10 BULK PRODUCTS AND PRODUCTION LINES IN THE …
50
10 BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Transcript of 10 BULK PRODUCTS AND PRODUCTION LINES IN THE …

10
BULK PRODUCTSAND PRODUCTION LINESIN THE PETROCHEMICAL
INDUSTRY


10.1.1 The development of thepetrochemical industry
The petrochemical industry was born in 1920 in theUnited States, where Standard Oil of New Jersey andthe Carbide and Carbon Chemical Corporation built,at Bayway (New Jersey) and Charleston (WestVirginia) respectively, the first two plants for theproduction of isopropyl alcohol, obtained with thesulphuric acid process starting from the propyleneseparated from refinery gas. Table 1 lists the firstindustrial petrochemical processes, and names theresearchers who had earlier made importantcontributions to these.
Again in the United States, the decade 1920-30saw the first industrial plants for the production ofethylene (from ethane and propane separated fromnatural gas), ethylene glycol and ethylene oxide (withthe chlorohydrin process), acetone (bydehydrogenating isopropyl alcohol), synthetic ethylalcohol (from ethylene with the sulphuric acidprocess), acetaldehyde (from ethyl alcohol) andhydrogen (by steam reforming natural gas).
During the years 1930-43, important new industrialprocesses were introduced in the United States(essentially via the petrochemical route) and Europe (essentially via the carbon chemicalroute). These mainly involved polymeric products(synthetic resins, polymethyl methacrylate, polyvinylchloride, polystyrene, synthetic rubbers, nylon,polyethylene), destined to become almost whollypetrochemical (or methano-chemical) during theimmediate post-war period (see again Table 1; Table 2).
However, until the 1930s-1940s, the petrochemicalindustry still comprised very few companies in theUnited States and, before the Second World War, waspractically inexistent elsewhere. The reasons for the slowspread of the petrochemical industry should be sought
mainly in the fact that petrochemical plants becomeprofitable only with relatively high levels of production,and that their exploitation thus became increasinglyattractive as demand increased and the marketbroadened. Indeed, until the 1930s to 1940s, marketdemand remained limited in all sectors. At that time, invarious industrialized countries the contribution made bythe petrochemical industry to the gross product ofmanufacturing industry amounted to only a fewpercentage points. A far more important developmentoccurred during the 1940s and especially after theSecond World War, with the large-scale production ofplastics, fibres, elastomers and synthetic detergents.
Dating to the period between 1940 and the early1950s are the first industrial processes to manufacturesynthesis gas and hydrogen by steam reformingmethane, acetylene from methane, aromatics frompetroleum fractions, butadiene from C4 hydrocarbons,saturated and unsaturated polyester resins,polyurethanes, polycaprolactam (Nylon 6), ethylene bysteam cracking light liquid hydrocarbons, aldehydesand alcohols by oxo-synthesis, butyl rubber,oxygenated compounds from light hydrocarbons,phthalic anhydride from benzene, synthetic detergents(from dodecylbenzene sulphonate), ABS and epoxyresins, acrylic fibres, terephthalic acid, dimethylterephthalate, polyethylene terephthalate and polyesterfibres, polytetrafluoroethylene, phenol via cumene(see again Tables 1 and 2).
During the Second World War, the production ofaromatics (BTX, Benzene-Toluene-Xylenes) frompetroleum began and increased in the United States, andhuge amounts of SBR synthetic rubbers weremanufactured (with butadiene made from ethyl alcohol;in the United States this raw material was completelyreplaced by n-butane and n-butenes only in 1955). Theproduction of synthetic rubbers (Buna S and Buna N) hadalready been developed in Germany (where butadiene
407VOLUME II / REFINING AND PETROCHEMICALS
10.1
The petrochemical industry

408 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 1. First production of current petrochemical derivatives and first industrial processes(Pasquon, 1977; Ullmann, 2003)
Period Product or process First industrial developments (earlier work)
1872 Black carbon USA (1872, Haworth and Lamb): production from methane with the Channel process
1880 Ethylene USA (1880): production of ethylene (as a by-product) from the crackingof oils in retorts
Ethyl ether USA (1900): production from ethylene (Cordus, 1540; Frobenius, 1730;Rose, 1800; Boulay, 1809-15; Williamson, 1852-54; Fritzche, 1897)
1913 Ammonia Germany (1913) BASF: synthesis of ammonia (Haber, Bosch, Mittasch,1904-08)
1913-20 Cracking for gasolines USA (1913-20, Standard Oil; Indian Refining): introduction of (and olefins as by-products) pressurized cracking processes (Redwood, Dewar, 1889; Burton, Gross);
and (Gulf Refining) of cracking process with AlCl3 (McAfee)
1920-29 Polymeric products Production of new polymers (see Table 2)
Methanol Germany (1923) BASF: production from CO and H2 (Solvay, Slosse, 1898)
Synthetic detergents Germany (1925) BASF (Günther, 1917; Adam, 1913)
1920 Isopropyl alcohol USA (1920, Standard Oil of NJ; Carbide Carbon Chem.):production from propylene with the chlorohydrin process (Berthelot, 1855;Carleton Ellis, Cohen, 1920)
1922 Ethylene glycol USA (1922, Carbide Carbon Chem.): production from ethylene withthe chlorohydrin process (Wurtz, 1856; Carius, 1863; Soc. Anon. d’Expl. et Prod. Chimiques, 1912; Gomberg, 1919;Brooks, 1920; Curme, Young, 1923)
1923 Ethylene USA (1923, Carbide Carbon Chem.): production from ethaneand propane (Norton, Andrews, Noyes, 1886; Curme, 1914-16;Linde Air Prod., 1920)
1925 Ethylene oxide USA (1925, Carbide Carbon Chem.): production from ethylenevia chlorohydrin (Gomberg, 1919)
1926 Acetone USA (1926, DuPont): production from isopropyl alcohol (Trillat, 1901;Sabatier, Senderens, 1903)
1928-30 Ethanolamine USA (1928-30, Carbide Carbon Chem.; Dow Chem.; JeffersonChem.): production from ethylene oxide and ammonia (Reid, Lewis, 1930)
1930-39 Polymeric products Production of new polymers (see Table 2)
Hydrogen Germany (1930); USA (1931, Standard Oil of NJ; Shell, Esso),GB (ICI): production of hydrogen by the steam reforming of methane(Dieffenbach, Moldenhauer, 1909; IG Farben, BASF, 1913-30; Fischer,Tropsch, 1928; Keller, Klemp, 1930; Gluud, 1930). In Germany, methaneseparated from cokery gas and hydrocarbons obtained from thehydrogenation of coal were used
Ethyl alcohol USA (1930, Carbide Carbon Chem.; Standard Oil; AirReduction; Shell): production from ethylene with the sulphuric acidprocess (Farady, 1825; Hennel, 1829; Berthelot, 1855; Fritsche, 1897;Plant-Sidwich, 1921; Damiens, 1922-23; Brooks, 1935-39; Metzger,1935-36; Bliss, 1937). Pilot plants for the production of ethyl alcohol fromethylene had functioned in Europe and the USA during the years 1917-25
Propylene glycol and oxide USA (1931, Carbide Carbon Chem.): production of propylene withthe chlorohydrin process (Wurtz, 1859; Oser, 1860; Krasuskii, 1902; Henry,1903; Burdic,1926; IG Farben, 1927)
Vinyl acetate Canada (1933, Canadian Electroprod., Shawinigan): productionof C2H2 and CH3COOH in the liquid phase (Cons. Elektrochem.,1924-29; Skirrow and coll., 1927-32; Weibezahn, 1933-34) and in Germany(Hoechst) from C2H2 and CH3COOH in the vapour phase(Baum and coll., 1928-31)
Acetic anhydride Germany (1933); USA (1934, Benson process): production by theoxidation of CH3CHO
Hydrocyanic acid Germany, BASF and IG Farben (1927): production with theAndrusow process

409VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
Table 1 (cont’d)
Synthesis gas Romania (1935): production of gas for the synthesis of ammoniaby the steam reforming of methane with the Fauser process
Formaldehyde and methanol USA and Canada (1935-36; Cities Service Oil): productionby the oxidation of natural gas (Blair, Wheeler, 1922; Walzer, 1935; CitiesService Oil).USA: production of CH2O by the oxidation of CH3OH with catalysts basedon metal oxides (Adkins, Peterson, Mehari, Bakelite, 1927-33)
Synthetic hydrocarbons Germany (1936): production from CO and H2.Fischer-Tropsch synthesis.Sabatier-Senderens 1902; Mittasch, 1913-14; Bahr, 1933
Vinyl chloride USA (1936-38, Carbide Carbon Chem.): production bydecomposition of dichloroethane (Liebig, Regnault, 1835; Blitz, 1902-04;Smolenski, 1927; Carbide Carbon Chem., 1927; ICI, 1930; IG Farben, 1930)
LD polyethylene Great Britain (1939) (see Table 2)
Ethyl chloride USA (1939, Ethyl Corporation): production from C2H4 and HCI(Rouelle, 1759; Woulfe, 1767; Bayer, 1921; Berl Bitter, 1924; CarbideCarbon Chem., 1924; Hoffmann, Wulff, 1929)
1940-45 Polymers Production of new polymers (see Table 2)
Synthesis gas USA and Canada (1941, ICI process): production of gas for the synthesisof ammonia by steam reforming natural gas
Butadiene USA (1941, Carbide Carbon Chem.):production from ethyl alcohol acetaldehyde (Ostromislensky, Maximov,1915-25; Whitby, 1940).USA (1943, Standard Oil NL): production from n-butenes (Mattewand coll., 1910-12; IG Farben, 1926-38; Standard Oil NL 1936;Grosse, Morrel, Mavity, 1940; Grosskyusky, Roh, Hoffmann, 1941).USA (1944-45, Houdry): production from n-butane (Norcon, Andrexs,Noyes, 1886). Europe: during the same period butadiene was made from acetylene(Germany, from 1932) and from alcohol (USSR – from 1929 – and, in smallquantities, in Italy)
Aromatic compounds; USA (1940, Pan Amer. Refining): production of aromatic compounds reforming for gasolines (BTX) from petroleum with the Kellogg reforming process (Esso Res.,
Standard Oil Ind., Kellogg, Wheeler, 1934)Acetylene Germany (1940): production from methane with the electric arc process
(Berthelot, 1882; Curme, 1914-16)
Cracking for gasolines USA (1942): fluidized bed catalytic cracking process: (FCC)(and olefins as by-products) USA (1943, Socony Mobil Oil): moving bed catalytic cracking
process (TCC)
Ethylene Great Britain (1942): production by the steam-cracking of light liquidhydrocarbons
Oxygenated compounds USA (1945, Celanese): production of CH2O, CH3OH, CH3CHO, etc.by the non-catalytic oxidation of light hydrocarbon fractions (CitiesService Oil; Wiezevich, Frolich, 1934; Pease, Munro, 1934)
1946-50 Polymeric products Production of new polymers (see Table 2)
Ethylene oxide USA (Union Carbide; Allied Chem.); Great Britain(Distillers); Germany (IG Farben); France (Naphtachimie);Belgium (Soc. Chimique): production by the catalytic oxidation ofethylene (Letort, Soc. Française de Catalyse Généralisée,1931-32; Union Carbide, 1941; Shell, 1946-47)
Phthalic anhydride USA (1946, Oronite): production from o-xylene (Craver, 1923; Buylla,Pertierra, 1933; Parks, Allard, 1939)
Synthetic detergents USA (1946): production of dodecylbenzene sulphonates from benzeneand dodecene for domestic purposes
Ethyl alcohol USA (1948, Shell): production by the catalytic hydration of ethylene(Shell, 1945)
Period Product or process First industrial developments (earlier work)

410 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 1 (cont’d)
Glycerine USA (1948, Shell): production from propylene via allyl chloride(Berthelot, DeLuca, 1856; Heinemann, 1913; Shell, 1937-43; Groll,Hearne, 1939; Williams, 1941; IG Farben, 1943; Fairbairn and coll., 1947)
Platforming USA (1949, Old Dutch Ref. now Marathon Oil): UOP platformingprocess for the transformation of naphthenes into aromatics and theisomerization of aromatic hydrocarbons
Terephthalic acid USA (1950, DuPont; Amoco); Great Britain (ICI); Germany (BASF): and dimethyl terephthalate production of terephthalic acid and dimethyl terephthalate from p-xylene
(DuPont, 1949)
1951-55 Polymeric products Production of new polymers (see Table 2)
Carbon sulphide USA (Pure Oil; Food Machinery and Chem.): production frommethane and sulphur (De Simo, 1940; Rakovskii, Kamneva, 1940; Thacker,Miller, Pure Oil, 1943-49; Bacon, 1945; Barium Production, 1946; Folkins and coll. 1950; Forney, Smith, 1951; Nabor, Smith, 1953)
Phenol USA and Canada (1952-54), Shawinigan Chem.; British Amer.Oil, Barret), production of phenol via cumene (Aller and coll.,1949; Hawkins and coll., 1950; Joris and coll., 1952; HerculesDistillers)
Acetic acid USA (1952, Celanese): production by the catalytic oxidation in theliquid phase of n-butane (Burwell, 1934; Dreyfus Celanese, 1939-40;Farmer, 1942-51; Bolland, 1945-50; George, 1946; Shaw, 1946; Grosse,Snyder, 1950; Bateman, Morris, 1953; Morgan, Robertson, 1954;Habeshaw and coll., 1954)
Acrolein USA (1952, Celanese): production from propylene (EllisFurster Co., 1939; Celanese, 1945; Hearn, Adams, 1948; Gooding,Hadley, 1949; Detting, Skey, 1962; Bataafsche Petr.Maatschappij, 1952)
Acetylene USA (1951, Wulff Process): production by the pyrolysisof light hydrocarbons with the Wulff process (Wulff, 1930-32; Hasche,1926-52; Fischer and coll., 1934).Germany (1953, BASF): production from methane with the autothermalSachsse process (McLeod, 1866; Jungfleisch, 1880; Sachsse, 1949;Bartholomé, 1954)
1956-60 Synthesis gas USA (1953, Kellog): development of methane reforming processes withsteam at pressures over 5 atm and (1954, Texaco) production by theoxidation of hydrocarbons with pressurized O2. Earlier, similarprocesses, but operating at atmospheric pressure had been used in Europeand the USA (Padovani, Schiler, Bartholomé, Koch, Fauser,Linde-Karwat)
Polymeric products Production of new polymers (see Table 2)
Acetaldehyde Germany (1960, Wacker-Hoechst): production by the catalyticoxidation of ethylene (Phillips, 1894; Smidt and coll., 1959-62)
Acrylonitrile USA (1960, Standard Oil of Ohio: SOHIO): production by thecatalytic ammonoxidation of propylene (Allied, 1947; Cosby-Allied,1949; Idol jr., 1959; Veatch and coll., 1960
Acetic acid Germany (1960, BASF): production from CO and CH3OH at high pressure(BASF, 1913; Dreyfus, 1929; DuPont, 1932; Patterson, 1932; Reppe,1940-49; BASF, 1952)
Biodegradable Great Britain (1958): production of linear chain alkylbenzene sulphonatesdetergents (LAS)
Glycerine USA (1960, Shell): production from propylene via acrolein and H2O2(Ballard and coll., 1949; Mugdan, Young, 1949; Payne, 1958-59; Schaer,1958; Hearne and coll., 1959)
1961-65 Isoprene USA (Shell): production from isopentanes (Digiacomo and coll.,Houdry, 1961)
Polymeric products Production of new polymers (see Table 2)
Period Product or process First industrial developments (earlier work)

411VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
Table 1 (cont’d)
Ethylene, propylene, Europe. Japan: development of processes for the steam cracking of virgin butadiene naphtha to produce olefins and light diolefins
Naphthalenes and benzene USA (1961, Ashland Oil and Refining: Hvdeal process;Sun Oil; Tide Water Oil; Collier Carbon and Chem.; Monsanto; Dow; Crown Central Petrol: Detol-Houdrvprocess; Union Oil of California: Unidak process)
Caprolactam Italy (1962, SNIA-Viscosa): production of caprolactam from toluene(IG Farben, 1940; SNIA-Viscosa, 1958-60, Muench, 1962)
Linear alcohols USA (1962, Continental Oil): production of linear alcohols fromethylene with the Ziegler process (Ziegler and coll., 1954)
Vinyl chloride USA and France (1964-65; Goodrich; PPG; Fluor;Monsanto; Stauffer; Rhone-Poulenc): production by theoxychlorination of C2H4 with HCl (Edwards, Weaver, 1965)
Isoprene USA (Goodvear-Scientific Design): production from propylene(Mayor and coll., 1958; Anhorn and coll., 1960-61; Osterhof, 1965)
Vinyl acetate USA, Europe (various companies, from 1965): production from ethylene,acetic acid and air (Smidt and coll., 1959; Moisseev and coll., 1960; ICI,1960-63; Nat. Distillers, 1960-63; Hoechst, 1961; Shell, 1962;Bayer, 1963; Grace; Wacker; BASF; Monsanto;Rhone-Poulenc, 1963; Asahi, Kasei, Kogzo, 1963)
Urea Italy (1967, ANIC): production with the Snamprogetti process(Guadalupl, Zardl, 1965)
1966-73 Isoprene USSR (1966): production from isobutylene and formaldehyde(Avatl, Giraud 1961)
Methanol Great Britain (1866, ICI): production from CO and H2 with the ICI lowpressure process
Acetic acid USA (1970, Monsanto): production from CH3OH and CO at lowpressure (von Kutepow and coll., 1965; Pauler, Roth, 1968)
Propylene oxide USA (1969, Oxirane-Halcon; Atlantic Richfield): productionby the oxidation of propylene with hydroperoxides (Sheng, Zatacek, 1967;Landau, 1967)
Acrylic acid USA (1969), Union Carbide and subsequently Japan, Great Britainand acrylic esters (Nippon Shokubai Kagaku Kogyo; Distillers, Mitsubishi,
Petrochem.; Tovo Soda): production by the catalytic oxidationof propylene (Shell, 1964; Hirai, 1969; Nakatani, Tovo Soda, 1970)
Polymers for special (see Table 2)applications
Isoprene Italy (1972, ANIC): production from acetylene and acetone with theSnamprogetti process (Bayer, 1910; Weizmann, 1953; Taylor, Shenk,1961; De Maldè, Di Ciò, Massi Mauri, 1964)
MTBE Italy (1973, Snamprogetti – ANIC) (Henry, 1904)(methyl tertiary butyl ether)
Polymers for special (see Table 2)applications
1974-2000 Methyl methacrylate Japan (1984) – Sumitomo Mitsubishi – Methyl methacrylate from isobutene or isobutanol
Dimethyl carbonate Italy (1984) – Enichem – Dimethyl carbonate from methanoland CO (Romano, 1980)
Gasolines and BTX New Zealand (1986) – Mobil – MTG process for gasolines and BTX frommethanol (Meisel, Mc Cullough, Lechthaler, Weisz)
Cyclohexane oxime Italy (1994) – Enichem – cyclohexane oxime from cyclohexanone, NH3and H2O2, with Ti-silicalite (Soffia, 1986)
Polymers for special (see Table 2)applications andfunctional polymers
Period Product or process First industrial developments (earlier work)

412 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 2. First industrial productions of polymeric products (Pasquon, 1977; Ullmann, 2003)
Period Product or process First industrial developments (earlier work)
1869 Celluloid USA: Manuf. Corpo (Braconnat, 1833; Schönbein, 1845; Pakes,1855-65; Abel, 1866; Fill. Hyatt, 1864)
1889 Artificial fibres France: Chardonnet (Audemars, 1955 ; Swann, 1883-84;(Rayon Chardonnet) Chardonnet, 1884)
1898 Artificial fibres Germany: Vereinigte Glanzstoff Fabr. (Schweitzer, 1857; Weston,(Cuprammonium Rayon) 1882; Despaissis, 1890)
1904 Galalite Germany: Galatith Gesel. (Krische, Spitteler, 1897)
1905 Artificial fibres Great Britain: Courtaulds (Cross, Bevan, Beadle, 1893; Topham,(Rayon Viscosa) 1892-1902; Muller, 1903)
1909 Phenol-formaldehyde USA: Baekeland, Gen. Bakelite (Baeyer, 1872-92; Henschke, 1905; resins (Bakelite) Story, 1906; Baekeland, 1907-09)
1910 Cellulose acetate Germany: Bayer (Schutzenberg, 1865-69; Franchimont, 1879; Cross,Bevan, 1894)
1914 Artificial fibres USA: Lustrom (Miles, 1903; Bayer, 1906). The production of triacetate(cellulose triacetate) fibres, which began in 1914, was soon interrupted, and resumed in 1954
1915 Synthetic rubber Germany: Bayer, BASF (Kondorow, 1900; Harries, 1900-10; Hoffmann,[poly(2,3-dimethylbutadiene] 1910; Earle, Kyriadikes, 1911)
1914-16 Polyesters Germany: production of glycerophthalic polymers and unsaturated polymersused for coatings (Berzellus, 1847; Lorenzo, l863; Krant, 1869; Vurlander,1894; Blaise, Marcilly, 1904; General Electric, 1910-12)
1916 Glass fibres Germany (Riva, 1713; Drummond, Librey, 1893; Pacsinsky, 1908)
1916-19 Coumarone-indene resins Germany: Rutgerswerke. USA: 1919, Barrett (Kraemer, Spilker,1890; Gluud, Breuer, 1918; Sperr, Darin, 1918-19)
1919-20 Artificial fibres Great Britain: Dreyfus (Miles, 1903; Bayer, 1906)(cellulose diacetate)
1920 Cellophane France: Cellophan France (Cross, Bevan, 1892; Stearn, 1898;Brandenberg, 1911)
1924 Urea resins Austria: Kunstharz Fabrik (Ludy, 1889; Hemmelmayr, 1891;Goldschmidt, 1896; Einhorn, Hamburger, 1908; John, 1918;Poilak and coll., 1924)
1926 Alkyd resins USA: General Electric (Berzelius, 1847; Schaal, 1884-86; Smith,1901; Freldberg, 1910; Callahan and coll., 1910-25; Kienley, Hovey, 1921-23)
1925-28 Polyvinyl acetate Canada: Shawinigan Chem. and USA: Union Carbide(Klatte, 1912-13). Small quantities of adhesives based on polyvinyl acetatehad been produced in Germany in 1916-18
1928 Polymethylmethacrylate Germany: Rohm und Haas (Röhm, 1900-28)
1929 Polysulphides (Thiokol) USA: Thiokol Chem. (Patrick and Mnookin, 1927)
1927-31 Polyvinylchloride (PVC) Germany: IG Farben. USA: Union Carbide (Regnault, 1831;Bauman, 1872; Klatte, Rollett, 1913-17; Ostromislensky, 1913)
1931 Poly(2-chloro-butadiene) USA: DuPont (Neuland, 1920-30; Carothers, Williams, Collins, Kirby, (Neoprene) 1931)
1932 Polystyrene Germany: IG Farben (Simon, 1839; Blyth, Hofmann, 1645; Berthelot,1866). A small plant belonging to the Naugatuck Chem. (USA) hadbeen operational in 1925
1932-34 Synthetic rubbers: USSR (1932): production of polybutadiene with a sodium initiator (Williams,polybutadiene; Greville, 1860; Bouchardat, 1879; Wallach, 1877; Tilden, 1892; Harries, butadiene-styrene 1900-10; Lebedev, 1910; Matthews, Strange, 1910; Hoffmann, 1910; Bayer,copolymers (Buna S) 1910-12; Davld, Spence, 1910-12; Holt, 1913; Ostromislensky, Maximov, 1923).
Germany (1934), IG Farben: production of Buna S by emulsionpolymerization with free radical initiators (Tschunkur, Bock, 1933)

413VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
Table 2 (cont’d)
1935-39 Melamine resins Switzerland: Ciba; USA: American Cyanamid; Germany: Henkel(Hentrlch, Kohler-Henkel, 1935; Widmer-Ciba, 1935; Zerwech IGFarben, 1936)
Polyvinyl alcohol Germany; USA: (1939) DuPont (Haehnel, 1924; Staudinger, Frey, Starck,1927; Hermann, Haehnel, Berg, 1927-38)
1936 Polyisobutylene (Oppanol) Germany: IG Farben (IG Farben 1934-36; Waterman, Over, Tulleners, 1934)
Acrylic resins USA: DuPont (Linnemann, 1872; Caspary, Tollens, 1873; Fittig, Paul, 1877)
Butadiene-acrylonitrile Germany: IG Farben (Konrad, Tschunkur, 1934-38)copolymers (Buna N)
1939 Polyethylene (low density) Great Britain: ICI (Gibson, Fawcett, 1933-35; Perrin, Paton, Willlams, 1935)
1940 Polyamide resins USA: DuPont (Gabriel, Maas, 1899; Carothers and coll. 1928-40)and fibres (Nylon)
1941-42 Saturated and unsaturated USA: Pittsburg Plate Galss. US Rubber; Americanpolyester resins and Cyanamid (Berzelius, 1847; Bemmeln, 1856; Lorenzo, 1863; Krant, 1869; reinforced polyesters Vorlander, 1894; Blaise Marcilly, 1904; Kienle, Carothers, 1923-30;
Bradley and coll., 1938-40; Ellis, 1936-40)
1941 Polycaprolactam (Nylon 6) Germany: IG Farben (Gabriel, Mass, 1899; Braun, 1907; Schlack, 1943)
Polyurethanes based Germany: IG Farben; Bayer (Wurtz, Hoffmann, 1849; Liebig, Wöhler, on polyesters 1851; IG Farben, Bayer, 1937)
1943 Isobutylene-isoprene USA: Standard Oil of NJ (Butlerow, 1877; Thomas, Spark, 1937-40)copolymers (butyl rubber)
Silicons USA: Dow Corning Glass (Kipping, 1900-40; Corning Glass,1933; Rochow, 1940-45; Andrianov, Hyde and coll., 1945)
1946 ABS resins USA: US Rubber (Daly, 1945-)
1947 Epoxy resins Switzerland: Ciba; USA: Shell; DuPont (IG Farben, 1934-38:Castan De Trey, 1936-43: Grenlee, 1939: Batzer and coll., 1943; Devoe,Reynolds, 1945)
Acrylic fibres (Orlon) USA: DuPont (German patents, 1920; IG Farben, 1938)
1949-50 Polyester –polyethylene Great Britain: ICI, Calico Printers; USA: DuPont (Carothers, Hill, terephthalate fibres 1932; Whinfield, Dickinson, 1941)Terylene-Dacron
1950 Polytetrafluoroethylene USA: DuPont (Ruff, Bretschneider, 1933; Plunkett, 1938)(Teflon)
1952-54 Expanded flexible Germany: Bayer; USA: DuPont (Hochtlen, 1952)polyurethane resins
1954-55 Cellulose triacetate fibres USA, Canada, Great Britain: Celanese, Courtaulds;France and Germany: Rodiaceta; cellulose triacetate fibres had alreadybeen made in 1914
1957 High density polyethylene USA: Phillips (Clark and coll., 1956)(Marlex)
Polyformaldehyde (Delrin) USA: DuPont (Staudinger, 1932-33; Austin, Frank, 1942;McDonald, 1956-58)
1956-58 High density USA; Europa (Ziegler and coll. 1953-55)polyethylene(Ziegler)
1957 Isotactic polypropylene Italy: Montecatini (Natta and coll., 1954-)(Moplen, Meraklon)
1958 Ethylene-propylene Italy: Montecatini (Natta and coll., 1955-)copolymers(EP and EPDM rubbers)
Period Product or process First industrial developments (earlier work)

414 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 2 (cont’d)
1957-61 Polyurethanes based Germany, USA (DuPont): production of polyurethane resins based on on polyethers polyethers (Barringer, 1956; Davis, Frisch and coll., 1957;
Hill and coll., 1959; Farkas and coll., 1959; Helss and coll. 1954-61; Windemuth and coll., 1960; Hostettler Cox, 1960; Saunders and coll., 1961)
1958 High m. w. polyoxyethylenes USA: Union Carbide (Wurtz, 1859-63; Staudinger, Lohman, 1933;St Pierre, Price, 1956; Hill and coll., 1958)
Polycarbonates (Makrolon) Germany: Bayer (Birnbaum, Lurie, 1881; Einhorn, 1898; Bishoff, VonHedenstroem, 1902; Schnel, 1956)
Elastic fibres (Spandex) USA: DuPont, Uniroval (Windemuth, 1952-53)
1959-62 1,4-cis-polyisoprene USA: Shell (1959) Goodyear, Firestone (Horne, 1956; Staveley, 1956; Saltman, 1958; Stearns, Foreman, 1959; Tobolsky, Rogers, 1959)
1960-62 1,4-cis-polybutadiene USA: Phillips (1960), Goodyear Amer. Rubber,Gcodrich-Gulf; Texas, US Chem. (Zelinski, Smith, 1956; Marullo,Longiave and coll., 1959-61; Porter, Ballas, 1959; Tucker, 1959:Gippin, 1862)
1960 High density polyethylene Japan: Standard Oil Ind. (Petrers, Evering, 1953; Roebuck, Zletz, 1954)
1962 Polyvinylfluoride USA: DuPont
Polyallomers USA: Eastman Kodak (Natta and coll., 1955-)(propylene-ethylene)
1964 Ethylene-vinyl USA: DuPontacetate copolymers
Polyionomers (Surlyn) USA: DuPont e Union Carbide (Bonotto, Purcel, 1965; Rees,Vaughan, 1963-65)
1965 Poly(4-methyl-pente-1) Great Britain: ICI (Natta and coll., 1955)
Polybutene-1 Germany: Chemische-Werke Hols; USA: Petrotex-Mobil(Natta and coll., 1955-)
1966 Aliphatic-aromatic polyamide USA: Dynamit Nobel
1967 Polyamide 12 Germany: Chemische-Werke Hols
1970 Polyamide 6/12 USA: DuPont
1970-71 Poly(tetra-methylene USA: Celanese, Eastman Kodak, General Electricterephthalate)
1966-72 Polymer alloys USA (1966): Marbon, ABS-PVC alloy and ABS-polycarbonate alloy;(1966) General Electric, PPO-polystyrene alloy; Japan (1971-72)TEIJIN, polyethylene-polycarbonate alloy
1967-73 Various copolymers Germany (1967) – BASF: styrene-acrylonitrile modified withan acrylic ester; USA (1968) – SOHIO: acrylonitrile-butadilene modifiedwith methyl methacrylate; USA (1969) – DuPont: copolymer ofperfluoric-sulphonic acid; USA (1969) – American Cyanamid:methyl methacrylate- styrene-acrylonitrile; USA (1970) – DuPont:ethylene-tetrafluoro ethylene; USA (1970) – Monsanto: methacrylonitrile-styrene; USA (1970) – Copolymer Rubber Chem.: styrene-acrylonitrile- Epdm; Japan – Mitsui Toatsu Chem.: styrene-ethylene-propylene; USA – Showa Denko: chlorinated acrylonitrile-styrene-polyethylene; USA (1971) –Allied: ethylene-chlorotrifluoroethylene; USA (1973) –DuPont: tetrafluoroethylene-parfluorovinylpropylether
Period Product or process First industrial developments (earlier work)

415VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
1964-75 Polymers for special USA (1964) – General Electric; poly(2,6-dimethyl-1,4-phenylene oxido)applications (Hay and coll., 1959); USA (1964-65) – DuPont: polyimide (Edwards,
Robinson, 1955-59; Endry, 1963); USA (1964) – Whittaker:polybenzimidazole (Brinker, Robinson, 1959; Vogel, Marvel, 1961); USA(1965) – Union Carbide: polysulphones (Carothers, 1929; Bugel,Walton, 1965; Johnson and coll., 1967); USA (1965) – Union Carbide:poly(p-xylenes) (Gorham); USA: carbon fibres; USA – DuPont:aromatic polyamide fibres and plastics (Aramid); USA (1967) – 3M:poly(arylsulphone) (Vogel, 1967); USA (1968) – Phillips Petr.:poly(phenylene sulphide) (Macallum, 1948; Lenz and coll., 1962); USA (1969) – Midlond Silicanes: poly(p-phenylphenol); USA (1970) – Carborundun: poly(p-oxybenzoate) (Fischer, Freudenberg, 1910;Economy and coll., 1970); USA (1971-72) – Amoco and Germany (1972) –Bayer: polyidantoina; USA (1972) – DuPont; elastomeric polyesters;Great Britain (1973) – ICI: polyetherosulphones; Japan (1972) –Sumitomo Chem: poly(2,6-dimethyl-3,4-phenylene oxide)
1976-2000 Polymers for special Semi-conducting polymers.applications and Polymers for high temperatures.functional polymers Polymeric liquid crystals.
Polymers with sensorial functions (sensitive to mechanical and light stimuli,electrical and magnetic fields, variations in temperature, chemicalcomposition) for biomedical applications (polymeric gels for artificialmuscles and bireactors).Polymers to replace copper and aluminium in electrical applications.Ferroelectric polymers.Composites based on fibres and ceramics for civil engineering.High resistance polymers
Table 2 (cont’d)
was made mainly from acetylene, using butanediol) andin the USSR (where butadiene was made with ethylalcohol from fermentation). During this period, thesignificant increase in the consumption of nitrogenousfertilisers was accompanied – and encouraged – by theintroduction of plants for the synthesis of ammonia withever increasing capacity, and by the perfection of naturalgas steam reforming processes, whose working pressurewas progressively increased until it reached 3.5 MPa. Inthe late 1950s, ICI developed the process for steamreforming virgin naphtha.
From the years 1955-60 onwards in Europe, Japanand other countries, the process for steam crackingvirgin naphtha (and later also gas oil) was developedto produce ethylene, propylene, butenes, butadiene andaromatics. The following years saw the construction ofhigh-capacity plants (500,000 t/y and over ofethylene). In Europe, ethylene and propylenechemistry thus took over from acetylene and carbonchemistry, which survived only in the Republic ofSouth Africa. Here enormous plants were built for thegasification of coal to CO and H2, the starting blendfor various synthesis processes. The same period alsosaw the construction of large plants for the synthesisof ammonia and urea (up to 1,500 t per day).
From the mid-1950s, innovations were introducedrelating to the preparation of various petrochemicalintermediates and new polymeric products, and to C1chemistry. During the post-war period, the technologyused to manufacture known polymeric products wasperfected and modified; different types of productsobtained from the same monomer were also introduced(for example various types of polyvinyl chloride andpolystyrene), each with specific properties and fields ofapplication. Contributions to these developments weremade by numerous industries. This sector is still in aprocess of continuous evolution.
Probably the last important discovery still possible inthe field of traditional organic industrial chemistry datesto the 1954: stereospecific polymerization, introducedby Giulio Natta. The first industrial production ofpolyethylene with the low-pressure Ziegler process datesto 1956 and that of isotactic polypropylene to 1957 (see again Table 2). Other polymers manufactured on anindustrial scale using Ziegler-Natta catalysts are, in orderof importance: 1,4-cis-polybutadiene, ethylene-propylene rubbers, 1,4-cis-polyisoprene, in addition topolybutene-1 and poly(4-methylpentene-1). Theprocesses used to make these polymers have undergonecontinuous improvements, leading to the introduction of
Period Product or process First industrial developments (earlier work)

high-yield catalysts for polyethylene and polypropylene,the development of the Spheripol process for thepolymerization of propylene and the development ofzirconium and titanium metallocenes which make itpossible to obtain high yields and polymers with newproperties. Among the other new polymers produced onan industrial scale from the late 1950s onwards, it isworth mentioning polyformaldehyde (Delrin),polyurethanes based on polyol polyethers,polycarbonates, Spandex fibres, ethylene-vinyl acetatecopolymers, aromatic polyamides (Kevlar), liquid crystalpolymers and numerous others: copolymers,technopolymers such as polyphenylene oxide,polyamides, polysulphone, polyphenylene,polyetherimides and polyetherketones, semipermeablemembranes, polymeric alloys, etc., as well as compositematerials for special applications (see again Table 2).
Different types of new materials were developedfrom the 1980s onwards: advanced materials,‘intelligent’ materials with sensory functions (sensitiveto mechanical and light stimuli, electrical and magneticfields, variations in temperature and chemicalcomposition), those used for applications in the opticaland electronic sectors, or for high critical temperaturesemiconductors, nanostructured materials withproperties similar to biological membranes andelectrooptic polymers which interact with light in a non-linear way (NLO systems) for use in thetelecommunications and information technology sectors.
The early 1960s saw the introduction of the Wackerprocess for the oxidation of ethylene to acetaldehydeand processes to make acrylonitrile from propylene,ammonia and air, vinyl chloride by the oxychlorinationof ethylene, vinyl acetate from ethylene and aceticacid, propylene oxide from propylene andhydroperoxide, maleic anhydride from n-butane and anumber of others (see again Table 1). It is also worthmentioning the production of n-paraffins separatedfrom petroleum fractions with the help of molecularsieves and n-olefins used to make linear alcohols (byoxo-synthesis), the introduction of methyl-tertiary-butyl ether (MTBE), which has been widely used as anadditive for gasolines free of lead alkyls, suitable foruse in vehicles equipped with catalytic mufflers tolower the emission of pollutants, of new processes forthe synthesis of methyl methacrylate, toluenediisocyanate and cyclohexane oxime.
Chemistry based on the use of natural gas andsynthesis gas has made it possible to develop, inparticular, the following syntheses: of methanol at lowpressure (ICI and Lurgi processes), of urea with theStamicarbon and Snamprogetti processes, of acetic acidfrom methanol and carbon monoxide (Monsantoprocess), of acetic anhydride, of fuels (from methanolwith the Mobil process), of dimethyl carbonate from
methanol and carbon dioxide. This has led to thesynthesis of over 3,000 important petrochemical productsor natural gas derivatives, whose value accounts for 65-70% of the turnover of chemical industry.
It is worth stressing that today the status of thepetrochemical industry has reached a plateau asconcerns the nature of the most important processesused. As a result, in the consumer goods sector thereare more incentives for research to improve familiarproducts or processes than for that aimed atdeveloping new products or processes. Theexceptions are products with special properties forhighly specific applications (as in the case of variouspolymeric products), or research aimed atintroducing truly innovative developments (forexample in industrial microbiology or the science ofpolymeric materials). This situation may change inthe event of a need – somewhat improbable in theshort or medium term – to replace petroleum withcoal and to use petroleum residues as raw materialsfor the chemical industry.
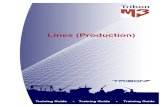
Some production data, over the years, for baseproducts, and the most important polymericderivatives are shown in Figs. 1-6. Tables 3, 4 and 5indicate the worldwide production (for the year 2001)of the main polymeric products, fibres and syntheticrubbers. These data indicate that the most importantindustrial chemical products are of petrochemicalorigin, and that polypropylene occupies the fourthplace overall. 1,4-cis-polybutadiene and EthylenePropylene Rubbers (EPRs), also the results of Natta’sresearch, occupy the second and third places amongsynthetic rubbers.
10.1.2 Raw materials and baseproducts
The ideal raw material for organic synthesis has anH/C ratio as close as possible to that of the desiredproducts. Taking as a reference point ethylene andpropylene, among the most important industrialbuilding blocks, the ideal atomic ratio of hydrogen tocarbon is 2. Among the fossil fuels, only light cutsfrom petroleum distillation and some natural gasescome close to this value. The H/C ratio is highest inmethane, whilst it falls below 2 in heavy petroleumcuts. Deviations from the optimal ratio translate into ahigher degree of complexity in operations to convertthe raw material, and consequently an increase inconversion costs.
Petroleum and natural gasPetroleum consists mainly of linear and branched
paraffins, cycloparaffins (naphthenes) and aromatic
416 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY

417VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
mil
lion
s of
t
year
ethylene propylene butadieneC4
0
20
40
60
80
100
120
1980 1985 1990 1995 2000
Fig. 1. Worldwideproduction of baseolefins (1978-2003)(by courtesy ofParpinelli Tecnon,Milan).
mil
lion
s of
t
year
benzene toluene xylenes
0
5
10
15
20
30
25
35
40
1980 1985 1990 1995 2000
Fig. 2. Worldwideproduction of basearomatics (1978-2003)(by courtesy ofParpinelli Tecnon,Milan).
mil
lion
s of
t
year
0
5
10
15
20
30
25
35
40
1980 1985 1990 1995 2000
Fig. 3. Worldwideproduction ofmethanol(1980-2003)(by courtesy ofParpinelli Tecnon,Milan).

hydrocarbons with a more or less complex structure,present in differing proportions depending on theorigins of the crude oil. It also contains more or lesssignificant amounts of organic compounds withsulphur, oxygen, nitrogen, and, in smaller percentages,compounds containing nickel, vanadium, iron, copper,mercury, etc. (Table 6). Other components, such asbrine and suspended materials, derive from crude oilextraction and handling operations.
Using petroleum as a raw material in the chemicalindustry presents numerous technical and economicadvantages. The hydrogen/carbon ratio renderspetroleum an excellent source both for the production
of olefins and intermediates with a low hydrogencontent, such as butadiene and aromatichydrocarbons. Ammonia and sulphuric acid, the rawingredients for traditional inorganic chemistry, canalso be considered petrochemical derivatives, at leastwhen the hydrogen used for the synthesis ofammonia and sulphur comes from refinery cycles ornatural gas. Finally, the enormous trade in petroleumand the regulation of its price on a worldwide basiscontribute to its potential availability throughout theglobe. The only factor which, since the 1970s, hashad a negative influence on the chemical use ofpetroleum is the instability of prices.
418 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
mil
lion
s of
t
year
0
20
40
60
80
120
100
140
160
180
1960 1970 1980 1990 2000
Fig. 4. Worldwide production of plastics (1960-2000) (by courtesy of Parpinelli Tecnon, Milan).
mil
lion
s of
t
year
0
2
4
6
8
10
12
1950 1960 1970 1980 1990 2000
Fig. 6. Worldwide production of synthetic elastomers (1950-2000) (by courtesy of Parpinelli Tecnon, Milan).
mil
lion
s of
t
year
0
5
10
15
20
25
30
1960 1970 1980 1990 2000
Fig. 5. Worldwide production of synthetic fibres (1960-2000) (by courtesy of Parpinelli Tecnon, Milan).
Table 3. Worldwide production and economic value of the main polymeric products (2001 data)
(*) For plastics and fibres (by courtesy of Parpinelli Tecnon, Milan)
ProductProduction(thousands
of t)
Approximatevalue
(millions of US dollars)
Polyethylene 52,850 33,470
Polyethylene terephthalate (*) 29,560 29,560
Ammonia 136,000 25,840
Polypropylene (*) 31,600 17,380
Styrene polymers and copolymers
19,340 17,000
Nylon 6 and Nylon 66 (*) 5,550 16,845
Polymers of vinyl chloride 27,100 13,550
Urea 60,325 10,850

