la posibilidad de accidentes por so-brecalentamiento del baño de metal, el cual puede oca-sionar una erosión excesiva, la falla del revestimiento y la posibilidad de una explosión en el horno. La temperatura del metal fundido debe ser medida fre-cuentemente dispositivos de medición apropiados y bien calibrados.
Los sistemas de control automatizados están diseñados para asistir a un operador altamente entrenado y experimentado en la operación del horno y la unidad de potencia. No existe un substituto directo del operador, atención continúa y cuidadosa al horno y la unidad de potencia siempre deben de existir mientras que estén en operación.
Monitoreo Eléctrico para el Desgaste del RevestimientoUna cantidad limitada de información acerca de las condiciones del ma-terial refractario pueden ser comprobadas por los cambios en las carac-terísticas eléctricas del horno. Una limitación importante de estas medi-ciones es que ellas revelan un problema localizado, tal como un hueco bajo la superficie del revestimiento.
Una situación en la cual las mediciones eléctricas son muy útiles, es en la estimación del desgaste en la canal de un inductor. El metal fundido esta siempre presente en el horno, haciendo las inspecciones visuales entre paros imposibles.
El desgaste del revestimiento causa cambios en el voltaje del horno, la corriente y las lecturas de potencia. De estos valores es posible calcular la resistencia, la reactancia y el factor de potencia en la canal del inductor. Comparando una o más de estas características con los valores de medi-ciones previas podremos conocer si hay una erosión (o cerramiento) del refractario en el canal del inductor. Siempre mantenga un registro de datos iniciales y tome lecturas regularmente.
Esta técnica no proporciona en lo absoluto información acerca de las condiciones del revestimiento en el baño principal de metal. Este baño principal de metal en el cuerpo superior del horno puede estar sujeto a ataque químico en la línea de escoria. La línea de escoria puede encon-trarse a cualquier nivel en el horno, dependiendo de cómo es operado. El revestimiento deberá de ser revisado visualmente al igual que se deberán checar las temperaturas exteriores en la coraza. Cuando se detecte, el re-
vestimiento del horno deberá ser inspeccionado cuidadosamente. Si el revestimiento está severamente erosionado, el horno deberá ser sacado de operación inmediatamente. Las temperaturas normales en la coraza pueden ser tan altas como 278°C. Si la temperatura en la coraza está por encima de 278°C o si se localizan puntos calientes con 55°C aún más alrededor de estas áreas, el revestimiento deberá ser cuidadosamente inspeccionado para determinar la razón de esta situación.
Mediciones eléctricas similares pueden ser hechas en el revestimien-to de un horno sin núcleo, pero como se indicó estas mediciones indicarán condiciones promedio. Estas no mostrarán un problema localizado, por lo que no se puede tener total confianza en esta prác-tica. Los hornos sin núcleo son vaciados con suficiente frecuencia para permitir la ins-pección visual y medición física la cual siempre será más confiable.
Este sistema de control compu-tarizado calcula la inductancia de la bobina para checar el desgaste promedio del revestimiento en un horno sin núcleo.

30
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Sistemas Push-Out Minimizan el Polvo de Refractario Durante el Retiro del Revestimiento
Asegúrese de que nadie esté parado directamente enfrente del horno, donde pudieran ser golpeados mientras el material del re-vestimiento es empujado.
Bobina
Revestimiento Apisonado
Block Empujador ExtendidoHorno
Block Empujador
Mecanismo Remo-vible de Empuje
Dispositivos de Vaciado Proporcionan Soporte al Piso de los Crisoles
El levantar un crisol tipo barril con una herramienta convencional para manejarlo por dos hombres, no proporciona ningún soporte al fondo del crisol. Una grieta en el crisol podría ocurrir abajo del anillo de soporte en el fondo, pudiendo este caer y el metal fundido podría derramarse y salpicar causando serias lesiones o la muerte.
Para reducir este peligro, un dispositivo de vaciado que proporcione soporte al fondo del crisol deberá de ser utilizado. Este dispositivo no solamente reduce el riesgo de una grieta que pudiera ocasionar el desprendimiento del fondo del crisol, pero también incrementa la vida del crisol al reducir el estrés en las paredes.
Un crisol nunca debe ser expuesto a daños físicos o choques térmicos, y nunca de-berá mantener metal excediendo la temperatura máxima de operación del mismo. Es importante el revisar la condición de un crisol cada vez que sea utilizado y deberá reemplazarse si esta desgastado, agrietado o dañado.
Todos los trabajadores en el área general a la operación de la ex-pulsión del revestimiento refractario necesitan usar respiradores o mascarillas apropiadas para protegerse del polvo que se generará cuando el revestimiento refractario viejo sea removido. Respirador-es apropiados deben de ser utilizados cuando el revestimiento re-fractario sea removido o instalado en un horno o en cualquier lugar donde prevalezca el polvo.
