





Languages
Pages
Legal

8/6/2019 Introduction to RCM
1/27
M. Rausand and J. Vatn. Reliability Centered Maintenance. In C. G. Soares, editor, Risk and Reliability in
Marine Technology. Balkema, Holland, 1998
Reliability Centered Maintenance
6800$5> 1, or at least > 1. In special situations wecan even have < 1.
The expected cost per unit time is:
&F F : W
S P
( )( )
=+
where W(t) = E(N(t)) is the expected number of
failures in 0, t].
We will consider a socalled Weibull process
with W(t) = (t). In this case the time from t= 0until the first failure has a Weibull distribution
with survivor functionR(t) = exp(-(t)).
It can be shown that the expected cost per unittime, C(t), is minimized when:
=
1
1
1
provided > 1.
Hence, to optimize the replacement interval,
estimates for the parameters; cm, c
p, and are
required. cm
is the total cost of a minimal repair,
including any harm to material, personnel andenvironment. Assessing a value of cm may
therefore cause controversies. and are theparameters in the failure distribution of the item.
Often it is more convenient to specify the failure
distribution in terms of mean time to failure
(MTTF) and the shape parameter , yielding:
=+
077)
( )1
1
1 1
Table 1 Optimal replacement interval relative to MTTF. For a given value of and , the tableentry should be multiplied with MTTF to give the optimum replacement interval length
Cost ratio = cu/c
p
2 3 4 5 7 10 20 50 100 200
1.2 13.40 12.20 12.95 12.62 2.050 .897 .393 .165 .090 .050
1.5 8.19 7.97 1.22 .85 .590 .432 .253 .133 .083 .052
1.7 6.60 1.59 .83 .66 .503 .389 .247 .141 .093 .061
2.0 4.84 .86 .67 .57 .464 .377 .259 .161 .113 .080
2.5 .99 .71 .60 .54 .461 .394 .294 .202 .152 .115
3.0 .82 .67 .59 .54 .478 .421 .331 .242 .192 .152
4.0 .75 .66 .61 .57 .523 .476 .398 .316 .265 .223
Model 2 Block replacement policy
The block replacement policy describes a
singleunit system put into operation at time t=
0. The unit is replaced at times ktfor k=1,2,...and at failures. The cost of a planned
replacement is denoted cp, and the total cost of
8/6/2019 Introduction to RCM
20/27
Rausand&Vatn Reliability Centered Maintenance
20
an unplanned replacement, i.e. a failure is cu. Let
W(t) denote the renewal function, see e.g.
Hyland and Rausand (1994), for the lifetime
distribution of the unit. The average cost per unit
time is:
&F F : W
S X
( )( )
= +
If the times between failures are Weibull
distributed, W(t) can be found by the algorithm
given by Smith and Leadbetter (1963).
Numerical methods are, however, required to
find the optimal interval . In Table 1, numericalvalues for the optimal replacement interval is
given relative to MTTF.
In order to use Table 1 the value of must bespecified. During the data analysis in Step 5 the
value of should have been found by e.g. expertjudgment.
Model 3 - Functional testing
This model is appropriate for scheduled function
testing. Consider a protective device with a
constant failure rate
. A functional test of the
device is performed at times k for k=1,2,. . .The cost of a Functional test is c
t. If a failure is
detected upon a test, the device is replaced at a
cost of cr. Further assume that the device is
demanded with a frequency f, i.e. the rate of
critical situations. A hazardous situation occurs
if the protective device fails upon a demand. The
total cost of such a situation is ch.
The expected cost per unit time is:
&F
F I FW
U K
+
+
2
2 2
yielding an optimal interval :
F
I F F
077) F
I F F 077)
W
K U
W
K U
=
Model 4 - Scheduled on-condition tasks, the
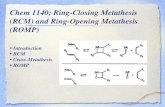
concept of P-F-intervalsThe idea behind a scheduled on-condition task is
that a coming failure is alerted by some
degradation in performance, or some indicator
variable is alerting about the failure.