Natural gas is a raw material which sometimesenters into competition with petroleum fractions. Itsuse is an alternative to that of petroleum, especiallyin the production of hydrogen and mixtures of
hydrogen and carbon monoxide. Other chemical usesare linked to its composition, which variesdepending on the nature of the reservoirs. The maincomponent is methane (65-99%). Gas is described asdry gas if methane is not accompanied by otherparaffins; when it contains significant quantities ofethane, propane and butane, however, it is known aswet gas. Other possible components are hydrogensulphide H2S (over 15% in some French naturalgases), nitrogen (about 15% in Dutch natural gas),helium and carbon dioxide (Table 7).
Faced with a market demand limited in both qualityand quantity, for many years hydrocarbons of petroleumorigin represented a raw material which was not essentialfor chemical processes. The significant advantages ofpetroleum emerged with the breakout of the SecondWorld War, when some traditional natural productsacquired strategic value, such as caoutchouc andintermediates for fuels and explosives (especiallybenzene and toluene). The synthetic rubber industry wasborn during these years, and soon came to represent avalid alternative to the natural product, whose supplywas compromised by the blockade of sea trade with theFar East. The production capacity for synthetic rubber(mainly the styrene-butadiene copolymer) rose from aninsignificant 8,000 t in 1941 in the United States to over1 million t/y by the end of 1944.
In European countries, especially Germany, thesupply of strategically important chemical products wasresolved with difficulty by intensively exploiting carbonchemistry. However, after the exceptional measuresdictated by the war had been removed, in Europe too theincreasing demand for consumer goods and the economiclaws of the markets made coal non-competitive withpetroleum cuts. Their exploitation thus spread to Europe,Japan and almost all of the rest of the world. Since then,only in the Republic of South Africa has the chemicalindustry continued to be based on a coal exploitationcycle, conditioned by geopolitical factors peculiar to thearea: the abundance of this resource and the ease withwhich reservoirs can be exploited.
For the last few decades petroleum and natural gashave represented over 90% of the organic rawmaterials used by chemical companies: thecorresponding consumption however, only represents5-7% of the total consumption of oil and natural gaswhich, on a worldwide level, amounts to over 5�109
tpe (ton petroleum equivalent). However, it should beremembered that in normal refinery working cycles nomore than about 25% of the petroleum feedstock isdestined for petrochemical processes.
During the refinery cycles, petroleum undergoesphysical and chemical treatments which turn it intohydrocarbon blends suited especially to meeting thedemands of the fuel market. The first treatment
419VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
Table 4. Worldwide production and economic value of synthetic and artificial fibres (2001 data)
(*) essentially polypropylene(by courtesy of Parpinelli Tecnon, Milan)
ProductProduction(thousands
of t)
Approximatevalue
(millions of US dollars)
Polyesters 19,000 20,900
Polyamides 3,750 13,875
Polyolefins (*) 5,700 7,125
Polyacrylics 2,650 3,445
Cellulose 2,700 9,450
Table 6. Some properties of crude petroleum
Mean elementarycomposition (%)
Carbon 83-87
Hydrogen 11.4-11.8
Sulphur 0.05-8
Oxygen 0.05-3
Nitrogen 0.02-1.3
Ni and V (ppm) traces-1,000
Density (g/cm3) 0.73-1.02
Calorific value (kJ/tep) 4.3�107
Table 5. Worldwide production and economic value of synthetic rubbers and natural rubber
(2001 data)
(by courtesy of Parpinelli Tecnon, Milan)
ProductProduction(thousands
of t)
Approximatevalue
(millions of US dollars)
Styrene-butadiene elastomers 4,450 3,785
1,4-cis polybutadiene 2,200 1,960
Ethylene-propylenecopolymers
950 1,235
Polychloroprene 285 855
Nitrile rubbers 450 900
Others 1,150 2,300
Natural rubber 7,170 3,585

involves separating the crude oil into cuts withcontinuous distillation at atmospheric pressure(topping). The main fractions (Table 8) – gasoline,kerosene, gas oil and residue – are obtained in ratioswhich vary depending on the type of crude. If thecrude is heavy, high boiling compounds prevail andconsequently distillates represent a relatively modestproportion (less than 40%); this class includesVenezuelan and Mexican petroleum with a highasphaltene content. Paraffinic crudes, typical thosefrom Libya, on the other hand, belong to the categoryof light crudes, which contain significant quantities ofvolatile compounds (propane and butane) alongsidehigh percentages of gasoline (20-25%).
The residue from topping, 50-70% of the crude oildepending on its nature, is sold as fuel oil or treated ina vacuum column. This treatment supplies heavierdistillates exploited mainly as lubricating oils(whenever the properties of the crude allow this) or asa feedstock for catalytic cracking. This is aimed at theproduction of gasolines, with the coproduction of
hydrocarbons with 2-4 carbon atoms (with a highpropylene content) accounting for about 10% inweight of the feedstock.
Although the use of hydrocarbon feedstocks hasbecome established both in the United States andEurope, different basic petrochemical cycles have beenselected in these two areas. The reasons for this shouldbe sought in the different availability of ethane,propane and butane, which significantly influencesproduction costs for ethylene. From a technologicalpoint of view this intermediate can be obtained eitherfrom light feedstocks or from crude oil distillationcuts. However, as the mean molecular weight of thefeedstock increases, the ethylene is coproduced withincreasing quantities of other products, includingpropylene, butadiene and benzene.
The American chemical industry has always beenable to exploit large quantities of ethane, propane andbutane. Their availability is linked to United States’large wet natural gas reservoirs, whose heaviercomponents are recovered in absorption and stripping
420 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 7. Composition of some natural gases (% mol)
Rio Arriba Country
New Mexico North Sea Lacq
France
Italy
Ravenna CorteMaggiore
Methane 83-87 96.91 85.9 69.6 99.5 90.3
Ethane 7-9 1.33 8.1 3.2 –
9.2Propane 2-2.5 0.19 2.7 1.4 0.1
Butanes 1 0.05 0.9 0.4 –
Pentanes and higher 0.4 0.02 0.3 0.4 –
Carbon dioxide 0.2 0.82 1.6 9.7 – –
Hydrogen sulphide – – – 15.3 – –
Helium 0.2 – – – – –
Nitrogen 6 – 0.5 – 0.4 0.5
Table 8. Main properties of petroleum fractions
Teb(°C) Fraction Composition and uses
�20 Gas C1-C4. Used as a fuel or chemical feedstock
20-150 Light gasoline Mainly aliphatic and cycloaliphatic C4-C10, with a modest aromatics content.Used as a chemical feedstock or for fuels150-200 Heavy gasoline
175-225 Kerosene C9-C16. Used as jet fuel, motor fuel and burner fuel
200-400 Gas oil C15-C25. Used as a chemical feedstock, diesel and fuel oil
�350 Lubricating oil Feedstock for lubricants. May be turned into a lighter feedstock by catalytic cracking
�350Heavy fuel oil Boiler fuel. May be turned into a lighter feedstock by catalytic cracking
Asphalt Paving, coatings and structural applications
Algeria

plants upstream of the distribution network. About40% of the ethylene produced in the United States ismade from ethane, whilst about a quarter derives fromblends more or less rich in propane and butane, sold asLPG (Liquefied Petroleum Gas). In the Middle East,too, the potential for exploiting the large amounts ofethane and propane present in numerous petroleumreservoirs as a chemical feedstock has represented asignificant incentive for the construction in situ ofplants to produce ethylene and its derivatives. Thescarcity of wet natural gas in Europe and Japan, on theother hand, has forced European and Japaneseproducers to use petroleum cuts. Only the Britishindustry can avail itself of the paraffinic feedstocksrecovered from North Sea gas.
Global petroleum reserves estimated by Eni on thebasis of geological and engineering data for knownreservoirs amount (2003) to 1,038,063 million barrels,80% of which belong to OPEC. According to theestimates carried out by the international associationCedigaz in 2002, worldwide natural gas reservesamount to 177.6�1012 m3. Among the reserves whichmay be exploited in the future, it is worth mentioningbitumen sands (175 billion barrels in Canada’s Albertaprovince), the gas hydrates discovered in cold zones ofthe earth, and above all, in the oceans, with quantitiesestimated to be in the order of 1016 m3 of associatedmethane, and ultraheavy crudes.
Base products derived from petroleumBase products such as hydrogen, C2-C4
hydrocarbons and aromatics which are obtaineddirectly from refinery cycles are mainly used inrefinery processes (hydrotreating, alkylationgasolines) and, in part, are destined for petrochemicalprocesses (especially ethylene, propylene, C4hydrocarbons and aromatics). The most significantprocess for the production of the most important basecompounds for the petrochemical industry (ethylene,propylene, butenes, butadiene, benzene, toluene),however, is the steam cracking (pyrolysis process) ofsome petroleum cuts and, especially in the UnitedStates, of ethane and propane.
The most important cut for steam cracking is thegasoline from initial distillation (virgin naphtha orcrude gasoline); this is used as a raw material by moststeam crackers, especially in areas which do not havewet natural gas reservoirs, such as Western Europe andJapan. A typical full-range gasoline cut has an ASTMboiling range between 35 and 200°C and a density of0.7 g/cm3; its components are essentially C4-C10hydrocarbons. A distinction is frequently madebetween light gasoline (straight-run gasoline or lightnaphtha; Table 9), which usually has an end boilingpoint of 150°C, and heavy gasoline (heavy naphtha)
whose boiling interval lies between 150 and 200°C(with peaks of 220°C).
The gasoline destined to feed the steam crackingfurnaces is generally characterized on the basis of itscontent (percentage in volume) of paraffins, olefins,naphthenes and aromatics (PONA index). The value ofthis parameter provides a fairly good indication of thegasoline’s suitability for supplying ethylene, bearing inmind that paraffins are better precursors thannaphthenes and that the latter are in turn better thanaromatics. On the other hand, experiments show thatisoparaffins and alkylcyclopentanes supply lessethylene than n-paraffins and alkylcyclohexanes.Yields in weight of ethylene from steam crackingusually range between 25% and 35% of the startinggasoline, depending on the nature and severity of theprocess. From this point of view, the economicimportance of the coproduction of other derivatives,notably propylene, butenes, butadiene, BTX (Benzene-Toluene-Xylenes) fraction, gasolineand fuel oils becomes evident.
The need to ensure a supply of adequate amountsof raw materials to the steam cracking furnaces atacceptable costs has led producers to broaden as far aspossible the range of petroleum cuts which can beused for this purpose. Maximum working flexibilityhas been reached in plants which can also be fed with
421VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
Table 9. Example of the composition of light virgin naphtha
% mol
i-pentane 14.4
n-pentane 33.6
2,2-dimethylbutane 0.7
2-methylpentane 11.9
3-methylpentane 7.2
Cyclopentane 2.0
n-hexane 13.3
2,2-dimethylpentane 0.9
Methylcyclopentane 2.0
Cyclohexane 3.4
2-methylhexane 2.0
Benzene 0.9
n-heptane 3.8
Dimethylhexane and trimethylpentane 2.2
Methylheptane 0.4
n-octane 0.5
Toluene 0.8
100.0

liquid fractions other than virgin naphtha, andespecially heavier fractions; examples are atmosphericgas oil, vacuum gas oil and feeds comprised within anarrow boiling interval obtained from theprefractionation of feedstocks for catalytic cracking.The flexibility of production is ideal when the plant isalso able to treat ethane, propane and butane. As isobvious from an examination of Table 10, pyrolysisyields vary significantly depending on the nature ofthe feedstock and the severity of the process.Generally speaking, the formation of ethylenedecreases as the molecular weight of the hydrocarbonsin the feed increases, whilst the amount of heavycoproducts increases. In this context, vacuum gas oilsusually have an ethylene yield below 20%, andrepresent a relatively less valuable feedstock, due inpart to the problems caused by the formation of largequantities of unstable fuel oils with a high sulphurcontent. This behaviour is explained by the chemical
properties of the feedstock: low H/C ratio, highcontent of polycyclic naphthenes and aromatics andthe presence of numerous carbon-sulphur bonds. Ahydrodesulphurization treatment is sometimes used tosweeten the petroleum fractions and recover thesulphur they contain.
Table 10 also suggests the economic importance offinding a suitable commercial outlet for the enormousamounts of products made alongside ethylene during thesteam cracking of liquid fractions. To give some idea ofthe order of magnitude, a 500,000 t/y ethylene plantrequires 1.5 to 2 million t/y of liquid feedstock,corresponding to a substantial proportion of the capacityof a large refinery. This has led several Europeanproducers to adopt the petrochemical refinery model,understood as a complex designed to maximize thetransformation of crude oil into chemical products.Industrial experience, however, has demonstrated thatthe integrated refinery plan is more economically
422 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 10. Feedstocks and production yields of steam cracking processes
(*) BTX = Benzene, Toluene, Xylenes
Light hydrocarbons Virgin naphtha and heavy hydrocarbons
Ethane Propane n-butaneMedium
virginnaphtha
Atmosphericgas oil
Lightvacuum gas oil
Feedstock
Methane 0.6
Ethane 95.2
Propane 4.2 100.0
n-butane 100.0
Paraffins 79.9
Olefins
Naphthenes 17.4
Aromatics 2.7
Total 100.0 100.0 100.0 100.0
Teb interval (°C) 204-343 343-454
ASTM boiling interval (°C) 47-148
Relative density 0.692 0.844 0.901
Hydrogen and methane 15.1 29.7 23.8 17.7 12.1 9.5
Ethylene 77.7 42.0 40.0 34.0 25.9 20.5
Propylene 2.8 16.8 17.2 15.7 16.2 14.1
Butenes and butane 0.8 1.3 6.7 4.3 4.8 6.3
Butadiene 1.9 3.0 3.5 4.7 4.6 5.4
Pyrolysis gasolines with BTX (*) 1.7 6.6 7.1 18.8 18.4 19.3
Residual oils – 0.6 1.7 4.8 18.0 25.0
Total 100.0 100.0 100.0 100.0 100.0 100.0
Feedstock
Cracking yields

advantageous; here the production of ethylene isaccompanied by that of traditional energy fluids. Anobvious advantage of integration is linked to thefluctuations of the fuel market, which is affected byseasonal cycles.
The steam cracking of ethane, propane, virginnaphtha and gas oil takes place in single tube reactorsheated in furnaces (hot section of the plant) to 700-900°C depending on the feedstock, in thepresence of steam. The steam, used as a diluent,intervenes in the degradation of the hydrocarbonstructure and reduces the formation of carbonaceousproducts. When they exit the hot section, the productsof pyrolysis, after being suddenly cooled with water,undergo a series of fractionations, a caustic wash andthe hydrogenation of the acetylene formed during theprocess. The separation of methane, hydrogen andlight hydrocarbons takes place in the cold section ofthe plant, which operates under pressure (up to 40 bar)and at low temperature (down to –100°C).
A limited number of refinery operations are aimed atthe extraction of specific petroleum components. Thebest-known example concerns the separation of C5-C25n-paraffins using molecular sieves. The most importantfraction is C10-C14, which represents the raw material forthe production of various biodegradable surfactantintermediates. An alternative process is based onextractive crystallization with urea, and allows for theseparation of the over-C15 cut only.
Relatively modest quantities of specific petroleumcuts are used in chemical productions of specific type,such as carbon black. The latter is sold in numerousvariants (about 25 types for the tyre industry and over 50for other sectors) which differ in terms of the physicalproperties of the particles, for example their surface areaand state of aggregation. The main constituent is carbon(80-95%), alongside oxygen, hydrogen, nitrogen andsulphur. The main raw material consists of aromatics-richpetroleum cuts containing 2 or 3 condensed rings; lessfrequent is the use of methane and oils derived from coalrefining. In the most widespread technologies (furnaceprocesses), the temperature inside the furnace ranges from1,200 to 1,500°C with residence times of 10-100 ms.
Base products derived from natural gasThe use of natural gas is always preceded by the
removal of any hydrogen sulphide present and of helium,at least in those cases when the latter gas is present ineconomically significant quantities. Higherhydrocarbons are also recovered and exploited separatelyfrom methane when they are present in quantitiesjustifying the separation costs involved.
The base products derived from natural gas areessentially CO-H2 mixtures (synthesis gas or syngas)and acetylene. Synthesis gas is made by steam reforming
processes or partial oxidation with oxygen. Steamreforming is based on the main reaction:
CH4�H2O����CO�3H2 �225 kJ/mol
carried out with molar H2O/CH4 ratios of about 3, at 3-4MPa and 700-800°C, in shell and tubes reactors heatedfrom the outside. The gases thus obtained, containing CO2,H2O and non-converted CH4 in addition to CO and H2,undergo further treatments depending on their end use.
Partial oxidation processes with oxygen are based onthe main reaction:
CH4�1/2O2��CO�2H2 �23 kJ/mol
which is carried out with molar O2/CH4 ratios of about0.6 and in the absence of catalysts, at about 1,200°C andpressures of up to 8 MPa. In this case, too, the gasmixture obtained, containing CO2, H2O, non-convertedCH4 and black carbon in addition to CO and H2,undergoes further treatments depending on the nature ofthe desired end product.
The synthesis of acetylene from natural gas, methaneor higher hydrocarbons was widely used, especially inEurope, between the 1940s and 1960s as a way ofobtaining derivatives such as vinyl chloride,acrylonitrile, acetaldehyde and acrylic acid, now made inother ways. Among the various processes developed forthe synthesis of acetylene, still of interest is the Sachsse-Bartholomé autothermal process, based on thereaction of methane with oxygen. The reaction is carriedout in appropriately designed burners with molarO2/CH4 ratios of about 0.6-0.7, at around 1,600°C, withcontact times in the order of a thousandth of a second;the reaction products are then subjected to suddencooling (quenching) with water. A gas mixture isobtained containing (on a dry basis) about 8% acetylene,alongside H2 (about 55%), CO (about 30%) and smallerpercentages of CO2 and CH4, higher hydrocarbons,aromatic compounds, higher acetylene compounds andblack carbon. This mixture is then subjected to a seriesof further treatments (including washing with a solventselective for acetylene) to obtain acetylene with a purityabove 99.5% and recover the CO, H2 mixture.
Various direct conversion processes for methane arecurrently being researched. Among them, the followingare worth mentioning:• Partial oxidation with oxygen, with the formation of
hydrocarbon oxygenates (methanol, formaldehydeand others), carried out in a homogeneous gas phaseat about 600°C in the absence or presence of catalysts(based on vanadium, iron or molybdenum on a siliconor zeolyte support), with oxygenate yields close to20%. Higher yields (above 70%) can be obtained byworking in dilute gas/liquid systems at about 700°C,with simple catalysts (such as TiO2) but in thepresence of sulphuric acid as a solvent.
423VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY

• Catalytic dearomatization of methane (DAM),carried out at 700-750°C and at a pressure close toatmospheric pressure, in the presence ofbifunctional catalysts consisting of a zeolytesupport (for example ZSM-5) containing an activephase of molybdenum oxycarbide or tungstenoxycarbide; aromatic yields slightly above 10%have been obtained with this process with methaneconversion rates of about 20%.
• Production of ethylene and ethane with the oxidativecoupling of methane operating in an excess ofmethane with respect to oxygen, at pressures close toatmospheric pressure and 700-900°C, in the presenceof a catalyst (prevalently mixtures of two or morecompounds such as alkaline and alkaline-earth oxides,lanthanides and actinides, transition and post-transition metals). Oxidative coupling, withwhich maximum yields of hydrocarbons higher thanmethane of 28% have been obtained, were longconsidered promising but today have taken secondplace with respect to other processes being researched.
10.1.3 Production cycles
This section will briefly describe the productioncycles, starting from the base materials of thepetrochemical industry, with reference to the principalintermediates and derivatives, up to their end use.
Ethylene cycleEthylene is the most important base product in
industrial organic chemistry. This olefin is employed(Fig. 7) to manufacture the most widely-used plastics(polyethylene, polyvinyl chloride and polystyrene),ethylene-propylene rubbers, polyvinyl acetate andpolyvinyl alcohol.
Polyethylene (PE) currently occupies first place interms of economic value among all chemical products.It is polymerized according to the reaction:
nC2H4�� (�C2H4�)n �95 kJ/mol
From a commercial point of view, there are at leastfour classes of polyethylenes:• Low Density PEs (LDPE), obtained with extremely
high-pressure processes with free radical initiatorsor at low pressure by copolymerizing ethylene withlimited percentages of polar monomers such asvinyl acetate (EVA), acrylates/acrylic acid (EA), inthe presence of Ziegler-Natta catalysts.
• High Density PEs (HDPE), obtained withhigh-yield Ziegler-Natta catalysts working insuspension at 65-90°C and 1-3.5 MPa or in thevapour phase at 80-100°C and about 2 MPa withcatalysts based on chromium oxides.
• Linear Low Density PEs (LLDPE) obtained bycopolymerizing ethylene with small percentages ofa-olefins, with high-yield Ziegler-Natta catalystsand mLLDPE polymers obtained with catalystsbased on metallocenes.
• High Molecular Weight PEs (HMWPE).Polyethylenes are used for a wide variety of
purposes: rigid and flexible packaging, householdobjects, containers of various types, coverings fortubes, piping, fibres for industrial uses, fabrics, etc.
Ethylene-propylene copolymers are the startingpoint for processes to produce EP and EPDM rubbers.These are made by copolymerizing ethylene withpropylene (EP rubbers) and small percentages of anon-conjugated diolefin monomer (EPDM rubbers)such as ethylidene norbornene (I), dicyclopentadiene(II) and 1,4-hexadiene (III):
The copolymerization of ethylene with propyleneand the diolefins is carried out in the presence ofZiegler-Natta catalysts, consisting, for example, ofvanadium acetylacetonate and aluminium diethylmonochloride. The reaction takes place in liquidpropylene, with small percentages of toluene(suspension process, operating at 0.8-1.2 MPa and 10-25°C) or in a hydrocarbon solvent such as hexane(solution process).
Polyvinyl chloride (PVC) is obtained by freeradical polymerization in suspension or in a vinylchloride emulsion, according to the reaction
The product is sold as rigid PVC or flexible PVC(plasticized with organic esters such as 2-ethylhexylphthalate). Both the rigid and flexible materials areused in numerous sectors: the construction industry,films for greenhouses, irrigation tubes, variouscontainers, anticorrosive coatings; the productobtained in an emulsion is used to make upholstery,wallpaper and fake leather. Numerous chlorovinylmaterials are produced by copolymerizing vinylchloride with other vinyl and olefin monomers.
Vinyl chloride (VCM) is made on an industrialscale by the thermal dehydrochlorination of 1,2-dichloroethane (DCE). The reaction
424 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
I II
III
CH2CHCH3
H2C
CH2CH2
CH CH�CH2� CH�CH3
� �n H2C CHCl CH2 CH �80 kJ/mol
Cl
n

takes place at 500-550°C and 2.5-3 MPa, in theabsence of catalysts.
1,2-dichloroethane is made by adding chlorinedirectly to ethylene and, in the most commonprocesses, by the catalytic oxychlorination of ethylenewith HCl (deriving from the dehydrochlorination of
425VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
textile industry,detergents,acid gas wash
(�NH3)
solvents, surfactans,lubricants, etc.(�alcohols, etc.)
polyurethane resins(H2O, diols, triolspolybutadiene) see Fig. 8
polyester fibers,plasticizers, antifreezingagents, resins, dehydratingagents, solvents
(�H2O)
resins, paints,lubricants, explosives(�CH2O)
see Fig. 14
see Fig. 14
(�O2)
plastics(�Cl2) CH2ClCH2Cl
see Fig. 10(�H2)(�C6H6) ethylbenzene
lead tetraethyl(�HCl)
see Fig. 14(�acetic acid� air)
plastics,elastomers,adhesives, resins
polymerizationplastics,films
(�air or O2)
(�air or O2)
solvent, pharmaceuticindustry(�H2O)
(�H2)
(�acids)
solvent,gasoline additive
see Fig. 14
herbicides, solvent
plastics,herbicides
(�O2)
adhesives,textile industry,paints
(�aluminium alkyls)surfactans,plasticizerslubricants
(�H2O)
(�O2�H2O)
(�CO, H2oxosynthesis) propionaldehyde
(� air)
Fig. 7. Main uses for ethylene.
CH2ClCH2Cl CH2 CHCl�HCl �73 kJ/mol

