Wood Crate design manual - Forest Products Laboratory CRATE Design Manual By L. O. ANDERSON,...
134
WOOD CRATE design manual AGRICULTURAL HANDBOOK NO. 252 • U.S. DEPARTMENT OF AGRICULTURE • FOREST SERVICE
Transcript of Wood Crate design manual - Forest Products Laboratory CRATE Design Manual By L. O. ANDERSON,...

WOOD CRATEdesign manual
AGRICULTURAL HANDBOOK NO. 252 • U.S. DEPARTMENT OF AGRICULTURE • FOREST SERVICE

WOOD CRATEDesign Manual
By L. O. ANDERSON, Engineer, and T. B. HEEBINK, Engineer
FOREST PRODUCTS LABORATORY(Maintained at Madison, Wis., incooperation with the University ofWisconsin)
AGRICULTURE HANDBOOK NO. 252 FEBRUARY 1964FOREST SERVICE U.S. DEPARTMENT OF AGRICULTURE
For sale by the Superintendent of Documents, U.S. Government Printing OfficeWashington, D.C., 20402 - Price 70 cents

CONTENTS
Introduction- - - - - - - - - - - - - - - - - - - - - - - - - - -Factors that affect crate design- - - - - - - - - -
Contents - - - - - - - - - - - - - - - - - - - - - - - - - - - -Destination and method of transit- - - - - -Handling hazards - - - - - - - - - - - - - - - - - - - -Storage conditions- - - - - - - - - - - - - - - - - - - - -Costs - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Materials for crates- - - - - - - - - - - - - - - - - - - - -Wood and wood-base materials- - - - - - - - -Fastenings -- - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Designing crates- - - - - - - - - - - - - - - - - - - - - - -Importance of diagonals- - - - - - - - - - - - - -Design principles- - - - - - - - - - - - - - - - - - - - -Designing the crate base- - - - - - - - - - - - - -Designing the top- - - - - - - - - - - - - - - - - - - -
Sheathed crates- - - - - - - - - - - - - - - - - - - - - - - -Military type sheathed crates------------Limited-military sheathed crates - - - - - - -Light-duty sheathed crates - - - - - - - - - - - -
Open crates - - - - - - - - - - - - - - - - - - - - - - - - - - -Military type open crates - - - - - - - - - - - - -Limited-military type open crates - - - - - -
Page122224455
13232424293132324546505053
Light-duty open crates- - - - - - - - - - - - - - - -Skid assemblies- - - - - - - - - - - - - - - - - - - - - - - -
Skid sizes - - - - - - - - - - - - - - - - - - - - - - - - - - -Floorboard sizes - - - - - - - - - - - - - - - - - - - - - -Diagonal bracing- - - - - - - - - - - - - - - - - - - - -Assembly - - - - - - - - - - - - - - - - - - - - - - - - - - -
Testing crates- - - - - - - - - - - - - - - - - - - - - - - - -Superimposed-load tests- - - - - - - - - - - - - - -Handling tests- - - - - - - - - - - - - - - - - - - - - - -Drop and impact tests- - - - - - - - - - - - - - - -
Appendix I. Panel member sizes- - - - - - - - - -Appendix II. Details of shipping- - - - - - - - -
Marking - - - - - - - - - - - - - - - - - - - - - - - - - - - -Packing lists- - - - - - - - - - - - - - - - - - - - - - - - -Shipping loss prevention - - - - - - - - - - - - - -Export shipping- - - - - - - - - - - - - - - - - - - - - - -Anchoring crates to ship surfaces- - - - - - -Carloading crates - - - - - - - - - - - - - - - - - - -Shipping losses and insurance- - - - - - - - - -Tare weight of crates - - - - - - - - - - - - - - - - -
Appendix III. Glossary - - - - - - - - - - - - - - - - -Index - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
ACKNOWLEDGMENT
In preparing this publication, the authors have been privileged to draw onmuch of the research of the late C. A. Plaskett, the late T. A. Carlson, andH. J. Kuelling, as well as a number of other members of the Forest ProductsLaboratory and various Defense Agencies. The number of these contributorsis so great that individual acknowledgment is impractical.
II
Page5968687373737374767880
120120120
121121121
121123123125129

INTRODUCTIONThe packaging industry consumes 15 to 20
percent of each year�s timber cut, in the form oflumber, plywood, veneer, container fiberboard,composite materials such as paper overlaid veneer,and papers of various types. Because of thiscontinued heavy use of wood, the Forest ProductsLaboratory, U.S. Forest Service, has always de-voted much research to packaging. Much of thisresearch has been conducted over the years incooperation with the Air Force, the Army Corpsof Engineers and Ordnance Corps, other agenciesof the Defense Department, and several industrialfirms.
Of principal concern are the fundamental prin-ciples of design and the relationships of variousdetails in the construction of containers that arebalanced in strength. Special testing machinesand methods of testing have been developed.From this research, supplemented by study andobservation of shipping containers in service, hascome much information of value to packagingengineers.
The growth of American industry has generatedgreat needs for containers of all kinds, from color-ful wraps for retail merchandise to workhorsecontainers for the worldwide shipment of machinesand equipment of any size, shape, and weight.Among these containers, the wood crate is one ofthe most important used for shipping and is per-haps the most adaptable to the application ofengineering principles in design. Crates are gen-erally made of wood (or a wood-base material)because it is strong and rigid, comparatively lightin weight, inexpensive, easily formed into a multi-tude of sizes and designs, and adaptable to avariety of conditions of use.
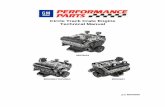
A wood crate is a structural framework ofmembers fastened together to form a rigid en-closure, which will protect the contents duringshipping and storage. This enclosure is usually ofrectangular outline and may or may not besheathed. A crate differs from a nailed wood boxin that the framework of members in sides andends provides the basic strength (fig. 1), whereasa box must rely for its strength solely on the boardsof the sides, ends, top, and bottom. This frame-work can be considered to be similar to a type oftruss used in bridge construction. It is designedto absorb most of the stresses imposed by han-dling and stacking.
Notable among the findings and developmentsof the Forest Products Laboratory is the evolution
Figure 1 .�Typical open crate.M-120691
of crate design criteria for virtually any type ofmachine or other industrial product. Thesecriteria are based on the following considerations:
1. A crate must be strong enough to protect itscontents from the hazards of shipping and storage.
2. The lumber and other materials used to buildthe crate must be of suitable quality and dimen-sions.
3. A crate must be as light in weight as shippinghazards and the inherent strength properties ofthe materials permit.
4. It must require a minimum of shipping space.With design criteria based on these considera-
tions, the effective engineering of crates for specificpurposes becomes possible. This handbook pre-sents information of a general nature applicable tothe design of most types of crates and the solutionof crating problems. It is not intended to be aspecification; however, in order to clarify designand construction of crates, a number of cratedesigns are included to aid the designer in hisspecific problem. It includes all data required forthe design of crates, such as allowable workingstresses for the various species of wood and themethod of determining fastening requirements.
The advantages gained from good crate designare many. The shipper gains from better protec-tion of his products and from lower shipping costsfor lighter weight and lower space requirements.The carrier gains from lower liability costs. Theconsumer gains from the lower prices made pos-sible for the goods shipped, and the Nation benefitsfrom the efficient use of raw materials.

FACTORS THAT AFFECT CRATE DESIGNThe selection of a crate depends on, in general
order of importance, contents, destination, methodof transit, handling hazards, storage conditions,and costs. These factors overlap, but each will beoutlined separately to aid the designer or shipperin selecting the proper crate.
CONTENTSThe nature of the item being crated is of funda-
mental importance in the selection of a shippingcrate. If the item is ruggedly constructed, suchas an axle assembly for a large truck, it has prob-ably been prepared to resist the weather. Hence,an open crate would be more economical for thisuse than a closed one. While such an item couldwithstand a considerable amount of handlingwithout damage, it would be easier to handle andstore if it were crated.
Items less rugged or requiring protection fromthe weather would be shipped in fully sheathedcrates. In all cases, however, the crate must besturdy enough to (1) provide ample anchorage forthe item, (2) resist rough handling, and (3) with-stand superimposed loads.
Disassembly or partial disassembly often allowsthe use of smaller crates. However, the shippershould consider the reassembly necessary at desti-nation. If he is shipping to his own distributor,the cost of reassembly can be compared with thesavings made by the use of smaller crates. Unlessthe customer or distributor is equipped and willingto reassemble, it may be wise to ship the articlecompletely assembled.
The type of base with which the item is equippedshould also be considered. Certain items may beadaptable to the use of a crate with a sill-typebase, but the majority are best suited to a skid-type base. The latter include equipment havinga flat base with a distributed load or a base of theleg, single or double column, end frame, or pedestaltype.
DESTINATION AND METHOD OFTRANSIT
The destination often automatically determinesthe style of crate. In surface shipment overseasthe crate might either be placed in the hold of aship or on the deck. For easy passage of a cratethrough the average hatchway and into the hold,the outside dimensions should not exceed 41 feetin length, 9 feet in width, and 7 feet in height.Any crate larger than this will likely be placed on
2
the deck. A sheathed crate with a waterprooftop is advisable for shipment on deck. Sincesmaller crates are not always placed in the hold,it would be logical to select a sheathed crate formost items that are destined for foreign ports.
Ordinarily there is a maximum size for railshipment. This limit is to assure proper clearanceof crates on a flatcar going through tunnels, underbridges, and around curves. However, size limi-tations may change, and a thorough check shouldbe made with the transportation agencies involvedbefore unusually large crates are shipped.
Consider if trucks may be used or short- or?long-distance hauling. For truck transportationwithin the country only a basic framework maybe needed to conveniently handle the item.Shipment of material by airfreight is becomingmore practical for certain high-value items.Because these are usually of small or moderatesize and receive preferential handling, they requireonly a light crate or a skid base.
To design a crate capable of resisting the mostsevere of the many hazards to be encountered intransit would ordinarily result in overdesign. Itwould be costly, and justifiable only on rare occa-sions. However, a general idea of transit con-ditions will usually convince the shipper that noneof the generally accepted principles of crate designshould be overlooked.
HANDLING HAZARDSCrates may be handled in a variety of ways,
but the most important from the standpoint ofdesign are end slinging, forklift handling, andgrabhook lifting. Unless provisions are made forthese types of handling, damage similar to thatcaused by the grabhook in figure 2 will likelyoccur.
Other stresses are placed on crates during ship-ment. Crates may be moved by pushing orskidding. Humping of freight cars can placeracking stresses on crates and cause failure similarto that shown in figure 3 unless crates are de-signed and constructed properly. The vibrationof railroad cars may cause failure of fasteningsor loosening of blocking and bracing. Trans-portation by motor truck also involves moreshipping hazards than are apparent. Loads areoften not secured to the truck bed, and containersare subjected to vertical movements. End orside impacts and accidental dropping of one endof the crate are other hazards during handlingthat must be considered.

WOOD CRATE DESIGN MANUAL 3The crushing stresses of slings or grabhooks
are resisted by the joists or other members in thetop. Racking stresses from end thrusts orhumping are resisted by the diagonals in lumber-sheathed crates and by the plywood in plywood-sheathed crates. Correct nailing of the cratepanels as they are fabricated and using enoughfastenings in assembling panels into a crate willfurther insure adequate strength to resist vibra-tion and other stresses.
The handling of crates in foreign ports usuallydepends largely on the mechanical equipmentavailable for unloading. Crates are often placedaboard small lighters with the ship�s gear andunloaded at the dock site by a variety of methods.The crate designer should consider a design witha larger factor of safety to allow for such addi-tional hazards.
M-119659
Figure 2.�Crate damage caused by a grabhook when there wasinsufficient joist support in the top of the crate.
Figure 3.�Failure of crate on railway car. Crate did not have racking resistance or the capacity to carry top loads under these shippingconditions.

4 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
STORAGE CONDITIONSA crate that will be transported in a covered
carrier and either unpacked immediately uponarrival or placed in a warehouse does not requiresheathing for protection, and an open crate mightbe selected. If the shipment is stored outdoorsor exposed for a long time to the weather, thesheathed crate is a logical selection.
All crates, open or sheathed, should be capableof withstanding top loads. When top loadingof crates is not considered in design, failure orexcessive deflection may occur and result indamaged contents. Under most conditions, cratesof like size and contents will be placed one atopanother in warehouse or outdoor storage. Thisis called like-on-like stacking. The sides and endsof the lower crates support the load, and littlestress is carried by the top panel. For thisreason it is logical to reduce the requirements fortops of sheathed crates. Crate tops are stressedwhen smaller containers are superimposed. Onlylike-on-like stacking is considered with opencrates. They are usually not designed for toploading with smaller containers.
COSTSThe selection of the proper type of crate may
gain a saving in both construction and shippingcosts. An open crate costs less than a sheathedcrate. It generally involves less material, lowerconstruction costs, and a lower shipping costbecause of less weight and cubic displacement.
The amount of lumber saved by using opencrates rather than fully sheathed crates variessomewhat with the type of crate selected. Forlight and medium loads, the open crate uses aminimum of material and the saving is substantial.For heavy loads, the open crate uses propor-tionately more material and the saving is less.The nailed style open crate for heavy items re-quires the use of sheathing to provide fasteningareas for assembly nailing to the base. This styleis similar to a lumber-sheathed crate with some ofthe sheathing boards eliminated. The mainsaving of lumber in an open crate compared witha fully sheathed crate results from (a) the reduc-tion of sheathing in top, sides, and ends; (b) theelimination of joists except the lifting joist; and(c) the elimination of most of the covering materialexcept diagonals for the base and crosspieces.
The saving of material possible by using opencrates was further illustrated at the Forest Prod-ucts Laboratory by the construction and testing
of 11 large open, bolted crates carrying net loadsof from 2,600 to 24,700 pounds. The averagesaving of lumber compared with fully sheathedcrates was 12 percent in the bases, 47 percent inthe sides, 49 percent in the ends, and 58 percentin the tops, or 40 percent for the entire crate.The greatest saving was in the smaller, lightcrates. In the nailed, open style for heavy loads,the saving averaged about 30 percent comparedwith a fully sheathed crate designed for the sameload.
A plywood-sheathed crate often costs less thana lumber-sheathed crate. The difference in costdepends largely on the comparative prices of ply-wood and lumber sheathing. Since a plywood-sheathed crate does not require diagonals, thematerial and installation costs of diagonals maybe weighed against the additional cost of the ply-wood. The lower tare weight and cubic dis-placement with plywood also should be considered.
To further reduce cost, the cubic displacementand weight of the crate and contents must beconsidered. Even in domestic shipment any re-ductions in these are important to the cratedesigner. The cost of shipping crates by truck orrail is generally based on weight, although large,bulky items have higher rates than smaller butheavier ones.
Air shipment of critical items is becoming morepractical, and large, odd-shaped items requiresome type of container for blocking and mechani-cal protection. Here careful analysis and designare necessary to provide sufficient strength withoutexcessive crate weight.
Export vessel shipping rates are usually basedupon a ton (generally 2,240 pounds but some-times 2,000 pounds) or on 40 cubic feet, whicheverproduces the greater tariff. As an average, thismeans that unless the crate and contents weighmore than 56 pounds per cubic foot (2,240 dividedby 40) the volume rate applies. Inasmuch asmost material shipped has a density much underthis figure, decreasing the cubic displacement of acrate becomes very important. Crates with un-necessarily large clearances have greater volumes,which mean higher costs. A crate that weighs only28 pounds per cubic foot will cost twice as muchin freight per pound as the same size crate thatweighs 56 pounds per cubic foot. The cubic dis-placement of a crate 100 inches long, 40 incheswide, and 50 inches high is about 116 cubicfeet. By decreasing the measurements only aninch in each dimension, the displacement wouldbe reduced to about 109 cubic feet, or a saving of6 percent.

MATERIALS FOR CRATESThe most important materials used in con-
structing crates are wood in its various forms andthe fasteners used for fabrication and assembly.Sound crate design criteria and proper use of ma-terials will result in a crate that combines maxi-mum strength with minimum materials.
WOOD AND WOOD-BASE MATERIALSSpecies
The species of wood most commonly used incrate construction are divided into four groups,largely on the basis of density. In general, it isgood practice to use species in the same group forsimilar parts.
GROUP I.-softer woods of both the coniferous(softwood) and the broad-leaved (hardwood)species. These woods do not split readily whennailed and have moderate nail-holding capacity,moderate strength as a beam, and moderate ca-pacity to resist shock. They are soft, light inweight, easy to work, hold their shape well aftermanufacture, and usually are easy to dry.
aspen (popple) magnoliabasswood pine (except southernbuckeyecedars
yellow)redwood
chestnut sprucescottonwood willowcypress yellow-poplarfirs (true)
GROUP II.�heavier coniferous woods. Thesewoods usually have a pronounced contrast in thehardness of the springwood and the summer-wood. They have greater nail-holding capacitythan the group I woods, but are more inclined tosplit. The hard summerwood bands often deflectnails and cause them to run out at the side ofthe piece.
Douglas-fir tamarackhemlock western larchsouthern yellow pine
GROUP III.-hardwoods of medium density.These woods have about the same nail-holdingcapacity and strength as a beam as the group IIwoods, but are less inclined to split and shatter.
ash (except white)soft elm
sweetgumsoft maple
sycamoretupelo
GROUP IV.-heavy hardwood species, the heav-iest and hardest domestic woods. They have thegreatest capacity both to resist shock and holdnails. They are often desirable for load-bearingmembers, skids, or joists. They are difficult tonail and tend to split when nailed, but are espe-cially useful where high nail-holding capacity isrequired.
beechbirch
hard maple pecanrook elm
hackberryhickoryOaks white ash
Strength and variability.�In any species, a wide
range in strength and other properties exists inlumber as it is sawed. However, average valueshave been established for most native species ofwood.1 Since these values were obtained fromsmall, clear specimens, a number of factors mustbe applied to arrive at stress values suitable forthe design of crates. Table 1 shows the variationsin these values among species that might be usedfor crates. It lists not only the densities and theshrinkages from green to ovendry condition, butalso such properties as static and impact bendingstrength, maximum crushing strength, and hard-ness. Designers using these values must recognizethat they are averages for each species. Widevariations are possible in individual pieces oflumber.
Weight.�The unit weight or density of wood isan important consideration in selecting lumberfor a particular use (table 1). Weight per cubicfoot not only directly influences the cost ofhandling and transportation, but it also is arelatively good measure of strength and resistanceto nail withdrawal. And it roughly indicates theamount of shrinking and warping likely to occurwith changes in moisture content. Dense woodsare outstanding where high resistance to nailwithdrawal is important, but they must be morecarefully nailed to prevent splitting and generallythey shrink more than softer, lighter woods.As a rule, the lighter woods give less trouble inseasoning, manufacture, and storage of lumber,shook, or completed containers.
The weight of dry lumber per thousand boardfeet varies from about 1,800 pounds for very lightspecies to over 4,000 pounds for very heavyspecies. A definite way of expressing the weightof wood at a given moisture content is in poundsper cubic foot or per square foot of a specifiedthickness.
In the same species of wood the weight oflumber varies considerably because of differencesin density. Variations exist even within woodfrom the same tree. For example, the swelledbutts of trees of species such as sweetgum, tupelo,and ash grown in swampy soil usually containvery light wood with low strength properties;higher in the trunks of the same trees the wood isheavier and stronger.
The water in green wood often weighs morethan the ovendry weight of the wood, but inthoroughly air-dried lumber the weight of wateris usually about 12 to 15 percent of the ovendryweight of the wood, and in kiln-dried lumber it isoften as low as 5 percent.
The weight of some pieces of certain species,such as southern yellow pine, western larch, andDouglas-fir, is often materially increased by resinor gum.
1 U.S. Forest Products Laboratory, Wood handbook.U.S. Dept. Agr., Agr. Handbk. 72, 528 pp., illus. 1955.
5

TAB
LE 1
.�Pr
oper
ties
of w
ood
spec
ies
nativ
e to
the
Uni
ted
Stat
es th
at m
ight
be
used
for
crat
e co
nstr
uctio
n6


TA
BL
E 1
.�Pr
oper
ties
of
woo
d sp
ecies
na
tive
to
the
Uni
ted
Stat
es
that
m
ight
be
us
ed
for
crat
e co
nstr
uctio
n�C
ontin
ued

WOOD CRATE DESIGN MANUAL 9
Other Factors Affecting Wood StrengthSome important factors besides species that
affect the strength of lumber used for crates are(1) moisture content, (2) duration of load, and(3) size, number, and location of strength-reducingcharacteristics, such as knots and cross grain.
Moisture content.-The wood of live trees con-tains tremendous quantities of water, which isslowly lost after trees are cut, and particularlyafter they are sawed into lumber. For most usesof wood, including crates, almost all moisture mustbe removed.
Moisture is held in wood within the cell cavitiesand the cell walls. When all the moisture hasevaporated from the cell cavities, but the cellwalls remain saturated, wood is said to havereached the fiber-saturation point. For practicalpurposes, the fiber-saturation point is consideredto be 30 percent moisture content for most species.Moisture content is the weight of the water con-tained in the wood expressed as a percentage ofthe weight of the ovendry wood.
As wood loses moisture below the fiber-satura-tion point, it begins to shrink. Wood dried to 15percent moisture content has shrunk about halfas much as possible. If dried in an oven, a sam-ple would continue to shrink as moisture is lost,until reaching 0 percent moisture content.
Actually, wood will stop drying when it reachesequilibrium with the temperature and humiditysurrounding it. This point, known as the equilib-rium moisture content, varies widely with climaticconditions and use of the wood.
As wood dries, the fibers begin to stiffen andstrengthen when the fiber-saturation point hasbeen reached. But toughness and shock resis-tance sometimes actually decrease. This isbecause dried wood will not bend as far as greenwood before failure (although it will sustain agreater load), and toughness is dependent uponboth strength and pliability.
The gain in strength of large members by dryingis somewhat offset by the accompanying splittingand checking. A change from green condition to12 percent moisture content, however, can resultin a 30 to 100 percent increase in strength in thevarious species. The following tabulation repre-sents the average change in wood and strengthproperties with a 1 percent change in moisturecontent (between approximately 30 and 12 per-cent).
Changes(percent)
Static bending:Modulus of rupture- - - - - - - - - - - - - - - - - - - - - - - - - - - - 4.0Modulus of elasticity- - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2.0Work to maximum load- - - - - - - - - - - - - - - - - - - - - - - - . 5
Impact bending, height of drop causing completefailure-------------------------------------------- . 5
Maximum crushing strength (parallel to grain)- - - - - - 6.0Side hardness - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 2.5
Duration of load.�Wood is able to supportlarge overloads for short periods and small over-loads for longer periods. This property is im-portant if short-time load is contemplated, suchas a one-trip crate shipped directly to its destina-tion with no storage period. However, it is betterto disregard it in designing crates for longtimestorage. A wood member can support contin-uously for 1 year only about two-thirds of the loadrequired to cause failure in a standard strengthtest of only a few minutes� duration.
Wood under a continuous load, such as mightbe imposed on a crate in storage with other boxesor crates placed on top, tends to deform. The setor sag of the joists, an illustration of this, is greatestwhen moisture content of the material is high.
Knots.-Knots are cross sections of branchesthat are visible on the surface of a piece of wood.They interrupt the direction of grain and causelocalized cross grain with steep slopes. Whilesome types of knots affect the resistance to stresses,no distinction is made between live knots, deadknots, and knotholes in determining the strengthvalue of any piece of lumber. In building cratesboth size and location of knots must be considered.
The effect a knot has on the strength of a pieceof lumber depends on the proportion of the crosssection occupied by the knot. Limits of knotsizes should therefore be based on the width of theface in which the knot appears.
Knots reduce tensile strength more than com-pressive or shear strength, and their location alongthe length of the piece is considered only in bend-ing. Knots located near midspan and at the topor bottom edges have the most effect on thestrength of a piece subjected to bending. A soundknot at the top part of a joist near midspan is incompression and usually has only a moderateinfluence on the strength of the piece in bending.
Slope of grain.�Slope of grain refers to the direc-tion of the wood fibers in relation to the longi-tudinal axis of a piece of lumber. When thesefibers are not parallel with the longitudinal axis,the wood is said to be cross grained. The slope,measured by the angle between the general direc-tion of the grain and the axis, is expressed as aratio, as 1 in 12 (1-inch slope in a 12-inch distance).Slight local deviations of grain direction are usuallydisregarded. When cross grain is quite steep,there is a marked reduction in strength. A slopeof grain of 1 in 8 in a member subjected to bend-ing under impact loads will result in its having 53percent of the strength of a piece without graindeviation. This requires a reduction in theassigned working stresses to offset the loss instrength. Besides having less strength, pieceswith cross grain tend to twist with changes inmoisture content.
Slope of grain, therefore, must be limited forsuch crate parts as joists, load-bearing floorboards,struts, upper and lower frame members, diagonals,

