Helen S. Truscott ***************** The Ohio State ...
38
SLURRY PIPELINES FOR THE TRANSPORTATION OF COAL - THEIR HISTORY AND STATUS Senior Thesis by Helen S. Truscott ***************** The Ohio State University 1985
Transcript of Helen S. Truscott ***************** The Ohio State ...

I I I I I I I I I I I I I I I I I I I
SLURRY PIPELINES FOR THE TRANSPORTATION OF COAL -
THEIR HISTORY AND STATUS
Senior Thesis
by
Helen S. Truscott
*****************
The Ohio State University
1985

I I I I I I I I I I I I I I I I I I I
OUTLINE
Introduction -Largest coal dep osits in world -use of coal -problems with western and eastern coals -slurry-what is it?
1)problems facing slurry industry a)eminent domain b)RR competition c)water
2)solutions to problems a)federal eminent domain b)state eminent domain c)aquisition of property
J)economics of slurry transport a)variable vs. fixed costs b)economy of scale c)consumer benefit
Successful Slurry Pipelines in U.S. t)Consolidation Coal
a)route b)purpose c)technical
!)pumping stations 2)flow J)amount transported
2)American Gilsonite a)route b)physical dimensions
J)Black Mesa a)rhysical dimensions b)route c)transit time/velocity of material d)source of coal e)personnel required f )problems !)clogging
g)solution to problem h)start-up and shutdown requirements
Proposed ETSI Pipeline 1)partners-coPporat1ons involved 2)route proposed J)technical aspects
a)length, dimensions b)pumping stations c)prep plants
4)CEP plant a)results of experiments
1)dewatering 2)storage of slurry J)meeting water requirements
5)Water situation a)Madison formation
1)stipulation b)Oahe Reservoir
1 )stipulation 2)supply J)aqueduct

I I I I I I I I I I I I I I I I I I I
4)reservoir detaiis 5)cost of water
6)why ETSI shelved? a)window program
Microbial Reduction of Sulfur !)organism-basic description 2)process
a)w::ter preparation b)"food" for organism c)enviroment
3)growth rate 4)factors affect amount removed 5)cost of plant
a)with dewaterin~ b)without dewatering
Economic Analysis of Pipeline Proposal t)BG&E contractor 2)coal source J)DCF analysis
!)expense and calculation 4)$ saved in the future
Other Methods of Slurry l)stabflow 2)oil agglomeration J)coal/oil dispersion 4)coaljmethanol 5)coaljliquid co2
Problems in Boiler Design to Burn CWS Fuel ilno coal facilities 2)minimize plant changes )}requirements for modification 4)ash content problems
Problems Facing the CWS Industry 1)maintain stable flame 2)complete burning ))combustion chamber 4)ash quantity lar~er
CWS Composition CWS cost vs. other costs Improve Market for CWS fuels
l)rise !~-~il'prices 2)r~duce CWS cost J)coal quali\r improvement 4)create domestic and export markets 5)successful demonstration.
AEP View i)their reode of transport 2)cost of east vs. west coal
Conclusmon
ii

I I I I I I I I I I I I I I I I I I I
INTRODUCTION
Today, we live in a world with a fluctuatin~ economy
and rising energy costs. Coal has been in the past, and is
presently, one of the cheapest sources of energy. Three
countries possess the majority of the world's coal resources,
these are: Russia, China, and the United States. Our
country is now attempting to become independent of foreign
energy supplies; coal will play an important role in achieving
this goal. The major use of coal is for generating electricity,
the burning of coal generates problems as well. Acid rain
is produced by the oxidation of sulfur (high concentrations
are found predominantly in eastern coal) which forms
sulfuric acid. The coal in the western United States
generally contains low sulfur concentrations. One solution
to the problem is to utilize western coal. The proble~
with western coal is the long distance to the major power
generating plants. (Refer to diagrB.!!l on p. 2). The
transportation costs of the western coal are expensive,
since the predominant mode of transportation is by rail.
To cut transportation costs the method of utilizing slurry
pipelines has been proposed. Slurrying, or transporting
coal by pipeline in a mixture of 50% water and 50~ pulverized
coal, has proved to be successful. The construction and
operation of the Consolidation Coal Pipeline in Ohio, and
the American Gilsonite Pipeline in Utah, both in operation
in 1957, marked the birth of a new transportation mode.
Since then slurry pipelines have been used throughout the
world to transport materials such as: coal, limestone, iron

I I I I I I I I I I I I I I I I I I I
WESTERN COAL DISTANCE TO MAJOR MARKETS
•
Source: Wasp, Thompson, "Slurry Pipelin~ - Energy Movers of the Future", Interpipe Conference, Hoston, Texas, November 1, 1973.
2
dittoe.1
Pencil

I I I I I I I I I I I I I I I I I I I
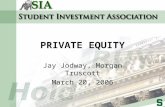
concentrate, gilsonite, copper tailings, kaolin, and gold
tailin~s. 1 (Refer to table on p. 4).
The major problems that are facinq slurry pipelines
today are to convince the utility companies that they are
a reliable source of coal, and to attain the power of eminent
domain. Presently, to cross highways, railroads, rivers,
streams, and canals, a pipeline must have a permit. These
permits are obtained from state or federal agencies. Due
to the lobbying power of the railroads the securing of these
permits has been obstructed. The options to circumvent this
problem are: 1) attain federal eminent domain ri~hts, 2)
attain state eminent domain rights or )) privately acquire
the necessary land.2
Slurry pipelines have proven to be an economical method
of transport. This is because 7o1> of the pipeline's cost
is a fixed capital cost. The railroads presently have a
75-85~ variable cost. (Refer to pp. 5-8). The low variable
cost of slurry pipelines can save the consumers many dollars
in the future. Pipelines use 1/8 of the labor railroads
use, and 4~ less steel over a 30 year period. They also
incorporate economies of scale; the ~ore material that is
transported, the lower the cost. The consumer also benefits
by the government not having to subsidize the pipeline,
unlike the railroads.) A slurry pipeline can also be used
to overcome the problems of difficult terrain at a lower
cost than other methods of transport.
The next section of this paper will c0ver the successful
operations of several slurry pipelines in the United States.
J

