Offshore Wind Turbine Foundation Monopile CP Retrofit Options

of 51
Upload
subrahmanyan-edamanaCategory
view
21download
0description
Hightech solutions are often based on simple ideasANDRITZ air pollution control
Energy Community Workshop, October 2012
Retrofitting of LargeCombustion PlantsCh. Patterer, 31.10.2012, Vienna
2 ANDRITZ Energy & Environment
Overview of the Andritz Group
WET Flue Gas Desulphurisation (W-FGD)
DRY Flue Gas Desulphurisation (D-FGD)
Comparison of WET and DRY FGD Solutions
WET and DRY FGD Projects under Execution
Energy Community WorkshopTable of content
3Company
ANDRITZ AG, Graz, Austria (Group headquarters)
More than 180 production and service sites worldwide
Employees: approximately 17,400 worldwide (as of June 30, 2012)Key figures 2011
Order intake: 5,707 MEUR
Sales: 4,596 MEUR
Net income (including non-controlling interests): 232 MEUR
Equity ratio (as of end of 2011): 21 %Products and services
Plants and services for hydropower stations, the pulp and paper industry, solid-liquid separation in the municipal and industrial sectors, the steel industry, and the production of animal feed and biomass pellets
The ANDRITZ GROUPOverview
ANDRITZ Energy & Environment
4* Long-term average share of the ANDRITZ GROUPs total order intake
Electromechani-cal equipment for hydropower plants (mainly tur-bines and genera-tors); pumps; turbo generators
Systems for the production of all types of pulp and of certain paper grades (tissue, cartonboard); boilers
Equipment for the mechanical and thermal solid/liquid separation for municipalities and various industries
Systems for the production and processing of stainless steel and carbon steel strips; industrial furnaces
Systems for the production ofanimal feed pellets (pet and fish food) and biomass pellets (wood, straw)
HYDRO40-45%*
PULP & PAPER30-35%*
SEPARATION10%*
METALS10%*
FEED & BIOFUEL5%*
ANDRITZ Energy & Environment GmbH company presentation October 2012
Company ProfileA world market leader in most business areas
5Sales of the ANDRITZ GROUP (MEUR)
1.110 1.2251.481
1.744
2.710
3.2833.610
3.1983.554
4.596
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
PULP & PAPER1990 Sprout-Bauer1992 Durametal1994 Kone Wood1998 Kvaerner Hymac1999 Winberg2000 Ahlstrom Machinery2000 Lamb Baling Line2000 Voith Andritz Tissue LLC (JV)2002 ABB Drying2003 IDEAS Simulation 2003 Acutest Oy2003 Fiedler2004 EMS (JV)2005 Cybermetrics2005 Universal Dynamics Group2006 Ksters2006 Carbona2006 Pilo2007 Bachofen + Meier2007 Sindus2008 Kufferath2009 Rollteck2010 Rieter Perfojet2010 DMT/Biax2011 AE&E Austria2011 Iggesund Tools2011 Tristar Industries2011 Asselin-Thibeau
FEED & BIOFUEL1995 Jesma-Matador2000 UMT2005 Chemes Strojarne
HYDRO2006 VA TECH HYDRO2007 Tigp2008 GE Hydro business2008 GEHI (JV)2010 Precision Machine2010 Hammerfest Strm (55.4%)2010 Ritz2011 Hemicycle Controls
SEPARATION1992 TCW Engineering1996 Guinard2002 3SYS2004 Bird Machine2004 NETZSCH Filtration2004 Fluid Bed Systems of
VA TECH WABAG2005 Lenser Filtration2006 CONTEC Decanter2009 Delkor Capital Equipment2009 Frautech2010 KMPT
METALS1997 Sundwig1998 Thermtec2000 Kohler2002 SELAS SAS Furnace Div.2004 Kaiser2005 Lynson2008 Maerz2012 Bricmont2012 Soutec
