
1 Douglas C. Lee, PhD Plasma Protein Therapeutics Association BPAC April 2011 Plasma Protein...
25
1 Douglas C. Lee, PhD Plasma Protein Therapeutics Association BPAC April 2011 Plasma Protein Therapies
-
date post
19-Dec-2015 -
Category
Documents
-
view
217 -
download
1
Transcript of 1 Douglas C. Lee, PhD Plasma Protein Therapeutics Association BPAC April 2011 Plasma Protein...
1
Douglas C. Lee, PhDPlasma Protein Therapeutics Association
BPAC April 2011
Plasma Protein Therapies

2
Plasma derived therapies;Manufacturing sites in USA
Plasma derived therapies andRecombinant therapies;Manufacturing sites in USA, Austria, Belgium, Switzerland, and Italy
Plasma derived therapies;Manufacturing site inGermany and in USA
Plasma derived therapies;Manufacturing sites in Italy
Plasma derived and Recombinant therapies;Manufacturing sites inUSA, Switzerland, and Germany
Plasma derived therapies;Manufacturing sites inSpain and USA
Plasma derived therapies;Canadian Based(North America Regional Member Only)
PPTA Members
Plasma Protein Therapies are special
• The starting material is human plasma• Individual product classes (Immunoglobulin, clotting
factors) are separated in a complex manufacturing process
• They are stable products with a defined shelf life of several years
• They are global, i.e. distributed throughout the world• Plasma protein therapies are distinct from the labile
blood components used for transfusion• They are among the most highly regulated medicinal
products
3

Rel
ativ
e ris
k
From the donor public to the patient
Finished product
Virus inactivation / removal steps
NAT testing
Testing donations
Inventory Hold
Donor selection
Donor population
www.pptaglobal.org
Standards and Certification / Pathogen Safety Systems