I I I I I I I I I I I I I I I I I I I
Length, Mill ion location Material Miles Diarneter 2 In. Tons/Year
Ohio Coal 108 10 1.30 Arizona Coal 273 18 4.80 Canada-I~* Coal 500 24 12.00 Utah Gilsonite 72 6 0.38 England Limestone 57 10 1. 70 Colombia Limestone 9 5 0 .3 5 Trinidad Limestone 6 8 o. 57 California Limestone 17 7 2.00 South Africa Gold Tailings 22 6 & 9 1.05 1asrnania Iron Concentrate 53 9 2. 2 5 Brazil Iron Concentrate 246 20 & 18 14 .oo Japan Copper Tailings 40 8 1.00 Ca nada~'r** Sulphur/Hydro. 800 12 & 16 Bougainville Copper Cone. 17 6 1.00 Wes:: Iran* Copper Cone. 68 3 0.30 Africa* Phosphate 3 12 s.oo Ohio Wastes (Raw Sew.) 13 12 Ohio* Wastes (Digested
Sludge) 45 6 New Zealand* Magnetite 6 8 & 12 1.00
* In design phase "-°* Under construction 'k-k* In planning phase
Sources Montfort, ''Operation Of The Black Mes& Pipeline System", Peabody Coal, P• 2.
4

I I I I I I I I I I I I I I I I I I I
INFLATION EFFECT ON COAL TRANSPORT COSTS
5.0---~--.....,...----r----,----,
4.0 I-en Q (.)
z Q
I- 3.0 ct I-cc Q a. en z ct cc 2.0 I-
w 2: I-
PIPELINE ct ...... w cc
1.0 1.1% ESC.
o-'-~~~~~~-+-~~---ifo--~~-t-, ~~---t
0 5 10 15 20 25 YEARS
Source: Wasp, Thol"lpson, "Slurry Pinelines - Energy Movers of the Future~, Interpipe Conference, Houston, Texas, Novemb~r 1, 1q71.
5

I I I I I I I I I I I I I I I I I I I
..... Ct> 0 (,.)
Zw o_, i= -ct ~ ..... z a: 0 Cl-~ a: z ·W ct a. a: v.i ..... .... z -'W ct(,.) :::> z z ct
COAL SLURRY PIPELINE TRANSPORTATION COSTS
1.5--------------.--------------.....,~----------,..------------,
1.0 0.9 -1-~~~~~.p!lo"""-"=~~~~~-t-~~~~---rtHROUGHPUT -1---~--~IC'.'""--...:::-..-.::-----t------t-Million Tons
0.8 per year 0.7
D.6 6.0---1
D.5
D.4
D.3
Includes Slurry Preparation
0.2
100 200 500
DISTANCE - MILES
1000 2000
September 1973
Source: Wasp, Thompson, "Slurry Pioelines - Ener~y Y.overs of the Future", Interpipe Conference, Houston, Texas, November 1, 1973.
6

I I I I I I I I I I I I I I I I I I I
::c 31:: :iii:
~ :i
COMPARISON OF ALTERNATE MODES OF COAL ENERGY TRANSMISSION
(FOR 1,000 MILE TRANSPORT DISTANCE)
5.0-----------------------.
4.5
4.0
3.5
3.0
2.5
2.0
0
0
. . . ~ • • • . . • • • . . . • . . . • • .. .. · . .. .. .. ..
•••• ••• f!f11 r •••••• -~~~~~.'SSION
···•····•·•··•······ UNIT TRAINS
----~-------@ 0.6,/Ton Mile
• EHV Cosu Ad1pted from FPC 1970 N1tion1I Power Survey Put I
e 1973 Cost BHis
2 3 4
Million Kilowatt Pl1nt C1p1city
3 6 9 12
Million Tons per Yur Coil
5
15
6
18
Source: Wasp, Thompson, " Slurry Pipelines - Energy Movers of the Future", Interpipe Conference, Houston, Texas, November 1, 1973.
7

TRANSPORTATION COSTS (fTRILLION BTU/DAY - 1000 MILES)
FUEL 'I MILLION BTU/100 MILE
01L aa COAL EXTRACT 1.5 GAS 2.0 COAL SLURRY 2.4 RAILROAD (0.6 ¢/TM:) 4.0
+10% Greater Distance
Source: Wasp, Thompson, ~slurry Pipelines - Enervy Movers of the Future~, Interpipe Conference, Houston, Texas, NoveMber 1, 197J.
8

I I I I I I I I I I I I I I I I I I I
SUCCESSFUL OPERATIONAL SLURRY PIPELINES
The Consolidation Coal Pipeline in Ohio, the American
Gilsonite Pipeline in Utah, and the presently operating
Black Mesa Pipeline in Arizona, are good exaMples of successful
slurry pipelines.
The Consolidation Coal Pipeline
The Consolidation Coal Pipeline began operating in
1957. Its purpose was to transport coal at a cheaper rate
than by rail. The project was a success. The original
rail freight was $2.63/ton, the raiJroad later raised
this to $3.47/ton. After the line was constructed and became
operational, the railroad reduced its rate to $1.88/ton.4
The line (10 inch diameter) extended for 108 miles between
Cadiz, Ohio and Eastlake, Ohio. They used 3 pumping stations
to keep the coal properly suspended. The flow was approximately
1/4 of the rate of the later constructed Black Mesa Pipeline,
approximately .38 m/sec.-.43 m/sec.5 The Ohio line transported
1.J million tons of coal per year, or about 4,600 tons/day.
The transit time for the coal was 32 hours. The line was
buried 3.5 feet below the ground (to prevent freezin~ in
the winter), and coated with a coal and ~lass wrap.6 (The
map on P• 10 shows the route of the Consolidation Coal Pipeline.)
The American Gilsonite Pipe~ine
The American Gilsonite Pipeline was 72 miles long,
6 inches in diameter, and extended from the Bonanza Mines,
Utah, to the proces~ing plant in Grand Junction, Colorado.?
9