Strengthening of the Market PositionGrowth through organic expansion and acquisitions
ANDRITZ Energy & Environment
6Important Key Figures Q2 and H1 2012 at a GlanceSatisfactory business development
Unit H1 2012 H1 2011 +/- Q2 2012 Q2 2011 +/- 2011
Order intake MEUR 2,554.4 3,644.5 -29.9% 1,193.2 1,978.5 -39.7% 5,706.9
Order backlog (as of end of period) MEUR 6,935.9 7,249.0 -4.3% 6,935.9 7,249.0 -4.3% 6,683.1
Sales MEUR 2,437.8 2,011.1 +21.2% 1,252.1 1,087.4 +15.1% 4,596.0
EBITDA MEUR 184.7 157.0 +17.6% 98.2 88.3 +11.2% 386.2
EBITA MEUR 155.6 131.6 +18.2% 83.1 75.5 +10.1% 331.5
EBIT MEUR 143.1 123.1 +16.2% 76.4 71.1 +7.5% 312.7
EBT MEUR 149.8 127.1 +17.9% 79.7 72.1 +10.5% 321.7
Financial result MEUR 6.7 4.0 +67.5% 3.3 1.0 +230.0% 9.0
Net income (including non-controlling interests) MEUR 107.5 89.7 +19.8% 57.1 50.9 +12.2% 231.5
Cash flow from operating activities MEUR 119.4 206.8 -42.3% 88.2 55.7 +58.3% 433.8
Capital expenditure MEUR 34.5 23.5 +46.8% 15.0 13.2 +13.6% 77.0
EBITDA margin % 7.6 7.8 - 7.8 8.1 - 8.4
EBITA margin % 6.4 6.5 - 6.6 6.9 - 7.2
EBIT margin % 5.9 6.1 - 6.1 6.5 - 6.8
Employees (as of end of period) - 17,420 16,119 +8.1% 17,420 16,119 +8.1% 16,750
ANDRITZ Energy & Environment
7Broad research coverageBaader Bank, Berenberg Bank, Cheuvreux, Commerzbank, Deutsche Bank, Erste Bank, Goldman Sachs, Hauck & Aufhuser, HSBC, J.P. Morgan, Kepler Capital Markets, RCB, UBS
Relative share price performance of the ANDRITZ share versus the ATX since the IPO:
Performance June 2001(ANDRITZ IPO) untilJune 30, 2012: ANDRITZ: +1,444% ATX: +60%
Performance in H1 2012: ANDRITZ: +23% ATX: -2%
Market capitalizationANDRITZ as ofJune 30, 2012: 4,215 MEUR
Note: On April 23, 2012, the ANDRITZ share was split in a ratio of 1:2. All share price data and key figures were adjusted accordingly.1 June 2001: IPO at 2.63 EUR/share 2 June 2003: Secondary Public Offering at 2.85 EUR/share 3 Closing price as of March 30, 2012: 40.52 EUR
ANDRITZ ShareSolid performance, broad research coverage
ANDRITZ Energy & Environment
8Pulp & Paper
ServicesPaper
TechnologyMechanical
PulpingFiber
PreparationPulp DryingRecovery &
PowerFiber and Chemical
Wood Processing
ANDRITZ GROUP
Air Pollution Control
Steam generators and plants
ANDRITZ Energy & Environment
Power plant services
Air Pollution Control within ANDRITZDiversified product range and a clear focus
WET Flue Gas Desulphurisation (W-FGD)Limestone based open spray tower technology
10
Raw gas
Cleangas
Gypsum
Limestonepowder
Process characteristics: Open spray tower optimized by advanced CFD tools Removing of acid gaseous pollutants (SO2, HCl, HF) Low operation cost due to low sorbent costs (limestone) Low maintenance costs Beneficial use for solid product (marketable gypsum) Most used technology worldwide
Performance data: High SO2 removal rate: up to 99 % SO3 removal rate: up to 70 % Dust removal rate: up to 80 % High HCl removal rate: up to 99 %
Capacity: Flue gas volume flow: 4.8 Mio. m3/h (std,wet) SO2 concentration: up to 30,000 mg/m3 (std,dry)
Applications: Power stations (bituminous coal, lignite, fuel oil, ..) Industry (cement, steel, ..)