10 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
and skids of sheathed crates. Fewer restrictionson slope of grain exist for items such as lumbersheathing, rubbing strips, and nonstructural block-in and bracing than for structural members.
Decay.�Decay, a disintegration of wood, re-sults from the action of wood-destroying fungi.It seriously affects the strength properties of woodand its resistance to nail withdrawal.
Blue stain .�Also called sap stain, this bluishdiscoloration of the sapwood is caused by a fungus.It does not reduce the strength of the wood.However, the conditions that favor develop-ment of this fungus are also ideal for the growthof wood-destroying fungi, so bad staining mayindicate existence of decay. When blue stainis present in sheathing boards or frame members,it may obscure markings on the crate.
Insect attack.�Certain woods are subject toinsect attack as green lumber, some as dry lum-ber, and some as partly seasoned lumber. Thesapwood of some seasoned hardwoods is sub-ject to attack by the powder-post beetle. Smallwormholes have only a very slight effect on thestrength and, if the wood is otherwise sound,it is quite satisfactory for crates.
Wane.-Wane is either bark or lack of woodon the edge or corner of a piece of lumber. Ac-ceptability of pieces with wane is usually re-stricted for structural members because of thereduced cross sectional area. Wane is less seriousin lumber sheathing than in such crate parts asframe members and skids.
Shakes.�A shake is a separation along thegrain, largely between the growth rings, whichoccurs while the wood is seasoning. Shakes inmembers subjected to bending reduce the re-sistance to shear and therefore should be closelylimited in structural members. Restrictions ofshakes in boards are usually based on the lengthof the split or opening.
Checks and splits.�Checks and splits, length-wise openings from separations during seasoning,may reduce wood�s resistance to shear. Theyare judged on the basis of the area of actualopening. An end split is considered the same asan end check that extends through the full thick-ness of the piece.
Warping.�Warping is any variation of a pieceof material from a true or plane surface and in-cludes bow, crook, cup, and twist. Generallywarping does not affect the strength of crateparts, but it makes fabrication more difficultand reduces the utility of the container.
Working StressesIn calculating the proper size of crate mem-
bers, working stresses must be assigned to thewood to be used. The magnitudes of workingstresses vary generally by species, the denserwoods having the higher values. However, a
number of other factors determine the finalworking stress. These include moisture content,variability within the species, impact loadingconsideration,istics.
and strength-reducing character-
The following is a system of computing basicstresses for crate lumber, and then applying reduc-tions to obtain working stresses.
1. The strength of green lumber of a species,based on average laboratory values of small clearspecimens, is selected as a starting point. Thisassumes that the lumber will be stressed at sometime when it is wet.
2. The green value is then reduced by a varia-bility factor, because the strength of any speciesof wood is variable. The factor used for structurallumber is usually three-fourths. It means thatonly about 5 out of every 100 pieces will be weakerthan three-fourths of the green value.
3. A factor for impact loading is then applied.In handling and shipping, stresses are applied bylifting, handling, and dropping accidentally. Theseimpact stresses are much greater than the static orslowly applied loads, such as top loads in storage.The usual factor for impact loads is about one-third.
Basic stresses, obtained by applying these twofactors, correspond to clear lumber grades andprovide a measure of the inherent strength ofclear wood.
4. Finally, allowances are made for the maxi-mum effect of such characteristics as knots andcross grain. Table 2 shows reduction factors.The larger factor, whether for knots or crossgrain, is the one used. When the basic stressesare reduced by these factors, they become theworking stresses.
An example of the way a working stress for acrate is ordinarily computed from laboratory testvalues for white fir is given below. White fir waspicked because it is one of the weakest woods usedin container construction.
Green modulus of rupture=5,700 pounds persquare inch(table 1)
Variability factorImpact factorBasic stress=5,700 pounds per
square inch
For maximum allowable knot sizes equal toone-fourth of the width and for cross grain up to1 in 15, the reduction factor is 25 percent.
Working stress= 1,425�(0.25 × 1,425) = 1,069pounds per square inch
Working stresses for other species may be de-termined in a similar manner. The crate designerdealing with several species in the same woodgroup should select an average working stresssuitable for all.

WOOD CRATE DESIGN MANUAL 11For structural uses, basic stresses are given in
the Wood Handbook 2 for various species. Alsoincluded is a discussion of strength ratios which,when applied to basic stresses, yield workingstresses. Thus allowable working stresses can becalculated for various grades of lumber, such as�structural� and �nonstructural.�
TABLE 2.�Reduction factors used to computeworking stresses from basic stresses
1 Knots assumed to be in the worst position, at the cen-ter of the length and at the edge of the wide face.
The lumber grades are based on the size, loca-tion, and number of strength-reducing character-istics in species used for miscellaneous construc-tion. The lumber used for frame members andsheathing of crates is usually of a lower grade thanthat-listed in the tables and consequently wouldhave somewhat lower values for the allowableworking stresses.
To calculate basic stresses for structural lum-ber, impact loading is generally ignored, butlongtime loading and a safety factor are consid-ered. A piece of wood will carry less load for along time than it will for the short period of thelaboratory test. The reduction factor for long-time loading is between nine-sixteenths and three-fourths. After it is applied, the piece is consid-ered capable of supporting its load for a long time.A safety factor of three-fifths or two-thirds isthen applied to take care of other conditions ofloading that are indeterminate but tend to reducethe strength.
The combined longtime loading and safetyfactors are about equal to the impact loadingfactor used for crate lumber. Therefore, forstructural lumber and crate lumber, basic stressesare approximately equal.
2 See footnote 1, p. 5.
Lumber SizesMost of the lumber used for crates is nominally
1 or 2 inches thick. However, such members asskids, headers, load-bearing floorboards, and fast-ening members often are thicker. All nominaldimensions are normal rough-sawn widths andthicknesses, and any dressing or surfacing willreduce them. Face dressing may be S1S or S2S(surfaced 1 or 2 sides). Edge dressing may beS1E or S2E (surfaced 1 or 2 edges). When bothfaces and both edges of a piece of lumber aresurfaced, the cross section should have minimumthickness and width. These minimum allowabledimensions, for any combination of surfacing andedging, should follow those listed in table 3.Unless designated otherwise, the lumber dimen-sions in this handbook are nominal.
When sizes other than those listed in table 3are used, undersize in thickness or width due tomismanufacture may be permitted in not morethan 10 percent of the pieces. However, no partshould be thinner than seven-eighths of therequired thickness, or narrower than one-fourthinch less than the required width.
Rough lumber is used for the base of mostcrates and for the framing of sheathed crates.At least one surface of all other members shouldbe dressed and placed on the outside of the crateto receive marking.
TABLE 3 .�Nominal and minimum allowable dimen-sions of softwood lumber 1 for crates
1 Hardwood lumber is bought and sold on a basis ofactual rather than nominal dimensions. The minimumallowable dimensions listed here are applicable to hard-woods.
2 In American Lumber Standards, the actual thicknessfor a nominal l-inch board is inch. The ¾-inchthickness listed is not intended to represent lumber stand-ard, but rather is one of the thicknesses of softwood lumberused in crate design.
PlywoodPlywood is a sheet material made of three or
more layers of thin wood veneer glued together.The grain of each ply is placed at an angle, usually90°, with the grain of the adjoining ply. The

12 AGRICULTURE HANDBOOK 252,
outside plies are called faces (or face and back) andthe center ply or plies are called the core. Ply-wood of three, five, seven, or more plies, dependingon the type and thickness, is used as sheathing forcrates of all sizes.
The strength properties of plywood dependupon the species of wood and the number andthicknesses of the plies. As the number of plies isincreased, the strengths parallel and perpendicularto the face plies become more nearly equal, as-suming the plies are all about the same thickness.The resistance to splitting also increases rapidlywith the number of plies (table 4). When ply-wood is composed of a very large number of plies
U.S. DEPT. OF AGRICULTURE
of the same thickness or if the middle layer ofthree-ply stock is about seven-tenths the totalthickness, the bending strength is about the sameeither parallel or perpendicular to the grain of theface plies.
Grades and types.�The plywood used for sheath-ing material in crates complies with sheathing mate-rial specifications. The two classes of plywood arehardwood plywood and softwood plywood. Whilemuch softwood plywood is made of Douglas-fir,hardwood plywood is made of many species.Grade of plywood is determined by the quality ofthe outside plies. Type of plywood is determinedby the moisture resistance of the glue joints.
TABLE 4.�Effect of number of plies on strength properties of plywood of the same total thickness
1 Stress applied parallel to grain of face plies.2 Stress applied perpendicular to grain of face plies.
Exterior and Interior are the two types ofsoftwood plywood. Exterior is expected to besuitable for permanent exterior use. Interior isexpected to retain its form and most of its strengthwhen only occasionally subjected to wetting anddrying. Several grades are established withineach type by the quality of the veneer on the twofaces of a panel. In Douglas-fir plywood theveneer is designated as A, B, C, or D, in descend-ing order of quality.
Exterior-type softwood plywood and Technicaland Type I hardwood plywood are weatherproofand are ordinarily employed for reusable cratesthat will meet severe exposure conditions. Thesetypes may have surfaces treated with a waterrepellent or untreated.
Hardwood plywoods are of four types�Technical, Type I, Type II, and Type III. Prin-cipal difference between types is in the resistanceof the glue bond to severe service conditions.Glue bonds in both Technical and Type I are highin durability, corresponding to Exterior-typeDouglas-fir plywood. These two types differonly in the permissible thickness and arrangementof plies. Resistance of glue bonds of Type IIhardwood plywood resembles that of Interior-type Douglas-fir plywood. Type III hardwoodplywood has glue bonds with good dry strengthbut no moisture resistance. Grade of hardwoodplywood is determined by the quality of theveneer on the face and back of a panel. Theveneer is graded 1, 2, 3, and 4, in descendingorder of quality.
Interior-type softwood plywood and Type IThardwood plywood are moisture resistant and areordinarily used for crates to be shipped overseasor exposed to moderate weather conditions inshipping or storage. These also are treated oruntreated.
Type III hardwood plywood is used for ordinaryshipping crates where little outdoor storage iscontemplated. It comes in untreated or treatedforms.
Special qualities of plywood use.�Plywood hasthe following advantages as a sheathing materialfor crates:
1. Its use eliminates the need for diagonals,which are ordinarily required for lumber-sheathedcrates. Plywood sheathing resists racking and isvery rigid in panel form when perimeter nailing isu s e d .
2. Since plywood is resistant to splits it is pos-sible to nail close to the edges of the panel.
3. The shrinkage of plywood is so minor that itFor use in crates, these are the general need not be considered in crate design.
groupings: 4. Plywood dimensions are actual, rather than

WOOD CRATE DESIGN MANUAL 13nominal, so it is easy to calculate the amountneeded.
5. A plywood-sheathed crate does not requirea liner for waterproofing.
6. As the number of plies increase plywood ap-proaches balanced construction, with moderatebending strength in two directions.
7. The use of plywood reduces the cubic dis-placement required for lumber sheathing in mostcrates because the plywood is usually not as thickas lumber. Weight is also reduced because ply-wood is thinner and diagonals are not required.
With these advantages, there are some specialfactors to be considered in using plywood: (1) Inthe thicknesses required for crates it usually costsmore than similar lumber sheathing. This mustbe weighed against a possible saving in labor withplywood. (2) Waste occurs more often. Verti-cal members can be spaced in modules to fit thewidth of the sheet, but there is end waste when thecrate height does not correspond to the sheetlength. (3) A plywood-sheathed crate usuallyrequires struts more closely spaced than struts ina similar lumber-sheathed crate.
Paper-Overlaid VeneerPaper-overlaid veneer is a sheet material made
of a thin veneer core with paper facing on eachside. Among its uses is sheathing for lightweight.crates where heavier sheathing to resist stackingloads is not needed. Various core veneers areused. One three-ply material, for example, hasa hardwood veneer core faced on each side withkraft paper; core thickness may vary from one-sixteenth to one-sixth inch. Another material hasa Douglas-fir veneer core and kraft paper facings;core thickness is usually one-eighth to three-six-teenths inch. Some of the materials have greaterbending strength in one direction because theveneer core is much thicker than the paper facings.Other materials have more balanced strength be-cause the paper facings are thick enough to increasethe crosswise bending strength.
Paper-overlaid veneers that are used in sheath-ing crates are generally much thinner than ply-woods and lack their resistance to nailhead pull-through. Therefore, it is necessary to use nailswith larger heads and space them somewhat closerto insure good fabrication strength. Because ofthe deflection of paper-overlaid veneer, it is neces-sary to use closer spacing for struts and otherframing members than is ordinarily used for ply-wood-sheathed crates. However, for sheathinglightweight crates using nominal l-inch-thickframing material, paper-overlaid veneer can bespecified successfully by the crate designer.
FASTENINGSThe strength and rigidity of crates are highly
dependent on the fastenings. Nails, lag screws,
bolts, screws, and metal connectors are the mostimportant fastenings in crate construction. Recentdevelopments by the manufacturers of staples anddriving equipment indicate that staplessatisfactory substitutes for nails.
may beAdvances in
adhesive research may also make glued fabricationof crates practicable.
Crate fastenings have two general purposes:fabricating the parts to form panels, and assem-bling the panels. Nails are used almost invariablyfor fabrication, while nails and other types offastenings may be used for assembly.
NailsNails are the fasteners most commonly used in
crate construction. Many standard types andsizes are used in addition to special-purpose nails.Fabrication, such as nailing the sheathing to theframe members, usually involves driving the nailsthrough two or more pieces and clinching them.
Clinching the nails greatly increases theirwithdrawal resistance. In assembly, however,clinching the nails is usually impractical, so theirwithdrawal resistance depends on the type andsize of the nail shank and the depth of penetration.
Nail types.�The nails most commonly used inthe construction of crates are common, sinker,and cooler nails.3 Shank treatment is not neces-sary for nails clinched in fabrication. Surfacecoating or roughening or shank deformationincreases the withdrawal resistance of nails usedin assembly. Often used are cement-coatednails of the sinker, cooler, or box type. Figure 4shows the common, bright box, cement-coatedcoolers and sinkers, the clout, and deformed-shank nails.
Common and bright box nails are those mostoften used in fabrication nailing where clinchingis required. They are the same length in eachsize, but the box nail is slightly smaller in diameter.Clout nails are commonly used to fasten plywoodor other sheet materials to the thinner framemembers of crates. These nails are comparativelyshort, with long duckbill points that clinch easilyand larger heads than other container nails ofcomparable length.
Nail sizes.-The size of most nails is based ontheir length; the diameter or gage varies by thelength and the nail type. Nail size is usuallyexpressed by the penny system, abbreviated as cl.For example, a sixpenny nail is expressed as 6dand an eightpenny as 8d. The penny systemoriginated in England and is said to have beenbased on the weight of a thousand nails. Forexample, 1,000 tenpenny nails weighed 10 pounds,and 1,000 eightpenny nails weighed 8 pounds.
3 Anderson, L. O. Nailing better wood boxes andcrates. U.S. Dept. Agr., Agr. Handbk. 160, 40 pp.,illus. 1959.

14 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
GAGE NUMBER 2
Figure 4.�Nail types: A, Common, B, bright box; C, cooler(cement coated); D, sinker (cement coated), E, clout, F,spirally grooved; G, annular grooved, H, barbed.
Present lengths, gages, and number per pound ofseveral standard types of nails are shown intable 5.
Calculating nail-holding capacity.�Duringhandling and shipping of crates, the nails aresubjected to direct withdrawal and lateral forces.Direct withdrawal resistance is the resistance ofa nail to forces parallel to its axis that tend topull it from a piece of wood. Lateral resistanceis the resistance of a nail to forces applied atright angles to its length. These resistances canbe calculated.
TABLE 5.�Length, gage, and number per pound forstandard sizes and kinds of nails commonlyused in crates
LENGTH
APPROXIMATE NAILS PER POUND
1 Bolts are often preferred where nails larger thantwentypenny would be required.
2 Conformed to the American Steel and Wire Companysteel wire gage.
The resistance of a nail to movement is affectedby the density of the wood, the moisture contentof the wood and any changes in it, diameter ofthe nail, depth of penetration into the wood,surface condition of the nail shank, type of nail-head and point, direction of driving, and clinching.Most of these factors have an influence on thedirect-withdrawal resistance of the nail; severalaffect the lateral resistance and the splitting ofthe wood.

WOOD CRATE DESIGN MANUAL 15
Density.�Specific gravity has been found tobe the best single standard upon which to basethe strength properties of wood. A general rela-tionship exists between it and nail withdrawalresistance. In woods of high density, the corre-spondingly high proportion of wood substanceoffers greater resistance to distortion and, conse-quently, to nail withdrawal.
Moisture content.-When nails are driven intopieces of wood of different moisture contents andpulled immediately, some variations are evidentin the withdrawal resistance values. More im-portant than the effect of moisture content, how-ever, is the effect of change in moisture content.A nail driven into green wood and pulled immedi-ately has almost four times the withdrawal resist-ance it would have if it were pulled a year later,after the wood had dried. Whenever any moisturechange occurs in wood, nails lose a large part oftheir original resistance to withdrawal.
Diameter of nail.�Nail diameter has mucheffect on both lateral resistance and resistance todirect withdrawal. The greater the diameter,the greater is the resistance, but also the greateris the likelihood that the wood will split. Thisis especially true of dense species when the mois-ture content is low.
Depth of penetration.�The depth to which anail penetrates is directly related to its withdrawalresistance because the deeper the penetration, thegreater the contact with the wood fibers. With-drawal resistance is calculated on the basis of thedepth of penetration in inches. In lateral resist-ance a minimum penetration is required, and nopremium is allowed for greater penetration. Sincethe nail is often subjected to both lateral andwithdrawal stress, good penetration has itsadvantages.
Surface condition of the nail.�To increase thewithdrawal resistance of the nail, the shank issometimes modified by coating, roughening, ordeforming it.
Surface coatings are usually of �cement� orzinc. The cement-coated nail in particular hasa greater resistance to immediate withdrawal thanthe common nail, but may lose much of thisadvantage in a few months. Furthermore, differ-ent techniques for applying the coating and varia-tions in the ingredients cause large differences inthe withdrawal resistance.the cement coating,
In low-density woodsif properly applied, adds
materially to withdrawal resistance. In denserwoods much of the coating may be removed asthe nail is driven.
Nail surfaces may be roughened by eitherchemical etching or sandblasting. In both typesthe roughened portions will engage the woodfibers and provide some resistance to withdrawal.
Deformed-shank nails are designed to retain agreat percentage of their withdrawal resistanceeven after the wood has undergone many changes
6 9 2 - 3 1 8 O � 6 4 � 2
in moisture content. The two most commonvarieties are spirally grooved and annular grooved.In general, annular grooved nails sustain largerstatic-withdrawal loads than other nail forms,and spirally grooved nails sustain greater impact-withdrawal loads.
Type of nailhead and point.�Nailheads preventnailed pieces from pulling loose when a force isapplied. Nailheads vary in size and shape (fig. 5),but most nails used in crates have a round, flathead. The countersunk nailhead is strong enoughto withstand the force required to withdraw thenail from most species of wood. Nails with thin,flat heads should not be used in dense woods,because the nailhead may be broken off or damagedwhen the nail is driven, or when stresses areapplied. When nailheads are damaged, thestrength of the joint is greatly reduced.
Figure 5.�Various types of nail points and heads: A, Diamond,B, needle; C, duckbill; D, chisel; E, blunted; F, flat; G,countersunk; H, broad flat.
Shape of the nail point has some influence onwithdrawal resistance. Nails with long, sharp,conical points will usually have higher withdrawalresistance than nails with the commonly useddiamond points (fig. 5). However, the sharp-pointed nail�s tendency to split the denser speciesof wood lowers its withdrawal resistance. Nailswith blunt or flat, untapered points do not splitwood so easily. They tear the wood fibers muchmore, however, and therefore have lower with-drawal resistance than common wire nails.
Direction of driving.�Resistance of nails towithdrawal is greatest when they are driven per-pendicular to the grain of the wood. When theyare driven parallel to the wood fibers, as into the

16 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
ends of a piece, their holding power may drop toas low as 50 percent of the side-grain values.Slant driving has some advantages over straightdriving when nails are driven into the end grainof wood.
Clinching.�Clinching is one of the best methodsof increasing the effectiveness of nails. It is usedalmost entirely in the fabrication of crate panels,except when frame members or other crate partsare greater than 2 inches thick. Clinched nailshave 50 to 150 percent greater withdrawal resis-tance than unclinched nails when driven into drypine or Douglas-fir and pulled immediately.Clinched nails in green wood that dries after thenails are driven have 250 to 450 percent greaterholding capacity than unclinched nails of the samediameter. Nails that are clinched across the grainare about 20 percent more effective than thoseclinched with the grain.
Predrilling. �Predrilling the wood before thenails are driven may be necessary to preventsplitting in very dense woods or with nails oflarge diameter. Prebored holes should be aboutthe same diameter as the nail shank. Splitting,of course, reduces the effectiveness of any nailused for fabrication or assembly and should beprevented.
Direct-withdrawal resistance.�The relative resis-tance to direct withdrawal of nails with circular,uncoated, plain shanks depends on the specificgravity of the wood, the nail diameter, and thedepth of penetration. The following formula maybe used to determine the allowable direct-with-drawal load for nails of any size under loadingconditions that are typical in crates:
where P is the allowable load in pounds per linealinch of penetration into the member receiving thepoint (side grain of seasoned wood); G is thespecific gravity of the species, based on the weightand volume when ovendry; and D is the diameterof the nail in inches.
Table 6 lists the specific gravity, G, and theG5/2 value for a number of woods that may beused in the construction of crates.
For convenience in determining withdrawal val-ues of nails by the formula, table 7 lists naildiameters and other data for the bright commonnail. When nails of other types (such as sinkers)are used, the gage, length, and other values willchange from those listed in the table.
The type of nail most often used in assembly ofcrates is the cement-coated sinker nail. It isavailable in a wide variety of sizes and has a strongcountersunk head. Table 8 lists the averageallowable load in direct withdrawal for plainsinker nails (or nails of equal diameter and pene-tration) in crate construction. These values areconsidered satisfactory for loading and storageconditions to which crates are normally subjected.
Under extreme conditions of shipping, storage, orhandling, allowable loads may be reduced. Thevalues given in table 8 do not include allowancesfor any shank coating, roughening, or deforma-tion. The additional resistance that a modifiedshank provides may be considered a safety factor.TABLE 6.�Values for specific gravity (G) of oven-
dry wood used in calculating direct-withdrawalloads for nails and lag screws
T A B L E 7 .�Sizes of bright common wire nails
Lateral resistance.�In determining lateral resist-ance of a nail, the specific gravity or density of thewood, as well as the nail diameter, must be con-sidered. The formulas used to determine thelateral resistance are based on the penetration ofan uncoated, circular shank nail into the mainmember two-thirds of its length in low-densitywoods and one-half of its length in high-densitywoods. For their maximum holding capacity,nails should therefore be long enough to penetratethese distances.
The following formulas can be used for deter-mining the allowable lateral resistance of nailsdriven into the side grain of various kinds of wood.The values are based on stresses normally placedon crates.

WOOD CRATE DESIGN MANUAL 17
TABLE 8.�Average allowable loads 1 for nails in direct withdrawal 2 (nails equal in diameter and length tosinker nails)
1 Based on normal conditions for crates.2 When driven in side grain of seasoned lumber to a depth equal to two-thirds of its length.
SpeciesBasswood, cottonwood, true firs,
pines (except southern yellow),spruces, yellow-poplar, otherspecies of similar density
FormulaP = 1,080D 3 / 2
In these formulas., P is the allowable load per nailin pounds and D is the diameter of nails in inches.
The values for D 3 / 2 for the various sizes of nailsare given in table 7.
For convenience of the crate builder, table 9P =1,350D 3/2 covers the average allowable loads for sinker nails
in lateral resistance. This table is satisfactory forsinker nails or nails of equal diameters in crates
P = 1,500D 3/2 under normal storage and handling conditions.Nailing rules.�The following good nailing
P = 1,650D 3/2methods and general rules are used in the fabrica-tion and assembly of crates.the engineering analysis of holding capacity of
Many are based on
nails, while others are based on practices foundP = 2,040D 3/2 to be satisfactory.
1. Unless nails are clinched, use cement-coated,etched, or deformed-shank nails to gain increased
Western hemlock, red pine, red-wood, other species of similardensity
Soft elm, sweetgum, black ash,soft maple, other species ofsimilar density
Douglas-fir, western larch, south-ern yellow pine, other species ofsimilar density
White ash, beech, birch, hardmaple, oaks, rock elm, otherspecies of similar density
TABLE 9.�Average allowable loads for nails in lateral resistance 2 (nails with diameters equal to sinker nails)
1 Based on normal storage and handling conditions.2 When driven in side grain of seasoned lumber, minimum distance of penetration equal to two-thirds of its length in
the softer woods or one-half in the denser woods.

