
Zinc Coatings - steel.org/media/Files/SMDI/Construction/Construction... · Mechanical Plating.Small...
12
Zinc Coatings Microstructures of Various Zinc Coatings HOT -DIP GALVANIZED METALLIZED ZINC PAINT GALVANIZED SHEET ELECTROPLATED
Transcript of Zinc Coatings - steel.org/media/Files/SMDI/Construction/Construction... · Mechanical Plating.Small...

Zinc Coatings
Microstructures of Various Zinc Coatings
HOT-DIP GALVANIZED METALLIZED ZINC PAINT GALVANIZED SHEET ELECTROPLATED

ContentsIntroduction .......................................................................................................1
Production Processes for Zinc Coatings ..............................................................2Batch Hot-Dip Galvanizing ............................................................................2Continuous Sheet Galvanizing........................................................................3Electrogalvanizing..........................................................................................3Zinc Plating ...................................................................................................3Mechanical Plating ........................................................................................3Zinc Spraying (Metallizing).............................................................................4Zinc Painting .................................................................................................4
Characteristics of Zinc Coatings..........................................................................5Batch Hot-Dip Galvanizing ............................................................................5Continuous Sheet Galvanizing........................................................................5Electrogalvanizing..........................................................................................5Zinc Plating ...................................................................................................6Mechanical Plating ........................................................................................6Zinc Spraying (Metallizing).............................................................................6Zinc Painting .................................................................................................6
Selection of Zinc Coatings ..................................................................................7Coating Thickness vs. Coating Weight............................................................7Economic Considerations ..............................................................................7
The material included in this publication has been developed to provide information regarding zinc coatings oniron and steel products. Every effort has been made to ensure that the information is technically correct. Thismaterial is for general information only and is not intended as a substitute for competent professional examina-tion and verification as to accuracy, suitability and/or applicability. The publication of the material containedherein is not intended as a representation or warranty on the part of the American Galvanizers Association.Anyone making use of this information assumes all liability arising from such use.
© 2000 American Galvanizers Association6881 South Holly Circle, Suite 108
Englewood, CO 801121-800-468-7732
FAX 720-554-0909E-mail: [email protected]
Web site: www.galvanizeit.org
INTRODUCTION
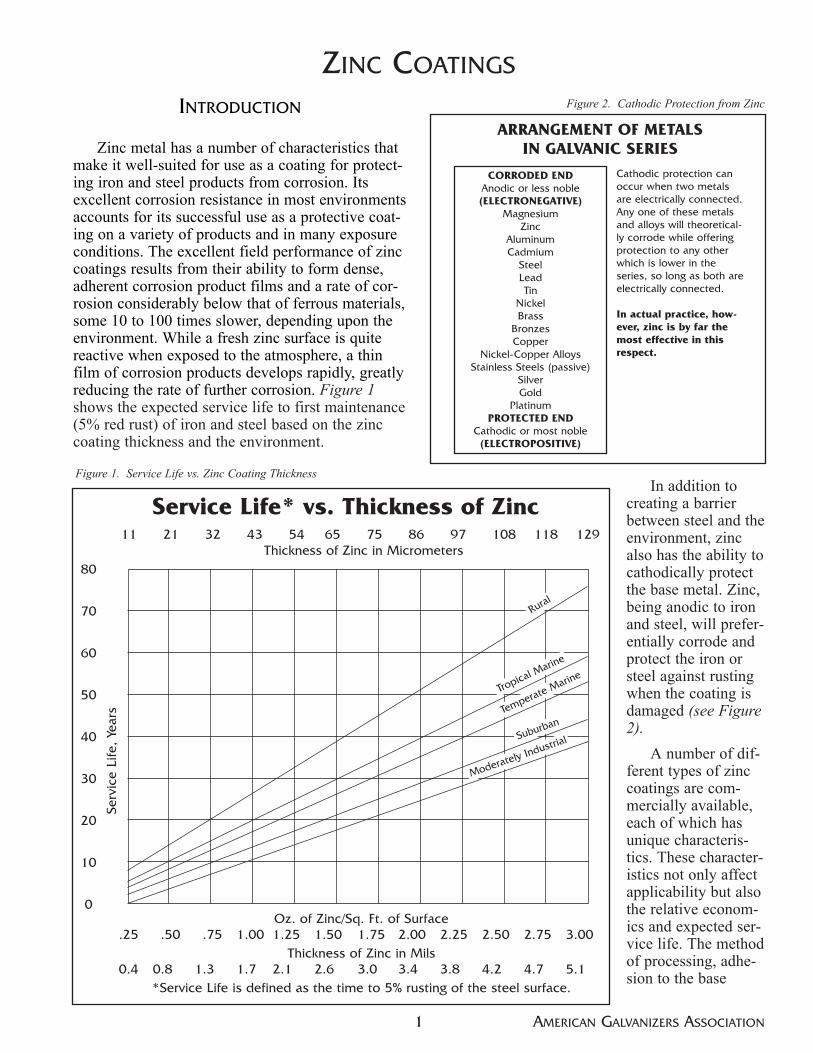
Zinc metal has a number of characteristics thatmake it well-suited for use as a coating for protect-ing iron and steel products from corrosion. Itsexcellent corrosion resistance in most environmentsaccounts for its successful use as a protective coat-ing on a variety of products and in many exposureconditions. The excellent field performance of zinccoatings results from their ability to form dense,adherent corrosion product films and a rate of cor-rosion considerably below that of ferrous materials,some 10 to 100 times slower, depending upon theenvironment. While a fresh zinc surface is quitereactive when exposed to the atmosphere, a thinfilm of corrosion products develops rapidly, greatlyreducing the rate of further corrosion. Figure 1shows the expected service life to first maintenance(5% red rust) of iron and steel based on the zinccoating thickness and the environment.