WET Limestone Flue Gas DesulphurizationWell proven technology for high removal efficiencies
ANDRITZ Energy & Environment
11
Advantages:
Low operation cost
Low maintenance costs
Limestone as available and cheap absorbent
Producing marketable gypsum
WET Limestone Flue Gas DesulphurizationTailor made solutions for each application
ANDRITZ Energy & Environment
12
Removing of acidic gaseouspollutants (SOX, HCl, HF) anddust
ANDRITZ Energy & Environment
Clean gas
Gypsum
Limestone
Water
Oxidation air
Raw gas
WET Limestone Flue Gas DesulphurizationOne process step for various pollutants
13 ANDRITZ Energy & Environment
WET Limestone FGD Process and Auxiliary SystemsHighly efficient and maintenance friendly
Limestone Storage, Slurry Preparation System
Gypsum Dewatering and Storage System
Absorber, Oxidation Air System, Slurry Recirculation
Waste Water Discharge
Ash Removal System
14
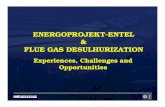
FGDplus as Enhancement of the Open Spray TowerReduced investment as well as operation costs
Process characteristics: Scrubber with adapted mass-transfer regime Optimized combination of high removal and fine removal
within the absorption zone Increase SO2-removal efficiency for high inlet concentration Maximize dust, aerosol and HM removal Decrease of invest costs
Number of spray banksAbsorber height (sump, absorption zone)Pump size
Decrease of operation costs Pressure at nozzlesDecrease of liquid to gas ratioOptimized behavior at variable load conditions
Capacity: Flue gas volume: up to 4.8 Mio. m3/h (std,wet) SO2 concentration: up to 30,000 mg/m3 (std,dry)
Applications: Upgrade of existing absorber New installations
Liquid Bulk
Raw Gas
Redispersed Droplets
Velocity magnitude (regions only) [m/s]
ANDRITZ Energy & Environment
15 ANDRITZ Energy & Environment
Ca(OH)2 + SO2 = CaSO3 * H2O + H2O (1)
Ca(OH)2 + SO3 = CaSO4 * H2O + H2O (2)
Ca(OH)2 + SO2 + O2 = CaSO4 * H2O + H2O (3)
CaSO3 * H2O + O2 = CaSO4 * H2O (4)
Ca(OH)2 + CO2 = CaCO3 + H2O (5)
Ca(OH)2 + 2 HCl = CaCl2 * 2 H2O (6)
Ca(OH)2 + 2 HF = CaF2 + 2 H2O (7)
Wet FGD Process Product Sorbent
Basic Wet Flue Gas Cleaning ChemistryOverall chemical reactions
16 ANDRITZ Energy & Environment
Basic Sorbent Requirements for Wet Flue Gas CleaningSorbent quality significantly impacts the system efficiency
Limestone Unit minimum preferredCaCO3 [wt. %] > 90 > 95
MgCO3 *) [wt. %] < 4.0 < 2.0
Inerts [wt. %] < 6.0 < 3.0
Grain size distribution d90 (powder) [m] < 63 90 < 44 63
Grain size (pebbles)**) [mm] < 80
Reactivity - according to Andritz standard reactivity testAverage middle European price [/to] ~ 35 55*) Considered as soluble and reactive**) In case of onsite crushing and milling plant
17 ANDRITZ Energy & Environment
Basic Wet Flue Gas Cleaning Performance FiguresHigh removal efficiencies for various trace components
Removed trace component Unit normal maximumSulphur dioxide SO2 [%] 90 - 97 ~ 99
Sulphur trioxide SO3 [%] 50 - 60 ~ 70
Hydrochloride HCl [%] 90 - 97 ~ 99
Hydrofluoride HF [%] 95 - 97 ~ 99
Particulate matter [%] 50 - 75 ~ 80
Mercury *) Hg [%] 75 - 80 ~ 95
Heavy metals **) [%] Mainly accomplished by pre wet FGD dust removal*) for oxidized Mercury**) Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V, Sn
DRY Flue Gas Desulphurization (D-FGD)Circulating dry scrubbing (CDS)
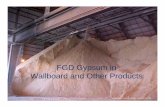
DRY Flue Gas Cleaning Based on CFB TechnologyBasic process characteristics
ANDRITZ Energy & Environment 19
DRY Flue Gas Cleaning Based on CFB TechnologyNo moving parts in the flue gas path
Circulating fluidized bed with intense and turbulent contact between solid sorbent and flue gas
Water injection for re-activation of absorbent
