
Manufacture of Arbitrary Cross-Section Composite Honeycomb ...

COMPOSITE COATINGS: MANUFACTURE,PROPERTIES, AND APPLICATIONSS. Steinhauser and B. Wielage
The sUlface properties of structural components havea strong influence on their behaviour. In many casessuch components are stressed in the surface region bya combination of mechanical, tribological, corrosive,and thermal factors. Under these circumstances,deposition of composite coatings can provide effectivesurface protection. Deposits can be coated on steel,light metals, ceramics, plastics, and other materials.Composite coatings consist of a metal matrix with, ingeneral, non-metal solid particles or short fibres. Themost important coating processes are electrochemicalor electro less plating and thermal spraying. This paperreviews the manufacture, properties, and applicationsof composite coatings and summarises new developments
in this field. Fine particles with diameters less than100 nm are available and are investigated in connectionwith electroplating experiments. Thermal sprayed alu-minium composite coatings on light metals have beenmanufactured and evaluated. Finally, thermal sprayedcomposite coatings with short fibres are described.
The authors are at the Institute for CompositeMaterials, Technical University Chemnitz, D-09107Chemnitz, Germany. Contribution to the 10thInternational Conference on Surface ModificationTechnologies held in Singapore on 2-4 September 1996.
© 1997 The Institute of Materials.
I
influence on substrateand material compound(coating - substrate)
1 Functions of coatings
casting can contain dispersed carbides (e.g. VC, WC,MoC) and is then cast on the surface of highlystressed tools such as a drop forging die; methodsincluding laser or electron beam remelting, plasmawelding, and deposit welding can be used. In thisway hard alloys on iron, nickel, or cobalt bases withcarbides, borides, and other dispersal phases havebeen produced.6-9
Multi1ayers and nanocoatings also fall into thecategory of composite coatings. Such systems areuseful as deposits on tools, particularly by CVD.Similar layers are produced by PVD.10,11 Gradientcoatings can be produced by, for instance, thermalspraying.12 In addition, combinations of coatingprocesses are possible, e.g. a combination of electro-chemical with PVD or thermochemical processes. Ofthe large number of methods for incorporating solidparticles into coatings, most involve the dispersalphase already being contained within the coatingmaterial or coating medium.
A great variety of coatings and treatment processesnow exists. Most published articles have discussed
INTRODUCTIONSurvey of composite coatingsThe composition, structure, and surface character-istics determine the properties of materials. Appliedstress can cause degradation of properties or evendamage to the material. Coating can reduce theeffects of stress in many cases (Fig. 1). Dispersal ofsolid phases in the coatings (Fig. 2)1 can influencethe coating properties and as a rule improves them.The combination of matrix (base material) anddispersal phases determines the properties and socareful selection of this combination is very important.Mainly non-metal components in the form of particlesor, in small amounts, short fibres, are used as thedispersal phase. These second phases are incorporatedduring growth of the coating or created later withinthe coating (Fig. 3).
As an example, up to 14 wt-% of phosphorus orboron can be incorporated into a nickel coatingduring e1ectro1ess nickel plating. An amorphouscoating structure with around 8 wt-% (or more)phosphorus or boron will be created. Phosphoruscan also be incorporated during electroplating.Oxidation can increase the amount of oxide incoatings during thermal spraying, and can be achievedif, for instance, thermal spray powder or wire isoxidised during manufacture or during the thermalspray process. As a result, coating hardness can beraised, but if the oxide content is increased, the othercoating properties generally suffer.2,3
A reactive metal in a more precious metal can beoxidised in an oxygen atmosphere. Fine dispersedoxides increase the hardness (internal oxidation).Thermal treatment of coatings with phosphorus orboron causes precipitation hardening and thereforean improvement in coating properties. Dispersedphases can also be incorporated into cavities withinthe coatings (e.g. in pores or microcracks). In thisway the coating properties can be improved (e.g.infiltration of MoS2 or polymers, production ofphosphates or nitrides, incorporation of dispersedphases in microcracks of chromium deposits).4,sMolten metal (e.g. steel) in a process called compound
surface::::::::::::::::::::::::::::::::::::::::::::::::::::::=::::::::::::
ill\\'111low interactionwith environment(as a rule)
high interactionwith substrate(adhesion)
Surface Engineering 1997 Vol. 13 NO.4 289

290 Steinhauser and Wielage Composite coatings: manufacture, properties, and applications
2 Schematic depiction of composite coating
influences:
• transmission of stresses• reduction of internal stresses• formation or extension of
microcracks and otherinsta bilities
energy generation, steel manufacture, and metalforming. 13-21
Structure-property relations of composite coatingsComposite coatings consist of matrix and dispersalphases (see Fig. 2). The interactions of differentconstitue1?-tphases induce modified composite prop-erties. The dispersal phase can change the coatingstructure and properties as well as the surface andadhesive properties.
