A.Nichols CLRC1 SCT TE Close-Out Barrel TE, general observations (AN’s opinion only!) l Overall it...
12
CLRC 1 A.Nichols SCT TE Close-Out Barrel TE, general observations (AN’s opinion only!) Overall it was a success and all concerned worked extremely well . There were many difficulties, but the TE was delivered on time We had too much time: the basic design parameters were understood well enough to start work in 1995, but we spent too much time ‘refining’ our specification and the priority for detail design got muddled. Ironically, a shorter time scale might have helped as it would have compelled us to fix our ideas earlier The End cap and barrel projects should have had a more common approach in terms of concept and manufacturing detail Cost estimates were WILDLY optimistic by a factor of at least four
-
Upload
angelina-little -
Category
Documents
-
view
213 -
download
0
Transcript of A.Nichols CLRC1 SCT TE Close-Out Barrel TE, general observations (AN’s opinion only!) l Overall it...
CLRC 1A.Nichols
SCT TE Close-Out
Barrel TE, general observations
(AN’s opinion only!) Overall it was a success and all concerned worked extremely well.
There were many difficulties, but the TE was delivered on time We had too much time: the basic design parameters were understood
well enough to start work in 1995, but we spent too much time ‘refining’ our specification and the priority for detail design got muddled. Ironically, a shorter time scale might have helped as it would have compelled us to fix our ideas earlier
The End cap and barrel projects should have had a more common approach in terms of concept and manufacturing detail
Cost estimates were WILDLY optimistic by a factor of at least four
CLRC 2A.Nichols
SCT TE Close-Out
We did not adapt very well to the many changes to the G&S specification and as a result we have a compromise» We missed the opportunity to use copper foil for shielding (as per
the EC and TRT). If we had done this, improvisation as we progressed could have been made by robust soldered joints
» Instead we have an all aluminium low-mass configuration– It worked fine and used robust bolted and gasketed joints, with minor
connections by conductive adhesive– However, aluminium construction is not easy to improvise and I would
not recommend it for the future It’s inevitable that something like G&S is not well understood from the
beginning and that it will evolve until the last minute, BUT we need to be better at managing the changes» Make sure you have a flexible design that can be changed easily as
you go along or know what you are doing from the beginning
CLRC 3A.Nichols
SCT TE Close-Out
Working with Lola Composites was a very positive experience. They should be encouraged for future projects» They worked in a very open way and were co-operative with
problem-solving and liaison» They were three months late with delivery (this used our
contingency and resulted in ‘just in time’ delivery, but this was understood from an early stage by both us and Lola:
– Non availability of preferred pre-preg, derogation for new pre-preg with TIS
– Breakage of OTE mould tool– Difficulties with co-curing the ITE and its shield
» They provided us with false metrology data for the flawed MK2 ITE. However they rectified it very quickly at their expense – embarrassing though!

CLRC 4A.Nichols
SCT TE Close-Out
The tender exercises were rather tedious
» The first exercise was fruitless; the second yielded only two serious offers from 11? approaches
» Luckily we made the right choice
» The unsuccessful vendor (B3) did not get very polite treatment from RAL contracts – bad for any future relationship
Could we do more in house in the future? To an outsider, the EC approach looked attractive. Most composite manufacturers struggle with engineering work outside their range of experience – eg machining, assembly, jigs and fixtures
» We could do these parts more effectively at RAL or in University Community
Companies that work the way we do are very few and far between
CLRC 5A.Nichols
SCT TE Close-Out
Detail technical issues We should not have been persuaded by Lola to abandon the rigid joint
rail at the OTE-side panel interface. The resultant solution was too flimsy and too difficult to seal» RAL could have machined the rails and supplied them to Lola along
with a suitable bonding jig All clearance holes were too small for what was a flimsy structure
» Although the end panels fitted during the dummy assembly, the holes had to be enlarged at the final assembly – embarrassing again!