CFD optimized turboreactor inlet including venturi nozzle(s)
Filter designed for very high solids amounts
Cleangas
Raw gasfrom boiler
WaterHydrated lime
Product recirculation and discharge
ANDRITZ Energy & Environment 20
21
Process characteristics: Dry flue gas cleaning optimized by advanced CFD tools Dry flue gas cleaning is based on fluidized bed technology Removing of acid gaseous pollutants (SO2, HCl, HF) Low investment costs Applicable for installation up to 600 MWel
Performance data: High SO2 removal rate: up to 99 % High SO3 removal rate: up to 99 % High dust removal rate: up to 99.99 % High HCl removal rate: up to 99 %
Capacity: Flue gas volume flow: 50,000 to 1.2 Mio. m3/h (std, wet) SO2 inlet concentration: up to 20,000 mg/m3 (std, dry)
Application: Small to middle sized power stations Industry (cement, steel, ..), EfW and biomass plants
Cleangas
Raw gasfrom boiler
FGD product(for disposal mainly)
WaterHydrated
Lime
DRY Flue Gas Cleaning Based on CFB TechnologySingle step process for high removal efficiencies
ANDRITZ Energy & Environment
22 ANDRITZ Energy & Environment
CDS Process and Auxiliary SystemsA simple system for high performance
Sorbent System
Product Discharge System
Turboreactor, Baghouse Filter, Product Recirculation System
Process Water
23 ANDRITZ Energy & Environment
Ca(OH)2 + SO2 = CaSO3 * H2O + H2O (1)
Ca(OH)2 + SO3 = CaSO4 * H2O + H2O (2)
Ca(OH)2 + SO2 + O2 = CaSO4 * H2O + H2O (3)
CaSO3 * H2O + O2 = CaSO4 * H2O (4)
Ca(OH)2 + CO2 = CaCO3 + H2O (5)
Ca(OH)2 + 2 HCl = CaCl2 * 2 H2O (6)
Ca(OH)2 + 2 HF = CaF2 + 2 H2O (7)
Dry FGD Process Product Sorbent
Basic Dry Flue Gas Cleaning ChemistryOverall chemical reactions
24 ANDRITZ Energy & Environment
Basic Sorbent Requirements for Dry Flue Gas CleaningSorbent quality significantly impacts the system efficiency
Hydrated lime Ca(OH)2 Unit minimum preferredContent of free, reactive Ca(OH)2 [wt. %] > 80 > 90
Moisture [wt. %] < 2 < 1
Specific surface (BET-method) [m2/g] > 15 > 18
Grain size distribution d50 [m] < 8 < 5
Average middle European price [/to] ~ 150 180
Burnt lime CaO*) Unit minimum preferredContent of free, reactive CaOnot sintered, soft burnt [wt. %] > 85 > 90
Rest CO2 [wt. %] < 5 < 3
t60 value [min] < 4 < 2
Mean particle diameter d50 [mm] < 2 < 0,2
Average middle European price [/to] ~ 70 100*) In case of onsite hydration plant
25 ANDRITZ Energy & Environment
Basic Dry Flue Gas Cleaning Performance FiguresHigh removal efficiencies for various trace components
Removed trace component Unit normal maximumSulphur dioxide SO2 [%] 90 - 95 ~ 99
Sulphur trioxide SO3 [%] 95 - 98 ~ 99
Hydrochloride HCl [%] 90 - 97 ~ 99
Hydrofluoride HF [%] 95 - 97 ~ 99
Particulate matter [%] 99.9 99.95 ~ 99.99
Mercury Hg [%] 90 - 95 ~ 97
Heavy metals *) [%] 95 98 ~ 99*) Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V, Sn
26 ANDRITZ Energy & Environment
Basic Dry Flue Gas Cleaning ArrangementCompact layout and small footprint
27 ANDRITZ Energy & Environment
Basic Dry Flue Gas Cleaning ArrangementCompact layout and small footprint for 2 x 145 MWel
28 ANDRITZ Energy & Environment
Basic Dry Flue Gas Cleaning ArrangementRevised design reduces investment costs significantly
29 ANDRITZ Energy & Environment
Dry Flue Gas Cleaning in OperationA view into the Turboreactor beneath the venturi nozzles
WET or DRY Flue Gas Desulphurisation SolutionsA comparison of two well proven technologies
31 ANDRITZ Energy & Environment
About 85 to 90 % of installed FGDs worldwide are based on wet technology. The reasons are mainly lower operational cost (cheap limestone can be used, dry FGDs operate with more expensive burnt lime) and the production of commercial grade gypsum.