18 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
withdrawal resistance. Nails used for assemblingcrates should have a diameter at least equal tothat of a sinker nail (table 5) and a strong head ofmoderate size to prevent the head from shearingoff or pulling through the wood.
2. In the fabrication of panels for sheathedcrates, it is desirable to hold the members inalinement while the sheathing is applied. Thismay be done by jigs or by fastening frame mem-bers to each other with corrugated fasteners orstaples before the sheathing is applied.
3. Whenever possible, nails should be driventhrough the thinner piece into the thicker. Thisis especially important when plywood is fastenedto nominal 1- or 2-inch members.
4. When nailing two pieces of lumber togetherflatwise, as in fabrication, the nails should beclinched if the combined thickness is 3 inches orless. A ¼-inch minimum clinch should be usedfor nails up to sevenpenny, a 3/8-inch clinch forfor eightpenny through twelvepenny nails, and a½-inch clinch for larger nails. Plywood 36 inchor less in thickness may be nailed to nominal2-inch members without clinching if the nailspenetrate 1½ inches into the members.
5. Nails are not clinched when the combinedthickness of two pieces of lumber nailed togetherflatwise is more than 3 inches, or when the flatface of one member is nailed to the edge of another.Tenpenny and smaller nails should penetrate intothe piece for a distance equal to about 2 to 2½times the thickness of the piece holding the nail-head. Twelvepenny and larger nails should pene-trate at least 1½ inches into the piece that holdsthe point.
6. If diamond-point nails split the wood enoughto weaken it, the points should be blunted slightly.If blunting does not prevent the splitting, nailsof the next smaller penny size should be used andspaced a little closer together.also will reduce splitting.
Drilling lead holesExcept for very large
members, predrilling is recommended for twenty-penny nails and larger.
7. Nails generally should be driven no closer tothe edge of a piece than one-half its thickness andno closer to the end than the thickness of thepiece. Smaller nails can be driven closer to theedges or ends than larger ones because they areless likely to split the wood.
8. To decrease splitting, nails should be drivenin two or more rows whenever possible, or stag-gered slightly within the row when one row is used.
9. When nailing two pieces of lumber togetherflatwise and at right angles to each other, nailingpatterns similar to those shown in figure 6 shouldbe used. These patterns should also be used whennailing a piece of lumber flatwise to another or tothe face of a larger frame member. The patternsare adaptable to both fabrication and assemblynailing.
Figure 6.�Typical nailing patterns in open crates: A, Nailingfor assembly of panels to each other; B, nailing for fabricationof panels, as used to nail floorboards to skids and lumbersheathing to frame members.
10. When nailing plywood to struts or othermembers in fabrication (fig. 7), nails should bespaced not more than 3 inches on center andstaggered in rows not less than ¾ inch apart. Thefarther apart the rows, the greater the rackingresistance of the joint.
11. When attaching two members so theirgrain is parallel, such as sheathing to struts, thenumber of rows of nails is usually determined bythe width of the surface in contact. One row ofnails is used for widths of 2 inches and less, tworows for widths over 2 inches and less than 6inches, and three rows for widths 6 inches and over.
12. When nailing a 1-inch-thick frame memberflatwise to a 2-inch-thick member to form alaminated beam or similar combination, seven-penny nails are used with the heads placed in thethinner member. Two rows are used for 4- and6-inch pieces and three rows for wider pieces.The nails are spaced about 16 inches apart in therows. Stagger them between rows. Longer nailsmay be used and clinched about 3/8 to ½ inch.Nails should be about 1 inch from the edges.

WOOD CRATE DESIGN MANUAL 19
M-119668
Figure 7.�Typical nailing patterns for fastening plywoodsheathing to frame members.
13. When nailing two 2-inch-thick memberstogether flatwise, as for laminated joists or beams,twelvepenny nails should be used. Nails areplaced 1 to 1½ inches from the edges of the mem-bers, depending on their width, and approximately16 inches apart in the rows. Two rows of nailsshould be used for members 4 to 6 inches wideand three rows for wider members. Nails in eachrow are driven alternately from opposite sides ofthe pieces and staggered between rows.
14. When three 2-inch-thick pieces of lumberare to be nailed together, first two pieces arenailed together with twelvepenny nails spacedand located as described in rule 13, except thatall nails are driven from the same side. Thethird piece should be nailed with twelvepennynails to the piece that contains the nail points.The nails are spaced about midway between thepoints of the first nails.
15. In fabrication of lumber-sheathed cratepanels, at least two nails should be driven througheach sheathing board into each member it crosses.In assembly, also, at least two nails should be usedto fasten each sheathing board to each fasteningmember, including skids.
16. When two pieces of plywood sheathing arebutt-jointed, the joints should be positioned at
the center of a vertical or horizontal frame mem-ber. The abuttiug edge of each sheet of plywoodis nailed with two rows of clinched nails, and thenails are staggered between rows.
Lag ScrewsLag screws are most commonly used in crate
construction for assembly of the panels, particu-larly in fastening sides and ends to the base.Their use allows the crate to be fully or partiallydemountable. Lag screws have excellent direct-withdrawal and lateral resistance and are oftenused in crates where high stresses occur in handling.
Two types of lag screws are commonly used:(1) The cut lag screw, which has a thread diameterthe same size as the shank; and (2) the rolled orpressed lag screw, the threaded portion beinglarger in diameter than the shank. The cut lagscrew is perhaps the most common type used incrate assembly. Lag screws used in crate con-struction vary from ¼ to ¾ inch in diameter andare from 2 to 6 inches long. The threaded portioncovers about two-thirds of the length in thesesizes.
The lateral and withdrawal resistance of a lagscrew depends principally on the contact of thelag screw threads with the wood. Lead holesare drilled before lag screws are started, and thesize of these holes is important to insure maximumcontact without splitting the wood (fig. 8).
M-119663
Figure 8.�A, Lag screw lead hole of proper size results indeep thread penetration and maximum resistance to with-drawal; B, an oversized lead hole results in shallow penetra-tion of lag screw thread and poor withdrawal resistance.
Drill the entry hole, the same diameter as theshank, through the member or assembly to befastened. The size of the lead hole in the receivingmember varies and depends on the density of the

20 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
wood as well as the outside diameter of the lagscrew at the threads. The combined depth of theentry and lead holes should equal the total lengthof the shank and threaded portions. The sizeof the lead hole for lag screws should follow therecommendations in table 10.
TABLE 10.�Diameters of lead holes and D valuesfor various sizes of lag screws
Direct-withdrawal resistance.�Penetration of thethreaded portion of about 7 times the shankdiameter in the denser species and 10 to 12 timesin the softer species will develop approximatelythe ultimate tensile strength of the screw indirect withdrawal.
The allowable load for lag screws in direct with-drawal from the side grain of seasoned wood maybe determined from the following formula:
where P is allowable load in pounds per lineal inchof penetration of the threaded portion of the lagscrew into the member receiving the point; D isshank diameter of the lag screw in inches; and Gis specific gravity of ovendry wood (table 6).
For convenience of the crate designer, table 10covers the sizes of lag screws that might be usedin the formula.
Lateral resistance.�Allowable loads for lateralresistance are ordinarily based on a minimumpenetration of the threaded portion of the lagscrew into the main member. This penetrationvaries from 11 times the shank diameter for thesofter woods to 7 times the shank diameter forthe harder woods. The assumed thickness of theside member is 3.5 times the shank diameter ofthe lag screw, and the length of the shank isassumed to be equal to the thickness of the sidemember.
The equations for computing the allowablelateral loads in pounds, parallel to grain, for lagscrews screwed into side grain of various speciesof wood are:
Species FormulaWhite-cedar, white fir, eastern P = 1,800 D2
hemlock, soft pines, spruce,other species of similar density.
Aspen, basswood, cottonwood, P = 2,040 D2
Douglas-fir (mountain), west-ern hemlock, redwoods, yellow-poplar, other species of similardensity.
Black ash, soft elm, gum, larch, P = 2,280 D2
soft maple, Douglas-fir (coast),southern yellow pine, otherspecies of similar density.
White ash, beech, birch, rock P = 2,640 D2
elm, hickory, hard maple, oaks,other species of similar density.
P equals allowable load per lag screw in pounds.D is shank diameter of the lag screw in inches.
Allowable lateral loads perpendicular to grainare somewhat lower. This reduction factor variesfrom 85 percent for 5/16-inch-diameter lag screws to60 percent for 5/8-inch-diameter lag screws.
Rules for use.�The following general methodswill aid the crate builder in properly placing andusing lag screws:
1. A plain flat washer or other reinforcing deviceshould be used under the head of each lag screw.The washer prevents the lag screw head fromcutting into the wood and reinforces the areaaround the entry point.
2. To obtain good withdrawal resistance, a leadhole for the threaded portion of each lag screwshould be drilled according to the sizes shown intable 10. The entry hole should be the samediameter as the shank. One method consists ofdrilling the shank entry holes in the prefabricatedpanels during construction and the lead holes forthe threaded portion during assembly. A split-shank countersink, when available, allows thelead and entry holes to be drilled in one operation.
3. Lag screws should be turned the full distanceinto their holes. Partial driving strips the woodthreads and reduces the holding capacity of thelag screws. If the wood threads are stripped thelag screw should be placed in a new location. Apower impact tool will turn lag screws in quicklyand uniformly.
4. Lag screws should not be countersunk.Countersinking reduces the cross section of thefirst member entered and weakens the joint.
5. The required number of lag screws to fastenthe sides of a crate to the base is determined bydividing the gross weight of crate and contents bythe allowable lateral load per lag screw.
6. The size of lag screw is selected on the basisof the size of the skid or fastening member used.Lag screws ¼ or 5/16 inch in diameter are used for

WOOD CRATE DESIGN MANUAL 21
small crates with 2-inch-thick members; 3 /8-inchlag screws for S-inch-thick members; ½-inch lagscrews for 4-inch-deep skids; and 5/8-inch andlarger lag screws for 6-inch and deeper skids.
BoltsBolts are used in various phases of crate con-
struction, and the type selected should be governedby the location in the crate. Machine bolts areoften used in the blocking and bracing phases ofpackaging, where they are especially useful inanchoring the contents to the base. Any boltthat may be removed occasionally should be amachine bolt, so that both ends may be fittedwith a wrench. On the other hand, bolts thatwill not have to be removed preferably should becarriage or step bolts. Carriage and step boltsare used to fasten the heavier end headers andfloorboards to the skids. Both carriage and stepbolts are so designed that no washer is requiredunder the head. Furthermore, these bolts canbe placed head side down in a skid and cause nointerference in skidding because the shape of thehead prevents snagging.
Occasionally it is desirable to use a removablebolt where its nut would be inaccessible witha wrench. Available for such cases are specialbolt-nut combinations, sometimes called barrelbolts, in which the nut is fastened in the end of asleeve. The sleeve is placed in a predrilled holein a block or skid, and the bolt engages the nutthrough the sleeve. For these bolts the holesmust be located accurately so that no difficultyoccurs in assembly.
In some types of construction, such as the woodtruss, bolts are in double shear-used with threemembers. Ordinarily the stress in the outsidetwo members is in one direction and the stressin the center member is in another direction.In crate construction where bolts are used tofasten the side panel to the skid of the base, thebolts are in single shear rather than double.
Load values for bolts in single shear are or-dinarily only slightly greater than the lateralresistance loads described for lag screws.equations and other data in the preceding sectionmay apply for bolts of equal diameter. Specificload values for different bolt diameters and speciesof wood may be obtained in National DesignSpecifications.4
In order to obtain full design strength, theapplication of bolts is important. Holes of thesame diameter as the shanks of the bolts shouldbe prebored. A hole so small that the boltmust be driven forcibly may mean the woodwill be split. Plain washers should be used under
4 National Lumber Manufacturers Association. Na-tional design specifications for stress-grade lumber andits fastenings. 64 pp., illus. 1962.
the nuts of all types of bolts and under the headsof machine bolts. After tightening the nut,paint the threads projecting beyond it with un-thinned lead paint, or use another locking de-vice to prevent the nut from turning.
The heads of all bolts should be on the outsideof crates. They are less likely to cause inter-ference than the nut ends. This is especiallytrue on the underside of skids, where the roundhead of the carriage or step bolt causes no troublesduring skidding. Countersinking bolts reducesthe cross section and strength of the member.
When a reusable crate is designed, nut-sleeveand bolt combinations instead of lag screwsare often desirable to fasten the sides and endsto the base. This method of assembly willallow the crate to be reused a number of timeswithout loss of holding power. The spacingshould be the same as used for lag screws.
The following methods are recommended inthe use of bolts:
1. Carriage or step bolts should be used, headdown, to fasten the skids to cross members.
2. Boltholes should be drilled the same diameteras the bolt shank. Place washers under all nutsand under the heads of machine bolts.
3. Turning or loosening of the nut. due to vibra-tion should be prevented with a heavy lock washer,a lock nut, or a double nut, or by painting thethread beyond the nut with unthinned white leador similar material.
4. At least one bolt should be used at the end ofeach end header and other members over 2 inchesthick that are not more than 4 inches wide, andtwo bolts for members over 4 inches wide. Whereintermediate skids are used, end headers andload-bearing floorboards should also be bolted tothem.
Timber ConnectorsConnectors consist generally of metal rings or
plates that are embedded partly in two adjacentmembers. These connectors transmit the shearloads from one member to the other with an actionsimilar to a dowel or a key.
Most adaptable to crate assembly are the con-nector plate and the toothed-ring connector shownin figure 9. They are pressed into each memberby turning the bolt or lag screw at the center of theconnector. (The lag screws used with connectorsshould have cut threads rather than pressedthreads. Their penetration into the receivingmember should be from five to nine times thediameter of the shank.)
Tables and formulas in the Wood Handbook�may be consulted to determine the allowable loadsfor the toothed-ring and other types of connectors.
5 See footnote 1, p. 5

AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119666
Figure 9.�Types of connectors for heavy crates: A, Connectorplate; B, toothed-ring connector.
However, it is generally assumed that a safe loadto assign to a 2-inch connector is about twicethe safe load of a lag screw alone.
The most logical use for connectors is in theassembly of the sides to the base and top of veryheavy sheathed and open crates. In this use theyreplace the lag screw connections that are ordinar-ily used for, assembly.
Wood ScrewsWood screws may be used as a substitute for
nails where demountability is desired in lightweightcrates. They may also be used where plywood ormetal gusset plates must be fastened to thinmembers in blocking and bracing, and nails arenot practical. Depending on their size and length,screws usually have a higher withdrawal resistance
than nails. Because screws are not a commonmeans of fastening in crates, design data are notincluded here. The Wood Handbook containsdesign data for screws.
AdhesivesAlthough adhesives are not commonly used in
crate construction, they are sometimes used inconjunction with nails for small, reusable plywoodcontainers. The nails apply pressure on the glueuntil it has set and are left in place. Where mois-ture content of the wood is not controlled theapplication of glue has not been successful. Mostglues dry slowly without heat and require somepressure during drying. However, advances arebeing made in adhesives research, and it appearspossible that contact and fast setting adhesiveswill be developed for use in certain phases ofcrate construction.
Steel StrappingSteel reinforcing strap is commonly used on
sheathed crates that are intended for export ship-ment. Its major purpose, in most styles of crates,is to reinforce the nailed corners and edges (fig. 10).It is seldom used for crates with lag screw assem-bly except when they contain very heavy loads.The corners and edges of open crates might alsobe reinforced with strapping if loads are extremelyheavy or severe handling is anticipated. How-ever, because open crates are most often used fordomestic shipments, the strapping is not usuallyrequired. Certain types of strapping may be usedas bracing or hold-down strapping for the item.
Two general types of steel strapping, naillessand nail-on, are suitable for use on crates. Nail-less strap is a tension strap, applied with a tensiontool and sealed with metal crimp-on seals. Itmust encircle the container or, on most crates, befastened to anchor plates on each side and ten-sioned to fasten the top in place. Nail-on strap-ping is annealed and may be nailed through thestrap, although it is more often prepunched.
Strapping is supplied with either a coated oruncoated finish. When high resistance to rustingis required, zinc-coated strap is recommended,
resistant.and the seals or nails used should also be rust
Some of the points worthy of consideration inapplying strap are:
(1) Each leg of the strap should be at least 6to 8 inches long.
(2) For each leg three nails, preferably 1¼ to1¾-inch roofing nails, should be driven 1½ to 2inches apart.
(3) Nailing should always be into a framemember.
(4) Strapping and nails should be rust resistant.(5) Corner strapping along edges should be
spaced about 36 inches apart.

WOOD CRATE DESIGN MANUAL 23
Figure 10.�Strapping for crates: A, Sheathed crate with skidbase; B, additional strap for sill-type base.
(6) Tension strapping should be spaced a maxi-mum of 5 feet apart.
(7) The tension strap should not be less than¾ inch wide by 0.028 inch thick for gross loadsup to 10,000 pounds, and 1¼ inches wide by 0.025
inch thick for gross loads over 10,000 pounds.Corner reinforcing strap (annealed) should not beless than ¾ inch wide by 0.028 inch thick forgross loads up to 20,000 pounds, and 1¼ inchesby 0.025 inch for gross loads over 20,000 pounds.
Certain types of strapping may also be used toreinforce the sheathing where it is fastened to thebase with lag screws (fig. 11). This lag screw-reinforcing strap increases the shear resistance ofthe sheathing and results in greater lateral resist-ance for the lag screws.
Figure 11 .�Proper use of lag screw-reinforcing strap.
When the crate is assembled, the strap is alinedwith the center of the skids and end header. Nailsare spaced 1½ to 2 inches apart and are clinched onthe outside face of the sheathing. One satisfac-tory method of using this strap is to predrill theholes for the lag screws before the strap is placedand nailed.
The strap should be 1¼ inches by 0.035 inch forlag screws 3/8 inch or less in diameter. For lagscrews ½ inch or more in diameter, the strap shouldbe a minimum of 2 inches by 0.050 inch.
DESIGNING CRATESAfter considering the requirements and ma-
terials the crate designer next decides what sizethe members should be, how to arrange them, andother construction details.
Each component of a crate (base, sides, ends,and top) has a definite function. The items orcontents are placed on the crate base, which sus-tains the load on sills or other load-bearing mem-
bers and transfers the load to the side panels.The sides are assembled to the base and carrythe load of the base as well as resist the top loadsuperimposed by other containers stacked on thecrate. Ends of crates are crossties because theytie the sides together, add racking resistance, andare a safety factor for resisting top loads. Thetop panel serves as a cover, a means of tying end

24 AGRICULTURE HANDBOOK 252,
and side panels together, and also as a support fortop loading. Proper combination and fasteningtogether of these units or panels is necessary todevelop full strength of the crate.
IMPORTANCE OF DIAGONALSForest Products Laboratory research has
brought out the importance of diagonal membersand their proper orientation and location. Thecloser the angle of the diagonals with respect tothe horizontal members is to 45°, the greater isthe racking resistance of the panel. When loadsare applied to the corners of open crates, the stressin each member is dependent upon its length, aswell as upon the distance to the diagonally oppositecorner. The more nearly a cube the crate becomes,the more even are the stresses in each member.The ultimate in crate design is one in which allthe diagonals are at an angle of 45° to the othermembers.
The following principles are important to thecrate designer:
1. Two diagonals crossing each other make eachpanel considerably stronger than does a singlediagonal.
2. All faces of the crate should be braced withdiagonal members, unless the crated item canresist torsional stress or is suspended freely in thecrate.
3. When all of the crate faces are braced andthe item is properly supported, racking of the con-tents cannot take place until the crate has failed.
4. If a crate has only five faces braced diagonallyand is loaded on diagonally opposite corners or isstressed by any method that allows distortion tothe unbraced face, all faces will twist very muchalike. However, the diagonal distortion will beconcentrated largely in the unbraced face and willbe many times that of the braced faces. When allsix faces are diagonally braced, both the twistingand diagonal distortion are quite uniform through-out the crate.
5. When one or more faces of a crate are notbraced diagonally the contents can be rackedwithout crate damage because of the extreme dis-tortion in the unbraced face or faces.
Many times the contents of a large crate arefound to be damaged even though the crate itselfis apparently in good condition. In theseinstances the crate was distorted, the contentswere damaged, and then the crate returned to itsnormal shape.
DESIGN PRINCIPLESBased on a mathematical analysis of crate
members and panels, construction methods andthe sizes of members were determined for themajority of crate types for both domestic andoverseas shipments. The crate analysis was then
U.S. DEPT. OF AGRICULTURE
verified by rough-handling and stacking tests ofcrates built according to these criteria. Thisinformation has been converted to tables andplans for use by the designer. A discussion of thetheory and methods of analysis is presented here.
In a mathematical analysis of a crate mancomponents of the crate panels are included.Standard beam formulas are used to determine thesizes of joists and load-bearing floorboards. Bothare calculated to span the width of the crate.Even though floorboards are fastened to inter-mediate skids, because of certain methods ofhandling the effective span must be considered asthe distance between the outside skids.
The sides and ends, as well as some members ofthe base, are considered as parts of a bridge truss.The sizes of members are determined by analyzingthis truss. The Howe truss, with its parallelupper and lower chords and its vertical anddiagonal members, has the same general patternas the frame members of the side of a lumber-sheathed crate (fig. 12). Since the truss is aframed structure composed of straight members,the stresses in the members due to loads must beeither compression or tension. The magnitudeand character of the stress in each member can bedetermined by the graphic method. This involvessolving a series of stress diagrams of the trianglesthat make up the truss, using T-square, triangles,and scale. The sizes of the various members canbe determined by using equations based on stressesfound with the diagrams.
Figure 12.�Comparison of: A, Howe truss with parallel chords,B, side panel of sheathed crate.
This method of analysis allows a skid memberto be considered as a part of the lower frame,since sides are effectually fastened to the base atassembly. Thus the skid sizes necessary aregreatly reduced. Designing the skids as beamswithout considering the sides would result in

WOOD CRATE DESIGN MANUAL 25
T Y P E O F S T R E S S I NMEMBER S T R E S S POUNDS
FG COMP. 2,100GE TENS. 1,500GH TENS. 1,500H I COMP. 700I D TENS. 2,000
M-119665
Figure 13.�Truss and stress diagrams used to determine the magnitude and character of stress in each member of the side of a crate.

