Continuous Membrane Filtration of Beer – PROFi Technology… · 2020-02-06 · Item 10: CBS valve...
2
Summary The Spendrups brewery group is the largest manufacturer of beer, wine and non-alcoholic beverages in Sweden. There are four production plants, one of which is located in Grängesberg, northwest of Stockholm. As part of an extensive expansion and modernization project, filtration capacity was expanded at the Grängesberg production plant. Only bottom-fermented beer varieties are produced here, in line with German purity laws for beer, with the most familiar varieties being Spendrups, Norrlands Guld and Mariestads. The customer had to make a decision on whether to continue using traditional diatomaceous earth filtration methods, or take advantage of a modern membrane filtration method. After extensive trials, Spendrups brewery opted for Pall PROFi membranefiltration. Preliminary Tests – PROFi Pilot Project Spendrups brewery views its strict focus on tradition combined with innovation as an opportunity. The customer felt that the best way to learn more about Pall’s PROFi membrane filtration in their own plant was to schedule a pilot project. For this purpose, a large-scale technical pilot project was carried out over a period of 6 weeks with the following objectives: 1. To understand how the plants work on a large scale 2. To determine the average filterability using statistics (actual state) To use these statistics to design a large-scale plant To use these statistics to calculate the expected running costs 3. To evaluate the beer quality as compared to existing diatomaceous earth filtration Results of the Pilot Project The pilot project demonstrated that, among the different beer types, beer filterability fluctuated between 108 and 462 l/m 2 , where the numeric value in each case specifies how many liters of beer can be filtered per m 2 of membrane surface before the membrane surface has to be cleaned. The required systemsize and the expected running costs of the membrane system were also calculated on the basis of these filterabilityvalues. In comparison to the existing diatomaceous earth filtration method, the measured quality of the beer was deemed to be at least comparable, with the filtrate turbidity values during membrane filtration being considerably lower at both measured angles (90 and 25 degree measurement). Reference Visits As the project progressed, it was also considered important to visit two different plants for reference. This gave a better feel for the dimension and layout design of a large-scale plant and also provided an opportunity to discuss long-term experiences with the operators. A range of ideas, suggestions and experiences from the current operators could be taken away from these visits and these proved to be useful for the subsequent implementation of the brewery‘s own project. Project Requirement The customer outlined the following requirements for the performance of the PROFi system. Customer Requirement Value Unit Average hourly output 400 hl/h Time to change beer type (beer/CO 2 /beer) 20 minutes Time to change beer type (beer/water/CO 2 /beer) 30 minutes Beer losses 70 Liter/cycle Average plant availability 22,3 h/day Filtrate quality (yeast cell) < _ 5 100 ml Turbidity of the filtrate (90 degree measurement) < 1.5 EBC Oxygen absorption < _ 25 ppb Continuous Membrane Filtration of Beer – PROFi Technology Application Bulletin Figure 1: PROFi pilot system from Pall with separator, membrane, purification and control block Image 1: Customer requirement for the membrane filtration of beer
Transcript of Continuous Membrane Filtration of Beer – PROFi Technology… · 2020-02-06 · Item 10: CBS valve...

Summary
The Spendrups brewery group is the largest manufacturer of beer, wine and non-alcoholic beverages in Sweden. There are four production plants, one of which is located in Grängesberg, northwest of Stockholm. As part of an extensive expansion and modernization project, filtration capacity was expanded at the Grängesberg production plant. Only bottom-fermented beer varieties are produced here, in line with German purity laws for beer, with the most familiar varieties being Spendrups, Norrlands Guld and Mariestads. The customer had to make a decision on whether to continue using traditional diatomaceous earth filtration methods, or take advantage of a modern membrane filtration method. After extensive trials, Spendrups brewery opted for Pall PROFi membranefiltration.
Preliminary Tests – PROFi Pilot Project
Spendrups brewery views its strict focus on tradition combined with innovation as an opportunity. The customer felt that the best way to learn more about Pall’s PROFi membrane filtration in their own plant was to schedule a pilot project. For this purpose, a large-scale technical pilot project was carried out over a period of 6 weeks with the following objectives:
1. To understand how the plants work on a large scale
2. To determine the average filterability using statistics (actual state)
To use these statistics to design a large-scale plant
To use these statistics to calculate the expected running costs
3. To evaluate the beer quality as compared to existing diatomaceous earth filtration
Results of the Pilot Project
The pilot project demonstrated that, among the different beer types, beer filterability fluctuated between 108 and 462 l/m2, where the numeric value in each case specifies how many liters of beer can be filtered per m2 of membrane surface before the membrane surface has to be cleaned. The required systemsize and the expected running costs of the membrane system were also calculated on the basis of these filterabilityvalues. In comparison to the existing diatomaceous earth filtration method, the measured quality of the beer was deemed to be at least comparable, with the filtrate turbidity values during membrane filtration being considerably lower at both measured angles (90 and 25 degree measurement).