I I I I I I I I I I I I I I I I I I I
ERIE
Consolidation Coal Co. Coal Slurry Pipe Line
SCALE OF MILES 10 0 10 20
I WARREN - SHARON
~ ~Ni les
lit Wadsworth
Orrv ille CANTON lei Solem
~ ~ \;, · Mossill~ )·,
Wooster
Dover
Tappan Rtstrvoir
~ ~
•Cadiz Cltndtning Rtstrvoir
Pitdmonl Rtstr110i\
Pum2ing Station No. I
Source: Halvorsen, "Operating Experience of the Ohio Coal P1peline", Coal Today and Tom~rrow, June 1964, P• 3.
10

I I I I I I I I I I I I I I I I I I I
The Black Mesa Pipeline
The operation of the Black Mesa Pipeline began in
1970. The s.vstem is 2?3 miles lomr, and mostl,'! constructed
of 18 inch diameter pipe. The final 13 miles of the line
is 12 inch diameter, due to a 3000 foot drop in elevation.8
The reduced diameter helot keep the veloci~y anrl pressure
constant. (The map on p. 12 shows the route and profile of
the Black Mesa Pipeline.) 'I'he slope o~ the line is 16~ to
reduce the solid builn-up during shutdown. The corrosicm
allowance per year is 2 mils.9 The average flow rate is
between 1.5 m/sec.-1.? m/sec. The capacity of the pipeline
is 5 million tons of coal/year, 660 tons of coal/hour are
transported. The total transit time for the slurry to complete
the route is 3 days. When the line is full it contains
45,000 tons of coal.10
There is a main slurry preparation plant with four
pumping stations to maintain suspension of the coal. The
slurry pipeline receives its coal from a mine located in
northeastern Arizona on the Navajo and Hopi reservations.
Coal comes into the preparation plant on a conveyor belt
and is dumped into bins. The dry coal is then crushed from
0" .. 1/4". Then it is ground with vater to the proper size
and further mixed with water and deposited into stora~e
tanks with pumps to keep it suspendect.11 This slurry from
the storage tank is later released through the line.12
The main preparation station is manned by operators. The
other pump stations are maintained automatically by mico-
wave remote cntrol with a few r&sidents to handle maintenance, .. 0

I I I I I I I I I I I I I I I I I I I
12000
• Las V1911
BLACK MESA PIPELINE
1-·- · I I
e Kingmtn
_ _ _J!T~ ·- ·-
• Seligman e Flagstaff
KAYENTA 0,~{:. MINE i.'?%
A R I Z 0 N A
• Pmcott
PROFILE OF BLACK MESA PIPELINE
Little Improved Colorado River State Hwy No. 68
12000
i 10000 Colorado Road
River No. 164 State Hwy No. 93 10000 i ~
I z Q j:: c > "" _, ""
Interstate
I State Hwy
Hwy No.64 8000 No.89
6000 6000
4000 4000
2000 2000 ,.">.
0 0 0 50 100 150 200 250 272.6
MINE POWER SITE DISTANCE - Mills PLANT
Source: Wasp, Thompson, "Slurry Pipelines - Energy Movers Of The Future", Interpipe. Conference 1973, Houston, Texas, NoveMbP.r 1, 1973.
12
~
I z Q
;:: c > "" _, ""

I I I I I I I I I I I I I I I I I I I
There are approximately 52 permanent personnel. The~e
include administrators, technicians, and maintenance personne1.13
In 1971 some coarser size particles were pumped through
the line, and led to clogging when ~he line was restarted.
Clogs were located b.v using pressure taps. Taps were also
used to remove the plugs and beating upon the pipe was
also required. They eventually reduced the size from 14~-
325 mesh or 44 micrometers to 1~324 mesh or 44 micrometers.14
When the pipeline is shutdown the pump cylinders
and valve chambers must be flushed out o~ the slurry will
pack into the crevices. Most shutdowns have been caused
bv power failures. The start-up of the line is a critical
and complex operation. The pressure and velocity of the
fluid must gradually be established or it can lead to clo~ging.15
The Black Mesa Pipeline has been shutdown for periods
ranging to 4 days in length with successful restarting.
The Black Mesa Pipeleine has been a technical success and
has done much to advance the pipeline industry.16
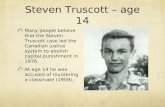
Presently, there are several slurry pipelines proposed
throughout the United States. (Refer to pp. 14-15).
One of the largest pipelines proposed has been the ETSI
Pipeline.
THE PROPOSED ETSI PIPELINE
In 1973 ETSI (Energy Transport Syster.i.s, Inc., a
conglomeration of: Bechtel, Lehman Brothers Kuhn Loeb,
Kansas-Nebraska Natural Gas Co., and United Energy Reources),
was formed. They proposed a pipeline originating in Gillette,
1J
dittoe.1
Pencil

--- -
-
0 (/
) 0
0 ::s
s;:
...,
'1
(J)
0 '1
CD
Cl
"
~ ~
CD
Ill
.. (/
)
'O
t:1 .
. Il
l ::::: ~
Ill
<1>
(/)
'1
.. .....
0
., I
ll C
l ::s
>< .....
Ill
"U
~
(/)
<D
.. c+
'1
>
a
-:j
f--1
'1
<1>
~§
-H
-...
.:i ::s
.. (/
) c+
........
. '°
c+
-....:i
~
-D
r+
• <1>
.....
-D
-....:i '° "U
.....
'O
<D
f--1 .....
::s Cl
----
----
----
-P
LA
NN
ED
CO
AL
SL
UR
RY
PIP
EL
INE
S
WA
LSEN
BURG
CO
AL
' '
AR
IZO
NA
/D
EPO
SIT
I I
>.irw
ME
XIC
O
N.
DA
KO
TA
S.D
AK
OT
A
HN
G/
RIO
GR
AN
DE
-v
1-
(f'
+ ,,
(\
0
GU
LF
O
F
ME
XIC
O
FLO
RID
A
GA
S CO
•
~ ~<l
4nB
-
dittoe.1
Pencil
dittoe.1
Pencil
dittoe.1
Pencil
dittoe.1
Pencil
dittoe.1
Pencil