Overview of Pathogen Safety Systems
Step 5:Virus InactivationVirus Removal
Step 7:Packaging Control
Step 1Donor Screening, serological test on individual donations
Step 2Donation Testing Nucleic Acid Technology (NAT), VMT
Step 3Inventory Hold and Lookback
Step 4Plasma Pool Testing
In-process control
Steps 6:Quality Assurance GMP
Step 8:Post-Marketing Surveillance
Steps 1 to 5: reduction of theoretical virus risk
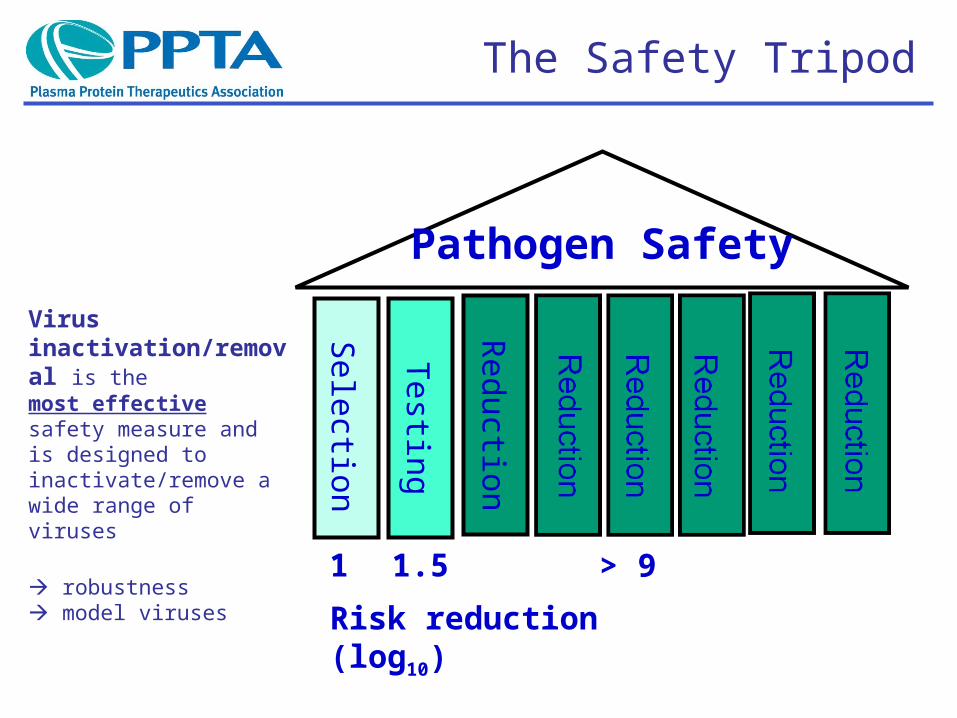
Testing1.5
Reduction
> 9
Risk reduction (log10)S
election
1
Pathogen Safety
The Safety Tripod
Virus inactivation/removal is themost effective safety measure and is designed to inactivate/remove a wide range of viruses
robustness model viruses
PPTA Member Companies Testing Strategies
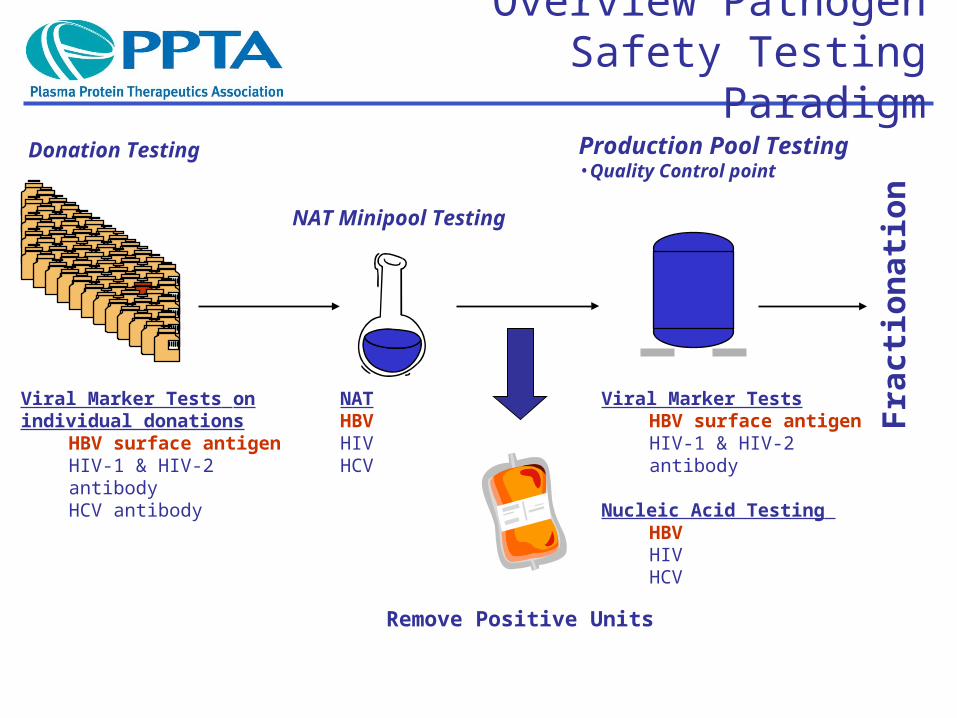
Overview Pathogen Safety Testing Paradigm
Donation Testing Production Pool Testing•Quality Control point
Fra
ctio
nat
ion
Viral Marker Tests on individual donations
HBV surface antigenHIV-1 & HIV-2 antibodyHCV antibody
Viral Marker TestsHBV surface antigenHIV-1 & HIV-2 antibody
Nucleic Acid Testing HBVHIVHCV
NAT Minipool Testing
NAT HBVHIVHCV
Remove Positive Units