However, there are also arguments for dry FGD. For certain applications and for smaller power stations dry FGD might be the better solution. Which are the selection criteria to choose the right system?
Wet FGD
Dry FGD
Wet FGD versus Dry FGDOperation costs versus investment costs
32 ANDRITZ Energy & Environment
Selection Criteria WET versus DRY FGD (1 of 3)Sorbent costs and basic design parameters
Parameter WET FGD DRY FGD RemarkFlue gas volume 100,000 4,800,000
m3/h (std, wet)50,000 1,200,000
m3/h (std, wet)
Installed boiler capacity
~ 1,100 MWel ~ 150 MWel (lignite)~ 300 MWel (hard coal)
Capacity just for information, flue gas volume is decisive
SO2 removal efficiency > 99 % up to 99 % (95 %)
Sorbent consumption CaCO3 (limestone)SF 1.03
CaO / Ca(OH)2SF 1.3 1,8 (depending on removal efficiency)
Yearly operating hours to be considered
Sorbent costs(middle European) 35 /to 70 /to
Water consumption 100 % 80 %
Possible dust inlet concentration
< 200 mg/m3 (std, dry) Dust removal in wet
FGD limited
< 125 g/m3 (std, dry) High dust removal in
dry FGD
Dry FGD may be interesting for retrofit (ESP performance in old plants)
33 ANDRITZ Energy & Environment
Selection Criteria WET versus DRY FGD (2 of 3)Beneficial product use and waste discharge
Parameter WET FGD DRY FGD RemarkSO3 removal < 50 % > 99 % Important for oil fired
boilers
FGD product Commercial grade gypsum
OR disposal gypsum
Product for disposal (CaSO3/CaSO4)
Is beneficial product use required?What are the disposal costs?
Waste water If commercial grade gypsum is produced, waste water has to be
discharged
Waste water free system
Can waste water be discharged?What kind of waste water treatment is required?
Maintenance cost higher lower
Erection period ~ 30 Mo ~ 24 Mo
Power consumption /pressure drop
Lower pressure drop especially for part load
Lower power consumption for
auxiliary equipment
Has to checked on a case by case basis
34 ANDRITZ Energy & Environment
Selection Criteria WET versus DRY FGD (3 of 3)Boundary conditions for retrofit projects
Parameter WET FGD DRY FGD RemarkCondition of existing stack
Existing stack has to be modified in all
cases long outage of boiler
Existing stack can most of the times be used without modification
Stack condition has to checked in case of dry FGD application
Boiler ID fan Lower pressure drop possible that
existing ID fan can be modified and used
Operation flexibility 20 100 % 20 100 % Flue gas recirculation < 60 % is necessary for dry FGD applications
Flue gas temperature at FGD outlet
Saturation temperature50 60 C
75 85 C Required stack outlet temperature has to be checked
35 ANDRITZ Energy & Environment
WET versus DRY FGD Case Study 1 (Lignite)660 MWel, 11,000 mg/m3 (std, dry) 2.8 Mio. m3/h (std, wet)
Parameter WET FGD DRY FGD RemarkSorbent consumption 48 to/h 50 to/h
Sorbent costs per year (7,000 operating hours)
~ 11.8 Mio. 24.5 Mio. 12.7 Mio. higher sorbent costs per year for dry FGD
Equipment 1 wet scrubber 3 dry scrubbers
Water consumption
Electrical power consumption
Invest costs*) Emission limit: 200 mg/m (std, dry)
Based on usual boundary conditions and requirements only a wet FGD installation is
financially reasonable
36 ANDRITZ Energy & Environment
WET versus DRY FGD Case Study 2 (Hard Coal)200 MWel, 3,500 mg/m3 (std, dry) 0.7 Mio. m3/h (std, wet)
Parameter WET FGD DRY FGD RemarkSorbent consumption 3.9 to/h 3.4 to/h
Sorbent costs per year (6,000 operating hours)
~ 0.82 Mio. 1.43 Mio. 0.61 Mio. higher sorbent costs per year for dry FGD
Equipment 1 wet scrubber 1 dry scrubber
Water consumption 38 m3/h 28 m3/h Less with dry FGD
Electrical power consumption
~ 2,000 kWh/h ~ 1,500 kWh/h Less with dry FGD
Amount of FGD product
8.0 to/hGypsum
6.0 to/hLandfill
Landfill costs have to be evaluated
Waste water discharge 1.5 m3/h - Dry FGD can be used as waste water sink
Invest costs 100 % 70 %*) Emission limit: 200 mg/m (std, dry)
The Andritz Turbo-CDS technology has been installed in 21 coal fired power plants (35 turboreactor trains) in Europe, China and USA with a total capacity of > 2,000 MWel.