DCE or other processes) using air or oxygen. Theaddition of chlorine to ethylene:
C2H4�Cl2��CH2ClCH2Cl �215 kJ/mol
is generally carried out in the liquid phase with FeCl3,using the DCE itself as a solvent. The process works at0.3-0.5 MPa and a temperature which variesdepending on the physical state of the reactionmedium: 50-60°C in the liquid phase and 85-130°C inthe vapour phase. The most recent processes exploitthe oxychlorination reaction
C2H4�2HCl�1/2O2�� CH2ClCH2Cl�H2O
�235 kJ/mol
which takes place in the vapour phase at 220-240°Cand 0.15-0.50 MPa in the presence of a CuCl2 catalystadditized with chlorides of rare earths or alkalinemetals supported on Al2O3 and SiO2. The oxidizingagent may be air or oxygen.
In addition to being used in the production of VCM,DCE represents the starting point for processes to maketetrachloroethylene and trichloroethylene (or trielene),solvents used to degrease metals, dry-clean fabrics andin processes for the extraction of oils and fats tomanufacture adhesives, inks and paint removers. Thesecompounds are made from dichloroethanes. A firstprocess consists in the chlorination of dichloroethane,according to the overall reaction:
2CH2ClCH2Cl�5Cl2��CHCl�CCl2��CCl2�CCl2�7HCl �405 kJ/mol
Chlorination takes place at 350-450°C in the presenceof CuCl2, AlCl3 or FeCl3 and involves the coproductionof relatively large quantities of HCl. As an alternative todichloroethane, the source of carbon in the synthesis oftetrachloroethylene may be a light hydrocarbon, such aspropene or a propene-propane blend, which undergoeschlorination under more severe conditions (450-550°C):
C3H8�8Cl2��CCl4�CCl2�CCl2�8HCl�750 kJ/mol
2CCl4��CCl2�CCl2�Cl2 �180 kJ/mol
Trielene and tetrachloroethylene can also be madeby the oxychlorination of dichloroethane, practicallywithout the coproduction of HCl, according to theoverall reaction
2CH2ClCH2Cl�3/2Cl2�7/4O2��CHCl�CCl2�
�CCl2�CCl2�7/2H2O �610 kJ/mol
The oxychlorination is carried out at 400-450°C in afixed bed or fluidized bed reactor, in the presence ofsupported CuCl2 and KCl.
Another chlorinated solvent obtained from DCE is1,1,1-trichloroethane (or methyl chloroform), less
toxic than tetrachloroethane and trielene, which is alsoused for the cold cleaning of machinery and electronicparts, due to its inertia towards insulation materials.The most common process for making this productstarts with ethylene and chlorine via 1,2dichloroethane, exploiting the following reactions:
CH2ClCH2Cl�Cl2��CHCl2CH2Cl�HCl 105 kJ/mol
CHCl2CH2Cl�NaOH��CH2�CCl2�NaCl�H2O�40 kJ/mol
CH2�CCl2�HCl��CH3CCl3 �80 kJ/mol
The first reaction is carried out in the liquid phase atabout 0.8 MPa and 100-130°C; the second, followingthe separation of the HCl, in the presence of a dilutesolution of NaOH and the third at 30-70°C in thepresence of FeCl3 as a catalyst.
Among other intermediates, an important place isoccupied by ethylene oxide, made by the catalyticoxidation of ethylene according to the reaction:
The process is carried out using air or an excess of O2under conditions which vary significantly dependingon the type of technology: 200-300°C and 0.8-3 MPa.The catalyst consists of silver on a support with a lowsurface area, such as a-alumina.
Ethylene oxide is used to make numerous chemicalproducts:• Ethylene glycol (HOCH2CH2OH), an antifreeze
and intermediate for the manufacture of polyesterfibres and resins.
• Diethylene glycol (HOCH2CH2OCH2CH2OH),used in the production of polyurethane resins andunsaturated polyesters, in the synthesis of someintermediates, such as 1,4-dioxane, in thedehydration of natural gas and as a special solventin the oil industry, for plasticizers and surfactants.
• Triethylene glycol (HO(CH2CH2O)3H), used as ahumectant for tobacco, as a solvent for printinginks, and in some applications proper to thediethylene derivative.
• Polyols, used in the manufacture of polyurethaneresins.
• Ethoxylates, surfactants.• Polyethylene glycols (PEG), solvents, dehydrating
agents, humectants, plasticizers, used in theproduction of polyester and polyuretane resins, etc.
• Ethanol amines, used to wash gases for theseparation of CO2 and H2S.The monoethylene derivative can also be produced
directly by the catalytic acetoxylation of ethylene. Thefirst stage of the process
426 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
O
H2C CH2 � 1/2O2 H2C CH2 �105 kJ/mol

CH2�CH2�2CH3COOH�1/2O2�
�
��CH3COOCH2CH2OCOCH3�H2O �125 kJ/molis carried out in a homogeneous phase with a telluriumand bromium catalyst (or manganese acetate andpotassium iodide) and is followed by the hydrolysis ofthe glycol ester:
CH3COOCH2CH2OCOCH3�2H2O��
��HOCH2CH2OH�2CH3COOH �194 kJ/mol
Higher glycols can also be made by adding ethylene oxidedirectly to its immediately lower homologue, working at120-150°C in the presence of an alkaline catalyst.
The process to produce ethylene glycol usingethylene oxide exploits the reaction
(CH2)2O�H2O��HOCH2CH2OH �110 kJ/mol
which is always accompanied by a further addition ofthe oxide:
HOCH2CH2OH�(CH2)2O��HO(CH2CH2O)2H
HO(CH2CH2O)2H�(CH2)2O��HO(CH2CH2O)3H
The hydrolysis takes place in the presence of 0.5-1%H2SO4 at 50-70°C, and in the absence of catalysts at150-200°C and 1.5 MPa.
The monoalkyl ethers of ethylene glycol: RO(CH2 CH2O)n–1 CH2CH2OH, where n�1 and R��CH3, �C2H5 o n-C4H9, areused to make valuable solvents (Methyl Cellosolve,Cellosolve and Carbitol) and emulsifiers for mineral andvegetable oils. The main derivative of this series isethylene glycol monoethyl ether (or 2-ethoxyethanol),CH3CH2OCH2CH2OH. The reaction between ethyleneoxide and ethanol:
(CH2CH2)O�CH3CH2OH��CH3CH2OCH2CH2OH�120 kJ/mol
is carried out in the liquid phase at 170-190°C and 1-1.5 MPa with a catalyst consisting of hydrates andalkaline alcoholates or Al2O3.
The reactions which form ethanol amines areconsecutive and competitive, and differ from oneanother only in the number of moles of (CH2)2O whichare added to a mole of NH3:
Working conditions vary depending on the desireddistribution of the products; the process temperature rangesfrom 50°C to 275°C and the pressure from 0.1 to 15 MPa.
Acetaldehyde, which is currently made by thecatalytic oxidation of ethylene, is mainly used tomanufacture acetic acid, vinyl acetate andpentaerythritol. The most widely-used process exploitsthe reaction:
C2H4�1/2O2��CH3CHO �224 kJ/mol
with recourse to two alternative technologies: the one-stage process with oxygen and recycling (Hoechst scheme), and the air process (Wacher-Chemie scheme). In both cases, oxidation takes placein the liquid phase; the binary catalytic system,consisting of PdCl2 and CuCl2 in the presence of HCl,participates in a series of redox reactions:
CH2CH2�PdCl2�H2O��CH3CHO�Pd�2HCl
Pd�2CuCl2��
��PdCl2�2CuCl �11 kJ/mol(overall)
2CuCl�2HCl�1/2O2��2CuCl2�H2O �233 kJ/mol
The one-stage oxygen process operates at 0.3-0.5 MPa and120-130°C. The two-stage air process makes it possible touse air and less pure ethylene. In the first stage, carried outat 110°C and 0.8-0.9 MPa, the first two reactions takeplace. The third is carried out at 1 MPa and 100°C.
Pentaerythritol is produced by adding acetaldehydeto an aqueous solution of 20-30% formaldehyde and a50% excess of NaOH, according to the equation
4HCHO�CH3CHO�NaOH��C(CH2OH)4��HCOONa �320 kJ/mol of C(CH2OH)4
The catalytic addition of water to ethylene providesethanol, used as a solvent and in the preparation ofesters, ethyl ether and ethyl amines. The ethylene canbe hydrated to ethanol directly in the vapour phase:
C2H4�H2O��C2H5OH�45 kJ/mol (DG°=0 at 77°C)
or with the intermediate formation of ethyl sulphate(indirect process):
CH2�CH2�H2SO4��C2H5OSO3H
C2H5OSO3H�CH2�CH2�� (C2H5O)2SO2
�58 kJ/mol
C2H5OSO3H�H2O��C2H5OH�H2SO4
(C2H5O)2SO2�H2O��(C2H5O)2O�H2SO4
The first two reactions take place at 55-80°C and 1-3.5MPa, using 94-98% H2SO4; the third and fourth onesare carried out at temperatures ranging from 70 and100°C. The indirect process has become less attractivefor economic and environmental reasons.
427VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
O
H2C CH2 � NH3 NH2CH2CH2OH
MEA �158 kJ/mol
NH(CH2CH2OH)2
DEA
H2C CH2 � NH2CH2CH2OH
�150 kJ/mol
N(CH2CH2OH)3
TEA
H2C CH2 � NH(CH2CH2OH)2
�150 kJ/mol
O
O

Ethyl ether is made directly from ethyl alcohol viasulphuric ester, or as a by-product of the synthesis ofethanol from ethylene. Direct production from alcoholfollows the classic reaction scheme:
C2H5OH�H2SO4��C2H5HSO4�H2O �188 kJ/mol
(for C2H5OH in the vapour state)
C2H5HSO4�C2H5OH��C2H5OC2H5�H2SO4�240 kJ/mol (for C2H5OH and
C2H5OC2H5 in the vapour state)
The esterification is triggered by heat (125-140°C).Ethylene is also used for the production of ethyl
chloride, a-olefins and linear higher alcohols, used tomake surfactants and plasticizers, andpropionaldehyde (via oxo-synthesis). The latter is usedto manufacture propionic alcohol, used as a solventand to make herbicides, and propionic acid, used in theplastics and herbicides sectors.
Ethyl chloride is basically made by thehydrochlorination of ethylene in the vapour phase, at0.5-0.6 MPa and 150-200°C, in the presence of Al2O3and AlCl3 or FeCl3, or in the liquid phase, according tothe reaction:
C2H4�HCl��C2H5Cl �52 kJ/mol
Linear a-olefins can be produced by theoligomerization of ethylene, consisting in the reactionat 90-120°C and about 10 MPa with stoichiometricquantities of triethyl aluminium (Ziegler process):
AlC2H5�nCH2�CH2�
� Al(CH2CH2)nC2H5
followed by the thermal decomposition of the chains at200-300°C and 0.5 MPa:
Al(CH2CH2)nC2H5��
�� AlC2H5�C2H2�CH(CH2CH)n�2C2H5
These reactions are endothermic overall, with theabsorption of about 95 kJ/mol of C2H4. The ethyleneoligomerization process may also take place in a singlestage at 200°C and 25 MPa with the use of catalyticamounts of Al(C2H5)3: about 0.5% in weight.
The Alfol process for the production of linearprimary alcohols from ethylene exploits the followingseries of reactions:
Al(C2H5)3�3nC2H4��Al[(CH2CH2)nC2H5]3
Al[(CH2CH2)nC2H5]3� 3/2O2��
��Al[O(CH2CH2)nC2H5]3
Al[O(CH2CH2)nC2H5]3�3H2O��3C2H5(CH2CH2)nOH��Al(OH)3
The triethyl aluminium, in turn, is prepared fromAl, H2 and C2H4, with the intermediate formation ofdiethyl aluminium hydride:
Al�3/2H2�2Al(C2H5)3��3Al(C2H5)2H
3Al(C2H5)2H�3C2H4��3Al(C2H5)3
The hydride is made by reacting triethyl aluminiumand hydrogen with the suspension of aluminiumpowder in hydrocarbons at 110-140°C and 5-20 MPa.The excess gas is then recovered and the hydrideadded to the ethylene in the ethylation reactor at about100°C and 2.5 MPa. The oligomerization of the olefinin the presence of a solvent requires slightly moresevere conditions (120-170°C and 10-14 MPa).
Propylene cycleThe most important derivative of propylene (Fig. 8)
is isotactic polypropylene, made by stereospecificpolymerization with high-yield Ziegler-Natta catalystsand, in part, with metallocene catalysts.
Polypropylene (PP) is a crystalline thermoplasticresin which, from a commercial point of view,comprises a wide range of products: a) homopolymers; b) heterophasic copolymers,obtained by incorporating different comonomers; c) random copolymers, obtained by introducing acomonomer (usually ethylene) into the polymericchains; d ) compounds, obtained with additives rangingfrom gums to talc and mineral feedstocks.
In its various forms, polypropylene is used for anincreasing number of applications, including as areplacement for other plastics, in various sectors: thecar industry, rigid and flexible packaging, householdobjects, transparent films, fibres, etc. In the car sectorthere is a tendency to use only polypropylene plastics,in order to facilitate recycling operations.
The polymerization of propylene, according to thereaction:
and its copolymerization with other monomers, inthe presence of hydrogen to regulate the molecularweight, to obtain the different types of products, arecarried out using various technologies operating inliquid propylene, in the gas phase or in suspensionwith a hydrocarbon solvent, as in Spheripol,Catalloy and Spherizone processes. Thepolymerization temperature is around 70°C and thepressure ranges from 2 to 3.5 MPa, depending onthe process.
The synthesis of acrylonitrile (used to manufacturefibres, resins and elastomers), by directly reactingpropylene, ammonia and air (catalyticammonoxidation) has long replaced the processinvolving the addition of hydrocyanic acid toacetylene. The reaction is as follows:
428 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
� �n H2C CHCH3CH2 CH
CH3 n

H2C�CHCH3�NH3�3/2O2��
��H2C�CHCN�3H2O �515 kJ/mol
The first industrial catalyst consisted of bismuthphosphomolybdate supported on silica. Catalysts withparticularly high performance levels are those basedon iron and bismuth phosphomolybdates with smallpercentages of cobalt, nickel and potassium, or cobalt,iron and molybdenum oxides and, finally, those basedon iron and antimony. The reaction is carried out at400-500°C and 0.15-0.30 MPa, in an excess of air.
Acrylic and modacrylic fibres are made bycopolymerizing acrylonitrile with other vinylicmonomers (acrylic or methacrylic esters, vinyl acetate,
acrylamide, acrylic acid, itaconic acid, vinyl pyridine)with different functions (increased workability,feel to the touch). The homopolymer of acrylonitrile is used in the production of carbon fibres, made with a pyrolysis process. The derivatives ofacrylonitrile with styrene and butadiene enter theplastics and elastomer market with the names SANresins (styrene-acrylonitrile), ABS resins(acrylonitrile-butadiene-styrene) and nitrile rubbers(butadiene-acrylonitrile).
Propylene is used to produce, via oxo-synthesis, n-butyraldehyde (alongside isobutyraldehyde), fromwhich 2-ethylhexyl alcohol is made, used in themanufacture of plasticizers. 2-ethylhexyl alcohol is
429VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
paints, solvents,plasticizers, resins(�H2)
plasticizers, solventn-butyraldehyde(�H2)
see Fig. 10(dimerization)
see Fig. 10
see Fig. 10
fibers, resins,elastomers(�NH3 � air)
(�Cl2 � H2O) propylenechlorohydrin
(� air, viahydroperoxide)
butyr-aldehydes
(�C6H6) cumene
elastomers, latexes,plastics
(�C2H4 andunconjugated diolefin)
pharmaceutical andfood industry
plastics,fibers, films
(�CO, H2oxo synthesis)
(� diacid) unsaturatedpolyester resins
(�H2O)
(� H2, or � air)
(� alcohols)
(�H2O)
polyurethaneresins, foams,paints, fibersand elastomers
solvent
see Fig. 10
(�hydroperoxideor peracid) (� diisocyanate)
(stereospecific polymerization)
latexes, protectivecoatings, textile,paper, leather,adhesive industries
(�O2)
Fig. 8. Main uses for propylene.

obtained from n-butyraldehyde according to thesequence:
The aldehyde condensation process (first reaction)usually takes place in the presence of dilute causticsoda, but may be combined with the second reaction ina single stage (Aldox process). The aldolization andcrotonization take place at about 100°C and atatmospheric pressure. The subsequent hydrogenationreaction is carried out at 100-150°C and 5-10 MPa, inthe presence of nickel.
The two aldehydes are used to make n-butyl andisobutyl alcohol, which have applications in varioussectors. The production of both isomeric alcoholsdepends almost exclusively on the propylenehydroformylation technology, also known as the oxoprocess, which leads to the formation of C4 aldehydes:
CH3CH2CH2CHOCH3CH�CH2�CO�H2 �125 kJ/mol
(CH3)2CHCHO
CH3CH2CH2CHO�H2��CH3CH2CH2CH2OH
�70 kJ/mol(CH3)2CHCHO�H2�
�(CH3)2CHCH2OH
First generation catalytic systems are based oncobalt octacarbonyl, Co2(CO)8, which during thereaction phase is converted into the hydrocarbonylsHCo(CO)4 and HCo(CO)3. In turn, the cobaltoctacarbonyl forms in situ from a soluble cobalt salt,such as cobalt naphthenate, by reaction with apressurized mixture of CO and H2. The resultingcatalyst is active within a broad range of temperatureand pressure values (110-180°C and 20-35 MPa),corresponding to an n/iso ratio ranging from 2.5 to4.5. The addition of tributyl phosphine (Shell process)significantly modifies the catalytic activity of thecobalt, with the prevalent formation of the linearisomer (n/iso=7-9) and simultaneous hydrogenation ofthe aldehydes to alcohols.
Rhodium-based catalysts, developed more recently,present the advantages of working under particularlymild conditions (about 100°C and 1.5-3 MPa) and
supplying n/iso ratios above 10. These generallyconsist of rhodium carbonyls and phosphines such astributyl phosphine (Union Carbide, BASF andMitsubishi processes).
Another important derivative of propylene ispropylene oxide, which can be made using thereactions:
In more modern processes, propylene oxide is madeby the epoxidation of the olefin with tertiary butylhydroperoxide, with the coproduction of tertiary butylalcohol (Arco-Oxirane process), according to the reaction:
or with ethylbenzene hydroperoxide, with thecoproduction of 1-phenyl ethanol, which can bedehydrated to styrene.
The epoxidation proceeds in the liquid phase with anexcess of olefins and in the presence of molybdenumnaphthenate (0.005% in weight), working in reactors at80-110°C and 3-4 MPa. The formation of tertiary butylhydroperoxide requires an excess of isobutane in theliquid phase at 110-140°C and 3-3.5 MPa, and the use ofO2 as an oxidizing agent.
Propylene oxide is used in the production ofpolymeric polyols, made by the polyaddition ofpropylene oxide and/or ethylene oxide to apolyfunctional compound such as a diacid,dianhydride or polyalcohol. Polymeric polyolsrepresent the starting point for polyurethaneproduction processes. The polyaddition of propyleneoxide to glycerine can be represented by the equation:
430 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
OH CH2CH3
2CH3CH2CH2CHO CH3CH2CH CHCHO �50 kJ/mol
OH CH2CH3
CH2CH3
CH2CH3
CH2CH3
CH3CH2CH2CHCH2OH
CH3CH2CH CCHO � H2O
CCHO �2H2
�180 kJ/mol
CH3CH2CH
CH3CH2CH
CHCHO
�
�
CH2 � HOCl
CH3CH CH2�
�225 kJ/mol
�NaOH
�NaCl�H2O
�5 kJ/mol
CH3CHOHCH2Cl
CH3CHClCH2OH
CH3CHOHCH2Cl
CH3CHClCH2OH
CH3CH
O
CH3CH CH2�CH2�(CH3)3COOH
�(CH3)3COH
�225 kJ/mol
CH3CH
O
���
�x
�y
�z
CHOH
CH2OH
CH3CH
xH2C
yH2C
zH2C
�100 kJ/mol propylene oxide
OCH2CH(CH3) OH
OCH2CH(CH3) OH
OCH2CH(CH3) OH
CH2OH
HC
CH2
H2C
�
CH3CH
CH3CH
O
O
O
��
��

The reaction is carried out under anhydrous conditionsat 120-140°C and about 350 absolute kPa, in thepresence of NaOH and in a nitrogen atmosphere.
The addition of water to propylene oxide suppliespropylene glycol, used in the production of unsaturatedpolyester resins. Glycol is made on an industrial scalefrom propylene oxide with an excess of water (molarwater/oxide ratio of about 15) so as to limit theformation of higher propylene glycols. The reaction:
can be carried out using acid or basic catalysts orfollowing a thermal route under more severeconditions, about 190°C and 2.1 MPa.
Isopropyl alcohol (isopropanol) is made by addingwater to propylene, via the sulphuric acid semi-esterand subsequent hydrolysis of the ester:
CH3CH�CH2�H2SO4��(CH3)2CHOSO3H
(CH3)2CHOSO3H�H2O��(CH3)2CHOH�H2SO4
This transformation can be carried out in one or twostages. The one-stage process is carried out at 60-65°Cand 2-3 MPa using 70-75% H2SO4. In the two-stageprocess the esterification occurs under mild conditions(20-25°C and 1-1.5 MPa) with a concentrated acid(85-95%).
In the process which exploits catalytic hydration,using extremely pure propylene, the reaction:
CH3CH�CH2�H2O��(CH3)2CHOH �51 kJ/mol
can be carried out in a liquid, vapour or mixed phase inthe presence of acid catalysts, especially WO3 on SiO2,H3PO4 on SiO2 and ionic exchange acid resins. The mixedphase process operates at 130-150°C and 6-10 MPa.
Isopropanol is a classic intermediate in thesynthesis of acetone, but is also a common solvent,used especially in the pharmaceutical and cosmeticsindustries and for the extraction of proteinconcentrates from fishmeal.
The catalytic oxidation of propylene suppliesacrylic acid, a precursor to various organic esters,including n-butyl, isobutyl, ethyl and 2-ethylhexylesters, used in the manufacture of latexes forprotective coatings, water colours, adhesives andemulsions for the textile and paper industry, etc. Theproduction of acrylic acid from acrylonitrile is basedon the reactions:
CH2�CHCN�H2O�H2SO4�
�
��CH2�CHCONH2�H2SO4
CH2�CHCONH2�H2SO4�ROH��
��CH2�CHCOOR�NH4HSO4
the first of which is carried out at 145-155°C in anexcess of sulphuric acid, and the second at 160-180°C.
The ethylene process, on the other hand, involvesoxidative carbonylation in the liquid phase at 135-150°C and 7.5 absolute MPa:
CH2�CH2�PdCl2�H2O�CO��CH2�CHCOOH��Pd�HCl
followed by the reactivation of the catalyst:
Pd�2CuCl2��
��2CuCl�PdCl22CuCl�2HCl�1/2O2�
�2CuCl2�H2O
In the modified Reppe process, the reaction:
HC�CH�CO�ROH��CH2�CHCOOR�240 kJ/mol of ethyl acrylate
is carried out in the liquid phase is carried out in theliquid phase at about 200°C and 10 MPa in thepresence of nickel carbonyl, Ni(CO)4, as a catalyst.
The process via the oxidation of propylene is basedon the following reactions:
CH2�CHCH3�O2�
�CH2�CHCHO�H2O
�340 kJ/mol
CH2�CHCHO�1/2O2�
�CH2�CHCOOH
�250 kJ/mol
CH2�CHCOOH�ROH��CH2
�CHCOOR�H2O�35 kJ/mol (with R�C2H5)
The oxidation of propylene takes place in twomultitubular reactors in a series: in the first, the mainproduct is acrolein, at 300-350°C and 0.1-0.3 MPa inthe presence of a catalyst consisting of a mixture ofmetal oxides, including bismuth, calcium, iron, nickel,tin, tellurium, molybdenum and potassium. The secondstage of oxidation takes place at 250-280°C and 0.1-0.2 absolute MPa, in the presence of catalysts based onmolybdenum and vanadium oxides activated withcompounds of tungsten, copper, chromium, etc. Theesterification of acrylic acid with ethanol normallytakes place in the liquid phase at 50-80°C and 20-100absolute kPa, in the presence of sulphuric acid or anionic exchange resin.
C4 hydrocarbons and isoprene cycleThe hydrocarbon with four carbon atoms of
greatest industrial interest is butadiene, a basicintermediate for the manufacture of styrene-butadienerubbers, 1,4-cis polybutadiene, ABS resins andbutadiene-acrylonitrile rubbers (Fig. 9). Butadiene isrecovered from the C4 fraction produced by the steamcracking of liquid feedstocks.
In the United States, enormous quantities ofbutadiene were made from the Second World Waryears onwards by the catalytic dehydrogenation of
431VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
CH2H3CCH �H2O CH3CH(OH)CH2OH
O �100 kJ/mol

n-butenes and n-butane. Processes of this type are stillused in Eastern Europe, Latin America, Asia, and to alesser extent the United States themselves. A modernversion of the same technology consists in theoxidative dehydrogenation of n-butenes at 400-600°Cusing catalysts based on bismuth phosphomolybdate.Statistical styrene-butadiene copolymers (SB or SBRrubbers) are the family of elastomers most widely usedin industry.
All together, these are used to manufacture a further500 types of rubbers, used in the production of tyres andother objects (tubes, belts and soles), for roofing and, inthe form of latexes, for coating and impregnating paperand in the treatment of leather and textile fibres.
A classification of practical interest subdivides theserubbers according to both the temperature and type ofpolymerization (hot and cold products), and the type ofmixture used. Hot rubbers are obtained via the freeradical route in an emulsion at 50°C. Compared tonatural rubber, these materials present greater resistanceto aging, but have lower elasticity and robustness. Coldrubbers are also made by a free radical process in anemulsion, but at about 5°C; their mechanical propertiesare better, as is their resistance to abrasion.
In order of commercial importance, the secondsynthetic rubber after SBR rubbers is 1,4-cis-polybutadiene (PB or BR). This elastomer isused to manufacture tyres with high resistance to
432 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
(�H2O)
(�propylene)tert-butyl-hydroperoxide
tyres, latexes, textile,leather, etc. industries
motor, domesticappliances, etc. industries
elastomers, tyre inner tubes
solvent, gasoline additive
alkyd and unsaturatedpolyester resinspharmaceutical and foodindustries
gasoline additive
see Fig. 14
see below
see below
see abovesolvent
pesticides
plastics
see Fig. 7
see Fig. 8
solvent,gasoline additive
elastomers
see above
solvent
elastomers, latexes
elastomers
tetrahydrofuran, resins
Fig. 9. Main uses for C4 hydrocarbons.

abrasion for exposure to low temperatures. 1,4-cis-polybutadiene is made by the stereospecificpolymerization of butadiene with various types ofZiegler-Natta catalysts. Specifically, it is possible touse heterogeneous systems of the TiCl4-I2-Al(i-C4H9)3,TiI4-Al(i-C4H9)3 type, or TiCl2I2-AlH2N(CH3)2 in ahydrocarbon solvent, forming a polymer containing93-94% of 1,4-cis units. Sterical purity reaches 98-99% with recourse to homogeneous catalysts formedin toluene at about 0°C from cobalt acetylacetonate,Co(acac)2, Al(C2H5)2Cl and H2O (with a molarH2O/Al ratio of about 0.2).
Nitrile rubbers (NBR) are butadiene-acrylonitrilecopolymers. These products are highly resistant tosolvents, oil and hydrocarbons. In the latex state theyare used for paper coatings, washers, adhesives, etc.They are made with emulsion processes similar tothose used for SBR rubbers.
Another synthetic rubber is polychloroprene orneoprene (CR), made by polymerizing chloroprene.The latter is prepared by chlorinating butadiene,according to the reactions:
The first reaction is carried out in the gas phase atabout 300°C, in the absence of catalysts. The second iscarried out at about 85°C in the presence of dilutecaustic soda. The 1,4 product formed during the firstreaction can be isomerized to 1,2 by heating it in thepresence of CuCl as a catalyst.
Neoprene is made by the free radical polymerizationof chloroprene in emulsion processes similar to thoseused to manufacture SBR rubbers. It has high resistanceto oils, fats, aliphatic hydrocarbons and other chemicalagents. It is used in the cable industry and in marineengineering. Latex is used in the adhesives, foam rubber,paper coatings and diving rubbers sectors.
Another use for butadiene concerns the productionof 1,4 butanediol, made by the acetoxylation orchlorination of butadiene. Acetoxylation is carried outin the liquid phase with oxygen at 80°C and 30 MPa,and is catalysed by palladium and tellurium on activecarbon. The unsaturated diacetate is then hydrogenatedand finally hydrolysed to butanediol:
CH2COOH�O2CH2�CHCH�CH2
55555588888�
�H2O
��CH3COOCH2CH�CHCH2OCOCH3
H2CH3COOCH2CH�CHCH2OCOCH35588888�
��CH3COOCH2CH2CH2CH2OCOCH3
�H2OCH3COOCH2CH2CH2CH2OCOCH3555588888�
�CH3COOH
��HOCH2CH2CH2CH2CH2OH
The synthesis via chlorobutenes follows aconventional scheme in organic chemistry:
CH2�CHCH�CH2�Cl2��ClCH2CH�CHCH2Cl
ClCH2CH�CHCH2Cl�NaOH��
��HOCH2CH�CHCH2OH�2NaCl
HOCH2CH�CHCH2OH�H2��OHCH2CH2CH2CH2OH
Butanediol is used in the preparation of variousproducts of industrial importance, includingtetrahydrofurane, polyurethane and polyester resinsand g-butyrolactone.
An elastomer with extremely low permeability togases, high breaking strength and high resistance toatmospheric agents is butyl rubber (IIR), made by thecationic copolymerization of isobutylene with 1.5-4.5% isoprene, carried out at low temperature(about –100°C) in methylene chloride, in the presenceof catalysts of cationic type, BF3 or AlCl3, with HBr orHCl as cocatalysts. Butyl rubber is universally used forthe production of tyre inner tubes.
Isobutylene is also the starting point for theproduction of methyl tertiary butyl ether (MTBE)made by the etherification of the olefin with methanol,carried out at 50-85°C and 0.5-1.5 MPa and catalysedby cationic resins (such as Amberlite):
(CH3)2C�CH2�CH3OH��(CH3)3COCH3 �37kJ/mol
For some time MTBE was the principal additiveused in high octane number fuels without tetraethyllead. Its use has been restricted due to environmentalproblems. Ethyl tertiary butyl ether (ETBE), used forthe same purposes, is made from ethyl alcohol ratherthan methyl alcohol.
The hydration (indirect, via acid sulphate) ofisobutene supplies tertiary butyl alcohol, used as anadditive for high octane fuels.
Among the most interesting derivatives of n-butaneis maleic anhydride, obtained as a by-product ofphthalic anhydride or by the oxidation of n-butane:
433VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
Cl Cl
Cl
CH CH CHCH2CH2 CH2
CH2 CH CH
�Cl2
CH CHCH2 CH2Cl
CH CH2
Cl
CHCH2 CH CH2�HCl
CH2�
�
Cl Cl
CH3CH2CH2CH3�7/2O2
C
C
C
O
O
O
C�42O
�1,400 kJ/mol

carried out in the vapour phase at 400-500°C inmultitubular or fluidized bed reactors in the presence ofcatalysts based on vanadium, phosphorus and iron onsilica-alumina, in an excess of air. The process startingfrom n-butane has replaced the benzene oxidation process.
Maleic anhydride is widely used in the productionof unsaturated polyester resins, alkyl resins andvarious other products (fumaric acid, malic acid,additives for lubricants and plasticizers, succinicanhydride, tetrahydrophthalic anhydride,g-butyrolactone, DL-tartaric acid, etc.).
Unsaturated polyester resins are the products of thecondensation of alcohols and polyfunctional acidscontaining unsaturations. The most commonly usedacid is maleic anhydride and the most commonpolyalcohols are ethylene glycol, propylene glycol,their homologues and bisphenol A.
The products of synthesis are used as they are(simple resins) or additized with terpenes, oils andother natural products containing double bonds(modified resins). Simple resins have limitedapplications as plasticizers and modifiers for plastics,glues and gelatines, whilst modified resins are used innumerous paints and adhesives.
The conversion of unsaturated polyester resins intoinsoluble materials usually involves incorporatingstyrene or another monomer able to give rise to cross-links. These resins are essentially used to makemoulding powders, or plastics reinforced with glassfibres, of interest in most manufacturing sectors fromthe chemical industry to the car industry, from marineengineering to construction.
The (indirect) hydration of n-butenes produces 2-butanol, used mainly to make methyl ethyl ketone(MEK) with an alcohol dehydrogenation reaction:
CH3CH(OH)CH2CH3��CH3COCH2CH3�H2
–54 kJ/mol (vapour phase)
The process is carried out both in the vapour phasewith ZnO on pumice at 400-500°C and 0.1-0.2 MPa,and in the liquid phase on Raney nickel at about150°C. MEK is a solvent for paints and adhesives; it isalso used to dewax lubricating oils.
An interesting application for 1-butene concernsthe production of polybutene-1 (PB-1), made by thestereospecific polymerization of the olefin in thepresence of Ziegler-Natta catalysts. This is a seal-pealresin for easy-opening packaging, for the modificationof the polyolefins in adhesives and films and theinstallation of long pieces of domestic piping withoutthe use of connectors.
1,4-cis-polyisoprene and 1,4-trans-polyisoprenehave structures similar to natural rubber and guttapercha respectively, and are made by stereospecificpolymerization in the presence of Ziegler-Natta type
catalysts. The industrial production of 1,4-cis-polyisoprene has virtually been abandoned due tocompetition from natural rubber; the same can be saidof 1,4-trans-polyisoprene which has been replaced in its(marginal) uses by 1,4-cis-polybutadiene.
Benzene cycleBenzene is the most important aromatic compound,
and represents the basis for numerous products of thechemical industry (Fig. 10). As well as being obtainedfrom some refinery cuts and from steam crackingprocesses, relatively high quantities of benzenecontinue to be separated from coking gas as well. Afurther source is represented by the catalytichydrodealkylation of toluene:
C6H5CH3�H2��C6H6�CH4 �42 kJ/mol
which can be carried out thermally or in the presenceof catalysts (based on Cr2O3 on Al2O3) at 4-5 MPa. Inthe latter case, the working temperature is slightlylower, 700-720°C as compared with the 730-750°C ofthe thermal technology.
One of the main uses of benzene is for theproduction of styrene and polystyrene. Styrene is madeby the catalytic dehydrogenation of ethylbenzene, in turnobtained by the catalytic alkylation of benzene withethylene, according to the reaction:
C6H6�C2H4��C6H5C2H5 �90 kJ/mol
The alkylation reaction is often carried out in theliquid phase at 85-150°C and atmospheric pressure inthe presence of Friedel-Crafts catalysts (usually AlCl3-HCl). Following an alternative scheme (UOP-Alkar technology), the alkylation takes place inthe gas phase with BF3 supported on g-Al2O3, whichis active at around 300°C and 3-6 MPa. Anotherprocess (Mobil-Badger) works in the vapour phase at420-450°C and 1.5-2.5 MPa in the presence of ZSM 5zeolytes. The dehydrogenation of ethylbenzene,
C6H5C2H5����C6H5CH�CH2�H2 �125 kJ/mol
strongly endothermic, is carried out in the presence ofsuperheated steam in adiabatic or isothermal (or pseudoisothermal) processes. Adiabatictechnologies differ from one another in terms ofworking conditions and the plant designs adopted. Themain differences concern the steam/ethylbenzene ratio,the pressure of the reactor, which may descend tobelow atmospheric pressure, the nature of the catalystand the presence of one or more reaction appliances.
A widely-used catalyst works at between 550 and650°C and consists of a mixture of oxides including theactive component (Fe2O3), a refractory promoter (Cr2O3,Al2O3 or MgO) and a coke inhibitor such as potassiumcarbonate, K2CO3. In the plants which use a single
434 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY

reactor, the reaction heat is supplied by large amounts ofsteam (2.5-3 kg per kg of hydrocarbon) superheated to800°C. If the reaction zone is subdivided into tworeactors in a series with an immediate supply of heat, thesteam/hydrocarbon weight ratio falls to 1. Isothermalprocesses, generally used in plants with a smallerproduction capacity, use multitubular reactors heatedexternally, and operate at about 580°C withsteam/ethylbenzene ratios of 1-1.2 in weight.
Conventional polystyrene (PS), known as ‘crystal’for its transparency, is an amorphous, hard and brittlematerial, easy to dye, made by the homopolymerizationof styrene (using solution processes operating at 90-180°C or bulk-suspension processes at 90-120°C). Itcan be worked by injection moulding, extrusion orblowing. It has excellent dimensional stability, goodelectrical properties, and resistance to a variety ofchemical agents. It is suitable for the manufacture oflow-cost objects such as containers for packaging, toys,household products and parts for electrical appliances.
High impact polystyrene is made by adding anelastomer (SBR rubbers or polybutadiene) during the
polymerization phase; this leads to the formation of ahomopolymer and copolymer in which the styreneunits are grafted onto the elastomer chains. It is usedmainly in the packaging industry and to makefurniture, toys and parts for household electricalappliances. The addition, during the polymerization ofthe styrene or during the polystyrene extrusion phase,of small percentages of a blowing agent such aspentane gives rise to expanded polystyrene (EPS) usedin packaging, as thermal insulation in the constructionindustry, and in the production of containers for ready-made foods and disposable cups.
A similar material is semi-expanded polystyrene,made from the high impact product by the action ofpressurized nitrogen during a pre-moulding stage(plasticization). The same result is obtained with theaddition of substances which decompose when hot torelease gas, such as derivatives of nitrogen or sodiumbicarbonate.
Various styrene copolymers have been on the marketfor some time. One of the most interesting is the styrene-acrylonitrile copolymer (SAN), used for articles
435VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
plastics
resins
nitrobenzene(�HNO3)
plastics, fibers,films, ABS, MBS,ASA resins
fibers, resins
(�H2)solvents
(�HCN�CH3OH) resins
(�COCl2)
(�epichlorohydrin)resins, additives,sealers
polyurethan foams,paint, elastomersand fibers
(�CH2O�COCl2) (�polyols, polyethers)
isocyanatesdyes
(�CH2O)
(�H2O2) dye, pharmaceutical,photography,cosmetic, adhesiveindustries
( 3)
3
(�NH �air�SO2 �H2SO4)
cyclohexanolcyclohexanone
alkylphenols (�ethylene oxide)
(�C H )
surfactants
(see Fig. 8)
(�linear olefins �H2SO4 �NaOH) biodegradablesurfactans
see Fig. 9
dyes
Fig. 10. Main use for benzene.