PPTA Member Companies Risk Reduction Strategies
10
Virus Safety
Viral Inactivation and Removal: • Effective in eliminating HIV, HBV, HCV and other
blood-borne infectious agents
Validation:• Provide evidence that selected steps of the
manufacturing process effectively inactivate/remove viruses
• Provide indirect evidence that the manufacturing process will inactivate/ remove a wide range of viruses including (emerging) enveloped and non-enveloped viruses of diverse physico-chemical characteristics

Solvent/Detergent
Pasteurization
Dry heat
Low pH
Methods of Virus Inactivation and Removal
Caprylate
Precipitation
Chromatography
Nanofiltration
Risk Reduction Method Selection is Dependent on the Virus’ Physical and/or Chemical Nature and Should Not Impact Product Attributes. For HBV, both its size and susceptibility to inactivation agents are readily considered when assessing a removal step.

3. Measure total infectious virus in input and output fractions and calculate a log reduction value (LRV)
Virus Clearance Experiments
1. Add virus to Input Load
Input Fraction
Output Fraction
Scale-down model
2. Process spiked material using a bench scale model of the production step
Example:
Total Input = 105 viruses
Total Output = 101 viruses
Reduction = 105/101 = 104
LRV = Log10 104 = 4
Input virus (spiked into experiment)
Residual virus (leftover after process step)
Log Virus Reduction (LRV)

Page 13
The model virus concept, i.e. using a panel comprised of a wide range of physicochemically diverse viruses for the validation of virus reduction steps, with the goal to predict the behavior of a specific virus of interest, such as HBV.
For HBV, a practical, relevant (specific) model virus is not available.
Nevertheless, for some virus inactivation/removal steps Herpesviruses (PRV and others) have been used as unspecific model viruses since they share some structural characteristics (enveloped, DNA viruses)
The Model Virus Concept
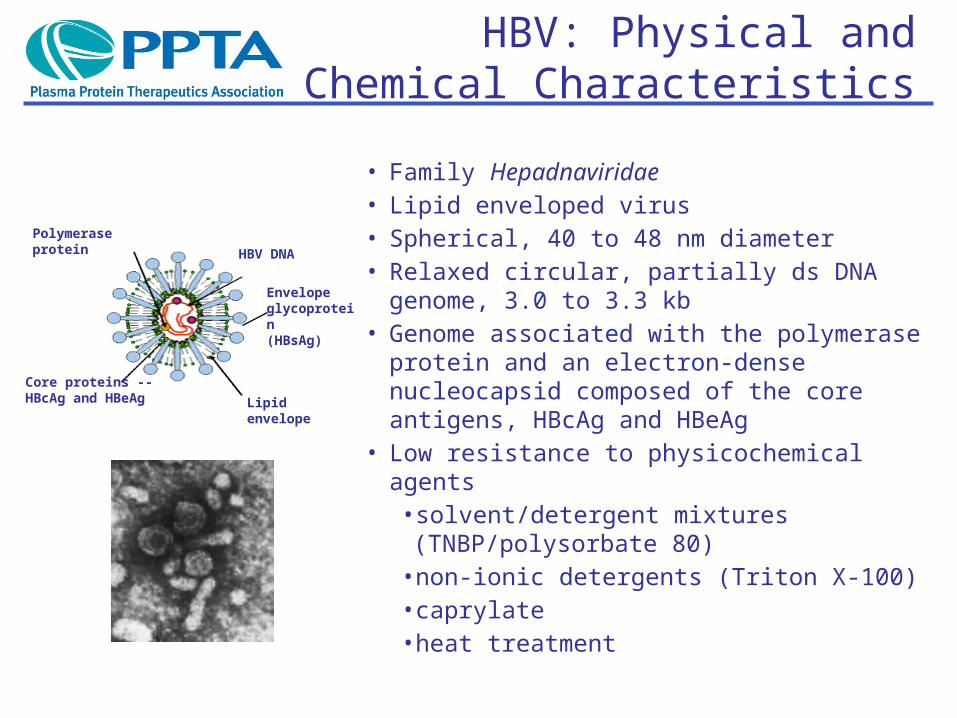
HBV: Physical and Chemical Characteristics
Polymerase protein
Core proteins --HBcAg and HBeAg Lipid envelope
HBV DNA
Envelope glycoprotein(HBsAg)
• Family Hepadnaviridae• Lipid enveloped virus• Spherical, 40 to 48 nm diameter• Relaxed circular, partially ds DNA genome, 3.0 to
3.3 kb • Genome associated with the polymerase protein
and an electron-dense nucleocapsid composed of the core antigens, HBcAg and HBeAg
• Low resistance to physicochemical agents• solvent/detergent mixtures (TNBP/polysorbate 80)
• non-ionic detergents (Triton X-100)• caprylate• heat treatment