Composite coatings are used for both primary andrepair coating. They can produce a variety of effects,including:• increasing strength and providing a support effect
(high strength phases in an unhardened, toughmatrix)
• formation of zones able to absorb or scatterenergy, relax stress, and divert, catch, or bridgecracks
• improvement of tribological properties (wearreduction, friction modification)
• improvement of corrosion resistance• improvement of thermal resistance• increasing porosity and roughness• promotion of catalysis• decorative enhancement• production of barrier effects (e.g. thermal
insulation).Examples of matrix and dispersal materials are givenin Table 1.
The incorporated particles modify coating prop-erties in various ways, including influencing coatingstructure during coating growth and modification ofcoating properties by the simple physical existence ofthe particles in the coating. Properties of the metalmatrix and particles frequently complement eachother synergistically. The content, distribution, shape,size, and hardness of hard particles and the proper-ties of the matrix influence the strength and wearbehaviour of coatings.
It can be seen from the theory of dispersionhardening that to realise maximum hardness smalland hard particles of uniform shape have to be finelydispersed in the coating. The most favourable particle
• particles• (long or
short fibres)
7·······································
..........................................
( dispe~~.~~ ...~.~.~~.~ ..J
interface
matrix
• metals• (ceram ics)• (polymers)
electrochemical plating of composite coatings butrecently much work has been done on thermalsprayed composite coatings. Some examples are theelectroplating of Ni, Fe, and Al dispersion coatings.Important applications are found in motor pro-duction (especially motors for tools, such as powersaws, but also for motorcycles and cars) and in theprevention or reduction of tool wear. Nickel andcBN dispersal coatings are used for abrasive tools.Electrochemical composite deposits find applicationin the textile industry (e.g. to rough up fibres) andfor the improvement of unclosed pair elements.Thermal sprayed composite coatings can be appliedat high tribological and corrosive loads, e.g. for
incorporationor formation
NM phases added tocoating rredium
effectsnon-metals
integrated inI metal coatings
I I
filling wids
multilayernanocoatings
inb!mal oxidation
NM phases forrreddlring coating process
3 Non-metals or non-metallic (NM) phases in composite coatings
Surface Engineering 1997 Vol. 13 NO.4

Steinhauser and Wielage Composite coatings: manufacture, properties, and applications 291
size (the critical diameter) is between 10 and 20 nm.Optimal work hardening will be realised if the particlediameter is near the critical diameter for high strengthand also somewhat over the critical diameterfor sufficient toughness. The interactions betweenparticles and dislocations and therefore the dispersionhardening effect will decrease if the diameter ofparticles is higher than the critical diameter. Forthermodynamically stable particles their spatial distri-bution will be preserved at higher temperatures; inthis case the particles prevent recrystallisation andgrain growth and raise the high temperature strength.
In particular the rise in strength is caused by theinteractions between the particles and dislocations.Cutting of the particles by dislocation lines isdominant in the case of coherent particles. Ifcoherence decreases, the particles are surroundedwith a coherence field which hinders the motion ofdislocations. The greatest work hardening effect willoccur if the particles are incorporated incoherentlyand are harder than the matrix. Then the particlescan not be cut and must be encircled by dislocationrings. The Orowan mechanism is valid in the rangeof microelongation; at higher elongations theobstacles are encircled by cross-slide.22
Electrochemical plating of dispersal coatings andthermal spraying of composite coatings are currentlytwo of the most important techniques for fabricationof composite coatings. Some further developments inthese processes will now be outlined.