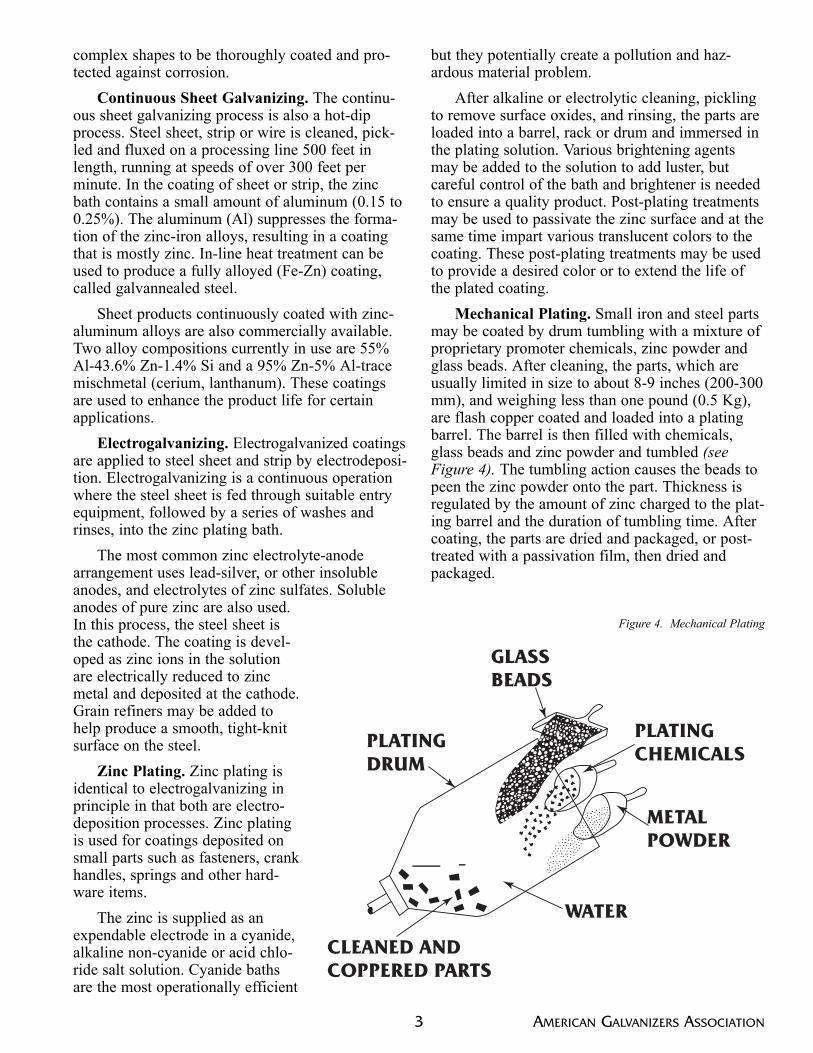
In addition tocreating a barrierbetween steel and theenvironment, zincalso has the ability tocathodically protectthe base metal. Zinc,being anodic to ironand steel, will prefer-entially corrode andprotect the iron orsteel against rustingwhen the coating isdamaged (see Figure2).