Example of a Panel of Model Viruses
No simple in vitro assay system exists to directly model HBV inactivation/removal in scaledown studies, therefore a panel of model viruses is used that have physical and chemical attributes similar to HBV.

16
Examples for Overall HBV Reduction Factor (log10)
Factor VIII concentrates
Company
VirusA B C D E
HSV-1 > 15.2 > 9.3
PRV > 11.3 > 9.3
BHV > 19.00
HIV-1 > 13.1 > 9.4
BVDV > 9.4 > 10.3
VSV > 10.9

Page 17
Factor IX concentrates
Company
VirusA B C D E
PRV > 15.5 > 7.3 NA NA
HIV > 11.7 > 12.2
BVDV > 15.5
Examples for Overall HBV Reduction Factor (log10)
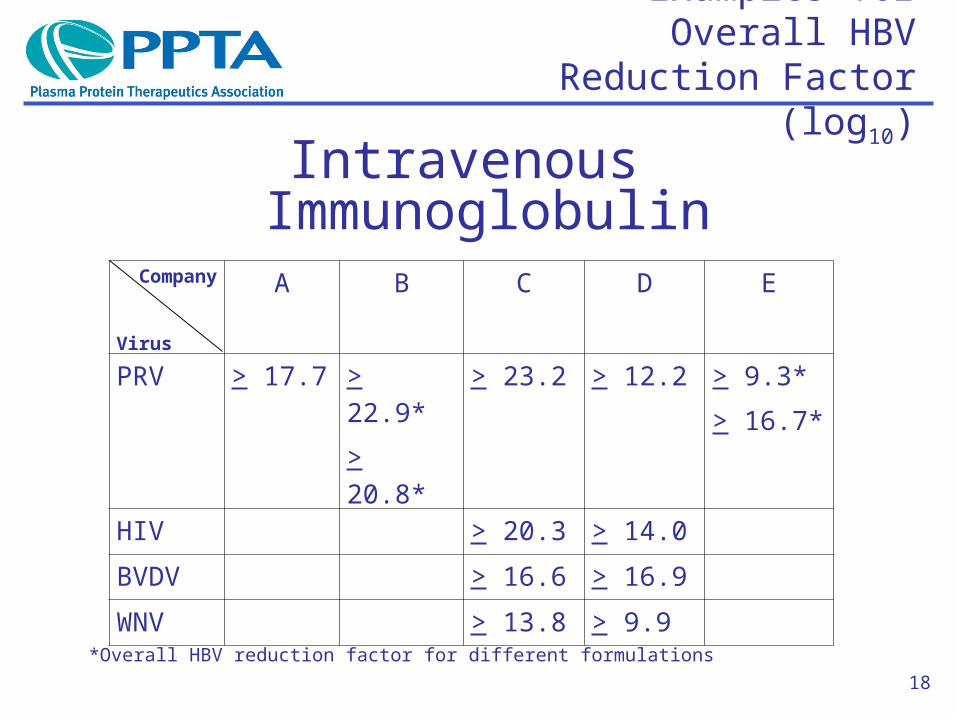
18
Intravenous Immunoglobulin
Company
Virus
A B C D E
PRV > 17.7 > 22.9*
> 20.8*
> 23.2 > 12.2 > 9.3*
> 16.7*
HIV > 20.3 > 14.0
BVDV > 16.6 > 16.9
WNV > 13.8 > 9.9
*Overall HBV reduction factor for different formulations
Examples for Overall HBV Reduction Factor (log10)
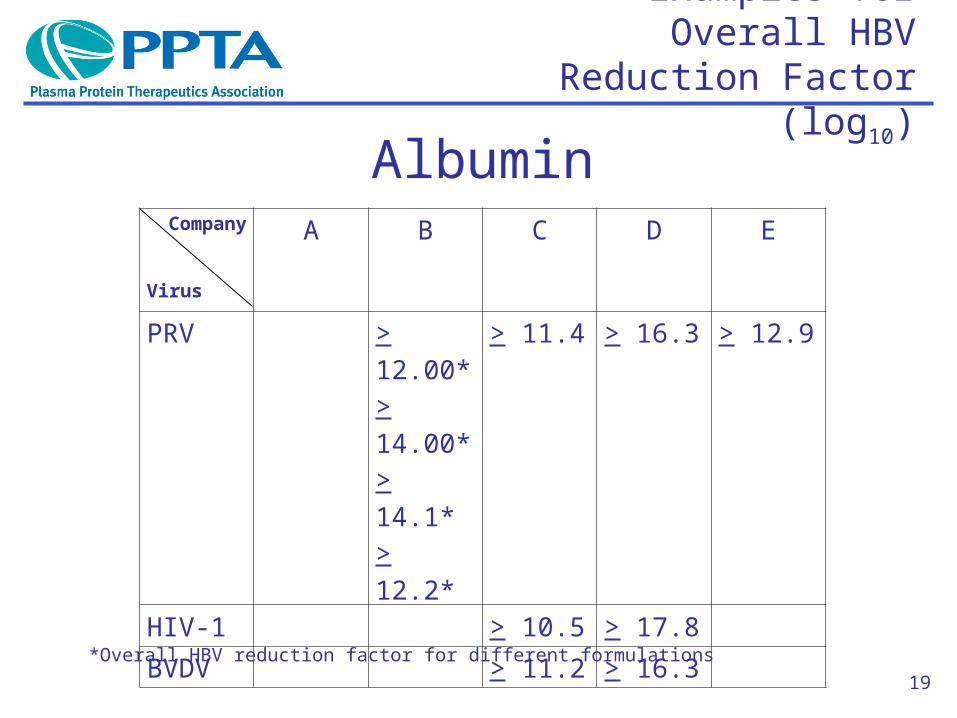
19
AlbuminCompany
Virus
A B C D E
PRV > 12.00*> 14.00*> 14.1*> 12.2*
> 11.4 > 16.3 > 12.9
HIV-1 > 10.5 > 17.8BVDV > 11.2 > 16.3
*Overall HBV reduction factor for different formulations
Examples for Overall HBV Reduction Factor (log10)
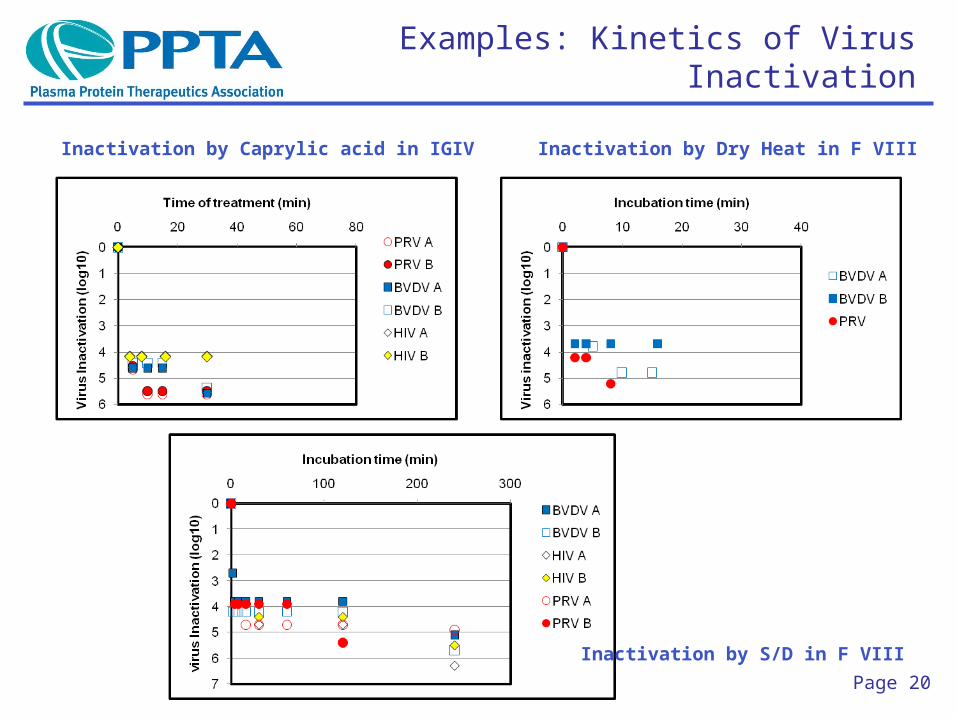
Examples: Kinetics of Virus Inactivation