Time
Target
value
Acceptabledeviation
Failure
Performance/
Condition
Point where we can find out thatv v s h v y v t ("potential failure")
P
F
P-F interval
Figure 10 P-F interval
In Figure 10 the performance is viewed as a
function of time. The point P is the first point
in time where we are able to reveal the outset of
a failure. When the performance is below some
limiting value a failure will occur. The length
from a potential failure is detectable until a
failure occurs is denoted the P-F interval. The
length of the P-F interval is assumed to vary
from time to time, and is therefore modeled as a
random variable. In order to establish an optimal
maintenance interval, , the following quantitiesmust be defined:
' Delay time, i.e. the time from a
potential failure is revealed until an
appropriate corrective action is
completed. For simplicity the delay time
is considered as a deterministic quantity.
FL
: Cost of (manual) inspection.
FX
: Cost of (unplanned) failure.
73 )
: PF interval (random variable).
: E(73 )
) = Mean value of P-F interval.
: SD(7PF) = Standard deviation of P-Finterval.
MTTF:Mean time to failure if no corrective
maintenance is carried out
The expected cost per unit time is given by:
&
F F H 7 W ' GW L X
W
3 )
( )
Pr( )
=+ +
0
where =1/(MTTF-), and we have assumedthat the time from the component is in a perfect
state until a potential failure reveals is
8/6/2019 Introduction to RCM
21/27
Rausand&Vatn Reliability Centered Maintenance
21
exponentially distributed.
In order to optimize Eq. (1) numerical values are
required for ci, c
u, MTTF,D, and . Numerical
methods are usually required to optimize Eq.
(1). The calculations will be simplified if we
choose a distribution for TPF with a closed formof the cumulative distribution function.
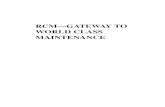
Model 5 - Continuos on-condition tasks
The idea of continuos on-condition monitoring
is to measure one or more indicator variable.
The reading of the component in this manner
can be used to detect a coming failure. The
variable being monitored is denoted X(t) in
Figure 11.
Time
X(t)
"Failure Limit"
Failure
"Action Limit"
Figure 11 Continuos monitoring
In Figure 11 the deteriorating process is shown.
HereX(t) is can be interpreted as the cumulative
damage at time t. When the damage exceeds
some limit, a failure occurs. In Figure 11 we
have also shown an action limit, upon where
to take a maintenance action. The challenge here
is to decide the optimal action limit. No
general approach seems applicable here since thesolution is highly dependent on how X(t) is
modeled. Aven (1992) discusses one method
where an underlying chock model is assumed.
6WHS 3UHYHQWLYH PDLQWHQDQFHFRPSDULVRQDQDO\VLV
Two overriding criteria for selecting
maintenance tasks are used in RCM. Each task
selected must meet two requirements:
It must be applicable
It must be effective
Applicability: meaning that the task is applicable
in relation to our reliability knowledge and in
relation to the consequences of failure. If a task
is found based on the preceding analysis, it
should satisfy the Applicability criterion.
A PM task will be applicable if it can eliminate a
failure, or at least reduce the probability of
occurrence to an acceptable level (Hoch 1990) -
or reduce the impact of failures!
Cost-effectiveness: meaning that the task does
not cost more than the failure(s) it is going to
prevent.
The PM task's effectiveness is a measure of how
well it accomplishes that purpose and if it is
worth doing. Clearly, when evaluating the
effectiveness of a task, we are balancing thecost of performing the maintenance with the
cost of not performing it. In this context, we
may refer to the cost as follows (Hoch 1990):
1. The cost of a PM task may include:
the risk of maintenance personnel error,e.g. maintenance introduced failures
the risk of increasing the effect of a failureof another component while the one is outof service
the use and cost of physical resources
the unavailability of physical resourceselsewhere while in use on this task
production unavailability duringmaintenance
unavailability of protective functionsduring maintenance of these
The more maintenance you do the morerisk you will expose your maintenance
personnel to
2. On the other hand, the cost of a failure mayinclude:
the consequences of the failure should itoccur (i.e. loss of production, possible
violation of laws or regulations, reduction
in plant or personnel safety, or damage to
other equipment)
the consequences of not performing thePM task even if a failure does not occur
8/6/2019 Introduction to RCM
22/27
Rausand&Vatn Reliability Centered Maintenance
22
(i.e., loss of warranty)
increased premiums for emergency repairs(such as overtime, expediting costs, or
high replacement power cost).
Balancing the various cost elements to achieve a
global optimum will always be a challenge. The
conceptual RCM model in Figure 1 may be a
starting point. If such a model could be
established, and the various cost elements
incorporated, the trade-off analysis is reduced to
an optimization problem with a precisely
defined mathematical model.