Despite the aluminium bulkhead’s huge cost and mass, it made a nice rigid circular datum for the OTE
The OTE circular flange should have been reinforced by more plies, or a metal backing ring – it was only just stiff enough to support the seal
CLRC 6A.Nichols
SCT TE Close-Out
The screws and captive nuts were generally too small. We should have accepted M4 as a minimum size and changed designs to accommodate them if necessary
Stainless steel should have been used instead of aluminium for screws and nuts
The outer skin of the end-panel would have been better made from one piece, incorporating the PST wire channels, instead of four
» Better G&S integrity
» Fewer parts and therefore joints
» Lower cost More use should have been made of jigs for assembly and drilling, eg,
the ITE fiasco could have been avoided by using a simple fixture to position the end rings
CLRC 7A.Nichols
SCT TE Close-Out
Assembly Issues Much time was wasted filing the RAL-made service feedthro’s to fit the
grooves – problem with the cutter radius in the corners – no problem with the UCL ones
The assembly went OK in general, but was too hurried:
» A seal was left out of the ITE-end panel junction at one side
» More time should have been spent understanding the problems with LMT sealing instead of pushing ahead at all cost, eg the LMT bunches needed clamping rigidly outside the TE. Some were allowed to slide inwards, which may have compromised the final position of the PPB1 connection on the harness
CLRC 8A.Nichols
SCT TE Close-Out
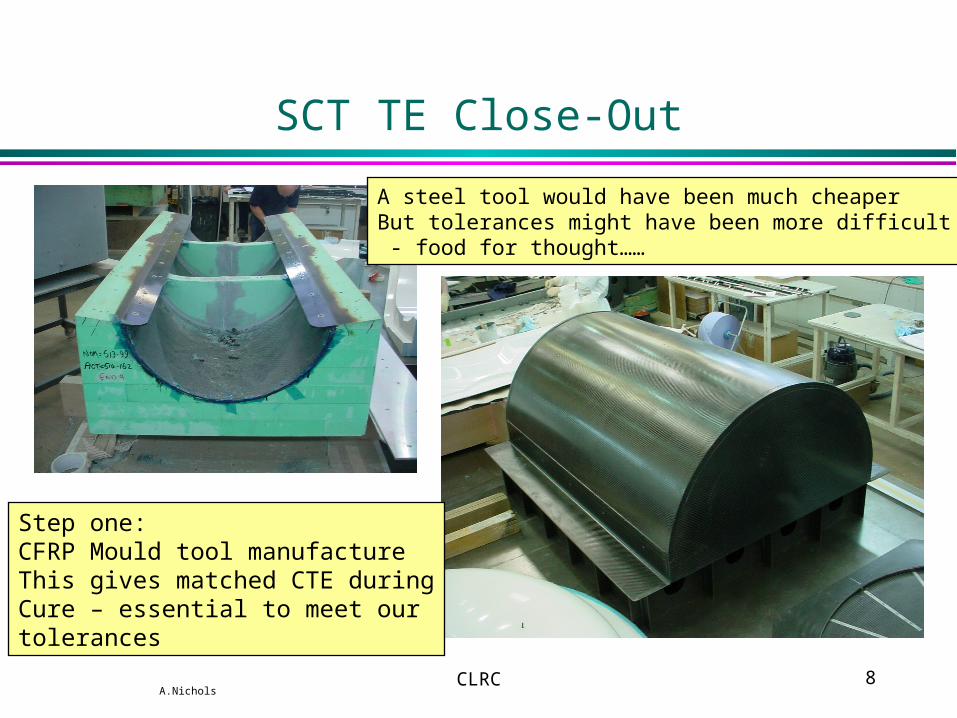