Siempre que trabaje con un horno en posición de basculamiento (vaciado), asegure el mismo en esa posición con una estructura suficientemente fuerte para mantener el horno y evitar que pudiera regresarse o caerse en caso de una falla de presión hidráulica. Un horno que repentina e inesperadamente regresa o cae de la posición de vaciado, puede causar serias lesiones o la muerte.
una labor intensiva, y era un proceso que consumía mucho tiempo. Hoy en día sin embargo, los hornos de inducción sin núcleo están equipados con un sistema de expulsión de refractario que acelera el proceso de retiro del revestimiento, reduciendo el riesgo de daño a la bobina y reduciendo la exposición del trabajador al polvo de refractario.
Estos sistemas pueden ser suministrados con hornos nuevos o adaptados a hor-nos existentes. Ellos cons-tan de un pistón hidráu-lico y un block empujador localizado en el fondo del horno. Estos trabajan en conjunto para retirar el piso y las paredes del ma-terial de trabajo
Antes de que los sistemas de retiro automático de revestimientos fueran desarrollados, el retiro de un revestimiento de un horno era

31
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Seguridad en el Sistema Eléctrico de InducciónEn los días en que los talleres de fundición dependían de hornos operados con combustibles que se quemaban, los peligros eléctri-cos dentro de las fundiciones eran similares a los encontrados en cualquier otra industria. Motores eléctricos, cargadores de batería de montacargas, calentadores, luces y el equipo de oficina operaba todo en voltajes normales. Los interruptores, conectores y circuitos interruptores encontrados en el lugar de trabajo eran simplemente versiones más grandes de los que se encuentran en una casa.
Al igual que los trabajadores de toda industria, los trabajadores de la fundición se daban cuenta de la necesidad de tratar a la electricidad como una fuerza que merecía respeto, pero al mismo tiempo sus años de experiencia al lado de los dispositivos eléctricos les enseñó que los peligros podían ser fácilmente evitados.
La introducción de los hornos de inducción hizo necesario que los trabajadores en la fundición trabajarán en mucha cercanía con unidades de potencia de alto voltaje y barras conectoras expuestas enfriadas por aire, aparatos comúnmente asociados con subestacio-nes peligrosas de las compañías eléctricas.
Los trabajadores en la fundición también tuvieron que aprender que una cierta cantidad de chispas y arqueo entre piezas de metal en una carga fría es normal en un horno de fusión por inducción y que no es necesariamente una señal de una catastrofe inminente.
Mientras que los sistemas de inducción presentan más superficies conductivas expuestas que cualquier otro equipo industrial, estas están diseñadas con una variedad de sistemas de seguridad para manejar estos peligros. Por ejemplo, las barras conectoras y los componentes que manejan corriente están rodeadas por proteccio-nes.
Enclavamientos de seguridad desconectan la unidad de potencia si los paneles de acceso (con excepción de los que están atornillados) o puertas de la unidad de potencia son abiertos mientras que la uni-dad está trabajando. Estos están también diseñados para prevenir el arranque accidental si los paneles de acceso o las puertas están abiertas.
Las siguientes son reglas básicas para la seguridad eléctrica en el área de fundición:
•
•
•
•
•
Solamente personal entrenado y calificado que haya leído y en-tendido los manuales del equipo, estarán autorizados para operar el equipo de fusión por inducción. El operador entrenado debe tener total conocimiento sobre los sistemas de control, alarmas y límites, funciones de diagnóstico y dispositivos de seguridad y deben tener conocimiento pleno de las normas y procedimientos relacionados con la operación del sistema
El equipo de fusión por inducción no debe operarse si cualquiera de los sistemas de seguridad está inoperable o puenteado
A menos que el operador del sistema sea también un técnico de servicio eléctrico entrenado y calificado, nunca deberá abrir las puertas del gabinete de la unidad de potencia o acceder a áreas resguardadas de alto voltaje
La potencia al horno debe apagarse durante cualquier proceso que involucra contacto con el baño de metal fundido, tal como la toma de muestras, el chequeo de temperatura o el retiro de esco-ria. Esto es con el fin de prevenir una electrocutación si llegasen a fallar los sistemas de seguridad y el baño de metal entra en contacto conductivo con la bobina de inducción
Mantenga las puertas del gabinete y los paneles de acceso bajo llave y los paneles atornillados en su lugar todo el tiempo.
Esta barra en las puertas del gabinete de potencia sirve como barrera mecánica y/o interlock eléctrico.
Las barras conductoras de alta corriente están encapsuladas para prevenir contacto accidental.

32
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Si su unidad de potencia no cuenta con los candados y cerraduras de seguridad en todas las puertas y paneles de acceso, esta debe ser modificada para adicionarle estos dispositivos.