Often the resources available for the RCM
analysis do not permit building such an overall
model, hence we can not expect to achieve aglobal optimum. Sub-optimization can to some
extent be achieved by simplifying the model in
Figure 1. For example one could consider only
one consequence at a time and/or only one
maintenance task at a time.
6WHS 7UHDWPHQWRIQRQ06,V
In Step 4 critical items (MSIs) were selected for
further analysis. A remaining question is what to
do with the items which are not analyzed. For
plants already having a maintenance program it
is reasonable to continue this program for the
non-MSIs. If a maintenance program is not in
effect, maintenance should be carried out
according to vendor specifications if they exist,
else no maintenance should be performed. See
Paglia et al (1991). for further discussion.
6WHS ,PSOHPHQWDWLRQ
A necessary basis for implementing the result of
the RCM analysis is that the organizational and
technical maintenance support functions are
available. A major issue is therefore to ensure
the availability of the maintenance support
functions. The maintenance actions are typically
grouped into maintenance packages, each
package describing what to do, and when to do
it.
As indicated in the outset of this paper, many
accidents are related to maintenance work.
When implementing a maintenance program it is
therefore of vital importance to consider the risk
associated with the execution of the maintenance
work. Checklists could be used to identify
potential risk involved with maintenance work:
Can maintenance people be injured during
the maintenance work?
Is work permit required for execution of themaintenance work?
Are means taken to avoid problems relatedto re-routing, by-passing etc.?
Can failures be introduced duringmaintenance work?
etc.
Task analysis, see e.g. Kirwan & Ainsworth(1992) may be used to reveal the risk involved
with each maintenance job. See Hoch (1990) for
a further discussion on implementing the RCM
analysis results.
6WHS ,QVHUYLFH GDWD FROOHFWLRQDQGXSGDWLQJ
As mentioned earlier, the reliability data wehave access to at the outset of the analysis may
be scarce, or even second to none. In our
opinion, one of the most significant advantages
of RCM is that we systematically analyze and
document the basis for our initial decisions, and,
hence, can better utilize operating experience to
adjust that decision as operating experience data
is collected. The full benefit of RCM is therefore
only achieved when operation and maintenance
experience is fed back into the analysis process.
The process of updating the analysis results is
also important due to the fact that nothing
remain constant, best seen considering the
following arguments (Smith 1993):
The system analysis process is not perfectand requires periodic adjustments.
The plant itself is not a constant sincedesign, equipment and operating procedures
may change over time.
Knowledge grows, both in terms ofunderstanding how the plant equipment
behaves and how technology can increase
8/6/2019 Introduction to RCM
23/27
Rausand&Vatn Reliability Centered Maintenance
23
availability and reduce costs.
Reliability trends are often measured in terms of
a non-constant ROCOF (rate of occurrence of
failures), see e.g. Hyland & Rausand (1994).
The ROCOF measures the probability of failure
as a function of calendar time, or global time
since the plant was put into operation. The
ROCOF may change over time, but within one
cycle the ROCOF is assumed to be constant.
This means that analysis updates should be so
frequent that the ROCOF is fairly constant
within one period.
Opposite to the ROCOF, the failure rate or
FOM, is measuring the probability of failure as a
function oflocal time, i.e. the time elapsed since
last repair/replacement. However, the FOM can
not be considered constant, if so there is no
rationale for performing scheduled replace-
ment/repair.
The updating process should be concentrated on
three major time perspectives (Sandtorv &
Rausand 1991):
Short term interval adjustments
Medium term task evaluation
Long term revision of the initial strategyThe short term update can be considered as a
revision of previous analysis results. The input
to such an analysis is updated reliability figures
either due to more data, or updated data because
of reliability trends. This analysis should not
require much resources, as the framework for the
analysis is already established. Only Step 5 and
Step 8 in the RCM process will be affected by
short term updates.
The medium term update will also review thebasis for the selection of maintenance actions in
Step 7. Analysis of maintenance experience may
identify significant failure causes not considered
in the initial analysis, requiring an updated
FMECA analysis in Step 6. The medium term
update therefore affects Step 5 to 8.
The long term revision will consider all steps in
the analysis. It is not sufficient to consider only
the system being analyzed, it is required to
consider the entire plant with it's relations to theoutside world, e.g. contractual considerations,
new laws regulating environmental protection
etc.
',6&866,216 $1'
&21&/86,216
The following summarizes some main benefits,
drawbacks and problems encountered duringapplication of the RCM method in some
offshore case studies.
