






Languages
Pages
Legal

7/29/2019 2007-2008 Q-A final
1/7
Question 3
One of the practical aspects of materials selection in the design, development andproduction of new components (or parts/ structures) is the possibility of failure of the
component (or parts/ structures) under normal operation.[Salah satu aspek penting dan praktik pemilihan bahan dalam rekabentuk, pembangunan dan pengeluarankomponen (bahagian/ struktur) baru adalah kemungkinan untuk komponen tersebut gagal semasa operasi
biasa.
a) Define the failure of materials or components and give four (4) types of that
failure.Definisikan kegagalan bahan atau komponen dan berikan lima (5) jenis kegagalan tersebut]
[20 marks]
Failure is defined as inability of materials or components to
i) perform the intended function (3)
ii) Meet performance criteria although it may still be operational(3)iii) Perform safely (3) and reliably even after deterioration. (3)
Examplesi) Fracture (2)
ii) Corrosion (2)
iii) Wear(2)iv) Yielding(2)
v) Buckling (elastic instability) (2)
b) Give three (3) primary objectives of failure analysis and from these objectivesexplain how it can be implemented?[Berikan tiga (3) objektif primer analisis kegagalan dan daripada objektif ini terangkan bagaimana
ianya dilakukan]
[30 marks]
There are 3 primary objectives;
i) The first objective is to examine the objective evidence presented by the
failed components (4) and, from that evidence, determine the failure
mechanism (4).ii) The second objective is to determine the primary cause, or what is
commonly called the root cause, of the failure (4). This is accomplished byexamining design (4) and operational issues (4) to determine what specificfactor, or factors, was responsible for the failure (4).
iii) The third objective, recommendation of corrective actions that will prevent
similar failures, (4) can be accomplished once the root cause of the failurehas been identified. (4)
7/29/2019 2007-2008 Q-A final
2/7
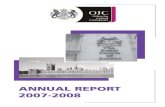
c) A process engineer found a significant pressure drop and realizes one of the plantheat exchanger might have experienced some problem. After several inspections, he
found that one of the tubes in the E-1406A heat exchangerwas experiences leaking. Thetube was then removed and a group of UniMAP final year student was given a task to
further investigate this failure problem. According to the daily report made by personnelincharge, the tube side was contains vapor and liquid of hydrochloride acid (HCl),
ethylene dichloride (C2H4Cl2), and vinyl chloride monomer (C2H5Cl2), while the shell side
contains the flow of untreated cooling water (Figure 1).
After some investigation is done, several findings were found;i) The tube side was coated by 25 mm polypropylene
ii) The shell side of the tube was covered by brownish deposit layer
iii) The tube material was carbon killed steel as stated in plant design.
iv) The failure of the tube was resulted by pitting corrosion that initiated from shellside surface.
v) No microcracking or branching cracks were observed and it confirms that thefailure was not due to overloading or any excessive external stresses on the tube.
vi) There are the reductions of the solute atoms in the stainless steel matrix duringcorrosion attack.
vii) Microanalysis at pitting region shows the present of chloride and the failure wasbelieved resulted by untreated cooling water.
From the statement above, plan root-caused analysis procedures that should be taken
and give reason for each of procedures. Suggest your own recommendation to prevent
the future failure.[Seorang jurutera proses mendapati kejatuhan tekanan yang tinggi dan menyedari salah satu
daripada penukar haba logi berkemungkinan telah mengalami masalah. Selepas beberapa
pemeriksaan, beliau mendapati salah satu tiub dalam penukar haba E-1406A telah mengalami
kebocoran. Mengikut laporan harian yang dibuat oleh kakitangan bertugas, sebelah dalam tiub
mengandungi wap dan cecair asid hidroklorik (HCl), etilina diklorik (C2H4Cl2) dan monomer vinil
klorida (C2H5Cl2), semetara sebelah luar tiub mengandungi aliran air penyejukan tak terawat (Rajah1). Tiub tersebut kemudiannya dikeluarkan dan satu kumpulan mahasiswa tahun akhir telah diberi
tugas untuk siasatan lanjut masalah kegagalan ini. Setelah siasatan dilakukan, beberapa penemuan
telah dijumpai;i) Tiub sebelah dalam disaluti dengan 25 mm polipropilena
ii) Tiub sebelah luar diselaputi dengan lapisan mendakan keperangan
iii) Bahan tiub adalah keluli carbon termati seperti yang dinyatakan dalam rekabentuk logi
iv) Kegagalan tiub adalah disebabkan oleh kakisan lubang yang bermula daripada permukaansebelah luar
v) Tiada mikrorekahan atau rekahan cambah diperhatikan pada mikrostruktur tiub dan
mengesahkan bahawa kegagalan tidak disebabkan oleh lebihan berat atau kewujudan
tekanan luar pada tiub
vi) Terdapat penurunan atom-atom terlarut dalam matriks keluli kalis karat semasa serangan
kakisan.vii) Mikroanalisis pada rantau lubang menunjukkan kehadiran klorida dan kegagalan adalah
dipercayai disebabkan oleh air penyejukan tak terawat.Daripada pernyataan di atas, rancang prosedur-prosedur analisis punca-penyebab yang sepatutnya
diambil dan berikan alasan untuk setiap prosedur. Cadangkan tindakan pencegahan untuk
mengelakkan kegagalan sama di masa hadapan.]