El fabricante de su equipo deberá ser capaz de ayudarle a adicionar estos importantes dispositivos de seguridad. Las cerraduras de se-guridad en las puertas del gabinete son la barrera más importante para que personal no autorizado accese a los elementos eléctricos peligrosos dentro de los gabinetes de potencia. Estas puertas y paneles de acceso deben estar bajo llave todo el tiempo.
Recomendaciones de Seguridad para los Supervisores y Gerentes
Los supervisores necesitan estar especialmente concientes de la seguridad eléctrica. El incremento en el uso de la tecnología en hornos de inducción ha hecho necesario para un creciente número de personal de mantenimiento y servicios el estar más cerca de conductores de altas corrientes.
Muchos técnicos de mantenimiento, particularmente aquellos que trabajan con dispositivos de bajo voltaje, tales como sistemas de control, no reconocen totalmente el riesgo involucrado al manejar los altos niveles de voltaje y corriente utilizados en la fusión por inducción.
Es imperativo que estas personas reconozcan claramente que los atajos para solucionar problemas, tales como puentear los can-dados de seguridad durante la evaluación de los problemas, son prácticas absolutamente inaceptables cuando se trabaja incluso con hornos de inducción y unidades de potencia pequeñas.
Solamente personal altamente entrenado y calificado deberá tener
•
•
•
•
•
•
•
Coloque avisos de advertencia para todos los sistemas operando a altos voltajes según sea requerido por OSHA y los reglamentos locales
Permita solamente que personal entrenado y calificado de servi-cio de mantenimiento o reparación
Desconecte y ponga candados de seguridad en la unidad de po-tencia durante el mantenimiento
Prohiba la entrada a áreas resguardadas hasta que el interruptor principal este en la posición de apagado, tenga puesto el candado de seguridad y se haya confirmado que los polos del mismo estén abiertos
Espere por 5 minutos después de haber abierto un interruptor antes de abrir las puertas del gabinete. Esto dará tiempo a que se descarguen los capacitores
Revise todas las barras conectoras buscando voltaje residual an-tes de tocarlas
Si, la unidad de potencia energiza a más de un horno, los cables de potencia del horno al que se le dará mantenimiento, o será reparado, necesitan ser desconectados de la unidad de potencia y la bobina del horno debe ser aterrizada.
acceso a áreas de alto riesgo. Un sistema de candado de seguridad es otra medida efectiva para evitar descargas y choques eléctricos.
Los siguientes procedimientos ayudarán a minimizar el riesgo de accidentes eléctricos durante el servicio a las bobinas, las unidades de potencia y los conductores:

33
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Para prevenir que la potencia sea energizada accidentalmente mientras el equipo está recibiendo mantenimiento, un sistema de seguridad tipo candado es requerido.
El procedimiento de sistema de candado es referente a establecer prácticas y procedimientos para salvaguardar a los empleados de un arranque inesperado del equipo, o de la liberación de energía peligrosa durante las actividades de servicio o mantenimiento.
Con este sistema, la persona dándole servicio usa un candado para asegurar el interruptor en posición abierto.
El Sistema de Candado es un Sistema Clave
La misma persona se queda con la única llave hasta que termine el mantenimiento y la operación del equipo esté lista para ser reestablecida.
En ese momento la persona que puso el candado lo quita, permitiendo que el interruptor del circuito sea cerrado y la energía sea restablecida.

34
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Las Unidades de Potencia de Inducción Incluyen Algunos o todos estos Sistemas de Seguridad
Candados de Seguridad - Los candados de seguridad están diseñados para apagar la energía automáticamente cuando las puertas de acceso de servicio al gabinete de potencia son abiertas. El equipo no deberá ser operado a menos que todos los candados estén funcionando correctamente.
Reactores Limitadores de Corriente e Interruptores Principales de Acción Rápida - Estos proveen protección contra la falla de compo-nentes y disturbaciones en la línea principal en sistemas pequeños.
Interruptores de Presión de los Capacitores - Estos ayudan a pre-venir el aumento de presión dentro de los capacitores al apagar la unidad de potencia si la presión se ve incrementada debido a un mal funcionamiento del capacitor. Si este aumento de presión no es detectada y la potencia se sigue aplicando, el capacitor explotará.
Aislamiento de la Línea - Todos los hornos de inducción necesitan ser diseñados de tal manera que el flujo de corriente del circuito de salida o de los componentes externos de salida hacia el dispositivo de conversión a tierra bajo operaciones y condiciones de una falla a tierra deberán de limitarse a un valor que no origine 50 volts o más a tierra en cualquier parte accesible del equipo de calentamiento y su carga.
Esta protección puede ser suministrada a través de un transforma-dor de aislamiento localizado, ya sea entre el inversor y el horno (aislamiento secundario) o entre la línea de potencia de alimentación y el inversor (aislamiento primario).
Sistema de Auto-diagnóstico - El sistema de auto-diagnóstico en muchos sistemas de potencia por inducción avanzados, previene que la unidad opere cuando una falla es detectada e identifica la localización de la misma.