RESULTS AND DISCUSSIONElectrochemical plating of composite coatingsThe technology of electrochemical plating of compos-ite coatings is based on two principles, First, smallparticles can be dispersed in the electrolyte. Theyreach the phase boundary between electrolyte andcathode surface as a result of external, forcedconvection and, probably, small electrophoresiseffects. As a consequence of migration and electro-static effects the particles gather in the region of thedeposit, where they have to be fixed until they areburied by the electrocrystallising matrix. Second,bigger particles are forced to sink to the cathode
Table 1 Examples of materials used in matrix and dispersalphases of composite coatings
Class ofmaterial Matrix phase Dispersal phase
Metals Ni, Cu, Fe, Cr, Co, Cr, WAg, Au, Zn, Sn, Cd,Pb, Pd, Al
Metal alloys NiCr, NiAg, CuNi,CuAg, NiCrBSi,steels
Carbides SiC, TiC, Cr3CZ' WC,B4C, ZrC, HfC
Oxides Alz03, SiOz, TiOz,CrZ03, ZrOz, DOz,BeO
Boridesjnitrides Cr3BZ' TiBz, ZrBz, HfBz,BN, B4N, TiN, AIN
Polymers PA PTFE,PE,PVC,ABSCeramics A1203, MgO-ZrOz,
SiC, BN, Ti-Si-C,Ti-Ge-C
Other C Graphite, diamond, glass,CaFz, BaS04
4 Cross-sectional micrographs of Ni-SiC coatings: lowercoating is for grinding
surface by suitable methods or they are already in a'fixed bed' from which they become incorporated intothe growing layer.
The choice of fabrication method depends onparticle size. The dispersal method can be appliedup to particle diameters of approximately 10 ~m.Examples of coatings with very fine and also withcoarse particles are shown in Fig. 4.
The existence of particles in the electrolyte,especially in the region of the phase boundary,influences the electrochemical system and thereforethe matrix structure. For instance, the crystal sizecan be reduced which may result in improvedmechanical properties. The existence of particles inthe coating results in matrix work hardening, reducesinternal tensile stresses, and improves the tribologicalsurface properties (e.g. decreases adhesion andfriction).
Until recently particles sufficiently fine for disper-sion hardening have not been available, but nowsome sources are offering powders with diameters ofless than 100 nm. Several problems in electroplat-ing remain to be solved. Research in nanoparticlesfor the manufacture of dispersal coatings is stilldeveloping; as an example, work is necessary on thecreation of stable suspensions and the motion ofnanoparticles to the cathode. The agglomeration ofpowder particles in the electrolytic bath must beprevented. Also particle properties such as hardnessneed improvement.
Recent experimental investigations have made useof nanoparticles for the first time. They used a specialelectrolytic bath based on nickel sulphate with Si02
Surface Engineering 1997 Vol. 13 NO.4

292 Steinhauser and Wielage Composite coatings: manufacture, properties, and applications
and therefore dispersion hardening can not beachieved. Alternatively, the spray powder particlesconsist of dispersion hardened material. Powderproduction and application of the thermal sprayprocess are problematic in this case.24 Anothermethod involves the application of reactive plasmaspraying, e.g. for the manufacture of TiC and TiNreinforced Ti coatings,27 which is unfortunatelyrestricted to few applications. The following remarksapply to the first method, especially to aluminium oraluminium alloy composite coatings. The coatingswere sprayed by different processes.
Light metals such as aluminium or aluminiumalloys are very important for reducing constructionweights but their application is frequently limited bytheir low corrosion and wear resistance and theirpoor tribological properties. It is therefore necessaryto apply coatings. Aluminium composite coatings forlight metals have therefore recently generated interest.Aluminium and AISi coatings containing hardparticles of A1203, SiC, and TiC have been investi-gated (Fig. 7).2°,26 The content of hard particles in
100
50 75
25
150
100
50
500
o
f" 250'I"'"
.:. 20>..., 50'C;; 15cQ) 100...,,5
10 150•..caQ) 100~•.. 5caQ)c:.J 0
~I
150'I"'"
X
>...,'iii 10 50cQ) 100..., 75,5 100 150•..caQ) 5~c0
',f:i~ 0'--- ~- --- --- '-~'(j
no particles Si02 content AI203 contentIn0 (g L-1) (g L-')
6 Graphs showing properties of nickel dispersal coatings:contents of Si02 and A120J in electrolytic bath are given
an~400!> I
J:~300Q)c
"E200ca.J:o,~100:E
Thermal spraying of composite coatingsWith thermal spraying, various composite coatingscan be produced.26 Several different methods areavailable. In one technique, particles are mixedor agglomerated with the other components of thespray powder before or during the spray process.Shortcomings of this process include the following:the portions of particles in powder and coating canbe very different; the distribution of particles in thecoating may not be homogeneous; and the methodis limited to particles larger than 1 Jlm in diameter
nanoparticles of fixed diameters (100 or 500 nm;Monospher, Merck, Darmstadt, Germany) in differentconcentrations. Comparisons with Al203 and SiCparticles of diametets 5 to 10 Jlm were performed byseparate experiments. The incorporation of solidparticles in the coating was evaluated qualitativelyby image analysis. It was clear that the solid contentof the coating increased with the particle concen-tration in the electrolytic bath (Fig. 5). Hardness andtribological behaviour (e.g. sliding and oscillationwear) of coatings have been improved (Fig. 6).23-25
The results of oscillation wear tests are interestingbecause coatings containing monospheres show lesswear than those with alumina. It is most likely thatthe reason for this is the particle form: mono spheresare spherical whereas alumina particles are sharpedged and therefore promote abrasive wear. It isexpected that the use of spherical nanoparticles willlead to new and improved routes for electrochemicalplating of dispersal coatings.