*HQHUDOEHQHILWV
Cross-discipline utilization of knowledge: To
fully utilize the benefits of the RCM concept,
one needs contributions from a wider scope of
disciplines than what is common practice. This
means that an RCM analysis requirescontribution from the three following discipline
categories working closely together:
1. System/reliability analyst
2. Maintenance/operation specialist
3. Designer/manufacturer
All these categories do not need to take part in
the analysis on a full time engagement. They
should, however, be deeply involved in the
process during pre- and post-analysis review
meetings, and quality review of final results.
The result of this is that knowledge is extracted
and commingled across traditional discipline
borders. It may, however, cost more at the outset
to engage all these personnel categories.
Traceability of decisions: Traditionally, PM
programs tend to be cemented. After some
time one hardly knows on what basis the initial
decisions were made and therefore do not want
to change those decisions. In the RCM conceptall decisions are taken based on a set of
analytical steps, all of which should be
documented in the analysis. When operating
experience accumulates, one may go back and
see on what basis the initial decisions were
taken, and adjust the tasks and intervals as
required based on the operating experience. This
is especially important for initial decisions based
on scarce data.
Recruitment of skilled personnel formaintenance planning and execution: The RCM
way of planning and updating maintenance
8/6/2019 Introduction to RCM
24/27
Rausand&Vatn Reliability Centered Maintenance
24
requires more professional skills, and is
therefore a greater challenge for skilled
engineers. It also provides the engineers with a
broader and more attractive way of working with
maintenance than what sometimes is common
today.
Cost aspects: As indicated, RCM will require
more efforts both in skills and manhours when
first being introduced in a company. It is,
however, documented by many companies and
organizations that the long term benefits will far
outweigh the initial extra costs. One problem is
that the return of investment has to be looked
upon in a long term perspective, something that
the management is not always willing to take a
chance on.
Benefits related to PM-program achievement:
Based on the case studies we have carried out,
and experience published by others, the general
achievements of RCM in relation to a traditional
PM-programs may be summarized as follows:
By careful analysis of the failureconsequences, the amount of PM tasks can
often be reduced, or replaced by corrective
tasks or more dedicated tasks. We have
therefore chosen to include corrective
maintenance as a possible outcome of theRCM analysis.
Emphasis has been changed from periodicrework or overhaul tasks of the large
assemblies/units to more dedicated object
oriented tasks. Consequently, condition
monitoring has been more frequently used to
detect specific failure modes.
Requirement for spare parts has been
reduced as a result of a better justificationfor replacements.
Design solutions have been discovered thatwere not optimal from a safety and plant
economic point of view.
3UREOHPDUHDVLQWKHDQDO\VLV
Identification of Maintenance Significant Items:
In some cases there may be very little to achieve
by limiting the analysis to only include the
MSIs. Smith (1993) argues that concentrating on
critical components (MSIs) is directly wrong
and that it in most analyses exclude important
equipment from appropriate attention. He writes
(page 82):
. . . we should be very careful
not to prematurely discard
components as non-critical until
we have truly identified their
proper tie and priority status to
the functions and functional
failures.
Other authors argue that the main objective of
the RCM process is to create a basis for
maintenance evaluation and task adjustment.
The selection of MSIs will reduce this basis and
result in an insufficient evaluation process.
The rationale for working with the MSIs onlywas to reduce the analysis work. Thus there is
always a risk of an insufficient analysis when
the non-MSIs are not subjected to a formal
analysis. In our presentation the criterion for
classifying an analysis item as non-MSI is:
The item should not affect any of the critical
system failure modes (Step 4). By using such
an approach the criterion for disregarding an
item is traceable, and may be reevaluated later.
Further we believe that this criterion makes very
good sense.
Lack of reliability data: As indicated the full
benefit of the RCM concept can only be
achieved when we have access to reliability data
for the items being analyzed. Is now RCM
worthless if we have no or very poor data at the
outset? The answer to this question is no, even
in this case the RCM approach will provide
some useful information for assessing
maintenance tasks. PM intervals will, however,
not be available. As a result of the analysis, weshould at least have identified the following:
We know whether the failure involves asafety hazard to personnel, environment or
equipment
We know whether the failure affectsproduction availability
We know whether the failure is evident orhidden
We have a better criterion for evaluatingcost-effectiveness
8/6/2019 Introduction to RCM
25/27
Rausand&Vatn Reliability Centered Maintenance
25
Lack of reliability data will always be a
problem. First of all there are problems with
getting access to operational data with sufficient
quality. Next, even if we have data, it is not
straight-forward to obtain reliability data from
the operational data. Before we discuss some
problems with collecting and using operationaldata, it should be emphasized that there will
never be a complete lack of reliability figures.