A number of dif-ferent types of zinccoatings are com-mercially available,each of which hasunique characteris-tics. These character-istics not only affectapplicability but alsothe relative econom-ics and expected ser-vice life. The methodof processing, adhe-sion to the base
AMERICAN GALVANIZERS ASSOCIATION
ZINC COATINGS
Service Life* vs. Thickness of Zinc11 21 32 43 54 65 75 86 97 108 118 129
Thickness of Zinc in Micrometers80
70
60
50
40
30
20
10
0
Serv
ice
Life
, Ye
ars
Oz. of Zinc/Sq. Ft. of Surface.25 .50 .75 1.00 1.25 1.50 1.75 2.00 2.25 2.50 2.75 3.00
Thickness of Zinc in Mils0.4 0.8 1.3 1.7 2.1 2.6 3.0 3.4 3.8 4.2 4.7 5.1
*Service Life is defined as the time to 5% rusting of the steel surface.
Rural
Tropical Marine
Temperate Marine
Suburban
Moderately Industrial
Figure 1. Service Life vs. Zinc Coating Thickness
1
Figure 2. Cathodic Protection from Zinc
ARRANGEMENT OF METALSIN GALVANIC SERIES
CORRODED ENDAnodic or less noble(ELECTRONEGATIVE)
MagnesiumZinc
AluminumCadmium
SteelLeadTin
NickelBrass
BronzesCopper
Nickel-Copper AlloysStainless Steels (passive)
SilverGold
PlatinumPROTECTED END
Cathodic or most noble(ELECTROPOSITIVE)
Cathodic protection canoccur when two metalsare electrically connected.Any one of these metalsand alloys will theoretical-ly corrode while offeringprotection to any otherwhich is lower in theseries, so long as both areelectrically connected.
In actual practice, how-ever, zinc is by far themost effective in thisrespect.

metal, protection afforded at corners, edges andthreads, hardness, coating density and thicknesscan vary greatly from one type of zinc coating toanother.
Each of the major types of zinc coatings,applied by batch hot-dip galvanizing, continuoussheet galvanizing, electrogalvanizing, zinc plating,mechanically plating, zinc spraying and zinc paint-ing, are discussed here as a practical aid to the spe-cialist who must assess and select zinc coatings forcorrosion protection.
PRODUCTION PROCESSES FOR ZINCCOATINGS
Batch Hot-Dip Galvanizing. The hot-dip gal-vanizing process, also known as “batch” galvaniz-ing, produces a zinc coating on iron and steel prod-ucts by immersion of the material in a bath ofmolten zinc metal. The steel to be coated is firstcleaned to remove all oils, greases, soils, mill scaleand rust. The cleaning cycle usually consists of adegreasing step, followed by acid pickling to
remove scale and rust, and fluxing to apply aprotective surface to inhibit oxidation of the steelbefore dipping in the molten zinc.
Fluxing can be accomplished by pre-fluxing ina solution of zinc ammonium chloride (dryprocess), or by use of a molten flux blanket on thezinc bath surface (wet process) (see Figure 3 - pre-vious page).
Materials to be hot-dip galvanized may range insize from small parts such as nuts, bolts and nails,to very large structural shapes. The upper limit isrestricted by the size of available zinc baths andmaterial handling capabilities. Molten zinc baths 60feet long and six feet deep are common in NorthAmerica. By double-dipping or progressive dipping(immersing one portion of the product and then theother), the maximum size that can be accommodat-ed in the zinc bath is increased substantially, tonear double bath length or depth.
Since the material is immersed in molten zinc,the zinc can flow into recesses and other areas dif-ficult to access, allowing all areas of even the most
AMERICAN GALVANIZERS ASSOCIATION
Dry galvanizing
PicklingRinsing
Rinsing
Fluxsolution
Causticcleaning
Drying Zincbath
Cooling andinspection
Wet galvanizing
Pickling
Causticcleaning
RinsingRinsing
Flux
Zinc bath
Cooling andinspection
Figure 3. Hot-Dip Galvanizing Processes
2
complex shapes to be thoroughly coated and pro-tected against corrosion.
Continuous Sheet Galvanizing. The continu-ous sheet galvanizing process is also a hot-dipprocess. Steel sheet, strip or wire is cleaned, pick-led and fluxed on a processing line 500 feet inlength, running at speeds of over 300 feet perminute. In the coating of sheet or strip, the zincbath contains a small amount of aluminum (0.15 to0.25%). The aluminum (Al) suppresses the forma-tion of the zinc-iron alloys, resulting in a coatingthat is mostly zinc. In-line heat treatment can beused to produce a fully alloyed (Fe-Zn) coating,called galvannealed steel.
Sheet products continuously coated with zinc-aluminum alloys are also commercially available.Two alloy compositions currently in use are 55%Al-43.6% Zn-1.4% Si and a 95% Zn-5% Al-tracemischmetal (cerium, lanthanum). These coatingsare used to enhance the product life for certainapplications.