]
7/29/2019 2007-2008 Q-A final
3/7
Figure 1: Schematic diagram shows the pitting corrosion on the heat exchanger tube.
[50 marks]
Procedures Reason
1) Obtaining background
data
To investigate the basic information including its location, manufacturer,
function of component, operational condition, maintenance and cleaning
history as well as opinions of related personnel that possible to be aprimary clue of the root cause analysis.
2) Visual examination
followed by closed-up
photographs by digital
camera.
The as-received photographs provide an archival record of the original
condition of the failed component prior to cutting and sectioning
Also provide an effective place to indicate the locations from which the
various samples used in the destructive examination were obtained.
In this case, visual examination found the failed tube was experiencespitting corrosion which exhibited by large transverse cracks, holes and
pitting profile.
3) Chemical composition
analysis by using XRF or
spark emission
spectrometer
Analysis of the chemical composition of the component is a routine part of
a failure analysis
The analysis is used either to determine if the material meets the specified
composition limits.
In this case, heat exchanger tube materials is meets the specified
composition limits of 316L stainless steel.
5) Metallographic
examination by optical
microscope.
i) As-polished microstructure
ii) Etched microstructure
Prior to metallographic
viewing, there are several
works need to carried out
such as cutting,
sectioning, mounting,
In as-polished condition, the presence of defects such as inclusions and
voids or microstructural anomalies at the crack initiation site is examined.
In this case, as-polished microstructure is presented to investigate the
direction pitting attack whether it comes from tube side or shell side. Inthis case, pitting corrosion from shell side.
Specific etchant has to be developed to delineate specific microstructural
features.
Once etched, the microstructure of the material can be determined and the
relationship between the microstructure and the damage can be examined.
In this case, no transgranular or intergranular microcracking is detected.
Hence, the failure is not due to overloading or any excessive external
stresses on the tube.
7/29/2019 2007-2008 Q-A final
4/7
grinding, polishing &
etching.
6) Fractographis analysis(SEM) and microanalysis
(EDS)
SEM analysis is carried out to identify of the fine scale features fracturemode.
However in this case, no plastic deformation were observed and the
surface fracture shows the tube material is ductile. It confirms that the
failure is not due to overloading or any excessive external stresses on the
tube.
Identification of the chemical species present in the corrosion deposits
plays a critical role in identifying the root cause of the corrosion and in
this case, the present of chloride element in EDS result is strongly believedresult by untreated that used as a coolent.
7) Determination offailure mechanism &
recommendations
Without identification of the failure mechanism, it is usually impossible to
determine the root cause of the failure, which forms the basis forrecommendations for immediate action whether the components should be
replaced or not and to eliminate or reduce the frequency of future failures. Determination of the failure mechanism is considered a critical step in the
failure investigation. In this particular case, the failure was caused by the
occurrence of temperature gradient on the tube.