Even if no operational data is available, expert
judgment will be available. However, the
uncertainty in the reliability figures can be very
large.
Based on our various engagements in the
OREDA project and other data collection
projects on offshore installations, we have
experienced the following common difficultiesrelated to acquisition of failure data:
Data is generally very repair oriented and notdirected towards describing failure causes,
modes and effects.
How the failure was detected is rarely stated(e.g. by inspection, monitoring, PM, tests,
casual observation). This information is very
useful in order to select applicable tasks.
Failure modes can sometimes be deduced,but this is generally left to the data collectorto interpret.
The true failure cause is rarely found, but thefailure symptom can to some extent be
traced.
Failure effect on the lower indenture level isreasonably well described, but may often be
missing on higher indenture level (system
level).
Operating conditions when the failureoccurred is frequently missing or vaguely
stated.
As mentioned above, there are often problems
with estimating reliability data from the
operational data. Reliability data comprises
MTTR and MTTF figures together with the
failure rate function. Reasonable estimates for
MTTR and MTTF may be found by various
averaging techniques. The failure rate function,
i.e. the ageing parameter is much harder to
obtain. Available estimation techniques require
no reliability trend (in calendar time) for the
unit(s) being considered. Further if several units
are used to enlarge the data set, these units
should be operated identically under the same
environmental conditions. The requirements
above are very seldom fulfilled, hence the
estimation techniques may collapse. We
therefore recommend use ofexpert judgment toestablish appropriate ageing parameters. The
ageing parameter is a measure of how
deterministic a failure is, and it is reasonable to
believe that this measure is relatively constant
for each failure cause. On the other hand, it
seems meaningless to establish a general set of
recommended MTTF-figures for the various
failure mechanisms.
Trade-off analyses: There are four major criteria
for the assessment of the consequences of afailure: safety, environment, production
availability, and economic losses. During the
analysis, we have to quantify these measures to
some extent to be able to use them as decision
criteria. Further, a trade-off analysis is required
to balance each means against the different
consequences. Referring to Figure 1 we need to
consider the effect of the maintenance tasks
M1,M
2,.., on the consequences C
1,C
2,..,. This will
require comprehensive reliability models.
Further, the transformation of the consequences
C1,C
2,.., into a unidimensional loss function is at
best a difficult and controversial task. A
framework for dealing with these problems is
given in Vatn et al. 1996.
Assessing proper interval: The RCM concept is
very valuable in assessing the proper type of PM
task, but traditionally RCM does not basically
include any tool for deciding optimal
intervals. The "new framework for RCM given
in Figure 1 together with standard PM-modelslisted under Step 8 are believed to form a very
sound basis for deciding optimal intervals.
&RQFOXVLRQV
RCM is not a simple and straightforward way of
optimizing maintenance, but ensures that one
does not jump to conclusions before all the right
questions are asked and answers given. RCMcan in many respects be compared with Quality
Assurance. By rephrasing the definition of QA,
RCM can be defined
8/6/2019 Introduction to RCM
26/27
Rausand&Vatn Reliability Centered Maintenance
26
All systematic actions
required to plan and verify
that the efforts spent on
preventive maintenance are
applicable and cost-effective.
Thus, RCM does not contain any basically new
method. Rather, RCM is a more structured way
of utilizing the best of several methods and
disciplines. Quoting Malik (1990) the author
postulates: . . . there is more isolation between
practitioners of maintenance and the
researchers than in any other professional
activity. We see the RCM concept as a way to
reduce this isolation by closing the gap
between the traditionally more design related
reliability methods, and the practical related
operating and maintenance personnel.
5()(5(1&(6
R. T. Anderson and L. Neri. Reliability-Centered
Maintenance. Management and Engineering
Methods. Elsevier Applied Science, London,
1990.
T. Aven. Reliability and Risk Analysis. Elsevier
Science Publishers, London, 1992.K. M. Blache and A. B. Shrivastava. Defining
failure of manufacturing machinery &
equipment. Proceedings Annual Reliability
and Maintainability Symposium, pages 69-
75, 1994.