Sistemas Detectores de Fuga a Tierra - Estos sistemas son de vital importancia. Apagan la potencia si el metal en el horno se acerca o toca la bobina de inducción o si la salida del inversor también se va a tierra.
Bomba Operada con Batería CD - Una bomba operada con una batería CD provee agua de enfriamiento de emergencia a su horno si la potencia normal es interrumpida.
Módulo ACI de Acción Ultra Rápida - Este sirve como un interrup-tor principal de estado sólido y acelera la respuesta del sistema bajo condiciones de emergencia.
Inverso
Inverso
Horno
Horno
(AS)
(AP)
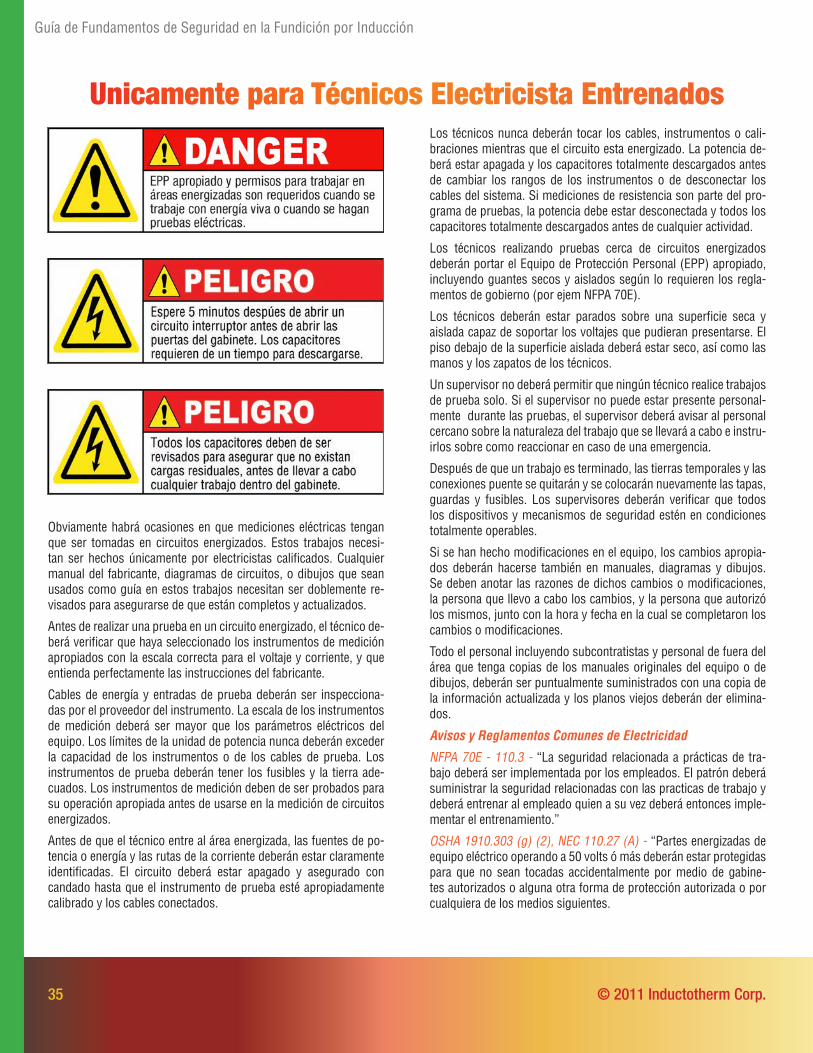
35 © 2011 Inductotherm Corp.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
Unicamente para Técnicos Electricista Entrenados
Obviamente habrá ocasiones en que mediciones eléctricas tengan que ser tomadas en circuitos energizados. Estos trabajos necesi-tan ser hechos únicamente por electricistas calificados. Cualquier manual del fabricante, diagramas de circuitos, o dibujos que sean usados como guía en estos trabajos necesitan ser doblemente re-visados para asegurarse de que están completos y actualizados.
Antes de realizar una prueba en un circuito energizado, el técnico de-berá verificar que haya seleccionado los instrumentos de medición apropiados con la escala correcta para el voltaje y corriente, y que entienda perfectamente las instrucciones del fabricante.
Cables de energía y entradas de prueba deberán ser inspecciona-das por el proveedor del instrumento. La escala de los instrumentos de medición deberá ser mayor que los parámetros eléctricos del equipo. Los límites de la unidad de potencia nunca deberán exceder la capacidad de los instrumentos o de los cables de prueba. Los instrumentos de prueba deberán tener los fusibles y la tierra ade-cuados. Los instrumentos de medición deben de ser probados para su operación apropiada antes de usarse en la medición de circuitos energizados.