Question 2
A wide variety of factors can lead to the failure of a component or system. The sources of
failure fall into one of four basic categories such as deficiencies in design, poor in
materials, service conditions that have been modified from those considered in design,
and errors in assembly or maintenance.[Pelbagai faktor boleh menyebabkan kegagalan pada sesuatu komponen atau system. Punca kegagalanterbahagi kepada empat (4) ketegori asas seperti kecacatan rekabentuk, kelemahan pemilihan bahan,
keadaan servis yang telah diubahsuai daripada yang diambilkira dalam rekabentuk dan kesilapan
pemasangan semula atau penyelengaraan]
a) In fracture failure, ductile and brittle fractures are based on the
ability of a material to experience plastic deformation.[Dalam kegagalan patahan, patahan mulur dan rapuh adalah berasaskan kepada kebolehan bahanuntuk mengalami canggaan palstik.]
i) Differentiate between ductile and brittle fracture.[Bezakan patahan mulur dan rapuh.]
ii) Explain the three (3) stages in the ductile fracture of a metal and
describe the evolution of that ductile failure[Terangkan tiga (3) peringkat dalam patahan mulur logam dan gambarkan evolusi patahan
mulur tersebut.]
iii) Visual observation, optical microscope and scanning electronmicroscope are three (3) major tools that play an important role in determining
7/29/2019 2007-2008 Q-A final
5/7
the success of a root-caused analysis. Explain the each their roles in
determining the (a) ductile and (b) brittle failure[Pemerhatian mata kasar, mikroskop optik dan mikroskop elektron imbasan adalah tiga (3)alat utama yang memainkan peranan penting dalam menentukan kejayaan analisis punca-
penyebab. Terangkan peranan setiap alat tersebut dalam patahan mulur dan rapuh]
[45 marks]
i)
Ductile fracture Brittle fracture
Plastic deformation (1) Small/ no plastic deformation (1)High energy absorption beforefracture (1)
Low energy absorption beforefracture (1)
Characterized by slow crackpropagation (1)
Characterized by rapid crackpropagation (1)
Detectable failure (1) Unexpected failure (1)Stable crack(1) Unstable crack(1)Eg: Metals, polymers (2) Eg: Ceramics, polymers (2)
14
ii)The process of fracture: The specimen elongates (1), forming a necked region (1) in which cavities
form.
The cavities coalesce (1) in the neck center, forming a crack (1) whichpropagates toward the specimen surface in a direction perpendicular to the
applied stress. As the crack approaches the surface, its growth direction shifts to 45 (1)
with respect to the tension axis. This redirection allows for the formation of
the cup-and-cone (1) configuration and facilitates fracture.
6
7/29/2019 2007-2008 Q-A final
6/7
12
15
d) In term of design, describe or explain the methods to control corrosion failure
[30 marks]
i) Allow for the penetration action of corrosion along with the mechanical
strength requirements when determining the appropriate metal thickness (2)
ii) Weld rather than rivet containers to reduce crevice corrosion (2). If rivets areused, choose a rivet material that is cathodic to the materials being joined (2).
iii) If possible, use galvanically similar metals for the entire structure (2). Avoid
Visual Observation- Necking or plastic deformation (1)- Dull (1) and fibrous fracture surface (1)- Shear lips (1)
Optical Microscopic- Plastic distortion of grains (1)- Irregular trans-granular fracture(1)
SEM Microscopic- Micro-voids elongation in direction ofload (1)
- Singular crack with limited/no branching(1)
Visual Observation- Little/no plastic deformation (1)- Shiny, course, crystalline fracture
surface (1)- Chevrons (1)
Optical Microscopic- Minimal deformation (1)- Inter-granular or trans-granular(1)
SEM Microscopic- Cleavage or inter-granular(1)- Discontinuity or stress riser at
origin (1)
Ductile Fracture Brittle Fracture
7/29/2019 2007-2008 Q-A final
7/7
dissimilar metals that can cause galvanic corrosion(2). If galvanically dissimilar
metals are bolted together, separate them with nonmetallic gaskets and washers(2).
iv) Avoid excessive stress and stress concentrations in corrosive environments to
prevent stress-corrosion cracking (2), especially when using susceptible
materials such as stainless steels and brasses.v) Avoid sharp bends in piping systems to prevent erosion corrosion (2).
vi) Design tanks and other containers for easy draining and cleaning (2).
vii) Design systems for easy removal and replacement of parts that are expected to
fail in service, such as pumps in chemical plants (2).
viii) Design heating systems such that hot spots do not occur(2).
Top Related