Electrogalvanizing. Electrogalvanized coatingsare applied to steel sheet and strip by electrodeposi-tion. Electrogalvanizing is a continuous operationwhere the steel sheet is fed through suitable entryequipment, followed by a series of washes andrinses, into the zinc plating bath.
The most common zinc electrolyte-anodearrangement uses lead-silver, or other insolubleanodes, and electrolytes of zinc sulfates. Solubleanodes of pure zinc are also used.In this process, the steel sheet isthe cathode. The coating is devel-oped as zinc ions in the solutionare electrically reduced to zincmetal and deposited at the cathode.Grain refiners may be added tohelp produce a smooth, tight-knitsurface on the steel.
Zinc Plating. Zinc plating isidentical to electrogalvanizing inprinciple in that both are electro-deposition processes. Zinc platingis used for coatings deposited onsmall parts such as fasteners, crankhandles, springs and other hard-ware items.
The zinc is supplied as anexpendable electrode in a cyanide,alkaline non-cyanide or acid chlo-ride salt solution. Cyanide bathsare the most operationally efficient
but they potentially create a pollution and haz-ardous material problem.
After alkaline or electrolytic cleaning, picklingto remove surface oxides, and rinsing, the parts areloaded into a barrel, rack or drum and immersed inthe plating solution. Various brightening agentsmay be added to the solution to add luster, butcareful control of the bath and brightener is neededto ensure a quality product. Post-plating treatmentsmay be used to passivate the zinc surface and at thesame time impart various translucent colors to thecoating. These post-plating treatments may be usedto provide a desired color or to extend the life ofthe plated coating.
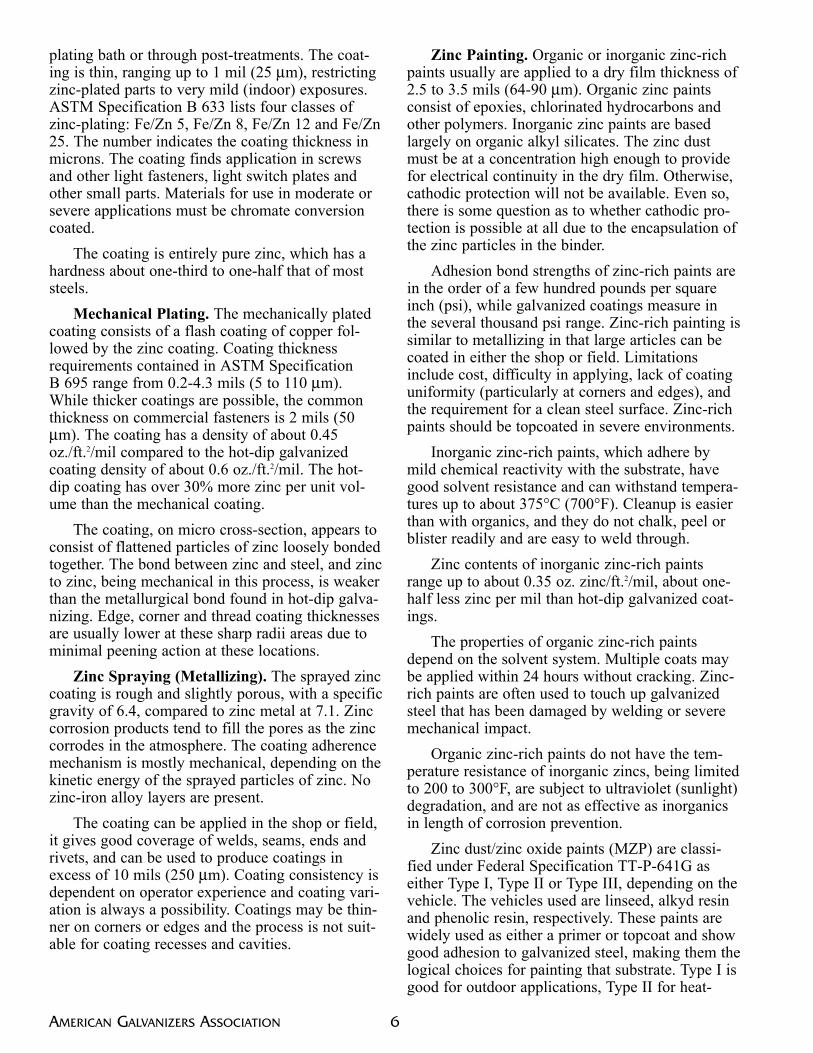
Mechanical Plating. Small iron and steel partsmay be coated by drum tumbling with a mixture ofproprietary promoter chemicals, zinc powder andglass beads. After cleaning, the parts, which areusually limited in size to about 8-9 inches (200-300mm), and weighing less than one pound (0.5 Kg),are flash copper coated and loaded into a platingbarrel. The barrel is then filled with chemicals,glass beads and zinc powder and tumbled (seeFigure 4). The tumbling action causes the beads topeen the zinc powder onto the part. Thickness isregulated by the amount of zinc charged to the plat-ing barrel and the duration of tumbling time. Aftercoating, the parts are dried and packaged, or post-treated with a passivation film, then dried andpackaged.