destined to come into contact with foods. Methylmethacrylate also copolymerizes with styrene to create amaterial known as SMMA, superior to crystal PS interms of stability to light, tenacity and transparency.Materials with increased thermal stability contain maleicanhydride in their chains; these are used, among otherthings, to make floor polishes, emulsifiers, finishes fortextiles and protective colloids. Finally, heat-resistantpolystyrenes are produced by using a-methyl styrene, orortho-, meta- and para-methyl styrene as a comonomer.Latexes made of polystyrene or styrene copolymers, suchas styrene-butadiene, are used in significant quantities inthe manufacture of water colours and protective coatings.
A resin which presents a good combination ofmechanical, thermal, chemical and electronic propertiesis ABS resin (acrylonitrile-butadiene-styrene), madesimply by blending the styrene-acrylonitrile copolymerwith a polybutadiene elastomer, or by polymerizingstyrene and acrylonitrile in the presence ofpolybutadiene, creating a blend of homopolymer andgrafted copolymers. ABS resins are used in the carsector and to produce household electrical appliances,luggage, etc. Similar to these materials is MBS, an alloyobtained by copolymerizing styrene and methylmethacrylate in the presence of a butadiene elastomer.The addition of acrylic rubber to the styrene-acrylonitrile copolymer supplies to the alloy known bythe name ASA (Acrylonitrile-Styrene-Acrylate), whichcan be used in place of ABS for outdoor applications.
Significant quantities of benzene are consumed inthe production of phenol and acetone and theirderivatives. Phenol and acetone are produced together inthe cumene process which exploits a sequence of threereactions: the alkylation of benzene with propylene, withthe formation of cumene; the oxidation of cumene withoxygen or air, with the formation of hydroperoxide; thesplitting of the latter to form phenol and acetone:
The first reaction takes place at 190-200°C in thepresence of Friedel-Crafts catalysts such as AlCl3,H3PO4 supported on bentonite or silica-alumina,activated with BF3. The oxidation reaction takes placeat 110-130oC in the liquid phase, using air at 0.5-0.7MPa or oxygen at atmospheric pressure; it is activatedby the hydroperoxide itself and proceeds with a freeradical self-accelerating mechanism. Finally, thesplitting of hydroperoxide to phenol and acetone
requires relatively mild working conditions (60-80°Cand 0.1-0.2 MPa) and the presence of 0.2-1% H2SO4(or SO2 and H2O). Phenol is the intermediate whichhas been used for the longest time to make Bakelite,one of the first synthetic resins.
A derivative of acetone is methyl isobutyl ketone(MIBK) made via diacetone alcohol and mesityl oxideaccording to the following scheme:
OH�
2CH3COCH35588888�(CH3)2C(OH)CH2COCH3
�17 kJ/molH�
(CH3)2C(OH)CH2COCH355888�(CH3)2C�CHCOCH3�
�H2O �30 kJ/mol
(CH3)2C�CHCOCH3�H2��(CH3)2CHCH2COCH3
�112 kJ/mol
The condensation to diacetone alcohol normally takesplace in the liquid phase at 0-20°C in the presence of analkaline catalyst. The alcohol is then dehydrated at about100°C in the presence of H2SO4 or H3PO4 to formmesityl oxide; finally, this is hydrogenated at 120-200°Cand 0.3-1 MPa over copper or nickel-based catalysts.MIBK is used as a solvent for nitrocellulose, in resinsfor protective coatings, for inks and magnetic ribbonsand in the pharmaceutical and metallurgical industries.
Acetone is also used to produce methyl methacrylatealongside hydrocyanic acid and methanol, according tothe following series of reactions:
The first reaction is catalysed by NaOH at 25-40°C. Thehydrolysis of the cyanohydrin requires a heavy excess of98% H2SO4 to avoid the formation of a-hydroxylamide.The acid attack occurs at 80-110°C and 0.7-0.8 MPa withthe formation of the sulphuric ester, which then reacts tosupply the methacrylamide sulphate at slightly highertemperatures (125-150°C). After expansion to remove thelight components (essentially CO, HCN andCH3COCH3), the resulting product is esterified tomethacrylate (fourth reaction in the scheme) at 80-110°Cin the presence of an excess of CH3OH in the aqueousphase. In a more recent process, the methyl methacrylate
436 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
C6H6�C3H6 C6H5CH(CH3)2 �110 kJ/mol
C6H5CH(CH3)2�O2
C6H5OH�CH3COCH3 �1,085 kJ/mol
C6H4C(CH3)2 �485 kJ/mol
C6H4C(CH3)2
OOH
OOH
CH3COCH3�HCN
CCOOCH3�
CCONH3�H2SO4(CH3)2CCN�H2O
OSO3H
CH2
CH3 CH3
CH3
(CH3)2C(OH)CN
(CH3)2C(OH)CN�H2SO4 (CH3)2CCN�H2O
�ca. 45 kJ/mol
2SO4 C2
CCONH3�H2SO4�CH3OHCH2
OSO3H
�NH4HSO4

is made by the catalytic oxidation of isobutene or tertiarybutyl alcohol (Sumitomo-Mitsubishi). Methylmethacrylate is the basic monomer used to makepolymethyl methacrylate (PMMA or Plexiglas), apolymeric material with high transparency, brilliance andclarity, and excellent electrical and mechanical properties,used in the aeronautical industry, for decorative panelsand signs, canopies and optical appliances.
The condensation of acetone with phenol,according to the reaction
2C6H5OH�CH3COCH3��HOC6H4C(CH3)2C6H4OH�
�H2O �130 kJ/mol
carried out in the presence of anhydrous HCl as acatalyst and methyl mercaptan as a promoter, leads tothe formation of bisphenol A, an intermediate used inthe manufacture of polycarbonates and epoxy resins.Polycarbonates (PC) are thermoplastic polymers withexcellent mechanical properties. From a formal point ofview they can be considered polyesters of carbonic acid:
They are made by the polycondensation of bisphenol A
with phosgene (COCl2). The reaction takes place insolution in the presence of tertiary amines or insuspension with a water-solvent system.Polycarbonates are used in the mechanical andelectrical industries, in architecture, and in thedomestic appliances and lighting sectors.
Epoxy resins (EP) consist of macromolecules with atleast two epoxy groups in an internal or terminal positionin the chain; during the curing of the material these reactto form an insoluble and non-melting mass. There is abroad range of epoxy resins: the most common are madeby condensing bisphenol A with propyleneepichlorohydrin, according to the overall reaction:
where n is between 0 and 19.
437VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
(n�2)
CH3
CH3
H2C CH�CH2Cl�
(n�1)HO n�2)NaOH�(
OH
CHCH2OROCH2CHCH2OROCH2CHH2C
OH
C
O
O O
R
CH2
with R�
15) OROC OROHH
O
�n�
CH3
CH3
16) HO OHC
Epoxy resins take on a three-dimensional structurewhen reacted with hardeners such as primary andsecondary amines. These resins have excellentadhesive, mechanical, thermal and chemical propertiesand are used in the adhesives and paints sector, toproduce reinforced plastics, or as waterproofingagents for structures and industrial flooring.
Benzene is also the starting point of the lineleading to the production of Nylon 6 and Nylon 6,6,via intermediate compounds such as cyclohexane,cyclohexanone, cyclohexanol, adipic acid andadiponitrile. The production of cyclohexane is mainlylinked to the hydrogenation of benzene:
C6H6�3H2��C6H12 �206 kJ/mol
generally carried out at 170-230°C in the liquid phaseover nickel or platinum catalysts. Vapour phaseprocesses have also been developed which operate atabout 300°C over nickel and platinum catalystsarranged in externally cooled multitubular reactors.
Cyclohexanone is used as a raw material in thesynthesis of caprolactam and adipic acid, in the lattercase in a mixture with cyclohexanol. The industrialproduction cycle starts with cyclohexane or phenol. Inthe first process, the cyclohexane is converted tocyclohexanone in two stages, the first involvingoxidation to cyclohexanol and cyclohexanone (ol-oneblend) in the liquid phase with cobalt naphthenate, andthe second involving the dehydrogenation of theresulting alcohol:
O2C6H125588888� C6H11OH,C5H10CO �295 kJ/mol
C6H11OH��C5H10CO�H2 �65 kJ/mol
The reaction is catalysed by ZnO and is carried out atabout 400°C at atmospheric pressure. In the phenolprocess, the latter is hydrogenated to cyclohexanone inone or two stages, according to the reaction:
C6H5OH�2H2�� C5H10CO �130 kJ/mol
carried out in the liquid phase at about 175°C and 1.3MPa, in the presence of a catalyst consisting of palladium(about 5%) on active carbon.
The main process for the production of adipic acidconsists in the oxidation of cyclohexane with oxygenor air, and the intermediate formation of cyclohexanoland cyclohexanone (ol-one blend):
C6H12�O2��C5H10CO,C6H11OH �295 kJ/mol
C5H10CO,C6H11OH�HNO3��HOOC(CH2)4COOH��nitrogen oxides
The first reaction takes place in the liquid phase in thepresence of cobalt naphthenate or boric acid. Analternative technology, used mainly in Europe, involves

the formation of cyclohexanol by hydrogenating moltenphenol at about 150°C and 0.3 MPa.
Adiponitrile can be made from differentprecursors: adipic acid, acrylonitrile, butadiene. Adipicacid processes are widely used in Europe, whereasthey have been abandoned in the United States andJapan, where those using butadiene and acrylonitrilerespectively prevail. The adipic acid process is basedon the overall reaction:
HOOC(CH2)4COOH�2NH3��NC(CH2)4CN�4H2O
about 0 kJ/mol
which proceeds via the formation of ammoniumadipate and adipamide according to the scheme
HOOC(CH2)4COOH�2NH3��
��H4NOOC(CH2)4COONH4
H4NOOC(CH2)4COONH4��H2NOC(CH2)4CONH2
�2H2O
H2NOC(CH2)4CONH2��NC(CH2)4CN�2H2O
In modern technologies, the transformation occurs at about 300°C with gaseous NH3, which reacts with anexcess of molten adipic acid in the presence of H3PO4.
In the first version of the butadiene process(indirect process), the chlorination of butadiene (in thevapour phase at 200-300°C in the absence of catalysts)was followed by the cyanation of the dichlorobutenes(in the liquid phase at 80°C and in the presence ofcopper cyanide) and the hydrogenation of thedicyanobutenes thus obtained (in the vapour phase at300°C over Pd). The direct process (DuPont), bycontrast, consists of only two stages:
HCNH2C�CH�CH�CH2
5588888�CH3CH�CHCH2CN,H2C�CHCH2CH2CN �160 kJ/mol
HCNCH3CH�CHCH2CN, H2C�CHCH2CH2CN5588888�
��NC(CH2)4CN �100 kJ/mol
The first transformation is carried out at 210-220°C inthe presence of a copper chromite and magnesium catalyst.In the second stage of the process, the hydrocyanationis completed in the presence of a catalyst made by reactingnickel tetratolyl phosphite, m- and p-tritolyl phosphiteand SnCl2 in toluene.
The acrylonitrile process (Monsanto) is based onthe electrochemical reductive dimerization ofacrylonitrile. The reactions at the cathode and anoderespectively are:
2CH2�CHCN�2H2O�2e��NC(CH2)4CN�2OH�
H2O��2H��1/2O2�2e
Overall, the reaction for the formation of adiponitrileis described by the equation:
2CH2�CHCN�H2O��NC(CH2)4CN�1/2O2
�78 kJ/mol
and proceeds with a once-through conversion rate of50% and selectivity of about 92%.
The filter-press electrolyzer consists of a series ofpolypropylene compartments equipped with Pb-Agalloy anodes and Pb cathodes. In more recent processes,the electrolysis section is made of different types ofelectrodes and electrolytes and the use of membranes atthe electrodes is avoided. Other processes involve thedimerization of acrylonitrile via a chemical route. Forexample, in the ICI technology the dimerization to 1,4-dicyanobutenes is catalysed by phosphinite[R2P(OR)] or phosphorite [RP(OR)2)] in anhydrousalcohol at between 30 and 100°C. The unsaturateddinitriles are then hydrogenated to adiponitrile (ordirectly to hexamethylene diamine) over Raney nickel.
Hexamethylene diamine, used mainly as anintermediate of Nylon 6,6 and to a lesser extent Nylon6,10 and 6,12, is also used to make diisocyanate forthe synthesis of some polyurethanes. The industrialproduction process is based on the hydrogenation ofadiponitrile in the presence of ammonia:
NC(CH2)4CN�4H2��H2N(CH2)6NH2 �314 kJ/mol
In the conventional process (DuPont), the reactiontakes place at 100-135°C and 60-65 MPa in thepresence of cobalt or nickel on fossil flour. Thecatalyst may also be based on iron, in this caseworking at 30 MPa and 100-180°C. An alternativeprocess developed more recently (Rhône-Poulenc)takes place in a solution of NaOH in which the nickelcatalyst is suspended; the working pressure is 3 MPaand the temperature about 75°C.
e-caprolactam, an intermediate for Nylon 6, is madeindustrially using one of the following process schemes:from phenol or cyclohexane via cyclohexanone, fromcyclohexane by photonitrosation, from toluene. Variousmodifications to these production cycles have beendeveloped with the aim of reducing the inevitablecoproduction of ammonium sulphate (NH4)2SO4, whoselow price on the international markets does not evencompensate for the cost of the sulphuric acid andammonia consumed. In the most widespread plants, theamount of (NH4)2SO4 ranges from 1.5 to 4.5 tons perton of lactam. A more recent process (Enichem) is basedon the ammonoxidation of cyclohexanone tocyclohexane oxime with hydrogen peroxide andammonia in the presence of a modified zeolyte (Ti-silicalite) as a catalyst. The reaction is followed bythe rearrangement of the oxime to caprolactam, againcarried out over a modified zeolyte, with the minimalcoproduction of ammonium sulphate.
Most caprolactam continues to be prepared viacyclohexanone, using the following reactions:
438 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY

The first reaction is carried out at 80-100°C usinghydroxylamine in aqueous solution. The Beckmannrearrangement (second and third reactions) is carriedout at 90-120°C in the presence of dilute oleum.
The production of hydroxylamine (NH2OH, usedin the first reaction) also requires several stages, themost important of which involves the synthesis of itsdisulphonic acid from NH4NO2, SO2 and (NH4)2CO3;the intermediate is then hydrolysed at 95oC inhydroxylamine sulphate:
2NH4NO2�(NH4)2CO3�4SO2�H2O��
��2HON(SO3NH4)2�CO2 �36 kJ/mol
HON(SO3NH4)2�2H2O��NH2OH�H2SO4�(NH4)2SO4�54 kJ/mol
(NH4)2CO3�N2O3��2NH4NO2�CO2 �75 kJ/mol
In a plant in Japan (Toray process), thecyclohexanone oxime hydrochloride is made by thephotonitrosation of cyclohexane with NOCl (formedfrom hydrogen chloride and nitrosyl sulphuric acid) inthe presence of the same acid:
�����hn
C6H12�NOCl�HCl55� 6(CH2)5�C�NOH�2HCl
(NO)HSO4�HCl55�NOCl�H2SO4
The reaction is carried out at about 20°C in aphotochemical reactor, with an electricity consumption of 4.1 kWh per kg of lactam. The coproduced ammoniumsulphate amounts to 1.5 t/t of lactam. A toluene processhas also been used (SNIA Viscosa process).
Nylon 6 and Nylon 6,6 are the most widespreadpolyamide fibres. Nylon 6 is the product of thehydrolytic polymerization of caprolactam according tothe reactions:
������ NH(CH2)5�CO�H2O
55�H2N(CH2)5COOH
�9,4 kJ/mol������
H2N(CH2)5COOH�NH(CH2)5�CO55�
��H2N(CH2)5CONH(CH2)5COOH �16,8 kJ/mol
and so forth. The process is carried out starting from aconcentrated solution of lactam in water, in tubularreactors heated gradually to 250-260°C so as to driveout the water. Melt spinning allows for the productionof various types of fibre: multifilament,monofilament, staple and continuous thread,consisting of numerous parallel filaments. Nylon 6fibres are elastic and have higher tenacity than themost common synthetic fibres. It is easier to dye thanNylon 6,6, but its lower melting temperature (215°C asagainst 250-260°C) represents a restriction to ironingconditions; this cannot be done above 150°C.
The precursor to Nylon 6,6 is hexamethylenediamine adipate or Salt 66, a crystallizable compoundobtained by simple addition of its two components:
Polymerization proceeds at 270-280°C and about 2MPa, with the dehydration of the Salt 66 andformation of the linear polymeric chain:
Spinning takes place in the molten state following ascheme identical to that used for Nylon 6.
Polyamides (PA) have excellent physical andmechanical properties, high flexibility and resistance towear and tear, and are not flammable. They are suited tospinning, rotational or injection moulding, extrusion andblowing. The most important applications for PAs are inthe textile sector, but significant amounts are also usedas thermoplastics; the most interesting uses are those forthe automotive sector (fans, ferrules, oil containers,filters and cams), household electrical appliances andother sectors of the mechanical industry, where thismaterial is used in the form of pumps, gears, washers,bearings, drive belts, switches and so forth. Transparentsheets of polyamide have low permeability to oxygenand steam and are therefore used as packaging for foodsand pharmaceutical products. Other applications concernthe production of electrical insulation for primarywindings or covering cables. Finally, polyamide powdersare used for protective covers with high strength andresistance to abrasion and chemical agents.
A class of polyamides of exceptional technologicalimportance are the polyaramids (also known simply asaramids), whose structure is completely aromatic; themain example is Kevlar, produced by the condensation ofp-phenylenediamine with terephthalic acid chloride.
439VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
H2N(CH2)6NH2
HOOC(CH2)4COOH
OO
OO
�
H3N(CH2)6NH3
C(CH2)4C
HN(CH2)6NH
OC(CH2)4COHNCO(CH2)4CONH(CH2)6
O�(NH4)2SO4
OH�H2SO4NOH
N
N
NH
H2SO4
NH3
OH�H2SO4 CNH3
�184 kJ/mol
O�NH2OH�H2SO4 NOH�H2SO4
NH3
�(NH4)2SO4�H2O �42 kJ/mol

Polyaramids are used mainly in the form of fibresobtained with the wet spinning process from solutions insulphuric acid. They thus come to form part of reinforcedplastics for aeronautical and marine construction andmore generally articles destined for extremely severeworking conditions, such as high resistance cordage,cables, moorings, sails, textiles for fire-proof clothing andfilters for high temperatures. In the form of sheeting,aramids can also be used as electrical insulation for theengines of household appliances and aircraft, televisiontransformers and parts for microwave appliances.
Nitrobenzene is the key intermediate for theproduction of aniline and is made by reacting benzenewith a solution of sulphuric acid and nitric acid(sulphonitric mixture):
C6H6�HNO3��C6H5NO2�H2O �117 kJ/mol
carried out at 35-60°C depending on the process used.Aniline is widely used in the preparation of
4,4´-methylene diphenyl isocyanate (MDI), a keyintermediate for expanded rigid or semi-flexiblepolyurethane foams. It is also used in the rubberindustry (vulcanization accelerants, antioxidants,antiozonizing agents and stabilizers) and in othersectors, including the traditional dye sector. The mostwidespread synthesis process consists in the catalytichydrogenation of nitrobenzene in the vapour phase:
C6H5NO2�3H2��C6H5NH2�2H2O �550 kJ/mol
carried out at about 280°C and 0.2 MPa.Anthraquinone, which can be made by the Friedel-
Crafts reaction of phthalic acid with benzene, is oneof the most important intermediates for thepreparation of mordant (phenolic), vat, disperse andreactive dyes. Anthraquinone, viaanthrahydroquinone, can also be used to makehydrogen peroxide, but for this purpose a derivative of2-alkyl anthraquinone is normally used.
Toluene, xylenes and naphthalene cycleIn addition to being used for the production of
benzene by hydrodealkylation, toluene finds animportant application in the preparation of toluenediisocyanate (TDI) which, alongside otherpolyisocyanates, is a basic intermediate for theproduction of various types of polyurethanes (Fig. 11). TDI consists of an 80/20 or 65/35 blend ofthe isomers 2,4 and 2,6-toluene diisocyanate:
The production process comprises three mainoperations: the nitration of toluene to dinitrotoluene,the reduction of dinitrotoluene to toluene diamine andthe reaction of the diamine with phosgene (COCl2).The nitration of toluene takes place in two stages. Inthe first, which operates at about 50°C, the blend of o- and p-nitrotoluene is formed, with smallerpercentages of m-isomer (o-59%, m-4% and p-37%):
The second stage is carried out at about 65oC.
The reduction to toluene diamine:
takes place at 170°C and 8.5 MPa in the presence ofRaney nickel in methanol suspension.
The phosgenation of toluene diamine, with theproduction of TDI, involves the formation ofdicarbamyl dichlorides and their subsequentdehydrochlorination:
The formation of toluene dicarbamyl dichloride takesplace at 0-30°C and is followed by heating to 170-185°C. The phosgene required for the reaction isobtained in situ with the addition of chlorine to carbonmonoxide:
In a more recent process (Enichem), the TDI isprepared without using phosgene, via the formation ofa urethane made by reacting toluene diamine withdimethyl carbonate.
440 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
CH3 CH3
�H2OHNO3
H2SO4
NO2 �115 kJ/mol
CH3 CH3
�HNO3
H2SO4NO2 NO2
O2N H2O
CH3 CH3
�O2N
H2NNO2 NH2�4H2O6H2
�550 kJ/mol
CH3 CH3
�
�
H2N ClOCHNNH2 NHCOClCOCl2
HCl
CH3N CO
N CO
N COOC NCH3
2,4-TDI 2,6-TDI
CH3
�
CH3
OCN
2HCl
ClOCHNNHCOCl
NCO
� �110 kJ/molCOCl2Cl2 CO