26 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
unnecessarily large members, with greater cost,weight, and cubic displacement.
A timber truss is fabricated with bolts andtimber connectors. The sides and ends of cratesare held together by sheathing, joined to eachframe member by a series of clinched nails. Thispanelized fabrication provides a strong, rigidframework. When the sides are combined withthe base, ends, and top, the resulting trussedstructure can support a variety of loads.
Through the use of column formulas, the sidesof the crate are examined for adequacy to supportsuperimposed loads. This method also isdiscussed.
Truss DiagramThe graphic method of solving for stresses in
members of sides of crates can be best illustratedby a specific example. The truss diagram andthe stress diagram are used together for determin-ing the character and magnitude of the stressesin the crate members under a typical loadingcondition. The upper diagram in figure 13 showsthe side of a lumber-sheathed crate with itsdiagonals, struts, and upper and lower longi-tudinal members. Directly below the side panelis a truss diagram�a line drawing scaled to beidentical with the centerline of each framemember of the crate. The truss diagram showsthe crate supported at each end, as it is when thecrate is lifted with a pair of slings. The solidlines indicate the members that are stressed underthese loading conditions, and the broken linesare those for which no stress is considered. Amember is defined by the letters of the two areasit separates. If the crate is supported at thecenter by a single set of grabhooks or by a forklifttruck, the loading conditions are reversed.
It is assumed that the crate and contentsweigh 6,000 pounds. Half, or 3,000 pounds, iscarried by each side panel. Assuming uniformlydistributed loading, the 3,000 pounds are evenlydivided between the four panels of the side.For ease of analysis, it is assumed that 1,000pounds (downward forces) are assigned to eachof the three center panel points, with each endsupporting 1,500 pounds (upward forces) asshown in the truss diagram. The next step is toassign a letter to each area of the diagram asshown, so that a force diagram can be outlinedfor each set of member intersections. A joint isdefined by the letters of the three or four areasnext to it.
Stress DiagramThe actual stress diagram is started by laying
out to an appropriate scale (in pounds) all verticalforces represented by the vertical loadline eb, asshown on the stress diagram (fig. 13). Thus the
reactions of 1,500 pounds each are ef and ab, bothupward forces. The downward forces of 1,000pounds each represented by bc, cd, and de arescaled and marked on the same vertical line asshown. The total downward forces of 3,000pounds now equal the total upward forces of3,000 pounds.
A stress diagram may now be drawn for themembers FG and GE which intersect at the leftreaction point on the truss diagram. Clockwisearound the left reaction point are three forces:EF (the reaction), a known upward force of1,500 pounds; FG (the diagonal force); and GE(the horizontal force). FG and GE are of un-known magnitude. Because these forces are inequilibrium, the lines in the stress diagram corre-sponding to the forces must meet. Therefore,moving to the vertical load line of the stressdiagram and starting at point e, there is an up-ward force of 1,500 pounds to point f. From f aline is drawn down and to the left diagonallywhich is exactly parallel to member FG on thetruss diagram. Since the diagram must close, ahorizontal line drawn on the stress diagram frompoint e and parallel to GE on the truss diagram tothe intersection of the diagonal line will formpoint g. This will close the triangle and solvethe stress diagram for the intersection. Theresult is a triangle composed of lines ef, fg, andge. The magnitude of the stress designated byef is known (1,500 pounds). By scaling the lengthof lines, the magnitude of the stress fg is found tobe 2,100 pounds; ge, 1,500 pounds.
The next stress diagram to be developed is oneat the intersection of members GH, HI, ID, andEG. The magnitudes of the stresses at thisintersection are determined in the same manner.Thus gh (1,500 pounds), hi (700 pounds), andid (2,000 pounds) are determined by progressingclockwise around the joint. The entire stressdiagram is then drawn by solving each of theother six intersections.
The magnitude of the stress in each memberis known, so the character of stress (compressionshown as + or tension as -) must be found.For example, to determine the character of thestresses at the first joint examined (left reactionpoint), both the truss diagram and the stressdiagram must be referred to. Using the clock-wise system in the truss diagram for memberFG and proceeding from f to g, the direction ofthe line in the stress diagram is downward andto the left. This direction is then transferredto the truss diagram on member FG and a smallarrow placed on this line toward the joint orreference point. The member is indicated asin compression with +, since forces toward thejoint produce compression stresses in the member.Similarly, for the GE member, the ge line directionis to the right; when transferred to the trussdiagram, it is away from the reference point and

WOOD CRATE DESIGN MANUAL 27the member is in tension, shown by -. Thecharacter of stress in each member in the truss isthen determined in a like manner. The in-formation on the magnitude and character ofstresses in the members may be placed in atable for the convenience of the crate designer.These stresses were used in determining the sizeof members required under the loading conditionsoutlined.
Determining Size of MembersThe next phase in the analysis is to determine
the sizes of members based on the magnitudes ofthe stresses found by developing the stress dia-gram. Inasmuch as there are both compressionand tension stresses in the various members, work-ing stresses for each kind must be selected, allowingfor most general conditions.
Tension members.�The required size of alltension members in the truss is determined by theformula
thickness of the sheathing is added to the thicknessof the frame member. L is equal to the length ofeach member in inches of clear span (distance be-tween its intersection with other members).
For example, assume the actual least dimensionof the member to be 1 5/8 inches, to which is addedthe thickness of the sheathing, ¾ inch, for a totald of 2.375. Assume the length to be 24 inches,then the slenderness ratio is
Short columns.-Usually a short column is onethat has an L
d ratio of 11 or less. Bending is notconsidered in calculating its capacity to carryloads, and the full safe unit compression stressmay be used. Therefore, the formula used todetermine the capacities of short columns is asfollows:
where A is the required cross sectional area of themember in square inches, P equals total load inpounds (from stress diagram), and f is the workingstress in pounds per square inch (in tension parallelto grain).
For example, the magnitude of stress in a tensionmember is 5,500 pounds, which has been deter-mined from solution of a stress diagram, similar tothe one shown in figure 13. The working stressfor the species used is assumed to be 1,000 poundsper square inch. Then the net cross sectionalarea required is
The net area of a nominal 2- by 4-inch member(actually 1 5/8 by 35 /8 inches) is approximately 5.9square inches. Therefore, a 2 by 4 is satisfactory.
Compression members.�With supports at eachend as in the truss diagram (fig. 13), the majorstresses in the struts and lower frame membersare tension stresses and those in the diagonals andupper frame members are compression stresses.Therefore, the compression members (diagonalsand upper frame members) must be designed ascolumns and the column formulas used to deter-mine their sizes.
The slenderness ratio Ld (length of member ininches divided by the least dimension) of eachcompression member must be calculated in orderto decide which column formula to use. Theeffective thickness (or at least dimension) for com-puting
Ld is based on the assumption that the
where A represents the required area of the mem-ber in square inches, P is total load in pounds(from stress diagram), and c equals working stressin pounds per square inch (compression parallelto grain). Thus the size of members can becalculated directly using the full safe unit com-pressive stress and the total load.
Intermediate columns.�Intermediate columnsare usually considered as those that have an L
dratio over 11 but loss than the value of K. Thevalue of K is sometimes considered as 22.4, butthe method used to determine this factor is alsoincluded. The recommended formula for useunder these conditions is as follows:
(3)
where P equals total magnitude of stress in pounds,A is required net area in square inches, c is safeunit compressive stress in pounds per square inch,L is unsupported length or height of member ininches, d is least dimension in inches, and K isapproximately 22.4.
For an exact value of K, use the formula:
where E represents modulus of elasticity (inpounds per square inch) for the species used.
As an example of determining the size of asingle compression member with an L ratio be-d

28 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
tween 11 and 22.4, assume P is 5,500 pounds, cequals 1,000 pounds per square inch, L represents35 inches, d is 15 /8 inches, and E equals 1,200,000pounds per square inch:
Then
or
Therefore, use a 2- by 6-inch member, which hasthe closest net area, 8.9 square inches.
If sheathing thickness is included in the leastdimension, the value for d increases accordinglyand more than likely a smaller member than a2 by 6 will be required.
Long columns.�For columns with Ld ratios equal
to K or greater the Euler formula with a reductionfactor of 3 is used. This formula is as follows:
(5)
Ordinarily the slenderness ratio of a solidwood column should not exceed 50. In crateconstruction, when it does, with the combinedthickness of 2-inch members and sheathing, theunsupported length must be decreased. This maymean spacing the struts closer together for upperframe members, or adding an intermediate longi-tudinal member in the side for diagonals.
An example in the use of the column formulafor long columns is:
Assume P=3,000 pounds; E= 1,200,000 poundsper square inch; L=80 inches; and d= 1 5/8 plus¾=2.375 inches (includes sheathing thickness).
LThe d ratio would then be =33.7, which iswithin the limits of the formula for long columns.Then
or
or=10.3 square inches
Thus, a 2- by 8-inch member with a net area of12.2 square inches would be satisfactory.
While the thickness of the sheathing is con-sidered in determining the L
d ratio, it should notbe included in selecting the net area of the mem-ber. The sheathing is considered when deter-mining the ability of the crate to support toploads and will be discussed later.
Selection of sizes.�The previously listed form-ulas based on the graphic method will determinethe sizes of the members in the sides of a crateneeded to meet stresses imposed by the weight ofthe crate and the contents. However, in crateconstruction it is practical to use struts that areall the same size. For example, if several strutsrequire 2 by 4 areas and others 1 by 4, it is usualto use 2 by 4�s for all struts. Likewise all diagon-als should be the same size. Because of fabrica-tion methods they should be the same thicknessas the struts. The upper and lower frame mem-bers are in one piece, except in long crates, wherethe frame members are securely spliced. Con-sequently, these frame members should be of auniform cross section for their entire length, withthe greatest stress or size as the controlling factorfor the entire length. In designing the lowerframe members, 75 percent of the tension valueof the skid is subtracted from the stress to be met,and the lower frame member designed to meetthe remainder of the stress.
After the sizes of the frame members have beendetermined for the conditions outlined, they mustbe examined to determine their capacity forsuperimposed loads. These loads depend on thesize of the crate. The wider the crate becomes, thegreater the superimposed load might. be. Thewidth of the crate affects not only the design ofthe top and base, but. also the struts in the sides andends. So all struts should be checked as columnsto carry a possible superimposed load of from 200to 400 pounds per square foot of crate top. Be-cause of these superimposed loads, l-inch-thickstruts arc usually limited to heights between 8 and10 feet, except on very narrow crates where thesuperimposed loads could not become very greatper strut. The same column formulas previouslylisted (2), (3), (4), and (5), should be used forthese calculations.
In stacking sample crates of like size, stackingheights of from 25 to 60 feet were achieved beforeloads reached 200 pounds per square foot. It isreasonable to assume, however, that in extremelyheavy crates sides and ends must often be de-signed to support as much as 400 pounds persquare foot. Knowing the conditions to whichthe crate will be subjected, the crate designer canselect the ton load in his calculations.

WOOD CRATE DESIGN MANUAL 29
DESIGNING THE CRATE BASE (8)The skid-type base for most crates, whether open
or sheathed, consists of longitudinal skids withend headers and other cross members. Thesecross members may consist of load-bearing floor-boards (to carry loads across to the skids), forkliftheaders, diagonals for racking resistance, andflooring of various types. The heavier membersare bolted to the skids; lighter members and theflooring are then nailed to the skids to form a rigidunit suitable for mounting almost any type ofitem. Sill bases are made up of members placedon edge and framed to form a structural system.These bases are also considered in the designanalysis.
Skids
In designing a crate, it is assumed that a largepart of the load imposed by the contents is carriedby the side panels acting as trusses. Therefore,large skids are not necessary as load-carryingmembers because the sides act integrally with theskids in this function. While this assumption re-sults in smaller size skids, it does not permithandling and moving a loaded base alone withoutthe sides and ends fastened in place. If the base isto be moved with the item in place, the skids mustcarry the entire load when lifted by slings from theends. The skids must then be computed asbeams, which results in much larger sizes. Thesize of skids under these conditions depends on thelocation of the load with respect to the length ofthe skids and somewhat upon the kind of load.Some items are amply rigid to be lifted withoutmuch aid from the skids
Flexure formulas for timber beams can be usedto determine the size of skids required for aloaded base to be moved and handled without thesides in place. The size can be determined foreither a uniformly distributed load or a concen-trated load.
In designing a beam for flexure, the maximumbending moment may be computed from thefollowing formulas:
(6)or
(for load concentrated at center of span)(7)
where M is the maximum bending moment, W istotal load on beam in pounds, and l is length infeet. This results in a moment measured in foot-pounds that can be changed to inch-pounds bymultiplying by 12.
The flexure formula is then used to compute thesection modulus of the beam as follows:
where S is section modulus and f is safe extremefiber stress in bending.
The crate designer should decide the value of f,which varies with species, moisture content,duration of load, and so forth, from 1,000 to 1,600pounds per square inch or more. Methods ofdetermining working stresses have been described(p. 10).
The section modulus, S, is equal to the momentof inertia, I, divided by c (distance of fiber farthestfrom neutral axis), or
For rectangular. sections such as skids, load-bearing floor members, and joists:
where b is total width of the beam and d is depthof the beam. The section modulus formula wouldthen be
From formulas (6) or (7), (8) and (9), the totalwidth of the skids can be determined when theyare designed as beams for handling the loaded basewithout aid from the side and end panels.
The following example illustrates the method ofdetermining the size of skids when they aredesigned as beams:
At a skid length of 10 feet, a total uniformlydistributed load of 5,000 pounds, and a workingstress of 1,200 pounds per square inch,
Assuming the skids to be a nominal 6 inches deep,or 5½ inches effective depth,or a total width of about 12½ inches. Thistotal width may be divided into two or moreskids, depending on the width of the base. Theskids should be selected from standard timber

30 AGRICULTURE HANDBOOK 2 5 2 ,
sizes. It is usual to select skid sizes that resultin shapes no greater in depth than 1½ times thewidth. When skids are too deep, they may tipwhen the loaded base is pushed or moved.
The width, b, may be assumed and the depth isthen solved in formula (9).
The flexure formulas are one of the acceptedmethods of determining, without a considerationfor a minimum deflection, the size of a memberacting as a beam in bendmg. In the majority ofcrate designs the deflection is not considered be-cause strength is the main problem.
SillsA sill base is a framework of load-bearing mem-
bers called side, end, and intermediate sills. Theside sills are considered as lower frame membersof the sides, similar to the skids in a skid base.When handling of the loaded sill base alone isconsidered, the side sills should be computed asbeams and the flexure formulas used as describedfor skids. Unless this additional strength is in-cluded in the design, the loaded sill base shouldnot be handled or moved without the side and endpanels in place.
The intermediate sills act as load-bearing mem-bers for the item and transfer the load to the sidesills. The sizes are determined by calculatingthem as beams with uniformly distributed or con-centrated loads as described for the sills. Themajor difference is generally the shape of the sills,which are usually made up of 2-inch-thick materialand are 8, 10, or 12 inches deep, depending on theload and span.
Included in the section on sheathed crates aretables listing the allowable loads for various spansof the sills. These tables usually serve the needof the designer. They include average-densitylumber with those strength-reducing character-istics ordinarily allowed in load-bearing members.The allowable stress used was approximately 1,000pounds per square inch. However, the use offormulas may be worthwhile for denser lumberwith few strength-reducing factors. The size ofthe intermediate sills would then be determinedas shown in the following example:
Where span equals 8 feet, the load of 8,000pounds is to be carried by two sets of intermediatesills as a concentrated load, and a working stressof 1,400 pounds per square inch. Then
U.S. DEPT. OF AGRICULTURE
Assume that two nominal 2-inch (actually 1.625)intermediate sills will be used at two locations fora total of four. Then the total width b=6.5 inchesand
Use a total of four 2- by 12-inch intermediate sills.
Floorboards
The floorboards of a skid base help to frame thebase, serve as sheathing for it, and carry loads.When used only as sheathing or flooring the boardsusually are l-inch material, but may be plywood.Some crates are constructed with 2-inch-thickfloorboards at each end of the base, which serveto prevent damage from forklift handling. Con-centrated loads often require heavy floorboardsthat are fastened to the edge skids. Generally,those floorboards that carry loads are called load-bearing floorboards and should be designed so thatthe unsupported length is the clear distance be-tween the edge skids.
Floorboards upon which the load rests are prob-ably the most severely strained members of a cratebecause of the increased stresses caused by impactwhen a crate is handled roughly. Consequently,even though they are bolted or nailed to the skids,the load-bearing floorboards are computed assimple beams, which results in slightly largermembers. This method of computing has beenproven by evaluations of loaded crates of manyweights and sizes at the Forest Products Labora-tory. The floorboards were the most commonlybroken members. However, it should be remem-bered that under normal conditions a beam canwithstand a higher unit stress for a short time thanit can for an extended period of time.
Heavy items packed in crates may or may notrest on a large area of the flooring. It is necessaryto determine how much of the flooring actuallycarries the load, so that the load can be safelytransferred to the truss side of the crate at the edgeskids. This flooring, depending on how the load ismounted, may even be one or more large members.Safe loads for various thicknesses and spans havebeen computed (table 11).
Size of the load-bearing floorboards is calculatedin the same manner as described for the skids andthe intermediate sills. It is first necessary tosolve for the bending moment, M, which dependson the type of loading expected. The bendingmoment for a concentrated load at midspan,
is the most severe loading condition. A
uniformly distributed load is considered

WOOD CRATE DESIGN MANUAL 31
the least severe of the bending moments commonlyused in the design of beams. A third bendingmoment formula, results in moment val-
ues midway between the concentrated and uni-formly distributed loads.
DESIGNING THE TOPTwo types of superimposed loads are carried by
crates: (1) smaller crates or boxes that result inbending stresses in the top joists, and (2) othercrates of equal size that place most of the load onsides and ends and very little on the top joists.
The first type is often referred to as loadingwithout dunnage and the second type is withdunnage or like-on-like loading.
The increase in like-on-like methods of stackinglarge crates in storage has reduced the need forhigh load assignments for joists. Crate tops de-signed for loads of 50 pounds per square foot haveproven satisfactory. The use of these lower de-sign limits often results in a saving of 30 percentin material for top panels. Other load assump-tions used in designing tops have been as much as100 to 175 pounds per square foot. The choiceof the limits should generally be controlled bytransportation and storage conditions.
Joists are the structural members of the toppanel and have several functions. They carry the
692-318 O�64�3
loads imposed by placing small crates and boxeson the top but not directly over the sides or ends.In this case, the joists act as beams to support theload and transfer it to the sides of the crate.Another important function of the joists is toresist pressures from such lifting devices as slingsor grabhooks, which place crushing pressures onthe sides near the top. Ordinarily joists resistthe lifting pressures when spaced evenly along thecrate length. However, it may be necessary toadd extra joists to heavy crates or to include joistsin very narrow crates that normally would nothave them.
In computing the size of joists required, it isrecognized that the top cross sheathing carriespart of the load. In fact, in narrow crates withmoderate top loads, the crosswise sheathing oftenis sufficient without joists. However, the sheath-ing must be full length and have a solid bearing onthe side panels. The sizes of the joists are foundwith the various beam formulas described in thepreceding section on base design.
An example of the design of a joist system forthe top panel of a crate follows.
Assume that the crate top is uniformly loadedand will have nominal l-inch sheathing placedacross its width, all pieces of full length. Alsoassume that the width (span) of the crate is 8 feet,the design load is 100 pounds per square foot, thejoists are placed 2 feet on center, and a safe unitstress is 1,000 pounds per square inch. First, theamount of load that can be assigned to the sheath-ing is found. Inasmuch as the joists will be placed2 feet apart, the amount supported by a 24-inchwidth of sheathing can first be determined.
Because the size of the sheathing is known,the method of calculation is reversed from theusual procedure.
The load assigned to the sheathing would be 187pounds or about 12 pounds per square foot. Thiswould reduce the total load assigned to one joistby 187 pounds, or 1,600-187=1,413 pounds.
Then solving for the joist size

32 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
d=7.9 inches (required depth of joist)A 2 by 8 joist is just under this size (7.5); so a
2- by 10-inch joist must be used, spaced 24 incheson center.
Variations of spacing may be used to conservematerials. Inasmuch as a 2 by 8 joist is slightlyunder the required size, the designer might changethe spacing of the joists so the 2 by 8 can be used.The use of a denser species with a higher workingstress is another method of reducing the size of thejoist.
Many open or partially sheathed crates have nojoists. In these and in fully sheathed crates thatdo not have enough regular joists to resist grab-hook pressure, it is necessary to use special joists.These joists should be placed at the center ofbalance of the loaded crate and their size deter-mined by the width and weight of the crate. Verylong crates are often handled by more than onepair of grabhooks, so more than one lifting joistmay be needed.
These reinforcing joists can be calculated byuse of the column formulas (2), (3), (4), and (5).For one set of grabhooks, the total weight of thecrate and contents should be used for P. Fortwo sets and two reinforcing joists, one-half thetotal weight should be used for P.
Further information on the top construction ofsheathed crates, including joist sizes and spacingsfor tops of various widths, is in the followingsection.
SHEATHED CRATES
Sheathed crates may be used for packagingitems that require full protection by a closed con-tainer, for overseas or domestic shipment. Theymay be sheathed with lumber (fig. 14) or withplywood (fig. 15). For ease in describing theirrequirements and characteristics, sheathed cratesare in three categories in this handbook: (1) themilitary type, for loads that do not exceed 30,000pounds for either overseas or domestic shipment;(2) the limited-military type, for similar shipmentof loads of not over 2,000 pounds; and (3) thelight-duty type (fig. 16), for loads not over 1,000pounds shipped by air anywhere or by surfacetransportation within the United States.
MILITARY TYPE SHEATHED CRATESMilitary type crates are intended for domestic
and overseas shipment of loads not exceeding30,000 pounds of all kinds of manufacturedarticles that require protection from the weatherand mechanical damage. The are designed towithstand normal rough handling. Specifically,the tops are designed to carry loads of 50 poundsper square foot without dunnage. Sides of cratescontaining items that weigh not more than 10,000
pounds are designed to resist top loads of 200pounds per square foot with dunnage. Sides ofcrates designed for loads over 10,000 pounds willcarry top loads of 400 pounds per square footwith dunnage.
Member sizes are included in Appendix I forcrates up to 48 feet long, 10 feet wide, and 12feet high. Both lumber- and plywood-sheathedstyles are included, as well as nailed (nondemount-able) and bolted (demountable) assemblies.
Base ConstructionThe first part of the crate to be fabricated is the
base. Its size is usually determined by firstmeasuring the overall length and width of theitem to be crated. Add to these measurementsthe desired clearances (from 1 to 3 inches) and thethickness of the frame members of each end andeach side. The total of these measurements isthe size required for the base. Description anddetails of the sill base (fig. 17) are included,although the skid base (fig. 18) is most common.
Skid base.-The skid-type base consists oflongitudinal skids that are assembled with suchcross members as headers, load-bearing floor-boards, diagonals, and plywood or lumber flooring.

WOOD CRATE DESIGN MANUAL 33
Figure 14.�Exploded view of a lumber-sheathed crate designed for assembly with lag screws. M-119652
Figure 15.�Exploded view of a plywood-sheathed crate to be assembled with nails. M-119653

34 AGRICULTURE HANDBOOK 2 5 2 , U.S. DEPT. OF AGRICULTURE
M-119654
Figure 16.�Light-duty type sheathed crate of cleated-paneltype.
The size of the skids required will depend onthe size of the load and the length of the crate:
M-119658
Figure 17.�Sill-type base for crates.
When the width of the base is over 42 inches,an intermediate skid is added to aid in forklifthandling from the sides of the crate. Four skidsare needed when the crate width is over 7 feet.
Size of end headers and diameter of boltsdepend on the skid size.
In addition to headers at the ends of the crate,headers may also be bolted to the skids 20 and40 inches from each end for forklift handling.Thus, the end and forklift headers serve to support
M-119670
Figure 18.�Typical skid-type base for sheathed crate, showing both lumber and plywood flooring.

WOOD CRATE DESIGN MANUAL 35
M-119671
Figure 19.�Splicing and laminating: A, Splice of 4- by 4-inchor 4- by 6-inch skid, B, splice of P-inch member; C, splice of1-inch member; D, lamination of skid.
the crate on the forklift fingers and preventdamage.
The load-bearing floorboards are selected onthe basis of the total load and the clear spanbetween outside skids.from table 11.
The sizes may be selected
Headers and heavy cross members over 2inches thick are bolted to the skids with carriageor step bolts. At the ends of these members spaceis left for the lower frame members, which reston the skid or flooring. The ends of the skidsextend beyond the end headers a distance equalto the thickness of the end sheathing (fig. 18).It is good practice, in bases with lumber sheathing,to place the large cross members directly on theskid. With plywood sheathing, however, thelarge cross members are usually placed over theplywood (fig. 18).
Lumber sheathing is nailed to the skids withnailing patterns shown in figure 6. When thefloor covering is plywood, it should be nailed tothe skids with nailing patterns similar to thoseshown in figure 7.
It is necessary to provide for drainage in thefloors of fully sheathed bases. Lumber sheathingboards can be spaced about one-eighth inch apart.In plywood sheathing, ½-inch holes should bedrilled at the corners of each section where watermight be trapped.
Rubbing strips are nailed to the bottoms ofthe skids to provide for side forklift or end slinghandling. For small- or medium-size crates, anominal 2- by 3-inch or 2- by 4-inch strip is used.For large, heavy crates it is well to use 3-inch-thickstrips for large-diameter sling cables and forforklifts. End spacing for slings should beprovided as shown in figure 18. The ends of therubbing strips are full beveled at a 45° angle. Two-inch rubbing strips should be nailed to the skidswith two rows of twelvepenny nails staggered andspaced about 12 inches apart in each row.nails are used for thicker rubbing strips.
Longer
In long crates, it is sometimes necessary tosplice the skids or to use laminated members whensingle pieces of adequate length cannot be ob-tained. For greater strength, splices should notbe located in the center third of the crate. Themethods used for splicing and laminating areshown in figure 19.
Sill base.�The sill base is often used for itemsthat project below their support points, such asrear axle assemblies or disassembled vehicles.The load should always be transferred to the sidesills by intermediate sills with or without load-bearing headers, or by the article itself, so thatthe side panels can aid in strengthening the base(fig. 20). The sizes of the side and end sills forvarious size bases should conform to table 12.The sizes of intermediate sills and load-bearingheaders should conform to table 13.
The base is fabricated by nailing the end sillsinto the side sills and side sills into intermediatesills. Bridging is used to prevent deep sills fromtipping. Metal hangers at each end of inter-mediate sills are securely nailed to the side sills.These annealed steel straps carry most of theload to the side sills. The flooring is nominall-inch boards when spans are less than 30 inchesbetween longitudinal members and 2-inch boardswhen spans are 30 inches or more. The flooringshould be nailed to each crossing member withnailing patterns similar to those shown in figure 6.Rubbing strips are fastened under each longitudi-nal member (fig. 20).