Reference Visits
As the project progressed, it was also considered important to visit two different plants for reference. This gave a better feel for the dimension and layout design of a large-scale plant and also provided an opportunity to discuss long-term experiences with the operators. A range of ideas, suggestions and experiences from the current operators could be taken away from these visits and these proved to be useful for the subsequent implementation of the brewery‘s own project.
Project Requirement
The customer outlined the following requirements for the performance of the PROFi system.
Customer Requirement Value Unit
Average hourly output 400 hl/hTime to change beer type (beer/CO2/beer) 20 minutes
Time to change beer type (beer/water/CO2/beer) 30 minutes
Beer losses 70 Liter/cycle
Average plant availability 22,3 h/day
Filtrate quality (yeast cell) <_ 5 100 ml
Turbidity of the filtrate (90 degree measurement) < 1.5 EBCOxygen absorption <_ 25 ppb
Continuous Membrane Filtration of Beer – PROFi Technology
App
licat
ion
Bul
leti
n
Figure 1: PROFi pilot system from Pall with separator, membrane, purification and control block
Image 1: Customer requirement for the membrane filtration of beer

About Pall Corporation
Pall Corporation is the largest and most diverse provider of filtration, separation and purification technologies in the world. Pall supplies the food and beverage industry with advanced filtration technology that has been developed to provide reliability and cost efficiency. Our filters serve a broad range of filtration requirements thanks to their simple installation and operation.
With our Total Fluid ManagementSM (TFM) concept, we offer customers solutions for the entire process, from filtration products to services and systems and even training.
Project Implementation
The parameters of the project were defined as follows: from when the feed is admitted to the storage cellar to when the end product is transferred to the pressure tank cellar section before filling.
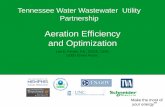
Description of the isometric diagram:Item 1-3: PROFi membrane blocks MBL 28Item 4: GEA PROFi 400 separatorItem 5: Buffer tank for feed (70 hl)Item 6: Buffer tank for filtrate (15 hl)Item 7: 3-tank CIP for membrane blocksItem 8: Tankless CIP for CBS plantItem 9: CBS PVPP filterItem 10: CBS valve nodes (connection)Item 11: Water de-aeration system
Participating Companies
In addition to Pall, the companies GEA Westfalia Separator and Kieselmann Anlagenbau participated in the implementation of the turnkey project.
Experiences Since CommissioningBeer quality and system performance since commissioning is as follows: The average turbidity value that was achievable with the old diatomaceous earth filtration method (0.7 – 1.3 EBC), could be significantly improved with membrane filtration (0.3 – 0.5 EBC).
In terms of filterability, no difference could be determined since commissioning and in comparison to diatomaceous earth filtration. However, only high-quality malts have been used. Compared to the pilot project results, the filterability values of the large-scale plant exhibited the same or better values.
The microbiological values of the filtrate are good. All other qualitative parameters are comparable with diatomaceous earth filtration.
It was also very important to the brewery that small batches could be processed (180 hl of beer for sale) and this was also achieved with membrane filtration. In addition, achieving very short changeover times between beers was crucial and could be successfully realized in just 20 minutes.
The stipulated average hourly output and plant availability, as well as the maximum oxygen absorption, were also achieved.
The running costs of the membrane plant as compared to the diatomaceous earth filter line, yielded the following results:
• The total running costs are 20% lower than diatomaceous earth filtration
- Water consumption -20%- Beer losses -65%
The new membrane filter plant has been in operation for one year and has fully met the expectations of the brewery. The project and its implementation have been completed to the customer‘s utmost satisfaction.
Table of Figures:
Figure 1: PROFi pilot plant by Pall with separator, membrane, purification and control block
Figure 2: Diagram of the new filter room (aerial view)
Table of Images:
Image 1: Customer requirement for the membrane filtration of beer
Visit us on the Web at www.pall.com/foodandbev–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––Pall Corporation has offices and plants throughout the world. For Pall representatives in your area, please go to www.pall.com /contact
Please contact Pall Corporation to ensure that the product complies with your national legislation and/or regional regulatory requirements for contact with food products and water.
Because of technological developments related to the products, systems, and/or services described herein, the data and procedures are subject to change without notice. Please consult your Pall representative or visit www.pall.com to verify that this information remains valid.
© Copyright 2014, Pall Corporation, Pall, , SUPRAdisc and Seitz are trademarks of Pall Corporation. ® indicates a trademark registered in the USA.Total Fluid ManagementSM and Filtration.Separation.Solution.SM are service marks of Pall Corporation.
FBABPROSPEN September 2014
Pall Food and Beverage
Port Washington, NY 11050 +1 516 484 3600 telephone+1 516 625 3610 fax
1
4 11
2
5 10 6 9 7 8
3
Image 2: Diagram of the new filter room (aerial view)