Antes de que el técnico entre al área energizada, las fuentes de po-tencia o energía y las rutas de la corriente deberán estar claramente identificadas. El circuito deberá estar apagado y asegurado con candado hasta que el instrumento de prueba esté apropiadamente calibrado y los cables conectados.
Los técnicos nunca deberán tocar los cables, instrumentos o cali-braciones mientras que el circuito esta energizado. La potencia de-berá estar apagada y los capacitores totalmente descargados antes de cambiar los rangos de los instrumentos o de desconectar los cables del sistema. Si mediciones de resistencia son parte del pro-grama de pruebas, la potencia debe estar desconectada y todos los capacitores totalmente descargados antes de cualquier actividad.
Los técnicos realizando pruebas cerca de circuitos energizados deberán portar el Equipo de Protección Personal (EPP) apropiado, incluyendo guantes secos y aislados según lo requieren los regla-mentos de gobierno (por ejem NFPA 70E).
Los técnicos deberán estar parados sobre una superficie seca y aislada capaz de soportar los voltajes que pudieran presentarse. El piso debajo de la superficie aislada deberá estar seco, así como las manos y los zapatos de los técnicos.
Un supervisor no deberá permitir que ningún técnico realice trabajos de prueba solo. Si el supervisor no puede estar presente personal-mente durante las pruebas, el supervisor deberá avisar al personal cercano sobre la naturaleza del trabajo que se llevará a cabo e instru-irlos sobre como reaccionar en caso de una emergencia.
Después de que un trabajo es terminado, las tierras temporales y las conexiones puente se quitarán y se colocarán nuevamente las tapas, guardas y fusibles. Los supervisores deberán verificar que todos los dispositivos y mecanismos de seguridad estén en condiciones totalmente operables.
Si se han hecho modificaciones en el equipo, los cambios apropia-dos deberán hacerse también en manuales, diagramas y dibujos. Se deben anotar las razones de dichos cambios o modificaciones, la persona que llevo a cabo los cambios, y la persona que autorizó los mismos, junto con la hora y fecha en la cual se completaron los cambios o modificaciones.
Todo el personal incluyendo subcontratistas y personal de fuera del área que tenga copias de los manuales originales del equipo o de dibujos, deberán ser puntualmente suministrados con una copia de la información actualizada y los planos viejos deberán der elimina-dos.
Avisos y Reglamentos Comunes de Electricidad
NFPA 70E - 110.3 - “La seguridad relacionada a prácticas de tra-bajo deberá ser implementada por los empleados. El patrón deberá suministrar la seguridad relacionadas con las practicas de trabajo y deberá entrenar al empleado quien a su vez deberá entonces imple-mentar el entrenamiento.”
OSHA 1910.303 (g) (2), NEC 110.27 (A) - “Partes energizadas de equipo eléctrico operando a 50 volts ó más deberán estar protegidas para que no sean tocadas accidentalmente por medio de gabine-tes autorizados o alguna otra forma de protección autorizada o por cualquiera de los medios siguientes.

36
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
Horno Arqueando
OSHA 1910.333 (a) (1) - “Partes energizadas de equipo eléctrico operando a 50 volts o más deberán estar protegidas para que no sean tocadas accidentalmente por medio de gabinetes autorizados o alguna otra forma de protección autorizada o por cualquiera de los medios siguientes.”
OSHA 1910.333 (b) (2) (ii) (c) - “La energía eléctrica almacenada la cual podría lesionar al personal deberá ser descargada. Los ca-pacitores deberán ser descargados, y elementos de alta capacitancia deberán ser puestos en corto circuito y aterrizados, si la energía eléctrica almacenada pudiese lesionar al personal.”
OSHA 1910.333 (b) (iv) (B) - “Una persona calificada deberá usar el equipo de prueba para probar los elementos de circuitos y partes eléctricas del equipo a las cuales los empleados pudieran estar ex-puestos y deberán verificar que los elementos de los circuitos y las partes del equipo estén desenergizadas.
La prueba deberá también determinar si existen condiciones de energización como resultado de un voltaje inducido inadvertivo o una retroalimentación de voltaje no relacionado aún cuando partes específicas del circuito hayan sido desenergizadas y presumible-mente sean seguras.
Si el circuito a probar esta por encima de 600 volts nominales, el equipo de prueba deberá ser revisado para una operación apropiada inmediatamente después de su prueba.”
OSHA 1910.334 (c) (3) - “Los instrumentos y equipos de prueba, así como sus accesorios deberán tener un rango adecuado para los circuitos y equipo al cual serán conectados y deberán ser diseñados para el medio ambiente en el cual serán utilizados.”
OSHA 1910.306 (g) (2) (iii) - “En los lugares en donde se utilizan puertas para accesos a voltajes de 500 a 1000 volts CA ó CD, estás deberán contar con cerraduras o mecanismos de seguridad. Cuando se utilicen puertas para accesos a voltajes superiores a 1000 volts CA ó CD, se deberá contar con cerraduras mecánicas con un desco-nectador como medio para evitar el acceso hasta que el voltaje sea removido del gabinete, o incluso ambos, mecanismos de seguridad en las puertas y mecanismos mecánicos deben ser suministrados.”