AGRTICULTURAL HANDBOOK 252, U.S. DEPT OF AGRICULTURE36

WOOD CRATE DESIGN MANUAL
TABLE 12.�Nominal size of side sills for crates over 3 feet high 1
37
The lumber sheathing for sides and ends shouldbe of nominal l-inch material of square edge ortongue-and-groove pattern. However, for netloads less than 300 pounds, 5 /8-inch sheathing maybe used.
In most types of sheathed crates., the sides aremade to support the top panel, which is designedto carry top loads. In wide crates that carryheavy top loads, the top framing is a system ofjoists. The ends of the joists or the fasteningmembers are supported by the upper framemembers of the sides, which are at least 2 inchesthick, or by an extra strut placed under each joistand fastened to the sides. Open crates, usuallynot designed to carry heavy top loads, do not needjoists.
Side ConstructionThe construction of sides for lumber- and ply-
wood-sheathed crates (fig. 21) varies in the use ofdiagonals and usually in the spacing of the strutsas well as in the type of sheathing. Usually bothtypes have the same size frame-members andstruts. The plywood-sheathed crate does notrequire diagonals or the paper liner that is or-dinarily required for the lumber-sheathed crate.The height of the side must include the heightsof the item, the base, and the top framing and topjoists, plus top clearance.
The arrangement of the frame members forlumber-sheathed crates is usually based on theheight of the crate and should conform to figures22 and 23.
The sizes of the upper and lower frame members,struts, and diagonals are based on the loads to becarried. Member sizes for crates containing netloads up to 30,000 pounds are listed in Appendix I.
The end struts of the side panels receive nails orlag screws in assembly and should be at least anominal 2 inches thick. Minimum end strut sizesdepend on the load and whether assembly is withlag screws or nails:
For sheathed crates assembled with nails, theside sheathing usually has sufficient thickness todevelop the full lateral resistance of the nailsalong the skids. However, for heavy crates thatrequire lag screws, the sheathing, especiallyplywood, requires some reinforcing. This maybe done by adding a l-inch fastening member or alag screw steel reinforcing strap to the bottom of

38 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Figure 21.�Fabrication of sides for sheathed crates: A, Lumber-sheathed side, B, plywood-sheathed side.
the side. The strap is nailed to the fastening areaof the side, and holes are drilled in the strap forthe lag screws (fig. 11).
Lumber-sheathed sides.-The sides are dividedinto panels of even widths by the vertical struts.The spacing of these struts is such that the diag-onals between form an angle as near 45° aspossible. High crates may have two or threerows of panels, divided by the horizontal braces(fig. 22).
The horizontal and vertical members are posi-tioned with the diagonals between (fig. 21, A).Corrugated fasteners or staples are often used to
hold the frame members together while thesheathing is nailed in place. A waterproof paperis usually placed between square-edged sheathingand frame members. Sheathing is nailed to theframe members as shown in figure 21, A withpatterns as in figure 6. The placement andclinching of nails should follow the general rules(p. 17). The sheathing projects beyond the edgestruts a distance equal to the thickness of the edgestruts of the end. The projection of the sheathingbelow the lower frame member should equal thedepth of (1) the skid, (2) the skid and flooring, or(3) the side sills, in a sill-type crate. The pro-

WOOD CRATE DESIGN MANUAL 39
Figure 22.�Crate sides of three heights with lumber panels.
M-119691
jection of the sheathing at the top is equal to thethickness of the top frame members or the depthof the joists.
Plywood-sheathed sides.�The details in theconstruction of plywood-sheathed sides (fig. 21, B)and lumber-sheathed sides are much the same.With plywood the need for diagonals and water-proof paper is eliminated, which usually lowers thelabor costs. Spacing the struts about 24 inchesapart makes it unnecessary to rip the width of theplywood sheets. Odd-width panels may be locatedat each end of the side or at the center. Jointsof the plywood are always made over the center ofa frame member. The projections meet the samerequirements as in lumber-sheathed sides. The
M-119692
Figure 93.�Frame member arrangement of crate sides of bothlumber- and plywood-sheathed side panels.
placement and nailing of the members shouldfollow figures 7 and 21. The general nailing rules(p. 17) should be followed. Horizontal braces toreduce the effect of strut length are added accord-ing to crate height; the type of panels shouldconform to figures 23 and 24.
Sizes of members and other details should bethe same as for lumber-sheathed sides. Membersizes are listed in Appendix I.
Plywood sheathing for sides and ends should be¼ inch thick for net loads less than 300 pounds,3/8 inch thick for net loads not exceeding 10,000pounds, and ½ inch thick for net loads over 10,000pounds.
End ConstructionThe design for the ends of both lumber- and
plywood-sheathed crates is much the same asfor their sides (fig. 25). End panels are designedto rest on the end extension of the skids or on theend sills of sill-type bases. The bottom projectionof the sheathing in the ends of sheathed crateswill then correspond with the depth of skids orsills (plus sheathing thickness when sheathing isused under a header). The top projection cor-responds to that of the sides or is equal to thecombined thickness of the framing members.The sheathing at each side edge of the panelshould extend beyond the edge strut for thethickness of the side sheathing. Spacing of struts,diagonal location, size of members, placement ofreinforcing strap, and fabrication nailing are asoutlined for the side panels.

40 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119693
Figure 24.�Side panels for plywood-sheathed crates of threeheights.
Sheathed crates require ventilation to preventmoisture from accumulating and damaging thepackaged item. To insure air movement, venti-lators can best be located near the top in the endpanels, and, in long crates, also in the side panels.Because of the tight construction of a plywood-sheathed crate, more ventilating area is requiredthan in a lumber-sheathed crate. Tests haveindicated that a lumber-sheathed crate should
M-119675
Figure 25.�Ends for sheathed crates: A, Lumber sheathed, B,plywood sheathed, C, ventilation for ends of lumber-sheathedcrates.
have in each end panel at least one ventilationhole three-fourths inch in diameter for each 45cubic feet of crate volume. Details of vents andbaffling for a lumber-sheathed crate are shown infigure 25, C.
Plywood crates require in each end at least 1square inch of ventilating area for each 15 cubicfeet of crate volume. The vent for a plywood-sheathed crate should be a horizontal slot withscreening and a baffle. Additional cross membersreinforce the sheathing around large vents.
Lumber-sheathed ends.�End panels are con-structed as shown in figure 26. Frame membersare the same size as those listed in Appendix Ifor the sides. For narrow ends, not over 30inches wide, single diagonals may be used inplace of crossed diagonals.
Plywood-sheathed ends.�The end panels of ply-wood-sheathed crates are constructed as shown infigure 27. Frame members are the same size asshown in Appendix I for the sides.

WOOD CRATE DESIGN MANUAL 41
M-119694
Figure 26.�End panels for lumber-sheathed crates of threeheights.
Top ConstructionThe tops of sheathed crates are ordinarily
designed to carry other crates or boxes duringshipping and storage. These top loads may varyfrom 50 to 175 pounds per square foot. Joistsare fastened to the top during fabrication or tosupports of the sides during assembly. The topwithout the joists consists of light (nominall-inch) frame members and sheathing similar tothe side. Spacing of the top struts is usuallythe same as in the sides.
Because crates are exposed to variable weatherconditions, the tops are ordinarily designed to bewaterproof. Lumber-sheathed crates may be wa-
M-119695
Figure 27.�End panels for plywood-sheathed crates of threeheights
terproofed with a heavy asphalt-impregnatedpaper placed over the top and top edges afterassembly, but often this paper is damaged duringshipment. A better top is the double-sheathedtop, described below. In a plywood-sheathedcrate, where the plywood is fastened to each mem-ber, water resistance can be provided by a beadof calking compound made along each plywoodjoint after nailing. A 4-inch-wide strip of water-proof paper under each joint also prevents waterentry.
To minimize water entry, top sheathing extendsbeyond the side and end sheathing. Placementof members and nailing should follow figure 28and the methods described for the sides and ends.When joists must be fastened to the top by nail-ing through the plywood and the 1-inch framemembers into the 2-inch edges, use tenpenny ortwelvepenny nails spaced about 10 inches apart.

42 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119677
Figure 28.�Typical top for sheathed crate: A, Inside view; B´fabrication.
Double-sheathed tops.�Double-sheathed topsconsist of a supporting framework of joists andheaders, a plywood covering to add rigidity, aroofing paper for waterproofing, and a lumbersheathing for mechanical protection (fig. 28).
Since tops are designed for loads of 50 poundsper square foot, joist sizes increase as the widthof the top increases. Figures 29, 30, and 31 showthe details for tops of various widths. Crateswith tops up to 54 inches wide require no joists.Those over 54 through 60 inches wide use endjoists that are 2 by 4 inches, laid flat. Otherjoists are 2 by 6 inches spaced 24 inches on center.
For crates over 60 through 120 inches wide,joists are placed on edge, spaced 24 inches oncenter, and vary by span:
M-119696
Figure 29.�Typical top for sheathed crates through 54 incheswide: A, Inside view; B, fabrication.
M-119697
Figure 30.�Typical top for sheathed crates over 54 through 60inches wide: A, Inside view; B, fabrication.

WOOD CRATE DESIGN MANUAL 43
without joists should be limited to 14 inches inwidth. Tops over 14 through 60 inches wideshould have 2- by 4-inch joists.
AssemblyCrates are most commonly assembled by nails
(nondemountable) or by lag screws (demountable).A combination assembly includes nailing the sides,ends, and top together to form a cap, which isfastened to the base with lag screws. Mostarticles shipped in crates are anchored to thebase. This method permits removing the baselag screws and lifting the cap for easy removal ofthe item, rather than disassembling the crate.
There is little or no basic difference in theassembly of a lumber- and a plywood-sheathedcrate. Both require that the receiving membersfor lag screws be at least 2 inches thick. Lagscrews and nails are usually about one-half inchlonger for lumber-sheathed crates than for ply-wood-sheathed crates and their spacing may varybetween the two types of crates.
Fastening sides to base.�In nailing the sides ofthe crate to the skids or sills, the number of nailsrequired is based on the gross weight of the crateand contents. Table 14 lists the number of nailsrequired for each 1,000 pounds of load. Half ofthe nails required should be spaced evenly alongeach side (fig. 32), no more than 3 inches apart.A skid 2 inches deep requires one row of nails; askid or sill 4 inches deep, two rows; and a skid orsill over 4 inches deep, three rows.
The lag screws required for fastening sides tothe base in skid-type crates are listed in table 15.The screw sizes are usually based on the thicknessor depth of the skids. For 2-inch skids, use lagscrews 5/16 inch in diameter; 3- or 4-inch skids,3/8- or ½-inch; and for 6-inch or larger skids, 5/8-inchor larger. Half of the required number should bespaced evenly along each side of the base. Maxi-mum spacings are:
The minimum length is usually based on dia-meter. The minimum distance each lag screwshould penetrate into the receiving member is:
The recommended minimum length of lagscrews equals the thickness of the side plus thepenetration distance. However, lag screws maybe as long as the total thickness of the members
M-119698
Figure 31 .�Typical top for sheathed crates over 60 through 120inches wide: A, Inside view; B, fabrication.
When no joists are used in the top or when ajoist does not coincide with the center of balance,a grabhook reinforcing joist should be located atthe center of balance. The size should be selectedas follows:
When the gross load exceeds 22,000 pounds, orthe width. exceeds 96 inches for any loads over10,000 pounds, two 4- by 4-inch joists should beplaced 2 to 3 feet on each side of the center ofbalance, for handling with two sets of grabhooks.
Plywood-sheathed tops.�Tops may also be con-structed entirely of plywood on 1- by 4-inch framemembers. Frame members are spaced 24 incheson center. The tops are fabricated with clinchednails, as are the side and end panels of plywood-sheathed crates. Use 3/8-inch plywood for loadsnot exceeding 10,000 pounds and ½-inch plywoodfor loads over 10,000 pounds. The joist system,consisting of joists and headers, should conformto those in figures 29, 30, and 31, except that tops

44 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119679
Figure 32.�Nail assembly of sheathed crate: A, Lumber- orplywood-sheathed crate; B, corner detail.
being fastened. The number required is foundby rule 5, p. 20.
Plywood- and lumber-sheathed sides for heavycrates require a 1-inch fastening member or a lagscrew steel reinforcing strap nailed along thefastening area to reinforce the sheathing.
Fastening ends to base.�The end panels shouldbe fastened to the end headers of skid bases or tothe end sills with nails spaced no more than 3inches apart (fig. 32). The nails should be placed
in two or more rows when the depth of the endmember is over 2 inches. Nail types and detailsare outlined under the nailing rules, p. 17.
Demountable skid-type bases may be assembledwith lag screws or similar fasteners. Militarytype crates require reinforced sheathing as de-scribed above in sides-to-base fastenings. Lagscrew lengths and sizes are the same as used infastening sides to base. Spacing should followthe pattern shown in figure 33.
Fastening ends and sides together.�The membersare usually arranged so that the sheathing of theside can be nailed to the edge strut of the end.The end can then be fastened to the side bynailing through the sheathing and edge strut intothe edge strut of the side (fig. 32). This double

WOOD CRATE DESIGN MANUAL 45
M-119680
Figure 33.�Lag screw assembly of military type sheathed crates.
nailing results in a strong corner because at leastone set of nails is always in lateral resistance.The size and spacing of nails should follow figure32 and the general nailing rules.
In demountable crates, the lag screws arelocated in the end panels. They pass through thesheathing and edge struts of the ends and pene-trate the center of the edge struts of the sides.Lag screws used in the edge of 2-inch membersshould be 5/16 inch in diameter. In struts thickerthan 2 inches use 3/8-inch lag screws. Spacing isshown in figure 33. Lead holes and other detailsshould follow the general rules for lag screws, p. 20.
Fastening top to sides and ends.�Because of thevariations in top designs, many different fasteningmethods are necessary. However, the principlesof fastening the top to the side and end panelsare generally the same. Two methods are com-monly used: (1) nailing through the sheathing ofone panel into the edge of a frame member of theother panel, and (2) nailing or driving lag screwsthrough the sheathing and frame member of onepanel into the frame member of the other. Ifthis double or cross fastening can be used to fastenthe top to sides and ends, as in nailing the sideand end panels together, it will result in a jointthat is resistant to high withdrawl stresses.
Tops made of light framework and sheathingfastened to a series of top joists are usually nailedto the side and end panels (fig. 32). Twelve-penny nails are spaced 4 to 5 inches apart andstaggered when the top is lumber sheathed. Ten-penny nails are used in plywood sheathing. Thesenails pass through both the sheathing and the1-inch frame of the top and into the 2-inch uppermember of the side or end.
into the ends of each joist.
Some tops may be constructed so that the sidesand ends must be fastened with nails throughtheir sheathing into the edge members of the top.The sides are also nailed through their sheathing
The design of most demountable crates requiresthat the lag screws be placed in the side and endpanels. Lag screws are not placed in the top panelbecause their heads would snag other crates orboxes piled on top. As shown in figure 33, thelag screws should be spaced about 20 to 24 inchesapart and so placed that they penetrate the sheath-ing and upper frame members of sides or ends andenter the fastening members of the top. A lagscrew 5/16 inch in diameter may be used in the edgeof a 2-inch fastening member, a 3/8-inch lag screwin larger fastening members. The length of theselag screws should be based either on the sum of allmembers or on the minimum penetration plusthe side or end thickness.
LIMITED-MILITARY SHEATHED CRATESPlywood-sheathed crates of the limited-military
type are intended for use in the domestic or exportshipment of bulky items of not over 2,000 pounds.They are designed to be economical and to resistmoderate stacking loads, average handling con-ditions, and light top loads (the weight of a manat or near the center of the span for about each3 feet of crate length).
Limits of outside dimensions are 20 feet long,12 feet wide, and 12 feet high. The crates aresemidemountable: the top, sides, and ends arenailed together and this unit is fastened to thebase with lag screws.
BaseThe base consists of cross skids and stringers
nailed together and covered with plywood whennecessary. The size of members and their loca-tion and placement are shown in figure 34. Whenload-bearing floorboards are required because ofconcentrated loads, the sizes should be selectedfrom table 11, p. 31.
SidesSides are made with 1-by 6-inch lower frame
members and 1-by 4-inch struts. The upperframe members are arranged as shown in figure 35.Plywood is three-eighths inch thick, with jointsmade at the centers of struts or joint cleats.Joints may be made at ends of plywood panelswhen crates are more than 8 feet high. Ventila-tion is provided as shown.
EndsEnds are similar to the sides, but do not require
joist spacers and ventilation (fig. 36). Membersizes and arrangements are the same as in the sides.

46 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Figure 34.�Base for limited-military type sheathed crate.
TopThe three kinds of tops for this type of crate
are based on the crate width (fig. 37). For widthsthat do not exceed 60 inches, the top consists of1- by 4-inch cross struts spaced 24 inches on centerand 1-by 4-inch side members. For tops over 60inches wide and not exceeding 96 inches, 2-by4-inch joists placed flat are used to support toploads. Plywood, three-eighths inch in thickness,is used full length without end joints. Topsover 96 inches in width use 2- by 4-inch joists onenge. The narrow tops are fabricated in panelform before assembly. Tops over 60 incheswide are nailed together during assembly. Calk-ing compound for waterproofing is applied atall plywood joints just before nailing.
AssemblyThe sides, ends, and the top are nailed together
as a unit, which is fastened by lag screws to thebase. The size and spacing of nails are shown infigure 38.
Lag screws, 5/16 by 3 inches, fasten the sides tothe stringers of the skids. The ends are fastenedto the cross skids. The corners may be reinforced,if necessary, with annealed strapping, applied aslisted on p. 22.
LIGHT-DUTY SHEATHED CRATESLight-duty type sheathed and cleated crates are
intended for items of not over 1,000 pounds thatrequire moderate mechanical protection. Outsidedimensions should not exceed 12 feet in length, 5feet in width, and 7 feet in height. Sheathing maybe paper-overlaid veneer or plywood.
BaseThe base is made up of 2- by 3-inch cross skids
and longitudinal skids with a diagonal at each endpanel to provide stiffness (fig. 39, A). Crossskids are spaced 24 inches on center when sheath-ing in the side, end, and top panels is plywood,and 20 inches on center when it is paper-overlaidveneer. When a covered base is required, ¼-inchplywood may be used. Load-bearing floorboardsas listed in table 11 are used for concentratedloads.
Sides, Ends, and TopThe sides, ends, and top are made as shown in
figure 39, B. When the sheathing is 3/16-inchplywood, the cleats are 1 by 4 inches, spaced 24inches on center in line with the cross skids of thebase. With 3/16-inch paper-overlaid veneer, the1- by 4-inch cleats are spaced 20 inches on center.

WOOD CRATE DESIGN MANUAL 47
M-119700Figure 35.�Sides for limited-military type sheathed crate: A, Side view; B, detailed construction of side panels, showing vents for
crates of various widths.
6 9 2 - 3 1 8 O � 6 4 � 4

48 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119701
Figure 36.�Ends for limited-military type sheathed crate.
M-119703
Figure 38.�Assembly of limited-military type sheathed crate.
AssemblyThe side, end, and top panels are assembled by
nailing as shown in figure 39, B, and this unit isfastened to the base with nails or lag screws.Lag screws are used when semidemountability isdesired. For additional strength, tensionstrapping may be applied as shown.
M-119702
Figure 37.�Inside view of the tops of three widths of limited-military type sheathed crates: A, Narrow, B, intermediate;and C, wide.

WOOD CRATE DESIGN MANUAL 49
M-119704
Figure 39.�A, Construction of base; B, assembly of light-duty type cleated panel crate.

50 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
OPEN CRATESOpen crates are most often used for packaging
items not affected by weather or to be storedinside. Partial protection from the weather issometimes provided by a waterproof shroud overthe contents. Open crates are customarily as-sembled by either bolting or nailing. Militarytype open crates (fig. 40) are most often used forheavy loads.
Other types of open crates are used frequentlyin military and industrial shipping by truck orrail. These types are relatively light, since thecomponents are minimum size. They resistmoderate stacking loads and provide reasonableprotection from handling hazards. Shrouds orpartial coverings sometimes protect the item fromweather. An example of the limited-militarytype of open crate, for loads to 2,500 pounds, isshown in figure 41. A typical light-duty crate(fig. 42) is designed for loads to 200 pounds.
Figure 41.�Limited-military type open crate for loads to 2,500pounds, designed for the shipment of light, bulky items thatdo not require a waterproof container.
M-119655
Figure 40.�Military type open crates for loads to 10,000pounds: A, fastened primarily with lag screws or bolts; B;nailed.
M-119657
Figure 42.�Light-duty open crate (loads to 200 pounds) withthree-way corner nailing, the key to proper assembly nailingof crates of this type.
MILITARY TYPE OPEN CRATESMilitary type open crates may be used for either
domestic or overseas shipments of items that donot exceed 10,000 pounds in weight. The maxi-mum size is 16 feet long, 8 feet wide, and 8 feethigh.

WOOD CRATE DESIGN MANUAL
M-119705Figure 43.�Base for military type open crate.
M-119706
Figure 44.�Sides or ends for military type open crates.
BaseThe base of a military type open crate is made
of 4- by 4-inch skids spaced no more than 42 inchesapart. To prevent splitting, carriage bolts are putthrough each skid, 2 to 3 inches from the ends (fig.43). Areas for sling and forklift handling shouldbe left between the rubbing strips. Skids arefastened together by end headers, floorboards, anddiagonals. The base may be reinforced for forklifthandling by 2-inch floorboards spaced three-eighths inch apart. Size of the load-bearing floor-boards should be selected from table 11. Un-sheathed floor areas should have single or double1- by 6-inch diagonals.
51
Sides and EndsThe side and end panels of military type open
crates are constructed as shown in figure 44. Thenumber of panels can be determined by dividingthe crate length by the height. The nearest wholenumber will be the correct number of panels, whichenables the diagonals to form as near a 45° anglewith the edge as possible. When the sides and endsare over 5 feet, high, an intermediate longitudinalmember is added at the level at which the diagonalsintersect.
For net loads of 6,000 to 10,000 pounds andheights that do not exceed 6 feet, size of membersmay be selected from table 16. When the crate isover 6 feet high, all frame members should be 2 by4 inches. Under all conditions, the upper framemember and the struts should be at least 2 by 4�s.For loads of not over 4,000 pounds and heights ofless than 6 feet, all members except struts andupper frame members are 1 by 4�s.
Sheathing boards are nominal 1-inch materialand should provide sufficient area for nailing to thebase and top members (fig. 44). For nailing to thethe base, the total number of nails should be deter-mined from table 14; the number of sheathingboards necessary for this nailing area can then bedetermined, using the nailing patterns of figure 6.Normally the amount of sheathing in figure 44 issufficient, but additional boards may be requiredfor heavy crates. Plywood strips one-half inchthick may be substituted for lumber in sides, ends,or tops and should be as wide as the total width ofthe sheathing boards that would be required.
When l-inch frame members are used, ¼-inchplywood gusset plates should be nailed at theintersection of the diagonals (fig. 44) with seven-penny nails clinched on the sheathed side. Use 12-by 12-inch sizes when diagonals are 1 by 4 inches,and 18- by 18-inch sizes when diagonals are 1 by 6�s.