AMERICAN GALVANIZERS ASSOCIATION3
GLASSBEADS
PLATINGDRUM
PLATINGCHEMICALS
METALPOWDER
WATER
CLEANED ANDCOPPERED PARTS
Figure 4. Mechanical Plating

Materials mechanically plated must be simplein design. Complex designs with recesses or blindholes may not be thoroughly coated because ofinaccessibility to the peening action of the glassbeads. The media used as the compaction agent isalso important: it must be large enough to avoidbeing lodged in any cavities, recesses or smallthreads in the parts.
Zinc Spraying (Metallizing). Zinc spraying isaccomplished by feeding zinc in either wire orpowder form into a heated gun, where it is meltedand sprayed onto the part to be coated using com-bustion gases and/or auxiliary compressed air toprovide the necessary velocity (see Figure 5).
Heat for melting is provided either by combus-tion of an oxygen-fuel gas flame or by electric arc.Processes have been developed for feeding moltenzinc directly into the spray nozzle, primarily foruse in shop rather than field applications.
Metallizing can be applied to materials of near-ly any size, although some limits on the complexityof the structure may apply due to limited access torecesses, hollows and cavities by the metal spray.Abrasive cleaning of the steel is required beforemetallizing. The zinc coating is normally sealedwith a thin coating of a low viscosity polyurethane,epoxy-phenolic, epoxy or vinyl resin.
Zinc Painting. Zinc-rich paints contain 92-95%metallic zinc in the film of the paint after it dries.The paints are usually applied by brushing orspraying onto steel that has been cleaned by sand-blasting. While white metal blasting (NACE No. 1)
is preferred, near white (SSPC-SP 10) or commer-cial blast cleaning (SSPC-SP 6) are acceptable.
When the zinc dust is supplied as a separatecomponent, it must be mixed with a polymeric-containing vehicle to provide a homogenous mix-ture prior to application. Application is usually byair spray, although airless spray also can be used.The paint must be constantly agitated and the feedline kept as short as possible to prevent settling ofthe zinc dust. Uneven film coats may develop ifapplied by brush or roller, and cracking may occurif too thick a paint coating is applied.
Zinc-rich paints are classified as organic orinorganic, depending on the binder, and must beapplied over clean steel.
AMERICAN GALVANIZERS ASSOCIATION
Electric ArcPower Supply
HeatSource Compressed Air Source
Zinc Wire Feeder
Spray Gun
Zinc Wire InsideInsulated Flexible Conduit
ControlCircuitCable
OXY. FUEL
or
Figure 5. Zinc Spraying (Metallizing)
4

CHARACTERISTICS OF ZINC COATINGS
Batch Hot-Dip Galvanizing. The batch hot-dipgalvanized coating consists of a series of zinc-ironalloy layers with a surface layer of zinc (see Figure6). The coating is unique in that it is metallurgical-ly bonded to the steel substrate, with the coatingintegral to the steel. The strength of the bond, mea-sured in the range of several thousand psi, resultsin a very tightly adherent coating.
Batch hot-dip galvanizing produces thick coat-ings. The standard coating thickness requirement is2 oz/ft2 (600 g/m2), 3.3 mils (85 µm). Thicknessesof 6 to 8 mils (150-200 µm) on structural steels arecommon. For most steels, the coating thicknessobtained is relatively insensitive to processing vari-ables. Heavier coating thicknesses can be obtainedby abrasive blast cleaning of the steel prior to gal-vanizing.
Coating thickness is proportional to coatingweight, with 1 oz of zinc/ft2 (320 g/m2) of surfaceequal to 1.7 mil (43 µm) thickness.
The zinc-iron alloys that make up the coatinghave hardness values that approach or exceed thoseof the most commonly galvanized structural steels,offering excellent abrasion resistance for applica-tions such as stairs and walkways. The zinc-ironalloy layers are actually harder than the base steel.
The coating is generally uniform on all sur-faces. Edges, corners and threads have coatings atleast as thick, or thicker than, on flat surfaces pro-viding excellent protection at these critical points.
The pure zinc layer and the zinc-iron alloy lay-ers are anodic to steel, providing sacrificial protec-
tion in the event the coating is scratched. Thisensures that the steel exposed as a result of damageto the hot-dip coating will not rust as long as thereis sufficient coating on the surface of the steel.