Step one:CFRP Mould tool manufactureThis gives matched CTE duringCure – essential to meet ourtolerances
A steel tool would have been much cheaperBut tolerances might have been more difficult - food for thought……
CLRC 9A.Nichols
SCT TE Close-Out
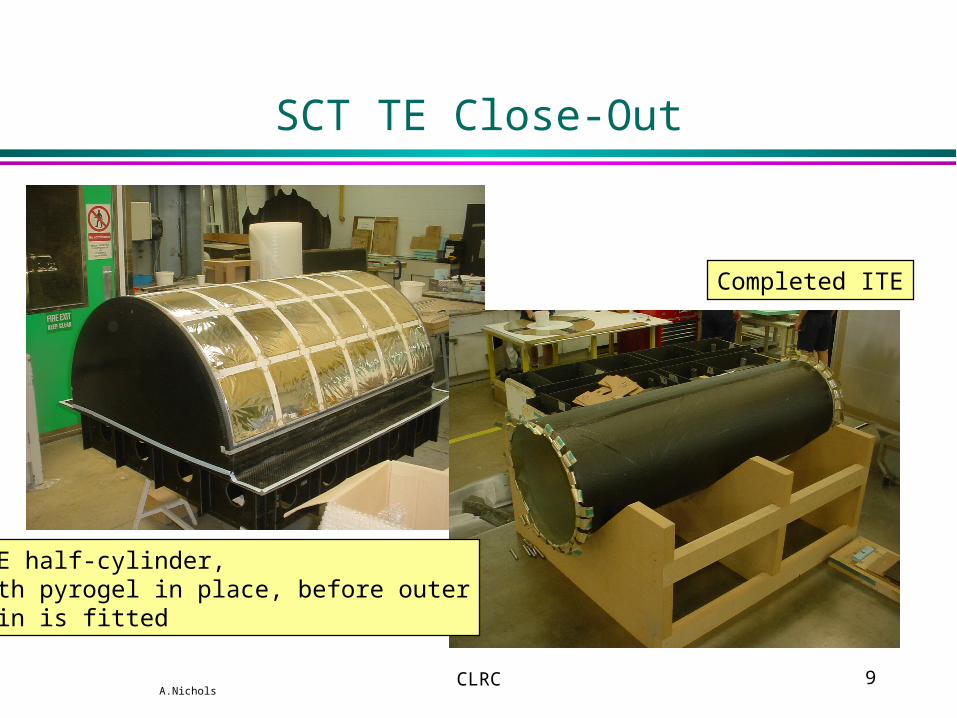
OTE half-cylinder,With pyrogel in place, before outerSkin is fitted
Completed ITE
CLRC 10A.Nichols
SCT TE Close-Out
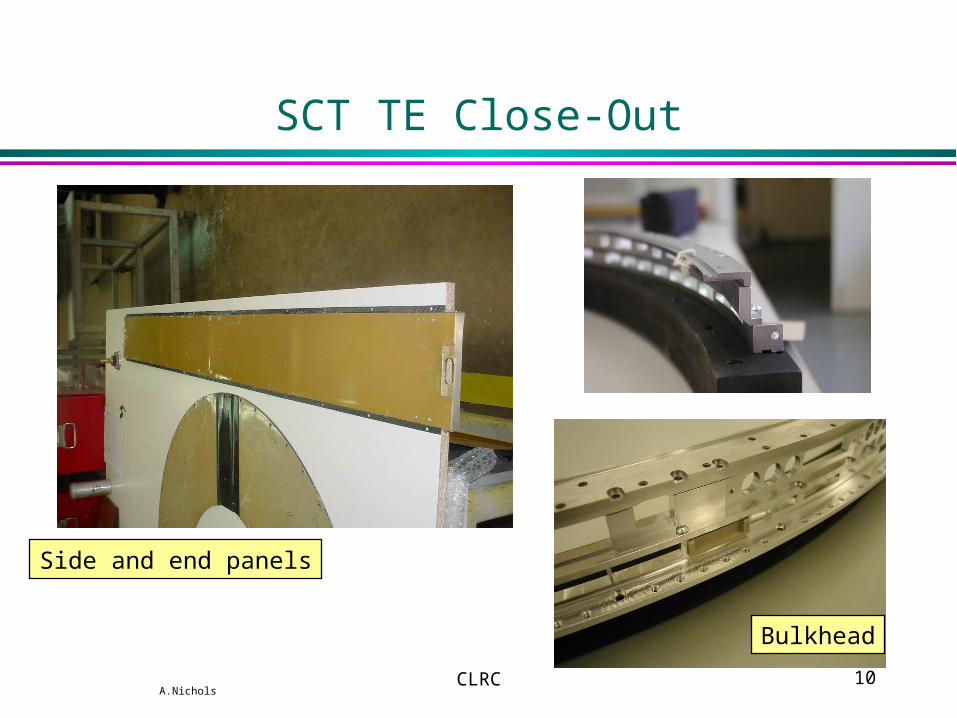
Side and end panels
Bulkhead
CLRC 11A.Nichols
SCT TE Close-Out
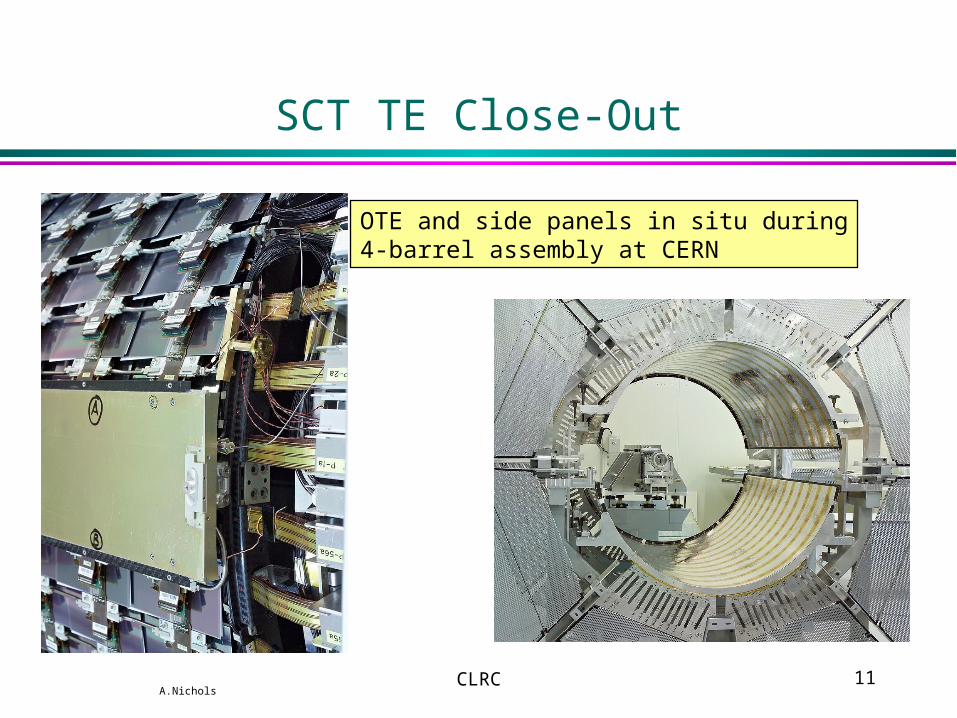
OTE and side panels in situ during4-barrel assembly at CERN
CLRC 12A.Nichols
SCT TE Close-Out
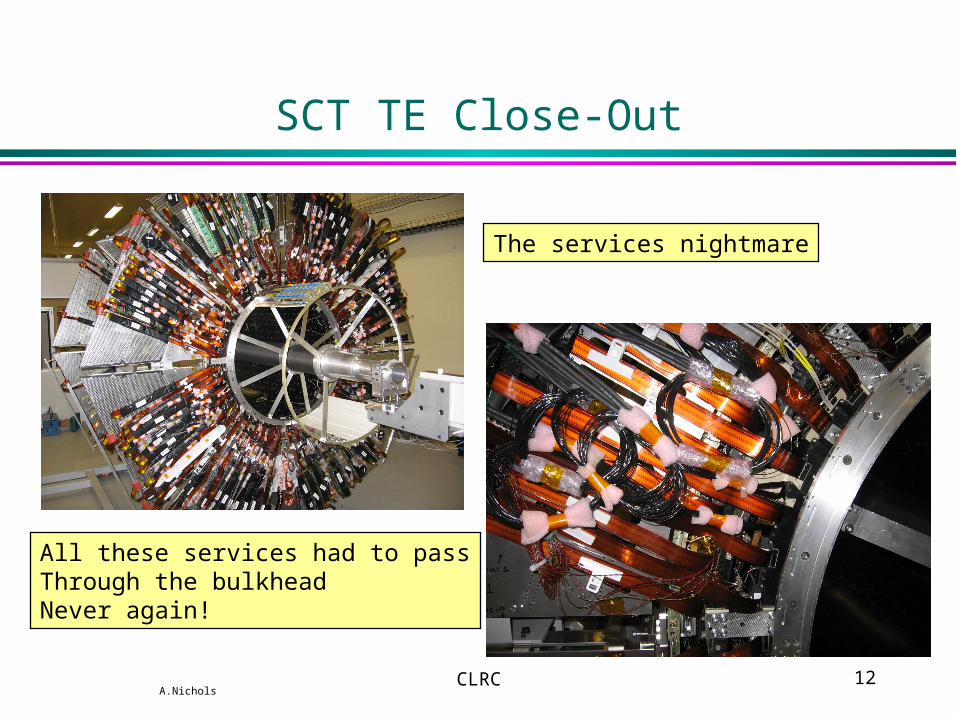
The services nightmare
All these services had to passThrough the bulkheadNever again!