52 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE

WOOD CRATE DESIGN MANUAL 5 3
TopsThe tops of military type open crates of various
widths are constructed as shown in figure 45.Frame members are nominal 1 by 6�s or, if the topsare not more than 24 inches wide, 1 by 4�s. Ply-wood gussets should be added to the intersectionof all cross diagonals. Sheathing is applied asdescribed for the sides and ends.
AssemblyMilitary type open crates are assembled as
shown in figure 46 and as described in the sectionon sheathed crate assembly. Strapping may beused for reinforcing, applied as listed on p. 22.
LIMITED-MILITARY TYPE OPEN CRATESLimited-military type open crates, also for
domestic or overseas shipment, are of three styles,sizes, and load capacities. They are not designedfor large superimposed top loads, so heavy joistsystems are not included. However, the sidesand ends are capable of withstanding moderatetop loads such as might be imposed by normallike-on-like stacking.
Styles A and A-1 Open CratesA style A open crate (fig. 47) has a load limit of
1,000 pounds, with maximum dimensions of 6 feetin length and 4 feet in width and height. The baseis made up of 2- by 4-inch skids and end headersfor loads of not over 500 pounds and 2 by 6�s forloads of not over 1,000 pounds. Rubbing stripsare 2 by 4�s. Dimensions of load-bearing floor-boards can be selected from table 11. All membersof the sides, ends, and top, as well as the diagonalof the base, are 1 by 6�s.
A similar style, A-l, uses all 1- by 4-inch mem-bers for side, end, and top panels (fig. 48). The
weight limitation is 250 pounds. Maximumdimensions are 4 feet in length and 3 feet in widthand height. Skids and end headers are also 2 by4�s. Both styles A and A-1 employ eightpennysinker nails spaced 6 to 8 inches apart for side-to-end and end-to-top assembly. The sides are nailedto the base as in figure 6; ends are not fasteneddirectly to the base. The crate may be strength-ened by metal strips (fig. 48).
Style B Open CratesStyle B (fig. 49) is similar to style A except that
the maximum load is 2,500 pounds, and the maxi-mum dimensions are 12 feet in length and 6 feet inwidth and height.
The base is made up of 4- by 4-inch skids; threeskids are used when the distance between outsideskids is more than 36 inches. Rubbing strips are2 by 4�s. End headers are 2 by 6�s for crates thatdo not exceed 4 feet in width and 4 by 4�s forwidths over 4 feet. Dimensions of load-bearingfloorboards can be selected from table 11.
The sides are made of 1 by 6�s. A crate over48 inches high needs an intermediate horizontalmember. Space struts not over 40 inches apart,so that the angle formed by the diagonal is as near45° as possible.
The struts of the end are 2 by 4�s. An inter-mediate strut is added when the crate is over 42inches wide. Other members are 1 by 6�s, exceptthat a 1- by 8-inch lower edge member is neededwhen the end cross members of the base are 4 by4�s.
All members of the top are 2 by 4�s. A topover 42 inches wide needs an intermediate longi-tudinal member, alined with the center strut ofthe end. The joists are placed flat and alined withthe struts of the side panel. Each end panel ofthe top has a diagonal (fig. 49).
Style B crates may be assembled either witheightpenny sinker nails in the same manner as

54 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Figure 45.�Narrow, intermediate, and wide tops for military type open crates.

WOOD CRATE DESIGN MANUAL
Figure 46.�Assembly of military type open crate.
55
M-119708
style A and A-l crates or with lag screws. Thecrate is strengthened by steel straps (fig. 49). Thediagonals are arranged to provide the maximumnumber of fastening points to the base near thecenter of the skid depth.
If lag screws are employed for side-to-basefastening they should be 3/8 inch. The minimumnumber of lag screws for each side is shown in thefollowing tabulation, but at least one must beplaced in each strut and diagonal.
If lag screws are used for end-to-base, side-to-end, and end-to-top assembly, they should be5/16- by 3-inch spaced 12 to 14 inches apart. Eachstrut and diagonal of the side panel is joined by alag screw of the same size to the edge longitudinalmember of the top.
Style C Open Crates
A style C open crate of the limited-militarytype often is used for shipping such high-densityitems as sheet metal and sheets of building board.Crates of this type should not exceed 12 feet inlength, 4 feet in width, and 2 feet in height.When no blocking or bracing is required themaximum gross load is 1,000 pounds. When theitem requires bracing or cushioning the maxi-mum load is 500 pounds. Crates may be madeentirely of lumber, or of cleated plywood sidesand ends with lumber cross members in tops andbottoms (fig. 50).
The sizes of plywood or lumber for the ends andsides are listed in table 17.
When sides are made of two or more pieces oflumber, inside battens of the same size as thecleats should be alined with top and bottom crossmembers and spaced no more than 36 inchesapart (fig. 50).
The top and bottom cross members and diag-onals are 1 by 4�s for crates 30 inches wide or lessand 1 by 6�s for crates wider than 30 inches.
The sides are nailed to the ends with sinkernails. Nail sizes and spacings for different

56 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119709Figure 47.�Style A limited-military type open crate.

WOOD CRATE DESIGN MANUAL 57
Figure 48.�Style A-1 limited-military type open crate.
M-119710

58 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Figure 49.�Style B limited-military type open crate.

WOOD CRATE DESIGN MANUAL 59
domestic or low-hazard shipment of items thatdo not exceed 4,000 pounds. They should be amaximum of 32 feet long, 6 feet wide, and 10feet high. They ma be fastened entirely bynails or made partially demountable by nailingtogether the sides, ends, and top and then fasten-ing to the base with lag screws. The tops aredesigned not to carry superimposed loads. Thesides and ends can resist the moderate stressesof like-on-like stacking.
M-119712
Figure 50.�Style C limited-military type open crates of lumberand plywood-and-lumber construction.
thicknesses of either lumber or cleated plywoodsides are given in table 18.
The top and bottom members are nailed tothe sides with eightpenny sinker nails. Tensionstrapping is used to reinforce top and bottommembers (fig. 50) when shipping conditions aremoderate to severe.
LIGHT-DUTY OPEN CRATESCrates of this type are designed principally to
protect items from normal shipping and storagehazards, including accidental drops, with minimummaterial and tare weight.They are intended for
Auxiliary coverings of 3/16-inch plywood or paper-overlaid veneer may be used on crates for itemsthat require the protection of some sheathing.Filler pieces are added to the frame to providenailing surfaces at the edges of panels.
BaseSkids are single-piece 2 by 4�s, placed flat, for
loads of not over 2,000 pounds and bases no longerthan 20 feet. For loads that do not exceed 3,000pounds and lengths no more than 20 feet, skidsshould be single-piece 3 by 3�s. With heavierloads or longer bases, the skids should be 4 by 4�s,or two 2 by 4�s laminated and placed on edge.Crates over 42 inches wide need three skids (fig.51). Rubbing strips are fastened under each skid,with spaces left for forklift or sling handling.
End headers are the same size as the skids (fig.51). Load-bearing floorboard sizes are selectedfrom table 11. Other cross members and diago-nals should be 1 by 4�s for loads that do not exceed500 pounds and crate widths of not over 36 inches,1 by 6�s for wider crates or heavier loads.
SidesThe light-duty open crate has one of three
styles of sides, depending on the net load andcrate height.
For loads of not over 2,000 pounds and crateheights of no more than 6 feet, sides of the stylein figure 52 should be used. The sizes of membersand the spacing of struts for crates of variousdimensions are listed in table 19.

60 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119713
Figure 51.�Bases for light-duty open crater: A, Through 42inches wide; B, over 42 inches wide.
The double-panel side design (fig. 53) is forloads that do not exceed 4,000 pounds and heightsno greater than 8 feet. Member sizes and strutspacing are listed in table 20.
The triple-panel side design (fig. 54) is for loadsof no more than 4,000 pounds and heights be-
tween 8 and 10 feet. Member sizes and strutspacing are listed in table 21.
EndsThe arrangement of members in the ends
(figs. 55, 56) is determined by the height and widthof the crate and by the strut spacing. Thestrut spacing should be no greater than for theside struts. The upper frame members, inter-mediate horizontal members, struts, and diagonalsare 1 by 4�s for loads through 500 pounds and 1by 6�s for loads over 500 pounds, except thatstruts should be 2 by 4�s in crates over 5 feethigh. The lower frame member is a 1 by 6with 2- by 4-inch single end headers placed flat,and a 1 by 8 with larger headers.
TopsThe design and arrangement of members of
the top are usually based on the width of the crate.The styles of tops for widths through 72 inchesare shown in figure 57. Edge longitudinalmembers are 1 by 4�s for loads not exceeding500 pounds and widths through 48 inches, and1 by 6�s for all other conditions. Center longi-tidunal members for wide crates are 1 by 4 inches.Cross struts and diagonals should be 1 by 4�sfor loads not exceeding 1,000 pounds and widthsthrough 48 inches, and 1 by 6�s for heavier loadsand wider crates.
AssemblyThe method of assembly for the light-duty open
crate is shown in figure 58. Assembly of the cov-ered style is shown in figure 59.

WOOD CRATE DESIGN MANUAL 61
M-119714
Figure 52.�Sides for light-duty open crates, for loads through 4,000 pounds and heights through 6 feet: A, Side view; B, side of shortcrate; C, covered side.

62 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119715
Figure 53.�Double-panel sides for light-duty open crates, for loads through 4,000 pounds and heights through 8 feet: A, Side view;B, covered side.

WOOD CRATE DESIGN MANUAL 63
M-119716
Figure 54.�Triple-panel sides for light-duty open crates, for loads through 4,000 pounds and heights between 8 and 10 feet: A,Side view; B, covered side.
692518 O�64�5

64 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119717
Figure 55.�Ends for light-duty open crates, for loads through 2,000 pounds and heights through 8 feet: A, Two-panel horizontal;B, single-panel (covered); C, four-panel; and D, two-panel vertical.

WOOD CRATE DESIGN MANUAL 65
M-119718
Figure 56.�Ends for light-duty open crates, for loads through 4,000 pounds and heights through 10 feet: A, Wide and narrow double-panel ends; and B, wide and narrow triple-panel ends.

66 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
M-119909
Figure 57.�Tops for light-duty open crates: A, Narrow top; B, medium-width top; C, wide top.

WOOD CRATE DESIGN MANUAL 67
M-119702
Figure 59.�Assembly of covered style light-duty open crate
M-119719
Figure 58.�Assembly of light-duty open crate.

68 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
SKID ASSEMBLIESInstead of crates, it is sometimes sufficient to
use heavy skid and cross member assembliesunder large rugged articles such as machine tools,so that they can be more easily handled andtransported.
In designing the skid assembly, the length andwidth of the item, its weight, type of base, andits unsupported span (the distance between thebase contacts with the skid) are factors that mustbe considered. The number of skids is determinedby the load-carrying capacity of a skid, therequirements for securing the equipment, andwhether there are any projecting parts. Skidsshould be not less than 2 by 4 inches with theirwidth usually not less than three-fifths of thedepth.
In order to use the tables that give require-ments for skids and floorboards, a weight-lengthvalue (WL) must be obtained by multiplyingthe actual weight of the item (W) by the unsup-ported span (L). It is suggested that a sketchof the skid assembly be made so all factors areincluded.
To help in determining the floorboard require-ments, the unsupported span, and the skid-size,items have been classified into two groups (fig. 60).Open-type base articles have two or more legs,
columns, or similar supports. Closed-type basearticles have one support.
SKID SIZESThe length and width of skid assemblies are
usually determined by the overall length and widthof the item. These dimensions include projectingarms or levers that cannot be further disassembled.When necessary, additional length must be provid-ed for an end cross member (header) of the samewidth and depth as the skid, positioned flatwise.With the overall measurements known, the properL distances can be decided.
In calculating skid sizes, the L value of open-type bases is either the distance from the ends ofof the skids to the base of the item, L1 in figures61, 62, and 63, or one-half the distance betweenlegs, end frames, or columns, L2 in these figures,whichever is longer.
With closed-type bases, the L value is eitherone-half the distance between floorboards (L2 offigs. 61, 62, and 63) or the full distance (L1) fromthe end of the skid to the item base. whichever islonger.
The depths and widths of the members of theskid assembly may be determined either withtables 22, 23, and 24 or a formula.
M-119723Figure 60.�Typical equipment with bases for which skid assemblies might be designed.

WOOD CRATE DESIGN MANUAL 69
M-119721
Figure 61 .�Typical skid assemblies for equipment with open-type bases: A, For leg-type base of equipment without sidewise pro-jections (floorboards not required unless more than two skids are used); B, for double-column-type base, including clearance forequipment with sidewise projections.
Use of FormulaTo determine the skid sizes by formula, either
the depth or the total width of the skids may beassumed from the material available, and theformula then solved for the unknown. All skidsin the same assembly should be the same size.The unknown, when groups II, III, or IV woodsare used, should be determined from the formula:
where W is total weight of article in pounds; L isspan in feet; B is total width of skids in inches;and D is depth of skid in inches.
When group I woods are used, the unknowndimension should be determined for a load 20percent greater than the weight of the article.For example, a 10,000-pound article would becalculated as 12,000 pounds.
Use of TableTable 22 gives skid widths and depths for values of
WL from 1,000 to 140,000 foot-pounds. To de-termine the size of skid required, first find theproper WL value. Then follow across to theright to the column that lists the number of skidsrequired. The skid size at the top of this columnis satisfactory.

70 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Figure 62.�Typical skid assemblies for equipment with pedestal and similar closed-type bases: A, For equipment without sidewiseprojections; B, for equipment with sidewise projections.
M-119908
Figure 63.�Typical skid assemblies for equipment with rectangular or irregular column closed-type bases: A, For rectangular base ofequipment with sidewise projections; B, for rectangular base of equipment without sidewise projections; and C, for irregularcolumn base of equipment without sidewise projections, showing additional skid.


72 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE

WOOD CRATE DESIGN MANUAL 73
If the problem is to determine the number ofskids to use when a certain size material isavailable, go to the right of the WL value to theappropriate skid-size column, which shows at thispoint the required number of skids.
FLOORBOARD SIZESFloorboards of uniform thickness should be
used in any assembly where all of the skids do notcontact the load, as shown by some of the skidassemblies in figures 61, 62, and 63. Requirementsfor floorboards of groups II, III, or IV woods aredetermined from the same formula as are unknownskid dimensions:
The difference is that the floorboard span L(L3 infigs. 61, 62, and 63) is the distance in feet from theouter edge of the skid to the flange edge of thearticle.
Table 23 gives the floorboard requirements forvalues of WL from 1,000 to 140,000 foot-pounds.When group I woods are used, the weight of thearticle is increased 20 percent before calculationsare made. The full width, as determined from theformula or table, should be placed under the baseof the item. No floorboards should be less than2 by 4 inches.
For items with open-type bases, at least onefloorboard of a skid assembly with more thantwo skids should be under each pair of legs orunder each frame or column (fig. 61). Theflooring should be arranged to support all bottomedges, cross walls, and ribs of the item that paral-lel the floorboards. When more than one floor-board is required for support, the spacings of theboards are governed by the requirements forstrength. The fastening bolts should pass throughboth skids and floorboards.
When floorboards are required for closed-typebases (figs. 62 and 63) at least three floorboardsshould be used. The anchor bolts should passthrough both skids and floorboards.
DIAGONAL BRACINGSkid assemblies for items with open-type bases
usually require one or more diagonal braces(fig. 61). The angle of the diagonal with the skidsshould be as near 45° as possible but not less than30° or more than 60°. Diagonals may be fas-tened to the upper side of the skids or to the underside of headers and floorboards. Adjoining diago-nals should slope in opposite directions with a strutbetween them spanning the assembly. A strutis not ordinarily needed when the diagonalbracing is crossed by floorboards or by part of theitem�s base. The sizes of these diagonals andstruts are found in table 24.
ASSEMBLYThe fastenings used in skid assemblies are nails,
lag screws, and bolts. Carriage or step bolts areused to assemble the skids to the end headers. Ateach skid contact one bolt should be used whenthe header is 5 inches or less in width, and twobolts when the header is wider than 5 inches.When the header is less than 3 inches deep, usebolts 3/8 inch in diameter; when 3 to 5 inches deep,½-inch bolts; and when over 5 inches deep, 5 /8-inchbolts. Boltheads should be flush with the undersides of the skids.
In fastening the floorboards, diagonals, andstruts to the skids, either bolts or nails ma beused, depending on the thickness of the members.When 2-inch members are fastened to a-inch-deepskids, use two twelvepenny coated or etched nailsfor material 4 inches wide and three nails formembers wider than 4 inches. When the diag-onals, struts, or floorboards are 2 inches deep andthe skids are deeper than 2 inches, use sixteen-penny nails. When all members are over 2 inchesdeep, use carriage or step bolts in the same manneras outlined for the skid-header connections.
The item should be fastened securely to theskid assembly with bolts, U-bolts, metal brackets,or similar fastenings. Lag screws are not recom-mended for this purpose.
It is good practice to put bolts through the endsof large skids to prevent them from splitting duringshipment and handling. These bolts are placedabove the center of the skid and about 2½ inchesfrom the end.
TESTING CRATESThere can be no absolute standards or rules for
designing crates. For example, while a crate topmay be designed for loads up to 200 pounds persquare foot, it might be subjected to a load oftwice this limit under difficult storage conditions.
However, because of the safety factors included inthe design, short-time application of such staticloads does not ordinarily cause failure. Never-theless, it is reasonable to assume that somecrates will be subjected to loads that will cause

74 AGRICULTURE HANDBOOK 252,
failure. But designing all crates to resist. everystress is not economical. Thus, both designstandards and tests to check them should bebased on conditions to which the majority ofcrates are subjected.
The design of a crate may vary greatly forany item, depending on the means of transpor-tation and the destination. Domestic shipmentof most items will not ordinarily involve as greator as many hazards as shipment overseas. Con-sequently, in domestic crates frame members maybe smaller and fastenings less rigid. But somemeans should be used to evaluate a newly designedpilot crate, whether for domestic or export ship-ment. Tests should simulate actual shipping,handling, and storage conditions as closely aspossible in order to determine the suitability ofconstruction.
M-119683
Figure 64.�Rough-handling tests for crates: A, superimposedload; B, edgewise drop; C, cornerwise drop; and D, pen-dulum impact.
U.S. DEPT. OF AGRICULTURE
The development of crate design criteria at theForest Products Laboratory led to a series of testsdesigned to include those hazards ordinarilyimposed on crates during storage, handling, andshipping (fig. 64). These tests were used on scoresof containers of all sizes and types, from small opento large sheathed crates.
The following sections outline the various testmethods that might be used by the designer toimprove crates or to verify construction details.However, with a crate design based on engineeringprinciples, a limited crate testing program may besatisfactory. A good indication of the crate�sadequacy could be gained from superimposedload, edgewise-drop and cornerwise-drop tests.
SUPERIMPOSED-LOAD TESTSSuperimposed loading may occur during storage
and shipping. When items placed on the top of acrate are smaller in area than the crate top, theload must be carried by joists or the top framingsystem, which transfer the stresses to the sidesand ends. However, the load of an equal-sizecontainer is carried by the crate sides and ends.Little, if any, is supported by the joist system.This matransfer loads to the sides.
also be true when dunnage is used to
The tops of sheathed crates-are ordinarily de-signed to carry superimposed loads, but tops ofopen crates are seldom constructed to carry morethan the weight of a man. Inasmuch as mostopen crates are used for domestic shipment, thereis little need for costly joist systems adequate tosupport loads that ordinarily are not placed ontop without dunnage.
It is suggested that sheathed crates be subjectedto top load tests that place stresses on the joistsystem and on the sides and ends. Open cratesmay be tested by methods that place the loads onlyon the sides and ends.
Top Load Tests For Joists and FramingTop joists are often designed for loads of 50 to
100 pounds per square foot. Under most con-ditions a load of 50 pounds per square foot maybe considered as normal, and 100 pounds persquare foot as moderate.
One of the simpler methods of applying loadsto top joist systems without special equipmentis by using sand. If the crate top only is to betested, it may be convenient to place the fabri-cated top, without the sides and ends, on supportsraised a foot or more off the ground. The supportsshould be positioned so that the span is the sameas in the assembled crate. A framework of boardsor plywood is then made around the perimeter ofthe top, and sand is poured uniformly over theenclosed area (fig. 65). It is desirable to usecrosstie wires and a membrane such as a plastic

WOOD CRATE
sheet to prevent the sand from escaping and theframework from bulging. Sand averages about100 pounds per cubic foot, so a 6-inch layer wouldapply a uniform load of 50 pounds per squarefoot; a 12-inch layer, 100 pounds per square foot.A sample weighing should be made to determinethe exact weight per cubic foot of the sand used.To increase the test load, loaded boxes may alsobe added (fig. 65).
Deflection of the joists may be measured byplacing a nail at each end of the joist and stretch-ing a fine wire or string between. By measuringthe distance from the wire to the bottom of thejoist with and without load, the net deflection canbe calculated. Various designs can be comparedby determining the deflection of their joists. Theultimate strength of the top framing and thejoists can be found by adding known incrementsof load to the top until it fails.
Testing machines can also be used to test thetops (fig. 66), but are usually restricted to testingnarrow panels. Maximum loads can be easilydetermined in this type of machine.
Top Load Tests for Sides and EndsThe sides of a crate may be designed to support
top loads of 200 to 400 pounds per square foot.This is necessary because crates in storage areoften stacked four or more high. When heavyitems are crated, this means tremendous loads areplaced on the lower crate. The tables of sizes
DESIGN MANUAL 75
M-119685
Figure 66.�Testing a narrow crate top in a universal testingmachine. Plywood without a frame is often sufficientlystrong to carry loads over short spans.
for the members of sheathed crates, listed inAppendix I, cover sides designed to resist toploads of 200 pounds per square foot in crates usedfor items weighing through 10,000 pounds, and400 pounds per square foot in crates designed forloads over 10,000 pounds.
To test crates in a manner similar to actualconditions, it is necessary to place the loads so
Figure 65.�Testing the framing of a crate top. Loads consist of sand placed to a uniform depth over the surface and the addition ofload boxes.

76 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
that they are carried by the sides or by sides andends. The use of another crate of the same sizewould accomplish this, but with large crates thisinvolves a serious handling problem. Perhaps abetter solution is the use of dunnage, 4- to 6-inch-thick timbers, placed on top of the crate acrossits width. After the dunnage has been placed,load boxes are placed uniformly over the surfaceby means of a crane or forklift truck. This typeof loading will place most of the stresses on theside panels. Figure 64, A shows a sheathed cratewith a load of large boxes being used to test thecrate sides. The boxes are long enough to spanthe width of the crate. Sturdily constructedboxes filled with sand and securely strapped haveserved very well in this type of test. The verticaldeflection of the crate sides is measured when theload is in place. This test is seldom continued tofailure unless extreme caution is practiced, es-pecially if the crates are large. For smaller crates,ultimate superimposed loads can be found with alarge testing machine. Figure 67 shows a high,narrow crate being tested in such a machine.
HANDLING TESTSTests have been developed to simulate actual
crate handling by sling, grabhook, and forklift.While every crate is not necessarily handled by allof these methods, crates designed for overseasshipment should be capable of withstanding alltypes of handling. This is especially true ofsheathed crates, where both grabhook and slinghandling might be used. Much of the handlingof crates is with forklift trucks, and ordinarily allcrates allow the entry of forklift fingers from boththe sides and ends, through spaces between therubbing strips. By allowing side spaces at theends as well as at the center of balance, end slinghandling is also possible.
Crates to be tested should contain loads atleast equal to the design loads. The load mayconsist of heavy, nailed wood boxes filled withsand and strapped securely to load-bearing floor-boards (fig. 68).
Sling HandlingAll crates used for shipping, except perhaps
small, light crates, should include some provisionfor being lifted with slings. The skids of largecrates are heavy enough to allow a notch at eachend for the sling. For crates with rubbing strips,an end space is left at each end of the crate.Two kinds of slings are ordinarily used to lift andhandle crates aboard ships and in dock areas.One uses one or more spreader bars to preventthe crate from being crushed when it is lifted;the other does not.
If hoisting cables are the only means of liftingand handling a crate and no sling areas have been
Figure 67.�Top loading a high, narrow crate. Mechanicaltesting machine is applying a top load of 950 pounds persquare foot.
incorporated into the base design, the cables areoften placed around the ends and sides of the crate.This tends to crush the ends of the crate. Whenthe cable-only method is used with a short cable,crushing stresses are placed on base, sides, andtop. The top is especially vulnerable to crushing,and this is a severe test. Long cables cause lesscrushing than short cables. Reinforcing joists,each positioned where a cable contacts the toppanel, will resist these crushing forces. Figure69 shows a crate being unloaded with long cables.
The use of large hoisting equipment with acable rig is the simplest method of testing a crate

WOOD CRATE DESIGN MANUAL 77
M-119687
Figure 68.�Typical load for handling tests. Large boxes filled with sand are strapped to load-bearing floorboards.
Figure 69.�Unloading a crate from ship by means of long cables.
with slings. Longitudinal deflection should bedetermined by measurements made before andduring the lift. This deflection should be small;the allowable magnitude varies with the cratelength. When lifting equipment is not available,an A-frame support may be used. The cratemay be jacked up into position and then lowereduntil supported by the slings. Figure 70 showsa device of this type with the slings looped aroundthe crate ends. However, for average conditions,slings placed under each set of skids at the endsshould be satisfactory for this lifting test.
Figure 70.�Loaded test crate supported by slings loopedaround the ends of the crate.