Continuous Sheet Galvanizing. After galva-nizing, the continuous zinc coating is physicallywiped using air knives to produce a uniform coat-ing across the width of the strip. The uniform coat-ing consists almost entirely of unalloyed zinc andhas sufficient ductility to withstand deep drawingor bending without damage. A variety of coatingweights and types is available, ranging up to justunder 2 mils (50 µm) per side. One of the mostcommon coatings is Class G90, which has 0.9oz./ft.2 of sheet (total both sides) or about 0.75 mils(18 µm) thickness per side.
Continuously galvanized sheet steels are usedto make cars, appliances, corrugated roofing andsiding, and culvert pipe. The coated product can be
suitably treated for painting.Because of the thin coating,this product normally is usedwhere exposure to corrosiveelements is mild. It can bepainted to increase service life.
Electrogalvanizing. Theelectrodeposited zinc coatingconsists of pure zinc tightlyadherent to the steel substrate.The coating is highly ductileand the coating remains intacteven on severe deformation.The coating is produced onstrip and sheet materials tocoating weights up to 0.2oz./ft.2 (60 g/m2), or thicknessof up to 0.14 mils (3.6 µm) per
side. On wire, coating weights may range up to 3oz./ft.2 (915 g/m2). Heat-treated and electro-coatedwire can be cold drawn to about 95% reduction inarea, depending on the chemical composition of thewire, heat treatment and diameter.
The electrogalvanized coating is paintable withsuitable treatment, and the sheet product is used inautomobile and appliance bodies. Due to theextremely thin zinc coating on the sheet, paintingor other top-coating is recommended to improvethe service life.
Zinc Plating. The normal zinc-plated coating isdull gray in color with a matte finish, althoughwhiter, more lustrous coatings can be produced,depending on the process or agents added to the
AMERICAN GALVANIZERS ASSOCIATION
Figure 6. Photomicrograph of Batch Hot-Dip Galvanized Coating
5
Delta(90% Zn, 10% Fe)
Gamma(75% Zn, 25% Fe)
Zeta(94% Zn, 6% Fe)
Eta(100% Zn)
Steel
plating bath or through post-treatments. The coat-ing is thin, ranging up to 1 mil (25 µm), restrictingzinc-plated parts to very mild (indoor) exposures.ASTM Specification B 633 lists four classes ofzinc-plating: Fe/Zn 5, Fe/Zn 8, Fe/Zn 12 and Fe/Zn25. The number indicates the coating thickness inmicrons. The coating finds application in screwsand other light fasteners, light switch plates andother small parts. Materials for use in moderate orsevere applications must be chromate conversioncoated.
The coating is entirely pure zinc, which has ahardness about one-third to one-half that of moststeels.
Mechanical Plating. The mechanically platedcoating consists of a flash coating of copper fol-lowed by the zinc coating. Coating thicknessrequirements contained in ASTM SpecificationB 695 range from 0.2-4.3 mils (5 to 110 µm).While thicker coatings are possible, the commonthickness on commercial fasteners is 2 mils (50µm). The coating has a density of about 0.45oz./ft.2/mil compared to the hot-dip galvanizedcoating density of about 0.6 oz./ft.2/mil. The hot-dip coating has over 30% more zinc per unit vol-ume than the mechanical coating.
The coating, on micro cross-section, appears toconsist of flattened particles of zinc loosely bondedtogether. The bond between zinc and steel, and zincto zinc, being mechanical in this process, is weakerthan the metallurgical bond found in hot-dip galva-nizing. Edge, corner and thread coating thicknessesare usually lower at these sharp radii areas due tominimal peening action at these locations.
Zinc Spraying (Metallizing). The sprayed zinccoating is rough and slightly porous, with a specificgravity of 6.4, compared to zinc metal at 7.1. Zinccorrosion products tend to fill the pores as the zinccorrodes in the atmosphere. The coating adherencemechanism is mostly mechanical, depending on thekinetic energy of the sprayed particles of zinc. Nozinc-iron alloy layers are present.
The coating can be applied in the shop or field,it gives good coverage of welds, seams, ends andrivets, and can be used to produce coatings inexcess of 10 mils (250 µm). Coating consistency isdependent on operator experience and coating vari-ation is always a possibility. Coatings may be thin-ner on corners or edges and the process is not suit-able for coating recesses and cavities.