I I I PLANNED U.S. COAL SLURRY PIPELINES
I I I I I I I I I I I I I I I I
PIPELINE LENGTH CAPACITY SYSTEM (Ml LES) (MMTA)
ETSI 1,378 25 NEVADA POWER 180 12 NORTl-IWEST /GULF 1, 100 10 HNG/DENVER RIO GRANDE 900 15 TEXAS EASTERN 1,200 25 FLORIDA GAS 1,500 25-50 BOEING 650 10
TOTAL INVESTMENT IN PRESENT DAY DOLLARS $10 BILLION
Source: Wasp, American Petroleum Institute 1979 Pipeline Conference, Dallas, Texas, April 17, 1979.
15

I I I I I I I I I I I I I I I I I I I
Wyoming, (in the Powder River Basin) extending to the south
central United States. The length would be approximately
1400 miles long, with a diameter of 38 inches, pump stations
would be located every 80-100 miles {approximately 19
pumping stations). The slurry would move 3.8 mph, with
a total transit time of 7-8 days. 1? The line was to have
transported 25-30 million tons of coal/year. The estimated
cost in 1985 dollars was $2 billion.18
A "coal evaluation plant" (CEP was constructed in
Redfield, Arkansas atthe Arkansas Power and Light's coal
burning generatin~ plant. This plant tested all aspects
of the grin~ing and dewatering processes of the Wyoming
coal. A dewatering plant was to be located at each
destination point of the slurry pipeline.19 Presently,
there has been no problem in treating the water to meet
EPA standards. The water is clearified to 10 parts per
million, lower than the public requirements. Coal also
acts as an absorbant, so even uranium, lead, .and arsenic
that are sometimes present in coal were not noticeably
20 dissolved. The study also concluded that the dewatered
coal could be stoc«piled and stored without affectinP-
thP. quality. The experiment also inv~lved transporting
the dewatered coal by barge to another location. This
experiment was also successful. There was no packing or
deterioration of the coal.21
In 1974 ETSI was given permission by the state of
Wyoming to use water from the Madison formation. The
Madison formation is a deep aquifer beneath the northern
16

I I I I I I I I I I I I I I I I I I I
Great Plains. There was a stipulation that they must
drill below 2500 feet.22 ETSI also proposed to build a
270 mile lon~, 136 inches in diameter aqueduct from the
Oahe Reservoir, S.D., to the coal slurKy preparation
station in Wyoming.23 (Refer to p. 18 for route of
aqueduct.) The Oahe Reservoir has 1 million acre feet/
year availible for industrial use. The reservoir stores
23.5 million feet/year with an avera~e downstraem flow
of 18.5 million acre feet. The Oahe Reservoir would have
provided up to 50,000 acre feet/year to ETSI, well over
what their actual need would have been. It has been
estimated that the cost of transporting the water would
have been approximately 6~ of the total cost of the transport
of coal (approximately $10/ton for total water cost).24
The ETSI line proposal was shelved in July, 1984, due
to problems in procuring water and eminent domain rights.
ETSI had attempted to circumvent eminent domain problems
through their "Window Program". This program secured the
easement rights where the railroads only held the surface
easements, subsurface rights belonged to the landowners.25
MICROBIAL REDUCTION OF SULFUR CONTENT IN COAL
To make eastern coal more desirable for slurry line
development, research has been carried on to reduce the
sulfur content of the coal.
"In 1983, Atlantic Research Corporation developed a
17

I I I I I I I I I I I I I I I I I I I
· .. - - . ,.._, ._ -~ :£T·· · .. ._ .. ... _ -- · ! .. ·, ",: :,. '·> · NORTH DAKOTA : -~ . .· ·J.Mf t~.~ ·~·/: ··. r:·:: -·'."·-·~·-·-·-........... ·-·-·-·-· :·· .· .,,..,. ; . - ..
t' •• ~ ;" •. • . . . • ~ •.
.. :/-: :. ::i: . <> •. :.- J : . . .. ' . . ~~~;:·:.:~~~·~~~-~--~·:;.: . .; -:·· ;:.· . :· :: .. :~ ... - _.1-·.· > : · .. '
.- <~: :::~~N~- ... · l .. : · r : ' ~; - ::::;: ·SOUTH. DAKOTA
~'~w~-~.:-~FD :. f :;;;07c · ... ~ . . " .
· ·. ... ... . • ; . r.· · · - ·~
. . ~ ..: ·:.'· -! , ~ . '. ·"' -:- '.;;. :\ ..
,. /; ·
--·-·-·-·"'Neefl'AstfA-·-·--·-·-·-·-·-
Surface water for Powder River Basin coal development. Water source is Oahe Reservo ir .
Sources Wasp, ''$10 Billion For Slurry Pipelines Expected During Next Decade .. , Pinelin~ & Gas Journal, February 19?9, P• 1.
18

