BtL – the bioliq process - Gasification · BtL – the bioliq® process Thomas Kolb, Mark...
25
KIT – Universität des Landes Baden-Württemberg und nationales Forschungszentrum in der Helmholtz-Gemeinschaft www.kit.edu Engler-Bunte-Institut, Chemische Energieträger – Brennstofftechnologie, EBI ceb Institut für Technische Chemie, Vergasungstechnologie, ITC vgt DVGW Forschungsstelle am EBI, Gastechnologie, DVGW gt BtL – the bioliq ® process Thomas Kolb, Mark Eberhard
Transcript of BtL – the bioliq process - Gasification · BtL – the bioliq® process Thomas Kolb, Mark...

KIT – Universität des Landes Baden-Württemberg undnationales Forschungszentrum in der Helmholtz-Gemeinschaft www.kit.edu
Engler-Bunte-Institut, Chemische Energieträger – Brennstofftechnologie, EBI cebInstitut für Technische Chemie, Vergasungstechnologie, ITC vgtDVGW Forschungsstelle am EBI, Gastechnologie, DVGW gt
BtL – the bioliq® process
Thomas Kolb, Mark Eberhard
2IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
Mechanische Fertigstellung Nov. 2011

3IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
regionale Pyrolyse- Anlagen
Zentralercentral production of
synthesis gas and fuel
25 km
de-central production of high energy intermediate products
250 km
Transportationdistance
Specific energycontent [GJ/m3]
Straw 1,5
Slurry 15-25
Fuel 36
Regionally distributed biomass
The bioliq®-Process

4IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
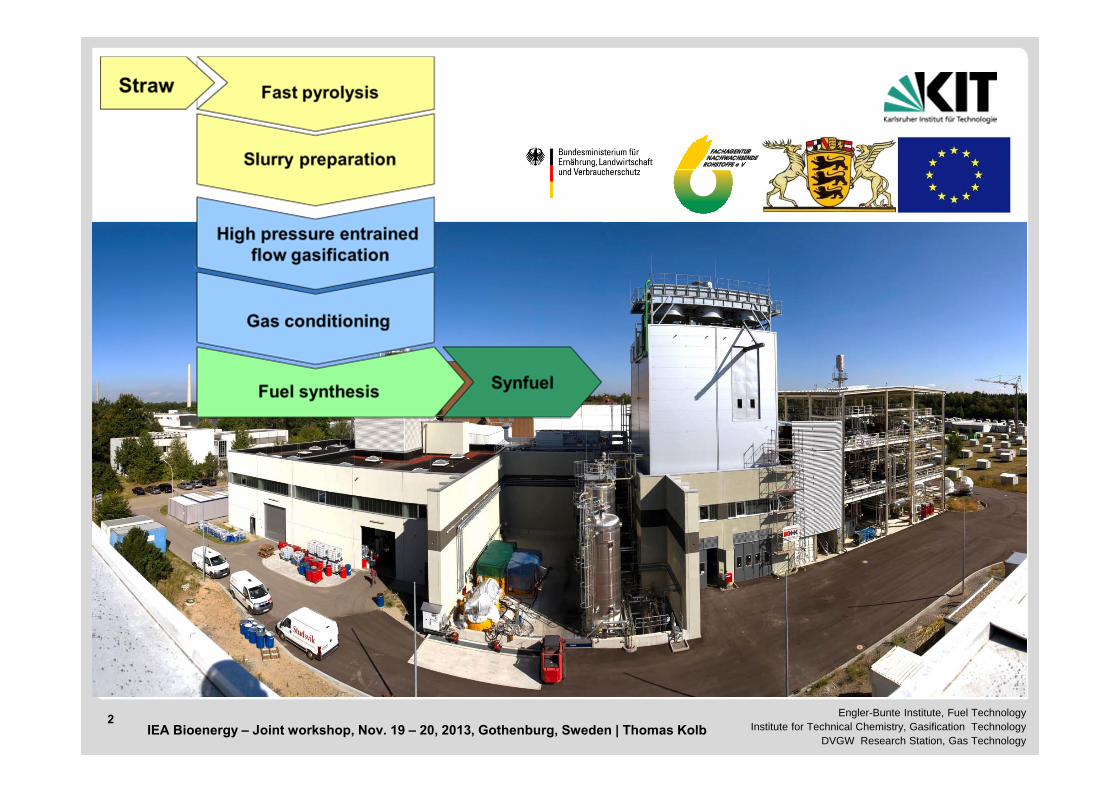
bioliq® process scheme
bioSyncrude
bioSyncrude
Synfuel
Bio
mas
s
Syngas
De-central Centralized
Fuel synthesis
DMEsynthesis
Filter Sorption CO2 and water separation
Catalyst
O2 (Steam)Gas cleaning and conditioning
High pressureentrained flow
gasification
Slag
Fast pyrolysis
Pre-treatment
Source: Presentation of Dr. Dahmen, IKFT

5IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
Pyrolysis flow scheme
In cooperation with:2 MWth / 500 kg/h500°C / 3 secSand Loop 10/1

6IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
Fast Pyrolysis Pilot PlantBiomass preparation
Biosyncrude preparationFeed stock storage
Pyrolysis product recoveryFast pyrolysis

7IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
0 20 40 60 80 100
Reisstroh
Weizenstroh
Miscanthus
Holz
Produktausbeuten [%]
Asche
Koks
Kondensate
Pyrolysegas
Fast Pyrolysis of different Feed Stock /Lab Scale
From lab scaleexperiment

8IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
BioSyncrudeProduction / Storage

9 Engler-Bunte-Institut, EBI cebInstitut für Technische Chemie, ITC vgt
Prof. Dr.-Ing. Thomas Kolb Jahrestreffen der ProcessNet Fachgemeinschaft SuPER5./6. November 2013, DECHEMA-Haus, Frankfurt a. M.
Slurry Specification
2 fractions organic & water
solids up to 40 wt.%
ash up to 10 wt. %
organic acids (e.g. formic / acetic acid)
alcohol (e.g. methanol)
chloride up to 1 wt.%
dynamic viscosity 50 mPas < η < 5000 mPas
density 1000 kg/m3 < ρ < 1500 kg/m3
Particle size 90% < 100 µm
pH 2 < pH < 7Organic condensate
30% solids

10IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
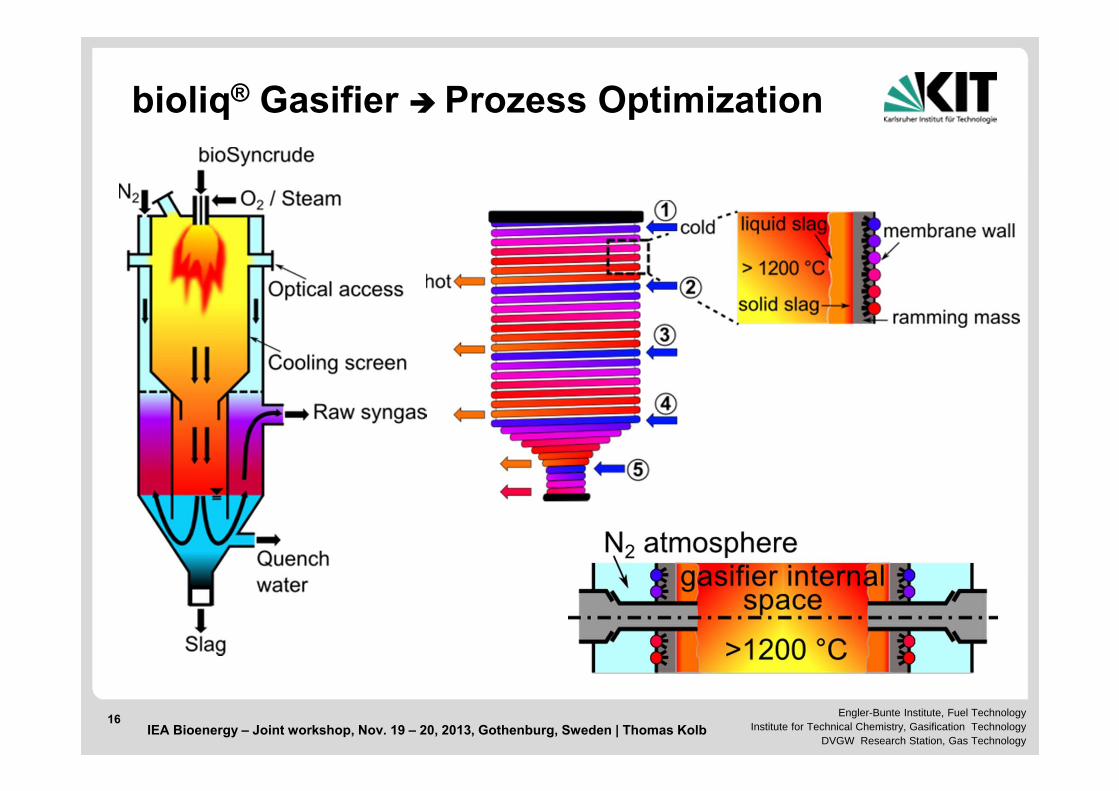
Syngas
Slag
Cooling screen
Fuel
Oxygen Coal
Residues
Biomass
Waste
heterogen
hoher Aschegehalt
Flexibilität
heterogeneous
high ash content
flexibility
High Pressure Entrained Flow Gasification Fuel/ Load / Product – Flexibility
Flexibility
Load / Product
Efficiency
Fuels, BtL
Chemicals
Hydrogen, H2
Electricity / Heat, IGCC

11IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
N2-, O2- infrastructure
Confirmation of Funding FNR / Sept. 2008 Contract signed KIT-Lurgi / Dec. 2008 Mechanical Completion / Oct. 2011 Completion of Commissioning / July 2012 First Flame / Aug. 2012 Stable Operation with Liquid Fuel 80 bar / Dec. 2012 Performance Test with Model Slurry / Jan 2013 First Test Run July 2013
bioliq® Entrained Flow Gasifier

12IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
bioliq® Entrained Flow Gasifier
5 MWth / 1 t/hOxygen blownp = 40 - 80 barMembrane Wall

13IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
bioliq® II
Tankfarm & Slurry Pump

14IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
bioliq® EFG
Gasifier Top40bar configuration
Quench uppersection
15IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
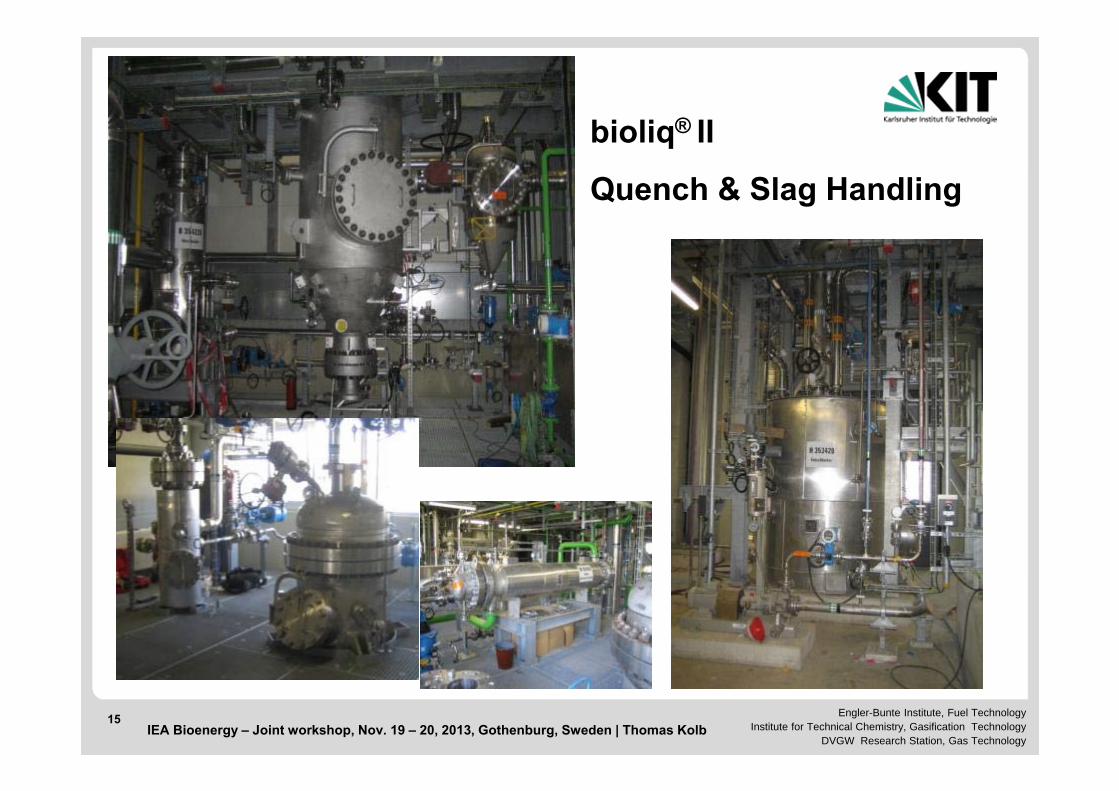
bioliq® II
Quench & Slag Handling
16IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
bioliq® Gasifier Prozess Optimization

17IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
High Temperature - High Pressure (HTHP)Syngas Cleaning
Filter
SyngasfromGasifier
Syngas
Sorption
Entrained flowsorption
Catalyst
Catalytic Ceramic Filter
SyngasfromGasifier
Syngas
Entrained flowsorption
Compact horizontal ceramic filter for particle removal with CPP recleaning
Dry sorption of sour gases (HCl, H2S) and alkalines
Catalytic conversion of organics and N-species (HCN, NH3)
CO2 separation (optional)
700 m³/h STP synthesis gas (40 m³/h at 80 bar, 800 °C)
Energy Savings ca. 10%compared to state-of-the-art gas cleaning
Process Integration
Chemical Quench

18IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
bioliq® HTHP Syngas Cleaning
Nov 2013: End of commissioning phase

19IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
DME and Fuel Synthesis
DME-synthesis
One step DME synthesis
Innovative isothermal reactor
Temp. 250 °C, pressure 60 bar
DtG-synthesis
Zeolithe catalyzed dehydratization,
oligomerization and isomerization
Temp. 350 - 450 °C, pressure 25 bar
Recycling of unconverted gas
Gasoline stabilization
Flare
Air
Gasoline
Heavy fractionSeparator
Gasoline reactor
DME-reactor
WGS-reactor
Syngas
DesorberC
O2 -Absorber
CO
2 -Absorber
Process water
Cycle gas
Dis
tilla
tion
CO2

20IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
Flow sheet Synthesis
syngas feed 700 mn³/hfuel production max. 80 l/hROZ 100-110 expected from laboratory tests

21IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
Synthesis Pilot PlantPerformance Test June 2013Acceptance July 2013
Helmholtz Virtual Institute for Gasification Technology
Towards Sustainable Energy Systems
Thomas Kolb, Manfred Aigner, Reinhold Kneer, Michael Müller, Roman Weber

23IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
KIC InnoEnergy – Partners from 6 co-locations

24IEA Bioenergy – Joint workshop, Nov. 19 – 20, 2013, Gothenburg, Sweden | Thomas Kolb
Engler-Bunte Institute, Fuel TechnologyInstitute for Technical Chemistry, Gasification Technology
DVGW Research Station, Gas Technology
KIC InnoEnergy – Partners from 6 co-locations

25 IEA Task 33: Fall Meeting October 18-20, 2011, Pitea, SwedenEngler-Bunte Institute, Fuel Technology
Institute for Technical Chemistry, Gasification TechnologyDVGW Research Station, Gas Technology