OSHA 1910.306 (g) (2) (iv) - “Tarjetas y anuncios de peligro de-berán ser colocadas en el equipo y deberán estar claramente visibles aún cuando las puertas estén abiertas o los paneles hayan sido re-movidos de los compartimientos conteniendo voltajes arriba de 250 volts CA ó DC.”
Las chipas y arqueo eléctrico de los materiales de carga en el horno son característicos en la fusión por inducción y no son particular-mente peligrosos.
Los hornos de inducción funden metal al generar un flujo de corriente eléctrica generadora de calor en los materiales de carga.
Aunque es raro, una falla puede desarrollarse entre la bobina y la estructura del horno, resultando generalmente en un daño a la bobina y la falla de la potencia.
Esto es típicamente causado por rebabas metálicas sueltas haciendo contacto entre la bobina y la estructura del horno, resaltando la im-portancia de buenas prácticas de limpieza en la fundición. Los con-troles del horno también pueden fallar debido a una pobre práctica de limpieza en la fundición.

37 © 2011 Inductotherm Corp.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
Los sistemas de vaciado automatizado mantienen alejados a los trabajadores de la fundición del metal fundido.
Crear una Fundición Segura es un Valor CompartidoEl trabajar con metal fundido siempre fue y siempre será una ocupación peligrosa. Los trabajadores responsables de la fundición estarán conscientes de estos riesgos y la posibilidad de accidentes serios. Los gerentes responsables pueden minimizar los riesgos al inculcar en los trabajadores de la fundición la importancia de la prevención de accidentes.
Aún cuando es imposible eliminar los riesgos de fundir metal, si es posible hacer del taller de fundición un lugar de trabajo libre de accidentes. Para alcanzar este objetivo de un verdadero trabajo en conjunto entre los gerentes de fundición, los proveedores del equipo en el taller de fundición y los trabajadores que operan su equipo.
Esto require dirección para hacer de la seguridad un valor corporativo clave, para entonces comunicárselo a los trabajadores de la fundición, y así que ambos seleccionen el equipo disponible más seguro y destinando cualquier esfuerzo posible para asegurar que los trabajadores sean capacitados en su uso apropiado.
Quién Necesita Entrenamiento de la Seguridad en la Fundición?
El entrenamiento en la seguridad necesita extenderse más allá de los trabajadores en el taller de fundición. Los grupos de mantenimiento, personal sindicalizado, operadores de grúas y montacargas y contratistas externos que trabajan ocasionalmente en el taller de fundición, todos necesitan entender las medidas de seguridad básicas en la fundición. Obviamente la cantidad de entrenamiento en seguridad en la fundición requerida por cada individuo depende de que tan cerca él o ella trabajen con equipo de fusión, sostenimiento, vaciado y equipos de carga.
El entrenamiento para trabajadores de oficina y visitantes debe incluir el hacerlos conscientes de la importancia de permanecer atrás de las áreas indicadas como “no entrar” y de usar el Equipo de Protección Personal (EPP) adecuado.
Los operadores del sistema de fusión deben de conocer la forma correcta de operar con seguridad su equipo y deben de conocer también las señales de advertencia de una situación potencialmente peligrosa y del como reaccionar para prevenir o controlar problemas no comunes tales como el puenteo o una situación de derrame de metal.
La Seguridad Empieza Desde el Primer Día
El departamento de personal de la fundición y todo el organigrama deberá jugar un papel activo en soportar los esfuerzos de la seguri-dad en la fundición. El departamento de personal normalmente tiene el primer contacto con un nuevo empleado contratado y pueden asegurarse de que a ellos se les de información completa sobre los procedimientos de seguridad apropiados para sus puestos y de que entiendan la importancia del uso adecuado de el Equipo de Protec-ción Personal (EPP), y que esto es un requisito para llevar a cabo su trabajo. Estos dos requerimientos deberán ser claramente marcados en la descripción del trabajo del empleado o en el reglamento de trabajo.
Los gerentes del departamento de personal también están en una posición para identificar a los empleados que sirvan como volunta-rios en los departamento de bomberos y equipos médicos de emer-gencia. Si estas personas trabajan en áreas diferentes a los departa-mentos de producción, el tiempo que dediquen a familiarizarse con el taller de fundición, su arreglo y la naturaleza de las emergencias en la fundición, puede hacer la diferencia entre la vida o la muerte durante una emergencia. Finalmente, los gerentes del departamento de personal son a menudo los más indicados para coordinar la pro-gramación de actualización y entrenamiento en nuevos equipos.