a
a 50gL-1 SiOz; b 150gL-1 SiOz
5 Micrographs showing structure of Ni-Si02 coatings afterimmersion in electrolytic bath
b
Surface Engineering 1997 Vol. 13 No.4
Steinhauser and Wielage Composite coatings: manufacture, properties, and applications 293
100~m
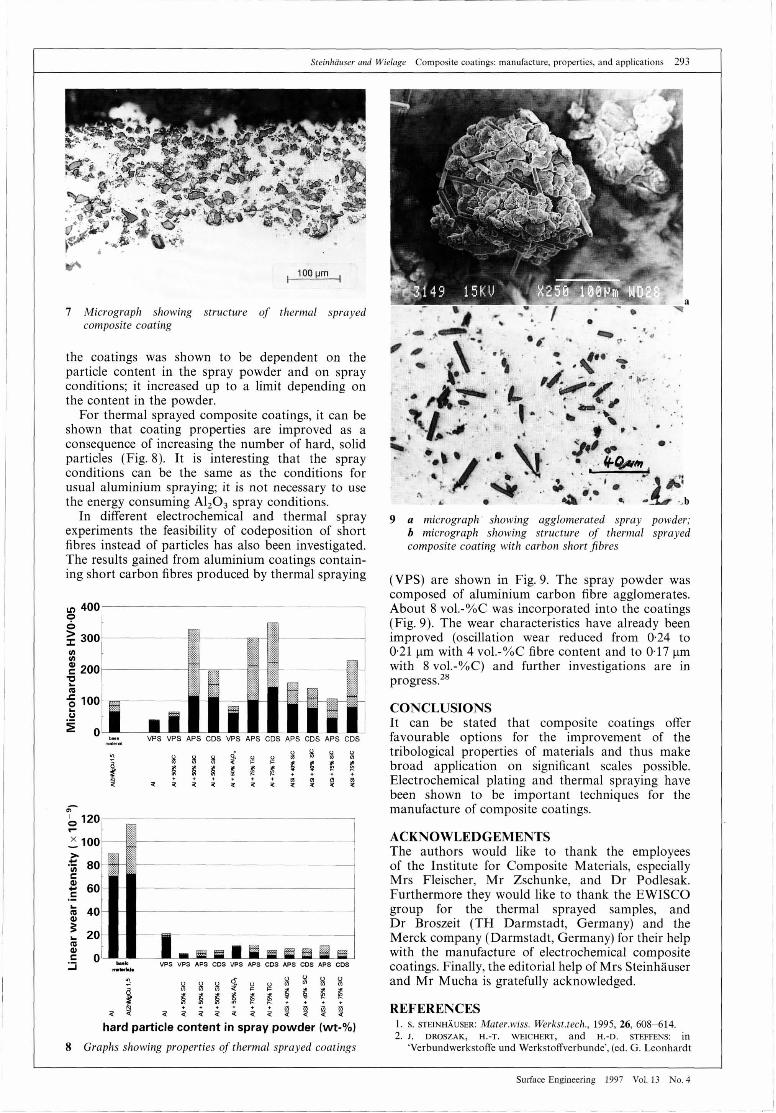
9 a micrograph' showing agglomerated spray powder;h micrograph showing structure of thermal sprayedcomposite coating with carbon short fibres
(VPS) are shown in Fig. 9. The spray powder wascomposed of aluminium carbon fibre agglomerates.About 8 vol.- %C was incorporated into the coatings(Fig. 9). The wear characteristics have already beenimproved (oscillation wear reduced from 0·24 to0·21 ~m with 4 vol._%C fibre content and to 0·17 ~mwith 8 vol._%C) and further investigations are inprogress.28
CONCLUSIONSIt can be stated that composite coatings offerfavourable options for the improvement of thetribological properties of materials and thus makebroad application on significant scales possible.Electrochemical plating and thermal spraying havebeen shown to be important techniques for themanufacture of composite coatings.