Due to numerous advantages in comparison to wet FGD and semi-dry spray absorption the CDS based technology has gained a considerable share in the flue gas cleaning market
Most important is the possibility to remove nearly all pollutants apart from CO and NOx in one process step
The CDS technology is waste water free and can be used as waste water sink
Single vessel units for boiler sizes up to 300 MWel are state of the art
Executive SummaryThe market share of CDS based FGD systems will increase
37 ANDRITZ Energy & Environment
Projects under executionANDRITZ air pollution control
Technical data:
Fuel: Hard coal
Capacity: 1 x 910 MWel
Flue gas volume: 2,500,000 m/h (std,wet)
SO2 inlet: 3,800 mg/m (std,dry)
Removal efficiency: > 95%
Customer: EnBW Start Up: 2012
Karlsruhe, Germany
Wet limestone FGD
Technology/Supply:ESP, ash handling system, flue gas system, absorber, limestone slurry supply, gypsum dewatering and storage, installation & commissioning
39 ANDRITZ Energy & Environment
Technical data:
Fuel: Hard coal
Capacity: 800 MWel
Flue gas volume: 2,000,000 m/h (std,wet)
SO2 inlet: 1,300 mg/m (std,dry)
Removal efficiency: 95.0%
Customer: Trianel Start Up: 2012, Consortium: SIEMENS / IHI / AE&E
Lnen, Germany
Wet limestone FGD
Technology/Supply:Civil engineering, absorber, ducts, limestone slurry supply, gypsum dewatering and storage, booster fan, waste water treatment plant, installation &commissioning
40 ANDRITZ Energy & Environment
Technical data:
Fuel: Lignite
Capacity: 4 x 330 MWel
Flue gas volume: 2,800,000 m/h (std,wet)
SO2 inlet: 5,630 mg/m (std,dry)
Removal efficiency: 96.4%
Customer: SC Complexul Energetic,Turceni SAStart Up: 2012
Turceni, Romania
Wet limestone FGD
Technology/Supply:Turnkey plant, 4 absorbers, flue gas system incl. flue gas fans, limestone slurry preparation plant, gypsum dewatering and storage, installation & commissioning
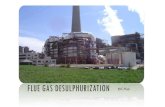
41 ANDRITZ Energy & Environment
Technical data:
Fuel: Lignite
Capacity: 1 x 660 MWel
Flue gas volume: 2,517,800 m/h (std,wet)
SO2 inlet: 5,630 mg/m (std,dry)
Removal efficiency: > 96%
Customer: CEZ a.s.Start Up: 2013
Ledvice, Czech Republic
Wet limestone FGD
Technology/Supply:Civil works, absorber, ducts, limestone storage and slurry system, gypsum dewatering system, installation & commissioning Turnkey project
42 ANDRITZ Energy & Environment
Technical data:
Fuel: lignite
Capacity: 3 x 250 MWel
Flue gas volume: 3 x 1,010,800 m/h (std,wet)
SO2 inlet: 11,197 mg/m (std,dry)
Removal efficiency: 89,2%
Customer: CEZ a.s., Skoda Praha InvestStart Up: 2014
Prunerov, Czech Republic
Wet limestone FGD
Technology/Supply:Turnkey wet FGD plant, 3 absorbers, auxiliary systems
43 ANDRITZ Energy & Environment
Technical data:Fuel: Mixed petroleum residue
Capacity: 820 MWth(5 existing, 2 new boilers)
Flue gas volume: 2 x 505,000 m/h (std,wet)
SO2 inlet: 2,600 mg/m (std,dry)
Removal efficiency: 93.1%
Dust outlet: 20 mg/m (std,dry)
Customer: MOL, Slovnaft a.s Start Up: 2011
Slovnaft, Slovak Republic
Wet limestone FGD
Technology/Supply:Turnkey FGD plant after refinery power plant, 2 absorbers, steam reheater, limestone preparation, gypsum dewatering, 2 gypsum silos
44 ANDRITZ Energy & Environment