Zinc Painting. Organic or inorganic zinc-richpaints usually are applied to a dry film thickness of2.5 to 3.5 mils (64-90 µm). Organic zinc paintsconsist of epoxies, chlorinated hydrocarbons andother polymers. Inorganic zinc paints are basedlargely on organic alkyl silicates. The zinc dustmust be at a concentration high enough to providefor electrical continuity in the dry film. Otherwise,cathodic protection will not be available. Even so,there is some question as to whether cathodic pro-tection is possible at all due to the encapsulation ofthe zinc particles in the binder.
Adhesion bond strengths of zinc-rich paints arein the order of a few hundred pounds per squareinch (psi), while galvanized coatings measure inthe several thousand psi range. Zinc-rich painting issimilar to metallizing in that large articles can becoated in either the shop or field. Limitationsinclude cost, difficulty in applying, lack of coatinguniformity (particularly at corners and edges), andthe requirement for a clean steel surface. Zinc-richpaints should be topcoated in severe environments.
Inorganic zinc-rich paints, which adhere bymild chemical reactivity with the substrate, havegood solvent resistance and can withstand tempera-tures up to about 375°C (700°F). Cleanup is easierthan with organics, and they do not chalk, peel orblister readily and are easy to weld through.
Zinc contents of inorganic zinc-rich paintsrange up to about 0.35 oz. zinc/ft.2/mil, about one-half less zinc per mil than hot-dip galvanized coat-ings.
The properties of organic zinc-rich paintsdepend on the solvent system. Multiple coats maybe applied within 24 hours without cracking. Zinc-rich paints are often used to touch up galvanizedsteel that has been damaged by welding or severemechanical impact.
Organic zinc-rich paints do not have the tem-perature resistance of inorganic zincs, being limitedto 200 to 300°F, are subject to ultraviolet (sunlight)degradation, and are not as effective as inorganicsin length of corrosion prevention.
Zinc dust/zinc oxide paints (MZP) are classi-fied under Federal Specification TT-P-641G aseither Type I, Type II or Type III, depending on thevehicle. The vehicles used are linseed, alkyd resinand phenolic resin, respectively. These paints arewidely used as either a primer or topcoat and showgood adhesion to galvanized steel, making them thelogical choices for painting that substrate. Type I isgood for outdoor applications, Type II for heat-
AMERICAN GALVANIZERS ASSOCIATION 6

resistant applications and Type III for water immer-sion or severe moisture conditions. Zinc dust/zincoxide paints (MZP), because of their lower metalliczinc content, cannot provide sacrificial protectionto the base steel. When used as a coating over gal-vanized steel, the service life of the galvanizedcoating is extended because of the increased barrierprotection of the paint. The service life of the paintis extended in the event of a scratch or cut throughthe paint, since the volume of the zinc corrosionproduct, being considerably less than that of rust,reduces the incidence of lifting and separation ofthe paint film. MZPs can be top-coated with a vari-ety of paint types if colors other than gray, green ortan (from pigmented additives) are required.
SELECTION OF ZINC COATINGS
After the decision is made to use a zinc coatingfor corrosion protection, some factors must be con-sidered to ensure that the proper coating is selectedfor the intended application and service environ-ment. Obviously, zinc coating processes that arelimited to small parts such as fasteners or othersmall hardware, or operations limited to continuouslines in steel mills, such as continuous galvanizingand electrogalvanizing, cannot be considered forthe protective coating of structural steel members.
Figure 7 (page 9) lists the different types ofzinc coatings and representative applications foreach. While a coating is not limited to those useslisted, the applications represent the most commontypes of products coated by the process.
Coating Thickness vs. Coating Weight. Theusual criterion for determining the expected servicelife of zinc coatings is thickness: the thicker thecoating, the longer the service life. This is anacceptable criterion when comparing zinc coatingsproduced by the same process (see Figure 1, page1).
When comparing zinc coatings produced bydifferent processes, the thickness criterion cannotbe used without considering the amount of avail-able zinc per unit volume. It is also important tokeep in mind various ASTM or other specificationsas they relate to coating weight or thickness, andreduce the coating requirements to a commondenominator prior to making a comparison of dif-ferent zinc coatings.
While the coating densities for some of the dif-ferent types of zinc coatings are nearly identical,others differ considerably. The coating densities, in
terms of thickness required to equal 1 oz. of zinc/ft2
of surface, are:Hot-dip galvanizing 1.7 mils (43 µm)
(batch or continuous),electrogalvanizing, zinc plating
Zinc spraying (Metallizing) 1.9 mils (48 µm)Mechanical plating 2.2 mils (55 µm)Zinc-rich paint 3-6 mils (75-150 µm)
Each of these thicknesses, representing thesame weight per unit area of zinc, would be expect-ed to provide equivalent service life; i.e. 1.7 mils ofhot-dip galvanized would give about the same ser-vice life as 2.2 mils of mechanical plating or 3-6mils (depending on the paint formulation) of zinc-rich paint.