Los Supervisores de Fundición Juegan un Papel Clave
Los supervisores del taller de fundición juegan un papel clave en el contar con una operación segura en la fundición, sostenimiento de metal fundido y manejo de equipo de vaciado. En la mayoría de las fundiciones, ellos tienen la responsabilidad inicial de implementar y monitorear los procedimientos de seguridad establecidos y de entrenar a los nuevos trabajadores, así como de también realizar la inspección y mantenimiento del equipo. En caso de una emer-gencia, los trabajadores a menudo buscarán las instrucciones del supervisor.
La única forma de asegurar que nadie sufra lesiones en el taller de fundición es manteniendo a todo el personal alejados del metal fundido, de los hornos y del equipo de sostenimiento y vaciado de metal. Aún cuando esta solución parece ser exagerada, los fabri-cantes reconocidos de hornos han hecho actualmente considerables progresos en el diseño de sistemas de carga de operación remota
38
Guía de Fundamentos de Seguridad en la Fundición por Inducción
© 2011 Inductotherm Corp.
para los hornos y de sistemas operativos y de vaciado. Hasta que estas tecnologías sean de uso común, existen varios pasos que los supervisores de fundición pueden llevar a cabo para minimizar el contacto de los trabajadores con áreas de alto riesgo.
Tal vez el paso más sencillo y efectivo que un supervisor de fundición puede tomar es el de limitar las actividades rutinarias de manten-imiento del equipo en períodos en que los hornos no estén en op-eración. Los paros en la producción se pueden predecir con mayor exactitud con la ayuda de registros detallados. A pesar de que los supervisores de producción son usualmente los responsables de mantener los registros de operación del equipo, es el supervisor de mantenimiento quien sabe más que tipo de información necesita ser registrada. En las fundiciones en que las operaciones de fundición se llevan a cabo de un turno a otro, el uso de formas y listas de chequeo ayudarán a la recolección uniforme de datos.
Insistir en que la bitácora se lleve en forma detallada no solo hace que los datos estén siempre disponibles, pero que también refuerce la importancia de prácticas adecuadas de monitoreo del equipo. Una de las primeras actividades diarias del supervisor en cada turno debe de ser la revisión cuidadosa de lo registrado en la bitácora durante su ausencia.
En las fundiciones más pequeñas, el supervisor de producción tam-bién puede ser el responsible de revisar el trabajo de mantenimiento y las fallas en el equipo. En estas situaciones existe a veces la ten-tación de realizar los trabajos de mantenimiento tan rápido como sea posible para que el horno vuelva a la producción. Los supervisores de producción que se encuentran encargados del mantenimiento del equipo deben constantemente recordar que los hornos de inducción no permiten errores. Los accidentes causados por un mantenimien-to inadecuado pueden ser serios y algunas veces catastróficos.
Los supervisores de producción nunca deben ser presionados para volver a poner un horno o cualquier otro equipo en la fundición en operación, hasta que ellos estén totalmente seguros de que es seguro el operarlos.
Preparándose Contra Accidentes
No importa que tan cuidadosamente se haya fabricado el equipo, se hayan entrenado los trabajadores, o se hayan seguido los proce-dimientos, la posibilidad de un accidente siempre está presente en lugares donde se funde el metal. Por esta razón, los supervisores del área de fundición siempre deben estar preparados para lo ines-perado.
Un supervisor precavido se anticipa a los tipos de emergencias que se pueden presentar durante los diferentes pasos del proceso de fundición. Tiene, tanto en la mente como por escrito, un plan de acción que da prioridad primero al minimizar las lesiones a sus trabajadores y ayudar a los que están heridos.
Aunque los planes en caso de accidentes deben incluir temas como la evacuación del personal, los primeros auxilios en caso de emer-gencia, y la notificación a las brigadas de emergencia y a los depar-tamentos de bomberos, el plan de cada fundición debe ser único. Se debe tomar en cuenta no solo el tipo y la capacidad del equipo
de fundición, sino también el nivel de experiencia del equipo de operadores. Un operador de hornos recién contratado no puede reaccionar con tanta confianza en el momento de un derrame de metal como un operador altamente experimentado y entrenado.
Las explosiones potencialmente catastróficas de metal/agua hacen de vital importancia que los planes en caso de accidente se hagan por escrito y que sean entendidos por todos en el área de fundición y en las áreas adyacentes. Los departamentos de bomberos locales y las brigadas de emergencia médica deben estar incluidos en los es-fuerzos de planeación, familiarizados con los peligros de la fundición de metal y con el diseño del área de fundición y estar motivados a participar en simulacros. Cada persona que pudiera llegar a verse in-volucrada en las actividades de rescate o de primeros auxilios debe saber como apagar las unidades de potencia de los hornos.