78 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Grabhook HandlingGrabhooks are sometimes employed in handling
crates of small and medium size. Their use shouldordinarily be discouraged because of the eventualdestruction of the crate sheathing at the liftingpoints. Crates with a reinforcing joist in the toppanel at the center of balance can resist grabhookhandling.
A crane or mechanical lifting device with cablesis perhaps most convenient for testing with grab-hooks. However, the slings and k-frame describedin the previous section may be used also. Theloaded test crate should be lifted and supportedwith one grabhook located on each side at thecenter of balance (fig. 71).
M-119690
Figure 71.�Test crate supported by a single set of grabhooks.
One simple way to measure longitudinal deflec-tion is to drive a nail near each end on one side.A fishline or a fine wire is then stretched betweenthe nails, with a rubberband at one end to keepthe wire taut. Make a mark at the center of thecrate in line with the level measuring wire. Whenthe crate is lifted, make a second mark; the dis-tance between the two is the bending deflectioncaused by the weight of the crate and the contents.The allowable deflection depends on the length ofthe crate and should be minor. Too great adeflection indicates poor design or construction.
Forklift HandlingHandling with a forklift truck is becoming more
common even for very large crates. Crates oflight or medium weight are usually lifted fromthe sides by forklift trucks, and provisions aremade in crate design for this. Large, heavy crates
are often moved with two forklift trucks by plac-ing their forklift fingers under each end of thebase. A forklift from the side is similar to a grab-hook lift at the center of balance. Two forkliftsfrom the ends is similar to lifting by end slings.Lifting the loaded test crate from either side placesstresses on the inner and outer skids and indi-cates the resistance of the skids and other mem-bers to this type of lifting. The bending stresseson the inner skids are transferred to the load-bearing floorboards or other crossmembers. Lift-ing from the ends with forklift trucks causes bend-ing of the end headers or floorboards.
Any deficiencies brought out by the handlingtests should be corrected by design changes, in-cluding, for example, using heavier or properlylocated top reinforcing joists, adding filler skidsto accommodate forklift fingers from the sides,and increasing the size or spacing of end headersin the base. Tests on pilot crates will bring outany weaknesses that need to be corrected in orderto minimize damages to crates.
DROP AND IMPACT TESTSCrates handled with a variety of equipment
and under many conditions are often subjectedto accidental drops. A lifting device may be re-leased too fast, resulting in a corner impact, or acrate may skid off a truck, impacting one edge.An end impact may result when a swinging crateis let down with slings. All crates are not sub-jected to these hazards, but it is important thatthe crate design include sufficient strength to re-sist them. Drop tests of some type should beincorporated in the testing program, because im-pacts caused by drops are severe and can resultin member damage and fastening failures. Thethree general tests that simulate impacts to cratesand are ordinarily used to test crates are (1) theedgewise-drop, (2) the cornerwise-drop, and (3)the pendulum-impact tests (fig. 64).
Drop tests are reasonably simple to conductand require only a minimum amount of equip-ment. As in the handling tests, the test crateshould contain a load, similar in weight to theitem for which the crate is designed. Nailed woodboxes filled with sand are satisfactory. After thetest loads are anchored inside, the crate is com-pletely assembled with the correct number, size,and spacing of fasteners for the design.
Edgewise-Drop TestThe edgewise-drop test is conducted by first
placing one end of the base of the test crate on a5- or 6-inch-square timber sill. The opposite endis then raised to a predetermined height andallowed to fall freely to a level concrete floor orslab. The end of the crate may be raised by ahoist with a quick-release device attached that

WOOD CRATE DESIGN MANUAL 79
can be triggered from a safe distance (fig. 64, B).Or the raised end of the crate may be placed ona wood block of the proper length with a chain orcable attached. A truck or other mechanical de-vice is used to pull out the block quickly, permit-ting the end of the crate to drop to the concreteslab.
A series of drop heights, similar to those usedin testing programs at the Forest Products Labo-ratory, is shown in table 25. The height of dropis selected that will meet the requirements forboth the gross weight and dimensions of the crate.For example, a crate that weighs less than 600pounds but has a dimension over 72 inches willbe dropped from 24 inches if for overseas ship-ment and 18 inches if for domestic.
The test crate should be dropped on each end.Longitudinal deflection measurements should bemade before and after the drops to determine theamount of residual deflection. Careful notesshould be made of broken members, splits, andnailpulls. The edgewise-drop test not only placesbending stresses on the crate as a whole, but alsois a positive test for side-to-base fastenings and forthe load-bearing floorboards. The data assembledfrom the tests will guide the designer in improvingthe crate.
Cornerwise-Drop TestThe cornerwise-drop causes severe racking
stresses in all panels of the crate, impact of thecorner, and bending stresses similar to those inedgewise drops.
A block is placed on one end of the sill so thatone supported corner is 5 to 6 inches higher thanthe other supported corner. The opposite end isthen raised to a height designated in table 25 andallowed to fall freely (fig. 64, C). The corner diag-onally opposite the corner block strikes the con-crete slab first. As in the edgewise-drop test thecrate should be dropped on each end, and the
692-318 O�64�6
deflection measurements and other data on failuresand reactions of parts of the crate should becompiled.
Pendulum-Impact TestThe pendulum-impact test is primarily intended
as a test of the blocking and bracing of the itemin the crate. It also stresses the bolts used tofasten the load-bearing floorboards to the skids.It simulates not only accidental impacts of a crateswinging on slings, but also the humping thatoccurs in the switching of railway cars.
The pendulum-impact test requires some typeof suspended platform or sling to hold the crate.This platform is suspended with at least fourparallel cables or chains about 20 to 24 feet inlength (fig. 64, D). When suspended the platformshould be parallel to the floor with a 3- or 4-inchclearance. The backstop may be concrete or alarge timber rigidly secured. The crate is placedso that it rests lightly against the backstop whenthe platform is freely suspended. The platformis pulled back from the backstop until the crate israised 9 inches. Then it is released and allowedto swing freely against the backstop. Each endis tested with one impact in this manner. Thefreight car speed that gives an impact equivalentto the 9-inch pendulum test is about 7 miles perhour.
A variation of the described test would be toconduct it with a load or another crate on topof the test crate. This would create severe rack-ing stresses on the sides and on the side-to-endnailing and other fastenings.
The notes, measurements, and other datagathered during the series of crate tests, togetherwith general observations, are usually sufficient todetermine the adequacy of the design. Whennecessary, details of the design may be changed,incorporated into the test crate, and retested. Itmay be necessary to repeat only one or two phasesof the test schedule. For example, if the fasten-ings of the sides to the base failed during the edge-wise-drop tests., the spacing and location would bechanged or a different type of fastener used. Thechanged test crate would then be subjected onlyto the edgewise-drop test if the other tests hadbeen passed.
These tests were designed to reveal any majorweakness in the crate parts or in the fabricationand assembly methods. Other tests may be used,but each should be developed to simulate somephase of handling or storage that creates specialhazards not covered here. Of course, not allconditions a crate might encounter can be antici-pated, and it would not be economical to designa crate to resist all real and theoretical hazards.However, a good testing program used in the de-velopment of new crate designs will more than payfor itself.

APPENDIX I. PANEL MEMBER SIZESPanel member sizes for crates of various dimensions, designed to carry loads through 30,000 pounds,
are given in tables 26 through 35.
80

WOOD CRATE DESIGN MANUAL 81

82 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE

WOOD CRATE DESIGN MANUAL 83

84 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE

WOOD CRATE DESIGN MANUAL 85

86 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE

WOOD CRATE DESIGN MANUAL
TABLE 27.�Panel member sizes for crates 1 designed for a net load of 2,000 pounds-Continued10-FOOT-WIDE CRATE
87

88 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 28.�Panel member sizes for crates 1 designed for a net load of 4,000 pounds4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 28.�Panel member sizes for crates 1 designed for a net load of 4,000 pounds�Continued6-FOOT-WIDE CRATE
89

90 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 28.�Panel member sizes for crates 1 designed for a net load of 4,000 pounds�Continued8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 28.�Panel member sizes for crates 1 designed for a net load of 4,000 pounds�Continued10-FOOT-WIDE CRATE
91

92 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 29.�Panel member sizes for crates 1 designed for a net load of 6,000 pounds4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 29.�Panel member sizes for crates 1 designed for a net load of 6,000 pounds�Continued6-FOOT-WIDE CRATE
93

94 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 29.�Panel member sizes for crates 1 designed for a net load of 6,000 pounds�Continued8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 29.�Panel member sizes for crates 1 designed for a net load of 6,000 pounds�Continued10-FOOT-WIDE CRATE
95
692-318 O�64�7

96 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 30.�Panel member sizes for crates 1 designed for a net load of 8,000 pounds4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 30.�Panel member sizes for crates 1 designed for a net load of 8,000 pounds�Continued6-FOOT-WIDE CRATE
97

98 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 30.�Panel member sizes for crates 1 designed for a net load of 8,000 pounds�Continued8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 30.�Panel member sizes for crates 1 designed for a net load of 8,000 pounds�Continued10-FOOT-WIDE CRATE
99

100 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 31.�Panel member sizes for crates 1 designed for a net load of 10,000 pounds4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 31 .�Panel member sizes for crates 1 designed for a net load of 10,000 pounds�Continued6-FOOT-WIDE CRATE
101

102 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 31.�Panel member sizes for crates 1 designed for a net load of 10,000 pounds�Continued&FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL
TABLE 31 .�Panel member sizes for crates 1 designed for a net load of 10,000 pounds�ContinuedIO-FOOT-WIDE CRATE
103

104 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 32.�Panel member sizes for crates 1 designed for a net load of 15,000 pounds4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 105
TABLE 32.�Panel member sizes for crates 1 designed for a net load of 15,000 pounds�Continued6-FOOT-WIDE CRATE

106 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 32.�Panel member sizes for crates 1 designed for a net load of 15,000 pounds�Continued8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 107
TABLE 32.�Panel member sizes for crates 1 designed for a net load of 15,000 pounds-Continued10-FOOT-WIDE CRATE

108 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 33.�Panel member sizes for crates 1 designed for a net load of 20,000 pounds4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 109
TABLE 33.�Panel member sizes for crates 1 designed for a net load of 20,000 pounds�Cont inued
6-FOOT-WIDE CRATE

110 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 33.�Panel member sizes for crates 1 designed for a net load of 20,000 pounds�Continued8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 111
TABLE 33.�Panel member sizes for crates 1 designed for a net load of 20,000 pounds�Continued10-FOOT-WIDE CRATE
692-318 O�64�8

112 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 34.�Panel member sizes for crates 1 designed for a net load of 25,000 pounds
4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 113
TABLE 34.�Panel member sizes for crates 1 designed for a net load of 25,000 pound�Continued
6-FOOT-WIDE CRATE

114 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 34.�Panel member sizes for crates 1 designed for a net load of 25,000 pounds�Continued
8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 115
TABLE 34.�Panel member sizes for crates 1 designed for a net load of 25,000 pounds�Continued
10-FOOT-WIDE CRATE

116 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 35.�Panel member sizes for crates 1 designed for a net load of 30,000 pounds
4-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 117
TABLE 35.�Panel member sizes for crates 1 designed for a net load of 30,000 pounds�Continued
6-FOOT-WIDE CRATE

118 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 35.�Panel member sizes for crates 1 designed for a net load of 30,000 pounds�Continued8-FOOT-WIDE CRATE

WOOD CRATE DESIGN MANUAL 119
TABLE 35.�Panel member sizes for crates 1 designed for a net load of 30,000 pounds�Continued10-FOOT-WIDE CRATE

APPENDIX II. DETAILS OF SHIPPINGMARKING
All crates must have some markings on themto show their destination, to whom they are con-signed, and the name of the consignor. Manycrates also have markings that describe the con-tents, for advertising or storage information. Insome government shipments, however, especiallyin time of war, a code is used to minimize pilfering.The code marking is more important on exportshipments, particularly for containers that willbe subjected to numerous handlings.
The Interstate Commerce Commission requiresspecial marking of delicate or dangerous articles,for the protection of both the article and thosehandling the container. Label requirements varya great deal between items. For this reason, allspecial markings and shipping instructions shouldconform to the latest ICC Regulations. Theseregulations cover the land and water transporationof explosives and other dangerous articles andinclude specifications for the required shippingcontainers.
Other markings used on the exteriors of manycrates, especially those destined for foreign areas,concern handling and opening. A container thatmay be reused is often marked �Reusable Con-tainer� and, if opening directions are required,�To Open-Remove End� or a similar phrasemight be employed. Inspection doors or inspec-tion ports should have suitable markings.
Packed crates over 10 feet long and crates withtheir balance point off center should be marked toindicate the balance point. This is usually accom-plished by stenciling or painting a stripe on eachside of the crate, generally extending about 18inches from the lower edge of each side. Thewords �Center of Balance� should appear next tothe stripes. A convenient method of locatingthese stripes is by moving the loaded crate overa roller to find the center of balance.
When grabhook handling is anticipated, an areais marked over the center of balance on each sidenear the top of the crate at the reinforcing joists.The words �Grabhook Here�. should be paintedor stenciled near this marked area. Crates withprovisions for slings under the ends of the skidsshould have a stripe located at each lower cornerof the sides with the words �Sling Here.�
It is often helpful to include markings to reducethe chance that the crate will be placed on itsside. Ordinarily the presence of the skids isenough to indicate the correct position duringstorage or shipping. However, high, narrowcrates may be placed on their sides; if heavy boxes
120
or crates are placed on them, their contents maybe damaged. The use of a well-defined arrowand the word �Up� marked on each side of thecrate near the top is a precaution that may paydividends in placing and handling odd-size crates.
For the convenience of the personnel concernedwith the transportation of the crate, its dimen-sions, weight, and volume might well be markedon the exterior. A bill of lading is needed onmany crates to assist in unpacking, especiallywhere a number of items are included in one crate.This minimizes the chance of missing small items.
While ordinary ink or even crayon may be usedfor marking crates on some local shipments,more permanent materials should be used for nor-mal shipping conditions. Waterproof ink or paintshould be used for marking crates to be shippedoverseas or that might be exposed to weath-ering or placed in storage.
The International Union of Marine Insurancehas found that proper marking is very importantin the safe arrival of export and other shipments.It has recommended the following fundamentalmarking rules:
1. Unless local regulations prohibit, use blindmarks where goods-are susceptible to pilferage.Change the marks periodically to prevent handlersfrom becoming familiar with them. Trade namesand consignee�s or shipper�s names should notindicate the nature of the contents.
2. Consignee identification marks and portmarks that show destination and transfer pointsshould be large, clear, and applied only by stencilwith waterproof ink. They should be appliedon two faces of the container, preferably sidesor ends.
3. The proper cautionary marks in Englishand in the language of destination should be usedwhen necessary. -These include such cautionsas �Handle With Care,� �Glass,� and �Use NoHooks.� While the marks do not always insureproper handling, they will often pay for the littletrouble required to apply them.
PACKING LISTSThe packing list may be similar to a bill of
lading but have more descriptive detail on thecontents. It should be made at least in triplicate;one copy is retained by the shipper, another goeswith the invoice, and a third is packed with theitem, in a location where it cannot be lost ordamaged and is protected from the weather.The interior of the crate near or on a removableend or top is often used for this purpose. The

WOOD CRATE DESIGN MANUAL 121recipient can thenany missing items.
SHIPPING
check the contents and note
LOSS PREVENTIONPort and transportation facilities have improved
in many countries since World War II, but lossesstill occur from theft, pilferage, nondelivery,breakage, and so forth. Losses can be mini-mized by using proper containers and goodpacking and anchoring.
For example, the findings of an insurancecompany 6 reveal that 80 percent of all losses onoverseas shipments for the 5 years 1955 to 1959were preventable, as shown in the followingtabulation:
All losses1955-59
Cause of loss (percent)Major casualties, largely nonpreventable (sinkings,
strandings, fires, collisions) - - - - - - - - - - - - - - - - - - -Preventable losses:20
Sea water and heavy weather- - - - - - - - - - - - - - - - - 5Theft, pilferage, and nondelivery -- - - - - - - - - - - - -Handling and stowage---------------------------
2141
Water damage--------------------------------------- 13The vital importance of preventing these losses
has been emphasized by the recommendations ofthe International Union of Marine Insurance.These recommendations concern, for the mostpart, the proper construction of cartons, nailedwood boxes, crates, and other containers. Theyare aimed at correcting three principal difficulties:(1) Improper or inadequate securing of the itemto the crate base, (2) weak or insufficiently sup-ported top construction, and (3) inadequateframe members or skids. The use of grabhookson unsupported panels, lack of diagonal bracing,and lack of handling markings were other causesfor damage.
The construction outlined for the sheathedand unsheathed crates in this publication is morethan adequate to withstand the handling hazardsthat ordinarily cause damage.
EXPORT SHIPPINGExport shipping rates are usually based upon
a ton (generally 2,240 pounds, but sometimes only2,000 pounds) or on 40 cubic feet, whicheverproduces the greater tariff. Generally speakingthe volume rate applies, unless the crate or box
2,240weighs 40 or 56 pounds per cubic foot. Sincemost material shipped has a much lower densitythan this, it is important to decrease the cubicdisplacement of a crate. A loaded crate thatweighs 27 pounds per cubic foot will cost twice asmuch per pound to ship as a crate of the samevolume that weighs 54 pounds per cubic foot.
6 Insurance Company of North America. Ports of theWorld. Ed. 6. Philadelphia 1, Pa.
ANCHORING CRATES TO SHIP SURFACESLarge crates assigned to foreign ports are often
stored on the deck of the ship during transport.When it is known that crates will be shipped ondecks of ships and must be anchored to them,preparations during construction usually consistof drilling holes into the outside skids to receiveeyebolts. The holes should be centered betweenthe top and bottom of the skids, 8 to 12 inchesfrom the ends. The base of the crate should befitted with not less than four eyebolts. Thecrate should be anchored with rods, but when theiruse is impractical, wire rope of equivalent strengthmay be used. These tie rods or wire ropes arefastened to pad eyes welded to the deck. Tie rodsshould be provided with turnbuckles, and theends of the wire ropes secured with at least threecable clamps. If the crate is high or top loaded,supplementary lashing over the top may be usedas necessary to relieve racking strains and as anaid to anchoring.
CARLOADING CRATESThe countless pages of print devoted during
the last half century to the loading and stowingof freight in rail shipments testify to the economicimportance of the carloading phase of materialshandling. Damage-free delivery is obviously ofparamount importance. Consequently, carload-ing, blocking, and bracing are critical steps in thehandling of crated items. If they are insecureor inadequate and the item is damaged, the skilland labor expended to produce and package itare wasted.
Freight ClassificationCommittees classify commodities shipped by
rail so that ratings will be uniform. The freightrates that apply to the classifications are estab-lished by the individual railroads through theirrating committees. The container in which anitem is shipped and the packing protection givenan article are factors used to determine classifi-cation ratings. The rules provide specific packingfor a large number of commodities and givemore or less definite packing specifications forthose not listed. The carriers may refuse toaccept any article tendered them for transportationif it is not packed according to their rules. Ifthey accept, they may charge a penalty.
Car ImpactsProper application of the basic principles of
good carloading will protect crates against thenormal impacts to which shipments are subjectedduring the handling of cars. Impacts thatusually occur during switching operations canbe quite severe. Such impacts depend on the

122 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
coupling speed and vary as the square of thatspeed. For example, the impact due to a speed
a load to allow some movement will result in lower
of 4 miles per hour is 16 times as great as theimpact values because the stopping time has beenincreased.
impact due to a speed of 1 mile per hour. Simi-Cushioning of light, delicate objects
larly, at a speed of 8 miles per hour the impacthas been given much study, but a great deal
is 64 times as great as at 1 mile per hour.remains to be done on devising methods forlessening the impacts on heavy articles.
LoadingCrates are carried in closed cars or in open cars
or flatcars. The selection of the proper freightcar depends on the object being shipped, the typeof crate, and the availability of cars. The water-proofness of boxcars may be very important withmany items of lading. Good flooring and sidesheathing are necessary when heavy blocking andbracing must be fastened to them. Blockingand bracing must be carefully done on flatcarsbecause, if fastenings give way, the crate may belost. Blocking and bracing will vary with thecontainer being shipped, especially in open cars,and may consist of wood, wire, strapping, orcombinations of them. In any type of car thecrate should be properly placed or the item maybe injured even though it is properly packed. Notonly must the endwise movement of the car beconsidered, but also the sidesway of the movingtrain and the up-and-down movement of the car.Sidesway and up-and-down movements occurwhile the train is traveling, endwise movementsmainly during starting or stopping. The distri-bution of loads over the car must comply with therules of the transportation company.
Rigid loads.�Rigid loads are often composedof a number of smaller packs or a miscellaneousassortment of containers that must be shipped ina closed car. Rigid loads with blocking, bracing,and strapping combinations are also used in opencars for large crates and heavy equipment. Thelocation of bracing may depend on the loadheight., the crate�s center of gravity, its lengthand width, and whether it can be wired or bandedto other loads.
Cross bracing is used extensively with rigidloads in closed cars. When permissible, it shouldbe placed edgewise against the load because it isstronger in this direction. K-bracing, a rein-forcement of the cross bracing, is often used inconjunction with it where stronger bracing is re-quired.the center of the cross bracing to the car sides or
Diagonals of the K usually extend from
floor or both. The ends of the cross bracing ordiagonals must be held securely in place by blocksnailed to the car floor or walls to form pockets.Where possible, parts of this blocking should benailed to an upright strut in the car sides or to astringer in the floor even if it is necessary to use alonger block.
Types of LoadsCenter bracing is used as a width filler between
containers located along the sides of the car.
Freight car loads are of two general types, float-ing and rigid. The floating load moves uponimpact. Since a slight movement is enough toreduce the shock of impact, methods used forfloating loads may allow a slight movementunder high impacts. Rigid loads are usuallyfastened so that no movement is apparent atimpact, through the use of blocking and bracingwell fastened to the floor or walls, tension straps,or similar devices.
Floor blocking is used along the floor to keepthe load from sliding and is generally reinforcedwith backup cleats fastened to the floor.
An area of the sheathing in the car is sometimescovered with wall reinforcing planking nailed tothe side frame members. This allows betternailing of the blocking used for cross or K-bracing.
Floating loads.�Certain kinds of commodities,such as diesel engines, lend themselves to a float-ing load, which can be either a single unit or anumber of units banded or wired together. Move-ment in the car is retarded by antiskid plates,padding, or other means. Space is usuallyallowed at the ends of the load for the anticipatedmovement. A method has been developed forplacing plastic or rubber bags between the carwalls and containers. When the bags are inflated,they provide the necessary cushioning.
Some tall loads may require blocking or an-choring at the top also. This is especially true ofhigh crates or double-decked containers shippedin open cars.
Various kinds of bulkheads are used to hold
A floating load is usually more desirable forcrates than a rigid load because it lessens theshock to the item in the crate when the car isstarted or stopped. Rigid fastening and blockingdevelop high impact stresses because of the short.time required to stop. Any means of fastening
loads in place, to divide them into sections, or toprotect the doors of the cars when loads extendinto the door area. The construction of the bulk-heads varies with the weights of the loads. Bulk-heads should be held in place by blocking andbracing or by metal straps anchored to the wall.Metal strapping allows some resiliency and con-sequently some cushioning resistance to impacts.Well-anchored strapping may require the use ofsome trussing between the strap and the load todistribute the pressure more uniformly. Thesestraps should be extended along the side of thecar so that tension is at right angles to the fas-tenings that hold the anchor plates.
The most common deficiency in car bracing isthe use of too few nails. When possible, nailing

WOOD CRATE DESIGN MANUAL 123should be arranged to be under lateral displace-ment rather than in direct withdrawal. Nailsshould be driven straight into floors through theblocking, rather than diagonally through thesloping faces of the blocking.
SHIPPING LOSSES AND INSURANCEUnder normal conditions of domestic rail
shipments, material loaded in open cars isinspected by railroad representatives before thecar is moved and the railroad assumes responsi-bility. In closed cars, however, the Associationof American Railroads rules are not mandatoryand are used only for guidance. Closed carsare not ordinarily inspected, but if damageoccurs to the contents, they are inspected atthe destination to determine the cause before asettlement is made.
Export shipping companies are specificallyexempt from most forms of liabilities under thelaws of many countries. The exceptions to thisusually include loss or damage due to negligencein proper loading, custody, or delivery of the goods.The shipper or consignee must assume responsi-bility for all remaining risks during the shipment.
To prevent loss to the shipper, a form of marineinsurance covers these losses. Marine insurancemay be obtained to cover such perils as pilferage,theft, and leakage, as well as loss or damage ifthe ship should sink, burn, or be involved in acollision. However, the more hazards covered bythe policy the higher the rate, so it is noteconomical to pay for broader protection than isactually required.
Rates in marine insurance are rather complexand are not fixed. They depend, among otherthings, on the type of vessel, the route, the perilsinsured against, the type of packing used, and theloss record of the shipper. This latter factor,of course, reflects the type of container and themethod of blocking and bracing used by theshipper, because well-constructed and well-packedcrates will normally receive little damage duringthe voyage. A shipper who uses adequate con-tainers pays lower rates. Underwriters keepstatistical records of shippers they deal with andallow lower rates for those with good records.
TARE WEIGHT OF CRATESIn assembling crates it is necessary to have
a reasonably close estimate of the tare weight inorder to properly compute the number and kind offastenings needed. The number of fasteningsrequired to secure the sides and ends of the crateto the base is ordinarily computed for the gross
weight-weight of the contents plus the tareweight.
If a bill of material has been made, the tareweight can be found by multiplying the numberof board feet of lumber in the crate by the weightper board foot for the kind and moisture contentof the lumber used. An average figure, if speciesare not known, is 2,350 pounds per thousandboard feet.
It is often desirable to know the tare weightbefore a bill of material is made. Any shortmethod for estimating tare weights will dependnot only on the type of crate but also on its widthand height. Normally, wide crates and highcrates require larger members than narrower orshallower crates.
The factors in table 36 for estimating the tareweight of crates are based on an average densityand moisture content. The weights are based ona value of 2,350 pounds for a thousand board feetof lumber. If woods are denser than average, orhave a higher moisture content, a slightly in-creased weight might be used. A slightly decreasedweight might also be somewhat more accurate ifthe wood is less dense and quite dry. When morethan one kind of wood is used some interpolationmay be necessary, depending upon the differentdensities and moisture contents.
The following method will give a reasonablyclose estimate of tare weights of military-typesheathed crates. The construction of this type ofcrate is covered in the chapter on sheathed crates.In these estimations the total area in square feetmust be determined. This includes area of top,base, ends, and sides. All dimensions should befigured to the nearest foot or half foot. Multiplythis total area (A) by the factors listed in table 36to find the tare weight in pounds.
Use the following procedure:Step 1�Determine area of one end, SStep 2�Determine total area of crate, AStep 3�In table 36 select the appropriate line
of S values and the column of mem-ber sizes. Then multiply crate
Example:area by the factor given.
A lumber-sheathed crate with 1-inch framemembers is 10 feet long and 6 feet in widthand height.
The end area S equals 6×6=36 square feetThe total surface area A equals:
2×6×10=120 (top and base)2×6×10=120 (two sides)2×6×6=72 (two ends)
A=312 square feetThen in the first column of table 36 the end area,
36 square feet, is between 20 and 40. Underlumber sheathing with l-inch frame members, A isto be multiplied by 4.5.
Tare weight is then 312×4.5 or 1,404 pounds.