VPS VPS APS CDS VPS APS CDS APS CDS APS CDSbas.maters!
7 Micrograph showing structure of thermal sprayedcomposite coating
the coatings was shown to be dependent on theparticle content in the spray powder and on sprayconditions; it increased up to a limit depending onthe content in the powder.
For thermal sprayed composite coatings, it can beshown that coating properties are improved as aconsequence of increasing the number of hard, solidparticles (Fig. 8). It is interesting that the sprayconditions can be the same as the conditions forusual aluminium spraying; it is not necessary to usethe energy consuming Al203 spray conditions.
In different electrochemical and thermal sprayexperiments the feasibility of codeposition of shortfibres instead of particles has also been investigated.The results gained from aluminium coatings contain-ing short carbon fibres produced by thermal spraying
~ 400o6> 300::I:t/)t/)
~ 200"0-ca~ 100-Co)
~
~ ~ ~~~ ~ ~ ~; ~ ~i ~~~~~~:: ~~« ~ « ~ ~~ ~ ~ ~ ~ ~ ~ ~
hard particle content in spray powder (wt-%)
8 Graphs showing properties of thermal sprayed coatings
~ 100>
''5i 80c~ 60.::- 40caCU
:= 20-caGo)c 0:J b •• 1e
ma •••• I.VPS VPS APS CDS VPS APS CDS APS CDS APS CDS
ACKNOWLEDGEMENTSThe authors would like to thank the employeesof the Institute for Composite Materials, especiallyMrs Fleischer, Mr Zschunke, and Dr Podlesak.Furthermore they would like to thank the EWISCOgroup for the thermal sprayed samples, andDr Broszeit (TH Darmstadt, Germany) and theMerck company (Darmstadt, Germany) for their helpwith the manufacture of electrochemical compositecoatings. Finally, the editorial help of Mrs Steinhauserand Mr Mucha is gratefully acknowledged.
REFERENCES1. s. STEINHAUSER: Mater.wiss. Werkst.tech., 1995, 26, 608-614.2. 1. DROSZAK, H.-T. WEICHERT, and H.-D. STEFFENS: in
'Verbundwerkstoffe und Werkstoffverbunde', (ed. G. Leonhardt
Surface Engineering 1997 Vol. 13 NO.4

294 Steinhiiuser and Wielage Composite coatings: manufacture, properties, and applications
et al.),627-634; 1993, Oberursel, Germany, DGM Informa-tionsgesellschaft mbH.
3. w. MILEWSU: in 'Verbundwerkstoffe und Werkstoffverbunde',(ed. G. Leonhardt et al.), 651-658; 1993, Oberursel, Germany,DGM Informationsgesellschaft mbH.
4. U. BURAN: in 'Verbundwerkstoffe und Werkstoffverbunde', (ed.G. Leonhardt et al.), 741-748; 1993, Oberursel, Germany,DGM Informationsgesellschaft mbH.
5. G. SCHMIDT: Dissertation, TU Chemnitz, Germany, 1986.6. H. HAFERKAMP, F. W. BACH, and R. SIEGERT: in 'Verbund-
werkstoffe und Werkstoffverbunde', (ed. G. Leonhardt et al.),393-400; 1993, Oberursel, Germany, DGM Informationsgesell-schaft mbH.
7. u. DRAUGELATES, B. BOUAIFI, and T. PLEGGE: in'Verbundwerkstoffe und Werkstoffverbunde', (ed. G. Leonhardtet al.), 329-344; 1993, Oberursel, Germany, DGM Informa-tionsgesellschaft mbH.
8. u. DRAUGELATES and B. BOUAIFI: in 'Werkstofftechnologie imWandel', 197-204; 1991, UniversiUit Dortmund, Germany,Innomat Sonderausgabe.
9. s. THIEMER: Diplomarbeit, TU Chemnitz, Germany, 1996.10. H. HOLLECK: Metall., 1989, 43, 614.11. K. KELLER and A. SZABO: in 'Verbundwerkstoffe und
Werkstoffverbunde', (ed. G. Leonhardt et al.), 763-772; 1993,Oberursel, Germany, DGM Informationsgesellschaft mbR.
12. J. PETERSCHEIM: in 'Verbundwerkstoffe und Werkstoffverbunde',(ed. G. Leonhardt et ai.), 773-780; 1993, Oberursel, Germany,DGM Informationsgesellschaft mbH.