I I I I I I I I I I I I I I I I I I I
microorganism capable of removing thioohenic sulfur from coal and converting the sulfur to water soluble sulfate. This microorganism, CB1, was developed from a mixed culture through muta~enic alteration of the ~enetic characteristics of the microbes to enable the survivor to utilize sulfur but not carbon from the model compound dibenzothiophene. CB1 is a unique microorganism having physical and biochemical characteristics that differ froM other known microbes of its species. A patent application on CB1 and its use in desulfurizing fossil fuels has been filed."
The first step in the process was to dechlorinate
the water used to produce the medtUJI! for CB1 ~rowth and
incubation. A salt and carbon mixture was added to this
to "feed" the CB1. This feed was kept under UV li~ht to
prevent the growth of unwanted microorganisms. The Ph was
kept constant between 25-35° C. The microorganisms were
then filtered and concentrated into a thick broth. The
coal slurry was then pumped into the coal reactor which
was kept aerated and at a constant temperature. The slurry
was then dewatered and washed to remove the sulfate and
any metals. The water then went back to the coal feed
tank to be reused. 27
The growth rate of CB1 was replication every sixty
minutes. Samples of high sulfur coal were treated with
CB1 to test the ability of the microbe to remove sulfur.
There are two factors which affect the amount of sulfur
removed; these ares 1)t~e amount of sulfur present in the
coal, 2) the surface properties of the coal. The ideal
coal surface shouldbe finely ground and no oxidation of
coal should have taken place. Oxidation of the coal inhibits
28 the attachment of the enzyme to the coal.
19

- I'\)
0
- -- -
- --1
00
M
ISH
F
llE
D
ClA
lllf
lfD
SU
PIE
llN
AT
AN
T
:3:
o en
lb
....
., 0
.,
i::
0 () .,
::
r' 0
()
lb
C])
f--1
.....,.
a '°
.. co
:x:
C]
) \.
]\
{/)
::1
>-3
0.
>CD .,
0 Cl
! 0
0 ::s
::s .....
, .. C
]) ., CD ::s ()
CD
~
,....
0 ., 0 >-
"a
' '°
µ.
'.))
lb
\.]\
f--
1
~~
;>;"
i::
~
f--1 ,..,
>-3
i::
lb
..,
::r'
I-'·
0 t'
I C
]) ll>
c+
I-
'· zo
C
]) ::s
~ a.
lb
TH
ICK
EN
ED
C
OA
L
llE
CY
CL
E
CA
KE
P
llO
DU
CT
-
WA
TE
ll
-M
IXIN
G/
DIL
UT
ION
TA
NK
-
TH
ICK
EN
Ell
- 11
TP
H
FL
OA
T
-F
LO
TA
llll
E
FL
OT
AT
ION
CO
LU
MN
S
1D
TP
H
llE
FU
SE
10
TP
H
llE
FU
SE
I lff
M
AK
E
UP
W
AT
Ell
WA
TE
ll
Tll
t:A
TM
EN
T
WA
ST
E
SL
UD
GE
F
il T
llA
TIE
DE
WA
TE
lllN
G
- -- -
-M
AK
E
UP
W
AT
Ell
WA
TE
ll
Pll
ET
llE
AT
ME
NT
FL
OT
AT
ION
P
llO
DU
CT
SU
llO
E
TA
NK
CO
NC
EN
Tll
AT
ED
F
EE
D
RE
CY
CL
E
ME
DIA
~ '
llT
PH
C
ON
TIN
UO
US
FL
OW
FIE
llM
EN
TIE
llS
llT
PH
CO
AL
llE
AC
TO
ll
CL
EA
N
CO
AL
Oll
OA
NIS
M
all
OT
H
UL
Tll
AF
ILT
llA
TIO
N
SY
ST
EM
Oll
OA
NIS
M
WA
ST
E
CO
NC
EN
Tll
AT
ED
O
llO
AN
ISM
S
De
mo
nstr
atio
n
Pla
nt
Flo
w
Sch
em
ati
c
dittoe.1
Pencil

I I I I I I I I I I I I I I I I I I I
Based on present information, the estimated cost of a
large scale processing plant to reduce the amount of sulfur
approximately 4-0% is $J5,ooo,ooo.oo. This plant would treat
100 tons/hour. For a plant with dewatering facilities
the cost is $26/ton, w.1.thout dewatering facilities the cost
is $21/ton.29 Refer to p. 20 for a schematic of a plant.
ECONOMIC ANALYSIS or A PIPELINE PROPOSAL
The Baltimore Gas and Electric Company (BG&E) contracted
with Bechtel in September, 198), to study the feasibility
of constructing a slurry line to transport coal from south·
western West Virginia and Maryland to a port on the shore
of the Chesapeake Bay.JO The coal sources which were
investigated were in West Virginia, Pennsylvania, and
Maryland; these sources comprised coal reserves of over
29 billion tons. The line would transport 15 million
tons/year, with an expected operating life of 25 years. 31
A DCF (discounted cash flow) analysis was used to
caleulate the feasibility of the line. The operation and
maintenance expenses were first put into 1984 d~llars,
then escalated to approximate the cost of the construction
and operational period. The result of the cost approximation
of transporting coal for a 1984 rate was $12.60/ton, this
included the weip,hing and transportation to a barge terminal.
The comparable rail rate pr~sPntly is $15.42/ton. The
monetary savings for the slurry pipeline will come in the
future, since the escalation rate for the slurry pipelines
has been at the Most 6~, wheras the estimated rail escalation
21

I I I I I I I I I I I I I I I I I I I
rates have been 8-10~ (which are not an accurate reflection
of past rates). A projected $11-23 billion dollar savings was
predicted for a 25 year period.32 On PP• 23-27 there are
maps of the proposed pipeline route as well as the detailed
DCF analysis.
Other methods of transporting coal by slurry instead
of the 50/50 coal/water mix have been proposed. Some of
the other methods under consideration are: stabflow,
oil agglomeration, coal/oil dispersion, coal/methanol, and
coal/liquid C02.JJ
Sta bf low
Stabflow, or stabilized flow is coarser coal (50 mm)
supported and carried by a mix of fine coal and water.
One advantage of this method is that dewatering is much
easier. The rate of degradation of the particles, and
the stability of the mix during the loading and unloading,
and the wear on the pipeline has not been studied in detail.34
Oil Agglomeration
Oil a~glomeration has been a method of coal cleaning
for years. The coal f~ finely ground and oil is added.
The oil adheres to the surface of the coal but not the ash,
allowing the ash tc be separated out. One of the problems
with this method has been the high cost of the oil used.
A 15-20~ mix of oil is necessary. There have been proposals
to inject the oil at points that are a distance from the end
oft.he.pipeline. The agglomeration would occur in the
pipeline and the separation would occur &t tlH1 ~·nd of the
pipeline with the use of screens and the oil could later
be recycled.J5
22