124 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
TABLE 36.�Method of estimating tare weight of military-type sheathed crates

APPENDIX III. GLOSSARYAir-dried.� See Seasoning.Annual growth ring.�See Ring, annual growth.Beam.�A structural member transversely sup-
porting a load.Beams and stringers.�Large pieces (nominal
dimensions 5 by 8 inches and up) of rectangularcross section, graded with respect to their strengthin bending when loaded on the narrow face.
Blemish.� A marring of the appearance ofwood, not necessarily a defect.
Blue stain.�See Stain, blue.Boards.� See Lumber.Bow.�Distortion of a board in which the
face is convex or concave longitudinally.Brashness.� A condition that causes some
pieces of wood to have low resistance to shockand to fail abruptly across the grain withoutsplintering when broken in bending.
Broad-leaved trees.�See Hardwoods.Brown stain�See Stain, brown.Cell.�A general term for a minute unit of
wood structure. Fibers, vessel segments, andother elements of diverse structure and functionare cells making up fibrous and porous tissuesin the wood structure.
Check.�A lengthwise separation of wood,the greater part of which occurs across the ringsof annual growth.
Chemical brown stain.�See Stain, chemicalbrown.
Column.�A structural compression member,usually vertical, supporting loads acting on ornear and in the direction of its longitudinal axis.
Conifer.� See Softwoods.Crook.�Distortion of a board in which the
edge is convex or concave longitudinally.Crossband.�To place the grain of layers of
wood at right angles in order to minimize shrink-ing and swelling and consequent warping; alsoa layer of veneer at right angles to the face plies.
Cross grain.�See Grain.Cup.�Distortion of a board in which the
face is convex or concave transversely.Decay.�Disintegration of wood substance
through the action of wood-destroying fungi.Incipient decay.�The early stage of decay
in which the disintegration has not pro-ceeded far enough to soften or otherwiseperceptibly impair the wood.
Typical or advanced decay.�The stageof decay in which the disintegration is easilyrecognized because the wood has becomepunky, soft and spongy, stringy, pitted,or crumbly.
Defect.�Any irregularity in or on wood thatmay lower its strength.
Density.�The mass of a body per unit volume.When expressed in the metric system, it is nu-merically equal to the specific gravity of the samesubstance.
Diagonals.�Angle members placed betweenvertical and horizontal members within a panelto provide rigidity to the crate. Struts and hori-zontal braces are so spaced that the angle of thediagonal is as near 45° as possible. In opencrates diagonals are usually single; in lumber-sheathed crates they are crossed in an �X� pattern.
Diamonding.� A distortion in drying that causesa piece of wood originally rectangular or squarein cross section to become diamond-shaped.
Dimension.� See Lumber.Dimension stock.�Squares or flat stock, usually
in pieces under the minimum sizes admitted instandard lumber grades, rough or dressed, greenor dry, cut to the approximate dimensions re-quired for the various products of woodworkingfactories
Dunnage.�In crates, blocking or timbers placedon the top of large crates to distribute the loadevenly.
Durability.�lastingness. Frequently refers to the degree of
A general term for permanence or
resistance of a species or of an individual pieceof wood to attack by wood-destroying fungi underconditions that favor such attack. In this con-nection the term resistance to decay is more specific.
Edge grain.�See Grain.End frame members.�See Frame members.Encased knot.�See Knot.Equilibrium moisture content.�The moisture
content at which wood neither gains nor losesmoisture when surrounded by air at a given rela-tive humidity and temperature.
Fiber.� A wood fiber is a comparatively long(one-twenty-fifth or less to one-third inch),narrow, tapering cell closed at both ends.
Fiber-saturation point.�The stage in the dryingor in the wetting of wood at which the cell wallsare saturated and the cell cavities are free fromwater. Usually taken as approximately 30 per-cent moisture content.
Filler strips.�Narrow strips of lumber used tofill in spaces between load-bearing members ofthe base so that the lower frame members of thesides have uniform bearing along their entirelength.
Flat grain.�See Grain.125

126 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Floorboards.� Sheathing for the base. Fas-tened to the skids; when used to support concen-trated loads, called load-bearing floorboards becausethey transfer the load to the edge skids.
Frame members.�Parts that form the funda-mental structure of both sheathed and open crates.Strength and rigidity of the open crate dependentirely on these members and their fastenmgs.
End frame members.�Edge crosswise fram-ing members of the top, located at each endof the panel.
Intermediate members.�Lengthwise framemembers of the to, located between the sideframe members. They help to resist shock,and the top sheathing is nailed to them.
Side frame members.�Edge framing mem-bers of a top without a joist, parallel to thelength in sheathed crates. In open cratesthey may be called longitudinal members.Side frame members tie the framework to-gether and may also serve as fastening mem-bers for assembly.
Upper and lower frame members.�Horizon-tal members at the top and bottom of theside and end panels. In both open andsheathed crates they frame the panels.
Grain.�The direction, size, arrangement, ap-pearance, or quality of the fibers in wood.
Close-grained wood.�Wood with narrowand inconspicuous annual rings. The term issometimes used to designate wood havingsmall and closely spaced pores, but in thissense the term fine textured is more often used.
Coarse-grained wood.�Wood with wide andconspicuous annual rings in which there isconsiderable difference between springwoodand summerwood. The term is sometimesused to designate wood with large pores, suchas oak, ash, chestnut, and walnut, but in thissense the term coarse textured is more often used.
Cross grain.�Fibers not parallel with theaxis of a piece. May be either diagonal orspiral grain or a combination of the two.
Diagonal grain.�Annual rings at an anglewith the longitudinal axis of a piece.
Edge grain.�Edge-grain lumber has beensawed parallel with the pith of the log andapproximately at right angles to the growthrings; the rings form an angle of 45° or morewith the surface of the piece.
Flat grain.�Flat-grain lumber has beensawed parallel with the pith of the log andathe rings form an angle of less than 45° with
proximately tangent to the growth rings;
the surface of the piece.Interlocked-grain wood.�Wood in which the
fibers are inclined in one direction in a numberof rings of annual growth, then graduallyreverse and are inclined in an opposite direc-tion in succeeding growth rings, then reverseagain.
Open-grained wood.�Common painters�classification for woods with large pores, suchas oak, ash, chestnut, and walnut. Alsoknown as coarse textured.
Plain-sawed.�Another term for flat grain.Quarter-sawed.� Another term for edge
grain.Spiral grain.�A type of growth in which
the fibers take a spiral course about the boleof a tree instead of the normal vertical course.The spiral mahanded around the tree trunk.
extend right-handed or left-
Vertical grain.�Another term for edge grain.Green wood.�Unseasoned, wet wood.Growth ring.�See Ring, annual growth.Hardwoods.�The botanical group of trees that
are broadleaved. The term has no reference tothe actual hardness of the wood. Angiospermsis the botanical name for hardwoods.
Headers.� End cross members of the base.Headers are bolted to the skids and act as fasteningmembers for assembly of the end panels. Themay also be used as reinforcing to resist forklifthandling stresses at the ends.
Heart, Heartwood.�The wood extending fromthe pith to the sapwood. Its cells no longerparticipate in the life processes of the tree.Heartwood may be infiltrated with gums, resins,and other materials which usually make it darkerand more decay-resistant than sapwood.
Horizontal braces.�Members ordinarily usedin side and end panels of higher crates to reducethe unsupported span or height
Tof the panels
and increase crate rigidity. hey are placed inthe horizontal position between the upper andlower frame members.
Inspection doors and ports.�Small openingsbuilt into the end panel to provide access forinspection of the contents. They can be lockedor sealed.
Intermediate members.�See Frame members.Joists.�Load-supporting members of the top,
spanning the width of the crate. They transferloads to the sides and prevent the top from beingcrushed when the crate is handled with slingsor grabhooks.
Joist supports, vertical.�Members fastened tothe inside face of the side panels of sheathedcrates to support the ends of the joists.
Kiln-dried.� See Seasoning.Knot.�Part of a branch or limb that has
become incorportated in the body of a tree.Decayed knot.�A knot which, due to
advanced decay, is not so hard as the sur-rounding wood.
Encased knot.�A knot whose rings ofannual growth are not intergrown with thoseof the surrounding wood.
Intergrown knot.�A knot whose rings ofannual growth are completely intergrownwith those of the surrounding wood.

WOOD CRATE DESIGN MANUAL 127
Round knot.�A knot whose sawn sectionis oval or circular.
Sound knot.�A knot that is solid acrossits face and as hard as the surrounding wood.
Spike knot.�A knot sawn lengthwise.Lag screw�reinforcing strap.�Prepunched
strapping of annealed steel. It is nailed to theinside of the sheathing at the bottom fasteningareas of the side and end panels of demountablecrates. It reinforces the sheathing and increasesthe lateral-withdrawal resistance of the assemblylag screws.
Laminated wood.�A piece of wood built upof plies or laminations that have been joined witheither glue or mechanical fastenings. The� termis most frequently applied if the plies are toothick to be classified as veneer and the grain of allplies is parallel.
Liner.�Asphalt-impregnated or laminatedpaper or similar material, used in the sides, ends,and sometimes the tops of lumber-sheathed cratesto keep moisture out.
Lower frame members.�See Frame members.Lumber.�The product of the saw and planing
mill not further manufactured than by sawing,resawing, and passing lengthwise through a stand-ard planing machine, crosscut to length, andmatched.
Dressed size.�The dimensions of lumberafter shrinking from the green dimension andbeing planed, usually 3/8 inch less than thenominal or rough size. For example, a 2 by 4strut actually measures 15/8 by 35/8 inches. SeeLumber, Nominal size.
Factory and shop lumber.�Lumber intendedfor further manufacture. It is graded on thebasis of the percentage of the area from whicha limited number of cuttings of a specified orminimum size and quality can be made.
Matched lumber.�Lumber dressed andshaped to make close tongue-and-groove jointsat the edges or ends when laid edge to edge orend to end.
Nominal size.�As applied to timber orlumber, the rough-sawn commercial size bywhich it is known and sold in the market.See Lumber, Dressed size.
Rough lumber.�Lumber as it comes fromthe saw.
Surfaced lumber.�Lumber that has beendressed by running it through a planer.
Yard lumber.�Lumber less than 5 inchesthick intended for general building purposes.
Board.�Yard lumber less than 2 inchesthick, 1 inch or more in width.
Dimension.� All yard lumber except boards,strips, and timbers (yard lumber at least 2inches but less than 5 inches thick, of anywidth).
Strip.�Yard lumber less than 2 inchesthick and less than 4 inches wide.
692-318 O�64�9
Moisture content of wood.�Weight of thewater contained in the wood, usually expressed inpercentage of weight of the ovendry wood.
Pitch pocket.�An opening between or withinannual growth layers in softwoods usually con-taining, or which has contained, pitch, either solidor liquid.
Pith.�The small soft core in the structuralcenter of a log.
Plain-sawed.� See Grain.Plywood.� Three or more layers of veneer
joined with glue, usually with the grain of adjoin-ing plies at right angles. Almost always an oddnumber of plies is used for balanced construction.
Preservative.�Any substance that, when suit-ably applied to wood, makes it resistant to wood-destroying fungi, borers of various kinds, andsimilar destructive life for a reasonable length oftime.
Quarter-sawed.�See Grain.Radial.-Coincide it with a radius from the
axis of the tree or log to the circumference.Ring, annual growth.�The growth layer put on
in a single growth year, including springwood andsummerwood.
Rotary-cut veneer.�See Veneer.Rubbing strips.�Strips of wood, usually 2
inches thick, nailed to the underside of each skidas spacers to allow sling lifting of the crate fromthe ends and forklift handling from the sides.
Sapwood.� The wood next to the bark, usuallyof lighter color than the heartwood, one-half inchto 3 or more inches wide, actively involved in thelife processes of the tree. Under most conditionssapwood is more susceptible to decay than heart-wood and as a rule, more permeable to liquids.Sapwood essentially is neither weaker nor strongerthan heartwood.
Sawed veneer.�See Veneer.Seasoning.�Removing moisture from green
wood in order to improve serviceability.Air-dried or air-seasoned.�Dried by expo-
sure to the air, usually in a lumberyard,without artificial heat.
Kiln-dried.� Dried in a kiln with artificialheat.
Shake.�A separation along the grain, the great-er part of which is between the rings of annualgrowth.
Sheathing.�The covering, usually of boards orplywood, placed over the frame of a crate. Itserves to tie the frame members into a panel andaids the diagonals and struts of the sides and endsin supporting superimposed loads.
Sheathing paper.�A liner material used to keepmoisture out.
Side frame members.�See Frame members.Sills.�The members that, along with the sill
bridging, form the framework of sill-type bases.Sills carry loads and transfer them to side panelsand serve as fastening members.

128 AGRICULTURE HANDBOOK 252, U.S. DEPT. OF AGRICULTURE
Sill bridging.�Members of the same depth asthe sills, inserted at right angles to the inter-mediate sills to prevent the sills from turning orbuckling.
Skids.�Lengthwise members of the base.They help to support the load and serve as fasten-ing members for flooring, headers, and the sidepanels.
Sliced veneer.�See Veneer.Softwoods.� The botanical group of trees that
have needle or scalelike leaves and, except forcypress, larch and tamarack are evergreen.The term has ho reference to the actual hardnessof the wood. Softwoods are often referred toas conifers, and botanically they are calledgymnosperms.
Span.�The distance between supports, such asstructural members.
Specific gravity.�The ratio of the weight of abody to the weight of an equal volume of water atsome standard temperature.
Springwood.�The part of the annual growthring formed early in the season�s growth. It isusually less dense and mechanically weaker thansummerwood.
Stain, blue.�A bluish or grayish discolorationof the sapwood caused by the growth of certainmoldlike fungi on the surface and in the interior,made possible by the same conditions that favorthe growth of other fungi.
Stain, brown.�A rich brown to deep chocolate-brown discoloration of the sapwood in some pinescaused by a fungus that acts similarly to the blue-stain fungus.
Stain, chemical brown.�A discoloration of woodthat sometimes occurs in several species during airor kiln drying, apparently caused by the oxidationof extractives.
Strength.� The term in its broader- sense em-braces all the properties of wood that enable it toresist forces or loads. In its more restricted senseit may apply to any one of the mechanical proper-ties, and the name of the property should be stated,as strength in compression parallel to the grain,strength in bending, etc.
Structural timber.�Wood of relatively large sizefor which strength is the controlling element inselection and use.
Struts.�Frame members placed vertically be-tween upper and lower frame members.
Summerwood.�The part of the annual growthring formed during the latter part of the yearlygrowth period. It is usually more dense andmechanically stronger than springwood.
Tangential.�Strictly, coincident with a tangentat the circumference of a tree or a log, or parallelto such a tangent. In practice, however, it oftenmeans roughly coincident with a growth ring.
Tare weight.�Weight of the container itself, aswell as the blocking, bracing, and cushioning.
Twist.� A distortion caused by the turning orwinding of the edges of a board so that the fourcorners of any face are no longer in the same plane.
Upper frame members.�See Frame members.Veneer.�Thin sheet of wood.
Rotary-cut veneer.�Veneer cut in a con-tinuous strip in a lathe by rotating a logagainst the edge of a knife.
Sawed veneer.�Veneer produced by sawing.Sliced veneer.�Veneer cut by moving a log,
bolt, or flitch against a knife.Vertical joist supports.�See Joist supports,
vertical.Vertical grain.�See Grain.Wane.�Bark or lack of wood from any cause
on the edge or corner of a piece of lumber.Warp.�Any variation from a true or plane sur-
face. Warp includes bow, crook, cup, and twist.Weathering.� The mechanical or chemical dis-
integration and discoloration of the surface of woodcaused by exposure to light, the action of dust andsand carried by winds, and the alternate swellingand shrinking of the surface fibers as they gain andlose moisture during changes in the weather.Weathering does not include decay.
Wood preservative.�See Preservative.Workability.� The degree of ease with which
wood can be cut or shaped with hand or machinetools, and the smoothness of cut obtainable.
Yard lumber.�See Lumber.

I N D E XAdhesives, use of, 13, 22Advantages of good design, 1Anchoring crates, 121Assembly:
general, 13open crates, 53, 60sheathed crates, 43, 45, 48
Balance point, 120Base construction:
general, 2, 29open crates, 51, 53, 59sheathed crates, 32, 45, 46
Basic stresses, 10Bill of lading, 120Bill of material, 123Blocking and bracing, 122Bolts, 21Bridging, 35Bulkheads, 122Cable handling, 76Car impacts, 121Carloading crates, 121Cautionary marks, 120Center bracing, 122Center of balance, 120Checks and splits, 10Columns:
intermediate, 27long, 28short, 27
Compression members, 27Connectors, 21Contents, 2Cornerwise drop test, 79costs, 4Crates (general):
Construction, 1contents, 2costs, 4definition, 1design, 2, 23dimensions, 2, 4handling hazards, 2importance, 1open, 4, 50requirements, 2selection, 2, 4sheathed, 4, 32storage conditions, 4transportation, 2weight, 4
Cross bracing, 122Decay, 10Demountability, 2, 19, 21, 22
Design, 1, 2, 23Design principles, 24Destination, 2Diagonals:
importance, 24strength, 12
Disassembly, 2Displacement, 4Drop tests, 78Dunnage, 31, 74, 76Duration of load, 9Edgewise drop test, 78Effective span, 24End construction:
open crates, 51, 53, 60sheathed crates, 39, 45, 46
End struts, 37Euler formula, 27, 28Exports, 121Fabrication:
general, 13, 18open crates, 51, 53, 59sheathed crates, 32, 45, 46
Fastenings:adhesives, 22bolts, 21lag screws, 19nails, 13steel strapping, 22timber connectors, 21wood screws, 22
Floating loads, 122Floor blocking, 122Floorboards, 9, 30, 73Flexure formula, 29Forklift:
handling, 78headers, 29
Frame members, 28Framing test, 74Freight classification, 121Glues, 22Grabhooks:
damage, 3handling, 78reinforcing joist, 31, 43
Grain, slope of, 9Handling:
hazards, 2, 3tests, 76
Headers, 29, 35Identification marks, 120Impact loading, 10Insect attack, 10
129

130 INDEX
Intermediate columns, 27Intermediate sills, 30, 34Joists, 9, 31, 41Knots, 9, 10Lag screws, 19Light-duty type:
open, 59sheathed, 46
Like-on-like loading, 4, 31Limited-military type:
open, 53sheathed, 45
Loading in cars, 122Loads:
floating, 122general, 29rigid, 122top testing, 76
Long columns, 28Longtime loading, 11Lumber sizes, 11Marine insurance, 123Marking crates, 120Materials for crates:
costs, 4fastenings, 13paper overlay, 13plywood, 11wood, 5
Members:compression, 27cross, 29determining size of, 27tension, 27
Military type:open, 50sheathed, 32
Modulus of elasticity, 27Moisture content, 9, 10, 15Moment:
maximum bending, 29of inertia, 29
Nailing patterns, 18Nails:
calculating nail-holding capacity, 14clinching, 16direction of driving, 15penetration, 15points and heads, 15rules for use, 17sizes, 13, 15surface condition, 15types, 13
Open crates:general, 1, 4, 50light-duty, 59limited-military, 53military type, 50
Packing lists, 120Panel member sizes, 52, 80Paper-overlaid veneer, 13
Partial disassembly, 2Pendulum impact test, 74, 79Plywood, 11Racking resistance, 3Reduction factors, 11Rigid loads, 122Rough-handling tests, 74Rubbing strips, 35, 76Screws, 22Section modulus, 29Shakes, 10Sheathed crates:
general, 1, 4, 32light-duty, 46limited-military type, 45military type, 32
Sheathing thickness, 27Shipment, 2, 32, 50, 120Shipping loss:
insurance, 123prevention, 121
Short columns, 27Shrinkage, 6Side construction:
open crates, 51, 53, 59sheathed crates, 37, 45, 46
Sills, 29, 30, 35Skid assemblies, 68Skids, 24, 29Slenderness ratio, 27Sling handling, 3, 76, 120Slope of grain, 9, 10Species of wood, 5Specific gravity, 6Splicing, 35Splits, 10Stacking, 4, 31Stain, 10Storage conditions, 4Strapping, 22, 122Stress diagram, 26Struts, 28Style A and A-1 open crate, 52Style B open crate, 52Style C open crate, 54Superimposed load tests, 74Tare weight, 123Tension members, 27Testing crates:
drop, 78general, 73handling, 76impact, 79superimposed-load, 74
Timber connectors, 21Timber truss, 26Top construction:
general, 31open crates, 53, 60sheathed crates, 41, 45, 46
Top load tests, 74, 75

INDEX 131Truss diagram, 26Types of loads, 122Ventilation, sheathed crate, 40Wane, 10Warping, 10Weather conditions, 2, 4, 41, 50Weight-length value, 68Withdrawal resistance:
lag screws, 19nails, 16
Wood:blue stain, 10checks and splits, 10decay, 10density, 5, 15
Wool-Continuedduration of load, 9insect attack, 10knots, 9moisture content, 5, 9, 15shakes, 10slope of grain, 9strength, 5wane, 10warping, 10
Wood species:properties, 6strength and variability, 5, 10, 15weight, 5
Working stresses, 10