13. G. PURSCHE, A. HENKER, and G. SCHMIDT: Schmierungstechnik,1991, 22, (6), 185-189.
14. E. LUGSCHEIDER, P. JOKIEL, P. REMER, K. YUSHCHENKO, Y. BORISOV,P. VITIAZ, and s. STEINHAUSER: in 'Thermal spray industrialapplications', (ed. C. Berndt et al.), 79-83; 1994, MaterialsPark, OH, USA, ASM International.
15. L. BULA: in 'Verbundwerkstoffe und Werkstoffverbunde', (ed.G. Leonhardt et al.), 723-731; 1993, Oberursel, Germany,DGM Informationsgesellschaft mbH.
16. H. DOSTAL: Dissertation, TU Chemnitz, Germany, 1988.17. S. STEINHAUSER et ai.: in 'Verbundwerkstoffe und
Werkstoffverbunde', (ed. G. Leonhardt et al.), 353-360; 1993,Oberursel, Germany, DGM Informationsgesellschaft mbH.
18. K. MAIER: in 'Verbundwerkstoffe und Werkstoffverbunde', (ed.G. Leonhardt et al.), 683-690; 1993, Oberutsel, Germany,DG M Informationsgesellschaft mbR.
19. J. LUKSCHANDEL: in 'Verbundwerkstoffe und Werkstoff-verbunde', (ed. G. Leonhardt et al.), 691-697; 1993, Oberursel,Germany, DGM Informationsgesellschaft mbH.
20. B. WIELAGE, M. ZSCHUNKE, A. HENKER, and s. STEINHAUSER:Proc. Conf. INNOMATA '96, Dresden, 1996, Frankfurt amMain, Germany, DECHEMA eV, 1996,51-52.
21. S. STEINHAUSER and B. WIELAGE: in 'Verbundwerkstoffeund Werkstoffverbunde', (ed. G. Leonhardt et al.), 315-318;1993, Oberursel, Germany, DGM InformationsgesellschaftmbH.
22. w. SCHATT: 'EinfUhrung in die WerkstofIwissenschaff, 346-347, 391; 1984, Germany, Verlag fUr GrundstoffindustrieLeipzig.
23. C. WEBER: Diplomarbeit, TU Chemnitz, Germany; 1993.24. S. STEINHAUSER and B. WIELAGE: in 'Thermal spraying - current
status and future trends', (ed. A. Ohmori), 693-697; 1995,Materials Park, OH, USA, ASM International.
25. G. SCHMIDT and s. STEINHAUSER: Tribal. Int., 1996, 29, 207-213.
26. E. LUGSCHEIDER, P. REMER, S. STEINHAUSER, et al.: Technicalreport of EWISCO (East West Institute Surfacing Co-operation) 1991-1994; Aachen, Germany, RWTH Aachen,Werkstoffwissenschaften.
27. E. LUGSCHEIDER, U. MULLER, and P. JOKIEL: in 'Verbund-werkstoffe und Werkstoffverbunde', (ed. G. Leonhardt et al.),699-706; 1993,Oberursel, Germany, DGM Informationsgesell-schaft mbH.
28. B. WIELAGE, K. FLEISCHER, and A. HENKER: in 'Verbundwerkstoffeund Werkstoffverbunde', (ed. G. Ziegler), 65-66;. 1996,Oberursel, Germany, DGM Informationsgesellschaft mbH.
Metal Matrix Composites VIThe Royal Society, London 26-27 November 1997
Metal Matrix Composites VI is the latest in the successful biennial series of meetings coveringthe manufacture, processing, and performance of MMCs. At the time of the first meeting,these materials had only research or development status, but they are now used in commercialquantities in sectors including automotive, aerospace and defence, railways, electronics, and.sporting goods.
These applications depend critically on processes capable of producing components of therequired properties at acceptable cost. Wider use of MMCs depends on a detailed understand-ing of the mechanical, thermal, and wear properties and methods of testing and specifyingthese. Reinforcement-matrix interactions are also important during production and service.
These aspects will be discussed in sessions on:• Applications: aerospace, railways, optical applications, automotive, defence• Primary Processing: PM, plasma spraying, infiltration, semisolid processing• Secondary Processing: forging, superplastic forming, machining, joining• Structure-Property Relationships: including modelling• Testing.For further information, contact: Kathy Pearcey, Conference Department, The Institute ofMaterials, 1 Carlton House Terrace, London SW1Y 5DB, UK, tel. +44 (0) 171 839 4071, fax+44 (0) 171 8396591, email [email protected].
Surface Engineering 1997 Vol. 13 NO.4


