B. S. Blanchard and W. J. Fabrycky. System
Engineering and Analysis. Prentice-Hall,
Inc., Englewood Cliffs, New Jersey 07632,
1981.
BS 5760-5. Reliability of systems, equipments and
components; Part 5: Guide to failure modes,effects and criticality analysis (FMEA and
FMECA). British Standards Institution,
London, 1991.
N. Cross. Engineering Design Methods: Strategies
for Product Design. John Wiley & Sons,
Chichester, 1994.
R. R. Hoch. A Practical Application of Reliability
Centered Maintenance. The American
Society of Mechanical Engineers, 90-
JPGC/Pwr-51, Joint ASME/IEEE Power
Gen. Conf., Boston, MA, 21-25 Oct., 1990.A. Hyland and M. Rausand. Reliability Theory;
Models and Statistical Methods. John Wiley
& Sons, New York, 1994.
IEC 50(191). International Electrotechnical
Vocabulary (IEV) - Chapter 191 -
Dependability and quality of service.
International Electrotechnical Commission,
Geneva, 1990.
IEC 812.Analysis Techniques for System Reliability
- Procedures for Failure Modes and Effects Analysis (FMEA). International
Electrotechnical Commission, Geneva,
1985.
B. Kirwan and L. K. Ainsworth. A Guide to Task
Analysis. Taylor & Francis, London, 1992.
M.A. Malik. Reliable preventive maintenance
scheduling.AIEE Trans., 11:221-228, 1990.
M. A. Moss. Designing for Minimal Maintenance
Expense. The Practical Application of
Reliability and Maintainability. Marcel
Dekker, Inc., New York, 1985.
J. Moubray. Reliability-centred Maintenance.
Butterworth-Heinemann, Oxford, 1991.
F. S. Nowlan and H. F. Heap. Reliability-centered
Maintenance. Technical Report AD/A066-
579, National Technical Information
Service, US Department of Commerce,
Springfield, Virginia, 1978.
NPD. Regulations concerning implementation and
use of risk analyses in the petroleum
activities. Norwegian Petroleum Directorate,
P.O.Box 600, N-4001 Stavanger, Norway,
1991.OREDA-97. Offshore Reliability Data. Distributed
by Det Norske Veritas, P.O.Box 300, N-
1322 Hvik, Norway, 3 edition, 1997.
Prepared by SINTEF Industrial
Management. N-7034 Trondheim, Norway.
A.M. Paglia, D.D. Barnard, and D.E. Sonnett. A
Case Study of the RCM Project at V.C.
Summer Nuclear Generating Station. 4th
International Power Generation Exhibition
and Conference, Tampa, Florida, US,
5:1003-1013, 1991.G. Pahl and W. Beitz. Engineering Design. The
Design Council, London, 1984.
M. Rausand and J. Vatn. Reliability Centered
Maintenance. In C. G. Soares, editor, Risk
and Reliability in Marine Technology.
Balkema, Holland, 1997.
H. Sandtorv and M. Rausand. RCM - closing the
loop between design and operation
reliability. Maintenance, 6, No.1:13-21,
1991.
A. M. Smith. Reliability-Centered Maintenance.
McGraw-Hill, Inc, New York, 1993.
D. J. Smith. Reliability, Maintainability and Risk,
Practical methods for engineers.
8/6/2019 Introduction to RCM
27/27
Rausand&Vatn Reliability Centered Maintenance
Butterworth Heinemann, Oxford, 4th
edition, 1993.
W. L. Smith and M. R. Leadbetter. On the renewal
function for the Weibull distribution.
Technometrics, 5:393-396, 1963.
Weapon Systems and Support Equipment.
Reliability-Centered Maintenance.
Requirements for Naval Aircraft. US
Department of Defense, Washington DC
20301, 1986.
C. Valdez-Flores and R.M. Feldman. A survey of
preventive maintenance models for
stochastically deteriorating single-unit
systems. Naval Research Logistics
Quarterly, 36:419-446, 1989.
J. Vatn. Maintenance Optimization from a Decision
Theoretical Point of View. In Proceedings,
ESREL95, pages 273-285, London, 1995.
Chameleon Press Limited.
J. Vatn, P. Hokstad, and L. Bodsberg. An overall
model for maintenance optimization.
Reliability Engineering and System Safety,
51:241-257, 1996.
Top Related