Another important diisocyanate isdiphenylmethane 4,4´-diisocyanate or 4,4´-methylenediphenyl isocyanate (MDI).
Also produced in modest quantities are polymericdiphenylmethane 4,4´-diisocyanate (PMDI),dicyclohexylmethane 4,4´-diisocyanate (HMDI),hexamethylene diisocyanate (HDI), xylene diisocyanate(XDI) and naphthalene diisocyanate (NDI).
Polyurethanes (PU) consist of macromoleculeswhose urethane (or carbamic) groups �NCOO�areseparated by aromatic and/or aliphatic hydrocarbonsequences and by ether, ester, urea or amide functions.The synthesis process involves reacting a polyfunctionaldiisocyanate with a polymeric polyol in the presence ofa basic catalyst, such as a tertiary amine or an organicderivative of tin. The polyols of greatest industrialinterest are the oligomers derived from propylene andethylene epoxides (polyether-polyols), or from blends of
acids and glycols (polyester-polyols). The copresence inthe macromolecules of rigid polyurethane segments andthe flexible segments of the polyols gives the materialgood elastomeric properties.
Polyurethanes are distinguished on the basis of theirchain type (linear, branched or cross-linked) and thesteric order; they may be amorphous or partiallycrystalline. This range of properties explains theexistence of families of products which differconsiderably in terms of types of use and the techniquesused to prepare them (mainly foams, rubbers andfibres). Flexible foams are generally made by reactingTDI with a polyester triol which may be derived fromglycerine and propylene oxide or ethylene oxide.
The addition of water during the polymerizationphase leads to the formation of carbon dioxide, whichacts as a blowing agent. Cross-links are also produced,with the formation of ureic bonds which tend tostabilize the foam. The introduction of an additionalblowing agent encourages the formation of expandedfoams which are softer and less dense. Materials with
441VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
( HNO3)
(�polyols � polyether)
(�NH3 �air�H2SO4)
(� air) terephthalic acid(TPA)
( )
hexahydrobenzoicacid
polyurethane foams,resins, paints,elastomers and fibers
see Fig. 10
see Fig. 10
see Fig. 10
( g y g y )
( y g y )
dialkyl phthalate,resins plasticizers,paints, elastomers
glycerophthalic andalkyd resins, forenamels, paints, stuccoes
polyurethanes
2 4 2 3 dye, elastomers, etc.industries
dye industry
pharmaceutical, dye,explosives industries
plasticizers, pharmaceutical,perfume industries
(� air�CH3OH)
dimethyl terephthalate(DMT)
polyester fibers and resins(�ethylene
glycol)
(isomerization)
(� air)
o- and p-xylene(see above)
plasticizers,polyester resins
Fig. 11. Main uses for toluene, xylenes and naphthalenes.
25) NOC N COCH2

ether bridges are particularly well-suited formanufacturing soft articles (stuffing for cushions,mattresses, armchairs, back-rests). Foams withpolyester functions are used to produce felts forcarpets, and plates or sheeting for thermal insulation.The presence of additives containing phosphorus orhalogens confers flame-resistance.
The use of modified intermediates allows rigidfoams to be manufactured. This result is obtained bymaking a polymeric MDI (functionality rangingbetween 2.5 and 3) react with polyols rich in etherbridges and branches, such as the oligomers ofpropylene oxide and ethylene on pentaerythritol oramino alcohols containing 4-8 active hydrogens orwith polyester-polyols containing aromatic nuclei.Rigid foams are excellent thermal insulating agentsand are used in the construction, car, marine andaerospace industries, to make furniture and containersfor use under hot or cold conditions, such as railwaycisterns, refrigerators, and freezers. In some cases thetemperature of use may be as high as 200°C.
The reaction between a polyester diol or polyesterand an excess of diisocyanate makes it possible tocreate a prepolymer with elastomeric properties. Theprepolymer chains can then be lengthened by reactionwith a glycol or a diamine, forming a polymer inwhose chains flexible segments (from the polyesterdiol or polyester) alternate with rigid aromaticdiisocyanate segments. Polyurethane elastomers haveexcellent resistance to abrasion combined with highstrength, good elasticity and stability to fats, oils andsolvents. They are used mainly in special applications(for example to cover electrical cables and asprotective elements for car bumpers). Other interestinguses concern the production of the elastic fibresknown as Spandex, used to make elastic fabrics(Lycra, Lastex) employed in the sports and healthcaresectors, for underwear and swimwear.
Polyurethanes are also used in protective coatingscharacterized by extreme hardness, flexibility andresistance to abrasion, light, solvents and atmosphericagents. They are therefore suitable for coating floorsdestined for heavy wear and more generally formaking articles exposed to the elements. The rigidcomponent of the PU destined for these uses may besupplied by an isocyanurate (the trimer of adiisocyanate) or by the biuret.
A broad range of special adhesives derives from theuse of more or less modified polyisocyanates. The highvelocity of the reaction between the isocyanate and polyolhas encouraged the development of a Reaction InjectionMoulding (RIM) technique in which the two componentsin the liquid state are pumped at high pressure (10-18MPa) into a special blending chamber and immediatelyafterwards injected into a mould at low pressure.
Less frequently, toluene is used to produce benzoicacid, phenol and benzyl chloride. Benzoic acid is madeby oxidizing benzene in the liquid phase with air,
C6H5CH3�3/2O2��C6H5COOH�H2O �350 kJ/mol
carried out at about 170°C and 0.8-1 MPa in thepresence of cobalt benzoate.
Benzoic acid is an intermediate in the SNIAViscose process for the production of e-caprolactam,based on the following reactions:
C6H5COOH�H2��C6H11COOH �205 kJ/mol at 25°C
�������oleum
C6H11COOH�(NO)HSO3565�CONH�( CH2)5�
�H2SO4�CO2
The hydrogenation of the acid is carried out at 170°Cand 1-1.5 MPa in the presence of suspendedpalladium; the second reaction at about 80°C atatmospheric pressure. In addition to being used insome processes to manufacture phenol andcaprolactam, benzoic acid is used to make sodiumbenzoate (a widely-used preservative), plasticizers forvinyl resins and various fine chemicals.
The production of phenol from toluene involvesthe oxidation of benzoic acid with air:
C6H5COOH�1/2O2��C6H5OH�CO2 �175 kJ/mol
carried out in the liquid phase at 230-250°C and 0.2-1MPa in the presence of copper and magnesium ascatalysts. Nitrotoluenes (mononitrotoluenes anddinitrotoluenes), in addition to the manufacture ofpolyisocyanates, are used as intermediates for dyes,pharmaceutical products and perfumes. Trinitrotoluene(TNT), the well-known explosive, is made by thesevere nitration of toluene with the nitrating blend(nitric acid and oleum).
Benzyl chloride, C6H5CH2Cl, is used to preparedyes of the triphenylmethane group, pharmaceuticalproducts, perfumes and in fuels to prevent theformation of rubbers. The chlorination of tolueneinvolves the gradual substitution of the methyl group’sthree hydrogen atoms. By hydrolysis in the presence ofalkaline solutions, benzyl chloride forms benzylicacid, used to prepare esters employed in the perfumeindustry and as plasticizers.
More significant applications exist for p-xylene,used to make terephthalic acid (TPA) and dimethylterephthalate (DMT), which are used to preparepolyester fibres and resins. The high degree of purityrequired for the products destined for the textile sectorinitially encouraged the use of DMT over that of TPA, acrystalline solid which is almost completely insoluble inconventional solvents. The enormous improvementsintroduced in the technology for the production of the
442 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY

acid, however, have made the quality of the polymersmanufactured in these two cases identical.
All the processes employed on an industrial scale,among which it is worth mentioning the Amocoprocess for the production of TPA, are based on theoxidation of p-xylene in the liquid phase with air. Inthe Amoco process, the overall reaction:
CH3C6H4CH3�3O2��HOOCC6H4COOH�2H2O
�1.360 kJ/mol
is carried out at 175-230°C in acetic acid, using cobaltor manganese salts as catalysts.Industrial processes for the production of DMT differ inthe sequence of the p-xylene oxidation andesterification reactions: the oxidation and esterificationreactions with methanol can take place simultaneously(one-stage process); alternatively the esterification ofthe p-toluic acid and monomethyl terephthalate can becarried out after the oxidation of the p-xylene and therecycled monomethyl terephthalate (two-stage process).
Polyethylene terephthalate (PET) is the product ofthe polycondensation of ethylene glycol with DMT orTPA. The two possible synthesis schemes aredescribed by the following reactions:
where n ranges from 20 to 200 depending on the type ofpolymer. The transesterification process was more widelyused until the 1970s, thanks to the greater ease ofpurifying dimethyl terephthalate. In the continuousterephthalic acid polymerization process, the first stage iscarried out at 230-250°C and about 0.3 MPa, with aglycol-acid ratio of around 1.5; polymerization thenproceeds at 220-225°C in the presence of oxides and thesalts of organic acids, for example derivatives of calcium,magnesium, cobalt or zinc. The final phase of the processconsists in a vacuum treatment of the polymeric mass inthe presence of phosphoric acid and derivatives ofantimony. The molten polymer then passes into theextruder which feeds the transformation appliance.
PET is widely used in the production of fibres,known with the trade names of Terylene, Dacron orTerital, bottles for fizzy drinks and films used in thephotographic, cinematographic and electrical sectors.This broad range of applications is made possible by anexcellent set of chemical and physical properties. The
polymer has good resistance to chemical agents, fats andcommon solvents; its tenacity is comparable to that ofpolyamides and better than that of artificial fibres.
Other linear polyesters are of commercial interest,though to a lesser extent than PET. The main examples are:• Polybutylene terephthalate (PBT), used both as a
fibre and as a moulding powder in blends withglass fibres.
• Poly(1,4-cyclohexylene dimethylene terephthalate)(PCDT), which differs from PET for the presenceof a cyclohexane nucleus between the twomethylene groups in its constituent units.
• Poly-p-oxybenzoate, an exceptionally stablematerial even under hot conditions, which is usedfor sophisticated applications, both electrical andmechanical.
• Polyester-polyols for polyurethane resins.Phthalic anhydride is mainly used to produce
phthalates. Significant quantities are also used for theproduction of resins (alkyd, glycerophthalic).Isophthalic acid can also be used to produce rigidpolyester resins; it is made by the catalytic oxidationof m-xylene, under conditions similar to those of theAmoco process.
Phthalic anhydride is made by the catalyticoxidation of naphthalene or o-xylene:
The reactions are carried out in the presence of catalystsbased on V2O5, at temperatures ranging from 350 to550°C, depending on the processes. By far the mostwidespread processes are based on the use of o-xylene.
The phthalic esters of greatest commercialimportance are:• 2-ethylhexyl phthalate, also known as DOP
(dioctyl phthalate), which is the standardplasticizer for PVC, and is used as a dielectric fluidfor condensers in place of polychlorinatedbiphenyls (PCB), removed from the market sometime ago due to their ecotoxicity.
• The phthalates of linear alcohols (from C7 to C11),plasticizers for low working temperatures by virtueof the high flexibility of their alkyl chains.
• Diisodecyl phthalate, used mainly in themanufacture of sheeting and cables due to the lowtendency to creep on the surface of articles madewith polymeric blends.
443VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
�n H3COOC n HOCH2CH2OHCOOCH3
�2n CH3OHCOOCH2CH2OOC �n
��25 kJ/mol of CH3OH vapour
�n HOOC n HOCH2CH2OHCOOH
� 2n H2OCOOCH2CH2OOC �n
��5 kJ/mol of H2O vapour
O
O
O
9/2O2 2CO2 2H2O� �
�1.900 kJ/mol
�
O
O
O
3O2 3H2O�
�1.300 kJ/mol
�
CH3
CH3

There are lower levels of market demand fordibutyl phthalate (used especially with emulsions ofpolyvinyl acetate and cellulose derivatives), dimethyland trimethyl phthalate (for cellulose resins) anddicyclohexyl phthalate (for nitrocellulose adhesivesand paints). The production cycle for the variousphthalates involves the esterification of phthalicanhydride, catalysed by H2SO4 or by an amphotericcatalyst. The reaction takes place at 150-200°C.
Alkyd resins are polyesters with a three-dimensional structure made by the condensation of apolyvalent acid, such as phthalic anhydride,isophthalic acid or adipic acid and a polyalcohol, suchas glycerine, pentaerythritol or trimethylolpropane.Alkyd resins can be subdivided into simple alkydresins, made by the polycondensation of a polyalcoholand a polyacid, and modified alkyd resins, made byadding oils or partially replacing the phthalicanhydride and glycerine with other acids or alcohols.
A special group of alkyd resins consists in theglycerophenolic resins, made from glycerine andphthalic anhydride. The reaction of glycerine withphthalic anhydride alone initially forms a materialsoluble in alcohol which is then transformed into thesimple resin, a nonmelting gel with few practical uses.Properties improve and performance becomescommercially interesting with modified resins. Themodifiers are often saturated or unsaturated naturalproducts such as a fatty acid, colophony, tall oil and soyaoil, or synthetic polymers such as phenolic resins whichincrease the material’s resistance to water and alkalis, orurea resins, which have the effect of reducing settingtimes and improving colour retention. The resinsmodified with oils are basically used in the manufactureof paints, adhesives and other materials used in coatings.The resins modified with siccative oils are alsocopolymerized with styrene to produce styrenated alkydresins, which have high tenacity, strength and flexibility.Their modest resistance to oils, fats and hydrocarbonscan be improved if styrene is replaced with acrylonitrile.
Phthalic resins can be used to make mouldingpowders by replacing some of the components withother acids or glycols (for example maleic and fumaricacid or ethylene and diethylene glycol). To this end,various feedstocks, such as asbestos, calciumcarbonate, antimony oxide, clays, aluminas and mica,are added depending on specific requirements.
Naphthalene
used to be one of the major base materials in theorganic chemical industry (when obtained from thedistillation of coal) especially as a precursor to dyes. Itis still used in the production of phthalic anhydride
and b-naphthol, some insecticides, products for leathertanning and surfactants. Naphthalene of petroleumorigin is made in a similar way to benzene fromtoluene, using as a raw material distillation cuts whichare particularly rich in alkyl naphthalenes. Thedehydromethylation of alkyl naphthalenes takes placeat high temperature (about 750°C).
b-naphthol
is made by the sulphonation of naphthalene and thefinal alkaline fusion of the naphathlene-b-sodiumsulphonate. It is used in the pharmaceutical, dye,perfume, elastomer industries, etc.
Synthesis gas (CO-H2), ammonia and methanolcycles
Carbon monoxide and hydrogen are importantprecursors to various products of the chemicalindustry (Fig. 12). The most important application forsynthesis gas in quantitative terms concerns theproduction of ammonia and methanol. Fig. 12 showstwo alternative schemes for the synthesis of ammonia.In the first, the crude gas passes through a secondaryreforming reactor (partial oxidation with air) andsubsequently through a catalytic converter in whichthe CO reacts with steam to form CO2 and H2. Thenon-transformed carbon dioxide and carbon monoxideare removed and finally the nitrogen and hydrogenenter the ammonia synthesis reactor. The secondscheme differs essentially in the addition of extremelypure liquid nitrogen in the final phase of thepurification cycle, in other words downstream of theseparation of CO2 and the sulphurated compounds.
Ammonia is the starting point for all the nitrogencompounds produced by the organic and inorganicchemical industries (Fig. 13). The fertilizer industryabsorbs four fifths of the total consumption ofammonia, the fibres and plastics industry about 10%;about 5% is destined for the production of explosives(nitrates and dynamite). Urea (corresponding to abouta fifth of the consumption of ammonia), ammoniumsulphate and nitrate are the most widely-usednitrogenated fertilizers. Significant amounts of ureaare also used in other manufacturing sectors, mainlyfor the production of urea and melamine-based resinsand in the feedstuffs industry. Until the end of theSecond World War, ammonium nitrate was basicallyused as an explosive, and still accounts for about threequarters of the consumption of explosives used onbuilding sites and in mining work. Currently,ammonium nitrate is mainly used in agriculture, whereit is valued for its high nitrogen content (33.5%). It isstill worth remembering that about two thirds of the
444 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
31)
OH32)

445VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
see Fig. 13
see Fig. 14
various hydrogenationprocesses, hydrotreating,hydrodesulphurization,aerospace industry,fuel cells
CO, H2,N2
(�CO2, �H2Sand othersulphides)
CO2, H2
CO2, H2,N2
(�air) (�H2O)
(�H2O)
(�H2)
(separation)
(Fischer-Tropsch synthesis)
(�olefinsoxo synthesis)
see Fig. 14
see Fig. 14
see above
various derivatives
energy production,lubricants, etc.
isocyanates,polycarbonates,(see Figs. 10, 11)
solvent for nonhydrocarbon polymers
3H2�1N2
3H2�1N2(�N2)
(�CO2)
Fig. 12. Main uses for synthesis gas.
fertilizers, explosives,nitroderivatives,adipic acid, etc.
fibers, resins
see Fig. 10
see Fig. 10
caprolactam
explosives
fertilizers
fertilizersurea-formaldheyderesinsmelamineresinsfeedstuff
(�benzoic acid)
see Fig. 8
H C CH
resins, explosives
textile industry,detergents, acid gasabsorption
(�alcohols)corrosion inhibitors,insecticide,rubber industry
see Fig. 15
O
various chemicals,neutralization ofacid solutions
Fig. 13. Main uses for ammonia.

total production of nitric acid are absorbed by thiscompound. In the organic sector, the main derivativesof ammonia are key intermediates in the textileindustry (see again Fig. 13).
The synthesis of methanol (or methyl alcohol) pavedthe way for the development of numerous traditionalchemical industry cycles, to which others have beenadded in recent years (Fig. 14). Methanol is obtainedfrom synthesis gases according to the reaction:
CO�2H2��CH3OH �380 kJ/mol
The transformation is generally accompanied by thereaction
CO2�3H2��CH3OH�H2O �45,9 kJ/mol
due to the presence of CO2 in the feed gases.
The most widespread industrial processes, knownas low-pressure processes, operate at 5-10 MPa and240-270°C in the presence of copper and zinc oxideson Al2O3 and Cr2O3. Traditional high-pressuretechnologies, operating at 30-40 MPa and 400-450°Con ZnO – Cr2O3, have been almost completelyabandoned. For the synthesis of methanol, the CO/H2mixture, in a ratio of 1:2, is preferably made by theoxidizing conversion of methane with oxygen.
For many decades, methanol was used mainly toproduce formaldehyde. Other traditional uses includetheir employ as an industrial solvent and as anintermediate in the synthesis of some derivatives (seeagain Fig. 14). From the 1980s onwards, increasingamounts of the methanol produced in geographical areasfavoured by the availability in loco of fossil fuels have
446 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
additive for unleadedgasoline
solvents, resins, fibers,plastics, etc.
resins
(�HC CH�H2)
solvent, gasoline additive,various industries
phenolic and aminoresins, paints,adhesivestetrahydrofurase,resins
resins, paints,lubricants, esplosives
explosives, pharmaceuticaland rubber industries
(�air �p-xilene)
(�organic acids)
(�acetoncyanohydrin)
(see Fig. 11)
textile, leather, pharmaceuticaland rubber industries,wheat preservationformic acid, formamideand dymethyl formamide(solvents)
pharmaceutical, dye,agricultural industries,solvent, methylating agent
gasoline, aromatics, olefins
acetic acid
(�ethylene�air)
adhesives, paints,polivinylic alcohol, emulsionsfor various industries,EVA copolymers
herbicides, cellulose etherstextile industry
solvents, resins
various industries
fibers, resins,cigarette filters
aspirin
Fig. 14. Main uses for methanol.

been redirected towards the energy fluids market. Atypical application is the production of methyl tertiarybutyl ether (MTBE), an anti-knocking agent forgasolines, by reacting methanol with isobutene. In smallquantities, methanol is also added directly to gasoline,often in blends with alcohol such as tertiary butylalcohol, to increase the octane number and lower theprice. The 1980s saw the construction in New Zealand ofa large plant for the production of aromatic-components-rich gasolines, obtained from the catalytic condensationof methanol in the presence of zeolytes (Mobil process).Similar processes lead to the formation of light olefins;yet others, with different catalytic systems still beingresearched, to oxygenated compounds.
These processes form part of so-called C1 chemistry.The concept on which this is based is that CO and H2,when purified and blended in appropriate ratios, maysupply, directly or via methanol, compounds which arelargely considered traditional derivatives of ethylene,such as acetic acid and anhydride, ethanol and its higherhomologues, ethylene glycol and so forth. In fact, most ofthe applications which have been shown to be possiblefrom a chemical point of view have found an obstacle topractical development in the form of the cost of synthesisgas, which is not usually low enough to render C1chemistry competitive with that of ethylene (C2). Inaddition to the New Zealand plant, an economic contextfavourable to the use of synthesis gas from coal has beenfound in South Africa (Fischer-Tropsch synthesis) andthe United States (production of acetic anhydride).
Synthesis gas is the most important base productfor the manufacture of hydrogen, which is separatedfrom the blend using cryogenic (cold box) processes,adsorbent beds (PSA, Pressure Swing Adsorptionprocess) or membranes (for example Monsanto’sPRISM separators). The potential of hydrogen as anenergy source in fuel cells and vehicles is well known.
The development of new processes for makinghydrogen peroxide by the direct oxidation of hydrogenwith oxygen may lead to the creation of interestingprocesses for the synthesis of various intermediates(epoxides, phenols, caprolactam, ketones, aldehydes),thanks to the use of catalysts made of Ti-silicalite. Acoproduct of the CO-H2 blend fractionation process isobviously carbon monoxide, used in the carbonylation ofmethanol to acetic acid, in the preparation of phosgeneand N,N´-dimethyl formamide, which can be made bythe direct synthesis of CO and methyl or dimethyl amine.
Formaldehyde is sold mainly in an aqueoussolution with a concentration ranging from 37 to 56%;small quantities of methanol (2-7%) stabilize thesolution, avoiding the precipitation ofparaformaldehyde. About half of the total demand forformaldehyde is concentrated in the production ofthermosetting resins (urea, phenolic and melamine),
whilst the rest is subdivided between numerouschemical industry cycles (despite the fears raised bythe compound’s toxicity): polyacetals, pentaerythritol,1,4-butanediol, hexamethylenetetramine,tetrahydrofurane, 4,4´-phenyl isocyanate and bis-p-aminocyclohexyl methane.
The production cycle for formaldehyde frommethanol can follow two alternative process schemes:catalytic oxidation
CH3OH�1/2O2��HCHO�H2O �156 kJ/mol
and oxydehydrogenation or oxidative dehydrogenation
CH3OH��HCHO�H2 �85 kJ/mol
H2�1/2O2��H2O �243 kJ/mol
Processes of the first type are strongly exothermicand are catalysed by a mixture of Fe2O3-MoO3 oxides,to which vanadium, nickel and manganese oxides maybe added as promoters. The catalytic system works at 300-400°C in an excess of air, with a mechanism ofoxyreductive type. Oxidative dehydrogenationprocesses use silver or copper-based catalysts. Thesecond reaction (water formation) is used as thedriving force for the dehydrogenation reaction ofmethane, making the process globally exothermic. theoverall reaction is essentially athermic. In moderntechnologies (for example BASF), silver is used in theshape of crystals arranged in layers a few centimetresthick. The catalytic system works at 680-720°C in the presence of steam.
The most common phenolic resins (PF) arecondensation polymers made by reacting phenol withformaldehyde. The polymer’s final structure variesdepending on the acid or basic nature of the catalyst.Acids catalyse the reaction with the formation ofpolymers known as novolacs, in which the structure ofpolydioxyphenyl methanes prevails:
where n = 8-12 and the methylene bridges are in anortho or para position in the benzene ring. Novolacsare linear thermoplastics soluble in alkalis andoxygenated solvents; they do not set by simple heatingbut can be converted into thermosetting materials ifadditized with formaldehyde in an alkalineenvironment.
The reaction between phenol and aldehyde in thepresence of bases follows a more complex path. Aclassification suggested by the Belgian chemist LeoHendrick Baekeland defines three stages which followone another practically without interruption. The firstcorresponds to the formation of a resinous mass (resol
447VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
CH2 CH2
OH OH OH
�n
�

or stage A), whose molecules differ from those of thenovolac essentially for the presence of free methylolgroups. Fewer numbers of chains whose aromaticnuclei are linked by methylene or ether bridges of the�CH2OCH2 type are also formed. Phenolic alcoholsreact rapidly to form so-called resitol (or stage B),whose molecular weight is sufficiently high to makethem insoluble in organic solvents. The number ofcross-links, however, is modest, so that the resinsoftens when heated, whereas it is hard and brittle atlow temperatures. The final stage of condensationcorresponds to the formation of resite (or stage C)which is used for the finished articles. In this phase,the resin is insoluble and nonmelting due to thecomplete cross-linking of the chains, with theformation of methylene bridges between the aromaticrings.
From a practical point of view, phenolic resins canbe subdivided into moulding powders (or filledphenoplasts) and non-filled phenoplasts. In themoulding powders, the phenolic resin in the form ofnovolac, or less frequently resol, is blended withauxiliary products able to give it specific mechanical,physical and chemical properties. In the definition ofthe formulation’s physical properties, a primary role isplayed by the filler of organic or inorganic nature,absorbent or non-absorbent, fibrous or in powder form.Their effect is particularly evident on electricalconductivity, heat resistance and the fluidity of thepowder. Auxiliaries with different functions arelubricants such as stearic acid or its calcium, aluminiumand zinc salts, colorants (black carbon, Fe, Cr oxidesand similar), accelerants (MgO and CaO) andplasticizers such as naphthalene and tricresyl phosphate,which are added with the aim of homogenizing thepowder in the moulds when hot. When the phenolicresin is a novolac, the moulding powder must include acomponent able to set it to resite. The principalhardening agent (hardener) is hexamethylenetetraminewhich, when heated, decomposes to form ammonia,which facilitates cross-linking. Phenolic resins are usedin the electronics and aerospace sectors.
In addition to moulding powders, phenoplasts areused in the absence of fillers to make impregnationmaterials, agglomerates, mastics, paints and binders.They are also used in an aqueous solution to obtain themoulds for metal casting. The satisfactory adhesiveproperties of phenoplasts are exploited to obtainbinders for abrasive materials, asbestos and rubbers.Paints resistant to chemical and atmospheric agents areproduced from the resols with the addition of siccativeoils or epoxy resins.
Amino resins are made by the polycondensation offormaldehyde with urea or melamine (2,4,6-triamino-s-triazine) and are therefore subdivided into urea and
melamine resins. As in the case of phenoplasts, thechemistry of the synthesis reactions is complex. In aninert or slightly alkaline environment, the primaryproducts derived from urea are mono- (I) and dimethylolurea (II), both soluble in water. Melamine can react withall its hydrogen atoms, but in the industrial process thealdehyde is added in sufficient quantities to form only 2or 3 methylol groups per cyclic unit (III):
The condensation transforms the intermediates intomasses which can no longer be dissolved or melted. Ina slightly acid or basic environment, cross-linkingoccurs with the formation of oxymethylene bridges(IV); however, these are unstable in the presence ofstrong acids, giving rise to methylene bonds (V), withthe formation of formaldehyde:
Unlike phenoplasts, amino resins are usuallycolourless or can be coloured in delicate hues. Theyare also resistant to combustion and present goodelectrical and mechanical properties, moreover, theyare widely used in the preparation of mouldingmasses, binders, paints and coatings for the textile andpaper sectors.
Insoluble and nonmelting urea resins arecharacterized by a three-dimensional structure (VI),with the intermediate formation of dimethylol urea:
448 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
CO CO
N N
N
NCH2
CO
CO
CH2
N NCH2 CH2
N
N
CONHCH2
CHNHCH2
H2C CHNHN
CH2
CH2
VI
NHCH2OH NHCH2OH NHCH2OH
NHCH2OHCO
NH2
CO
NHCH2OH
H2NNN
N
I II III
NH
O NH
2C
2C
NH
NH
2C
IV V

They are made by blending aqueous solutions of ureaand formaldehyde in the presence of a catalyst whichmay be dilute caustic soda, ammonia or analkanolamine. The formation of methylol ureas isexothermic (21 kJ/mol for intermediate I and 25kJ/mol for intermediate II, respectively), and starts atroom temperature. The process then continues in avacuum with the removal of the aqueous phase andincrease of viscosity up to the desired value. Cross-linking takes place in the moulding phase at 130-165°C and 20-40 MPa with the formation ofarticles resistant to fats and organic solvents, but whichcan be attacked by concentrated acids and alkalis.
The preparation of masses for moulding can followtwo different schemes. The first involves a long series ofoperations: filtration of the liquid resin, blending withthe catalyst and the cellulose material (a-cellulose orwood powder), drying of the slurry in a stove, milling,addition of substances able to confer specific properties(dyes, accelerants, fluidizers and lubricants) and finallythe granulation of the powder. Alternatively, the liquidresin may be sprayed into a hot gas stream which passesthrough cyclone separators; the recovered powder is thenblended in the dry state with the other auxiliaries neededto form the moulding mass.
The technologies for the production andapplication of melamine resins present somesimilarities with those for urea resins. Thecondensation of melamine and formaldehyde takesplace at relatively modest temperatures (about 90°C ina vacuum); the process is exothermic (about 63 kJ/mol of formaldehyde). The polymers destinedfor moulding are made with a molar melamine-formaldehyde ratio of 1:2-1:3. Setmelamine derivatives have superior properties tothose of urea derivatives: specifically, the powdersadditized with a-cellulose form harder articles whichare more resistant to heat and chemical agents.Furthermore, in contrast to what happens with urearesins, good mechanical properties are obtained evenwithout the use of cellulose feedstocks. Melamineresins are widely used for the production of laminates,for household electrical appliances and other articlesfor domestic use, binders, paints and surfacetreatments in the paper and textile sectors.
The direct carbonylation of methanol represents byfar the most widely used technology for the productionof acetic acid. The methanol carbonylation reaction
CH3OH�CO��CH3COOH �140 kJ/mol
represents the starting point for two industrialprocesses: the first in chronological terms (BASFprocess) uses catalytic systems based on cobalt andiodine at about 65 MPa and 250°C, whereas thesecond (Monsanto process) exploits a rhodium and
iodine catalyst that is active under less severeconditions (3-4 MPa and about 200°C).
Smaller quantities of acetic acid are produced bythe oxidation of acetaldehyde, n-butane or lightgasolines; acetic acid is also recovered in acetylationplants using acetic anhydride (for example in theproduction of cellulose acetate) and those for thehydrolysis of esters (for example to produce polyvinylalcohol from polyvinyl acetate). Acetic acid is used inthe production of numerous compounds and as asolvent in the chemical and textile industries.
Acetic anhydride, widely used in the preparation ofcellulose acetate, can be made using one of thefollowing methods: from acetic acid via ketene, by theoxidation of acetaldehyde, by the carbonylation ofmethyl acetate. The process via ketene is based on thefollowing reactions:
CH3COOH��CH2�CO�H2O �140 kJ/mol
CH3COOH�CH2�CO��(CH3CO)2O �80 kJ/mol
The first reaction is carried out at 700-800°C andpressures of 10-20 kPa; the second also takes place atlow pressure (10-20 kPa) at 0-20°C.
Monochloroacetic acid is used as an intermediate inthe preparation of herbicides, cellulose ethers andnumerous fine chemicals. The most widespread synthesisprocess is based on the chlorination of acetic acid, carriedout at 90-140°C in the presence of acetyl chloride:
CH3COOH�Cl2��CH2ClCOOH�HCl�125 kJ/mol a 25°C
Monochloroacetic acid is also made by the hydrolysisof 1,1,2-trichloroethylene (trielene) at 130-140°C inthe presence of sulphuric acid:
CHCl�CCl2�2H2O��CH2ClCOOH�2HCl
Ethyl acetate is the acetic ester of greatestcommercial interest; specifically, it is used as a solventfor paints, lacquers and cellulose resins (acetyl- andnitro-acetyl cellulose). Other applications are in theperfumes, essences and pharmaceutical markets.Similar requirements are satisfied by the various butylacetates: n-butyl acetate, isobutyl acetate, sec-butylacetate and tert-butyl acetate. Methyl acetate andisopropyl acetate, on the other hand, are only ofmodest commercial interest.
All acetic esters are made by reacting the acid andalcohols in the presence of strong acids:
CH3COOH�ROH����CH3COOR�H2O
(�3.8 kJ/mol for R�C2H5with all reagent at liquide state)
Ethyl acetate is also made industrially starting fromacetaldehyde with the Tichtcscenko reaction in the
449VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY

presence of Al(OC2H5)3 and Zn2+ and Cl� ions aspromoters:
2CH3CHO����CH3COOC2H5 �94 kJ/mol
This process is carried out in a mixture of ethanol andethyl acetate at 0-5°C.
Vinyl acetate is used in various production cyclesincluding, in order of importance: polyvinyl acetate(PVAC) latexes and resins, polyvinyl alcohol (PVAL,made by the hydrolysis of PVAC), the ethylene-acetatecopolymers of vinyl (EVA), polyvinyl butyral andacrylic fibres. Industrial production exploits twoalternative reactions: the acetoxylation of ethylene andthe vinylation of acetic acid with acetylene. Modernplants use ethylene as a raw material. The reaction:
H2C�CH2�CH3COOH�1/2O2��
��H2C�CHOCCH3�H2 �176 kJ/molO
takes place in the vapour phase at 160-180°C and 0.5-0.8 MPa in the presence of a catalyst based onsupported palladium.
Other applications for CO-H2 mixtures concern theoxo-synthesis processes used, by the hydroformylationof olefins containing up to 14 carbon atoms, to obtainoxo alcohols (containing an extra carbon atom withrespect to the starting olefin) via the correspondingaldehydes. Hydroformylation takes place in the presenceof catalytic systems based on cobalt at 150-185°C and20-30 MPa. In higher olefins, the double olefin bondtends to slip along the chain giving rise to the variousisomeric aldehydes, but the speed of hydroformylation isslowed by the presence of alkyls on the C�C bond.The crude reaction product is usually a mixture ofalcohols and aldehydes and therefore requires a finalhydrogenation treatment over Ni at 110-120°C and8 MPa. Other catalysts, generally consisting inrhodiocarbonyls and phosphines, such as tributylphosphine (Union Carbide, BASF and Mitsubishiprocesses), present the advantage of operating undermilder conditions; about 100°C and 1.5-3 MPa.
Dimethyl carbonate, a methylating agent which canbe used in place of phosgene in carbonylation orcarbamylation reactions can be made (Enichemprocess) with the reaction:
2CH3OH�CO�1/2O2��(CH3O)2CO�H2O
carried out in methanol phase at 120-130°C and 2-3 MPa in the presence of CuCl. Also worthmentioning is the Fischer-Tropsch synthesis tomanufacture fuels, fuel oils and other hydrocarbonfractions from CO and H2, still widely used in SouthAfrica. Methanol is also the starting point forprocesses to prepare formic acid, through anadditization reaction with CO and methyl formiate.
Methane cycleThe main chemical use of methane is in the
preparation of synthesis gas. Other applications are themanufacture of halogen derivatives, hydrocyanic acid,carbon sulphide and acetylene (Fig. 15).
Chloromethanes are made by the thermalchlorination of methane, in a series of successivereactions:
CH4�Cl2��CH3Cl�HCl �103 kJ/mol
CH3Cl�Cl2��CH2Cl2�HCl �101 kJ/mol
CH2Cl2�Cl2��CHCl3�HCl �98 kJ/mol
CHCl3�Cl2��CCl4�HCl �91 kJ/mol
The reaction begins thermally with the homolysis of thechlorine molecules, but may also be carried outphotochemically. If the desired product is methylchloride, the methane must be introduced in considerableexcess (for example in a ratio of 10:1 to Cl2), taking intoaccount the higher chlorination velocity of CHCl3. Bycontrast, obtaining a high level of chlorination requiresthe recycling of the lower chloromethanes. The processtemperature reaches about 450°C.
Carbon tetrachloride can also be made startingfrom carbon sulphide without the simultaneousformation of hydrochloric acid and otherchloromethanes, with the following reactions:
CS2�3Cl2��S2Cl2�CCl4 �100 kJ/mol
CS2�2S2Cl2��6S�CCl4 �80 kJ/mol of rhombic S
The first reaction is carried out at about 30°C, and thesecond at about 60°C.
Another process for the preparation of methylchloride exploits the reaction:
CH3OH�HCl��CH3Cl�H2O �35 kJ/mol
which can be carried out in the vapour phase at 280-350°C and 0.3-0.5 MPa in the presence of Al2O3,or in the liquid phase at 100-150°C with the use ofaqueous mixtures of CH3OH and HCl in the presenceof ZnCl2. The product of greatest industrialimportance is carbon tetrachloride, used mainly in thesynthesis of chlorofluorocarbons (CFCs). Next inorder of importance is methylene chloride, which isused as a solvent in numerous chemical industrycycles, including those for the production of silicones,butyl rubber, methyl cellulose and numerousmedicines. For some time there has been opposition tothe wide-scale use of chloromethanes due to theemergence of environmental problems.
CFCs are substances characterized by a high heatof vaporization, exceptional chemical and thermalstability, modest toxicity and low boiling temperature.
450 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY

Due to this set of properties they have been used asaerosol propellants, refrigerating fluids, blowingagents for expanded polyurethane resins and solventswith a high degreasing capacity. In the past,dichlorofluoromethane (CFC or freon 12) andtrichlorofluoromethane (CFC 11) were extremelywidely used. Chlorodifluoromethane (CFC 22), anintermediate in the preparation of tetrafluoroethylene,is still of considerable importance. Excellent fire-extinguishing properties are peculiar to fluobreneor Halon 2402 (dibromotetrafluoroethane), but itsdevelopment has found an obstacle in the high toxicityof the products of thermal decomposition.
Starting from the 1980s, various studies havedemonstrated the ecological damage caused by theCFCs released into the atmosphere. Since then, mostdeveloped countries have reduced their production andapplication, introducing HCFCs, less stable than CFCssince they contain carbon-hydrogen bonds. Thesynthesis techniques used to manufacture CFCs andHCFCs are mainly based on reactions betweenanhydrous HF and chloromethanes, catalysed by SbCl5.
Tetrafluoroethylene is made by the thermolysis ofdifluorochloromethane, carried out at 600-800°C:
2CHClF2��CF2�CF2�2HCl �160 kJ/mol
Polytetrafluoroethylene (Teflon) is made by bulkpolymerization or in an aqueous suspension at atemperature ranging from 20 to 240°C and pressuresfrom 0.1-0.3 to 28 MPa depending on the processes,using an extremely pure monomer.Polytetrafluoroethylene is the plastic with the greatestchemical inertia; it is only attacked by molten alkalinemetals and, at high temperatures and pressures, bychlorine. It has excellent dielectric properties, goodmechanical properties and is not flammable. It hasnumerous applications in the electrical and chemicalindustries, and is also used as a textile fibre.
Carbon sulphide is the key solvent in the productionof viscose rayon. It is also used in the manufacture ofcarbon tetrachloride. Smaller quantities are consumed assolvents, rubber accelerants, flotation agents and for theproduction of cellophane. The main raw materials usedin its production are methane and elementary sulphur.
451VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
see Fig. 12
solvents, aerosols
solvents
see above
rayon, cellophan, ecc.
teflon, plastics
aerosols, refrigerantfluids
solvents, pharmaceuticalindustry, etc.
lead tetramethyl,silicones,methyl cellulose,herbicides,methyl mercaptan
ornatural
gas
)
freons
plexiglas, resins
metallurgicalindustry, etc.
see Fig. 14
tetrahydrofuran,polyurethane andpolyester resins,γpol
butyrolactoneγ-butyrolactoneγ
acrylic acid and acrylates,vinyl ethers, metalwelding and cutting
)
(aceton-cyanohydrin)
hydrogen cyanide
Fig. 15. Main uses for methane or natural gas.

The reaction
CH4�4/x Sx��CS2�H2S
is carried out at about 650°C and at atmospheric pressure, in the presence of MgO on silica gel.
Hydrocyanic acid is mainly used in the productionof methyl methacrylate and is included in the synthesiscycle of numerous other compounds: a) methacrylonitrile; b) adiponitrile via butadiene;c) nitrilotriacetic acid (NTA, a sequestering agent usedin detergents); d) sodium cyanide (used to coatmetals); e) methionine (an essential amino acid used inthe feedstuffs industry); f ) cyanogen chloride (CNCl,an intermediate of cyanuryl chloride and therefore of1,3,5-triazine).
The hydrocyanic acid used industrially derivesalmost exclusively from the Andrussow process, thecatalytic ammonoxidation of methane, or from plantsfor the ammonoxidation of propylene to acrylonitrile,where it is made as a by-product. In the Andrussowprocess, the reaction
CH4�NH3�3/2O2��HCN�3H2O �600 kJ/mol
is carried out at 1,000-1,200°C in the presence ofcatalysts consisting of Pt-Rh nets. Other processesexploit the catalytic dehydrogenation of methanewith ammonia (Degussa process) or the ammonia-dehydrogenation of alkalis (Shawiniganprocess).
Higher n-paraffins cycleThe applications for higher n-paraffins (Fig. 16)
vary depending on their molecular weight, althoughthey are mainly concentrated in the sector ofdetergents, with small quantities being used assolvents or converted to poly-chloroparaffins, mainlysold as plasticizers.
Higher α-olefins are made by the thermal crackingof n-paraffins, carried out at 500-600°C and about 0.1MPa, in the presence of superheated steam. The internalC6-C19 n-olefins, on the other hand, are made by thecatalytic dehydrogenation of n-paraffins, carried out at450-600°C in the presence of Pt-As-Li, Pt-Na or Pt-Licatalysts on an Al2O3 support. Another process is basedon the chlorination of n-paraffins, carried out in theliquid phase at temperatures between 50 and 120°Cdepending on the processes, followed bydehydrochlorination, carried out at 250-300°C in thepresence of aluminium silicate and promoters based onmetal salts. This process supplies products of lowerquality due to the presence of diolefins. The catalyticoxidation of n-paraffins essentially supplies secondaryalcohols, of less importance than the primary isomers.Higher primary alcohols, on the other hand, are madeby the hydroformylation of a-olefins with CO and H2.
Monoalkylbenzenes with a side chain of 10-14carbon atoms are used in the preparation of linearalkylbenzene sulphonates (LAS), basic components forthe most important class of non-ionic surfactants,widely used in the manufacture of biodegradable
452 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
ionic andnon-ionicsurfactants,biodegradabledetergents,emulsifiers,cleaning fluids,tertiaryrecoveryof oil,humectants
(�Cl2)
6 6
(cracking)
(�H2)
(�HCl)
(�CO �H2)
(�SO3,
�NaOH)
( 3, 3 )
ααα
( 3, 3 )
( 3 )
(�SO2, �O2 �NaOH)
(�O2)
Fig. 16. Main uses for n-paraffins.

synthetic detergents. Linear alkylbenzenes are preparedaccording to two alternative schemes: the catalyticalkylation of benzene with linear olefins, or the additionof monochloroparaffins to benzene with the eliminationof HCl. Subsequently, these compounds are transformedinto the relevant sodium salts of arylsulphonic oralkylsulphonic acids. In large modern plants, thesulphonation of these substances is carried out withsulphuric anhydride, using reactions of the type:
The anydride is then recovered in the form of acid byadding water to the crude product:
This is followed by salification with NaOH.In addition to LASs, the sulphates of higher linear
alcohols (AS) and the sulphates of ethoxylated linear alcohols (AES) are widely used for theproduction of nonionic surfactants. If the organic
substratum consists of alcohols and ethoxylates, theproduction cycle differs from that for LASs only insome operating procedures. Specifically, thesulphonation temperature is limited to slightly lowerlevels (about 35°C) and the reaction product isneutralized directly, without dilution.
Bibliography
Kirk-Othmer encyclopedia of chemical technology (1991-1998),New York, John Wiley, 27v.
Mark H.F. et al. (editorial board), Kroschwitz J.I. (editor inchief) (1985-1990) Encyclopedia of polymer science andengineering, New York, John Wiley, 24v.
References
Pasquon I. (1977) Contributo italiano all’evoluzionedell’industria petrolchimica, «La Chimica e l’Industria»,59, 340-354.
Ullmann’s encyclopedia of industrial chemistry (2003),Weinheim, VCH, 40v.
Italo PasquonPio Forzatti
Dipartimento di Chimica, Materiali e Ingegneria Chimica ‘Giulio Natta’
Politecnico di MilanoMilano, Italy
453VOLUME II / REFINING AND PETROCHEMICALS
THE PETROCHEMICAL INDUSTRY
SO3 SO3H�R R
3SO3�R
SO2 H2SO4SO2O �R R
SO2 H2OSO2 �R RO
SO3H�H2SO42R