- l\)
\...J
- -- -
- ---
- -- -
-·-
J ) ? .r
' ,/
M
OR
GA
NT
OW
N e
•PA
RK
ER
SB
UR
G
(
r.E
ST
VIR
GIN
IA
) C
HA
Al.E
BT
ON
•
Cl.A
AK
SB
UR
G
•
l /
. /
BE
CK
LEY
I
/~t!
--J
l P
um
p&
-1
~ ""-
('-./
-~"
'-..
...... -·-
·-./
-rf
tLIH
E f
llOU
Tl
----• P
OW
ER
LIN
f SO
UT
H M
>ll
ll
---P
OW
Efl
lLIN
E N
OR
TH
ftO
UT
l
o..
....
....
....
. _ .
. .....
....... ,~ . ...,
..........
..........
.. .....mlllofU..~t..
-'''~~fl'dc_....
---ity
. \,
PRO
POSE
D P
IPE
LIN
E R
OU
TE
~
VIR
GIN
IA
1;)
' ~
Sou
rce
: H
aim
, "E
con
omic
Eva
luati
on
of
a Co
al S
lurr
y P
ipel
inei
fr
om
Wt!
St Vir~inia
to M
aryl
and"
, ST
A
Con
fere
nce
1 QR~
, L
ake
Tah
oe,
Nev
ada
, Ma
rch
1qR
5.
MA
RY
LA
ND
0
- -- -
dittoe.1
Pencil