Technical data:Fuel: Waste water sludge
Flue gas volume: 2 x 80,000 m/h (std,wet)
Hg inlet: 0.3 mg/m (std,dry)
Hg outlet: 0.03 mg/m (std,dry)
PCDD/PCDF inlet: 12 ngTE/m (std,dry)
Sorbent: Activated carbon
Customer: BASFStart Up: 2012
Ludwigshafen, Germany
Dry sorption
45 ANDRITZ Energy & Environment
Technical data:Fuel: Lignite
Capacity: 2 x 145 MWel
Sulfur content: up to 3.5%
Flue gas volume: 2 x 610,000 m/h (std,wet)
SO2 inlet: up to 15,000 mg/m (std,dry) 1,100 mg/m (std,dry) to TS
SO2 in clean gas: < 200 mg/m (std,dry)
SO2 removal: > 80 % in TS plant> 98.5 % total
Sorbent: CaO and fly ash from CFB boiler
Customer: Adularaja EnerjiStart Up: 2013, Installed after CFB boiler without pre-dedusting
Yunus Emre, Turkey
Dry FGD (Turbo CDS with ESP)
46 ANDRITZ Energy & Environment
Technical data:
Fuel: coal
Capacity: 150 MWel
Flue gas volume: 650,000 m/h (std,wet)
SO2 inlet: 2,600 mg/m (std,dry)
Removal efficiency: 93.1%
Dust outlet: 20 mg/m (std,dry)
Customer: Community Timisoara Start Up: 2013
Timisoara, Romania
Dry FGD (Turbo-CDS)
Technology/Supply:Turnkey Turbo CDS plant after coal-fired CFB boiler,CDS-reactor, fabric filter, absorbent storage andpreparation, product handling and storage.
47 ANDRITZ Energy & Environment
Technical data:
Fuel: coal
Capacity: 2 x 140 MWel
Flue gas volume: 2 x 600,000 m/h (std,wet)
SO2 inlet: 2,000 mg/m (std,dry)
Removal efficiency: 80 %
Dust outlet: 45 mg/m (std,dry)
Customer: AES Start Up: 2013, 2014
Tocopilla, Chile
Dry FGD (Turbo CDS)
Technology/Supply:Turnkey Turbo CDS plant after coal-fired power plant, 2 reactors, fabric filters, absorbent storage and preparation, product handling and storage, desalination plant
48 ANDRITZ Energy & Environment
Technical data:
Fuel: coal
Capacity: 1 x 120 MWel, 1 x 220 MWel
Flue gas volume: 1 x 550,000 m/h (std,wet)
1 x 910,000 m/h (std,wet)
SO2 inlet: 2,000 mg/m (std,dry)
Removal efficiency: 80 %
Dust outlet: 15 mg/m (std,dry)
Customer: AES Start Up: 2013, 2014
Ventanas, Chile
Dry FGD (Turbo CDS)
Technology/Supply:Turnkey Turbo-CDS plant after coal fired power plant, 1 reactor, fabric filters, absorbent storage and preparation, product handling and storage, desalination plant
49 ANDRITZ Energy & Environment
Waagner-Biro-Platz 18074 Raaba, Austria Phone: +43 (316) 501 0Fax: +43 (316) 501 [email protected] www.andritz.com/aee
ANDRITZ Energy & Environment GmbH
Legal Disclaimer
All data, information, statements, photographs, and graphic illustrations contained in this presentation are without any obligation to the publisher and raise no liabilities to ANDRITZ AG or any affiliated companies, nor shall the contents in this presentation form part of any sales contracts, which may be concluded between ANDRITZ GROUP companies and purchasers of equipment and/or systems referred to herein.
ANDRITZ AG 2010. All rights reserved. No part of this copyrighted work may be reproduced, modified or distributed in any form or by any means, or stored in any database or retrieval system, without the prior written permission of ANDRITZ AG or its affiliates. Any such unauthorized use for any purpose is a violation of the relevant copyright laws.
51 Flue Gas Cleaning Expert Conference 2011, ANDRITZ Energy & Environment