It is also important to remember that for allcontinuous galvanized sheet materials, includingelectrogalvanized, the coating weight is given inweight per unit area of sheet. To obtain the amountof zinc per unit area of surface, the weight givenmust be divided in two, assuming equal distributionon both sides. For example, an ASTM A 653 ClassG90 sheet contains 0.90 oz. zinc/ft.2 of sheet orabout 0.45 oz./ft.2 on a surface. A G210 (2.10oz/ft.2) sheet would have to be specified to obtainabout 1 oz/ft2 on each side of the sheet.
Economic Considerations. Selection from thewide range of coatings available for steel will nor-mally depend on the suitability of the coating forthe intended use and the economics of theprotective system. Factors that affect the economicsfor a particular application include:1. Initial cost of the coating;2. Coating life to first maintenance;3. Cost of maintenance;4. Hidden costs, such as accessibility of the site,
production loss due to maintenance re-coating,and rising wages for labor-intensive coatings,such as metal spraying and painting.
The choice of the most economical system can-not be precise, because neither the timing nor thecost of future maintenance can be accurately pre-dicted. In addition, depreciation of capital invest-ment, tax relief for investment and maintenancecost and the time value of money must be consid-ered and can change over time.
AMERICAN GALVANIZERS ASSOCIATION7

A number of economic models from NACE,SSPC and the American Galvanizers Associationare available for comparing the costs of differentcoatings. A model for predicting coating servicelife from field and test data is also available, aswell as theoretical models of coating corrosionbehavior, from the International Lead/ZincResearch Organization (ILZRO [www.ilzro.org]).By realistically estimating the costs of each coatingbeing considered, including those costs listedabove, these models enable the calculation of thenet present value or the life-cycle cost of each coat-ing being considered.
AMERICAN GALVANIZERS ASSOCIATION
ACKNOWLEDGEMENTS
We acknowledge the assistance of the follow-ing who supplied illustrations for use in this book-let:Cover Photo Courtesy of Cominco
Figure 3 Adapted from drawing courtesyNordisk FörzinkningsföreningStockholm, Sweden from “RustPrevention by Hot DipGalvanizing.”
Figure 4 Courtesy Lester Coch, Tru-PlateProcess, Inc. Jericho, New Yorkfrom the Economics of MechanicalPlating, April 1978.
Figure 5 Courtesy Falconbridge Limited,Toronto, Ontario, from Zinc Metalby Thermal Spraying.
8

ZINC COATINGS
Method Process Specification Coating Thickness Application
Electro- Electrolysis ASTM A 879 Up to 0.28 mils1 Interior. Appliance panels, studs,galvanizing acoustical ceiling members.
Zinc Plating Electrolysis ASTM B 633 0.2 to 1.0 mils2 Interior or Exterior. Fastenersand hardware items.
Mechanical Peening ASTM B 695 0.2 to 4.3 mils2 Interior or Exterior. Fasteners andPlating hardware items.
Zinc Hot Zinc Spray AWS C2.2 3.3 to 8.3 mils Interior or Exterior. Items thatSpraying cannot be galvanized because of (Metallizing) size or because on-site coating
application is needed.
Continuous Hot-Dip ASTM A 653 Up to 4.0 mils1 Interior or Exterior. Roofing, gutters,Sheet culverts, automobile bodies.Galvanizing
Batch Hot-Dip Hot-Dip ASTM A 123 1.4 to 3.9 mils3 Interior or Exterior. Nearly allGalvanizing ASTM A 153 shapes and sizes ranging from nails,
ASTM A 767 nuts and bolts to large structuralCSA G164 assemblies, including rebar.
Zinc Spray SSPC-PS Guide 0.6 to 5.0 mils/ Interior or Exterior. Items thatPainting Roller 12.00, 22.00 coat cannot be galvanized because of
Brush SSPC-PS size or because on-site coating Paint 20 application is needed. Large structural
SSPC-PS 12.01 assemblies. Aesthetic requirements.
1 Total for both sides of sheet.2 Range based on ASTM minimum thicknesses for all grades, classes, etc., encompassed by the specifi-
cations.3 Range based on ASTM and CSA minimum thicknesses for all grades, classes, etc., encompassed by
the specifications.
AMERICAN GALVANIZERS ASSOCIATION
Figure 7. Zinc Coatings and Applications

© American Galvanizers Association
6881 South Holly Circle, Suite 108Englewood, CO 80112
720.554.0900 FAX 720.554.09091-800-468-7732


