- N ~
- 0 M N
0)
- -- 0 0
----
- -C
OA
L PR
OD
UC
ING
C
OU
NT
IES
SOU
THW
ESTE
RN
W
EST
VIR
GIN
IA
0 M
0 0
- -- 0 M
0 0)
- ---
LEG
END
• C
Ol\L
PR
EP
PLl\N
T
£ C
Ol\L
M
INE
l\
RE
l\S
----S
LU
RR
Y
P/L
R
OU
TE
(PR
EL
I M
I Nl\R
Y l
-++>
++->
-++-
<>-+
-R
I\ IL
R
Ol\O
~~~-
LO
Cl\L
G
l\TH
ER
ING
-
0 I
0 2
0
30
MIL
ES
HC
HT
IL
PE
Tll
llO
U:U
lo
llC
•
MIU
ITI•
BA
LTIM
OR
E G
AS
& E
LEC
TRIC
I ~
<
I I
CO
l\L
S
LU
RR
Y
p I P
EL
I N
E ~
FE
l\S
IBIL
ITY
S
TU
DY
FIG
UR
E 1
So
urc
e: H
aim
, "E
cono
mic
E
val
uat
ion
of
a C
oal
Slu
rry
Pip
elin
e fr
om W
est Vi
r~inia
to M
ary
lan
d'',
ST
A
Co
nfe
ren
ce
1985
, L
ake
Tah
oe,
Nev
ada,
M
arch
1
98
5.
dittoe.1
Pencil

----
----
----
----
---
N
\Jl
260
240
220 l
200
[
180
160
I-
z
PR
OJE
CT
ED
RA
IL A
ND
PIP
EL
INE
RA
TE
S
SO
UT
HW
ES
TE
RN
WE
ST
VIR
GIN
IA T
O B
AL
TIM
OR
E,
MA
RY
LA
ND
BASI
S:
BASE
RAT
ES (
1984
): $1
5.42
fTO
N R
AIL
$1
2.60
fTO
N P
IPE
LIN
E
ES
CA
LATI
ON
RAT
ES:
6% P
IPE
LIN
E
8% 1
0%1
RA
IL
THR
OU
GH
PU
T:
15 M
ILLI
ON
TO
NS
PER
YE
AR
c 14
0 t::
~
w ~
120
a:
100 BO
60
40
PIP
ELI
NE
, 6%
ESC
.
20 l:
:----.
-:::--
-0 ..._~.._~..._~.._~..._~..._~_._~_._~_._~_._~_._~...._~...._~_._~_.___.
1984
19
86
1988
19
90
1992
19
94
1996
19
98
2000
20
02
2004
20
06
2008
20
10
2012
20
14
YE
AR
Q) s:::
·rl
Q)
rl
..:.:
~j
·rl
P..
"'
\{\
>,C
(' ...
°' ~ ...
. rl
t>
{f)
{
) s:::
rl
Q)
.,, ...
0 Q
) C
,)
c..,
<
§ C,)
~
O<
E--
< s:::
{f)
0 ·rl
"'
+' ~
.,,
-0
;::!
s:::
r-i
.,,
.,, rl
• >
t>,
\{\
C>
:J ...
ex::
.,, °'
{) ~ ....
·rl Ee:
0 ..c:
: 0
E--<
{)
s:::
... 0
ell~
{)
..-1 ~
C>:J
s:::
~
·rl
"'
hC.,,
..
...
-0
E
•rl
I'll
·H !
> >
.,,
C
l :r:
+' z
Vl
••
Cl)
Q) ~
"'
()
Q)
J..
E
o ::1
b
..c::
0 ...
.,,
(/
) 1%
. E--
< •
dittoe.1
Pencil
dittoe.1
Pencil

I I I I I I I I I I I I I I I I I I I
Financial, Accounting and Econmic Bases
Capital Cost (1st quarter 1984) $615 million
Annual Operating Cost (1st quarter 1984) $103.5 million
Construction Period
Operating Period
Financial Structure
Debt
Equity
Debt Service
Term Loan
Repayment Schedule
1991-1994 inclusive
1995-1997 inclusive
1998-1999
2000
Interest Rate
DCF Return on Equity
Ad Valorem Taxes
Combined Federal and State Income Tax Rate
Investment Tax Credit
Base Time Period
Working Capital
Escalation Rates
Capital Costs
Ad Valorem Taxes
Operating and Maintenance Expenses
Unit Cost (or tariff)
3 years (1986, 1987, 1988)
25 years (1989-2013 inclusive)
75 percent
25 percent
15 years (1986-2000 inclusive)
5 percent per year
10 percent per year
15 percent per year
20 percent per year
11 percent
20 percent
1.5 percent of investment
50 percent
10 percent
1st quarter 1984
50 percent of first-year operating and costs
5 percent
2 percent
maintenance
6 percent after startup, 5 percent before startup
6 percent
Source: HaiM, "Econnmic Evaluation of a Coal Slurry Pioeline from ~est Virginia to Maryland", STA Conference 1995, Lake Tahoe, Nevada, ¥.arch 19R5.
26
dittoe.1
Rectangle
dittoe.1
Rectangle
dittoe.1
Rectangle
dittoe.1
Rectangle
dittoe.1
Rectangle

I I I I I I I I I I I I I I I I I I I
Item
Preparation Plants
Pipeline
Pump Stations
Estimate Summary
Terminal Facilities and Water Treatment
Other Costs
TOTAL
OPERATING AND MAINTENANCE EXPENSES
$ millions Total
86
158
77
158
136
~
Order-of-magnitude annual operating and maintenance expenses are
summarized in Table 4.
Summary of Operating and Maintenance Expenses
Item
Power
Operating Maintenance Labor
Supplies
Indirects (Headquarters)
Coal Gathering
Total
Annual Cost (1984 Dollars)
$ 30. 7 million
12. 7 million
25.0 million
1.0 million
34.1 million
h03. 5 million
Source:Haim, "Economic Evaluation of a Coal Slurry Pipeline from West Virginia to Maryland", STA Conference, Lake Tahoe, Nevada, March, 1985.
dittoe.1
Rectangle
dittoe.1
Rectangle
dittoe.1
Rectangle

I I I I I I I I I I I I I I I I I I I
Coal/Oil Dispersion
Coal/Oil dispersion is the suspension of ultra-line
coal in oil. The purpose of developing it was to substitute
the mixture for fuel oil in conventional oil burning units
for direct combustion. The coal is ~round to 50· ~)er\1fti~t.ers and
mixed with a no. 6 fuel oil in a 40~ Cw(slurry concentration
by weight) mix. One disadvantage to this method is ~~at
the mixture must be kept hot to be pumpable. In experimental
no settling has occurred during storage. A low
ash coal would probably burn the easiest in the oil burning
equipment presently used.:36
Coal/Methanol
A coal/methanol mix has also been proposed and studied
for direct combustion. The coal is ground to -150 um
particles and mixed with methanol to a 50~ Cw or methyl
alcohols to a 50-75~ Cw ~ix. The major disadvantage with
this method is the high cost of producing methanol or methyl
fuel. Methanol also requires large quantities of water
for preparation.37
Coal/Liquid co2
Coal/liquid co2 slurry pipelines have been proposed
and closely studied for use in the western United States
where the limited water supply is a problem. The coal/
liquid cei mixtures which have been tested show little
friction loss, and low pipeline wear rates (even at high
velocities and heavy loading of solids ). The major restriction
on coal/liquid CO slurry lines is temperature. The critical 2
28
dittoe.1
Rectangle

I I I I I I I I I I I I I I I I I I I
temperature of 32°c and constant pressure must be maintainett.38
Burning coal in boilers designed for oil can present
problems. The first problem is that existin~ boilers have
no facilities to handle coal, the coal must be prepared
somewhere else and transported. The sAcond problem is
utilizing the coal in order to minimize chan~ing the plant's
construction.39 Modifying an oil burning boiler usually
requires a steeper furnace hopper, deslaggers, soot blowers,
new burners, larger fans, and ash removal and handling
equipment. The ash content fromeoal forces the boilers
to be retro-fj,,tted. The trade-off of retro-fitting the
boiler compared with the cost of cleanin~ coal is about
equ~walent.40 Ultra-fine grinding of the coal needs to be
tested, they hope this will reduce the sla~ging, fouling,
and tube erosion of the conventional boiler.41
Some of the problems facing the C"NS(Coal Water Slurry)
fuel today ares 1) maintenance of a stable flame
over load fluctuations and coal ~VPes, 2) complete burning
of the slurry fuel, 3) smaller combustion chambers than