Page 20
Inactivation by Caprylic acid in IGIV Inactivation by Dry Heat in F VIII
Inactivation by S/D in F VIII
Page 21
References for Kinetics of Virus Inactivation
Dichtelmüller et al. Contribution to safety of immunoglobulin and albumin from virus partitioning and inactivation by cold ethanol fractionation: a data collection from Plasma Protein Therapeutics Association member companies: Transfusion 2011, in press
Dichtelmüller et al. Robustness of solvent/detergent treatment of plasma derivatives: a data collection from Plasma Protein Therapeutics Association member companies. Transfusion 2009, 49:1931-1943
Other Plasma Derived Therapies
Data for these products were not presented but pathogen safety related data can be found on the FDA website or the websites of the manufacurers:
•Factor XIII•Subcutaneous/intramuscular immunoglobulins•Specific immunoglobulins•Antithrombin III•Alpha1-Proteinase Inhibitor•C1 Esterase Inhibitor•Fibrinogen•S/D plasma
Page 22
23
Summary
• HBV is a lipid enveloped virus with a low resistance to physicochemical agents that are commonly used in the manufacturing process of plasma protein therapies
• Current pathogen testing paradigms for source plasma incorporate orthogonal approaches that includes redundant assay methods (NAT, VMT) and test points within the process (donation, production pool)
• The virus removal/inactivation capacity for HBV in today‘s manufacturing process is in the order of 9 log10 or greater

24
Conclusions
• Pathogen safety measures introduced by regulatory agencies and PPTA member companies have significantly improved the safety of plasma derived products relative to pathogens causing chronic diseases, such as HBV.
• Since 1988 no transmission of HBV by a plasma derived medicinal product has been reported.
• Regulatory requirements applied to plasma protein therapies are among the most stringent for any medicinal product.
• PPTA member companies have also introduced additional industry standards for donor selection/screening and testing requirements in the manufacturing process.
Today, plasma protein therapies have a excellent safety record with regards to known and emerging pathogens

25
Back up slides








![Human plasma protein N-glycosylation - Springer · 2017. 8. 26. · As the previous review on plasma protein N-glycosylation originatesfrom2008[40],weherestrivetoconveythecurrent](https://static.fdocuments.in/doc/165x107/6148e5b178bdf203dd34e7ec/human-plasma-protein-n-glycosylation-springer-2017-8-26-as-the-previous-review.jpg)