Deben establecer claramente por escrito los planes de acciones en caso de accidente:
• Quién decidirá la extensión de una situación de emergencia y el criterio que se usará para la toma de decisiones
• Quién estará al mando
• Las responsabilidades de cada persona durante la situación de emergencia
Especificar Equipo Más Seguro
Los fabricantes de hornos y los proveedores de otros equipos para la fundición están continuamente tratando de hacer del área de fundición un ambiente seguro en que trabajar. Es por esto que virtualmente todos los sistemas de fundición por inducción incluyen dispositivos de seguridad como son los detectores de fugas a tierra y los sistemas de enfriamiento de emergencia.
En el pasado, la especificación de equipos nuevos de fundición nor-malmente había sido la responsabilidad de ejecutivos de alto nivel. Los supervisores de producción y de mantenimiento simplemente tenían que aprender a trabajar con el equipo que existía en el mo-mento en la planta. Pero conforme las compañías en todo el mundo comenzaron a hacer sus operaciones más competitivas, cada día buscan consejo de sus supervisores de línea en cuanto a recomen-daciones de equipo.
Seleccionar el horno adecuado, la unidad de potencia correcta, o los sistemas adecuados de precalentamiento y carga es, por supuesto, un trabajo técnico muy complejo. Los supervisores de línea que se involucran en la selección de equipo, sin embargo, están en buena posición para evaluar también los dispositivos de seguridad, las certificaciones de seguridad, la calidad en general y la eficiencia de operación de un sistema.
Un horno de inducción es un lugar en el cual se unen tres ingre-dientes que en otras situaciones nunca se juntan agua, metal fundido, y energía eléctrica que están cerca uno de los otros. La calidad de los componentes de un horno de inducción y el cuidado que se toma en su fabricación es la primera línea de defensa que tiene el fundidor contra los accidentes.

La Seguridad Debe Ser un Valor Corporativo Clave
Sistemas automatizados como el sistema ARMS® mostrado aquí, mantiene a distancia al trabajador de la fundición de los hornos y le permite proteger su recurso más valioso – sus empleados.
Guía de Fundamentos de Seguridad en la Fundición por Inducción
El hacer de los Talleres de Fundición un lugar de trabajo seguro, es una responsabilidad compartida y empieza desde el primer día.
Nosotros queremos alertarlo a usted sobre los documentos men-cionados anteriormente y comunicarle que el sistema ARMS® (Robot Automatizado para el Taller de Fundición) está disponible para su consideración.
El Sistema ARMS desarrolla las labores peligrosas alrededor del hor-no y las cuales involucran el metal fundido que de otro modo serían llevadas a cabo por el operador del horno. Este sistema permite al operador llevar a cabo estas operaciones en el taller de fundición desde el cuarto de control y alejado de las áreas de peligro.
Aún cuando es imposible eliminar los riesgos de fundir metal, si es posible hacer del taller de fundición un lugar más seguro para trabajar. Esto requiere dirección para hacer de la seguridad un valor corporativo clave, para entonces, comunicárselo a los tra-bajadores de la fundición seleccionando el equipo disponible más seguro y asegurándose que los trabajadores sean capacitados en su uso apropiado.
La única forma de asegurar que nadie sufra lesiones en el taller de fundición es manteniendo a todo el personal alejado del metal fundido al utilizar equipo automatizado, siempre que sea posible. Actualmente están disponibles para su compra sistemas de carga remotos de hornos y sistemas de operación y vaciado.
Los fabricantes de hornos y proveedores de otros equipos para la fundición, están continuamente buscando el hacer del taller de fundición un ambiente de trabajo lo más seguro posible.
Pero es decisión de los dueños y gerentes de las fundiciones, implementar estás prácticas y productos más seguros.
El Equipo de Protección Personal de OSHA, sección 29 CFR 1910.132(d) estipula: “El empleador deberá evaluar el lugar de trabajo para determinar si existe algún riesgo presente o la posibilidad de que se presente, para el cual se requeriría del uso del Equipo de Protección Personal (EPP).
La sección 9.2 de la ASTM de Estándares Internacionales E2349, define la práctica estándar para los requerimientos de seguridad para hornos de inducción fusores y de sostenimiento.
Sistemas automatizados como el sistema ARMS® mostrado aquí, mantiene a distancia al trabajador de la fundición de los hornos y le permite proteger su recurso más valioso – sus empleados.
Los dueños y gerentes de la fundición deberán hacer una val-oración de los riesgos para determinar el EPP para el trabajo, tal como lo requiere OSHA.
Para más información llame al 1.888.INDUCTO o escanee el código QR para tener acceso directo a la página www.inductotherm.com. Necesita un lector de código QR ? Para iPhone use iNigma, para Blackberry o Android use BeeTagg.
© 2011 Inductotherm Corp. Todos los derechos reservados. Boletin M2567 Rev. 3
Importante: Equipo de Protección Personal Apropiado (EPP) debe ser utilizado por cualquier persona en proximidad con metal fundido.
Fabricantes líderes en sistemas de Fusión, Procesos Térmicos y de Producción, para la Industria de Metales y Materiales a nivel Mundial.