coal has been previously burned 4), larger quantities of
ash (100x greater than oil). The ash can create problems
on the surface that transfers the heat of the flame to the
water to produce steam. Ash in a molten state can stick
to boiler tubes and act as an insulating layer, reducing
heat transfer.42
The CWS fuel bein~ used in oil fired boilers today is
generally composed of 70-751' coal, 24-2~ water, and a
29

I I I I I I I I I I I I I I I I I I I
1~ chemical additive (to stabilize the slurry for storage).
It has a consistency similiar to latex paint, and stores
and burns like fuel oi1.4J The cost of the additive is
high, $7/ton. The cost of reducing the ash level of the
coal is also an expensive process. 44 Today the price of
no. 6 oil is $29.00/barrel ($4.6 per MBtu), CWS fuel is
$J.2 per MBtu, the differnce is $1.40 per MBtu. For the
market to grow the pricedifferential needs to increase.45
To improve the CWS fuel market the followin~are neededs
1) a rise in oil prices, 2) reduced CWS fuel production costs,
J) reduced de-rating costs of boilers, 4) an improvement
of coal quality, 5) a creation of domestic and export
markets, and 6) a successful demonstration for the consumers
of the product.46
With the technology existing for slurry pipelines it
is suprising how the largest purchaser of coal in the
United States, American Electric and Power.(AEP), has
not considered building a slurry pipeline. AEP delivers
coal by the following methodss 48
AEP Transportation in 1984
15.5 million tons 6.4 6.1 5.4 9.7
J6~ rail 14.8~ rail to barge 14.0~ barge alone 12.6~ truck 22.6~ conveyor systems
AEP also uses large quantities of western coal, suprisingly,
their transportation costs for eastern and western coal are
approximately the same. Western coal is worth $10/ton, with
transportation costs of $20-25/ton ($40/ton total). Eastern
JO

I I I I I I I I I I I I I I I I I I I
coal is worth $30-35/ton, with transportation costs of
$5/ton ($4o/ton total).49
·············••************************************************ CONCLUSION
·······················································••••**** The development of the coal slurry pipeline has been
a long, uphill battle. As our country's dependence on
foreign resources in©~~as~s, the development of our own
resources continues to ~row. Hopefully, in the future,
the traditional American ideals, r~~~ enterprise, and American
ingenuity, will dominate. The technology exists, only the
opportunity to expand awaits the sl:urry pipeline industry.
Meanwhile, the: rest of the world uses American technology,
constructing numerous pipelines. Unfortunately, here in
the United States the battle rages on between the railroads
and the slurry pipelines.
)1
dittoe.1
Rectangle

I I I I I I I I I I I I I I I I I I I
FOOTNOTES
1 Snoek, Thompson, Wasp, Chemical Technology, p.1.
2 Wasp, Pipeline & Gas Journal, p.2.
J Ibid, p.5.
4 Halvorsen, Coal Today & Tomorrow, p.J.
5 Snoek, Thompson, Wasp, Chemical Technology, p.4.
6 Halvorsen, Coal Today & tomorrow, p.4.
7 Snoek, Thompson, Wasn, Chemical Technolo&Y• p.4.
8 Montfort,(Operating Experience of the Black Mesa Pipeline), P• 16.
9 Ibid, P• 16.
10 Ibid, P• 16.
11 Montfort, (Operating Experience of the Black Mesa Pipeline), p. 16.
12 Ibid, p.16.
1J Ibid, P• 16.
14 Ibid, p.16.
15 Ibid, p.18.
16 Ibid, p.18.
17 Wasp, (Society of Mining Engineers Meeting), p. 7.
18 Wasp, (7th PIM Coal Conference), p. 14.
19 Ibid, p.12.
20 Ibid, p. 10.
21 Wasp, (Society of Mini~g Engineers), p.15.
22 Wasp, (?th PIM Coal Conference), p.5.
23 Wasp, (Society of Mining Engineers Meeting), p. 21.
24 Wasp, Pipeline & Gas Journal, p. 4.
25 Wasp, (?th PIM Coal Conference), p.5.
26 Henderson, (Microbial Desulfurization of Coal), p.1.
27 Ibid, p.5.
32

I I I I I I I I I I I I I I I I I I I
28 Ibid, p.5.
29 Ibid, P• 8.
JO Haim, (Economic Evaluation),p.2.
Jl Ibid' p. 31 •
32 Ibid, p. 32.
33 Brookes, Dodwell, (BP Ca.Al), p.4.
34 Ibid, p.4.
35 Ibid, p.5.
36 Ibid, p.6.
37 Ibid, p.6.
38 Ibid, p.?.
39 E-lab, p.2.
40 EPRI Journal, p.9.
41 Manfred, (Quo Vadis Coal Slurry?), P• 7.
42 E-lab, P• 2.
43 EPRI Journal, P• 9.
44 Brookes, Dodwell, (BP Coal), P• 11.
45 Manfred, (Quo Vadis Coal Slurry?),p. 4.
46 Ibid, P• 6.
4? Romanoski, Interview.
48 AEP Coal Courier, P• 28.
49 Romanoski, Interview.
33

I I I I I I I I I I I I I I I I I I I
BIBLIOGRAPHY
Brookes, Dodwell, "The Economic and Technical Evaluation of Slurry Pipeline Transport Techniques in the International Coal Trade", BP Coal.
"Coal-Water Slurries", E-lab, January-March 1984, PP• 1-3·
Haim, "Economic Evaluation of a Coal Slurry Pipeline from West Virginis to Maryland", STA Conference, Lake Tahoe, Nevada, March 1985.
Halvorsen,"Operating Experience of the Ohio Coal Ptpeline", Coal Today and Tomorrow, June, 1964.
Henderson, "Microbial Desulfurization of Ca&l", STA Conference 1985, Lake Tahoe, Nevada, March 1985.
Manfred, "Quo Vadis Coal Slurry?", STA Conference 1985, Lake Tahoe, Nevada, March 1985.
Montfort, "Operation of the Black Mesa Pip~line System", November 9, 1978.
Montfort, "Operating Experience of the Black Mesa Pipeline", Peabody Coal.
"News Digest", AEP Coal Courier, March 1985, p. 28.
Romanoski, Bernie, interviewed by Helen Truscott, Lancaster, Ohio, 2sOO, May 1, 1985.
Snoek, Thompson, Wasp, "The Era of Slurry Pipelir..es",Chemical Technology, September 1971, PP• 552-562.
Wasp, E., ~coal Slurry Transportation Alternatives and the Prospects for Another Western Coal Slurry Pipeline", Society of Mining Engineers, Salt Lake City, Utah, October 19, 198).
Wasp, Thompson, "Slurry Pipelines - Energy Movers of the Future", Interpipe Conference 1973, Houston, Texas, November, 1, 1973.
Wasp, E., "$10 Billion for Slurry Pipelines Expected During the Next Decade", Pipeline & Gas Journal, February, 1979.
Wasp, American Petroleum Institute 1979 Pipeline Confernece, Dallas, Texas, April 17, 1979.
Wasp, "Outlook for the Long Distance Slurry Pipeline Industry", 7th Annual PIM Coal Conference on Production and Transportation, Houston, Texas, February 25-?7, 1981.
Many of the sources cited were obtained by my attendance at the Slurry Technology Association's Conference at Lake Tahoe, Nevada, March 26 & 27, 1985.

I I My sincere thanks are extended to Mr. Anderson for his
encouragement and patience.
I I I I I I I I I I I I I I I I I 35